
Method Article
Pilares de una cadena de proceso de mecanizado suave para el moldeo de un componente 3D con Micro
En este artículo
Resumen
Se presenta un protocolo para la fabricación de insertos de geometría compleja con características micro en superficies empleando aditivos de fabricación (AM) de moldeo por inyección.
Resumen
El objetivo de este trabajo es presentar el método de una cadena de proceso de mecanizado suave empleando aditivos de fabricación (AM) para la fabricación de insertos de moldeo por inyección con micro características superficiales. Los insertos de herramientas Soft están fabricados por Procesamiento Digital de luz (IVA foto polimerización) utilizando un polímetro que puede resistir relativamente alta temperaturea. La parte fabricada aquí tiene cuatro dientes con un ángulo de 60°. Micro pilares (Ø200 μm, cociente de aspecto de 1) se arreglan en las superficies por dos filas. Moldeo por inyección de polietileno (PE) con los insertos de herramientas suave se utiliza para fabricar las piezas finales. Este método demuestra que es factible obtener piezas moldeadas por inyección con microestructuras en geometría compleja por los aditivos fabricados rellenos. El tiempo de mecanizado y el coste se reduce considerablemente comparado con procesos convencionales útiles basados en equipo mecanizado de control numérico (CNC). Las dimensiones de las micro características están influenciadas por el proceso de fabricación aditiva aplicada. La vida útil de los rellenos determina que este proceso es más conveniente para la producción piloto. La precisión de la producción de insertos está limitada por el proceso de fabricación aditiva.
Introducción
El método presentado tiene como objetivo en la fabricación de superficie compleja con características micro por un proceso de soft tooling, es decir, utilizar la fabricación aditivos de polímero para producir insertos para el moldeo de polímeros. En otras palabras, partes de polímero con superficies funcionales son inyección moldeada por los rellenos de polímero.
Funcionalidades de superficie pueden realizarse por características de la micro; por ejemplo, Doan et al. 1 y Breakfastluchetta et al. 2 demostrar superficies funcionales en el campo de la biología de la célula y Hu et al. 3 muestra un ejemplo de elementos ópticos, etc. Un tipo de característica superficial, micro de pilares, se ha investigado intensamente para promover la proliferación celular. Son capaces de mejorar la adherencia entre la superficie y los tejidos proliferados si los pilares micro son estampados en ciertas maneras4,5.
Repeticiones de polímero de características micro han sido intensamente estudiados y moldeado exacto se puede alcanzar por muchos procesos6. Por ejemplo, Metwally et al ha informado entre las piezas moldeadas y molde para la replicación de las características micro y el micro de alta fidelidad sobre superficies planas7.
Existen muchos protocolos para pilares de micro fabricación o características; sin embargo, la mayoría de ellos sólo puede aplicarse en superficies planas o superficies con curvatura constante. Por ejemplo, Nian et al. 8 demostraron que podrían lograrse micro características de grabación en relieve caliente en una superficie curva. Los protocolos no son adecuados para formas complejas con superficies tridimensionales, que son requeridas por la mayoría de los dispositivos reales. Al parecer, la fabricación de tres dimensiones cavidad con micro características en la superficie desafía los protocolos actuales; mientras tanto, expulsión de las piezas puede fallar para pilares de alta relación de aspecto de una superficie compleja si son no perpendicular a la dirección de demolding. Bissacco et al. 9 utiliza insertos de molde 3D y obtiene las micro características de moldeo; en su estudio, características específicas el micro con un cociente de aspecto bajo fueron generados por una de aluminio anodizado y replicadas con éxito por polímero sobre un componente complejo.
Los investigadores han intentado involucrar fabricación aditiva en las cadenas de proceso para la replicación de polímero para lograr la textura de la superficie diseñada. Lantada et al describen una cadena de proceso que inicia desde prototipos de AM y luego emplea técnicas de recubrimiento para la obtención de insertos de molde metálico10de moldeo por inyección. Piezas de polímero producidas por AM han demostrado para ser directamente aplicable como molde inserta11,12, que es el proceso de suave herramientas presentado en este protocolo.
En nuestro trabajo anterior, nos demostró que Ø4 μm PEEK pilares (2 μm de alto) eran con éxito demolded sobre una pared vertical por13de moldeo por inyección. En este protocolo, el producto investigado es un anillo con cuatro puntas, cada uno caracterizado por tener un ángulo de 60°. Este producto ha sido estudiado por Zhang et al. 14, donde se introdujeron características micro implementando prefabricados placas de níquel, y micro pilares (Ø4 μm) con relación de aspecto de 0.5 fueron obtenidos por moldeo de caucho de silicona sobre los dientes.
En el método presentado, características micro pueden obtenerse en superficies complejas creadas por una cadena de proceso de mecanizado suave. Cavidades de molde de acero se reemplazan por un conjunto de inserciones de IVA foto polimerización basado en AM. Comparado con el metal AM, estoy fotopolímero basado en tecnología es capaz de lograr mayor precisión15. Por otra parte, el tiempo de mecanizado y el coste se reduce considerablemente comparado con procesos convencionales útiles basados en mecanizado CNC. Según un reciente estudio de caso16, mediante el uso de herramientas de soft para termoformado, el costo se reduce en 91%, mientras que el tiempo se reduce un 93%. Este protocolo es adecuado para productos que requieren un diseño de alta flexibilidad y volumen de producción intermedia. Se ha demostrado que insertos fabricados de fibra de carbono reforzada fotopolímeros pueden soportar hasta 2500 ciclos de polietileno antes de molde sensible deterioro17del moldeo. La elección del material de moldeo por inyección está limitada por las propiedades térmicas de los fotopolímeros solicitadas para insertos. Polímeros con alta temperatura de fusión no pueden ser aplicados en una cavidad de fotopolímero. En este estudio, polietileno (PE) fue elegido para llevar a cabo el prueba del moldeo.
Protocolo
1. Inserte la fabricación por el añadido de la fabricación (AM)
- Diseño de las cavidades necesarias de software de diseño asistido por ordenador (ver Materiales suplementales para archivos utilizados en este trabajo).
Nota: Fabricación de los insertos directamente en la etapa de construcción sin apoyo para evitar deformaciones de los rellenos durante el curado. La tolerancia es de 0,05 mm. - Elegir una resina para la polimerización de la foto, en particular uno que puede soportar la presión y calor durante el moldeo por inyección.
Nota: La resina que hemos elegido (véase Tabla de materiales) tiene una fuerza extensible de MPa 56, alargamiento en la rotura del 3,5%, una resistencia a la flexión de 115 amp, un módulo flexural de 3350 MPa y una temperatura de desviación de 140 ° C18. - Homogeneizar la mezcla compuesta de fotopolímero (propietario metacrilato de metilo y acrilamida de mezcla, con un iniciador de foto TiO2 base) para un mínimo de 30 minutos ejecutando el depósito de material en un rodillo mojado-laboratorio botella, coctelera del frasco o dispositivo de mezcla similar.
- Preparar la máquina de la polimerización de foto (tamaño de voxel de 16 μm):
- Para máquinas de AM de abajo hacia arriba, verifique que el recubrimiento de IVA es completamente limpio y sin daños.
- Para máquinas de arriba hacia abajo, inspeccione el sistema de limpieza para cualquier defecto.
- Revise la etapa de construcción y ajuste la placa de construcción usando una lámina de calibre 100 μm para compensar correctamente la placa de estructura para el IVA.
- Pre-encender la fuente de luz de la máquina herramienta si es posible para alcanzar la temperatura de estado estacionario antes de progresar. Esta temperatura debe ser de 65 ° C en el motor de la luz y a 30 ° C dentro de la Cuba.
- Importa la geometría a lo software de preparación de trabajo. Seguir las directrices de la máquina fabricante19.
- Asignar los parámetros de la máquina adecuada para que coincida con el fotopolímero solicitada (luz intensidad y capa de grueso para la máquina utilizada).
- Ejecutar la construcción en la máxima resolución vertical de la máquina (25 μm en esta investigación).
- Limpiar los insertos impresos.
- Enjuague en isopropanol expuesto al baño de ultrasonidos durante 3 minutos enjuague completamente tres veces y asegurarse de que ningún residuo de fotopolímero queda en la superficie de los insertos impresos.
- Deje que el solvente se evapore completamente a temperatura ambiente y los insertos en un desecador que seque durante la noche a temperatura ambiente.
- Post la cura los insertos secados mediante UV luz parpadea dos veces, cada vez en el año 2000 parpadea con una frecuencia de 10 flashes por segundo (véase Tabla de materiales).
2. moldeo a presión (IM)
- Instale el módulo de micro inyección en una máquina de moldeo convencional (véase Tabla de materiales).
Nota: En nuestro caso, el módulo de inyección tenía un tornillo montado en un ángulo de 45°, el diámetro del tornillo era 8 mm, y la fuerza de sujeción era 100 kN. - Instale los insertos en las placas del molde.

Figura 1: máquina de inyección con moldes de. (a) la parte de inyección está montada con las placas. El inserto está resaltado en un círculo rojo. (b) la parte móvil está montada con las placas con pin de eyección. El inserto está resaltado en un círculo rojo. Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}
- Para tener en cuenta las variaciones durante el proceso de impresión, manualmente hacer modificaciones leves a las inserciones necesarias para montar el molde.
- Atornille las placas de molde en la máquina.
- Gránulos en la tolva de carga PE.
- Establezca el parámetro de la máquina Tmolde a 60 ° C, Tbarril a 175 ° C y Vinyección en 65 mm/s. permite suficiente tiempo de enfriamiento de la pieza a ser demolded.
- Calentar el tornillo de 31 C °, 155 ° C, 165 ° C, 170 ° C y 175 ° C del 1 º al 5 º período de sesiones. Cuando la temperatura de fusión es de 175 ° C, inicie moldeo exacta. Una vez que la cavidad se llena, mantener la presión del embalaje de 300 bar durante 5 segundos compensar la contracción de PE.
- Abre el molde y deje que el pin de eyección empujar la parte PE fuera de la parte móvil del inserto. Si la parte PE está sujeta en el inserto, sacar la pieza a mano.
- Parar la máquina a 100 ciclos de moldeo por inyección (un ciclo se define a partir cuando el molde está cerrado hasta que la pieza se expulsa).
3. evaluación de la calidad
- Medir el diámetro y la profundidad de los agujeros en las inserciones antes de moldeo por inyección de un láser de barrido microscopio digital20 . Medir en ambos insertos; en cada inserción, medir cuatro agujeros en dos áreas con diferente distancia a la puerta "cerca de la puerta" y "lejos de la puerta".

Figura 2: mide áreas resaltadas en la imagen de CAD de los insertos de. (a) la inserción móvil lado corresponden a las espaldas de la réplica; (b) la parte de inyección corresponde a los lados superiores de la réplica. La puerta de inyección se localiza en el centro. Se comparan dos áreas con distancia de diferencia a la puerta, "lejos de la puerta" y "cerca de la puerta" en la investigación. (Esta cifra ha sido modificada de Zhang et al. 201722) Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}
- Medida de diámetro y la altura de los pilares en los dientes seguidos de moldeo por inyección.
Nota: Agrupar las piezas de PE obtenidas en lotes de 10 piezas; es decir, 1-10 es el lote 1, 11-20 es el lote 2; hasta la última pieza. Usar una muestra aleatoria de cada lote y hacer las mediciones en la parte superior y lados traseros; a cada lado, mide cuatro pilares en dos áreas con diferente distancia a la puerta ("cerca de la puerta" y "lejos de la puerta"). - Analizar los datos con la ayuda de software21 de procesamiento para obtener las dimensiones de imagen.
Resultados
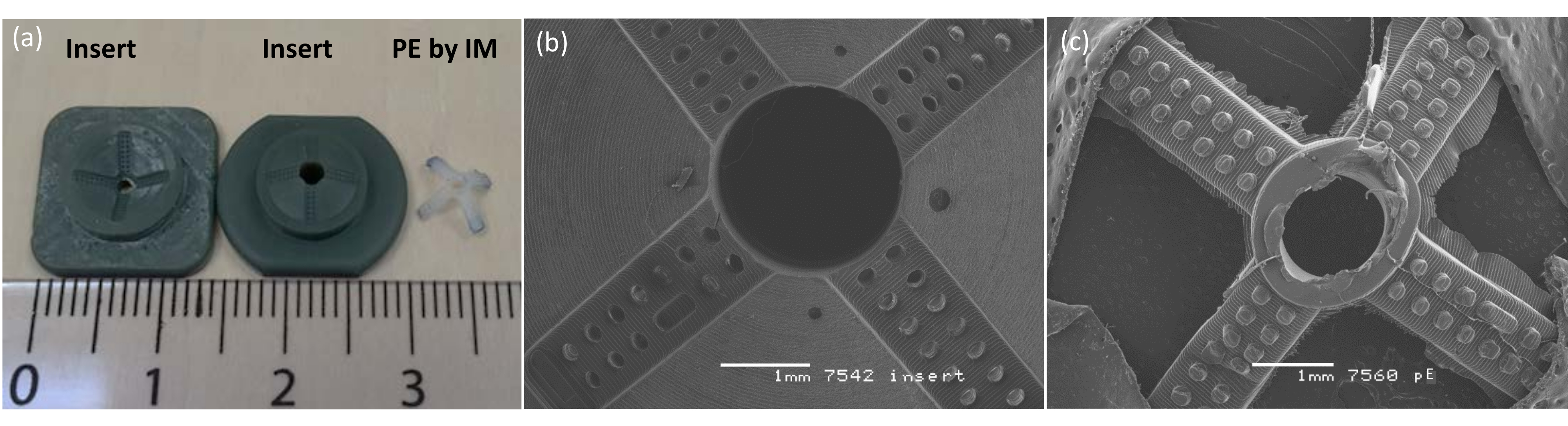
La figura 3 muestra los insertos fabricados por AM y las piezas de PE producidas por moldeo por inyección. Dos filas de agujeros circulares fueron verticales a la superficie de los dientes (figura 3 (b)). La dimensión nominal de los agujeros en los insertos es Ø200 μm y 200 μm de profundidad, con una distancia de centro a centro 400 μm. Las estructuras de capa debido al proceso de AM son claramente visibles. En la parte inferior izquierda de la línea hay una visible marca plegable, que involuntariamente se llevó a cabo durante la preparación para SEM.
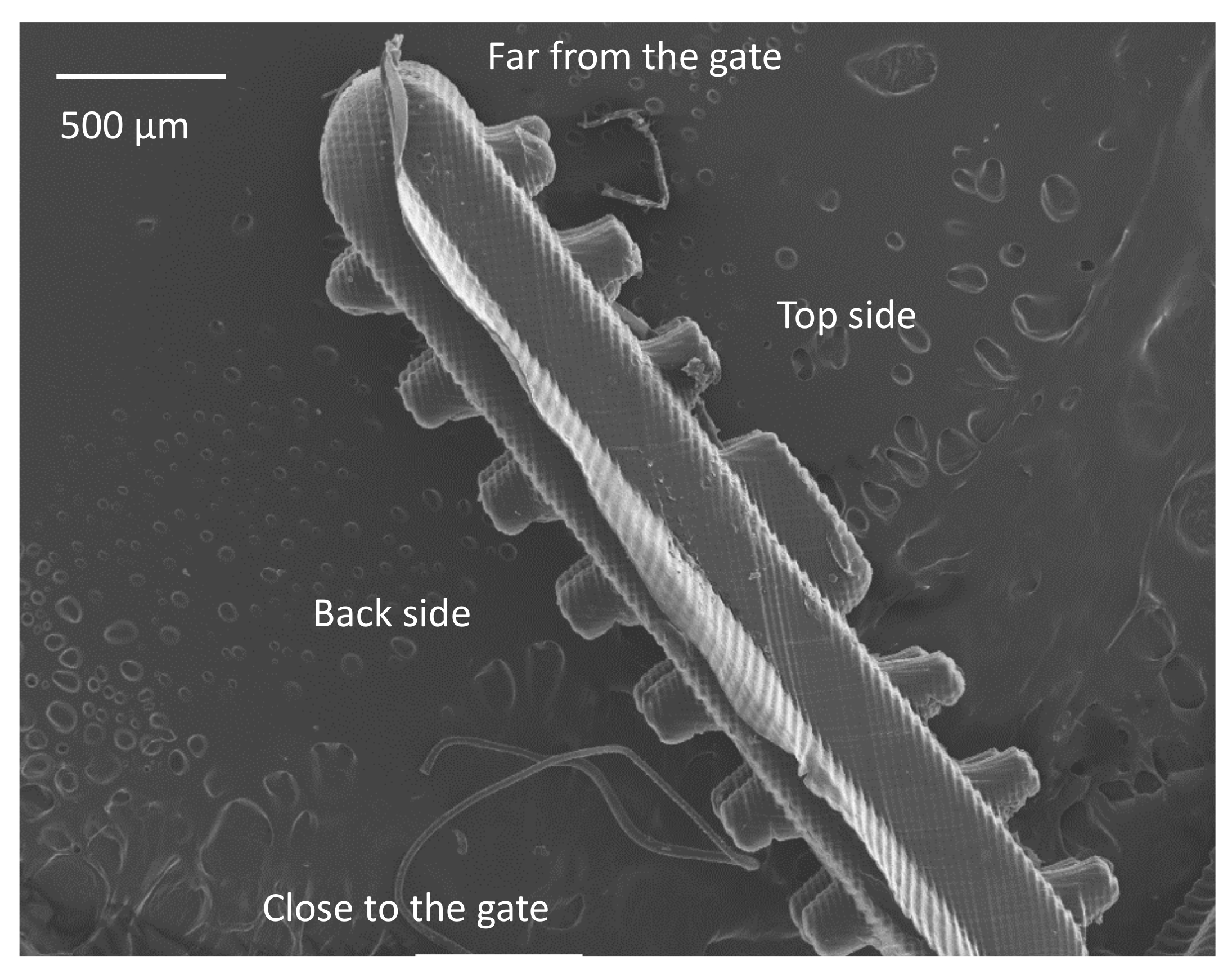
El proceso demolding se ilustra en la figura 4. Pilares no son paralelos a la dirección de demolding. No Pilar rompiendo se observó en todas las muestras estudiadas (figura 5). En este sentido, el demolding tuvo éxito. Ya es visible que los pilares en la posición del extremo de la puerta son notablemente más bajos que en la parte superior debido a la caída de presión. En relación con el diámetro, la diferencia de posiciones no son tan prominentes en cuanto a la altura.
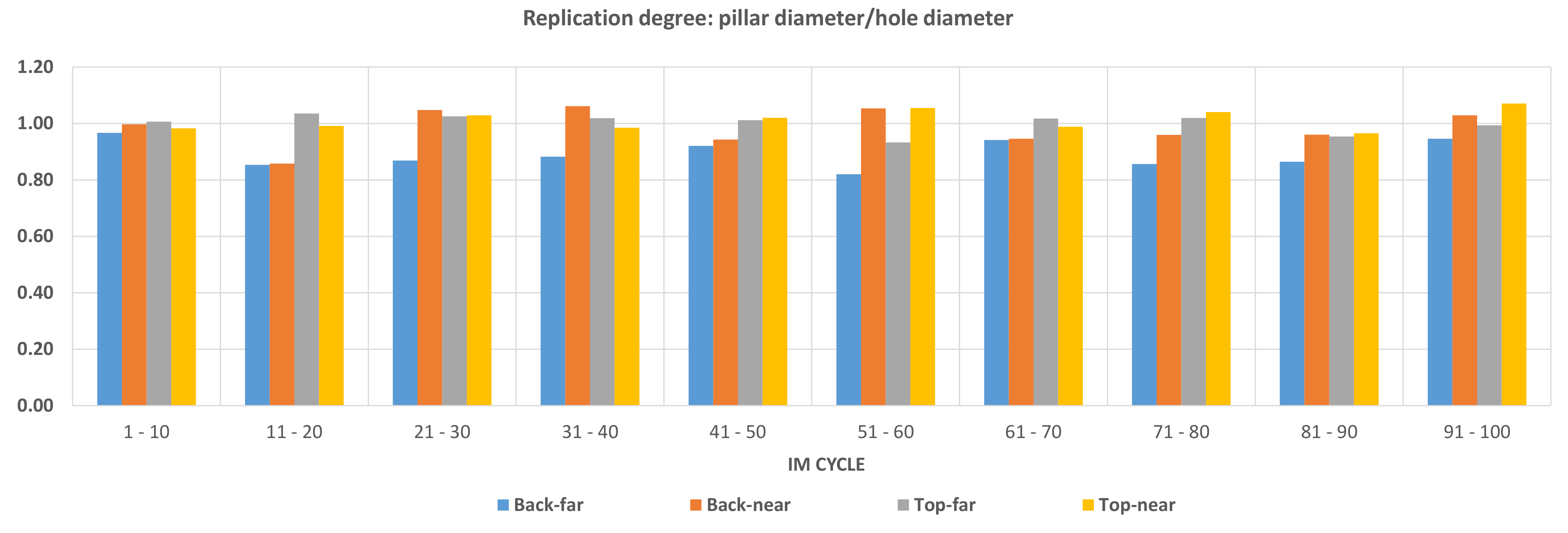
Figura 6 y figura 7 ilustran cómo la replicación se propaga a lo largo de los 100 ciclos de moldeo por inyección. El grado de replicación se define por la relación entre la dimensión de los pilares y la dimensión de los insertos. A lo largo de los 100 ciclos estable fue alcanzado en cada posición en cuanto a replicación vertical y lateral. La dimensión de los orificios de los insertos se modificaron después de moldeo por inyección, lo que confirma esta conclusión. La altura de los pilares colocados lejos de la puerta fueron menores a los coloca cerca de la puerta, porque el flujo del polímero aumenta su viscosidad cuando aumenta la longitud de flujo.
Los parámetros de moldeo por inyección son variados dentro del rango permitido por la hoja de datos material. En la ventana de proceso explorado, la mayoría de los funcionamientos alcanzadas más de 80 ciclos, confirmando que inserta la vida de la herramienta de la AM no fue afectada en la ventana de proceso explorado. Sin embargo, agrietamiento ocurrió a los insertos para el lado de inyección en algunas pruebas cuando la presión de inyección era alta. Esto es debido a la parte central de la inserción es mucho más fino.

Figura 3: inserciones y réplicas de. (a) inserciones producidas por el proceso de fabricación aditiva forman la cavidad del molde; se muestra una réplica de polietileno (PE) producido por moldeo por inyección. Marcas en la regla de referencia son milímetros; los números marcan centímetros. (b) microscopio de electrónico de barrido (SEM) muestra la superficie de la estufa; (c) imagen de SEM muestra la superficie de las piezas de PE por moldeo por inyección. ((a) y (b) se han modificado de Zhang et al. 201722) por favor haga clic aquí para ver una versión más grande de esta figura.
{kind=link}

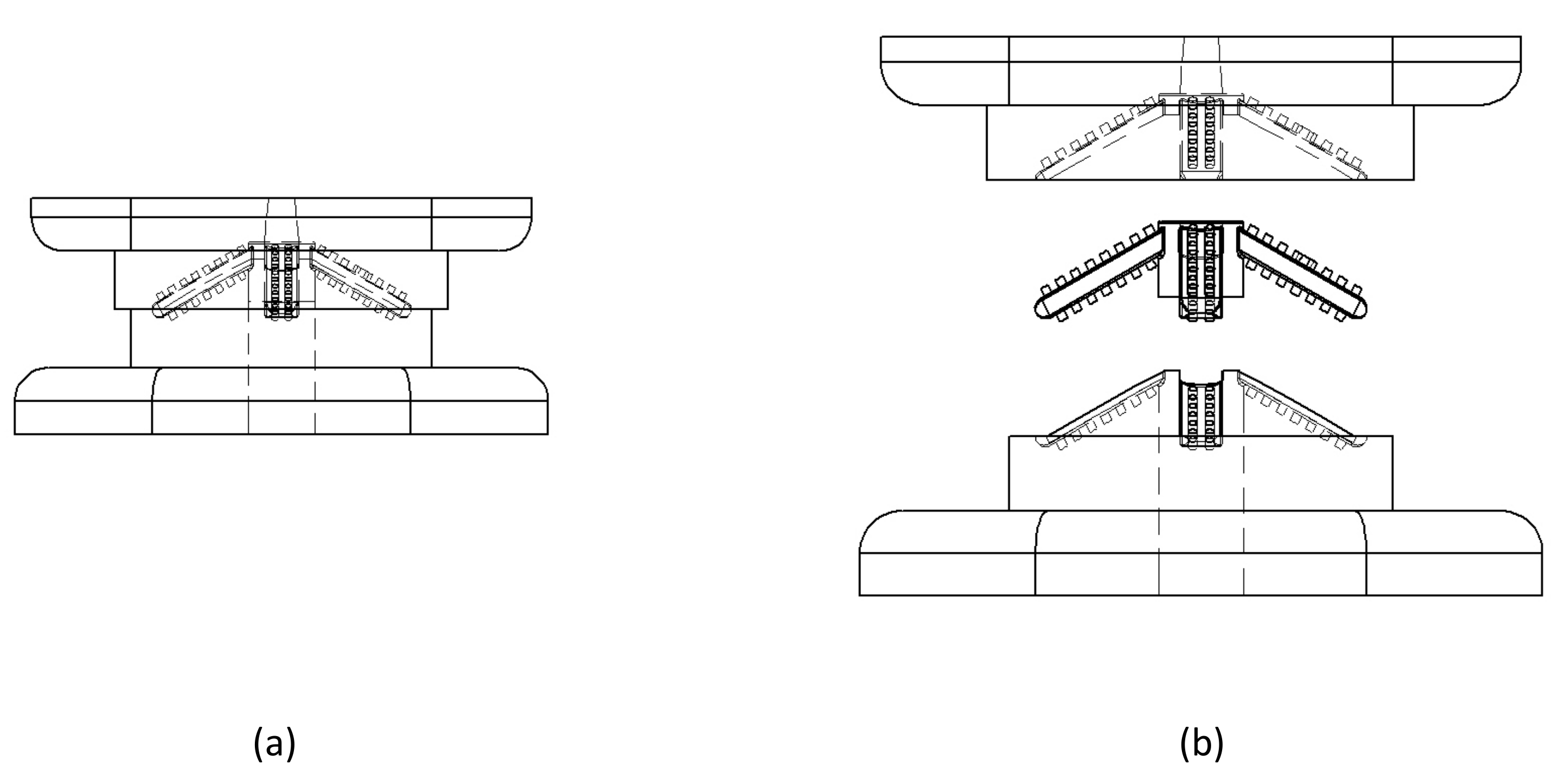
Figura 4: éxito demolding. El desmoldeo era acertado a pesar de pilares no son paralelos a la dirección de demolding. (a) cierran de moldes de y (b) moldes abren para desmoldear. (Esta cifra ha sido modificada de Zhang et al. 201722) Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}

Figura 5: imagen de SEM de la vista lateral de un diente al azar. El investigado cuatro posiciones están marcadas en la imagen. (Esta cifra ha sido modificada de Zhang et al. 201722) Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}

Figura 6: grado de replicación de altura del pilar. El grado de replicación de la altura de Pilar se define por la altura de la columna/profundidad del agujero. El valor medio del grado de replicación en las cuatro posiciones se muestra en cada lote. Una muestra seleccionada al azar se midió en cada lote. Las cuatro posiciones son "Back-lejos" para la posición lejos de la puerta en la parte posterior, "Detrás-junto a" la posición cerca de la puerta en la parte posterior, "Top-lejos" para la posición lejos de la puerta en la parte superior, y "Más cerca" para la posición cerca de la puerta en la parte superior. (Esta cifra ha sido modificada de Zhang et al. 2017 22) Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}

Figura 7: grado de replicación de diámetro de Pilar. El grado de replicación del diámetro de columnas se define por el diámetro del Pilar/diámetro del orificio. El valor medio del grado de replicación en las cuatro posiciones se muestra en cada lote. Una muestra seleccionada al azar se midió en cada lote. Las cuatro posiciones son "Back-lejos" para la posición lejos de la puerta en la parte posterior, "Detrás-junto a" la posición cerca de la puerta en la parte posterior, "Top-lejos" para la posición lejos de la puerta en la parte superior, y "Más cerca" para posición cerca de la puerta en la parte superior. (Esta figura se ha modificado de Zhang et al. 2017 22). Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}
Discusión
Este método es adecuado para la fabricación de insertos para piezas de polímero con formas complejas. Sustituye a la cavidad de molde de acero de herramienta en la máquina moldeo por inyección con un sistema de partes movibles de la herramienta suave hecha de polímeros. el tiempo de mecanizado y el coste es reducido comparado con el mecanizado convencional de metal; por lo tanto, se acorta el ciclo de producción. Esta cadena de proceso es conveniente para productos en escala intermedia (de 1000-10.000 ciclos por inyección moldeado o similar), pero la alta variación en el diseño. Por otra parte, para insertos impresos 3D, placas de molde especial no son necesarias. Placas de moldeo por inyección comercial estándar fueron adquiridas y trabajados a máquina para caber los partes movibles.
En la tecnología actual estado, herramientas suave no por un mecanismo distinto17. El mecanismo de fallo ha sido identificado para ser ligado a la temperatura de deflexión de la inserción de herramientas de suave y la descomposición se ha identificado para ser debido a la emisión de gases. Por lo tanto, el paso más crítico es elegir la resina adecuada para los insertos de fabricación aditiva. Las propiedades térmicas y mecánicas determina la vida de los rellenos, es decir, cuántos ciclos puede soportar durante el moldeo por inyección. También determina la gama de polímero moldeado; la temperatura del molde del moldeado polímero no debe ser superior a la temperatura de la desviación del material de relleno.
El segundo paso crítico en el protocolo es el diseño del inserto. Deben seguirse las normas generales de diseño de moldes y piezas mecánicamente débiles deben ser evitadas en un inserto de polímero impreso 3D; de lo contrario, la vida de la herramienta se verán afectada debido a fallas como grietas.
La calidad superficial de las piezas moldeadas por inyección obtenidas es limitada por el proceso de fabricación aditiva aplicada. Post procesamiento tales como Aguafuerte química es una posible solución para mejorar la calidad de la superficie. Precisión de las características de la superficie es otra cuestión debido al proceso de fabricación aditiva.
Este método creará la posibilidad de crear características micro en superficie de forma libre real en un nuevas demandas industriales de la reunión de la plataforma de producción. Por lo tanto, este método tiene el potencial de ser aplicado e investigado para aplicaciones en relación con la próxima generación sanitarios que requieren funciones de micro en formas complejas, por ejemplo en relación con los dispositivos médicos o implantación de dispositivos14 . Este método facilitará la creación de valor a través de gastos significativamente reducidos para las producciones de serie de volumen pequeño a mediano y afectar positivamente el plazo para la producción de la brecha entre la producción real de la masa y los dispositivos individuales de 1-10. Se abre de nuevos productos de alto valor y soluciones de diseño.
Divulgaciones
Los autores no tienen nada que revelar.
Agradecimientos
Este papel divulga la labor realizada en el marco del proyecto "avanzada superficie tratamiento para dispositivos médicos implantables" financiado por el fondo de innovación de Dinamarca. El autor agradece el apoyo de formación innovador europeo red MICROMAN "Proceso huella cero defectos MICROMANufacturing Net-forma" financiado por el programa horizonte 2020 marco de investigación e innovación de la Unión Europea Unión.
Materiales
| Name | Company | Catalog Number | Comments |
| Photopolymer resin | EnvisionTec | HTM140 V2 | |
| Resin mixing device | IKA | Vortex Genius 3 | |
| 3d printer | Envisiontec | Perfactory 3 | |
| UV light flash unit | EnvisionTec | Otoflash unit | |
| Polyethylene | lyondellbasell | PE Purell 1840 | |
| Injection moulding machine | Arburg | Allrounder 370A | |
| Image processing | SPIP | 6.2.8 |
Referencias
- Doan, N., et al. Low-Cost Photolithographic Fabrication of Nanowires and Microfilters for Advanced Bioassay Devices. Sensors. 15 (3), 6091-6104 (2015).
- Lucchetta, G., et al. Effect of injection molded micro-structured polystyrene surfaces on proliferation of MC3T3-E1 cells. Express Polymer Letters. 9 (4), 354-361 (2015).
- Hu, H., Tian, H., Shao, J., Ding, Y., Jiang, C., Liu, H. Fabrication of bifocal microlens arrays based on controlled electrohydrodynamic reflowing of pre-patterned polymer. Journal of Micromechanics and Microengineering. 24 (9), 095027 (2014).
- Kolind, K., Dolatshahi-Pirouz, A., Lovmand, J., Pedersen, F. S., Foss, M., Besenbacher, F. A combinatorial screening of human fibroblast responses on micro-structured surfaces. Biomaterials. 31 (35), (2010).
- Wilkinson, C. D., Riehle, M., Wood, M., Gallagher, J., Curtis, A. S. G. The use of materials patterned on a nano- and micro-metric scale in cellular engineering. Materials Science and Engineering C. 19 (1-2), 263-269 (2002).
- Hansen, H. N., Hocken, R. J., Tosello, G. Replication of micro and nano surface geometries. CIRP Annals. 60 (2), 695-714 (2011).
- Metwally, K., Barriere, T., Khan-Malek, C. Replication of micrometric and sub-micrometric structured surfaces using micro-injection and micro-injection compression moulding. International Journal of Advanced Manufacturing Technology. 83 (5-8), 779-789 (2016).
- Nian, S. -. C. Novel embossing system for replicating micro-structures on curved surfaces. International Polymer Processing. 29 (3), 364-370 (2014).
- Bissacco, G., et al. Application of functional nano-patterning to polymer medical micro implants. Proceedings of the 4m/icomm2015 Conference. , (2015).
- Diaz Lantada, A., Piotter, V., Plewa, K., Barie, N., Guttmann, M., Wissmann, M. Toward mass production of microtextured microdevices: Linking rapid prototyping with microinjection molding. International Journal of Advanced Manufacturing Technology. 76 (5-8), 1011-1020 (2015).
- Volpato, N., Solis, D. M., Costa, C. A. An analysis of Digital ABS as a rapid tooling material for polymer injection moulding. International Journal of Materials and Product Technology. 52 (1-2), 3-16 (2016).
- Mischkot, M., Hansen, H. N., Pedersen, D. B. Additive manufacturing for the production of inserts for micro injection moulding. Proceedings of Euspen's 15th International Conference & Exhibition. , (2015).
- Zhang, Y., Hansen, H. N., Sørensen, S. Injection molding of micro pillars on vertical side walls using polyether-ether-ketone (PEEK). Proceeding of 11th International Conference on Micro Manufacturing. , (2016).
- Zhang, Y., Mischkot, M., Hansen, H. N., Hansen, P. Replication of microstructures on three-dimensional geometries by injection moulding of liquid silicone rubber. Proceedings of the 15th International Conference on Metrology and Properties of Engineering Surfaces, ASPE, March 2015. , (2015).
- . . Envisiontec Perfactory MML with ERM. Technical Specifications Document no. MK-MCS-P3MiniMulti-V01-FN-EN. , (2018).
- Hofstätter, T., Mischkot, M., Pedersen, D. B., Tosello, G., Hansen, H. N. Evolution of surface texture and cracks during injection molding of fiber-reinforced, additively-manufactured, injection molding inserts. Proceedings of ASPE Summer Topical Meeting 2016: Dimensional Accuracy and Surface Finish in Additive Manufacturing. , (2016).
- . Perfactory® Material Available from: https://envisiontec.com/wp-content/uploads/2016/09/MK-MTS-HTM140IndustrialIV-V01-FN-EN.pdf (2017)
- . Software Manual, 2010 Available from: https://digfablab.wikispaces.com/file/view/Getting+started.pdf (2010)
- . . Olympus LEXT OLS4100 laser scanning digital microscope Manual. , (2018).
- . SPIP™ - Analytical Software for Microscopy Available from: https://www.imagemet.com/products/spip/ (2017)
- Zhang, Y., Pedersen, D. B., Gøtje, A. S., Mischkot, M., Tosello, G. A soft tooling process chain employing additive manufacturing for injection molding of a 3d component with micro pillars. Journal of Manufacturing Processes. 27, 138-144 (2017).
Reimpresiones y Permisos
Solicitar permiso para reutilizar el texto o las figuras de este JoVE artículos
Solicitar permisoThis article has been published
Video Coming Soon
ACERCA DE JoVE
Copyright © 2025 MyJoVE Corporation. Todos los derechos reservados