
Method Article
Rotura de extrusión de catalizador predicción basada en el módulo de ruptura
En este artículo
Resumen
Aquí presentamos un protocolo para medir el módulo de la ruptura de un catalizador de la extrusión y la rotura de dicho catalizador extruidos por colisión contra una superficie o por la compresión en un lecho fijo.
Resumen
La resistencia mecánica de catalizadores extruidos y su fractura natural o forzada o colisión contra una superficie o una carga de compresión en un lecho fijo son fenómenos importantes en tecnología del catalizador. La resistencia mecánica del catalizador se mide aquí doblando su fuerza o resistencia a la flexión. Esta técnica es relativamente nueva desde la perspectiva de la aplicación de catalizadores comerciales de tamaños típicos utilizados en la industria. Rotura de catalizador por colisión contra una superficie se mide después de una caída de los extrudidos a través del aire en un tubo vertical. Cuantificar la fuerza del impacto se realiza teóricamente aplicando la segunda ley de Newton. Medida de rotura de catalizador debido al estrés en un lecho fijo se realiza siguiendo el procedimiento estándar de la prueba de fuerza de aplastar a granel. Aquí es el enfoque en la reducción de la longitud al cociente del diámetro de los extrudidos en función de la tensión de medición.
Introducción
Fabricación de catalizador es la columna vertebral que apoya la industria petroquímica y las industrias relacionadas. Catalizadores comerciales, consulte la página de Le1, normalmente se sacan según recetas que son secretos bien guardados o han patentado métodos de fabricación. Tamaños van desde 1 mm a 5 mm de diámetro y vienen en una variedad de formas como un cilindro, un trilobe o un quadrulobe también con una gran variedad de sus contrapartes hueco catalizador típico. Mientras que el diámetro y la sección de extrusión catalizadores están a menudo muy bien controlados, la duración de los productos extruidos tienen un más gaussiana como la distribución y las longitudes individuales típicamente van de igual a un diámetro de varios diámetros. Una excepción es extruidos catalizadores de diámetro suficientemente grande, que les permite cortar al salir la cara del dado, y estos tienen una distribución de longitud mucho mayor. La distribución de la longitud de la menor 1 mm a catalizadores de diámetro extrusionado de 3 mm que son típicos para la industria petroquímica se obtienen normalmente por rotura natural o forzada ruptura dependiendo de su fuerza intrínseca.
Le página1, Woodcock2, Bertolacini3,4 de Wu y Li5 muestran propiedades de catalizador típico y las complejidades de las medidas de fuerza. Mediciones de resistencia típica en la literatura y comercial forman parte de la fuerza de aplastamiento promedio de solo Piezas extrudadas y del macizo machacar resistencia. Ambas propiedades están en uso para juzgar si un catalizador tiene fuerza suficiente para sobrevivir a la carga y usar en procesos. A menudo también se agrega una prueba de desgaste para juzgar la resistencia de desgaste del catalizador en el proceso. Aunque una gran base de datos existe en plantas comerciales en la fuerza de catalizador y uso, esa información es raramente accesible en la literatura abierta. Además, muchas de las recetas de catalizador son ad hoc y se han establecido después de mucho ensayo y error. La modelación de este aspecto de la fabricación de catalizador es todavía un reto para decir lo menos.
Aplicado aquí es la resistencia a la flexión del catalizador Obtenido de una medición de la módulo de Euler-Bernoulli de rotura que normalmente se obtiene en una prueba de flexión de tres puntos. Li6 y Staub7 comentaron sobre la resistencia a la flexión de catalizadores pero su trabajo se realiza en productos extruidos de diámetro bastante grande y no hay aplicación directa a rotura de catalizador del modelo. La resistencia a la flexión es raramente medida y reportada en la literatura para tamaños de catalizador comercial típico. Además, la resistencia a la flexión a menudo no se aplica para la dirección en la fabricación de catalizador
Medición y modelado de la rotura de catalizadores durante su fabricación o durante su uso en el proceso es difícil. Muchas veces la longitud de extrusión de catalizador al cociente del diámetro es modelada en base a métodos empíricos que relacionan a la fuerza a través de leyes de la energía, sin embargo, en muchos casos aún tiene un fuerte componente ad hoc. Bridgwater8 proporciona una visión completa de la fractura de la partícula debido a corte pero la longitud al cociente del diámetro de las piezas extrudadas, fuera de la gama comercial de productos extruidos, discuten en este documento. Métodos de elementos discretos (DEM) y métodos de elementos finitos (FEM) ahora también se utilizan investigar rotura de gránulos y estos métodos de abordar el problema a un nivel fundamental. Se da referencia a Heinrich9, Wassgren10, Potyondy11, Potapov12, Carson13y Farsi14 para más detalles sobre este enfoque. Los métodos y técnicas empleadas en este documento intentan ayudar a mejorar la modelación rotura de catalizador debido al choque por la segunda ley de Newton para determinar la fuerza del impacto y este equilibrio con la fuerza expresada por el módulo de ruptura de Euler-Bernoulli. Para evitar la rotura por tensión de carga en un lecho fijo, un equilibrio de fuerza de carga y resistencia a la flexión se aplica la fuerza, y esto permite predecir la proporción de aspecto de la cama como una función de la carga. Muy importante son los métodos de medición se que deben ser aplicados bajo condiciones bien controladas y este aspecto está aquí en este artículo detallado comprensivo. Por ejemplo, es bien sabido que la fuerza de catalizador está fuertemente influenciada por el tratamiento térmico que se aplica y también por las condiciones de uso cuando el catalizador se puede coger humedad. Temperaturas de tratamiento térmico normalmente fortalecen el catalizador Pick-up de alta humedad por lo general debilita. Por lo tanto, es importante que la fuerza se mide en un catalizador que ha visto el tratamiento térmico adecuado y que la humedad es controlada cuando es necesario para que sea representativa para el uso del catalizador ya sea durante su fabricación o durante su uso en el proceso. Poco se encuentra en la literatura que específicamente las medidas y modelos la longitud al cociente del diámetro del catalizador extruidos que son típicos para la industria petroquímica. Beeckman15,16 ha utilizado recientemente, la resistencia a la flexión del catalizador para predecir la rotura natural y rotura forzada de catalizadores debido a la colisión. Aquí se presta atención específica a la relación de aspecto de catalizador (L/D) que se define como la media aritmética de la longitud a las relaciones de diámetro de los extrudidos catalizador individual en una muestra representativa. Los métodos experimentales descritos son relativamente simples y permiten fundamentalmente estudiar y comparar las mediciones experimentales con tratamientos teóricos.
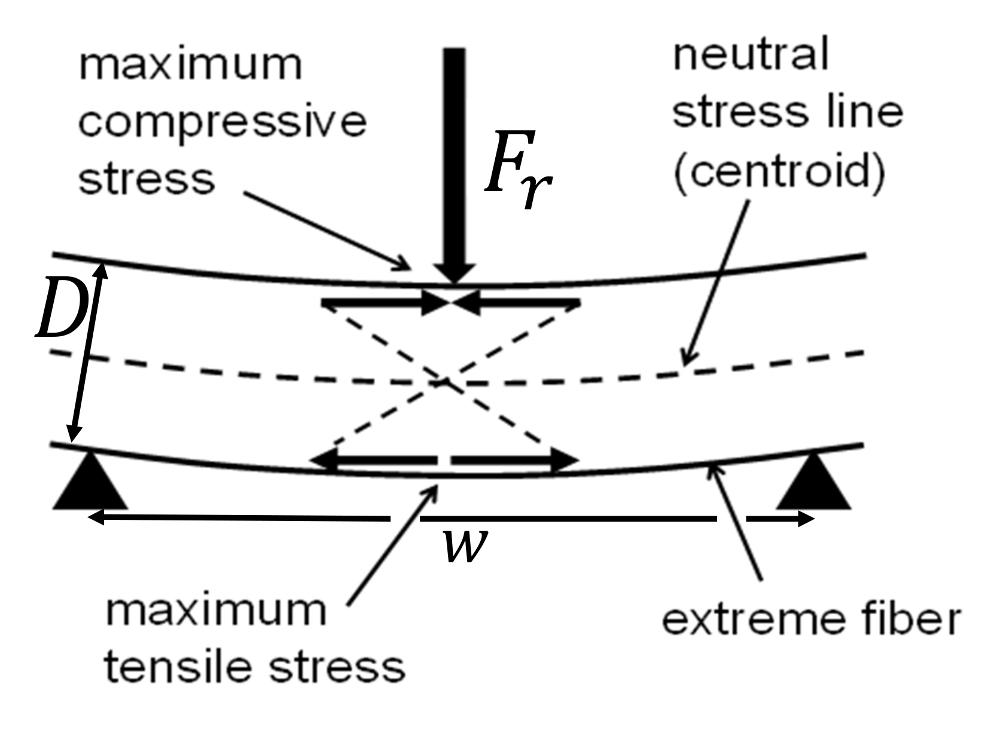
El módulo de ruptura (MOR) del catalizador es una medida de su resistencia a la flexión. Leonhard Euler y Daniel Bernoulli desarrollaron el primer enfoque teóricamente sano comportamiento elástico y resistencia a la ruptura en el 1750. La figura 1 muestra un esquema de la prueba de flexión y la fuerza de ruptura Fr. Para el caso específico de un carrete cilíndrico, el módulo de ruptura puede calcularse de:
 (1)
(1)
Donde σ se llama el módulo de ruptura y tiene unas dimensiones de estrés (Pa). D representa el diámetro de la extrusión, mientras que w es la distancia entre los dos puntos de apoyo. La variable s es el factor de forma y es igual a 8/π para un cilindro. Para una explicación detallada de las fuerzas y tensiones a mano durante el experimento así como tratar con diferentes transversal formas referencia se da a Beeckman16. Específicamente, σ es la tensión en la ruptura dirigida perpendicularmente a la sección transversal de la extrusión y en la fibra extrema en el medio entre los dos puntos de apoyo.
Para la colisión de un carrete con una superficie, Beeckman15 muestra que dos asíntotas existen con respecto a la relación de aspecto de extrusión. La primera asíntota llamada Φ∞ se llega a muchos impactos repetidos. Este comportamiento asintótico es fácil de entender ya que, después de la rotura colisión, catalizadores más cortos tienen menos impulso y experimentan por lo tanto menos fuerza al impacto. Al mismo tiempo, más corto catalizadores también requieren más fuerza para romper desde la perspectiva del esfuerzo de torsión y por lo tanto, el catalizador se espera alcanzar una relación asintótica de aspecto Φ∞ a muchos impactos. La segunda asíntota llamada Φα se alcanza después de un solo impacto cuando productos extruidos son suficientemente largos. Largo extruidos tienen proporcionalmente más impulso y rotura en el primer impacto en varios lugares a lo largo de su longitud y la proporción de aspecto post colisión alcanza la segunda asíntota señalada Φα. Pueden encontrar ambas asíntotas por regresión de datos de colisión que miden la relación de aspecto en función del número de repetidos impactos de:
 (2)
(2)
Donde Φ0 es la relación de aspecto inicial y Φj es la relación de aspecto después de las gotas de j . Los parámetros Φ∞ y Φα tienen un significado físico-mecánico que se relaciona con la severidad del impacto y la fuerza del catalizador. La gravedad del impacto puede variar variando la altura de caída para la caída de grandes alturas el catalizador acerca a velocidad terminal y por lo tanto, la gravedad será nivelar.
Longitud de partícula y diámetro de la partícula son importantes propiedades del catalizador durante su fabricación y usan. El tamaño y la forma de las partículas de catalizador son también factores determinantes en sus características de embalaje e influyen en la caída de presión a través de la cama del catalizador. En días anteriores, estas propiedades a menudo se miden con la mano y este es un procedimiento muy tedioso. Ahora, estas propiedades pueden ser fácilmente obtenidas por primera ópticamente escanear una amplia muestra de productos extruidos de catalizador. Entonces, imaging software se utiliza para determinar los tamaños de partícula individual. Esto permite a un gran número de partículas para ser analizado rápidamente y con precisión, véase Beeckman15. Estos sistemas se adaptan eficazmente reconocer y medir las partículas con un diámetro en el rango de 0.8 a 4.0 mm y con longitudes que pueden ser de varios diámetros de largo. Este método utiliza una vista de "arriba hacia abajo" del catalizador y por lo tanto, produce un diámetro "óptico". Para ciertas formas, debe ejercerse cuidado cuando comparando el diámetro óptico con valores de diámetro determinado manualmente con pinzas.
La prueba de resistencia de aplastamiento a granel para catalizadores y soportes de catalizadores, ASTM D7084-04 de17 en este documento es un método de prueba estándar aceptada. El catalizador se carga en una célula cilíndrica y presión (tensión) se aplica típicamente en el rango de 5-1.000 kPa y se permite que alcancen. Después de cada punto de presión, el catalizador está descargado. Los finos de catalizador son proyectados hacia fuera de la muestra de catalizador y pesados mientras que la mayor parte de la muestra del catalizador es acanalada para obtener una muestra representativa para medir con precisión la relación de aspecto. Mientras que el método de prueba estándar a granel crush fuerza se centra en la cantidad de multas que se crea con el fin de medir fuerza de catalizador, este manuscrito se centra en la reducción de la proporción de aspecto después de la rotura en función de la carga, vea también Beeckman18 .
Protocolo
Por ejemplo, seguridad de uso equipo de protección personal adecuado gafas, guantes etc. para realizar las tareas mencionadas en este manuscrito. El material de partida utilizado aquí si, para la medición de resistencia a la flexión, colisión, relación de aspecto o a granel de trituración es siempre extruidos obtenidos de los estudios de laboratorio o estudios de equipo piloto o es materiales comerciales. Fuerza de extrusión del catalizador depende de las condiciones pretratamiento por lo tanto, es importante para el usuario seleccionar los tratamientos adecuados. El resultado de las mediciones permite decidir qué materiales usar en otros estudios por lo menos desde una perspectiva de resistencia.
1. resistencia a la flexión
-
Preparación de la muestra de fuerza de flexión
- Rifa la extrusión muestra de interés para un tamaño representativo de mínimos 25 partículas. Use un hilado tipo riffle o divisor divisor.
Nota: Fuerza de catalizador es dependiente en el pretratamiento térmico, por lo tanto la muestra requiere ciertas opciones a realizar por el usuario con respecto a tratamientos previos. - Realice uno de los siguientes dos pretratamientos típicos pero las condiciones pueden cambiar dependiendo de la necesidad del usuario.
- Calcinar la muestra a 538 ° C durante 1 hora.
- Colocar un mínimo de 25 piezas extrudadas catalizador acanalado en un plato de porcelana o un recipiente resistente al calor.
- Lugar el plato con el catalizador en un horno de mufla de refractario tipo a 538 ° C durante 1 hora.
- Después de la calcinación, coloque la muestra caliente en un desecador y deje que se enfríe a condiciones ambientales.
- Secar la muestra a 121 ° C durante 2 h. mínimo.
- Colocar un mínimo de 25 piezas extrudadas catalizador acanalado en un plato de porcelana o un recipiente resistente al calor.
- Coloque el plato con el catalizador en un horno de secado, de 121 ° C durante un mínimo de 2 h.
- Retire la muestra caliente de la estufa y colocar en un desecador y deje que se enfríe a condiciones ambientales
- Calcinar la muestra a 538 ° C durante 1 hora.
- Rifa la extrusión muestra de interés para un tamaño representativo de mínimos 25 partículas. Use un hilado tipo riffle o divisor divisor.
-
Configuración de instrumentación de fuerza de flexión
Nota: la barra de error para el módulo de ruptura es +-10%. Calibrar el equipo diariamente según el procedimiento establecido por el fabricante. Elegir el método que coincide correctamente con la forma de la muestra, como el cálculo de MOR depende del factor de forma.- Iniciar el cuadro de pruebas de flexión y permitir que el sistema de calentamiento por lo menos 20 minutos antes de usar. A continuación, abra el software necesario.
- Fije la celda de carga de (fuerza de 10 Newton) 10 N las instrucciones del fabricante.
- Seleccione una velocidad de yunque de 0,2 mm/seg con un palmo de 5 mm de soporte.
Nota: Se observó que para este ritmo de velocidad, el catalizador no es en una región sensible de la tasa de deformación y la fuerza de ruptura es reproducible. - Seleccione ' módulo de ruptura (MOR)' y 'Fuerza máxima' en la pestaña resultados.
- Asegúrese de que la cruceta en el marco de MOR está en la posición "Cero" presionando firmemente el botón de "Regreso" en la consola del marco. La posición de la cruceta y el yunque puede cambiarse si es necesario para dar cabida a productos extruidos de diferentes diámetros.
-
Medición de resistencia de flexión
- Tomar la muestra de extrusión de catalizador del desecador y colocarlo en un filtro invertido 5-6 cm de diámetro con N2 que sopla hacia arriba a través de él para crear un manto de gas seco.
- Utilice unas pinzas para tomar a una muestra de la extrusión de la bandeja del filtro y coloque en las vigas de apoyo. Minimizar el tiempo de colocación de espécimen de extrusión y la medición para reducir al mínimo la recogida de la humedad.
- Centro de la muestra de extrusión catalizador mejor como posible izquierda a derecha y de delante hacia atrás en las vigas de apoyo
- Haga clic en el icono de "Inicio" en la barra de herramientas derecha.
Nota: Durante este paso, el carrete está siendo doblado más allá del punto de ruptura y por lo tanto, la prueba es destructiva en este sentido. - Asegúrese de que la cruceta se detiene y vuelve a la posición inicial al experimentar una caída del 40% en la fuerza de la carga.
Nota: Esto ocurre generalmente a rotura de extrusión. - Seleccione el icono "Siguiente" en la barra de herramientas derecha a que continúen el próximo carrete.
- Golpe "back" para ver el punto de datos en el gráfico y la tabla de resultados.
- Seleccione muestra de acabado después de medir a la muestra 25 de extrusión.
Nota: El software genera el informe con las características de la fuerza
2. colisión prueba
Nota: La velocidad de avance con que se alimenta catalizador en el tubo de caída es punto baja guardada para que Piezas extrudadas catalizador individual esencialmente chocan con una superficie vacía en la parte inferior del tubo de gota sin la molestia de uno a
-
Preparación de equipo de colisión
- Montar el tubo de la gota (0,15 m de diámetro y 1.83 m largo tubo de plástico) con la placa de la recuperación (316 SS) en la parte inferior. Configurar la descarga de alimentador en la altura correcta de la opción (aquí 1,83 m) centrada sobre el tubo de caída. Modificar las alturas de caída para variar la gravedad de la colisión.
- Conjunto resuenan frecuencia del alimentador a 250 Hz con energía apagado.
- Ventilación local de posición sobre la tolva de alimentación.
-
Preparación de la muestra de colisión
- Rifa la muestra de catalizador del interés de un tamaño representativo de mínimos 50 partículas. Use un hilado tipo riffle o divisor divisor.
- Tamizan suavemente la muestra preparada para evitar partículas pequeñas con una longitud al cociente del diámetro menor o igual a 1.
- Medir la proporción inicial de la muestra mediante protocolo sección 3.
-
Procedimiento de gota de catalizador de colisión
- Transferir toda la muestra manualmente en la tolva de alimentación.
- Asegúrese de que la salida del conducto alimentador está centrada sobre el tubo de caída.
- Encienda el interruptor del alimentador de energía y a 'Start'.
- Permita que todas las partículas caen libremente en el tubo de caída a incidir sobre la placa inferior.
- Apague el comedero una vez que todas las partículas han sido alimentadas y caído.
- Transferencia de todas las partículas de la placa de la recuperación y eliminar suavemente las multas de la muestra por tamizado para eliminar el polvo y virutas.
- Medir la proporción de la muestra utilizando protocolo sección 3 para completar la primera gota de medición señalada 1 X.
- Usando la muestra de paso 2.3.7, repita los pasos del 2.3.1 al 2.3.6 y medir la proporción utilizando protocolo sección 3 para completar la segunda medida de gota señalada 2 X.
- Repita los pasos anteriores para completar hasta 5 X y 10 X drop mediciones.
Nota: Uno puede optar por omitir las medidas de relación de aspecto intermedio ya que la relación de aspecto sólo cambia poco después de que varias gotas.
3. relación de aspecto catalizador
-
Preparación de la muestra de relación de aspecto
- Rifa la muestra de catalizador del interés de un tamaño representativo de las partículas de 50 a 250. Utilice un giro tipo riffle o divisor divisor para obtener una muestra representativa.
- Tamizar la muestra preparada para evitar partículas pequeñas con una L/D menor o igual a 1 en donde L representa la longitud de un carrete mientras que D representa el diámetro de un carrete.
-
Configuración y Software de la relación de aspecto
- Abra el software y seleccione el botón de barra de herramientas de "SCAN" en la parte superior de la pantalla.
- Limpie el cristal con un paño de microfibra para quitar residuos de polvo. Coloque una hoja de transparencia limpio en el escáner.
- Rociar las piezas extrudadas encima de la transparencia y evitar las partículas en contacto entre sí. Colocar las partículas dentro de un área rectangular mide máximo 10 cm por 20 cm.
- Distribuir aleatoriamente los extrudidos a través del área a escanear. Use un par de pinzas para partículas alejados uno del otro o para colocar en zonas más abiertas.
- Cierre la tapa del escáner.
- Seleccione la forma de la partícula
- Activar el mensaje de la función en el software de configuración, para tocar las partículas (resaltadas en rojo en la pantalla), las partículas que están superpuestas (o cepillado) el borde de la zona de exploración y éstos son automáticamente eliminado, cualquier partícula con curvatura excesiva, cualquier las partículas que son demasiado pequeñas (por ejemplo, motas de polvo) y todas las partículas que se toquen entre sí.
- Haga clic en el botón de barra de herramientas de "Scan".
Nota: El escáner comenzará a escanear las partículas. Tarda entre 2-3 minutos. Los resultados tabulados e imagen ópticamente escaneada se muestran en la pantalla.
-
Análisis de la relación de aspecto
- Examinar los resultados escaneados y asegurar que todas las partículas de fiar son incluidas en el análisis.
Nota: Tienen partículas de fiar y L/D > 1, descansar en una posición natural para la exploración y no toque otras piezas extrudadas. - Revisión a cada partícula de tocar una partícula vecina como el algoritmo de cálculo no es perfecto.
- Eliminar las partículas que incorrectamente debido a crowding (tocar o acostados uno encima del otro) con el software. Alternativamente, ajuste la posición de la partícula con las pinzas y toda la muestra puede ser re-escaneada.
- Guardar los resultados y anote la siguiente información: media diámetro, longitud media y el número de la partícula.
- Examinar los resultados escaneados y asegurar que todas las partículas de fiar son incluidas en el análisis.
4. a granel Crush pruebas
-
Preparación de muestras a granel Crush
- La muestra de extrusión de catalizador de interés debe ser acanalada para obtener a un representante adecuado de la cantidad total.
- Heat-Treat la muestra de catalizador a 538 ° C durante mínimo 1 hora en un horno de mufla o similares y colocar en un desecador y deje que se enfríe a condiciones ambientales.
-
Procedimiento de Crush a granel
- Tarar el recipiente de muestra de catalizador (taza) y llenar a rebosar con el catalizador por lo que hay un catalizador de exceso en el contenedor.
- Nivel cuidadosamente la Copa con un borde recto de metal sin exceso de embalaje la cama.
- Volver a pesar el recipiente con un catalizador nivelado para obtener el peso de la muestra.
- Con cuidado coloque la muestra en la unidad de bloque y el pistón de carga. Coloque la carga sobre la muestra sin machacar el catalizador.
- Coloque el rodamiento de bolitas en el centro del bloque de carga y ajustar el brazo de bloqueo a la altura adecuada uniformemente sobre el cojinete de bolas utilizando un pequeño nivel de carpintero. Bloqueo del brazo en su lugar.
- Compruebe que el regulador de presión se encuentra a la presión especificada por el usuario que se aplicará a la muestra del catalizador.
Nota: Por lo general, es en el rango de 5-1.000 kPa y normalmente se encuentra por ensayo y error para la aplicación particular. - Verificar que la válvula de control de carga y válvula de presión abiertas y luego cierran la válvula de purga.
Nota: El bloque de carga subirá a su presión. - Espere 60 s para la muestra se equilibren.
- Liberar la presión abriendo la válvula de purga y cerrando la válvula de presión. Ver el bloque de carga vuelve a su posición original.
- Desbloquee el brazo ajustable de la cerradura y tomar la bola de rodamiento y bloquea la carga cuidadosamente.
- Mida y registre la muesca de la muestra después del ensayo de aplastamiento.
- Tamiz de las multas. Registrar las multas recogidas y medir la proporción de la muestra según protocolo sección 3.
Resultados
Rotura por colisión:
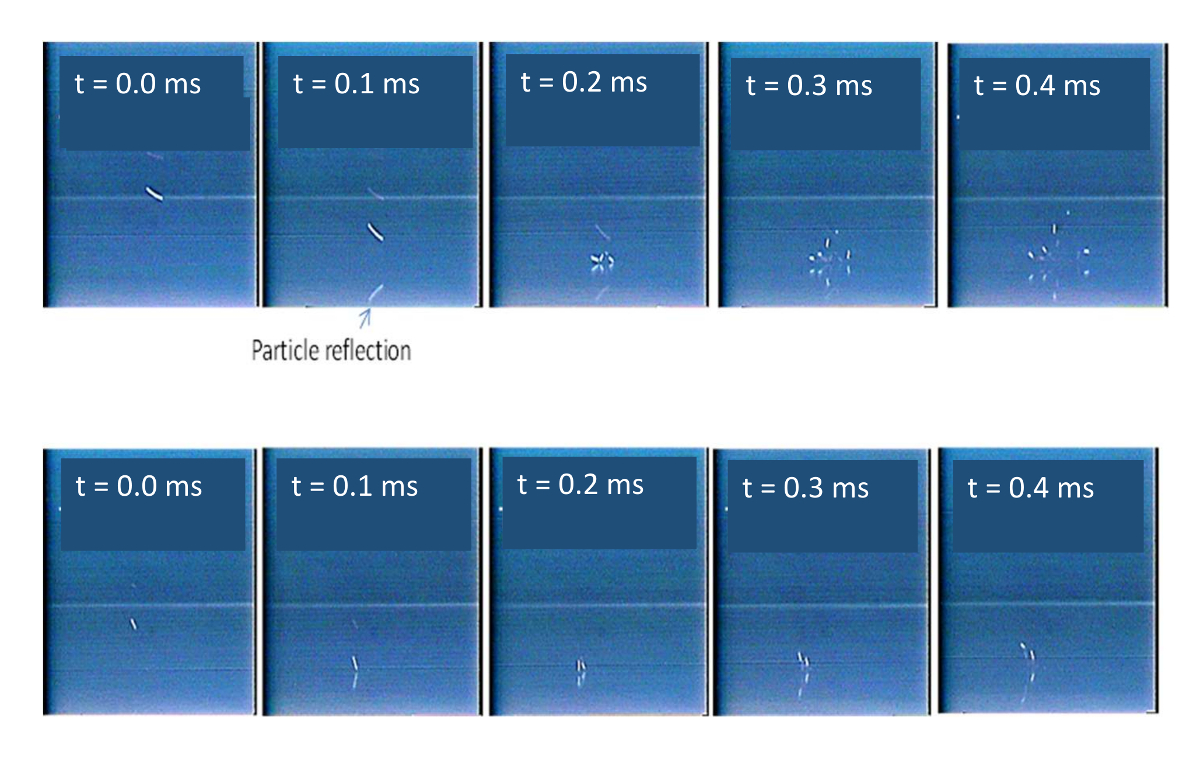
Para dar al lector una idea de la complejidad de un impacto de un extruido sobre una superficie, se pensó que era beneficioso para suministrar un par instantánea de fotos a la máxima velocidad de marco tenía disponible en el momento (10.000 frames/s). Figura 2 muestra tal fotografía de alta velocidad y captura la rotura de Piezas extrudadas individuales como que afecten a una superficie de policarbonato. Esta superficie tiene la ventaja que muestra el enfoque de la extrusión antes de impacto por reflectancia de la superficie y permite para definir con claridad la instancia de contacto. La duración de la rotura por impacto parece ser menos de 10-4 s, mientras que la historia de impacto muestra ser muy compleja. Las fuerzas experimentadas por el carrete en función del tiempo durante la colisión son muy irregulares y con picos. La desaceleración media definida como la velocidad del impacto sobre el tiempo de contacto es sólo una estimación aproximada de lo que sucede. Al multiplicar por la masa de la extrusión otra vez es sólo una estimación aproximada de la fuerza.
La relación asintótica de aspecto Φ∞ ha sido determinado de 25 diferentes tipos de catalizadores y sus propiedades se dan en Beeckman16. El parámetro de modelo Φ∞ para cada catalizador ha sido obtenida por regresión no lineal utilizando la ecuación (2) se muestra en la introducción.
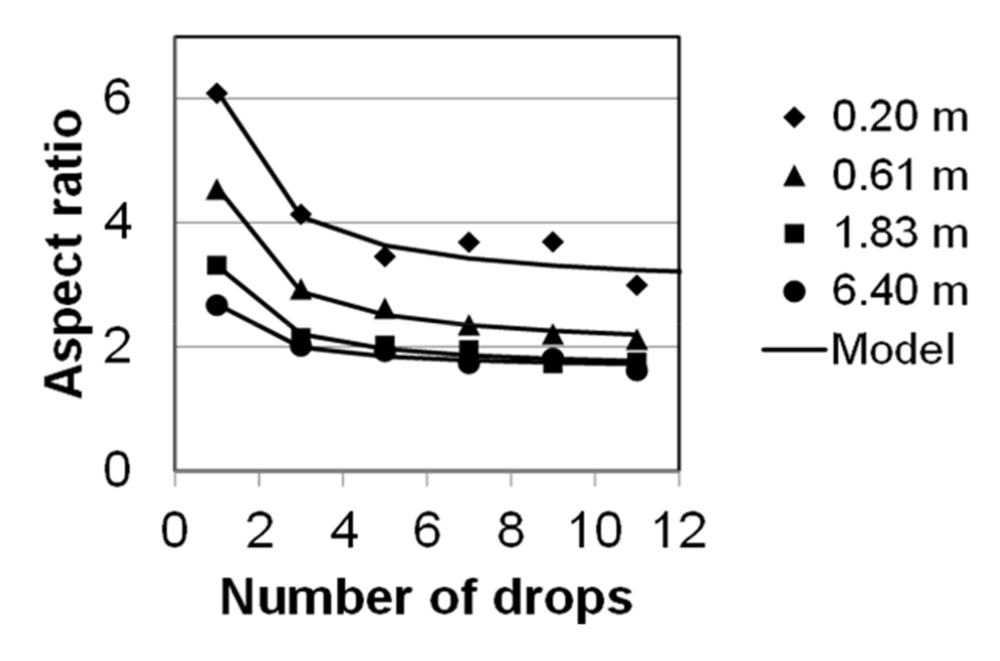
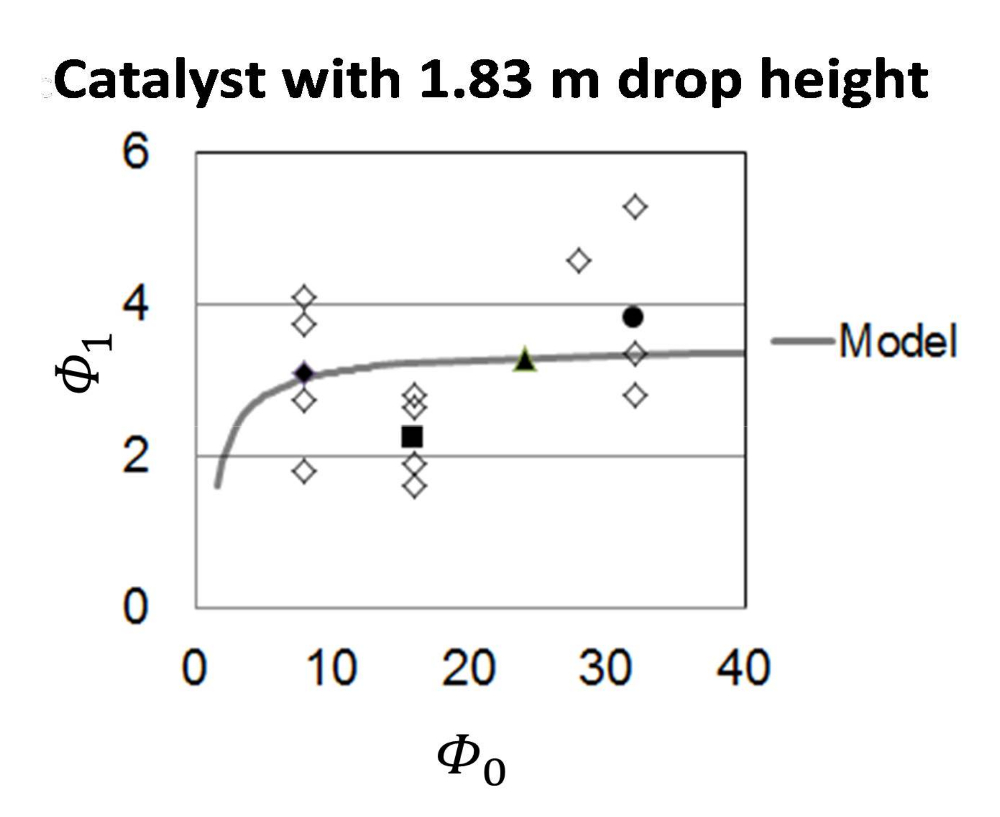
La figura 3 muestra la reducción en la proporción de catalizador fresco típico de un mismo lote de catalizador caído repetidamente desde diferentes alturas. Esta secuencia muestra claramente la línea de salida hacia la relación asintótica de aspecto, Φ∞ para colocar diferentes alturas es decir. diferentes niveles de gravedad. Beeckman16 muestra que la diferencia en la proporción de aspecto de gota grande de alturas se convierte en más pequeño y más pequeño debido a la fricción del aire ambiente durante la caída que disminuye la aceleración de los productos extruidos y finalmente alcance la velocidad terminal de caída de grandes alturas de. También fue demostrado que los productos extruidos siguen una ley de descanso segundo orden que explica la forma de la curva de tendencia de la proporción con el número de gotas consecutivas. La figura 4 muestra la relación de aspecto del mismo catalizador como en la figura 3 pero ahora a partir de filamentos de catalizador mucho seleccionar después un impacto único (cada punto de datos se genera de un solo carrete). Los símbolos sólidos representan promedios de la relación de aspecto para cada grupo de tamaños. Esto demuestra la presencia de la segunda asíntota Φα y también un reconocimiento para la barra de error que es cuando se obtiene la longitud al cociente del diámetro de un número muy limitado de productos extruidos.
La fuerza impulsiva que actúa en el carrete durante la colisión puede encontrarse aplicando la segunda ley de Newton. Se muestra que en la relación asintótica de aspecto Φ∞, equiparar la fuerza de ruptura a la fuerza impulsiva conduce a la siguiente correlación:
 (3)
(3)
Con el grupo adimensional normalizado dada por:
 (4)
(4)
Donde σ, Ψ, p, D y g son respectivamente el módulo de catalizador de la ruptura, el factor de forma de catalizador, la densidad del catalizador, el diámetro del catalizador y la aceleración de la gravedad. La gravedad normalizada adimensional del impacto S∞ puede expresarse como:
 (5)
(5)
Siendo v que la velocidad de impacto, Δt es la duración de la colisión y C es un factor de interacción de la colisión. Además se muestra que para un total de 25 catalizadores de diverso tamaño, forma y composición química que fueron probados en la caída de la prueba que en primera aproximación, el grupo  , es esencialmente una constante.
, es esencialmente una constante.
Fractura por estrés en un lecho fijo:
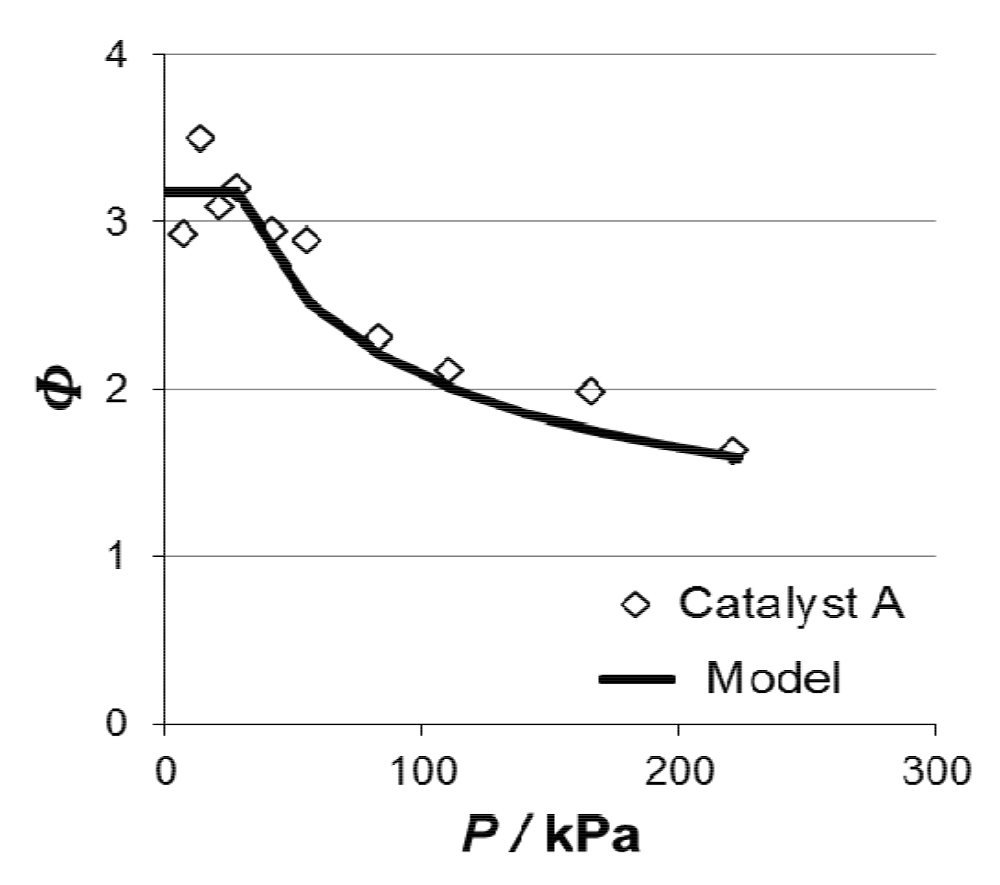
Investigan a cinco catalizadores que se muestra en la tabla 1 con la prueba de aplastamiento a granel para diferentes presiones. Por debajo de cierta presión, aquí llamada la presión crítica, ningún cambio fundamental se produce en la proporción de catalizador de la cama. Una vez que la presión aumenta por encima de este valor crítico, la extrusión de catalizador comienza a romper y la relación de aspecto en la cama se ajusta naturalmente hasta que la resistencia a la flexión de la cama otra vez es capaz de soportar la tensión aplicada. En la figura 5se muestra un ejemplo de la comparación de los resultados experimentales y los resultados previstos. Valores predichos se muestran como la curva sólida y se obtiene a partir de la relación de aspecto partida Φ0 de los productos extruidos de catalizador y queda en ese valor hasta que se alcance la presión crítica Pc . Después de eso, el valor de la proporción disminuye con el poder negativo de un tercio de la presión de carga.
La metodología para encontrar la carga máxima permitida para una cama resistir rotura de catalizador utiliza un equilibrio de la fuerza de carga para la fuerza de la cama de catalizador en la ruptura.
Beeckman18 muestra que la proporción del catalizador en equilibrio con la fuerza de la carga puede ser descrita por:
 (6)
(6)
Donde Φ es la relación de aspecto de extrusión, mientras que r es un grupo adimensional dado por:
 (7)
(7)
Donde σ, es el módulo de ruptura, s es el mismo factor de forma de extrusión en cuanto a la colisión, y P es el estrés. El valor de Ψ es determinado por el embalaje de la cama y la cama de partícula a partícula fuerza de las interacciones y los autores dan un valor teórico de 61/6 o aproximadamente 1.35 para Ψ.
Para resumir, si una cama de productos extruidos se carga en la mayor parte aplastar a prueba de fuerza y una tensión que se aplica P , entonces los extrudidos se romperán a lo largo de todo el lecho bajo la tensión aplicada P a un valor medio dado por la ecuación (6). Por lo tanto una cama con un cociente de aspecto partida Φ0 tiene una presión crítica Pc puede resistir dada por:
 (8)
(8)
| Catalizador de | Forma | D, diámetro | Φ0 , cociente de aspecto inicial | s, factor de forma | Ρ, densidad | MOR DE Σ | PC, esfuerzo crítico |
| m | (-) | (-) | kgm-3 | MPa | kPa | ||
| A | QUADRULOBE | 1.43E-03 | 3.18 | 2.20 | 1250 | 0.81 | 27.9 |
| B | CILINDRO | 9.50E-04 | 5.92 | 2.55 | 750 | 1.38 | 6.4 |
| C | CILINDRO | 8.30E-04 | 7.48 | 2.55 | 1870 | 2.83 | 6.5 |
| D | TRILOBE | 2.89E-03 | 2.28 | 2.28 | 970 | 0,76 | 69.3 |
| E | CILINDRO | 1.55E-03 | 3.54 | 2.55 | NA | 1.37 | 39.7 |
Tabla 1: Catalizadores y sus propiedades emplean en el grueso de trituración estudio. La tabla 1 muestra propiedades de catalizador y propiedades derivadas del estrés que permiten calcular la reducción en cociente de aspecto durante la compresión en la mayor parte aplastar medida de fuerza. Adaptado de Beeckman et al 201718

Figura 1 : Tres puntos de flexión de un extruido de catalizador por una fuerza externa f el. Representación esquemática de la posición de la fuerza aplicada en el centro de los dos puntos de apoyo para determinar el módulo de ruptura y el catalizador. La cantidad de flexión es muy exagerada. Según la teoría de la elasticidad, la tensión axial es resistencia a la compresión en la parte superior de la extrusión y la tensión axial es extensible en la parte inferior de la extrusión. Por lo tanto, hay un eje con cero estrés y esto se conoce como el centroide. Cuando la tensión de tracción en la parte inferior alcanza la fuerza extensible del material o módulo de ruptura, la extrusión se rompe en la fibra extrema en la parte inferior y se propaga muy rápido para completar la falta de extrusión. Adaptado de Beeckman et al 2016 16. Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}

Figura 2 : Impacto de los productos extruidos en una superficie de policarbonato vacía. Fotografía de alta velocidad que muestra una secuencia de dos vulneración de extrusión catalizador contra una superficie de policarbonato. Son 0,1 ms una de otra. Adaptado de Beeckman et al 2016 16. Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}

Figura 3 : La relación de aspecto en función de la altura de caída y el número de impactos. Relación de aspecto en función de la altura de caída o gravedad y el número de impactos. Para alturas de caída alto, la relación asintótica de aspecto solamente poco cambios desde las piezas extrudadas alcanzan su velocidad terminal. Adaptado de Beeckman et al 2016 15. Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}

Figura 4 : Cociente de aspecto después de 1 gota de catalizador A con una gran proporción inicial. Después de una sola gota de extruidos que tienen una gran relación de aspecto antes de la caída de la proporción. Para tan largo extruidos, la segunda asíntota se convierte claramente visible incluso en presencia de sustancial error experimental debido al número limitado de productos extruidos utilizados. Adaptado de Beeckman et al 2016 15. Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}

Figura 5 : Proporción de catalizador frente a estrés para el catalizador A. Reducción de la relación de aspecto en función de la tensión de la carga aplicada en la medida de fuerza de aplastar a granel según el método ASTM D7084-04. La proporción se mantiene constante hasta alcanzar la presión crítica es después de lo cual el catalizador rompe a más pequeños y más pequeños valores como la presión aumenta. Cada punto de datos es una medida separada con el catalizador fresco desde el principio. Adaptado de Beeckman et al 201718por favor haga clic aquí para ver una versión más grande de esta figura.
{kind=link}
Discusión
Rotura por fuerzas impulsivas debido a colisión:
La reducción en cociente de aspecto de extrusión debido al choque contra una superficie se puede medir en una prueba de laboratorio gota. En esta prueba, los extrudidos se lanzan desde una tolva, caída y acelerar debido a la gravedad y también experiencia arrastre con aire ambiente.
El método descrito hasta ahora sólo está disponible en la literatura como se describe en Beeckman15,16. Hasta hace poco, el alto grado de aburrimiento hacer mediciones manuales de calibrador para un gran número de productos extruidos es probablemente un factor que contribuye para ello. El tiempo de exposición al ambiente de aire y por lo tanto humedad debe reducirse al mínimo durante y entre las medidas. Si es necesario, el protocolo para la prueba de caída deba realizarse con una purga de2 N o una purga de aire seco en el cilindro. Uno también puede optar por dejar el catalizador equilibrar en el aire ambiente durante la noche antes de tomar cualquier medida para hacer recogida de humedad tan importante. El protocolo y el método aquí empleado tiene la ventaja que rápidamente da la proporción de aspecto de sobre 100-300 piezas extrudadas y por lo tanto, lleva la mayoría de la variabilidad que se observa con pequeñas muestras de contención.
Es importante que extruidos con una longitud al cociente del diámetro menos que unidad extraerse la muestra ya que el software de reconocimiento de la forma puede asignar longitud y el diámetro de dichas piezas catalizador erróneamente. Por lo tanto, también es importante para minimizar y mejor aún para eliminar el número de tales piezas extrudadas corto. Por lo tanto, se recomienda trabajar con Piezas extrudadas que tienen una proporción suficientemente grande al principio de la prueba y a limitar la gravedad del impacto de la prueba.
Para el trabajo futuro y desde una perspectiva fundamental, sería muy interesante estudiar la colisión de Piezas extrudadas solo en función de su longitud, en función de la altura de caída, como una función del ángulo del impacto y en función de ímpetu angular mencionar j UST unas variables. A rotura, será interesante determinar la ubicación de la superficie de ruptura a lo largo de la longitud de extrusión original. Esta metodología también puede ser aplicable a los materiales que no se sacan sino que más bien se obtienen presionando o pellets esféricos y por lo tanto, puede tener aplicaciones para la industria farmacéutica y la industria alimentaria.
Fractura por estrés en un lecho fijo
El método descrito hasta el momento solo existe en la literatura como se describe en Beeckman18. Para la fuerza de aplastamiento a granel, es importante seguir el estándar protocolo de funcionamiento como se indica en ASTM D7084-0417 por razón de la repetibilidad.
El tiempo de exposición al ambiente de aire y por lo tanto humedad debe reducirse al mínimo durante y entre las medidas. Si es necesario, el protocolo deba realizarse en una caja de guantes para la aplicación de la fuerza de aplastamiento a granel.
Como en el caso de colisión, esta metodología también puede encontrar aplicabilidad a materiales que no sacó pero algo obtenido por prensado en forma de pellets o gránulos esféricos obtenidos mediante goteo o granulación.
Divulgaciones
Los autores no tienen nada que revelar.
Agradecimientos
Los autores reconocen la ayuda de Michael Pluchinsky con el trabajo de fotografía de alta velocidad
Materiales
| Name | Company | Catalog Number | Comments |
| Modulus of rupture (MOR) | INSTRON | MODEL 5942 SINGLE COLUMN TABLE TOP | |
| Modulus of rupture (MOR) | INSTRON | 10 NEWTON LOAD CELL | |
| Modulus of rupture (MOR) | INSTRON | 50 NEWTON LOAD CELL | |
| Modulus of rupture (MOR) | INSTRON | BLEUHILL 3 SOFTWARE | |
| Filter | VWR | BUCHNER FILTER | |
| Aspect ratio (avg L/D) | EPSON | PERFECTION V700 PHOTO INSTRUMENT | |
| Software | CASCADE DATA SYSTEMS | ALIAS 3-4 SOFTWARE | |
| Riffling | HUMBOLDT MFG. Co | SPINNING RIFFLER | |
| Riffling | HUMBOLDT MFG. Co | RIFFLE -TYPE SAMPLE DIVIDER | |
| Sieve screen | VWR | US MESH SIEVE SCREEN, # 16 |
Referencias
- Le Page, J. F. Applied Heterogeneous Catalysis. , Institut Français du Pétrole publications, Éditions Technip. Paris. (1987).
- Woodcock, C. R., Mason, J. S. Bulk Solids Handling: An Introduction to the Practice and Technology. , Chapman & Hall. New York. (1987).
- Bertolacini, R. J. Mechanical and Physical Testing of Catalysts. ACS Symposium series. , Washington D.C. 380-383 (1989).
- Wu, D. F., Zhou, J. C., Li, Y. D. Distribution of the mechanical strength of solid catalysts. Chem Eng Res Des. 84 (12), 1152-1157 (2006).
- Li, Y., Wu, D., Chang, L., Shi, Y., Wu, D., Fang, Z. A model for bulk crushing strength of spherical catalysts. Ind Eng Chem Res. 38, 1911-1916 (1999).
- Li, Y., et al. Measurement and statistics of single pellet mechanical strength of differently shaped catalysts. Powder Technol. 113, 176-184 (2000).
- Staub, D., Meille, S., Le Corre, V., Chevalier, J., Rouleau, L. Revisiting the side crushing test using the three-point bending test for the strength measurement of catalyst supports. Oil Gas Sci Technol. 70, 475-486 (2015).
- Bridgwater, J. Chapter 3, Particle Breakage due to Bulk Shear. Handbook of Powder Technology, 1st ed. 12, Elsevier B. V. (2007).
- Heinrich, S. Multiscale Strategy to Describe Breakage and Attrition Behavior of Agglomerates. Frontiers in Particle Science & Technology Conference, Houston, TX. , Available from: www.aiche.org/conferences/frontiers-particle-science-and-technology (2016).
- Wassgren, C. Discrete Element Method Modeling of Particle Attrition. Frontiers in Particle Science & Technology Conference, Houston, TX. , Available from: www.aiche.org/conferences/frontiers-particle-science-and-technology (2016).
- Potyondy, D. Bonded-Particle Modeling of Fracture and Flow. Frontiers in Particle Science & Technology Conference, Houston, TX, 2016. , Available from: www.aiche.org/conferences/frontiers-particle-science-and-technology (2016).
- Potapov, A. Approaches for Accurate Modeling of Particle Attrition in DEM Simulations. Frontiers in Particle Science & Technology Conference, Houston, TX, 2016. , Available from: www.aiche.org/conferences/frontiers-particle-science-and-technology (2016).
- Carson, J. Particle Attrition: The Bane of many Industrial Plants - Problems, Solutions and Red Flags. Frontiers in Particle Science & Technology Conference, Houston, TX, 2016. , Available from: www.aiche.org/conferences/frontiers-particle-science-and-technology (2016).
- Farsi, A., Xiang, J., Latham, J. P., Carlsson, M., Stitt, E. H., Marigo, M. Does Shape Matter? FEMDEM Estimations of Strength and Post Failure Behaviour of Catalyst Supports. 5th International Conference on Particle-Based methods. , Hannover, Germany. (2017).
- Beeckman, J. W. L., Fassbender, N. A., Datz, T. E. Length to Diameter Ratio of Extrudates in Catalyst Technology, I. Modeling Catalyst Breakage by Impulsive Forces. AIChE J. 62, 639-647 (2016).
- Beeckman, J. W. L., Fassbender, N. A., Datz, T. E. Length to Diameter Ratio of Extrudates in Catalyst Technology, II. Bending strength versus Impulsive Forces. AIChE J. 62, 2658-2669 (2016).
- ASTM D7084-04, Standard Test Method for Determination of Bulk Crush Strength of Catalysts and Catalyst Carriers. , ASTM International. Conshohocken, PA. Available from: www.astm.org (2004).
- Beeckman, J. W. L., Cunningham, M., Fassbender, N. A., Datz, T. E. Length-to-Diameter Ratio of Extrudates in Catalyst Technology: III. Catalyst Breakage in a Fixed Bed. Chem. Eng. Technol. , 1844-1851 (2017).
Reimpresiones y Permisos
Solicitar permiso para reutilizar el texto o las figuras de este JoVE artículos
Solicitar permisoThis article has been published
Video Coming Soon
ACERCA DE JoVE
Copyright © 2025 MyJoVE Corporation. Todos los derechos reservados