
このコンテンツを視聴するには、JoVE 購読が必要です。 サインイン又は無料トライアルを申し込む。
Method Article
オープンソース、低コストのバイオインク、食品溶融物押出3Dプリンタの設計
要約
本研究の目的は、バイオメディカルおよび食品印刷業界での用途向けに、オープンソースおよび低コストのコンポーネントから作られた貯水槽ベースの溶融押出3次元プリンタを設計し、構築することです。
要約
3次元(3D)印刷は、高度に複雑なオブジェクトを改造コストなしで製造することを可能にする、ますます普及している製造技術です。この人気の高まりは、システムのセットアップコストや操作の容易さなどの参入障壁の低下によって部分的に駆動されます。次のプロトコルは、カスタム部品およびコンポーネントの製造用のアディティブマニュファクチャリングメルト押出(ADDME)3Dプリンタの設計と構築を示します。ADDMEは、3Dプリント、レーザーカット、オンラインソースコンポーネントを組み合わせて設計されています。プロトコルは、フレーム、Y軸とベッド、x軸、押出、電子工学、ソフトウェアの見出しの下に詳細な図とパーツリストを備えた、簡単に従うセクションに配置されています。ADDMEの性能は粘性クリーム、チョコレート、およびPluronic F-127(バイオインクのモデル)を使用して複雑な物体の押出試験および3D印刷によって評価される。この結果は、ADDMEが幅広い産業で使用するための材料および構造の製造に対応するプラットフォームであることを示している。詳細な図とビデオコンテンツを組み合わせて、幅広い素材から複雑なオブジェクトを3Dプリントすることに関心を持つ個人が、低コストで操作しやすい機器へのアクセスを容易にします。
概要
添加物製造は、産業景観1、2に大きな価値を提供する可能性を秘めている強力な製造技術です。アディティブマニュファクチャリングの魅力的な機能は、工具のコスト、高度なカスタマイズ、複雑な形状、および参入コストの障壁の削減を伴いません。リツールコストが発生しないため、プロトタイプの迅速な製造が可能となり、低賃金の競合他社に対して競争力を維持しようとする先進国の産業の重要な目的である「市場投入までの時間」を減らそうとするときに望ましいものです。高度なカスタマイズ性により、多種多様な製品を複雑な形状で製造できます。これらの要因を、セットアップ、材料、およびオペレータ特殊化のための低コストと組み合わせると、アディティブマニュファクチャリング技術3の明確な価値があります。
添加物製造は、3Dプリンティングとも呼ばれ、コンピュータ数値制御(CNC)システム3における物体の層ごとの製造を伴う。材料がシートまたは材料のブロックから取り除かれるミリングなどの従来の CNC プロセスとは異なり、3D 印刷システムは、レイヤーごとに目的の構造に材料を追加します。
3D プリントは、レーザー、フラッシュ、押出、噴射技術など、さまざまな方法で容易に行うことができます。採用される特定の技術は、原料の形態(すなわち、粉末または溶融物)、ならびに処理に必要なレオロジーおよび熱特性を決定する5。押し出しベースの3Dプリンティング市場はフィラメントベースのシステムによって支配されており、フィラメントは取り扱いが容易で、処理が容易であり、押出ヘッドに大量の材料を継続的に供給するためです。しかし、このプロセスはフィラメント(主に熱可塑性)に形成することができる材料の種類によって制限される。ほとんどの材料はフィラメントの形では存在せず、市場における近代的な低コストプラットフォームの欠如は顕著なギャップを表しています。
このプロトコルは、材料を注射器に格納し、針を通して押し出すことができるリザーバーベースの押出システムの構築を示しています。このシステムは、食品6、ポリマー7、およびバイオマテリアル8、9を含む材料の広い範囲を製造するのに理想的に適しています。さらに、貯留槽ベースの押出技術は、通常、他の3D印刷方法に比べて、より危険で、コストが低く、操作が容易です。
オープンソースの3Dプリントシステムを設計・公開する大学主導のチームが増えています。2007年10月10日のFab@Home押し出しベースのプリンタを皮とし、研究者は3D印刷技術とアプリケーションの急速な拡大を促進するためのシンプルで安価なプラットフォームを作成することを目指しました。2011年の後半、RepRapプロジェクトは、自己複製機12を作成することを目標に、3Dプリントで作られた部品で設計されたフィラメントベースの3Dプリントプラットフォームを作成することを目指しました。3Dプリンターのコストは、Fab@Home(2006年)で2300米ドル、RepRap v1(2005年)で573米ドル、v2(2011)で400ドルから、長年にわたって減少しています。
以前の研究では、オフザセルフ3D印刷システムとカスタムリザーバーベースの押出システムを組み合わせて、チョコレート13から複雑な3Dオブジェクトを作成する方法を実証しました。さらに設計調査を行った結果、このプロトタイプ設計と比較して大幅なコスト削減が可能であることが明らかになった。
このプロトコルの目的は、低コストのリザーバーベースの溶融押出3Dプリンタの構築手順を提供することです。ここには、3D プリンタの構築と操作を正常に行えるように、詳細な図、図面、ファイル、コンポーネント リストを示します。すべてのコンポーネントは、オープンソース(クリエイティブ・コモンズ非商用)プラットフォームhttps://www.thingiverse.com/Addme/collectionsでホストされており、ユーザーは必要に応じて機能を変更または追加することができます。粘性クリーム、チョコレート、およびPluronic F-127(バイオインクのモデル)は、ADDMEの性能を評価し、バイオメディカルおよび食品印刷業界へのADDME 3Dプリンタの適用を実証するために使用されます。
アクリルを切断できるレーザーカッターと、PLAまたはABSフィラメントを印刷できるデスクトップ3Dプリンタが必要です。機械加工された暖房ジャケットおよびヒーター・カートリッジまたはシリコーン・ヒーターは、オペレータがアクセスできる装置に応じて、材料を加熱するために使用することができます。すべての CAD ファイルはhttps://www.thingiverse.com/Addme/designsにあります。3Dプリンタを制御するファームウェアとソフトウェアの場合、http://marlinfw.org/meta/download/とhttps://www.repetier.com/がそれぞれ提供されます。制御ボードの詳細については、https://reprap.org/wiki/RAMPS_1.4を参照してください。
Access restricted. Please log in or start a trial to view this content.
プロトコル
注意:熱いはんだ付けアイロンや加熱カートリッジによる火傷のリスクがあります。加熱ジャケットの内部に固定されていない場合は、加熱カートリッジの電源を入れないでください。動く3Dプリンタ軸からつまんだり裂傷を負ったりする危険性もあります。
1. 概要と準備
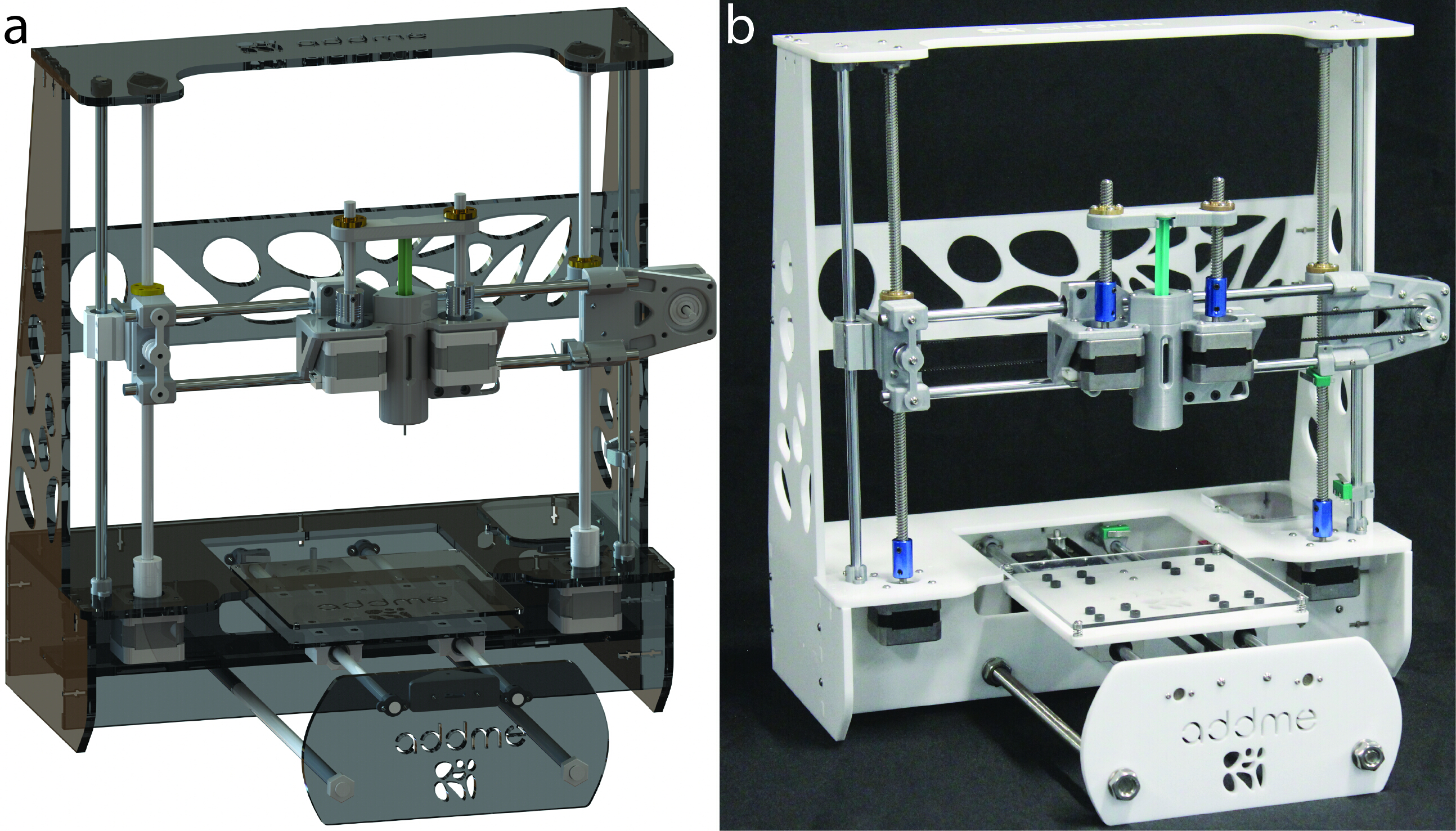
メモ:図1Aは、コンピュータで生成されたプリンタのレンダリングを示し、図1Bは完成したプリンタの写真です。
- すべての部品を材料表から調達する。
- すべてのアクリル部品がレーザーカットされるhttps://www.thingiverse.com/Addme/designsを参照してください。6 mmアクリルを使用するか、フレームが一緒に収まらないことを保証します。レーザーカッターは、材料を切断するために高エネルギーレーザーを使用します。ここではプロの店が好まれます。
- 3D プリント部品の詳細については、「https://www.thingiverse.com/Addme/designs」を参照してください。各部品で指定された印刷パラメータを使用することが重要です。3D プリンタには、ホット面と可動部品があるので、プロの助けを借りるようにしてください。
- https://www.thingiverse.com/Addme/designsで見つかる暖房ジャケットの部品を製造する。製造能力へのアクセスが利用できない場合は、https://www.thingiverse.com/Addme/designsで見つかった関連付けられた3Dプリントホルダーでシリコーンヒーター(材料のテーブル)を購入することができます。

図1:アディティブ製造溶融押出(ADDME)3Dプリンタ(A) プリンタのコンピュータ生成レンダリング。(B) 完成したプリンタの写真。この図の大きなバージョンを表示するには、ここをクリックしてください。
{kind=link}
2. フレームアセンブリ
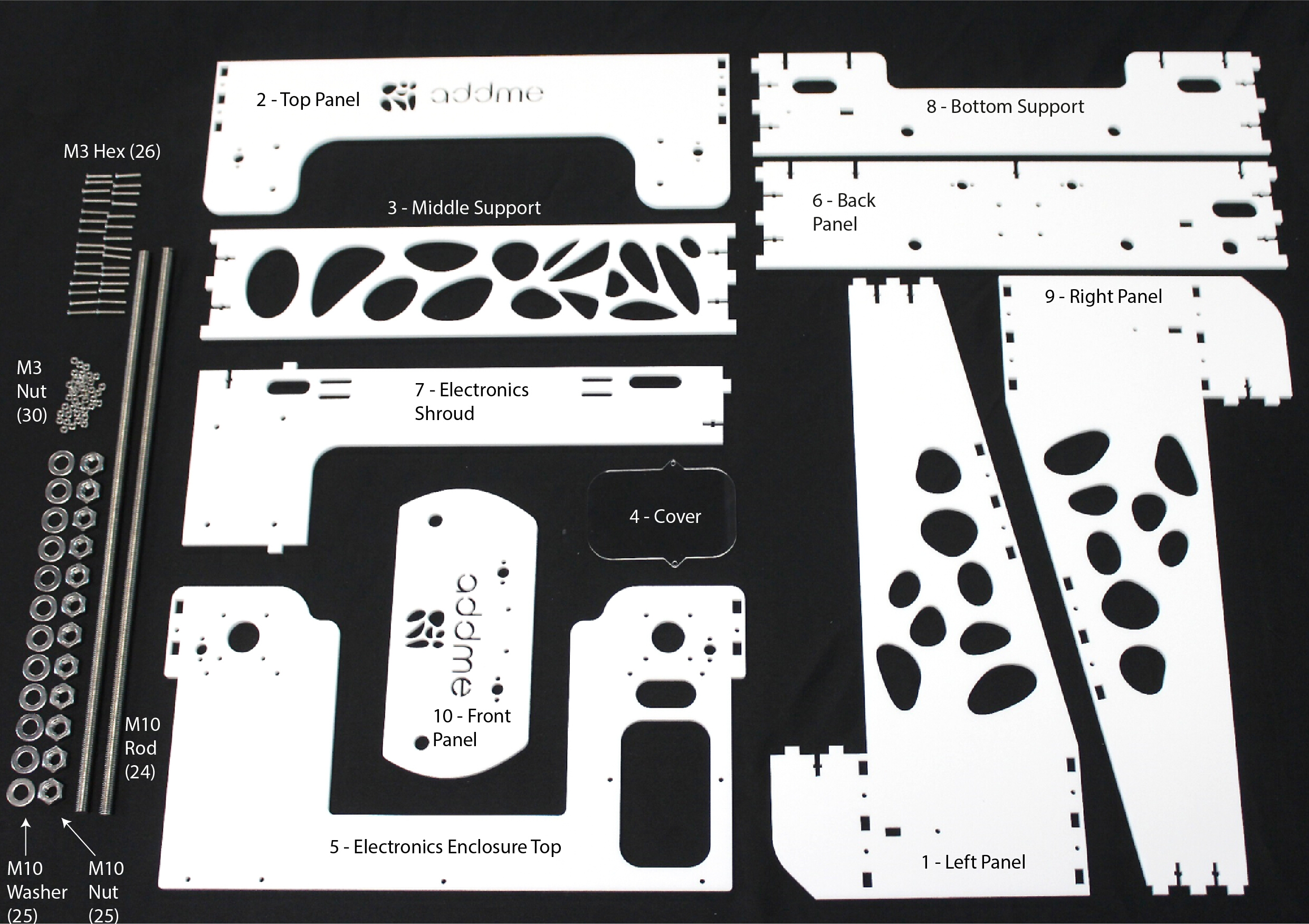
メモ:図2に示す部品は、フレームアセンブリを完成させるために必要です。溶融押出3Dプリンタのフレームは、6mmレーザーカットアクリルとM3ボルトとナットの組み合わせで一緒に保持されます(図3)。プリンターの底はM10ねじ棒およびナットの組合せによってさらに強化される。
- アクリル部品1~9を集め、図3Aに示す構成にまとめて配置します。図のラベルを確認して、各部分が正しく配置されていることを確認します。M3 アレンキーを使用して、図 3 Cに示す構成で M3 ネジとナットを使用して固定します。
- アクリル部材6、8、および10に穴を開けた目的を通してM10ネジロッドを配置します。図 3B,Dに示すように、M10 ワッシャーとナットで固定します。可変スパナで締めます。

図2:フレームを組み立てるのに必要なコンポーネントこの図の大きなバージョンを表示するには、ここをクリックしてください。
{kind=link}

図3:フレームアセンブリ(A) 組み立てられたフレーム。(B) アクリル部品と支持するM10ねじ棒を持つ分解図。(C) 各アクリル部品が互いに接続され、M3ネジとナットを使用してフレームを一緒に保持する方法を示す分解図。(D) ねじロッドがアクリル部品 6、8、および 9 を M10 ナットとワッシャーと一緒に保持する方法を示す分解図。この図の大きなバージョンを表示するには、ここをクリックしてください。
{kind=link}
3. Y軸および印刷ベッドのサブアセンブリ
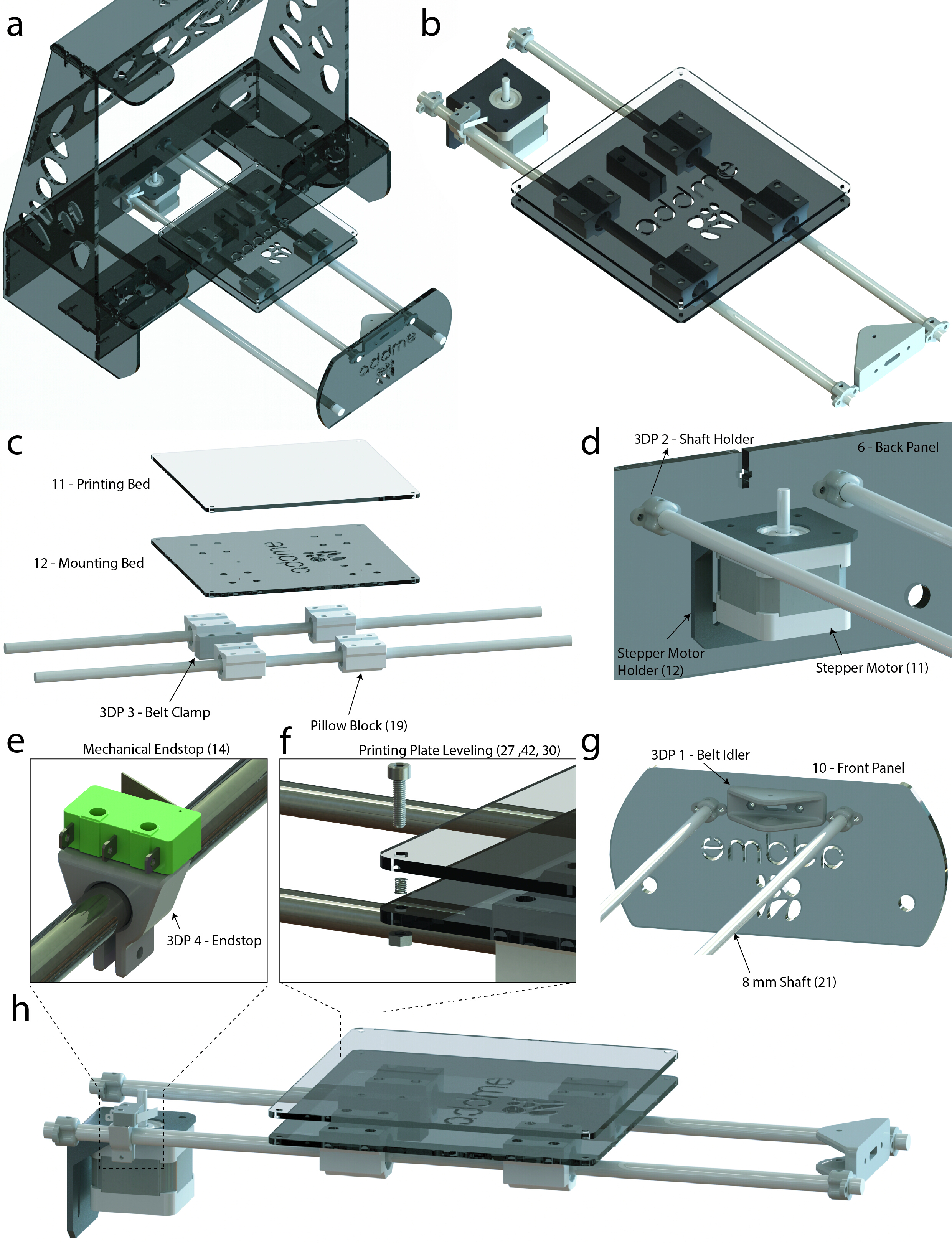
メモ:図4に示す部品は、Y軸と印刷ベッドのサブアセンブリを仕上げるために必要です。すべてのねじは図 4に示され、工具は「材料表」にリストされています。
- 図4の部品を使用して、図5Cに従って印刷ベッドのサブアセンブリヘッドを組み立てます。
- 図5Cに従って、2つのピローブロック(19)を各8mmシャフト(21)上にスライドさせます。エンドストップ(3DP 4)を8mmシャフト(21)の1つにスライドさせ、M2ネジとアレンキーを使用してメカニカルエンドストップ(14)を固定します(図5Eに従って)。
- M4ネジとアレンキー(図5C)を使用して、4つの枕ブロック(19)をすべて取り付けベッド(アクリル部12)に固定します。M3ネジとアレンキー(図5C)を使用して、ベルトクランプ(3DP 3)を取り付けベッド(アクリル部12)に固定します。M3スクリュー、ナット、およびスプリングの配置を使用して、印刷ベッド(アクリル部11)を取り付けベッド(12)(図5C)に固定します。
- 図5D,Gに従って、残りの部分を図 4からフレームに固定します。
- M2ネジとアレンキーを使用して、背面パネル(アクリル部6)とフロントパネル(アクリル部10)の両方にシャフトホルダ(3DP 2)をそれぞれ固定します。.
- M3ネジとアレンキー(図5D)を使用して、ステッパーモータホルダー(12)を背面パネル(アクリル部品6)に固定します。M3ネジとアレンキー(図5D)を使用してステッパーモータ(11)をステッパーモータホルダー(12)に固定します。M3ネジとアレンキー(図5G)を使用して、ベルトアイドラー(3DP 1)を前面パネル(アクリル部品10)に固定します。
- 図 5A,D,Gに従って、8 mm シャフト (21) の両端をシャフト ホルダー (3DP 2) に合わせて、印刷ベッドのサブアセンブリをフレームに配置します。
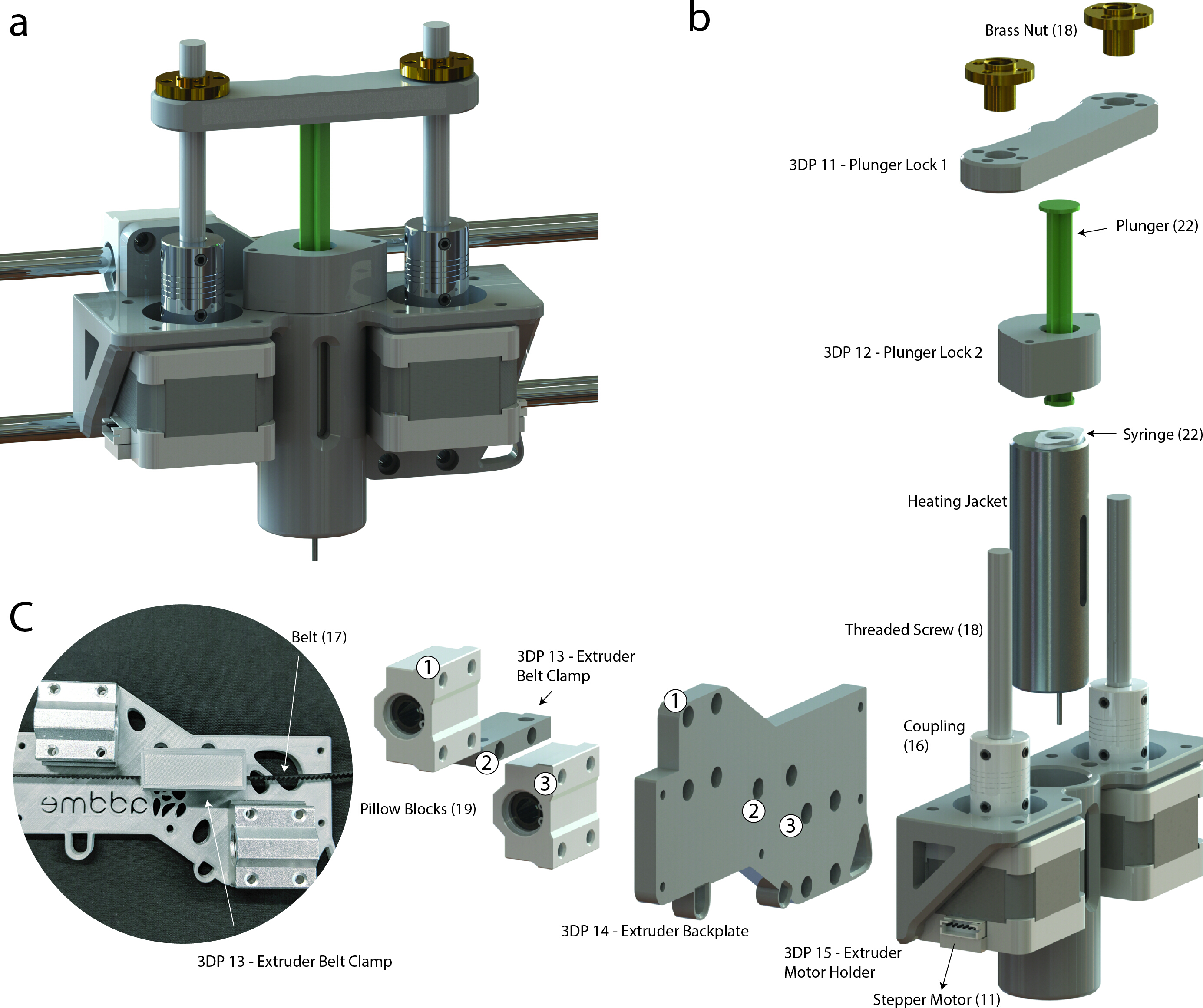
メモ:フレームにプリントベッドのサブアセンブリを配置するためのスペースを作成するために、フロントパネル(アクリル部分10)のM12ワッシャーを緩める必要があるかもしれません。 - 最後に、Y軸と印刷ベッドのサブアセンブリを完了するには、M3ネジを使用してアイドラーをベルトアイドラー(3DP 1)にねじ込み、M2アレンキーで歯付きアイドラーのM2グラブネジを締めてステッパーモーターに歯を固定します。ベルト(17)をアイドラー(17)とアイドラー歯(17)の周りにスライドさせ、ベルトクランプ(3DP 3)に入れ、ベルトに張力を生み出します。M3アレンキーでベルトクランプ(3DP 3)を締めてセクションを完成させます。

図4:Y軸と印刷ベッドのサブアセンブリを組み合わせるのに必要なコンポーネント。この図の大きなバージョンを表示するには、ここをクリックしてください。
{kind=link}

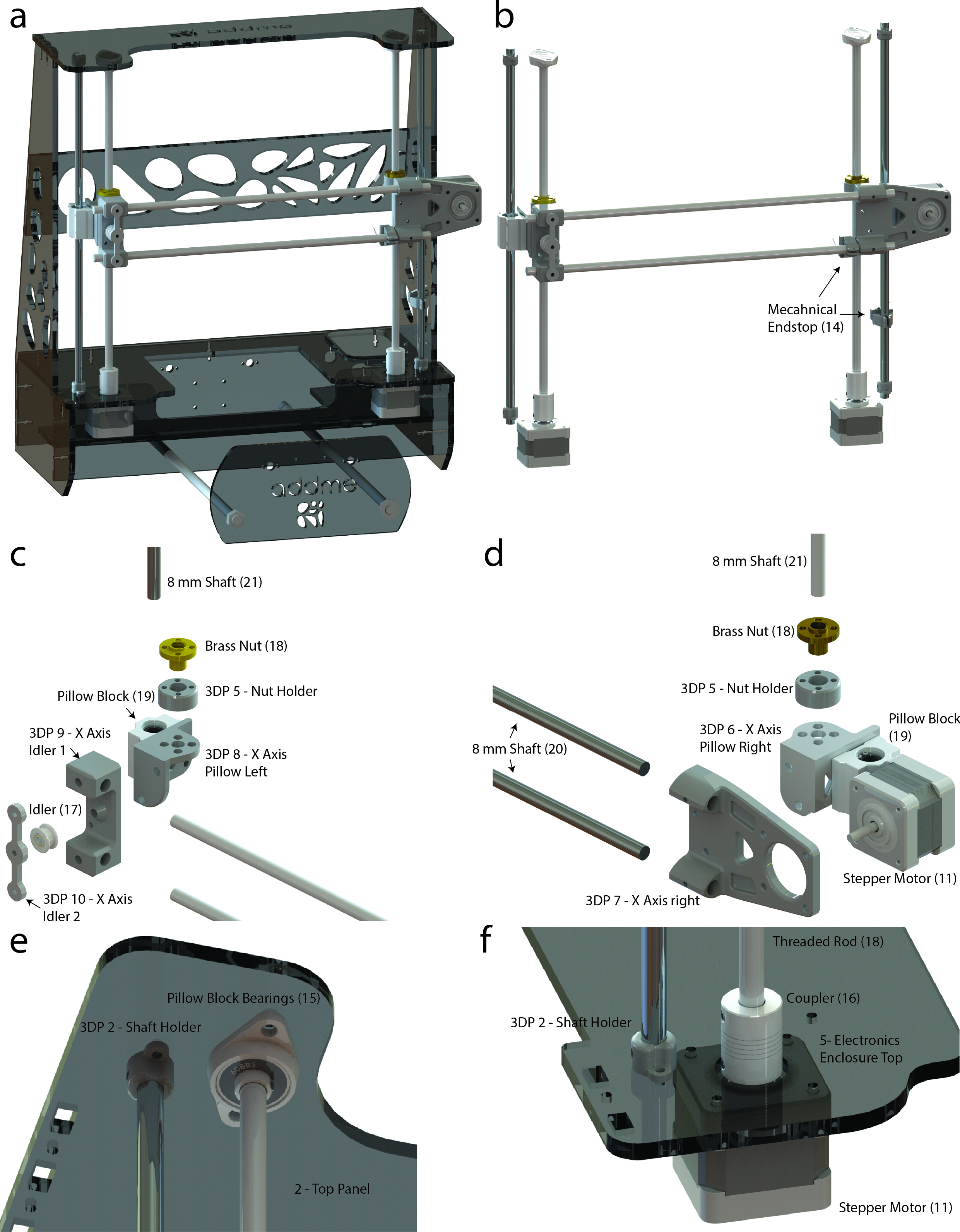
図5:添加物製造溶融物押出(ADDME)3Dプリンタ。(A) フレーム、Y 軸、およびベッドのグラフィカル レンダリング。(B) Y 軸とベッドのグラフィカル レンダリング。(C) ベッドのサブアセンブリの分解図。(D) Y 軸が背面パネルにどのように接続するかを示すラベル付きビュー。(E) 機械的エンドストップのズームインビュー。(F) 印刷版スプリングレベリングシステムの分解図。(G) Y 軸がフロントパネルにどのように接続するかを示すラベル付きビュー。(H) Y 軸とベッドのサイド ビュー グラフィカル レンダリング。この図の大きなバージョンを表示するには、ここをクリックしてください。
{kind=link}
4. X軸サブアセンブリ
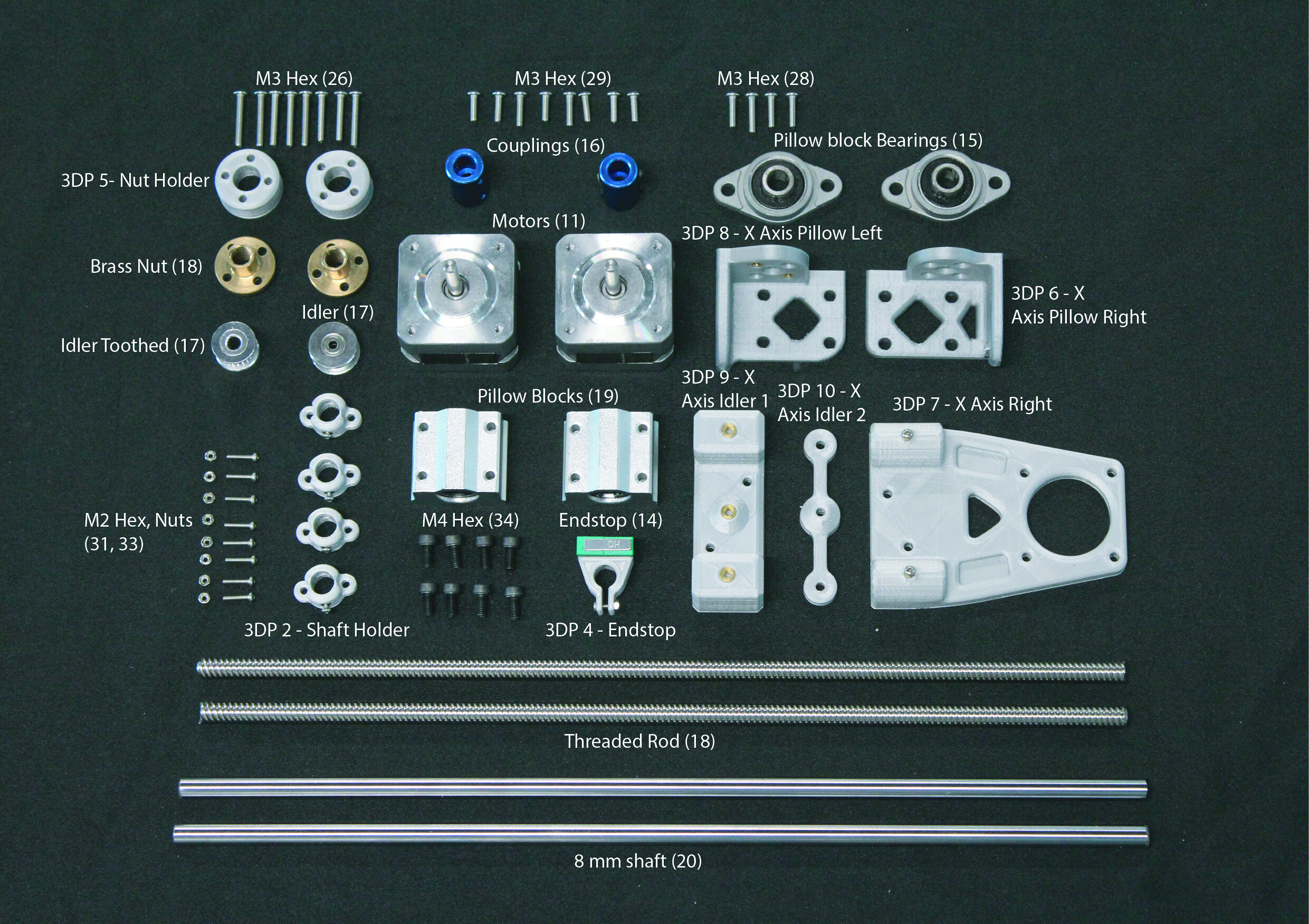
メモ:図6に示す部品は、X軸サブアセンブリを完成させるために必要です。すべてのねじは図 6に示され、ツールは「マテリアルの表」にリストされています。
- 図 6の部品を使用して、図 7Cに従って X 軸サブアセンブリの左側を組み立てます。
- 真鍮ナット(18)をナットホルダー(3DP 5)の内側に置き、M3ネジとアレンキーを使用して、左側のX軸枕(3DP 8)に固定します(図7C)。
- M4ネジとアレンキー(図7C)を使用して、枕ブロック(19)を左側のX軸枕(3DP 8)に固定します。M3ネジとアレンキー(図7C)を使用して、X軸アイドラー1(3DP 9)を左側のx軸枕(3DP 8)に固定します。
- アイドラー(17)、x軸アイドラー1(3DP 9)、およびx軸アイドラー2(3DP 10)の中央の穴を揃えます。M3ネジとアレンキー(図7C)を使用して固定します。図 6に示すパーツを使用して、図 7Dに従って X 軸サブアセンブリの右側を組み立てます。
- 真鍮ナット(18)をナットホルダー(3DP 5)の内側に置き、M3ネジとアレンキーを使用してX軸枕右(3DP 6)に固定します(図7D)。
- M4ネジとアレンキー(図7D)を使用して、枕ブロック(19)をX軸枕の右側(3DP 6)に固定します。M3ネジとアレンキー(図7D)を使用して、X軸右(3DP 7)をX軸枕右(3DP 6)に固定します。M3ネジとアレンキー(図7D)を使用して、ステッパーモータ(11)をX軸右(3DP 7)に固定します。
- 図 7Bに従って、各ねじ棒 (18) を各真鍮ナット (18) にねじ込みます。図7B、C、Dに従って、8mmシャフト(20)の2本を各々の枕ブロック(19)に垂直にスライドさせ、2つの8mmシャフト(20)を水平にスライドさせます。
- 図7E,Fに従って、残りの部分を図 6からフレームに固定します。
- M2ネジとアレンキー(図7E,F)を使用して、2つのシャフトホルダー(3DP 2)を上部パネル(アクリル部分2)と電子エンクロージャトップ(アクリル部品5)の両方に固定します。M3ネジとアレンキー(図7E)を使用して、ピローブロックベアリング(15)を上部パネル(アクリル部品2)に固定します。M3ネジとアレンキー(図7F)を使用して、ステッパーモーター(11)を電子機器エンクロージャの上部(アクリル部品5)に固定します。
注記:カプラー(16)は、2つの異なる軸サイズを接続するように設計されたコンポーネントです。 - M2アレンキーで下グラブねじを締めて、ステッパーモータ(11)のシャフトの上にカプラー(16)を固定します(図7F)。
- M2ネジとアレンキー(図7E,F)を使用して、2つのシャフトホルダー(3DP 2)を上部パネル(アクリル部分2)と電子エンクロージャトップ(アクリル部品5)の両方に固定します。M3ネジとアレンキー(図7E)を使用して、ピローブロックベアリング(15)を上部パネル(アクリル部品2)に固定します。M3ネジとアレンキー(図7F)を使用して、ステッパーモーター(11)を電子機器エンクロージャの上部(アクリル部品5)に固定します。
- 垂直の8mm軸をシャフトホルダー(3DP 2)に合わせてX軸サブアセンブリをフレームに配置し、M2ネジとアレンキー(図7E,F)を使用して締めます。M2アレンキーで上部グラブネジを締めて、ネジロッド(18)をカプラー(16)の反対側に固定します(図7E,F)。
注: X 軸サブアセンブリがフレームに収まるように、上部パネル(アクリル部分 2)を一時的に取り外す必要があります。

図 6: X 軸サブアセンブリをまとめるのに必要なコンポーネント。この図の大きなバージョンを表示するには、ここをクリックしてください。
{kind=link}

図 7: X 軸サブアセンブリ()フレームと x 軸のグラフィカル レンダリング。(b) X 軸のグラフィカルレンダリング。(c) サブアセンブリの左側の分解ビュー。(d) サブアセンブリの右側の分解図。(e) X 軸と上面パネルの接続方法を示すラベル付きビュー。(f) X 軸が電子エンクロージャーに接続する方法を示すラベル付きビュー。この図の大きなバージョンを表示するには、ここをクリックしてください。
{kind=link}
5. 押出サブアセンブリ
注:押出サブアセンブリは、デュアルステッパーモータ設計を利用して、プランジャの両側の力のバランスをとることにより、高い精度を実現します。図 8に示すパーツは、押し出しサブアセンブリを完成させるために必要です。
- 図 8に示すすべてのパーツを集め、図 9に従って押し出しヘッドを組み立てます。
注:図 9Bは、各コンポーネントがどのように適合するかを示す押出機サブアセンブリの分解図です。次の手順では、この方法について説明します。すべてのねじは図 8に示され、工具は「材料表」にリストされています。- M4ネジとアレンキー(図9B)を使用して、2つの枕ブロック(19)を押出機バックプレート(3DP 14)に固定します。M3ネジとアレンキーを使用して、押出機ベルトクランプ(3DP 13)を外付け機バックプレート(3DP 14)の間の枕ブロック(19)の間に固定します(図9B)。
- 押出機バックプレート(3DP 14)を、M3六倍ねじとアレンキーを使用して押出機モーターホルダー(3DP 15)に固定します(図9B)。M3六倍ねじとアレンキーを使用して、2つのステッパーモーター(11)を押出器モーターホルダー(3DP 15)に固定します(図9B)。
注記:カプラー(16)は、2つの異なる軸サイズを接続するように設計されたコンポーネントです。 - M2アレンキーで下グラブねじを締めて、ステッパーモータ(11)のシャフトの上にカプラー(16)を固定します(図9B)。上部のグラブねじを締めて、カプラー(16)内のねじねじ(18)を固定します(図9B)。
- 図9Bに従って、加熱ジャケットまたはシリコーンヒーターを押出機モーターホルダ(3DP 15)にスライドさせる。M3ネジとアレンキーを使用して、真鍮ナット(18)の内側のプランジャーロック1(3DP 11)を固定します。
- 図 9Aに従って押し出しヘッドを x 軸に取り付けます。
- 図 9Aに従って、x 軸にある 8 mm のシャフトを押出ヘッドのピロー ブロック (19) にスライドさせます。
- ドライブベルト(17)を左右X軸アセンブリ上にあるアイドラー(17)とアイドラー歯付き(17)を通して巻き付け、M3六角ネジとアレンキーを使用して押出機ベルトクランプ(3DP 13)にドライブベルト(17)を固定します(図9C)。

図8:押出機を組み立てるのに必要な部品。この図の大きなバージョンを表示するには、ここをクリックしてください。
{kind=link}

図 9: 押出機サブアセンブリ(A)押出機サブアセンブリのグラフィカルレンダリング。(B) 押出し部品を示す分解図。この図の大きなバージョンを表示するには、ここをクリックしてください。
{kind=link}
6. エレクトロニクスと配線
- Arduinoをアクリル部7(図10Aに示す電子回路)にM3アレンキーを使用してM3六重ねじを取り付けます。図 10A,B に示すように、図 10A,Bに示すように、ランプ ボードをアクリルに向けて(背面パネル)、ランプ ボードを挿入します。
- DC 電源モジュール ジャックをアクリルパート 6 (図 10Aに示すように背面パネル) に取り付け、図 10Bの電源装置にコネクタを取り付けます。モーターコントローラ、ステッパーモーター、エンドストップ、ヒーター、熱電対をそれぞれのピンに接続します(図10B)。

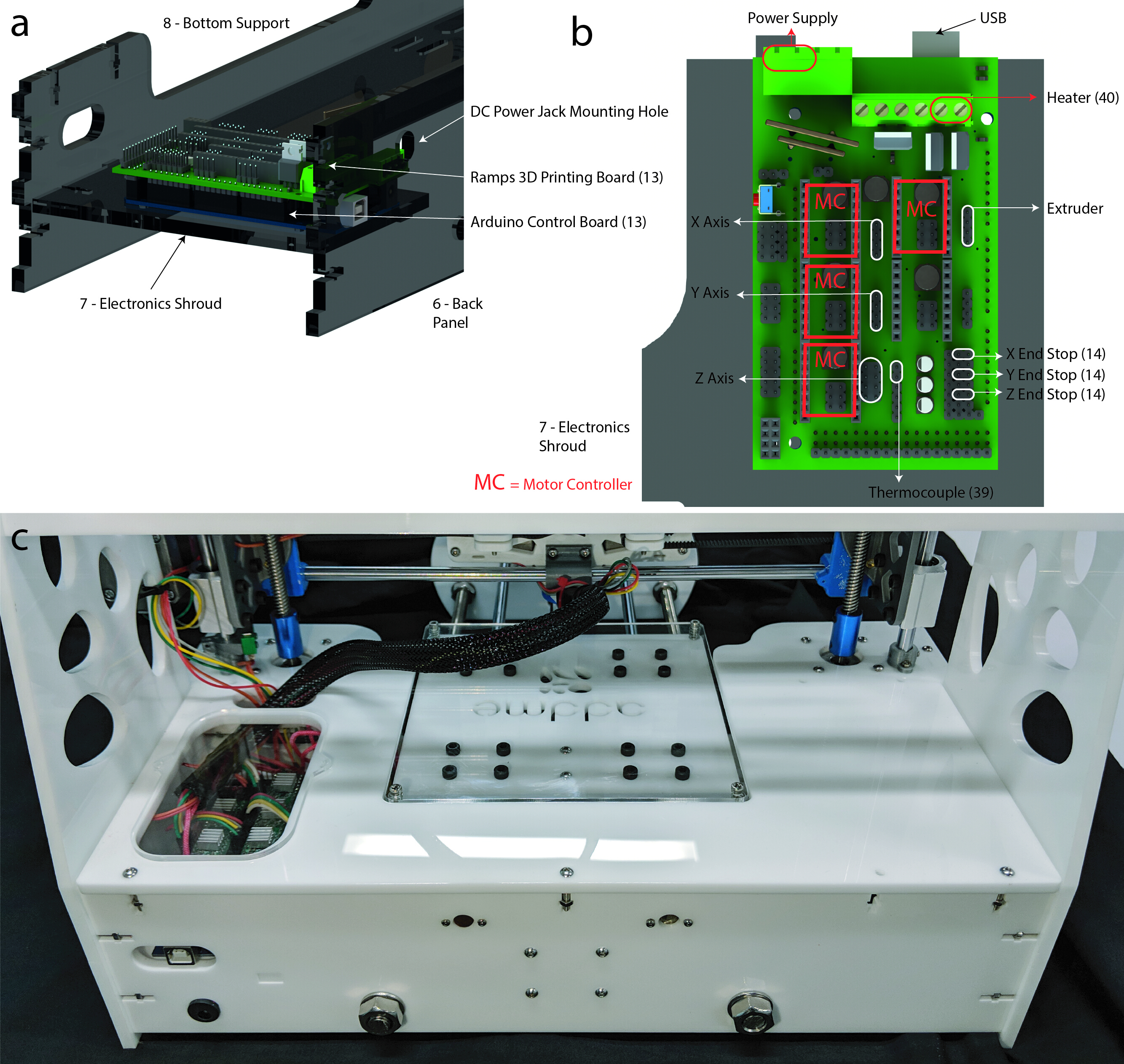
図 10: 電子機器(A) 電子機器制御盤の取り付け位置のグラフィカルレンダリング。(B) 3Dプリント基板への電気部品とモータの接続図[Jos Hummelink (grabcab.com) ArduinoとRamps CADファイルを提供]。(c) 完成した配線のイメージ。ワイヤは、ランプボードから、押し出しヘッドとx/y軸モーターに導いて見ることができます。この図の大きなバージョンを表示するには、ここをクリックしてください。
{kind=link}
7. ソフトウェア、制御、および校正
メモ: 詳細な手順とトラブルシューティング情報については、https://reprap.org/wiki/RAMPS_1.4を参照してください。
- http://marlinfw.org/meta/download/からファームウェアをダウンロードします。
- https://www.repetier.com/をインストールする。
- https://www.thingiverse.com/Addme/designsにあるファームウェアのファイル .configurationを置き換えます。
- 設定する (レペティエで) ナビゲートして、112500 に buad レートを設定する|プリンタの設定 |接続 |ボーレート: 115200.
- [接続]アイコンをクリックします。
- 接続すると、プリンタのフルコントロールが実現されます。[手動制御]に移動してプリントベッドを移動し、温度を設定してみてください。
注意: シリンジまたはハウジングコンポーネントの最高温度が超過していないことを確認してください(詳細については、説明を参照してください)。ステッパーモーターの動力は限られていますが、軸の動きは機械的な危険を示します。
メモ:この段階では、完全に動作しているプリンタがあります。次のセクション(セクション8)では、プリンタを3D印刷に備える手順について説明します。
8. 3Dプリントの準備
- 粘性クリーム、チョコレート、またはプルロニックなどの目的の材料を2 mLの注射器を積み込みます(図11A)。
- 押し出しヘッドにシリンジを入れるには、まず、サイリングドアロック1(3DP 11、図11B)に注射器を挿入します。次に、ねじを慎重に回しながら、シリンジを加熱ジャケットに差し込みます(図11C)。
- オプション:ベッドが平準化されていない場合は、それを平準化する必要があります。印刷ヘッドを左右に上下に動かし、ベッドとシリンジノズルの間の距離が一定であることを確認します。シリンジとベッドの間に紙をスライドさせて摩擦を感じ(図11E)、M3アレンキー(図11D)を使用して必要に応じてベッドのレベルを調整します。
- オプション: 選択した材料を加熱する必要がある場合は、ここで行います。Repetier の[手動制御] タブに移動し、温度を目的のレベルに設定します。

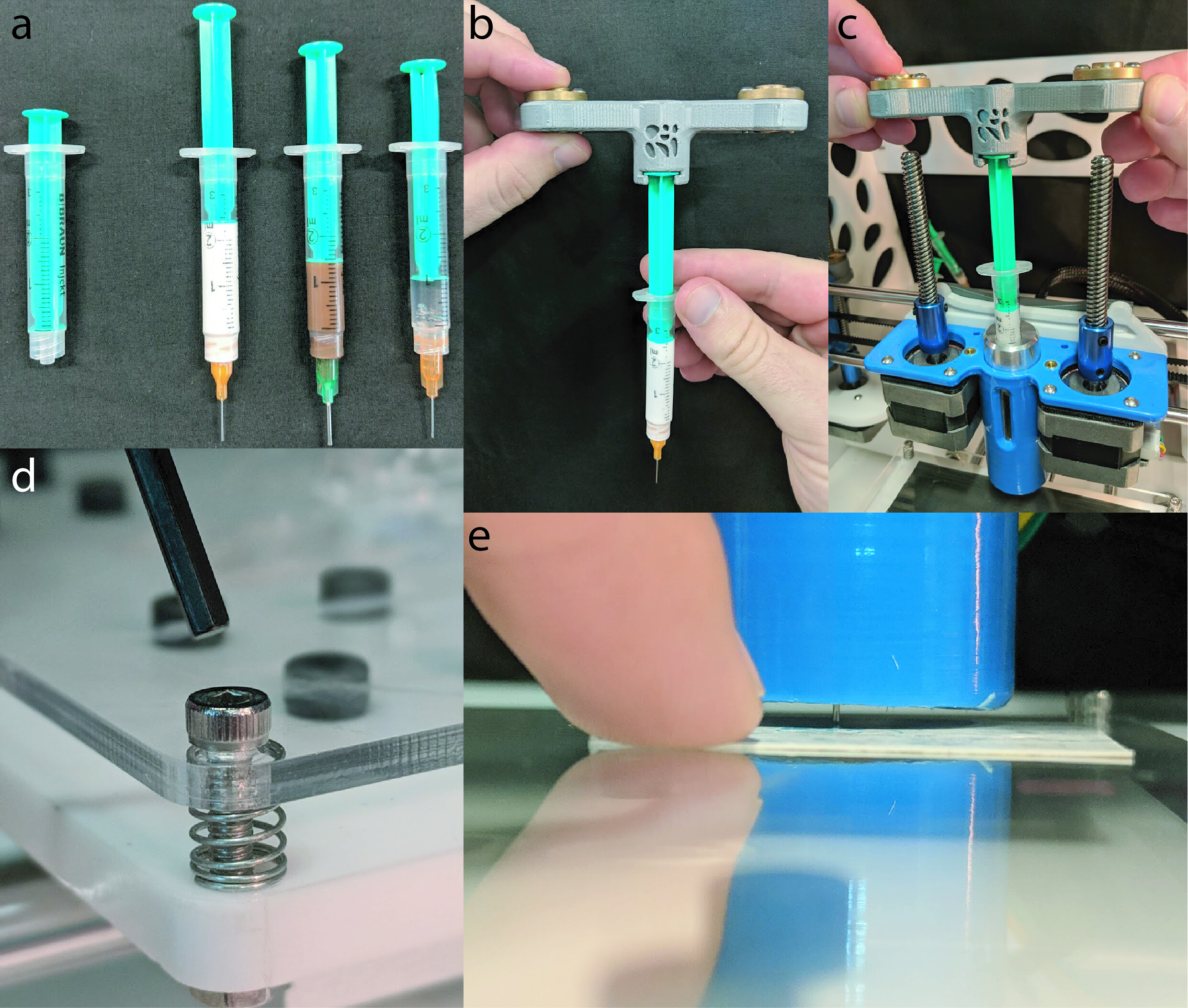
図 11: 3D 印刷準備(A)(左から)粘性クリーム(150mL、ニベアハンドクリーム)、チョコレート(キャドバリー、プレーンミルク)、プルロニックF-127(シグマ・オルドリッチ)を装填した2mLシリンジ。(B) プランジャロック1(3DP 11)に挿入されるプランジャー。(C) 示すシリンジは、加熱ジャケットに挿入され、ねじが真鍮のナットに引っ掛かっている。(D) 示すアレンキーは、保持 M3 16 進数ねじに挿入されようとしており、レベルを調整できます。(E) 名刺を注射器の下にスライドさせ、ベッドと注射器の間の距離を確認します。この図の大きなバージョンを表示するには、ここをクリックしてください。
{kind=link}
Access restricted. Please log in or start a trial to view this content.
結果
3Dプリンティング中のADDMEの性能は粘性クリーム(150mL、ニベアハンドクリーム)、チョコレート(キャドバリー、プレーンミルク)、およびPluronic F-127(シグマ・オルドリッチ)を用いて評価した。粘性クリームとチョコレートを使用した場合、そのプルロニックを超純水で20%重量溶液に溶解し、14,15まで5°Cで冷蔵保存した。
Access restricted. Please log in or start a trial to view this content.
ディスカッション
このプロトコルは、低コストの溶融押出ベースの3Dプリンタを構築するための詳細な手順を提供します。3Dプリンタの構造は、フレーム、Y軸/ベッド、x軸、押出機、電子工学、ソフトウェアを含むサブセクションに分解することができます。これらのサブセクションには、詳細な図、図面、ファイル、パーツ一覧が表示されます。ADDME 3Dプリンタの合計価格は$343 AUD(2019年1月17日時点で$245 USD)と...
Access restricted. Please log in or start a trial to view this content.
開示事項
著者たちは開示するものは何もない。
謝辞
この研究は、公共、商業、または非営利セクターの資金調達機関から特定の助成金を受け取りませんでした。フロリアン・シュミットナー、サンドロ・ゴルカ、グリンダー・シン、ヴィンセント・トラン、ドミニク・ヴーのデザイン初期のプロトタイプへの貢献に感謝します。
Access restricted. Please log in or start a trial to view this content.
資料
| Name | Company | Catalog Number | Comments |
| 15 W 12V DC 50x100mm Flexible Silicon Heater | Banggood | 1280175 | Optional; AU$4.46 |
| 3D Printer | Lulzbot | https://download.lulzbot.com/ | |
| 3D Printer | Ultimaker | Ultimaker 2+ | |
| AC 100-240V to DC 12V 5A 60W Power Supply | Banggood | 994870 | AU$12.7 |
| Acrylic Sheet White Continuous Cast 1200x600mm | Mulford Plastics | AU$36.95 | |
| Allen Keys | Metric | ||
| Arduino MEGA2560 R3 with RAMPS 1.4 Controller | Geekcreit | 984594 | AU$28.91 |
| Carbon Steel Linear Shaft 8mm x 350mm | Banggood | 1119330 | AU$13.44 |
| Carbon Steel linear Shaft 8mm x 500mm | Banggood | 1276011 | AU$19.42 |
| Chocolate | Cadbury | ||
| Computer with internet access | Dell | ||
| Coupler 5-8mm | Banggood | 1070710 | AU$6.93 |
| Hand Cream | Nivea | 80102 | |
| Heating Cartridge | Creality 3D | 1192704 | AU$4.75 |
| K Type Temperature Sensor Thermocouple | Banggood | 1212169 | AU$2.37 |
| Laser Cutter | trotec | Speedy 300 | https://www.troteclaser.com/ |
| M10 1mm Pitch Thread Metal Hex Nut + Washer | UXCELL | AU$8.84 | |
| M10 1mm Pitch Zinc Plated Pipe 400mm Length | UXCELL | AU$11.62 | |
| M2 - 0.4mm Internal Thread Brass Inserts | Ebay | AU$5.65 | |
| M2 Nuts | Suleve | 1239291 | AU$9.17 |
| M2 x 10 mm Button Hex Screws | Suleve | 1239291 | AU$9.17 |
| M2 x 5mm Button Hex Screws | Suleve | 1239291 | AU$9.17 |
| M3 - 0.5mm Internal Thread Brass Inserts | Suleve | 1262071 | AU$7.5 |
| M3 Nuts | Suleve | 1109208 | AU$7.85 |
| M3 Washer | Banggood | 1064061 | AU$3.05 |
| M3 x 10mm Button Hex Screws | Suleve | 1109208 | AU$7.85 |
| M3 x 20mm Button Hex Screws | Suleve | 1109208 | AU$7.85 |
| M3 x 6mm Button Hex Screws | Suleve | 1109208 | AU$7.85 |
| M3 x 8mm Button Hex Screws | Suleve | 1109208 | AU$7.85 |
| M4 x 8mm Button Hex Screws | Suleve | 1273210 | AU$4.32 |
| Needle Luer Lock 18 - 27 Gauge | Terumo | TGA ARTG ID: 130227 | AU$3.57 |
| NEMA 17 Stepper Motor | Casun | 42SHD0001-24B | AU$54 |
| NEMA Stepper Motor Mounting Bracket | Banggood | ptNema17br90 | AU$4.79 |
| Pillow Block Flange Bearing 8mm | Banggood | KFL08 | AU$5.04 |
| PLA Filament | Creality 3D | 1290153 | AU$24.95 |
| Pluronic F127 | Sigma Aldrich | P2443-250G | |
| SC8UU 8mm Linear Motion Ball Bearing | Toolcool | 935967 | AU$21.6 |
| SG-5GL Micro Limit Switch | Omron | 1225333 | AU$4.5 |
| Soldering Station | Solder, Wires, Heat shrink e.c.t. | ||
| Spring | Banggood | 995375 | AU$2.53 |
| Syringe 3ml Luer Lock Polypropylene | Brauhn | 9202618N | AU$3.14 |
| Timing Pulley GT2 20 Teeth and Belt Set | Banggood | 10811303 | AU$11.48 |
| Trapezoidal Lead Screw and Nut 8mm x 400mm | Banggood | 1095315 | AU$29.02 |
| Variable Spanner |
参考文献
- Brettel, M., Friederichsen, N., Keller, M., Rosenberg, M. How Virtualization, Decentralization and Network Building Change the Manufacturing Landscape: An Industry 4.0 Perspective. World Academy of Science, Engineering and Technology International Journal of Information and Communication Engineering. 8 (1), (2014).
- Gilchrist, A. Introducing Industry 4.0. Industry 4.0. , 195-215 (2016).
- Petrick, I. J., Simpson, T. W. 3D Printing Disrupts Manufacturing: How Economies of One Create New Rules of Competition. Research-Technology Management. 56 (6), 12-16 (2013).
- Wong, K., Hernandez, A. A Review of Additive Manufacturing. ISRN Mechanical Engineering. 10, (2012).
- Lanaro, M., Desselle, M. R., Woodruff, M. A. 3D Printing Chocolate: Properties of Formulations for Extrusion, Sintering, Binding and Ink Jetting. Fundamentals of 3D Food printing and Applications. , (2018).
- Godoi, F. C., Prakash, S., Bhandari, B. R. 3d printing technologies applied for food design: Status and prospects. Journal of Food Engineering. 179, 44-54 (2016).
- Stansbury, J. W., Idacavage, M. J. 3D printing with polymers: Challenges among expanding options and opportunities. Dental Materials. 32 (1), 54-64 (2016).
- Zhu, W., Ma, X., Gou, M., Mei, D., Zhang, K., Chen, S. 3D printing of functional biomaterials for tissue engineering. Current Opinion in Biotechnology. 40, 103-112 (2016).
- Lanaro, M., Booth, L., Powell, S. K., Woodruff, M. A. Electrofluidodynamic technologies for biomaterials and medical devices: melt electrospinning. Electrofluidodynamic Technologies (EFDTs) for Biomaterials and Medical Devices. , 37-69 (2018).
- Malone, E., Lipson, H. Fab@Home: the personal desktop fabricator kit Article information. Rapid Prototyping Journal. 13 (4), 245-255 (2007).
- Vilbrandt, T., Malone, E., Lipson, H., Pasko, A. Universal Desktop Fabrication. Heterogeneous Objects Modelling and Applications. , 259-284 (2008).
- Jones, R., et al. RepRap-the replicating rapid prototyper. Robotica. 29, 177-191 (2011).
- Lanaro, M., et al. 3D printing complex chocolate objects: Platform design, optimization and evaluation. Journal of Food Engineering. , (2017).
- Wu, W., DeConinck, A., Lewis, J. A. Omnidirectional Printing of 3D Microvascular Networks. Advanced Materials. 23 (24), H178-H183 (2011).
- Paxton, N., Smolan, W., Böck, T., Melchels, F., Groll, J., Jungst, T. Proposal to assess printability of bioinks for extrusion-based bioprinting and evaluation of rheological properties governing bioprintability. Biofabrication. 9 (4), 044107(2017).
Access restricted. Please log in or start a trial to view this content.
転載および許可
このJoVE論文のテキスト又は図を再利用するための許可を申請します
許可を申請さらに記事を探す
This article has been published
Video Coming Soon
Copyright © 2023 MyJoVE Corporation. All rights reserved