
Method Article
一种简便快速制备磁响应元件的水凝胶基微型机械的添加剂制造技术
摘要
研制了一种加工紫外可交联水凝胶的添加剂制造策略。该策略允许 microfabricated 水凝胶结构的逐层组装以及独立元件的组装, 从而产生集成装置, 其中包含响应磁力驱动的运动元件。
摘要
聚乙二醇 (PEG) 基水凝胶是生物相容性水凝胶, 已被 FDA 批准供人类使用。典型的基于 PEG 的水凝胶具有简单的单片结构, 通常作为组织工程应用的脚手架材料。更复杂的结构通常需要很长的时间来制造和不包含移动组件。本协议描述了一种光刻方法, 允许对 PEG 结构和设备进行简便快速的微细加工。这一战略涉及内部开发的制造阶段, 允许快速制造3D 结构, 通过建立向上的逐层的方式。独立的移动组件也可以对齐并装配在支持结构上以形成集成设备。这些独立的成分掺杂了超顺磁性氧化铁纳米粒子, 是敏感的磁性驱动。通过这种方式, 制造的装置可以使用外部磁铁驱动, 从而产生内部元件的运动。因此, 这项技术允许制造复杂的 MEMS 样器件 (微型机械), 这些设备完全由生物相容性水凝胶组成, 能够在没有板载电源的情况下运行, 并对无接触的驱动方法作出反应。这篇手稿描述了制造的建立和逐步的方法, 为这些水凝胶为基础的 MEMS 类器件的微细加工。
引言
MEMS 器件已经在医疗器械领域找到了许多应用。虽然他们提供了很多附加功能和这些设备的小型化性质, 使他们有吸引力的使用作为植入物1,2,3, 这些设备往往具有固有的安全性和生物相容性问题, 因为它们是由可能对人体有害的材料 (如金属、电池等) 组成的,4、5、6。基于 PEG 的水凝胶是液体膨胀聚合物网络, 并经常用于组织工程支架等应用, 主要是由于其高生物相容性7,8。PEG 为基础的水凝胶也被 FDA 批准用于人类9,10,11。然而, 由于水凝胶的材料特性, 它们不易经受正常的制造工艺, 如典型的硅基微细加工技术。因此, 基于水凝胶的构造通常只限于简单的单片结构。目前在水凝胶微细加工方面的努力导致了具有微米尺寸的结构;然而, 这些结构往往是一个单一的层和单一材料12,13和缺乏移动组件14,15,16。
在以前的工作中, 我们描述了一种制造微型机械的策略, 这些方法完全由一种生物相容的 PEG 基凝胶材料17组成。微米尺寸的功能可以很容易地制作使用光刻方法, 这些结构可以建立向上使用逐层方法, 由精确的 z 轴运动的基础上, 水凝胶被聚合。不同成分的水凝胶可以相互相邻制造。此外, 这些设备有移动组件, 可以使用外部磁铁驱动。这种多才多艺的技术也适用于处理任何软材料或水凝胶, 是聚合。因此, 这种技术非常适合于制造由水凝胶组成的复杂的 MEMS 类器件。
研究方案
1. 制作阶段
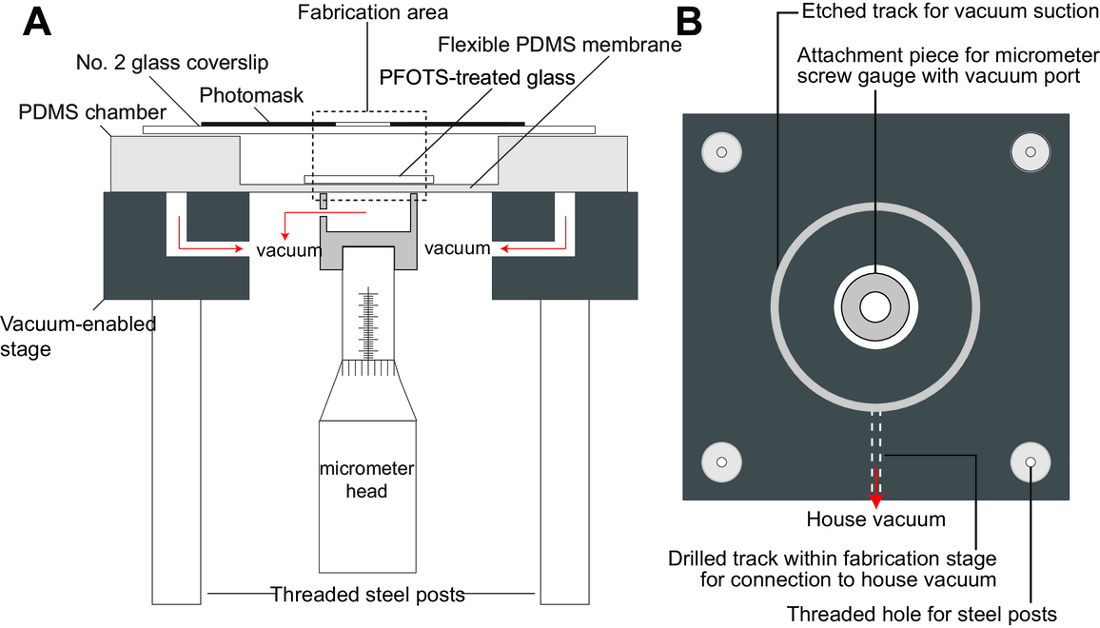
- 装配制造 (图 1) 设置, 由内部内置的阶段和在其中聚合水凝胶成分的聚甲基硅室组成。制作阶段包括一个丙烯酸顶部, 其中的轨道和通道被加工成允许真空连接, 在真空启用阶段内的千分尺夹具的固定架, 以及允许整个舞台固定的螺纹钢柱。在钢基础上稳定。
- 用压克力片固定千分尺的头, 加工成有真空连接的轨道。真空连接使用户能够在该室中按住, 并移动柔性膜。
- 将 UV 光源 (320-500 nm) 置于制造阶段之上, 使入射角度与舞台的水平平面垂直 (辅助图 1)。
2. 制造该室并确定其 "零" 水平
- 制作一室, 其中水凝胶将被聚合 (见图 1A, 硅烷室)。本会议厅由一个具有柔性膜的盖玻片和玻璃纤维粘合而成。进一步处理粘附于柔性盖玻片膜的玻璃纤维, 以防止水凝胶 (步进 2.1.7) 的附着力。
- 准备9部分, 以1部分固化剂混合物 (按重量)。
- 用玻璃棒搅拌好, 确保基材和固化剂混合良好。离心机在 1000 x g 去除气泡。
- 小心倒入两个玻璃培养皿的混合物, 以产生厚层 (3 毫米) 和薄层 (~ 0.2 毫米)。将所填充的培养皿放在平坦的、水平的表面上, 在室温下或在30分钟内在烤箱中固化, 温度设定在最低75摄氏度。
注: 在该基部的基础上, 需要一个薄层的聚硅烷, 因为它确保了在 z 方向上可以很容易地通过千分尺螺杆测量的柔性层的生成。为了确保聚合水凝胶层的厚度均匀, 必须对其进行平整和水平的测量。 - 在将其完全固化后, 使用手术刀刀片或小刀将直径为4厘米的圆圈切成厚层。从玻璃培养皿中剥离厚的玻纤层。将厚的玻纤层 (下侧向上) 和薄的 (仍在玻璃培养皿中) 的薄片 (仍然是在玻璃板中) 放入等离子烤箱。
- 等离子处理两层 (三十年代, 空气等离子体) 和债券的底部, 厚的一层, 以顶部的薄的一层。从玻璃培养皿中取出粘合件, 形成一个圆形井, 形成一个柔性膜基的薄层。
注: 在从玻璃培养皿中去除粘合层之前, 两层粘合的涂层可以放在95摄氏度的热板上, 以鼓励层间的粘合。 - 等离子键 a 玻璃盖玻片 (不 2, 22 毫米 x 22 毫米) 的顶部的挠性的有机玻璃膜;等离子处理从步骤4三十年代 (空气等离子) 玻璃盖玻片和两个, 并将玻璃盖玻片与柔性膜基的顶部接触, 使其与膜粘合。
- 蒸气 silanize 氯 (1H、1H、2H、2H-perfluorooctyl) 硅烷 (PFOTS) 至少30分钟;将干燥与60µL PFOTS 的小型培养皿一起置于真空中, 将密封干燥连接到中心实验室真空系统。把干燥连接到真空系统至少30分钟。
- 确保干燥的真空密封件生成, 并在 5-10 分钟后 PFOTS "气泡" 的水滴。硅烷化蒸气室允许在长时间使用后, 对形成的水凝胶层进行简易去除, 防止聚合 PEG 凝胶与玻璃表面的强力粘合。
- 要确定所用的 "零" 级, 请将其置于真空启用阶段 (连接到实验室中心真空系统)。
- 施加负压, 使其保持向下。PEG 水凝胶结构将被聚合在这一聚合物室 (图 1A, 制造区域)。
- 将未经处理的玻璃盖玻片放在该室的顶部, 这样它就能覆盖井。顶部玻璃盖玻片 (顶部衬底) 与底部玻璃盖玻片 (底衬底) 之间的距离定义了在其内部形成的水凝胶层的厚度。
- 使用千分尺头, 向上推底部基板, 直到它与顶部基体接触。将千分尺中的读数作为 "零" 级的, 在定义聚合水凝胶层厚度时作为参考。
3. 水凝胶显微组织聚合的光掩模设计
- 设计光掩膜, 使用 CAD 软件。
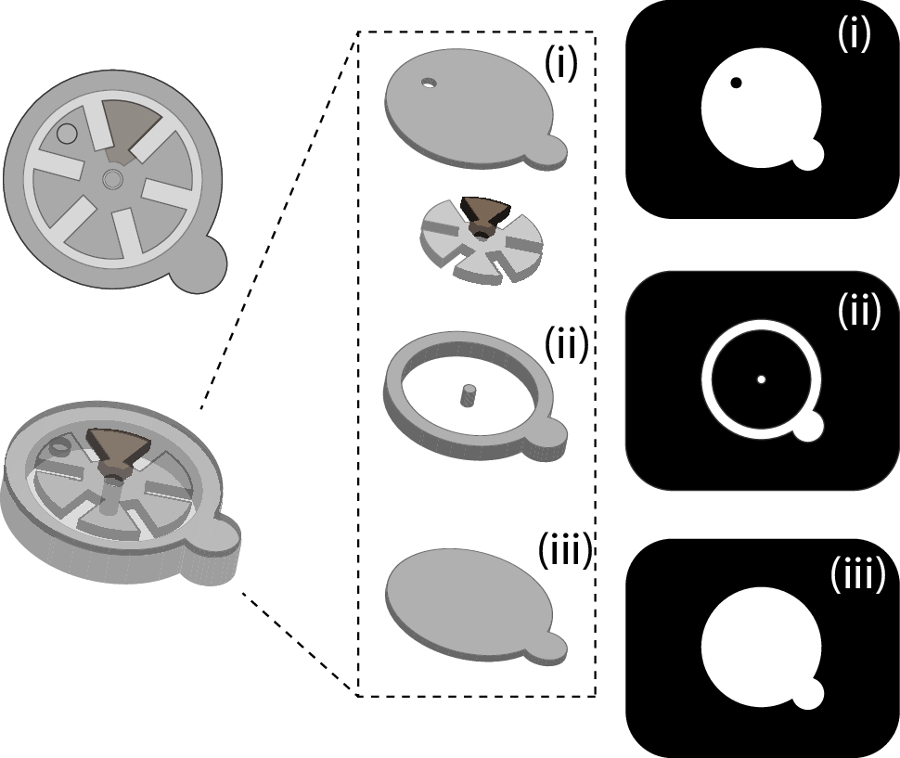
- 设计要制作的水凝胶结构的每一个独特的层。有关使用此协议制作的示例设备, 请参阅图 2 。图 2显示了该设备的3D 示意图、要制作的相应层以及为制作这些单独的层而设计的光掩膜。
- 设计光掩膜在黑暗领域;要聚合的功能应该是透明的, 背景是不透明的 (图 2C,辅助图 2)。
- 在光掩模设计中加入对齐标记, 以方便光掩膜在制造过程中对齐。
- 打印设计为透明光掩膜在最高分辨率可用和高像素密度。
4. 玻璃盖玻片的处理, 防止水凝胶粘附
- 为了创建排斥聚合的 PEG 水凝胶的表面, 玻璃盖玻片被涂上一层薄薄的硅烷。
- 准备 (9:1 碱固化剂比) 和离心机在 1000 x g 去除气泡。
- 应用一薄层的盖玻片清洗玻璃, 并留在一个平面, 水平表面的烤箱内 (> 75 °c, 30 分钟) 治疗。
5. 水凝胶的逐层制作: 顶层密封和底层支撑结构
- 要创建一个水凝胶层, 随后将用于密封成型的设备, 使用未经处理的玻璃盖玻片 (2 号) 作为一个 "盖子", 为一个。这个 "盖子" 被称为顶部衬底。
- 从设备的 "零" 级别开始, 使用千分尺头将底部衬底降低到所需的高度。顶部和底部基底之间的距离定义了第一层水凝胶的厚度 (Z1,图 3A)。
- 将 PEGDA 预聚体的一小部分 (例如, 400Da PEGDA 的混合物与 1% Darocur 1173) 交存, 足以覆盖底衬底。
- 将顶部衬底放到基材室。
注意: 重要的是要确保没有气泡之间的顶部和底部衬底。 - 将光掩模与所需的设计放在顶部衬底上 (图 2C (i))。确保掩码与顶部衬底完全接触, 并与底衬底对齐。
- 通过光掩模将水凝胶预聚物暴露在 UV 光中 (步骤 1,图 3A)。确保在封闭的空间内进行曝光, 防止杂散紫外线照射到周围区域。
注意: 在操作系统时,应佩戴紫外线防护 (如紫外线护目镜)。
注意: 曝光的功率和持续时间取决于紫外线系统的类型和 PEGDA 预聚体的使用。 - 例如, 对于 200 w 紫外线灯和 99% PEGDA (400 Da PEGDA 与1% 光 (v/v)) 预聚体解决方案, 设置灯功率在 16% (对应于 ~ 2.3 瓦特/cm2) 和充分治愈水凝胶在4秒内。随着灯功率的降低和预聚体的 PEG 链长度的增加, 曝光时间应增加。
- 在凝胶层被聚合后, 将顶层衬底从基板上提起。聚合层应附着在顶部衬底上 (为步骤 1 (图 3A) 插入。保留此粘附层以供以后使用以密封组装设备。从光中屏蔽这个聚合层。
注: 保持这一聚合层远离光和湿与过剩的 uncrosslinked 预聚体, 以防止层的干燥和开裂。
- 要创建底层支撑结构, 请使用盖玻片涂层玻璃作为该基板的顶部基体。
- 将更多的水凝胶预聚物存入底层基体上, 并将其覆盖在盖玻片的玻璃表面。这是为了确保聚合层保留在底层基板上, 允许用户向上构建层 (步骤 2,图 3A)。
- 重复步骤5.1.4 和5.1.5 所需的光掩模设计 (图 2c (iii))。
- 卸下顶部衬底并添加更多的 PEGDA 预聚体, 并使用千分尺头到所需的水平下部底衬底。这个水平应该对应于2和层的水凝胶的厚度将被聚合 (Z2, 步骤 3,图 3A)。
- 盖好与顶部基板 (5.1.4 涂层玻璃) 和重复步骤的5.1.5。
- 通过5.2.1 和5.2.2 的步骤不断地建立所需的水凝胶层, 直到形成所需的支撑结构。
6. 基于水凝胶的装置的组装和密封
- 要组装和密封该设备, 首先删除顶部衬底 (玻纤膜玻璃) 和使用一双镊子, 将预成型的水凝胶部件 (如齿轮, 掺杂铁元件) 放置到支撑结构上 (第 (一)、步骤 4,图3A).
注: 永久磁铁可用于对任何掺杂铁的部件进行校准 (请参阅水凝胶组件的氧化铁掺杂以制作步骤)。 - 要密封设备, 首先使用千分尺螺钉量规将底衬底放到装配设备的最终所需高度。这应该是设备的最终高度, 考虑到层的厚度, 内部组件和任何为移动部件提供的间隙 (Z4, 步骤 5,图 3A)
- 将预成型的水凝胶层放置在未经处理的玻璃盖玻片上, 从5.1 到部分组装装置 (第 (ii)、步骤4、图 3A)。仔细地放置预先形成的层, 使其正确地与它下面的结构对齐。
- 放置一个光掩模, 允许密封的设备, 但保护内部移动组件的紫外线照射。确保移动元件不被聚合到设备的边缘, 从而防止其在驱动过程中的运动。
- 将整个结构暴露于 UV 光 (第一部分 (i), 步骤 5,图 3A)。
- 从制作阶段提起玻璃盖玻片。密封装置应坚持顶部衬底 ((ii), 步骤 5,图 3A)。
注: 如果设备仍附着在底部衬底上, 请小心地用一对扁平尖 (无锯齿) 镊子或平铲将设备抬起。 - 小心地去除多余的 unpolymerized PEGDA 使用真空吸入和小心地解除设备关闭玻璃盖玻片使用一双平镊子或平铲。
- 将设备放入盐水溶液或 DI 水中。水凝胶在溶液中膨胀。将设备放在解决方案中至少30分钟, 以允许设备和内部组件的稳定和扩展。
注: 如果该设备是用于体内植入, 重要的冲洗和浸出任何 uncrosslinked 预聚物。这可以通过更改设备在每个小时 (至少3漂洗) 中孵化的解决方案来完成, 并在解决方案中过夜, 然后用更多的解决方案冲洗掉设备。 - 将设备放在装有 DI 水或盐水的培养皿内 (连接到中心实验室真空系统), 以使设备内的空气不超过30分钟。这将导致设备的脱气, 一旦负压消除, 设备就会充满溶液。
注意: 始终保持设备的水合/在溶液中。该设备可能会开裂, 如果它是留下来晾干。
7. 水凝胶成分的氧化铁掺杂
- 准备一个 PEGDA 预聚体溶液与1% 光 (例如, 99% (v/v) PEGDA (400 Da) 与 1% Darocur 1173)。
- 使用这个预聚体溶液, 使 5% (w/v) 溶液的氧化铁 (II, III) 纳米粒子溶液。重出5毫克氧化铁纳米微粒, 加入100µL PEGDA 预聚体。吸管上下和涡流, 以确保均匀混合。
- 确保纳米粒子 homogenously 分散在 PEGDA 预聚体中, 在每次使用之前, 纳米粒子将随时间沉淀。
- 将少量的氧化铁-PEGDA 预聚体混合物移到该基板的底衬底上。
- 盖好与顶部基板 (玻纤涂层玻璃), 以确保形成的水凝胶保持在底部基板。
- 使用千分尺头将底部基底带到所需的高度。
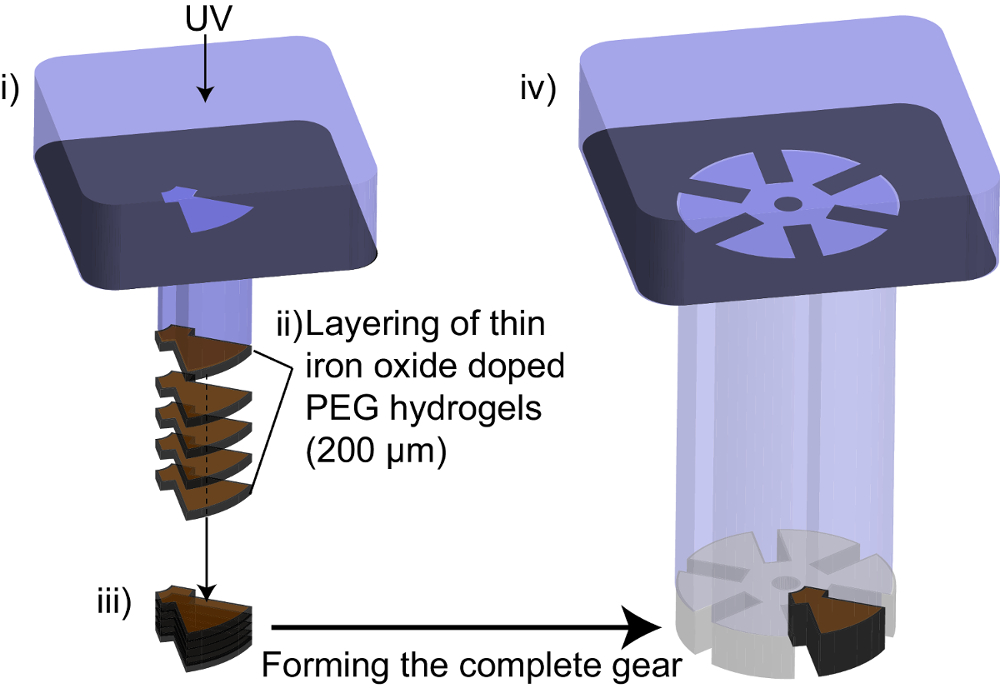
注: 细层 (200 µm) 的氧化铁掺杂 PEGDA 应聚合与每一个暴露。这是由于紫外线的穿透深度下降, 因为氧化铁纳米粒子是不透明的, 能够吸收和阻挡紫外线光。 - 使用定义在运动元件内掺杂氧化铁的光掩模的形状, 将被掺杂的氧化铁的薄层暴露在 UV 光中 (图 4(i))。
注: 应增加紫外线照射时间, 以确保掺杂铁的段完全交联 (~ 10 秒)。 - 下底衬底和重复步骤 6, 每一次建立在薄层的铁掺杂段, 以达到所需的高度 (图 4(ii))。共5层应聚合, 以产生1mm 高铁掺杂段。
- 在铁掺杂段完成后 (图 4(iii)), 去除任何多余的铁掺杂预聚体使用真空吸力。不要从制造阶段去除掺杂铁的部分。
- 将 PEGDA 预聚体 (掺杂) 沉积在聚合铁掺杂段上。将底部基板带到要完成的组件的最终高度。用顶部衬底 (玻纤涂层玻璃) 将其盖好。
- 使用定义整个移动元件形状的光掩模, 将 PEGDA 预聚体以及掺杂铁的段暴露到 UV 光 (图 4(iv))。
- 卸下顶部衬底, 用真空吸力去除多余的 unpolymerized PEGDA 预聚体。一个掺杂铁氧化物段的 PEG 元件应留在底部基体上。用一对镊子轻轻举起这个组件。
- 将这种掺铁组件保留在基于 PEG 的设备的支撑结构上 (第 (一)、步骤4、图 3A)。保护此组件不受光照, 并确保在使用前 uncrosslinked 预聚体保持湿润。
8. 组装装置的驱动
注: 组装装置内的铁掺杂元件可通过强力永磁体 (如钕 (N52)) 来驱动移动。小心避免捏的危险, 因为这些磁铁是非常强烈的吸引力, 铁磁材料。
- 将钕磁铁放在设备下方 1-2 厘米以外的装置上。在移动磁铁时, 铁氧化物掺杂元件的运动应该会遮蔽磁铁的运动。
注: 执行器可以使用与磁铁连接的马达来制造。电机的旋转应允许铁掺杂元件的旋转驱动。
结果
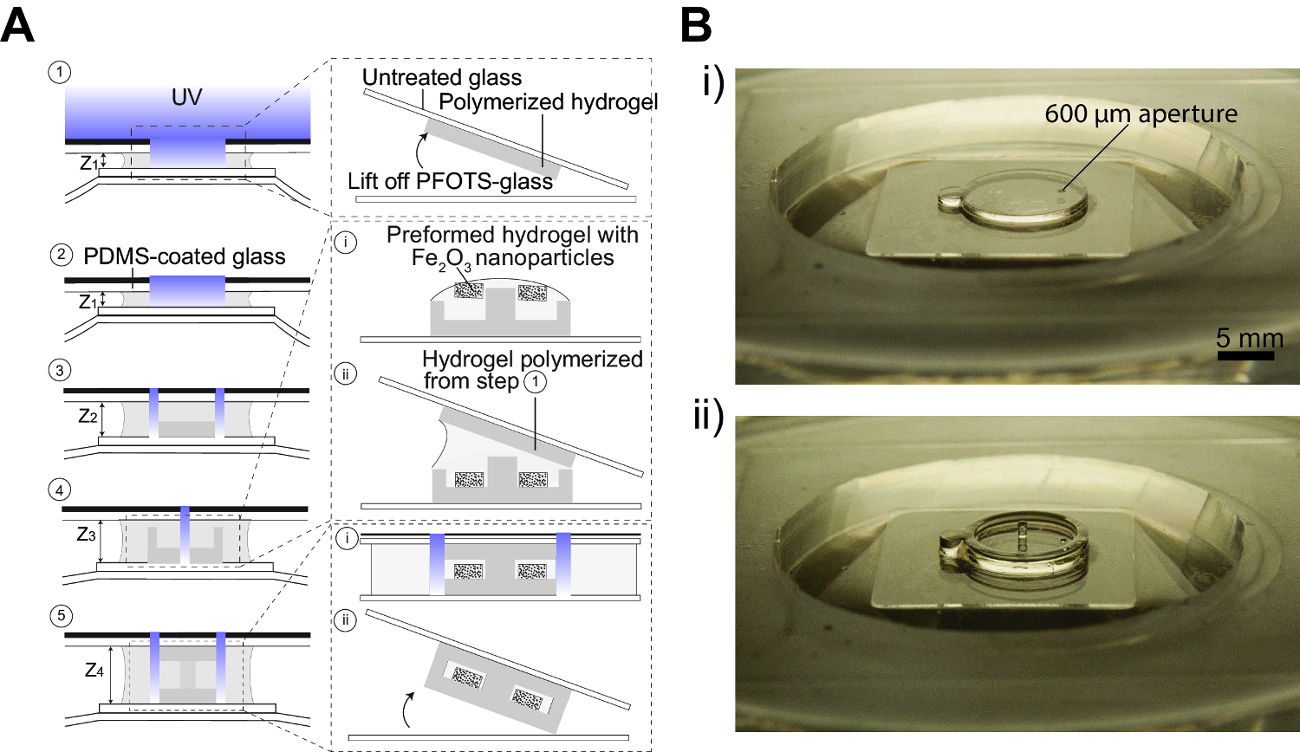
图 3B显示了使用制造安装的凝胶层的图像。图 3B(i) 显示一个捏造的400µm 厚基层, 600 µm 孔径。图 3B(ii) 显示在基层顶端分层的另两层;500µm 高的周长和800µm 的高车轴在中间。这三层的总制造时间不到3分钟, 考虑到每层的4秒曝光时间, 以及调整底衬底的高度和对光掩膜的校准所用的时候。以前在同一制造装配上进行的工作表明, 可以用高达100µm 的分辨率来制作各种设计。
水凝胶成分也可以很容易地掺杂氧化铁纳米粒子。对暴露时间进行优化, 以确保掺杂氧化铁纳米粒子的 PEGDA 预聚物薄层 (200 µm) 可以完全聚合。图 5A显示了用于定义要聚合的氧化铁段形状的光掩模。未掺杂的 PEGDA 预聚体可在紫外线照射4秒内完全聚合。然而, 当氧化铁掺杂的预聚体暴露在紫外线4秒后, 合成的水凝胶没有完全聚合, 如图 5C所示。生成的线段较薄 (与图 5B中显示的完全交叉链接的线段相比), 而边缘不均匀, 且与光掩模定义的形状相比, 它们的保真度不平衡。10秒的紫外线照射需要完全交叉连接氧化铁段,图 5B显示产生的氧化铁段;聚合氧化铁段具有直边的全厚度 (200 µm), 与光掩模相比, 形状保真度得到了密切的维护 (图 5A)。相反, 超过曝光 (> 15 秒) 紫外线光产生的氧化铁段, 超过聚合。图 5D显示过聚合段, 其形状保真度较差, 大于光掩模定义的形状。
图 6A显示了一个完整的设备密封后, 通过使用光掩膜与对齐标记正确的对齐。装置内的齿轮完全位于装置的中心空隙内, 因而对磁力驱动反应灵敏。图 6B显示了具有未对准密封层的设备。图 6C显示了水凝胶的底部层和齿轮本身阐明了黑色轮廓,图 6D显示了在白色轮廓阐明的顶部水凝胶层的错位密封。如图 6D所示, 在密封过程中发生聚合的区域内的部分齿轮 (红色填充) 会导致部分齿轮固定在水凝胶材料的大部分。这可以防止齿轮在驱动过程中移动。
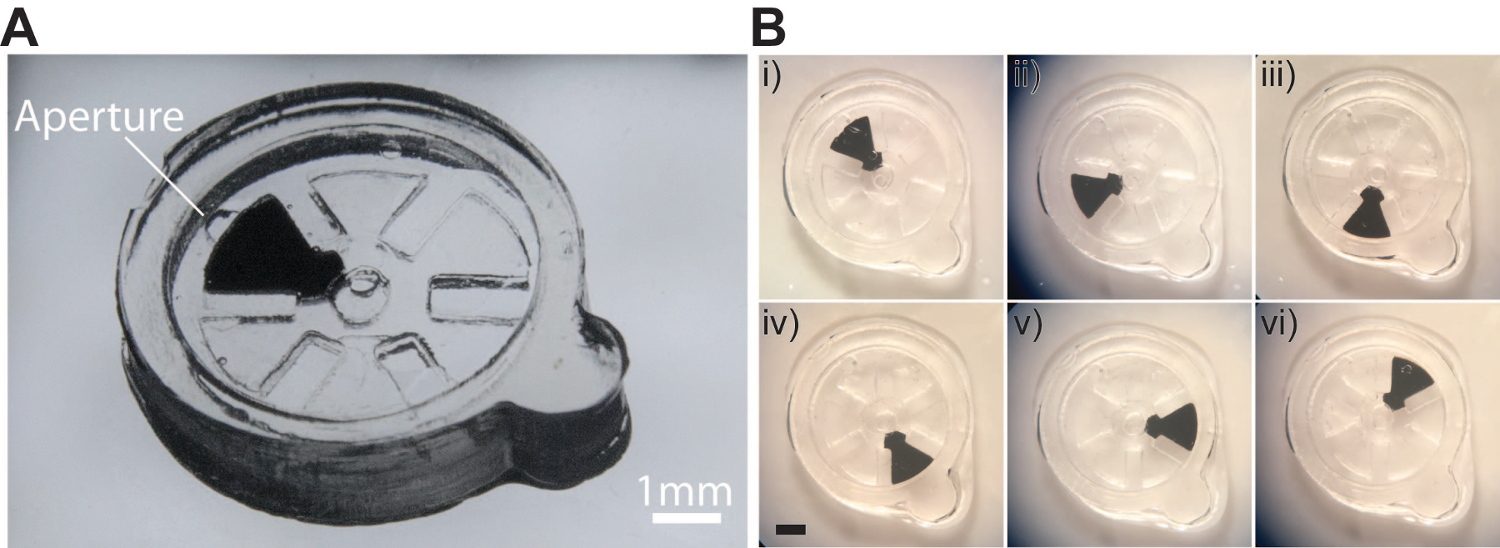
图 7显示了一个功能齐全的单齿轮装置 (总制造时间为15分钟)。该设备的总厚度为2毫米, 设备的最长尺寸为13毫米。该设备的顶部和底部层为400µm 厚, 齿轮的高度为1毫米。该设计允许在齿轮的顶部和底部100µm 间隙, 以允许移动。最上层的设备有一个600µm 孔径和齿轮的轴是400µm 直径。图 5B显示了设备的图像, 当它与磁铁驱动, 使齿轮执行完全旋转, 可以观察到从 (i) 到 (六) 氧化铁段位置的变化。

图 1.水凝胶基微型机械的制备方法.A) 制作阶段示意图。这一示意图显示了制造装置的各种组件, 包括在制造区域内形成水凝胶的聚合物腔, 一个真空支撑的阶段, 它可以将该薄膜连接起来, 并将挠性膜附着在用于高度控制的千分尺头, 以及由玻璃盖玻片组成的顶部衬底, 未经处理或涂上了硅烷。B) 制作阶段的最高视图示意图 (不存在该室)。然后将紫外线光源定位, 使入射角度与制造阶段的水平平面垂直 (图中没有显示)。请单击此处查看此图的较大版本.
{kind=link}

图 2.用于每层的单齿轮水凝胶装置和光掩膜的示意图.a) 一种典型的基于水凝胶的设备的顶部和斜视图示意图, 可使用该策略进行制造。该装置由一个装有铁掺杂段的单齿轮组成, 可进行磁控。B) 装置内各个层和元件的示意图。该单齿轮装置由顶部密封层 (i) 组成, 支撑结构, 如掺铁齿轮的柱子和装置 (ii) 的壁以及底层 (iii)。C) 光掩模设计用于制造单齿轮装置。光掩膜设计为暗场;所需的功能在背景为深色时保留为透明。该面板显示了与顶部密封层 (i)、支撑结构 (ii) 和底层 (iii) 相对应的光掩模设计。请单击此处查看此图的较大版本.
{kind=link}

图 3.基于水凝胶的微型机械的逐层光刻.A) 在该产品制造区域内的设备制造的分步过程示意图。1: 小体积的 PEGDA 预聚体被 pipetted 到玻璃盖玻片上, 并粘在了所述的玻纤室 (底衬底) 的柔性膜上。一块未经处理的玻璃盖玻片被用作顶部衬底和一个光掩模放在上面的顶部衬底。底部衬底的高度被带到所需的高度 (Z1), 使用千分尺头。水凝胶预聚物然后暴露在 UV 光通过光掩模。顶部衬底可以从基板上提起, 水凝胶仍然附着在顶部衬底上 (镶嵌)。此层随后被保留供以后使用。2: 步骤1是重复的, 但顶部基板现在被取代了以玻纤涂层玻璃。聚合水凝胶将继续附着在底部基体上。3: 底部底物的高度被降下 (z2> z1) 和更多预聚体可以增加到制造区域。使用第二光掩模, 预聚体再次暴露在紫外线照射下。4: 步骤3可以重复 (z3 > z2), 直到创建所需的支持结构。(i) 当支撑结构完成后, 可以拆卸顶部衬底, 以便进入制造区, 以引入任何预制的水凝胶部件 (例如,掺铁的齿轮)。(二) 一旦预制部件被放置并正确排列, 从步骤1中的水凝胶层可以放在预制结构的顶部并对齐。5: 所有的层, 然后暴露在 UV 光通过光掩模, 密封的边缘设备。(i) 密封步骤密封整个设备, 而内部组件是屏蔽进一步紫外线暴露。(ii) 密封装置可以从制造室中卸下, 因为它将优先地附着在顶部基体上。请单击此处查看此图的较大版本.
{kind=link}

图 4.铁氧化物纳米颗粒掺杂水凝胶组分的步骤.(i) 紫外光通过光掩模定义水凝胶齿轮内的氧化铁掺杂段来暴露。(ii) 薄 (200 µm) 层的氧化铁掺杂水凝胶每次聚合, 并堆叠在彼此之上。(iii) 薄层层形成一个线段, 总高度为1毫米。此段留在制造层中。(iv) 将未掺杂的预聚体放入制造区, 并在交联过程中使用定义齿轮的完整形状的光掩模。这使整个齿轮的形成与氧化铁掺杂的部分。请单击此处查看此图的较大版本.
{kind=link}

图 5.聚合氧化铁掺杂水凝胶组分的研究.A) 光掩模用氧化铁纳米粒子掺杂齿轮段。B) 经过最佳聚合的氧化铁掺杂水凝胶 (十年代曝光)。C) 氧化铁掺杂的水凝胶已被聚合 (4 的暴露)。D) 已过度聚合的氧化铁掺杂水凝胶 (二十年代曝光)。请单击此处查看此图的较大版本.
{kind=link}

图 6.设备密封过程中凝胶层的对准.A) 图像显示水凝胶层与自由运动齿轮的正确对准, 完全在设备的空隙内。b) 图像显示设备与不校准的水凝胶层 (b、C 和 D 是同一设备的图像, 但突出显示不同的图层)。C) 与 (B) 相同的图像, 但黑色轮廓阐明了正确排列的底层。齿轮正确地放置在底层。D) 与 (B) 相同的图像, 但白色轮廓显示水凝胶的顶层不对齐。该齿轮已部分聚合在密封步骤和部分的齿轮 (红色填充) 已锚定的散装材料的设备。这将使设备无法正常工作。请单击此处查看此图的较大版本.
{kind=link}

图 7.单齿轮水凝胶基微的驱动.A) 显示制造设备的图像。B) 图像显示齿轮在驱动时的不同方向。(i) 从其初始方向 (0°), 齿轮由 (ii) 120°, (iii), (iv) 180°, (v) 240°和300°旋转。缩放栏是 1 mm请单击此处查看此图的较大版本.
{kind=link}

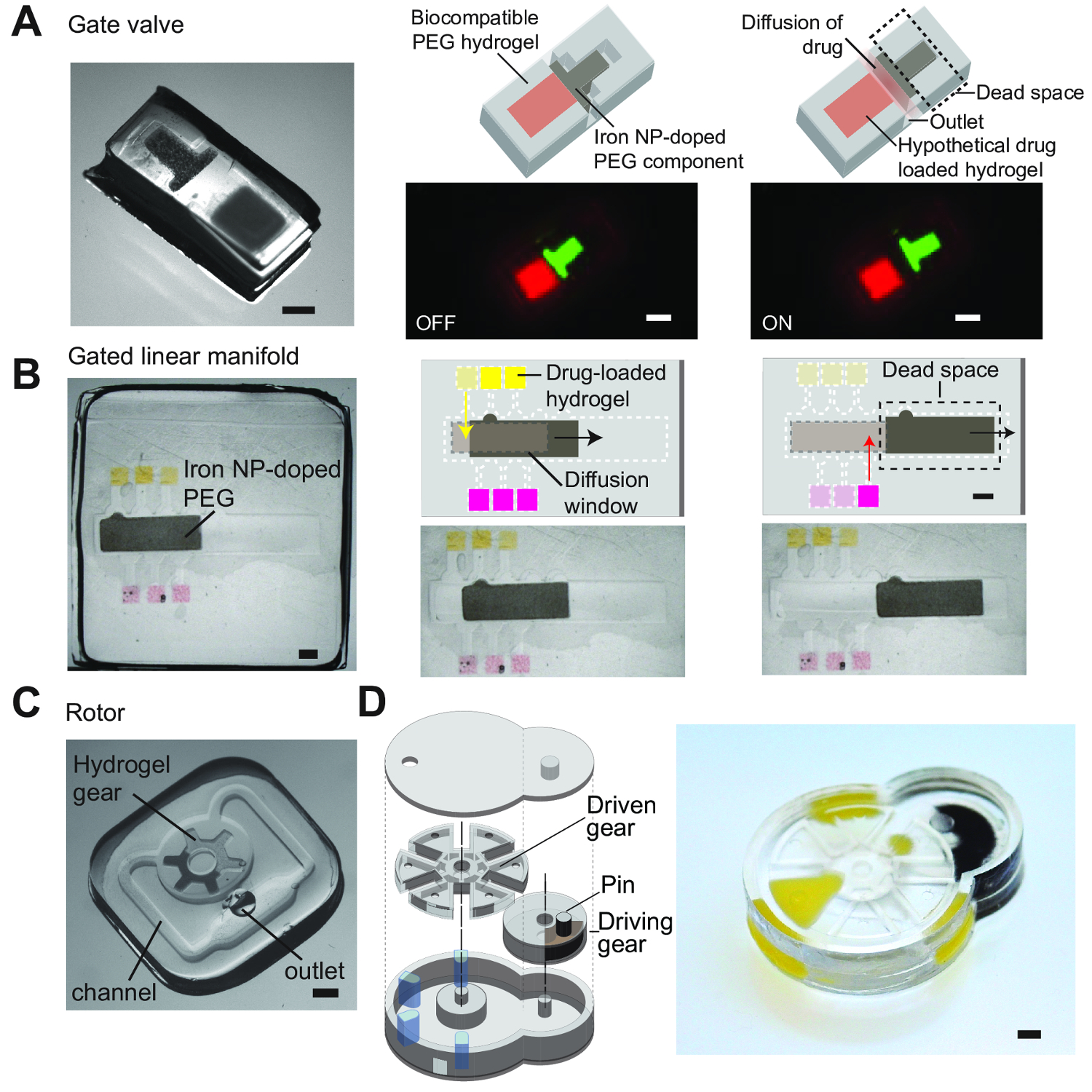
图 8.多用途的制造水凝胶基微型机械的各种设计.a) 简单的闸阀, 控制从单一水库释放的药物。氧化铁掺杂的水凝胶组分的线性运动门通过和出口一个假想的药物的扩散。B) 控制从多个水库释放药物的门控线性流形。每个储层都含有假想的药物, 而氧化铁掺杂的成分门的运动通过一扇水凝胶窗将药物从这些储层中移出, 从而使这些药物扩散到外部。C) 一个简单的转子, 可以驱动旋转约轴。D) 基于日内瓦驱动器的复杂设计。带销的驱动齿轮能够接触较大的驱动齿轮, 产生间歇运动;驱动齿轮的完全旋转由60°c 旋转驱动齿轮。所有刻度条均为1毫米。从下巴, 锺士元等添加剂制造的水凝胶基材料的下一代植入医疗设备。科学机器人。2 (2), (2017)。转载的许可, 从科学促进会17。请单击此处查看此图的较大版本.
{kind=link}
讨论
该技术是水凝胶显微结构逐层光刻的简便快速方法。使用一种添加剂制造方法, 我们可以很容易地建立各种3D 结构的生物相容性材料, 甚至纳入移动部件。这样就能形成完全生物相容的 microdevices。该技术是基于简单重复的光刻步骤, 这是通过精确控制的底部基板的高度, 通过一个千分尺的头。在 MEMS 工业中使用的传统制造技术, 涉及苛刻的加工技术和牺牲材料, 往往与软水凝胶的加工不相容。其他3D 印刷水凝胶的方法, 如挤出的方法, 仅限于200µm 以上的空间分辨率, 以及不包括移动部件18,19的简单结构的毫米/秒的打印速度。基于光固化成形 (SLA) 和数字光项目 (DLP) 的 bioprinters 也许能够实现更好的解决方案, 但也要花费更多的安装开销。这些制造策略也不能很容易地打印悬垂不支持衬底材料, 这可能是难以引进和从已完成的设备删除。我们通过对预成型的密封层进行对准和聚合, 以此来规避这一情况, 作为最终的步骤, 形成完成的装置。制作安装的设计使用户可以方便地访问预制结构, 并允许使用对齐标记来方便地对各种组件进行校准。
这里提出的战略也比其他类似决议的技术要快得多;用于演示的设备的旋转所用的总时间约为15分钟。这个制造策略的另一个额外优点, 虽然没有在本协议中演示, 但在我们以前的工作17中显示, 是用户能够快速而容易地改变在小容量中可以完成的步骤之间使用的聚合物类型。.这样, 你就可以制造出一种不同类型的水凝胶的合成装置。使用此策略制作的设备还具有非接触驱动的额外优势, 因为齿轮含有与氧化铁纳米粒子掺杂的段, 使齿轮对磁力驱动敏感, 因而可以使用外部磁铁。此外, 该装置是完全生物相容的, 因此可以安全地植入体内。
该技术的一个重要特点是处理不同的玻璃基板, 使用户优先坚持或排斥聚合水凝胶的底部或顶部玻璃基底。当未经处理的玻璃与 PFOTS 的玻璃表面 (底衬底) 结合使用时, 形成的水凝胶将优先坚持未经处理的玻璃, 因为它们被排斥在 PFOTS 玻璃的氟化表面。反之, 当用 PFOTS 处理的底衬底基材涂覆玻璃时, 水凝胶将倾向于留在 PFOTS 处理的表面上, 因为其表面更强烈地排斥形成的水凝胶。这项功能允许一个向上, 坚持水凝胶, 使它们固定在玻璃基板上, 可以预留, 以配合其他结构在稍后的时间点, 甚至建立向下。这增加了技术的灵活性和设计的类型可以被制造并且允许在独立, 自由移动的水凝胶组分的并网和封印。
在逐层制造过程中, 优化聚合时间是非常重要的。水凝胶应该是最好的交叉链接, 使它们形成在充分的厚度和高保真度相比, 光掩模定义的形状。这取决于灯的力量和使用的水凝胶的类型。虽然该协议没有表明, 聚合时间随着灯管功率的增加而减小, 随着 PEG 链长度的增加和 PEGDA 浓度的降低而增加。其他影响聚合可用能量的因素, 例如由于添加氧化铁纳米粒子 (图 4), 预聚体的不透明度的变化也会影响聚合时间。因此, 在设备制造过程开始之前, 需要对不同的水凝胶组合物的交联条件进行优化。
在光掩膜上使用对齐标记和水凝胶层 (特别是最终密封层) 的正确对准, 对于确保进行适当的密封是很重要的, 而内部组件不会无意中交叉链接到制造过程中的周边支撑结构。这将防止这些组件在磁性驱动过程中自由移动。如图 5所示, 一个不校准的顶部密封层和光掩模会导致部分齿轮的交联和锚固与设备本身的体积材料。因此, 这种齿轮不旋转时, 用磁铁驱动。
这些设备可以使用强力永磁磁铁如钕磁铁驱动。这些磁铁在接近铁磁材料时产生强大的磁力, 应注意防止损伤。该装置可在不与该装置接触的磁铁驱动下开动;磁铁可以保持或放置在离设备1厘米远的位置。掺杂铁元件的运动应反映磁体的运动, 并可根据需要连续或间歇地移动。可以手动启动设备, 也可以使用驱动装置。磁铁可以连接到任何执行器 (如伺服马达) 旋转运动。磁铁的旋转速度, 从而使铁掺杂元件的旋转速度, 可以用单片机控制。这提供了更精确的驱动方法。
图 8显示了使用这一技术制作的各种设计的示意图和图像, 并演示了这种方法的通用性。这些设计范围从类似阀门的简单设备 (图 8A) 到更加复杂和复杂的设计, 从日内瓦驱动设计 (图 8D) 中吸取灵感, 其中包括2啮合齿轮, 产生间歇性运动。使用此技术可以生成的最小功能通常约为100µm, 每个设计都由多个层组成 (3 到6层)。不同类型的水凝胶组成 (具有不同的机械强度和孔隙度) 也可以聚合和粘合在一起。因此, 你可以很容易地结合在设备中使用的水凝胶的类型, 取决于设备中不同组件的所需功能。
披露声明
作者没有什么可透露的
致谢
这项工作得到了 NSF 职业奖、NIH R01 赠款 (HL095477-05) 和 nsf ECCS-1509748 赠款的支持。S.Y.C. 得到了科学、技术和研究局 (新加坡) 颁发的国家科学奖学金 (博士学位) 的支持。我们感谢基思耶戈尔的帮助, 建立了制作安装, 和赛勒斯 w Beh 照片的设置和设备。
材料
| Name | Company | Catalog Number | Comments |
| Poly(ethylene glycol) (n) diacrylate [MW 400Da] | Polysciences, Inc | 01871-250 | PEGDA reagent for prepolymer |
| Darocur 1173 | Ciba Specialty Chemicals, Inc | - | Photoinitiator |
| Iron oxide (II, III) | Sigma Aldrich | 637106-25G | Iron oxide nanoparticles |
| Trichloro(1H,1H,2H,2H-perfluorooctyl)silane | Sigma Aldrich | 448931 | Fluorinated compound that is used to vapor silanize the PDMS chamber to prevent adhesion of hydrogel to the glass coverslip that is bonded to the flexible PDMS membrane with prolonged use of the PDMS chamber |
| Petri dish, glass | Sigma Aldrich | BR455743 | Glass petri dishes for casting PDMS layers for forming PDMS chamber |
| Sylgard 184 Silicone Elastomer Kit (PDMS) | Dow Corning | 240-4019862 | PDMS for fabrication chamber |
| Glass coverslips (No. 2), 50 x 45 mm | Fisher Scientific | FIS#12-543F | Glass substrates that cover the fabrication chamber |
| Fisherbrand Straight Flat Tip Forceps 4.75in | Fisher Scientific | FIS#16-100-112 | Tweezers for handling polymerized hydrogel layers/devices |
| Omnicure S2000 | Cadence Technologies Pte Ltd | 010-00148R | UV lamp |
| 5 mm Adjustable Collimating Adaptor | Cadence Technologies Pte Ltd | 810-00042 | Collimator for UV lightsource |
| Photomasks | CAD/Art Services Inc | - | Photomasks used to define hydrogel microstructures |
| Adobe Illustrator | Adobe | - | Designing of photomasks |
参考文献
- Elman, N. M., Ho Duc, H. L., Cima, M. J. An implantable MEMS drug delivery device for rapid delivery in ambulatory emergency care. Biomedical Microdevices. 11 (3), 625-631 (2009).
- Gensler, H., Sheybani, R., Li, P. Y., Mann, R. L., Meng, E. An implantable MEMS micropump system for drug delivery in small animals. Biomedical Microdevices. 14 (3), 483-496 (2012).
- Grayson, A. C. R., et al. BioMEMS review: MEMS technology for physiologically integrated devices. Proceedings of the IEEE. 92 (1), 6-21 (2004).
- Frost, M., Meyerhoff, M. E. In vivo chemical sensors: tackling biocompatibility. Analytical Chemistry. 78 (21), 7370-7377 (2006).
- Voskerician, G., et al. Biocompatibility and biofouling of MEMS drug delivery devices. Biomaterials. 24 (11), 1959-1967 (2003).
- Ainslie, K. M., Desai, T. A. Microfabricated implants for applications in therapeutic delivery, tissue engineering, and biosensing. Lab Chip. 8 (11), 1864-1878 (2008).
- Burdick, J. A., Anseth, K. S. Photoencapsulation of osteoblasts in injectable RGD-modified PEG hydrogels for bone tissue engineering. Biomaterials. 23 (22), 4315-4323 (2002).
- Drury, J. L., Mooney, D. J. Hydrogels for tissue engineering: scaffold design variables and applications. Biomaterials. 24 (24), 4337-4351 (2003).
- Alcantar, N. A., Aydil, E. S., Israelachvili, J. N. Polyethylene glycol-coated biocompatible surfaces. Journal of Biomedical Materials Research Part A. 51 (3), 343-351 (2000).
- Cruise, G. M., et al. In vitro and in vivo performance of porcine islets encapsulated in interfacially photopolymerized poly(ethylene glycol) diacrylate membranes. Cell Transplantation. 8 (3), 293-306 (1999).
- Hoare, T. R., Kohane, D. S. Hydrogels in drug delivery: Progress and challenges. Polymer. 49 (8), 1993-2007 (2008).
- Ryu, W., Huang, Z., Prinz, F. B., Goodman, S. B., Fasching, R. Biodegradable micro-osmotic pump for long-term and controlled release of basic fibroblast growth factor. Journal of Controlled Release. 124 (1-2), 98-105 (2007).
- Lee, J. W., Park, J. H., Prausnitz, M. R. Dissolving microneedles for transdermal drug delivery. Biomaterials. 29 (13), 2113-2124 (2008).
- Hinton, T. J., et al. Three-dimensional printing of complex biological structures by freeform reversible embedding of suspended hydrogels. Science Advances. 1 (9), e1500758 (2015).
- Tseng, H., et al. Fabrication and mechanical evaluation of anatomically-inspired quasilaminate hydrogel structures with layer-specific formulations. Annals of Biomedical Engineering. 41 (2), 398-407 (2013).
- Grogan, S. P., et al. Digital micromirror device projection printing system for meniscus tissue engineering. Acta Biomaterialia. 9 (7), 7218-7226 (2013).
- Chin, S. Y., et al. Additive manufacturing of hydrogel-based materials for next-generation implantable medical devices. Science Robotics. 2 (2), (2017).
- Diogo, G. S., Gaspar, V. M., Serra, I. R., Fradique, R., Correia, I. J. Manufacture of beta-TCP/alginate scaffolds through a Fab@home model for application in bone tissue engineering. Biofabrication. 6 (2), 025001 (2014).
- Hockaday, L. A., et al. Rapid 3D printing of anatomically accurate and mechanically heterogeneous aortic valve hydrogel scaffolds. Biofabrication. 4 (3), 035005 (2012).
转载和许可
请求许可使用此 JoVE 文章的文本或图形
请求许可This article has been published
Video Coming Soon
版权所属 © 2025 MyJoVE 公司版权所有,本公司不涉及任何医疗业务和医疗服务。