
Method Article
微柱3D 构件注塑成型的软加工工艺链
摘要
提出了一种采用添加剂制造 (AM) 的表面具有微特征的复杂几何形状的注塑件的制作方案。
摘要
本文的目的是介绍一种采用添加剂制造 (AM) 的软模具工艺链制造具有微表面特征的注塑刀片的方法。软工具插入是由数字光处理 (vat 照片聚合) 制造的, 使用的光敏可以承受相对较高的 temperaturea。这里制造的部件有四尖角的角度。微柱 (Ø200µm, 长宽比 1) 由两排排列在表面上。聚乙烯 (PE) 注塑与软模具插入是用来制造最后的零件。该方法表明, 采用外加剂制造的刀片, 在复杂几何上获得具有显微结构的注塑件是可行的。与基于计算机数控 (CNC) 加工的传统模具相比, 加工时间和成本显著降低。微特征的尺寸受外加添加剂制造过程的影响。插入的寿命决定了此过程更适合于先导生产。刀片生产的精度也受到添加剂制造过程的限制。
引言
本发明的目的是通过软加工工艺制造具有微特征的复杂表面,即利用高分子添加剂制造生产聚合物注塑成型的刀片。换言之, 具有功能表面的聚合物部件是由聚合物插入模塑而成。
表面功能可通过微特征实现;例如, 杜安等。1和 Luchetta等。2展示细胞生物学领域的功能表面, 以及胡等。3显示了一个光学元件的例子,等等.一种表面特征, 微柱, 已被深入研究, 以促进细胞增殖。如果微柱以一定的方式4,5, 它们能够增强增生组织与表面的结合。
对微特征的聚合物复制进行了深入研究, 并通过6多个工艺实现了精密成型。例如, Metwally等人报告了模塑零件和模具之间的高保真度, 以复制微和亚微特征在平坦表面7。
有许多制造微柱或特征的协议;然而, 它们大多只能应用在平坦的表面或具有恒定曲率的曲面上。例如, 年等。8表明, 在曲面上的热压花可以实现微特征。这些协议不适用于具有三维曲面的复杂形状, 这是大多数实际设备所必需的。显然, 表面具有微特征的三维腔的制造挑战了当前的协议;同时, 如果在复杂表面上的高纵横比柱子不垂直于脱模方向, 则部件的弹射可能会失败。Bissacco等。9 ) 采用3D 模刀片, 通过注塑成型获得亚微米特征;在研究中, 采用铝阳极氧化工艺, 在复杂组分上成功地复制了具有低长宽比的特异性亚微米特征。
研究人员试图在聚合物复制的过程链中加入添加剂制造, 以达到设计的表面纹理。Lantada等人描述了从 AM 原型开始的工艺链, 然后采用涂装技术获取注塑成型10的金属模刀片。由 AM 生产的高分子零件已被证明是直接适用于模具插入11,12, 这是软模具过程中提出的协议。
在我们以前的工作中, 我们证明了Ø4µm PEEK 柱 (2 µm 高) 成功 demolded 在垂直墙上注塑成型13。在本协议中, 所研究的产品是一个四尖的环, 每一个都有一个角度的一角。本产品已由张等研究。14、采用预制备的镍板进行微特征提取, 在齿尖上采用硅橡胶注射成型法, 得到了µm 的微柱 (Ø4), 其长宽比为0.5。
在所提出的方法中, 可以在软模具加工链所创建的复杂曲面上获得微特征。钢模腔被一组由还原光聚合为基础的镶件所取代。与金属相比, 基于光敏的 am 技术能够达到更高的精度15。而且, 与传统的数控加工工艺相比, 加工时间和成本大大降低。根据最近的案例研究16, 通过使用软模具进行热成型, 成本降低了 91%, 而消耗的时间减少了93%。该协议适用于要求高设计灵活性和中间生产量的产品。经证明, 碳纤维增强 photopolymers 制造的刀片在明显的模具变质17前可承受2500的聚乙烯注塑周期。注射成型材料的选择受所选光敏的热性能的限制。高熔融温度的聚合物在光敏腔中可能不适用。本研究选用聚乙烯 (PE) 进行注射成型试验。
研究方案
1. 通过添加剂制造 (AM) 进行插入加工
- 通过计算机辅助设计软件设计所需的孔洞 (请参阅本工作中使用的文件的补充材料)。
注: 在不支持的情况下, 直接在建筑台上制造刀片, 避免在固化过程中翘曲刀片。公差为0.05 毫米。 - 选择一个树脂为照片聚合, 特别是一个可以承受压力和热在注塑成型。
注: 我们选择的树脂 (见材料表) 的抗拉强度为56兆帕, 断裂伸长率为 3.5%, 弯曲强度为115兆帕, 弯曲模量为3350兆帕, 热偏转温度为140摄氏度18。 - 混合光敏混合 (专有甲基丙烯酸甲酯和丙烯酰胺混合, 与2基的照片启动器) 彻底至少30分钟, 通过运行的材料罐在湿实验室瓶辊, 烧瓶振动筛或类似的混合装置。
- 准备照片聚合机 (体素大小为16µm):
- 对于自下而上的 AM 机器, 检查增值税涂层是否未损坏并彻底清洗。
- 对于自上而下的机器, 检查擦拭系统是否有任何缺陷。
- 检查生成阶段, 并使用100µm 规格箔调整生成板, 以正确地将生成板偏移到增值税。
- 如果可能的话, 预先点燃机床的光源, 以达到稳态温度, 然后再进行。这温度应该是65°c 在轻的引擎和30°c 在增值税之内。
- 将几何图形导入作业准备软件。遵循从机器制造商19的指导方针。
- 分配适当的机器参数以匹配所选的光敏 (使用的机器的光强度和层厚度)。
- 以最高的垂直机器分辨率 (本研究中的25µm) 运行生成。
- 清洗打印的插入件。
- 将其冲洗在异丙醇暴露于超声波浴中3分钟, 彻底冲洗三次, 并确保打印的刀片表面不留光敏残留物。
- 允许溶剂在室温下完全蒸发, 并将干燥中的插入物放在室温下过夜。
- 后处理的干燥插入使用 UV 光闪烁两次, 每次2000年闪烁每秒10闪烁频率 (见材料表)。
2. 注塑成型 (IM)
- 在常规注塑机上安装微注塑模块 (见材料表)。
注: 在我们的情况下, 注射模块有一个螺钉安装在45°的角度, 螺钉直径为8毫米, 夹紧力为 100 kN。 - 将刀片装入模具板上。

图 1: 注塑机与模具.(a) 注射方与板材装配。插入由红色圆圈突出显示。(b) 可移动侧与带有弹射销的板材装配。插入由红色圆圈突出显示。请单击此处查看此图的较大版本.
{kind=link}
- 为了适应打印过程中的变化, 手动对所需的插入件进行任何细微的修改以适合模具。
- 拧紧机器上的模具板。
- 将 PE 颗粒装入料斗。
- 将机床参数 T 模设置为摄氏60摄氏度, t桶为175摄氏度, V型注塑为65毫米/秒. 允许部件的冷却时间足够 demolded。
- 加热螺丝在31°c, 155 °c, 165 °c, 170 °c, 和175°c 从第一到第五届会议。当熔体温度为175摄氏度时, 开始精确的注塑成型。一旦腔被填满, 保持300巴的包装压力5秒, 以弥补 PE 收缩。
- 打开模具并允许弹射销将 PE 部件从插入件的可移动侧推出。如果 PE 部件夹在插入件上, 请手动取出零件。
- 在100次注塑过程中停止机器 (循环是从模具关闭直到部件被弹出时定义的)。
3. 质量评估
- 用激光扫描数字显微镜20测量注塑成型前孔的直径和深度。两个刀片的测量;在每个插入, 测量四孔在两个区域以不同的距离对门 "在门附近" 和 "远离门"。

图 2: 在插入件的 CAD 图像上突出显示的测量区域.(a) 可移动侧插入对应于复制副本的屁股;(b) 注入端对应于复制副本的顶端。注射门位于中心。在研究中比较了两个区域, 分别与门的距离、"远离门" 和 "靠近门"。(这个数字已经从张等201722) 修改过了。请单击此处查看此图的较大版本.
{kind=link}
- 测量直径和柱子的高度从注射成型获得的履带尖尖。
注: 将所获得的 PE 零件分组成批次10件;即1-10 是第一批, 11-20 是第二批;直到最后一块。在每个批次中使用一个随机样本, 并在顶部和后侧进行测量;在两边, 测量四根柱子在两个区域以不同的距离对门 ("在门附近" 和 "远离门")。 - 通过图像处理软件21的辅助分析数据, 以获得尺寸。
结果
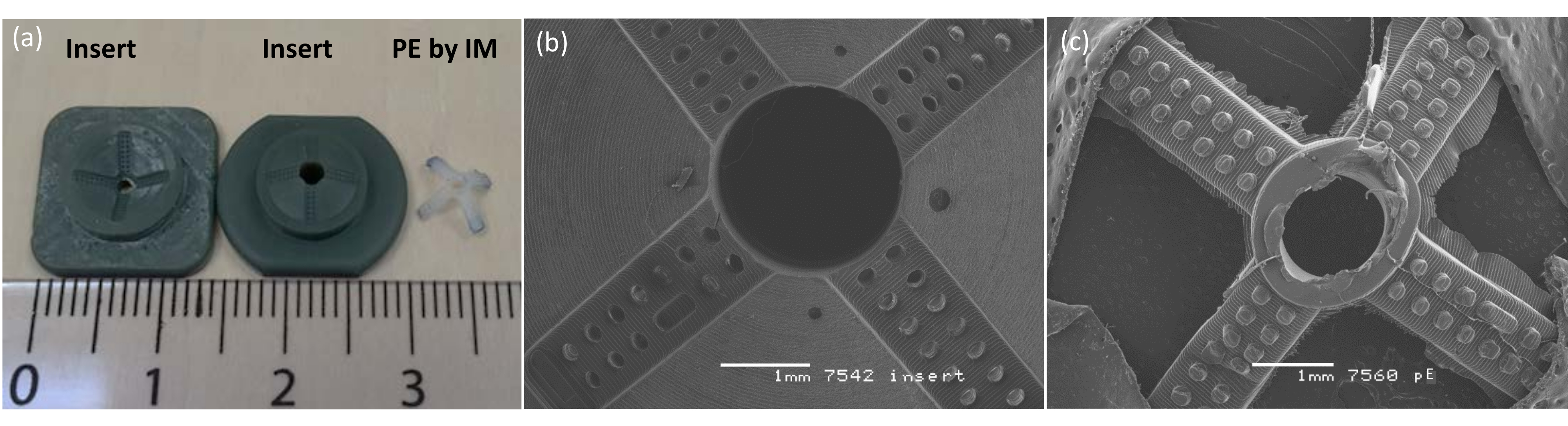
图 3显示了由 AM 和注塑成型的 PE 零件制造的插入件。两行圆孔垂直于尖尖上的曲面 (图 3 (b))。插入孔的公称尺寸为Ø200µm, 深度为200µm, 中心到中心距离为400µm。由于 AM 过程的层结构清晰可见。在左下线有一个可看见的折叠的标记, 在准备期间无意中发生在 SEM。
脱模过程如图 4所示。柱子不平行于脱模方向。在所有研究样品中没有发现柱断裂 (图 5)。从这个意义上说, 脱模是成功的。由于压力下降, 远距门位置的柱子明显低于顶部, 这一点已经可见。关于直径, 区别从位置不一样突出象为高度。
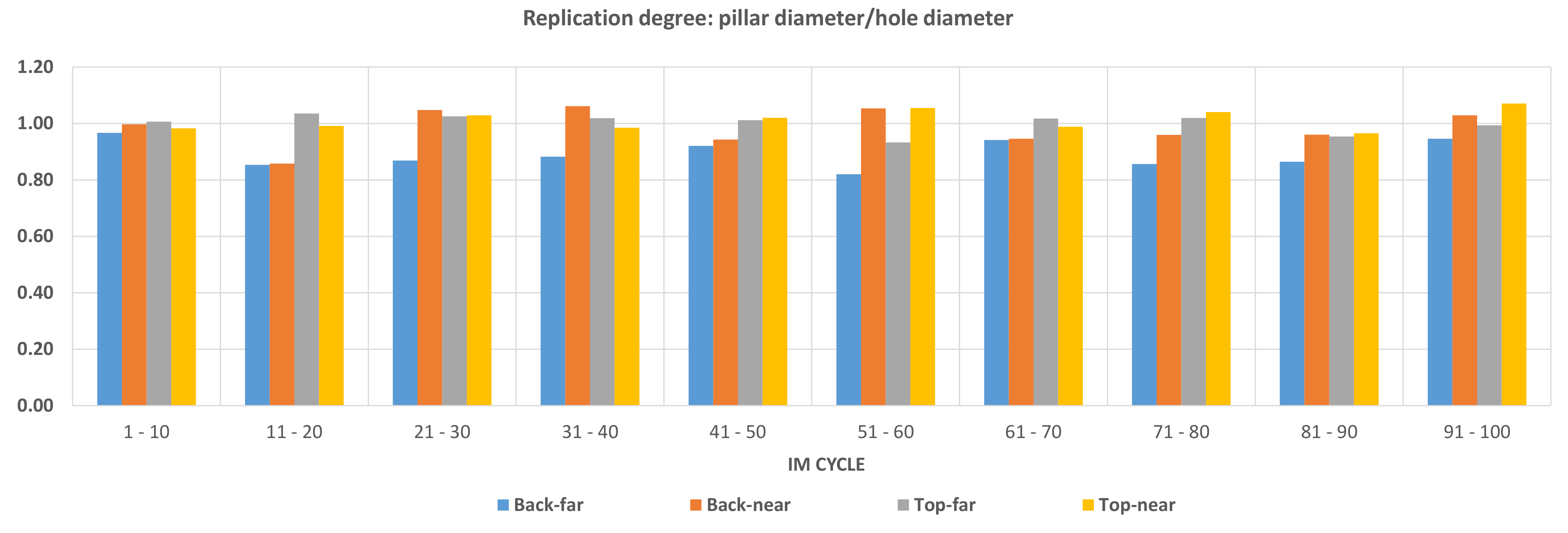
图 6和图 7说明了复制在注塑成型的100个周期中的传播方式。复制的程度由柱子的尺寸和插入物的尺寸之间的比值来定义。沿100循环, 在每个位置上实现了垂直和横向复制的稳定过程。在注塑成型后, 插入孔的尺寸不变, 证实了这一结论。离闸门很远的柱子的高度低于浇口的位置, 因为聚合物流动增加了其粘度。
注射成型参数在材料数据表允许的范围内变化。在 "探索的过程" 窗口中, 大多数运行都达到了80个以上的周期, 确认在探索的过程窗口中, AM 插入的刀具寿命不受影响。但是, 在注射压力较高时, 在某些试验中, 注塑侧的插入件发生开裂。这是由于插入的中心部分更薄。

图 3: 插入和复制副本.(a) 由模具腔体组成的添加剂制造工艺制成的刀片;展示了一种由注塑成型的聚乙烯 (PE) 复制品。参考标尺上的标记为毫米;数字标记厘米。(b) 扫描电子显微镜 (SEM) 图像显示插入的表面;(c) SEM 图像显示注塑成型 PE 零件的表面。((a) 及 (b) 已由张等人修改 201722)请单击此处查看此图的较大版本.
{kind=link}

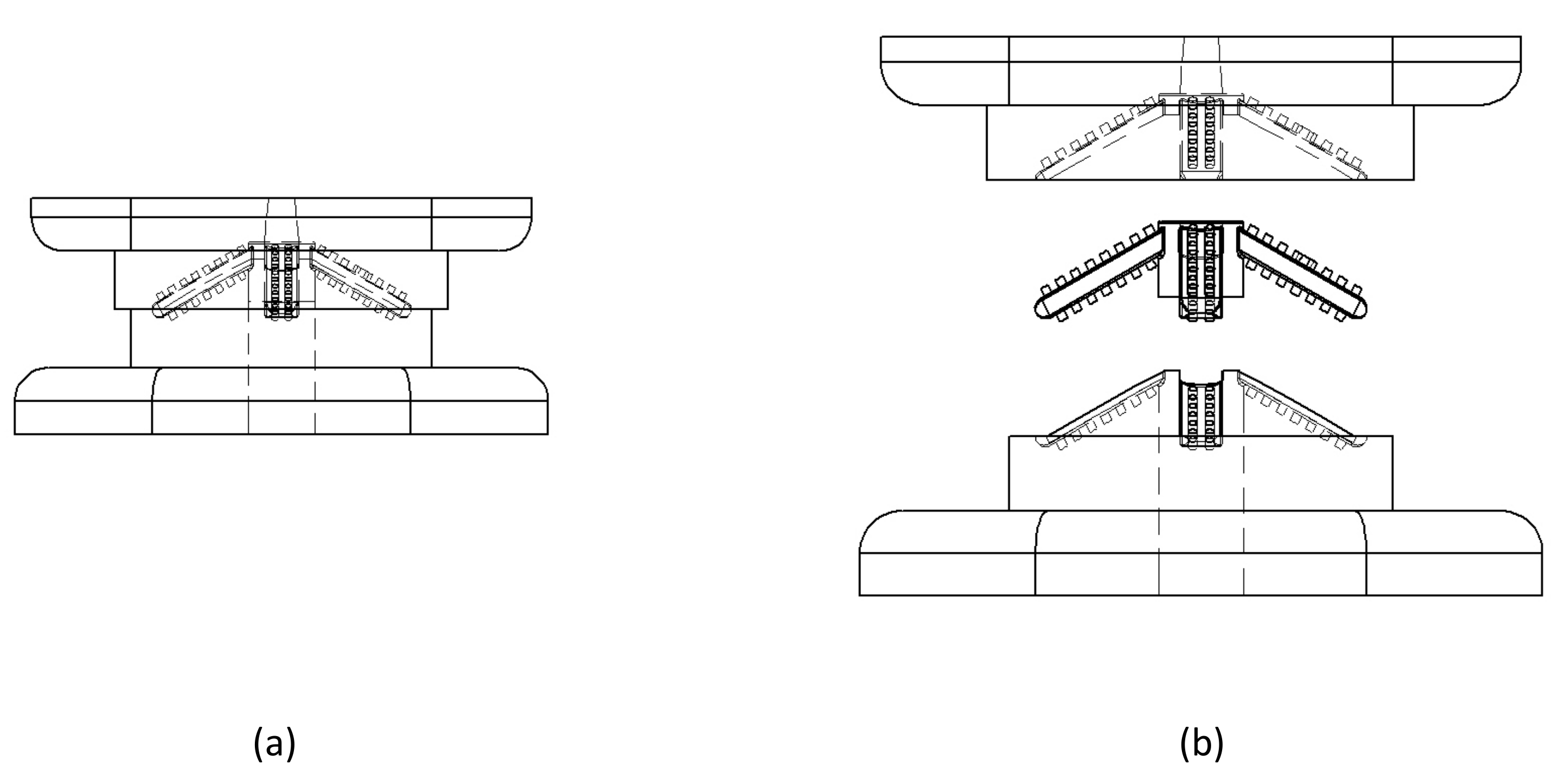
图 4: 成功的脱模.尽管柱子与脱模方向不平行, 脱模还是成功的。(a) 模具关闭和 (b) 模具开放脱模。(这个数字已经从张等201722) 修改过了。请单击此处查看此图的较大版本.
{kind=link}

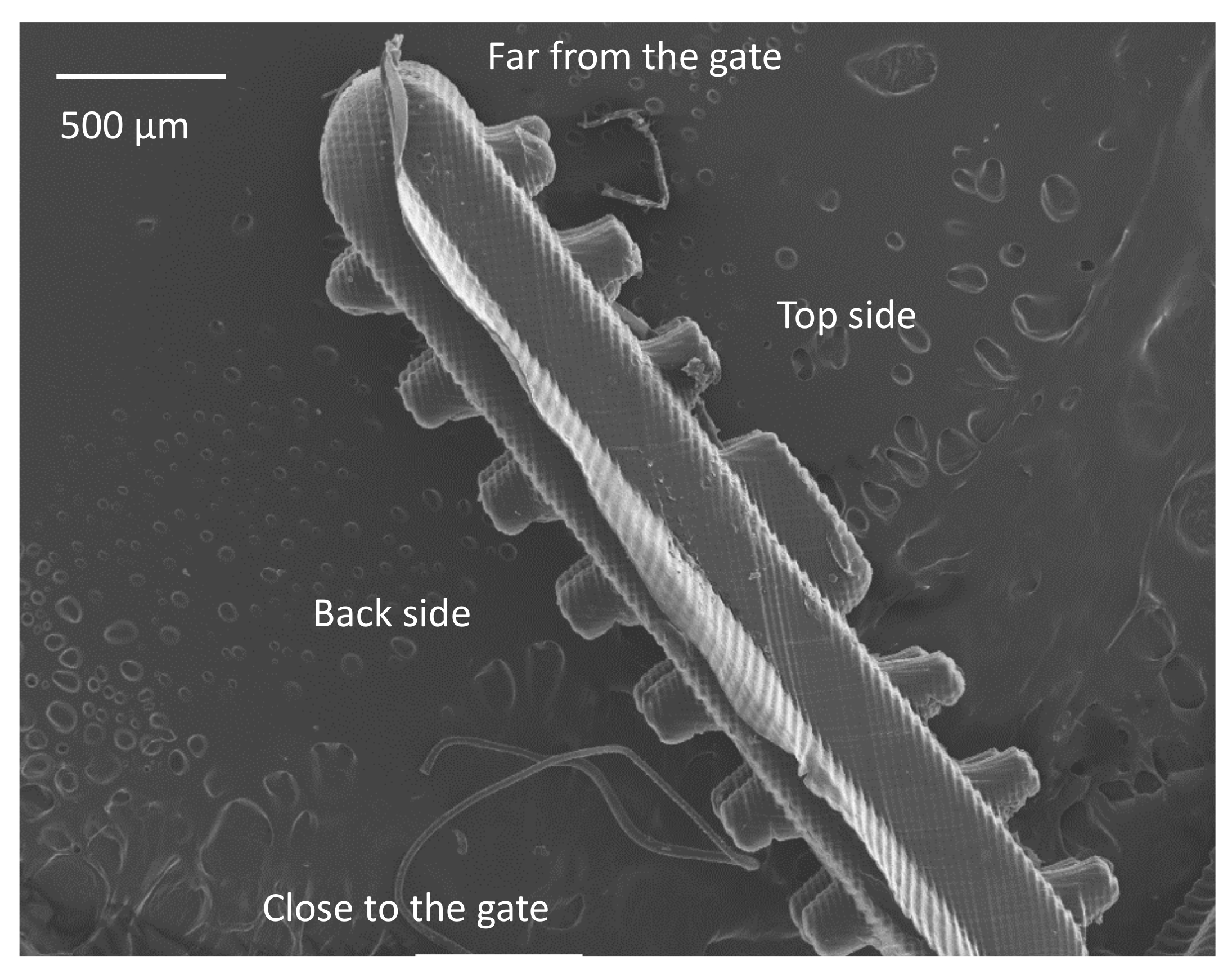
图 5: 一个随机齿尖侧面的 SEM 图像.所调查的四个位置被标记在图像上。(这个数字已经从张等201722) 修改过了。请单击此处查看此图的较大版本.
{kind=link}

图 6: 柱高复制度.柱高度的复制程度是由孔的柱/深的高度来定义的。每批中显示四个位置的复制程度的平均值。每个批次中都测量了一个随机选取的样本。四位置是 "后远" 的位置远离门在后面, "后面的位置靠近门的后面," 顶部 "的位置远离大门在上面, 和" 顶部附近 "的位置附近的大门在顶部。(这个数字已经从张等2017 22) 修改过了。请单击此处查看此图的较大版本.
{kind=link}

图 7: 柱径复制度.柱直径的复制程度由孔的柱直径或直径确定。每批中显示四个位置的复制程度的平均值。每个批次中都测量了一个随机选取的样本。四位置是 "后远" 的位置远离门在后面, "后近" 的位置附近的大门在后面, "顶部" 的位置远离大门在上面, 和 "顶部附近" 的位置附近的大门在顶端一侧。(这个数字已从张等2017 22) 修改。请单击此处查看此图的较大版本.
{kind=link}
讨论
该方法适用于复杂形状高分子零件的插入件的制作。它用一组由聚合物制成的软刀片代替注塑机中的刀具钢模腔。与传统的金属加工相比, 缩短了加工时间和成本;因此, 生产周期缩短。该工艺链适用于中等规模的产品 (从 1000年-1万周期注塑或类似) 生产, 但在设计上的变化很大。此外, 对于3D 印刷刀片, 不需要特殊的模具板。标准的商用注塑板被购买和加工, 以适应插入。
在当前的技术状态下, 软模具由不同的机制17失败。该失效机理已被确定为连接软模具插入件的热偏转温度, 而分解则被确定为由于出气。因此, 最关键的一步是选择合适的树脂为插入物生产的添加剂制造。热力学性能决定了插入件的寿命,即在注塑过程中能承受多少循环。它还决定了模塑聚合物的范围;模塑聚合物的模具温度不应高于插入材料的挠度温度。
协议中的第二个关键步骤是插入的设计。应遵循模具设计的一般规则, 在3D 印制聚合物插入件时应避免机械薄弱部件;否则, 刀具寿命会因裂纹等故障而受到影响。
所获得的注塑件表面质量受外加添加剂制造工艺的限制。后处理, 如化学蚀刻是一个可能的解决方案, 以提高表面质量。表面特性的精度是由于添加剂制造过程而引起的另一个问题。
该方法在满足工业需求的新生产平台上创造了在真实自由曲面上创建微特征的可能性。因此, 这种方法有可能被应用和研究的应用与下一代医疗设备, 需要微功能的复杂形状, 例如与医疗器械或植入设备14.该方法通过大幅度降低中小批量生产系列产品的成本来促进价值创造, 并对 1-10 个单独设备与实际批量生产之间的差距产生积极影响。它将开辟新的高附加值产品和设计方案。
披露声明
作者没有什么可透露的。
致谢
本文报告了由丹麦创新基金资助的 "植入式医疗设备先进表面处理" 项目所开展的工作。撰文人感谢欧洲创新培训网 MICROMAN "零缺陷网络形状 MICROMANufacturing 过程指纹" 的支持, 由2020欧洲研究和创新框架方案资助联盟。
材料
| Name | Company | Catalog Number | Comments |
| Photopolymer resin | EnvisionTec | HTM140 V2 | |
| Resin mixing device | IKA | Vortex Genius 3 | |
| 3d printer | Envisiontec | Perfactory 3 | |
| UV light flash unit | EnvisionTec | Otoflash unit | |
| Polyethylene | lyondellbasell | PE Purell 1840 | |
| Injection moulding machine | Arburg | Allrounder 370A | |
| Image processing | SPIP | 6.2.8 |
参考文献
- Doan, N., et al. Low-Cost Photolithographic Fabrication of Nanowires and Microfilters for Advanced Bioassay Devices. Sensors. 15 (3), 6091-6104 (2015).
- Lucchetta, G., et al. Effect of injection molded micro-structured polystyrene surfaces on proliferation of MC3T3-E1 cells. Express Polymer Letters. 9 (4), 354-361 (2015).
- Hu, H., Tian, H., Shao, J., Ding, Y., Jiang, C., Liu, H. Fabrication of bifocal microlens arrays based on controlled electrohydrodynamic reflowing of pre-patterned polymer. Journal of Micromechanics and Microengineering. 24 (9), 095027 (2014).
- Kolind, K., Dolatshahi-Pirouz, A., Lovmand, J., Pedersen, F. S., Foss, M., Besenbacher, F. A combinatorial screening of human fibroblast responses on micro-structured surfaces. Biomaterials. 31 (35), (2010).
- Wilkinson, C. D., Riehle, M., Wood, M., Gallagher, J., Curtis, A. S. G. The use of materials patterned on a nano- and micro-metric scale in cellular engineering. Materials Science and Engineering C. 19 (1-2), 263-269 (2002).
- Hansen, H. N., Hocken, R. J., Tosello, G. Replication of micro and nano surface geometries. CIRP Annals. 60 (2), 695-714 (2011).
- Metwally, K., Barriere, T., Khan-Malek, C. Replication of micrometric and sub-micrometric structured surfaces using micro-injection and micro-injection compression moulding. International Journal of Advanced Manufacturing Technology. 83 (5-8), 779-789 (2016).
- Nian, S. -. C. Novel embossing system for replicating micro-structures on curved surfaces. International Polymer Processing. 29 (3), 364-370 (2014).
- Bissacco, G., et al. Application of functional nano-patterning to polymer medical micro implants. Proceedings of the 4m/icomm2015 Conference. , (2015).
- Diaz Lantada, A., Piotter, V., Plewa, K., Barie, N., Guttmann, M., Wissmann, M. Toward mass production of microtextured microdevices: Linking rapid prototyping with microinjection molding. International Journal of Advanced Manufacturing Technology. 76 (5-8), 1011-1020 (2015).
- Volpato, N., Solis, D. M., Costa, C. A. An analysis of Digital ABS as a rapid tooling material for polymer injection moulding. International Journal of Materials and Product Technology. 52 (1-2), 3-16 (2016).
- Mischkot, M., Hansen, H. N., Pedersen, D. B. Additive manufacturing for the production of inserts for micro injection moulding. Proceedings of Euspen's 15th International Conference & Exhibition. , (2015).
- Zhang, Y., Hansen, H. N., Sørensen, S. Injection molding of micro pillars on vertical side walls using polyether-ether-ketone (PEEK). Proceeding of 11th International Conference on Micro Manufacturing. , (2016).
- Zhang, Y., Mischkot, M., Hansen, H. N., Hansen, P. Replication of microstructures on three-dimensional geometries by injection moulding of liquid silicone rubber. Proceedings of the 15th International Conference on Metrology and Properties of Engineering Surfaces, ASPE, March 2015. , (2015).
- . . Envisiontec Perfactory MML with ERM. Technical Specifications Document no. MK-MCS-P3MiniMulti-V01-FN-EN. , (2018).
- Hofstätter, T., Mischkot, M., Pedersen, D. B., Tosello, G., Hansen, H. N. Evolution of surface texture and cracks during injection molding of fiber-reinforced, additively-manufactured, injection molding inserts. Proceedings of ASPE Summer Topical Meeting 2016: Dimensional Accuracy and Surface Finish in Additive Manufacturing. , (2016).
- . Perfactory® Material Available from: https://envisiontec.com/wp-content/uploads/2016/09/MK-MTS-HTM140IndustrialIV-V01-FN-EN.pdf (2017)
- . Software Manual, 2010 Available from: https://digfablab.wikispaces.com/file/view/Getting+started.pdf (2010)
- . . Olympus LEXT OLS4100 laser scanning digital microscope Manual. , (2018).
- . SPIP™ - Analytical Software for Microscopy Available from: https://www.imagemet.com/products/spip/ (2017)
- Zhang, Y., Pedersen, D. B., Gøtje, A. S., Mischkot, M., Tosello, G. A soft tooling process chain employing additive manufacturing for injection molding of a 3d component with micro pillars. Journal of Manufacturing Processes. 27, 138-144 (2017).
转载和许可
请求许可使用此 JoVE 文章的文本或图形
请求许可This article has been published
Video Coming Soon
版权所属 © 2025 MyJoVE 公司版权所有,本公司不涉及任何医疗业务和医疗服务。