
Method Article
マイクロ 3 D コンポーネントの射出成形用ソフト ツーリング プロセス チェーンの柱します。
要約
射出成形マイクロ機能添加剤製造 (午前) を用いた表面形状用インサートを製造するためのプロトコルが表示されます。
要約
本稿の目的マイクロ表面機能を持つ射出成形インサートの製作のため添加物製造 (午前) を用いたソフト ツーリング プロセス チェーンの方法を提示することです。ソフト ツーリング挿入は、デジタル ライト処理 (付加価値税光重合) を比較的高い様子を耐えることができる感光性樹脂を使用して製造されています。ここで製造された一部には 60 ° の角度で 4 つの歯。マイクロ柱 (Ø200 μ m、アスペクト比 1) は、2 つの行で表面に配置されます。ソフト工具インサート付きポリエチレン (PE) 成形を使用して、最終的な部分を作製します。このメソッドは、添加剤製造の挿入によって複雑な形状の微細構造を持つ射出成形部品を入手することは不可能だを示します。加工時間とコストは、コンピューター数値制御 (CNC) 加工に基づく従来のツール プロセスと比較して大幅に削減されます。マイクロ フィーチャーの寸法適用された添加剤の製造プロセスによって影響を受けています。このプロセスはよりパイロット生産に適して挿入の有効期間を決定します。チップ生産の精度は、同様の添加剤の製造プロセスによって制限されます。
概要
提案手法は、ソフト-ツールのプロセス、すなわち、ポリマー添加剤の製造を使用して高分子射出成形用インサートを生成するマイクロ機能を持つ複雑な表面の製造を目指しています。つまり、機能的な表面を持つポリマー部品、射出成形高分子挿入によってです。
マイクロ機能により表面の機能が実現できます。例えば、ドアンら1 Luchettaら2は、細胞生物学や胡らのフィールドで機能面を示す3 光学素子等の例を示しています。サーフェス フィーチャーで、マイクロの柱の 1 つのタイプは細胞増殖を促進するために集中的にしました。彼らが特定の方法4,5でパターン化されているマイクロの柱と、増殖組織と表面間の結合を強化することができます。
高分子マイクロ機能のレプリケーションは、集中的に研究されていると多くのプロセス6により精密な成形が可能します。例えば、Metwallyらは、平面7成形品とマイクロとサブ ・ ミクロンの機能を複製するための鋳型の間、高忠実度を報告しています。
製造マイクロ柱または機能のための多くのプロトコルがあります。しかし、それらのほとんどは平面または定曲率曲面にのみ適用できます。例えば、インディアンら8は、曲面にホットエンボスによってマイクロ機能を達成できることを示した。これらのプロトコルは、ほとんどの実際のデバイスに必要な 3次元サーフェスで複雑な形状に適しておりません。どうやら、3 つの作製二次元キャビティ表面のマイクロの特徴と課題を現在のプロトコル;一方、彼らが垂直でない場合、複雑な表面の高アスペクト比の大きな柱の部分の取り出しができない離型方向に。Bissaccoら9 3 D 金型インサートを使用し、微細機能を用いて射出成形;彼らの研究で低アスペクト比微細特徴は、陽極酸化処理によって生成され複雑なコンポーネントのポリマーに正常にレプリケートされました。
研究者は、設計の表面のテクスチャを達成するためにポリマー レプリケーションのプロセス チェーンの添加剤の製造を含むしようとしています。Lantadaらは、午前のプロトタイプから開始して、金型インサート成形10を取得するためのコーティング技術を採用プロセス チェーンをについて説明します。AM によって生成される高分子部品は、金型挿入11,12、このプロトコルでソフトのツール プロセスである直接該当する証明されています。
我々 の以前の仕事で私たちは、ø 4 μ m ピーク柱 (2 μ m 高) が13注入による垂直壁の正常に demolded を実証しました。このプロトコルでは, 製品は 4 つの歯を持つリング、各 60 ° の角度を持っていることが特徴します。この製品は、張らによって研究されています。14日、マイクロ機能を実装することによって導入されたプレハブ ニッケル プレートとアスペクト比が 0.5 マイクロの柱 (ø 4 μ m) は、歯部にシリコーン ゴム射出成形によって得られました。
提案手法は, マイクロ機能はソフト ツーリング プロセス チェーンで作成した複雑なサーフェスで得られます。鋼の金型キャビティは、付加価値税写真重合による AM によって行われた挿入のセットに置き換えられます。金属午前と比べると、感光性樹脂ベース アム技術、高精度15を達成することです。また、加工の時間とコストの削減は、CNC 加工に基づく従来のツール プロセスと比較して大幅。最近事例16によると、熱成形のソフト ツールを使用して、コストは 91% 減、消費時間は 93% 削減します。このプロトコルは、高い設計柔軟性と中間生産量を必要とする製品に適しています。それは、炭素繊維強化フォトポリマー製インサートが 2500 成形顕著な金型劣化17前にポリエチレンのサイクルまで耐えることを証明されています。射出成形材料の選択は、挿入のため選択した感光性樹脂の熱的性質によって制限されます。高融点のポリマーは、感光性樹脂のキャビティに適用されないことが。本研究では、ポリエチレン (PE) 成形テストを実施する選ばれました。
プロトコル
1. 製造 (午前) 添加による作製
- コンピューター支援設計ソフトウェアによって必要な虫歯を設計 (この作品で使用されるファイルの補足資料を参照してください)。
注: は、硬化時の挿入の歪みを避けるためにサポートなし建物段階に直接挿入を製造します。公差は 0.05 mm です。 - 特に射出成形時に圧力と熱に耐えることができます 1 つの光重合樹脂を選択します。
注: (材料の表を参照) を選びました樹脂は、伸び率 3.5% の 115 MPa の曲げ強度、3350 mpa、曲げ弾性率, 熱たわみ温度が 140 ° C1856 MPa の引張強度を持っています。 - ぬれた実験室瓶ローラー、フラスコ シェーカーに材料の小さなかんを実行することによって最低 30 分の感光性樹脂配合ブレンド (メタクリル酸メチル独自とアクリルアミド TiO2写真イニシエーターをブレンド) を混和または同じような混合装置。
- 写真重合機 (16 μ m のボクセル サイズ) を準備します。
- ボトムアップ ・ AM マシン用付加価値コーティングが破損して徹底的に掃除するを確認します。
- トップダウン型マシンの任意の欠陥のワイピング システムを検査します。
- ビルド段階を検査し、正しくビルド プレートに付加価値税を相殺するために 100 μ m ゲージ箔を使用してビルド プレートを調整します。
- 進む前に定常状態温度に達するまで工作可能な場合の光源を発火済み。この温度は 65 ° C ライト エンジンの付加価値税内部 30 ° C をする必要があります。
- 仕事の準備ソフトウェアにジオメトリをインポートします。マシン メーカー19からガイドラインに従ってください。
- 選択した感光性樹脂 (光強度と層厚利用マシン) に合わせて適切なマシンのパラメーターを割り当てます。
- 最高の垂直マシンの解像度 (本研究では 25 μ m) でビルドを実行します。
- きれいに印刷された挿入。
- すすぎ 3 分用超音波洗浄槽にさらされているイソプロパノールですすぎ 3 回徹底的と印刷された挿入物の表面に感光性樹脂残渣が残っていないか確認します。
- 溶剤が完全に室温で蒸発し、室温で一晩乾燥してデシケータで挿入を設定を許可します。
- ポストを治す紫外線を使用して乾燥チップ毎秒 10 回の点滅の頻度と 2000年でするたびに点滅するライトが 2 回点滅 (材料の表を参照してください)。
2. 成形 (IM)
- 従来の射出成形機にマイクロ粉末射出モジュールをインストール (材料の表を参照してください)。
注: 当社の場合、注入モジュールはあった 45 ° の角度で取り付けネジ、ネジ径が 8 mm、クランプ力は 100 kN。 - モールド プレートに挿入をマウントします。

図 1: 射出成形機金型と。(a) インジェクション側は、プレートと組み立てられます。挿入は、赤い円で強調表示されます。(b) の可動側を取り出しピンとプレートと組み立てます。挿入は、赤い円で強調表示されます。この図の拡大版を表示するのにはここをクリックしてください。
{kind=link}
- 印刷処理中にバリエーションのため、手動で行う挿入にわずかな変更を金型に適合するために必要。
- マシンにモールド プレートをネジします。
- ホッパーに PE 顆粒をロードします。
- S. を許可する demolded パーツの十分な冷却時間/60 ° c、175 ° c、Tバレルと 65 mm で Vインジェクションマシンのパラメーター T の型を設定します。
- 31 ° C、155 ° C、165 ° C、170 ° C、5 セッションに 1 日から 175 ° C でネジを加熱します。溶融温度は 175 ° C、高精度射出成形を開始します。空洞を充填すると、一度 PE 収縮を補うために 5 秒の 300 バーの充填圧力を維持します。
- 金型を開き、挿入部可動側の PE をプッシュする取り出しピンを許可します。PE の部分は、挿入時にクランプは場合を取り出す部分手で。
- 射出成形 (サイクル定義から部分がイジェクトされるまでに金型を閉じたとき) に 100 サイクル マシンを停止します。
3. 品質評価
- デジタル顕微鏡20をスキャン レーザーの直径と射出成形の前にインサートの穴の深さを測定します。両方の挿入で測定します。各挿入時の「入り口」と"ゲート"から遠いゲートに距離が異なる 2 つのエリアに 4 つの穴を測定します。

図 2: 挿入物の CAD イメージ上でハイライト表示領域を測定します。(a) 可動側を挿入、レプリカの尻に対応します。(b) 注入側は、レプリカのトップの側面に対応します。注入口は、中央に配置します。2 地域差距離からの「ゲート」と「門」近くゲート研究で比較されます。(この図は、張ら201722から変更されている)この図の拡大版を表示するのにはここをクリックしてください。
{kind=link}
- 測定径と射出成形から得られる追跡の歯部の柱の高さ。
注: グループ得られた PE パーツ 10 個; バッチに1 番目のバッチはすなわち1-10、11-20、2 番目のバッチまで最後の作品。バッチごとに 1 つのランダムなサンプルを使用し、上部と背面の側面の測定を行うそれぞれの側にゲート (「入り口」と"ゲート"から遠い) に距離が異なる 2 つのエリアに 4 つの柱を測定します。 - 画像サイズを取得するためにソフトウェア21を処理の支援を受けてデータを分析します。
結果
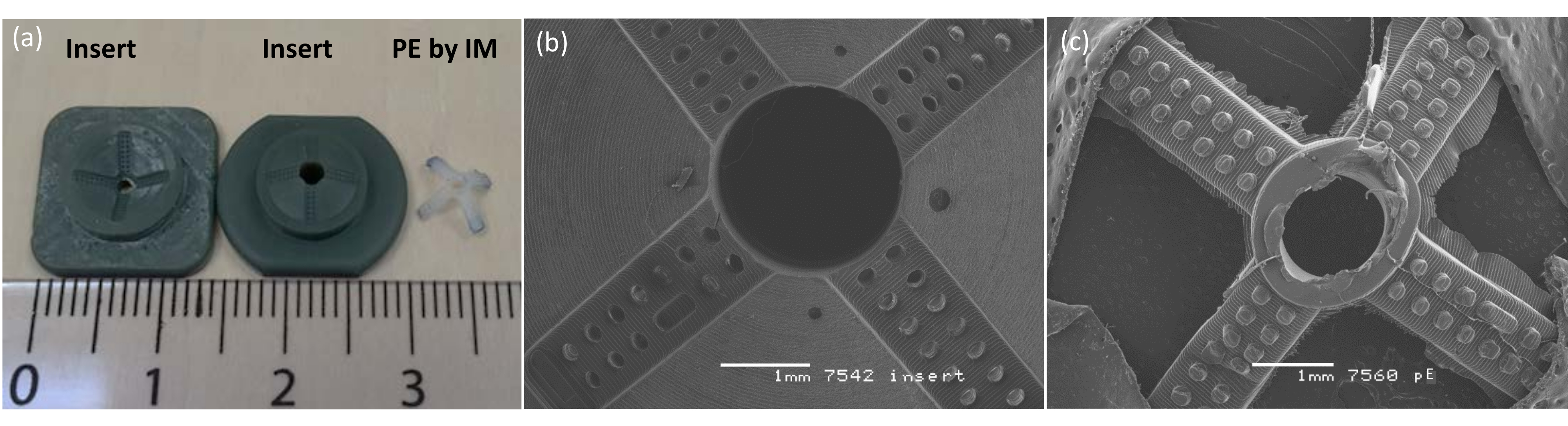
図 3は、午前で作製した挿入および射出成形による生産エッチング パーツを示しています。円形の穴の 2 つの行は (図 3 (b)) の歯の面に垂直.インサートの穴の呼び寸法は Ø200 μ m とセンターの距離 400 μ m の深さで、200 μ m。午前プロセスによる層構造が明確に表示されます。一番下の行の左は、SEM のための準備中に誤って起こった目に見える折りたたみマークです。
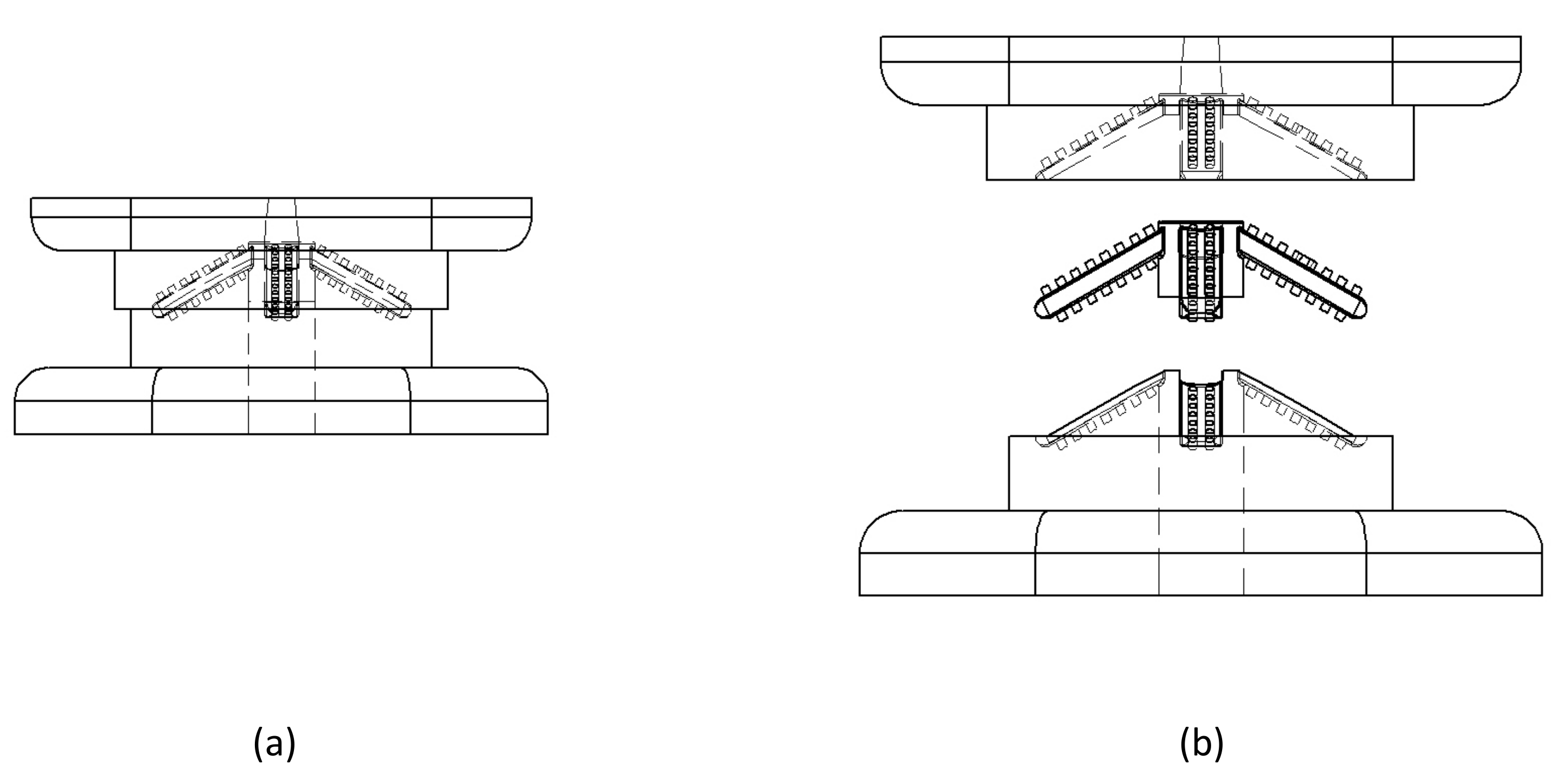
離型プロセスを図 4に示します。柱は離型方向に対して平行ではありません。すべての調査サンプル (図 5) で柱の破壊は認められなかった。この意味で、取出しに成功しました。ゲートから遠くの位置に柱が特に圧力降下によるトップ側よりも低く表示されて。直径に関する位置から違いは高さのため目立つようではありません。
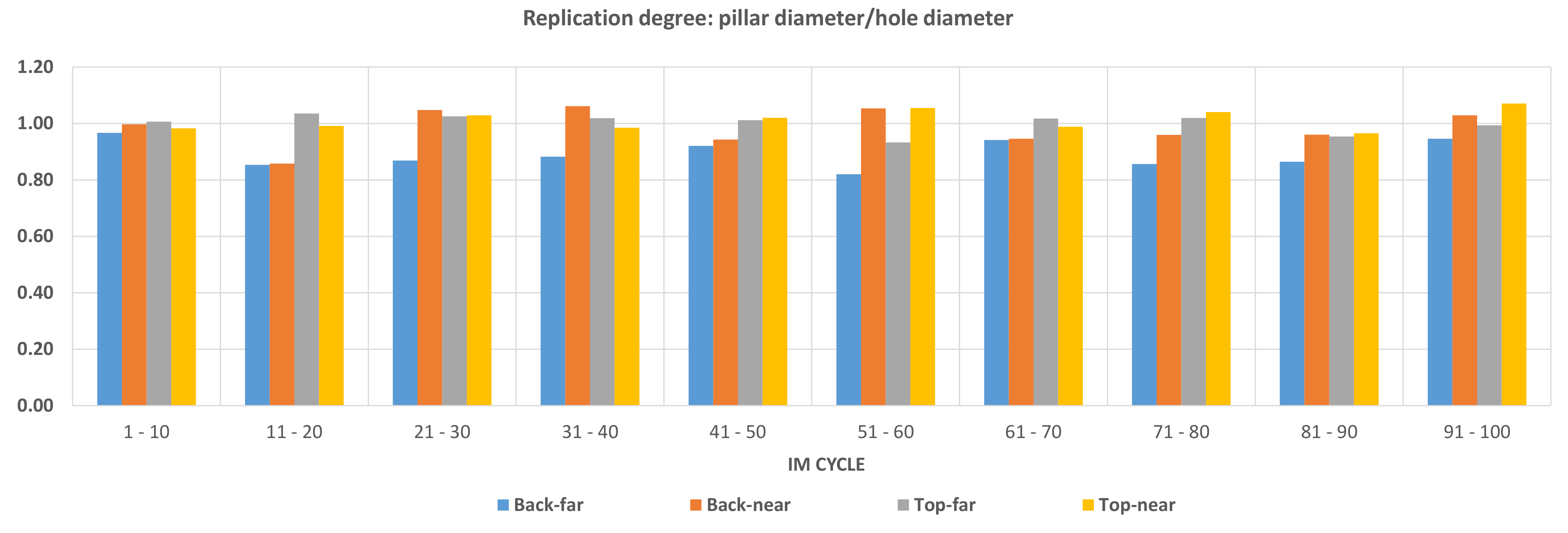
図 6と図 7は、射出成形の 100 サイクルに沿って複製を反映する方法を示しています。レプリケーションの度合は、柱の寸法とインサートの寸法比によって定義されます。100 サイクルに沿って垂直方向と横方向の両方のレプリケーションに関する各位置で安定化を実現されました。この結論を確認する射出成形後インサートの穴の寸法が変更されなかった。ゲートから遠い位置の柱の高さは、ポリマー流が流れの長さを増加するとき、その粘度を増加するために、ゲートの近くに配置よりも低かった。
射出成形条件は、材料のデータシートによって許可されている範囲内で変化しました。探索プロセス ウィンドウで、80 以上のサイクルに到達実行のほとんど AM の工具寿命を挿入するを確認する受けませんでした探索プロセス ウィンドウで。ただし、いくつかのテストでインジェクション側の挿入に発生した割れ射出圧力が高いとき。これははるかに薄くされている挿入の中心部です。

図 3: 挿入およびレプリカ。(a) 添加剤の製造プロセスによって生成されたチップを形成する金型キャビティ;射出成形によって生成される 1 つのポリエチレン (PE) のレプリカが表示されます。参照ルーラー上のマーキングはミリです。数字はセンチをマークします。(b) 走査電子顕微鏡 (SEM)、挿入の表面を示しています(c) SEM 像は、射出成形によって作られたエッチング パーツの表面を示しています。((a) と (b) が張ら201722から変更された)この図の拡大版を表示するのにはここをクリックしてください。
{kind=link}

図 4: 成功取出し。でも、柱は離型方向に平行、取出しに成功しました。(a) 金型開閉 (b) 金型離型のため。(この図は、張ら201722から変更されている)この図の拡大版を表示するのにはここをクリックしてください。
{kind=link}

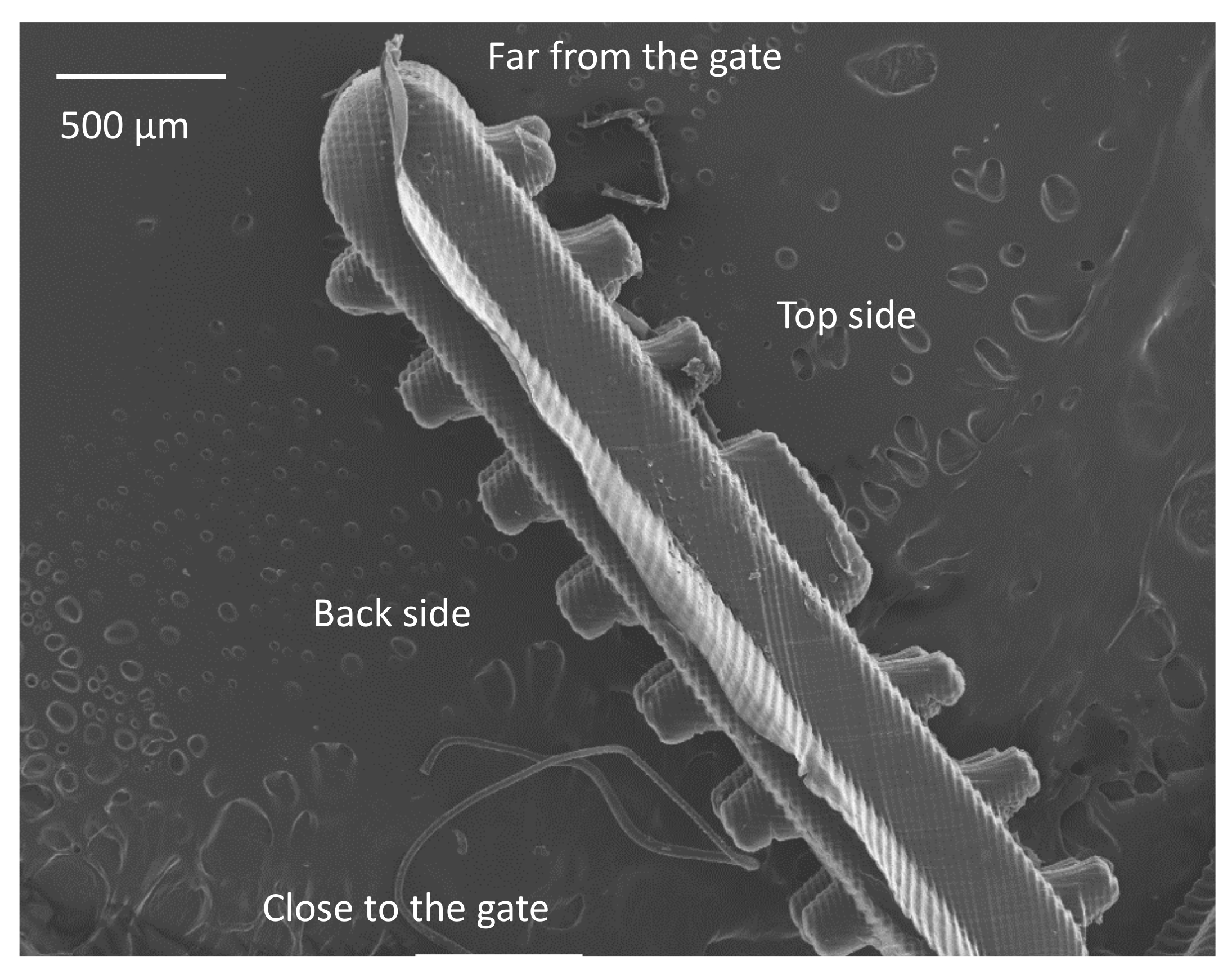
図 5: 1 つのランダムな刃物の側面図の SEM 像。調査の 4 つの位置の画像をラベルです。(この図は、張ら201722から変更されている)この図の拡大版を表示するのにはここをクリックしてください。
{kind=link}

図 6: 柱の高さレプリケーション程度。柱の高さのレプリケーション程度は穴の柱/深さの高さによって定義されます。4 つのポジションでレプリケーション度の平均値は、各バッチに表示されていた。バッチごとに 1 つのランダムに選択されたサンプルを測定しました。4 つのポジションはバック-「近く」後ろ側、"トップまで「トップサイド、ゲートから遠い位置ためゲート近く位置ための背面側のゲートから遠い位置のため「後ろ遠く」、トップ-"近く"位置の付近の上にあるゲート。(この図は、張ら2017 22から変更されている)この図の拡大版を表示するのにはここをクリックしてください。
{kind=link}

図 7: 柱の直径レプリケーション程度。柱径のレプリケーション程度は穴の柱/直径の直径によって定義されます。4 つのポジションでレプリケーション度の平均値は、各バッチに表示されていた。バッチごとに 1 つのランダムに選択されたサンプルを測定しました。4 つのポジションはバック-「近く」後ろ側、"トップまで「トップサイド、ゲートから遠い位置ためゲート近く位置ための背面側のゲートから遠い位置のため「後ろ遠く」、トップ側門付近の上部の"近く"の位置のため。(この図は、張ら2017 22から変更されています)。この図の拡大版を表示するのにはここをクリックしてください。
{kind=link}
ディスカッション
このメソッドは、複雑な形状のポリマー パーツの挿入の作製に適しています。ツール鋼金型射出成形機ポリマーから作られたソフト工具の挿入物のセットとに置き換えられます。加工時間とコストはに比べ従来の金属加工。したがって、生産のサイクルが短くなります。このプロセスは中間スケール (射出成形または類似によって 1000 10,000 サイクル) から生産されている製品が、デザインの高いバリエーションに適しています。さらに、3 D 印刷挿入、特別な金型プレートも必要ありません。標準的な商業射出成形板は購入され、挿入に合わせて加工します。
現在の技術でソフト ツーリング状態は異なる機構17によって失敗します。ソフト ツーリング挿入荷重たわみ温度をリンクする故障メカニズムが特定され、ガス放出に起因すると分解が発見されました。したがって、最も重要なステップは、添加剤の製造によって生成されたチップの右の樹脂を選択することです。熱的・機械的特性は、挿入物、すなわち、それは成形中に耐えることができますどのように多くのサイクルの生活を決定します。また成形ポリマー; の範囲を決定します成形樹脂の金型温度は、インサート材の荷重たわみ温度より高くしないでください。
プロトコルの 2 番目の重要なステップは、挿入のデザインです。金型設計の一般的な規則に従う必要があります、3 D プリント高分子挿入; 機械的に弱い部分を避けるべきそれ以外の場合、亀裂のような障害による工具寿命を受けます。
得られた射出成形品の表面品質は、適用された添加剤の製造プロセスによって制限されます。化学エッチングなどの後処理は、表面品質を改善するために可能な解決策です。表面機能の精度は、添加剤の製造プロセスのための別の問題です。
このメソッドは、新しい生産プラットフォーム会議産業需要実質無料フォーム表面にマイクロ機能を作成するための可能性が作成されます。そのため、このメソッドが適用され、マイクロ機能などと関連医療機器または移植デバイス14 の複雑な形状を必要とする次世代医療機器関連のアプリケーションのために調べた可能性を秘めてください。.このメソッドは中・小型ボリューム シリーズ制作のため大幅に削減費用を通した価値創造を促進し、1 10 個々 のデバイス、実際量産の間のギャップの生産のためのタイム スケールに積極的に影響を与えます。それは新しい高付加価値製品と設計ソリューションを開きます。
開示事項
著者が明らかに何もありません。
謝辞
プロジェクト「高度な表面処理植込み型の医療機器の「技術革新基金デンマークによって資金を供給コンテキストで行わ仕事を報告します。著者より感謝するヨーロッパの革新的な訓練ネットワーク ミクロマン研究とイノベーション、欧州のホライズン 2020年のフレームワーク ・ プログラムによって資金を供給「欠陥ゼロのネットシェイプ MICROMANufacturing のプロセス指紋」からサポート連合。
資料
| Name | Company | Catalog Number | Comments |
| Photopolymer resin | EnvisionTec | HTM140 V2 | |
| Resin mixing device | IKA | Vortex Genius 3 | |
| 3d printer | Envisiontec | Perfactory 3 | |
| UV light flash unit | EnvisionTec | Otoflash unit | |
| Polyethylene | lyondellbasell | PE Purell 1840 | |
| Injection moulding machine | Arburg | Allrounder 370A | |
| Image processing | SPIP | 6.2.8 |
参考文献
- Doan, N., et al. Low-Cost Photolithographic Fabrication of Nanowires and Microfilters for Advanced Bioassay Devices. Sensors. 15 (3), 6091-6104 (2015).
- Lucchetta, G., et al. Effect of injection molded micro-structured polystyrene surfaces on proliferation of MC3T3-E1 cells. Express Polymer Letters. 9 (4), 354-361 (2015).
- Hu, H., Tian, H., Shao, J., Ding, Y., Jiang, C., Liu, H. Fabrication of bifocal microlens arrays based on controlled electrohydrodynamic reflowing of pre-patterned polymer. Journal of Micromechanics and Microengineering. 24 (9), 095027 (2014).
- Kolind, K., Dolatshahi-Pirouz, A., Lovmand, J., Pedersen, F. S., Foss, M., Besenbacher, F. A combinatorial screening of human fibroblast responses on micro-structured surfaces. Biomaterials. 31 (35), (2010).
- Wilkinson, C. D., Riehle, M., Wood, M., Gallagher, J., Curtis, A. S. G. The use of materials patterned on a nano- and micro-metric scale in cellular engineering. Materials Science and Engineering C. 19 (1-2), 263-269 (2002).
- Hansen, H. N., Hocken, R. J., Tosello, G. Replication of micro and nano surface geometries. CIRP Annals. 60 (2), 695-714 (2011).
- Metwally, K., Barriere, T., Khan-Malek, C. Replication of micrometric and sub-micrometric structured surfaces using micro-injection and micro-injection compression moulding. International Journal of Advanced Manufacturing Technology. 83 (5-8), 779-789 (2016).
- Nian, S. -. C. Novel embossing system for replicating micro-structures on curved surfaces. International Polymer Processing. 29 (3), 364-370 (2014).
- Bissacco, G., et al. Application of functional nano-patterning to polymer medical micro implants. Proceedings of the 4m/icomm2015 Conference. , (2015).
- Diaz Lantada, A., Piotter, V., Plewa, K., Barie, N., Guttmann, M., Wissmann, M. Toward mass production of microtextured microdevices: Linking rapid prototyping with microinjection molding. International Journal of Advanced Manufacturing Technology. 76 (5-8), 1011-1020 (2015).
- Volpato, N., Solis, D. M., Costa, C. A. An analysis of Digital ABS as a rapid tooling material for polymer injection moulding. International Journal of Materials and Product Technology. 52 (1-2), 3-16 (2016).
- Mischkot, M., Hansen, H. N., Pedersen, D. B. Additive manufacturing for the production of inserts for micro injection moulding. Proceedings of Euspen's 15th International Conference & Exhibition. , (2015).
- Zhang, Y., Hansen, H. N., Sørensen, S. Injection molding of micro pillars on vertical side walls using polyether-ether-ketone (PEEK). Proceeding of 11th International Conference on Micro Manufacturing. , (2016).
- Zhang, Y., Mischkot, M., Hansen, H. N., Hansen, P. Replication of microstructures on three-dimensional geometries by injection moulding of liquid silicone rubber. Proceedings of the 15th International Conference on Metrology and Properties of Engineering Surfaces, ASPE, March 2015. , (2015).
- . . Envisiontec Perfactory MML with ERM. Technical Specifications Document no. MK-MCS-P3MiniMulti-V01-FN-EN. , (2018).
- Hofstätter, T., Mischkot, M., Pedersen, D. B., Tosello, G., Hansen, H. N. Evolution of surface texture and cracks during injection molding of fiber-reinforced, additively-manufactured, injection molding inserts. Proceedings of ASPE Summer Topical Meeting 2016: Dimensional Accuracy and Surface Finish in Additive Manufacturing. , (2016).
- . Perfactory® Material Available from: https://envisiontec.com/wp-content/uploads/2016/09/MK-MTS-HTM140IndustrialIV-V01-FN-EN.pdf (2017)
- . Software Manual, 2010 Available from: https://digfablab.wikispaces.com/file/view/Getting+started.pdf (2010)
- . . Olympus LEXT OLS4100 laser scanning digital microscope Manual. , (2018).
- . SPIP™ - Analytical Software for Microscopy Available from: https://www.imagemet.com/products/spip/ (2017)
- Zhang, Y., Pedersen, D. B., Gøtje, A. S., Mischkot, M., Tosello, G. A soft tooling process chain employing additive manufacturing for injection molding of a 3d component with micro pillars. Journal of Manufacturing Processes. 27, 138-144 (2017).
転載および許可
このJoVE論文のテキスト又は図を再利用するための許可を申請します
許可を申請さらに記事を探す
This article has been published
Video Coming Soon
Copyright © 2023 MyJoVE Corporation. All rights reserved