
Method Article
Mikroakışkan Sızma yoluyla üç boyutlu mikrostrüktürlü nanokompozitlerin İmalat
Bu Makalede
Özet
Üç boyutlu (3D) mikrostrüktürlü kompozit kirişler 3D gözenekli microfluidic ağlara nanokompozitlerin yönettiği ve lokalize sızma yoluyla imal edilir. Bu imalat yönteminin esnekliği fonksiyonel 3 boyutlu takviyeli nanokompozit makroskopik çeşitli ürünler elde etmek amacıyla, farklı ısı ile sertleşen malzeme ve nanofillers kullanımını sağlar.
Özet
Karmaşık üç boyutlu (3D) ile takviyeli kompozit kirişler mikrostrüktür desenli nanokompoziti mikrofilamentler mikrofluidik ağlar 3D nanokompoziti infiltrasyon yoluyla birbirine imal edilir. Takviyeli kirişler imalat, bir dağıtma robot kullanılarak, düşük viskoziteli bir reçine kullanılarak lifleri arasındaki boşluk doldurma, reçinenin sertleştirme ve son olarak kaldırma kaçak mürekkep ipliklerin katman-katman yerleştirilmektedir mikroakışkan ağların üretimi ile başlar Mürekkep. Diğer geometri ve birçok katmanları (örneğin birkaç yüz katmanlar) ile kendinden destekli 3D yapıların bu yöntem kullanılarak inşa edilebilir. Oluşan tübüler microfluidic ağları daha sonra nanofillers (örneğin tek-duvarlı karbon nanotüpler) içeren termoset nanokompoziti süspansiyonlar ile sızmış, ve daha sonra tedavi edilir. Infiltrasyon boş n iki ucu arasında bir basınç gradyanı uygulanarak yapılır(bir vakum veya vakum destekli mikroenjeksiyon uygulayarak ya da) Ğ. Önce süzülmesine, nanokompozit süspansiyonlar yöntem karıştırma ultrasonikasyon ve üç silindir kullanılarak polimer matrisleri içine nanofillers dağıtılmasıyla hazırlanır. Nanokompozitler (infiltre örn. malzeme), bir 3 boyutlu takviyeli bir yapı ile sonuçlanan, UV ışınlarına maruz kalma / ısı tedavisi altında katılaştırılır. Burada sunulan teknik, çalıştırıcılar ve sensörler gibi microengineering uygulamalar için fonksiyonel bir nanokompozit makroskopik ürünlerin tasarımını sağlar.
Giriş
Nanomalzemeleri, özellikle karbon nanotüpler (CNT) polimer matrisler dahil kullanılarak polimer nanokompozitleri gibi yapısal kompozitler 2, mikroelektromekanik sistemleri 3 (örn. mikrosensörler), ve akıllı polimerler 4 gibi potansiyel uygulamalar için çok fonksiyonlu özellikler 1 bulunmaktadır. Yöntem karıştırma CNT tedavisi ve nanokompozit dahil olmak üzere çeşitli işlem adımları matris içine CNT arzu edilir bir şekilde dağıtmak istenebilir. CNT 'boy oranı için, bunların dağılım durumu ve yüzey işleme esas olarak, elektrik ve mekanik performansını etkileyen, nanokompozit işleme prosedürü, hedeflenen uygulamaya 5 için arzu edilen özelliklere bağlı olarak değişebilir. Ayrıca, belirli bir yükleme koşulları için, arzu edilen bir yön boyunca CNT hale getirilmesi ve aynı zamanda arzu edilen yerlerde takviye konumlandırılması, bu mekanik ve / veya elektriksel özelliklerinin daha fazla gelişme sağlar nanocomposites.
Örneğin kesme akışı, 6-7 ve elektromanyetik alanların 8 gibi bir kaç teknik bir polimer matrisi içinde arzu edilen bir yön boyunca CNT hizalamak için kullanılmıştır. Ayrıca, yönlendirme CNT özellikle tek boyutlu (1D) içinde, boyutsal kısıtlayıcı neden olduğu ve iki boyutlu (2B), nanokompozit materyallerin 9-11 şekillendirme / işlenmesi sırasında gözlenmiştir. Bununla birlikte, üretim işlemleri ile ilgili yeni gelişmeler, yine en uygun koşulları için bir ürünün imalatı sırasında üç boyutlu (3D) yönünde ve / veya takviye nanotüp konumlandırma yeterli bir şekilde kontrol etmek için ihtiyaç vardır.
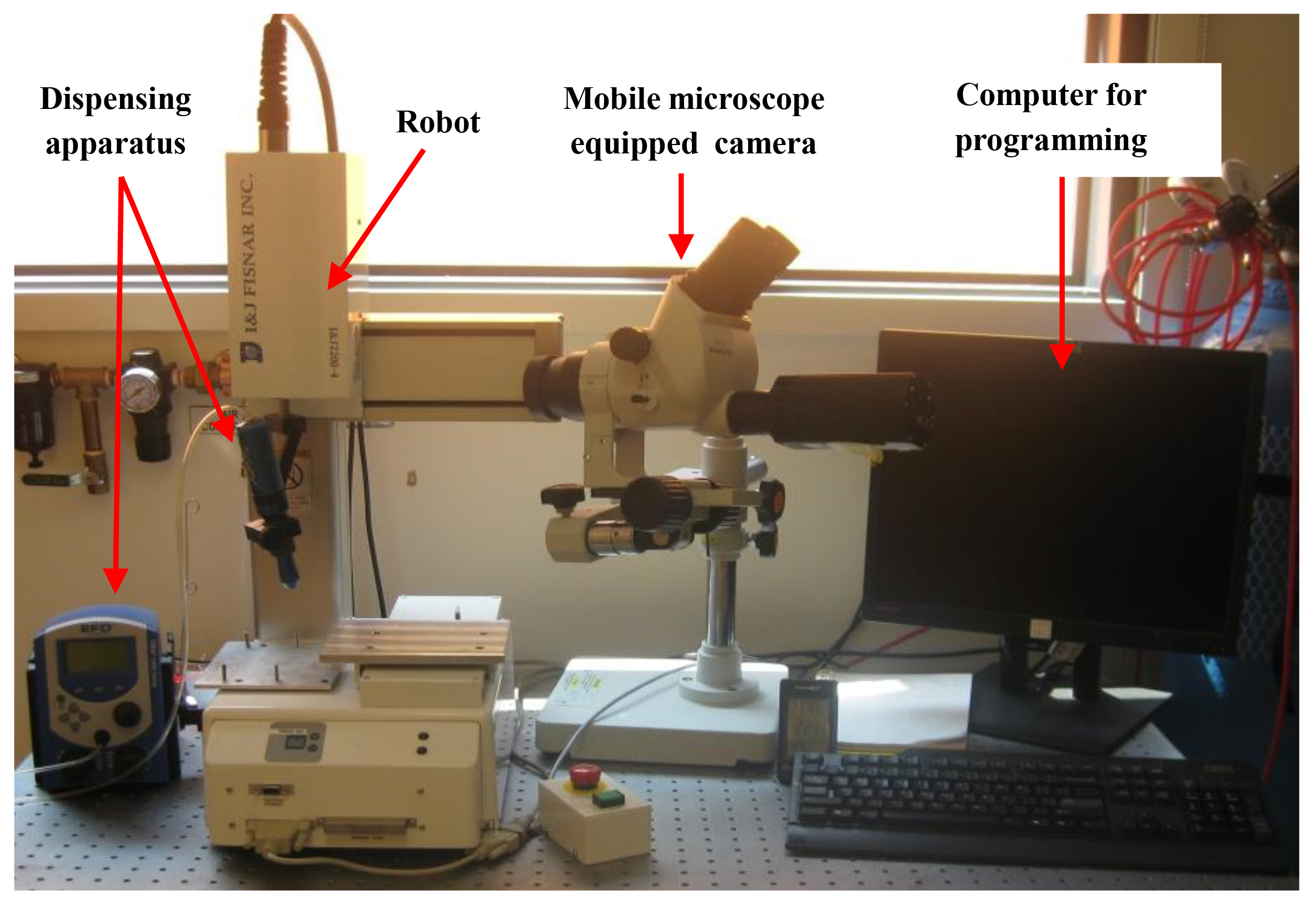
Bu yazıda, polimer nanokompozit süspansiyonlar ile 3D mikroakışkan ağ (Şekil 1) yönettiği ve lokalize sızma yoluyla 3D takviyeli kompozit kiriş imalatı için bir protokol mevcut. İlk olarak, bir 3D fabrikasyon mikrosıvı birbirineAğ doğrudan yazma epoksi alt-tabakalar üzerinde mürekkep kaçak filamentlerin imalatı 12-13 (Şekil 2a ve 2b), epoksi kapsülleme ardından (Şekil 2c) ile kurban mürekkep çıkarılmasını (Şekil 2d) içerir ki, gösterilmiştir. Doğrudan yazma yöntemi, bir sıvı dağıtıcısı boyunca x, y ve z eksenleri (Şekil 3) hareket eden bir bilgisayar kontrollü bir robot oluşur. Bu teknik fotonik, MEMS ve biyoteknoloji uygulamaları için 3D mikrovasıtalar (Şekil 4) imal için hızlı ve esnek bir yol sağlar. Daha sonra, nanokompozit hazırlanması 3 boyutlu takviyeli kompozit çok ölçekli imalatı için farklı kontrollü ve sabit bir basınç altında, gözenekli bir ağ içine sızma (ya da enjeksiyon) ile birlikte gösterilmiştir (Şekil 2e ve 2f). Son olarak, potansiyel uygulamalar ile birlikte bazı temsili sonuçlar gösterilmiştir.
Protokol
1.. 3D mikroakışkan Ağları Fabrikasyon
- 80 ° C de kaçak mürekkep eritin ve 3 ml şırınga içine yükleyin.
Not: kaçak mürekkep mikrokristalimsi bir mum, bir ikili karışım ve 40:60 'lik bir ağırlık oranı daha yüksek olan bir vazelin olduğunu. - İstenen lif çapının (örneğin, iç çapı (ID) = 150 um) bağlı bir çökeltme memesi seçin.
- Mürekkep malzemeyi içeren, şırınga haznesinin üzerinde memeyi takın ve dağıtma robotun enjektör tutucuya monte edin.
- Istenen 3D iskele yapısının üretim için dağıtım robotun hareket yolunu tasarlamak için bir Excel programı kullanın.
Not: 3D mürekkep yapı ve belirli bir tabakadaki lif 'boşluğunun genel boyutları kolaylıkla programlanabilir, bu durumda, boyutlar 60 mm genişliğinde, 7.5 mm ve 0.25 mm yatay mesafe ile kalınlığı 1.7 mm, uzunluğu vardır Her filament arasında. - basınç regülatörü ve robot dağıtma hızına çökelme basıncını ayarlayınız.
Not: kaçak mürekkep lif çapı meme çapı, basınç birikimi, viskozite ve mürekkep verme hızına bağlı olarak değişir. Burada, filament çapı 1.9 MPa bir çekme basınçta 4.7 mm / sn bir çökelme hızı ~ 150 mm. - 2B desen (Şekil 2a) yol açan bir epoksi alt-tabaka, mürekkep bazlı filamanların birikimi ile microscaffold yapılışı başlatın.
- Ardışık olarak filamanların çapına eşit bir miktar ile dağıtım nozulunun z-pozisyonu arttırılmasıyla takip eden katmanların yatırın (Şekil 2b).
Not: Diğer geometri ve birçok katmanları (örneğin, bir kaç yüz kat) inşa edilebilir Kendinden destekli 3D yapılar. - Epoksi iki parça (yani reçine ve sertleştirici) kapsülleme için kullanılan ve ep degas karıştırınEpoksi bileşenlerin karıştırma esnasında tuzağa kabarcıklarını çıkarmak için tanımlanan (burada, 30 dakika süre ile 0.15 bar) bir süre vakum altında oksi karışımı ile gerçekleştirilmektedir.
Not: gaz çıkarma süresi, epoksi karışımın jel zamanla değişebilir. Farklı bir epoksi sistemi için, gerekli olan gaz alma süresi daha kısa ya da daha uzun olabilir. - Negatif bir basınç uygulayarak bir sıvı dağıtıcı kullanılarak, 3 ml şırınga haznesi içine, epoksi reçine yükleyin ve daha sonra bir şırınga ağzına ince bir memeyi (örn. ID = 0.51 mm) olan.
- Bir yer aynı sıvı dağıtıcı kullanılarak, üst ucunda, eğimli iskele yapısı üzerinde epoksi düşer ve epoksi kapsülleme sırasında kabarcık yakalama riskini en aza indirmek için meme monte edilmiştir.
Not: epoksi daha sonra ağırlık ve kılcal güçler tarafından tahrik lifleri arasındaki boşlukların içine akar. - Iskele lifleri arasındaki boşluk tamamen dolana kadar iskele üzerinde epoksi damla yerleştirerek devam edin.
- Kapsülleme EPO izinDaha sonra xy 24 saat boyunca oda sıcaklığında sertleşme-öncesi ve 60 ° C'de (Şekil 2c) ile iyileştirme sonrası işleme için bir fırın içinde yapıyı koydu.
Not: Farklı bir tedavi planı farklı bir epoksi sistemi için uygulanabilir. - Tam kür sonra hassas bir testere kullanarak epoksi fazla parçaları kesin.
- Yapının iki uçlarında iki delik açın ve iki plastik tüpler yerleştirin.
- Aşağıdaki gibi yapısından kaçak mürekkebi çıkarın:
- Mürekkep sıvılaşma (Şekil 2d) için 30 dakika boyunca, 90 ° C'de bir fırında örnekleri koyun.
- Kısa bir süre fırından örnekleri alındıktan hemen sonra, başka bir 5 dakika için, heksan, ardından 5 dakika boyunca açılan kanallara bağlı borular ile sıcak damıtılmış su emme ile kanal ağ yıkayın.
Not: mürekkep temizleme (Şekil 5), birbirine bağlı bir 3D mikroakışkan ağını verir. Heksan kullanılarak ağların sonrası temizleme Possi çıkarmak amacıyla gerçekleştirilirkanal çeperlerinden mürekkebin ble kalıntı izleri.
2. Nanokompozit hazırlanması
Not: nanokompozitler farklı yüklemelerde ikili bir kür (mor ötesi / ısı ile sertleştirilebilir) ısı ile sertleşen reçine, bir epoksi reçinesi ya da bir üretan bazlı reçine ve nanofillers (burada, tek duvarlı karbon nanotüpleri) karıştırılması ile hazırlanır.
- Bir yüzey aktif madde (Çinko protoporfirin IX) ya da aseton ya da diklorometan içinde 14 (Şekil 6) içinde 0.1 mM'lik bir çözeltisine nanotüpler istenilen miktarda ekleyin.
Not: Burada CNTs 150 mg,% 0.5 civarında olan bir nihai nanotüp konsantrasyonuna sahip bir nano-bileşiğin hazırlanması için, içindeki çözeltisi (~ 50 mi) ilave edildi. Ayrıca, DMF gibi, yüksek kaynama sıcaklığı çözücülerin kullanılması nedeniyle çözücü buharlaştırma sırasında 60 ° C üzerinde sıcaklıklarda, bu çalışmada kullanılan UV-epoksi olası ısı sertleştirmesine kaçınılması gerektiğini belirtmek gerekir. - Su'yu sonikasyonnanotüp agrega (Şekil 6) debundle 30 dakika için ultrasonik banyo içinde spension.
Not: nanotüp çözelti süzme ya da ultra-santrifüj gibi ek çabalar reçine ile karıştırmadan önce, kalan büyük kümeler çıkarmak için yapılmalıdır. - Hafif 4 saat çözücünün kaynama sıcaklığında (aseton çözeltisi örneğin 50 ° C) altındaki bir sıcaklıkta bir manyetik karıştırıcı sıcak bir plaka üzerine nanotüp süspansiyonu ile reçine (ya da üretan, epoksi ya da) karıştırın.
- Ultrasokinasyon banyosuna nanokompozit karışımı yerleştirin ve aynı anda 1 saat boyunca sonikasyon ve ısıtma (40-50 ° C) (Şekil 6) uygulanır.
- Vakum altında 24 saat (~ 0.1 bar) için 12 saat boyunca 30 ° C 'de nano-bileşiğin ısıtılması ve daha sonra 50 ° C'de ile tortusal çözücünün buharlaşmasına izin verin.
- Orde bir üç-silindirli hadde karıştırıcısında silindirler arasında küçük bir boşluk içinden geçirilerek nanokompozit materyalleri karıştırın Kayma(Şekil 6) büyük nanotüp agrega kırmak için r. Önce bazal karşılaştırma için karışım üç rulosuna nanokompozit bir kısmını tutun.
- Üç rulo karıştırma parametrelerini (yani boşluklar ve döndürme hızı) ayarlayın.
Not: Burada, 250 rpm, sabit hızlı bir apron rulo için kullanılır. Sırasıyla, 25 um, 5 geçiş, 10 um, 5 geçer ve 5 um 10 geçer: Ancak, ruloların arasındaki boşluklar, aşağıdaki gibi üç aşamalı bir işlem olarak azalır. - Karıştırma esnasında hapsolan hava kabarcıklarını çıkarmak için bir kurutucu kullanılarak 24 saat süre ile 0.1 bar ~ vakum altında nihai karışım gaz çıkışına.
3. Nanocomposite Sızma (Enjeksiyon)
- Negatif bir basınç uygulayarak sıvı dağıtıcısı kullanılarak bir 3 ml şırınga içine, bölüm 2'de hazırlanan nanokompozitler, yerleştirin.
- Açılan kanallar (aynı tüpleri kullanılır bağlı plastik tüpler sığar ince memesi (örneğin, ID = 0.51 mm) takın) mürekkep kaldırılması için ve nanokompozit materyaller ihtiva eden bir şırınga ağzına monte edin.
- Basınç dağıtıcının üzerinde istenen basıncı (yani pozitif basınç) ayarlayın.
Not: Burada, nanokompozit enjeksiyon basıncı 400 kPa olarak belirlenmiştir.
Not: bir vakum (negatif basınç) ağ dolgu yardımcı olmak için diğer uçta (örneğin, çıkış tarafı) uygulanabilir. Basınç uygulandığında, Protokol 1 'de yerleşik mikroakışkan ağ, plastik borular üzerinden ağa girer nanokompozit süspansiyon ile doldurulur. - Kısa bir süre sonra, enjeksiyon, vaktinden evvel sertleşme için 30 dakika süre ile bir UV lambası UV aydınlatma için nano bileşiği-dolgulu kirişler maruz kalmaktadır.
Not: Bu göre, ön işlem CNT olası yönelimi Brown hareketi etkisini azaltmak için düşünülmektedir. Aynı zamanda, ısı kaynaklı büzülmesini azaltır (Şekil 7) - Fırında üretilen kirişleri sonrası tedaviat, UV-epoksi, başka bir 1 saat (Şekil 7) 130 ° C'de ve ardından, 1 saat boyunca 80 ° C'de durumunda.
- Bir testere kullanarak aşırı epoksi parçalar kesmek ve daha sonra istenilen boyutlarda kirişler lehçe (burada ~ uzunluğu 60 mm, genişliği 6.8 ~ mm ve ~ kirişlerin kalınlığı 1.6 mm mekanik karakterizasyonu kolaylığı için üretildi).
Sonuçlar
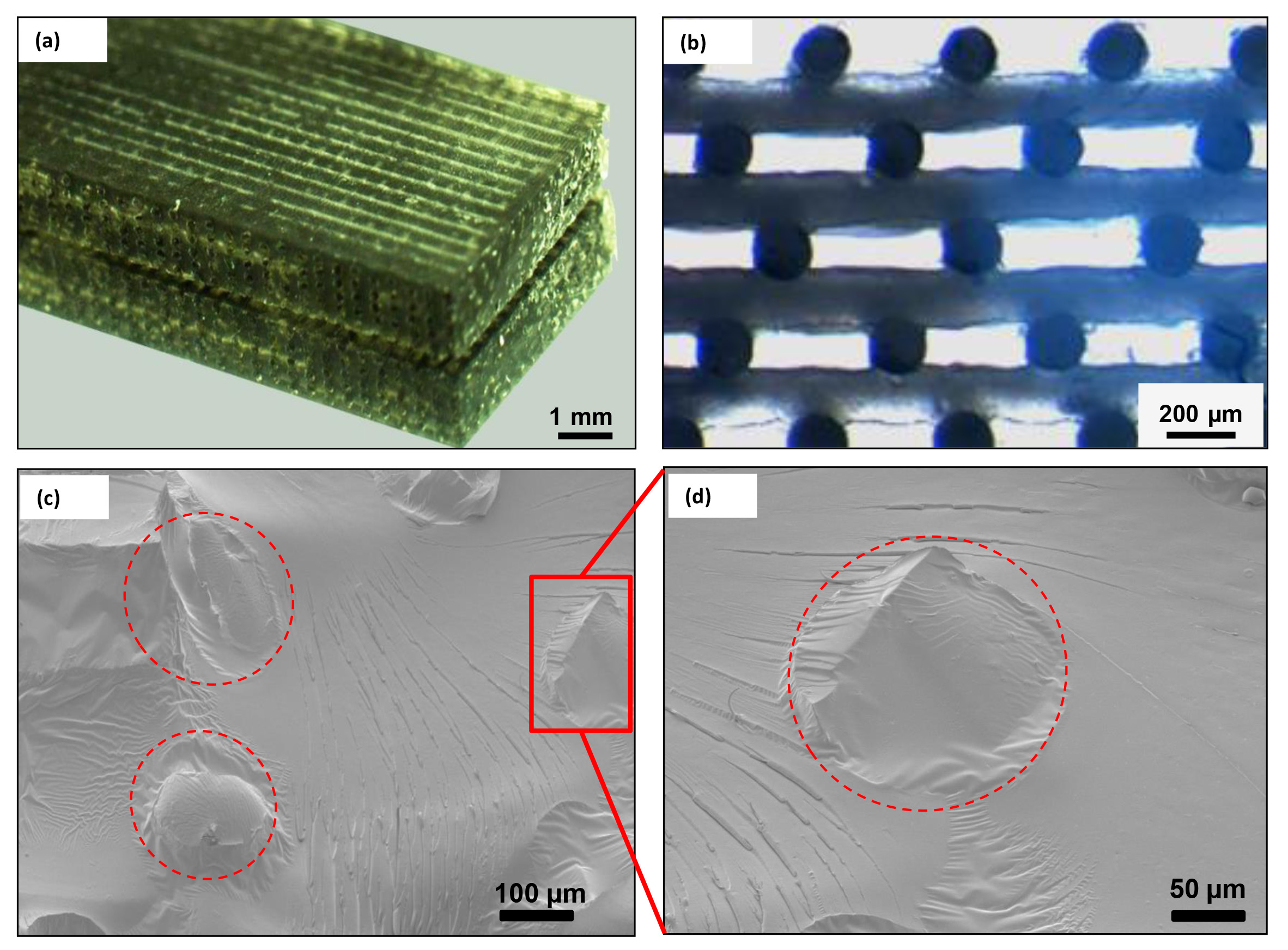
Şekil 8a ve üretilen kirişler temsili bir görüntüsünü ve nano bileşiği filamanların dokuz katmandan oluşan kesiti, bir optik görüntü gösterir 8b.
Şekiller 8C ve 8D, sırasıyla kirişler imal kırılma yüzeyinin tipik SEM görüntüleri ve dolu kanalları (örneğin gömülü nanokompozit mikro-) daha yüksek bir büyütme görüntü gösterir. Herhangi bir kimyasal bağdan çıkarılan kanal duvarı görülür bu yana, çevreleyen epoksi ve infiltre malzemeler de mürekkep çıkarılmasından sonra heksan ile kanalların uygun temizlik sonucu yapıştırılır söylemek yanlış olmayacaktır.
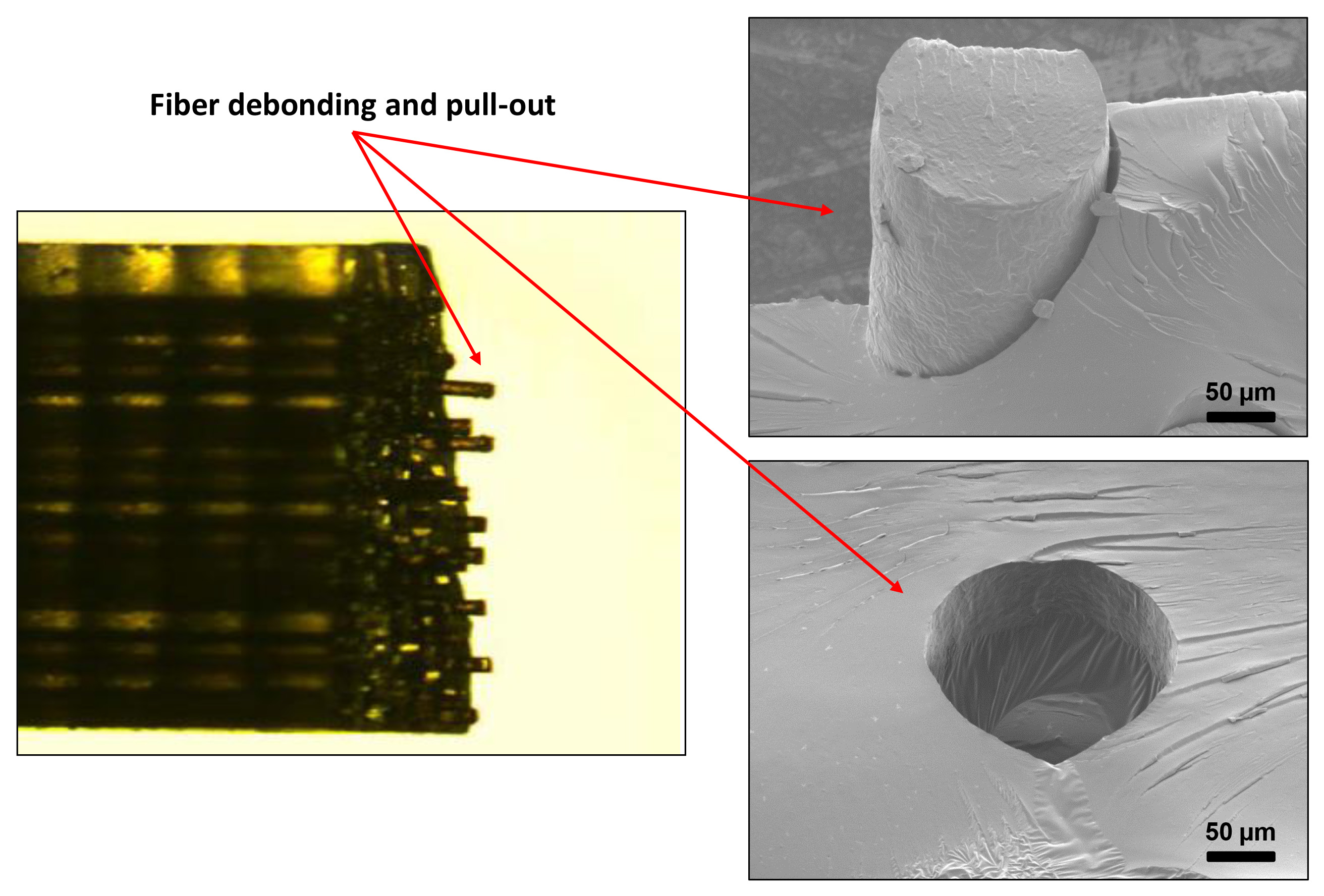
Şekil 9, heksan mürekkebin çıkarılması sırasında kullanılmayan edildiği mekanik test sırasında kırılmış bir kiriş temsili bir optik görüntüsünü gösterir. Fiber bağ açıcı, zayıf mekanik arayüzü bir sonucu olarak görülmektedir nedeniyle olabilir kikaçak mürekkep izleri ağ temizlendikten sonra kalmıştır.
Şekil 10, (referans noktası olarak) kalıplanmış kütle epoksi örnekler ve 3D takviyeli kirişler, depolama modülü, E '' nü göstermektedir. Sonuçlar bileşimidir üretilen kirişler için benzersiz eğilimleri göstermek gömülmüş ve tek ~ 0.18 wt varlığı ile üstün özelliklere sahip çevreleyen epoksi malzemeler. % CNT.
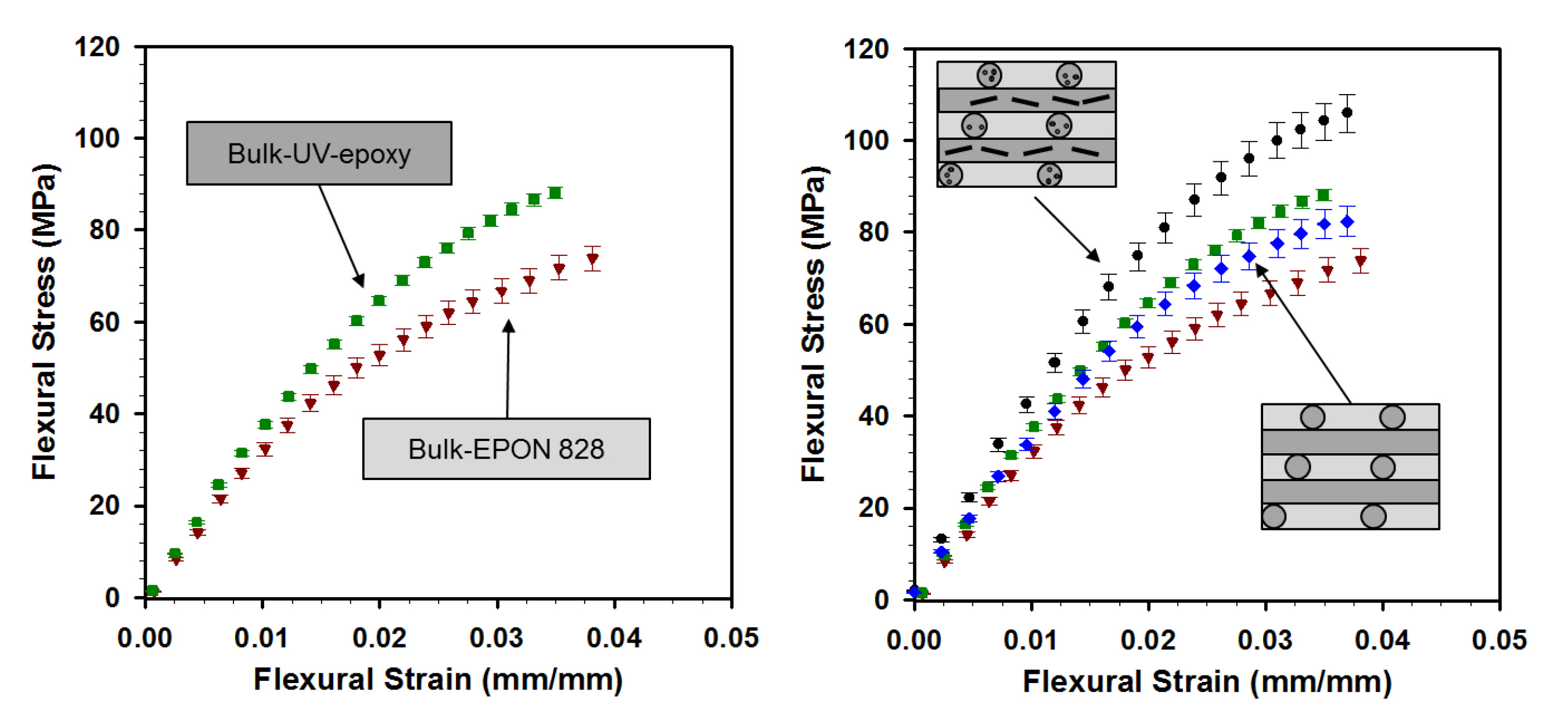
Şekil 11, bir DMA kullanarak üretilen kompozit kirişlerin üç noktalı bükülme testi sonuçlarını göstermektedir. CNT konumlandırma bir sonucu olarak, 3D bükülme modülü kirişler saf epoksi-infiltre (bütün epoksi) kiriş ile karşılaştırıldığında% 34 bir artış göstermiştir takviyeli.

3D-r Şekil 1.. Şematik gösterimimicroinfiltration yaklaşımla üretilen einforced nanokompozit. resmi büyütmek için buraya tıklayın.
{kind=link}

3 boyutlu takviyeli kirişler üretim Şekil 2. Şematik temsili. (A) bir dağıtma robot kullanarak mürekkep filament doğrudan depozisyon, z-yönünde dağıtma memesini arttırılmasıyla birbiri üstüne birkaç tabakadan (b) Çökelme, (c ) mikroakışkan kanal üretiminde neden olacak şekilde sıvılaştırma ile ağ üzerinden mürekkep alma, düşük viskoziteli bir reçine kullanılarak lifleri arasındaki boşluk, gözenek, (d) doldurulması. (E) ile boş ağ Dolumkür, ve (f) aşırı epoksi Kesme parçalar tarafından takip nanokompozit süspansiyon. resmi büyütmek için buraya tıklayın.
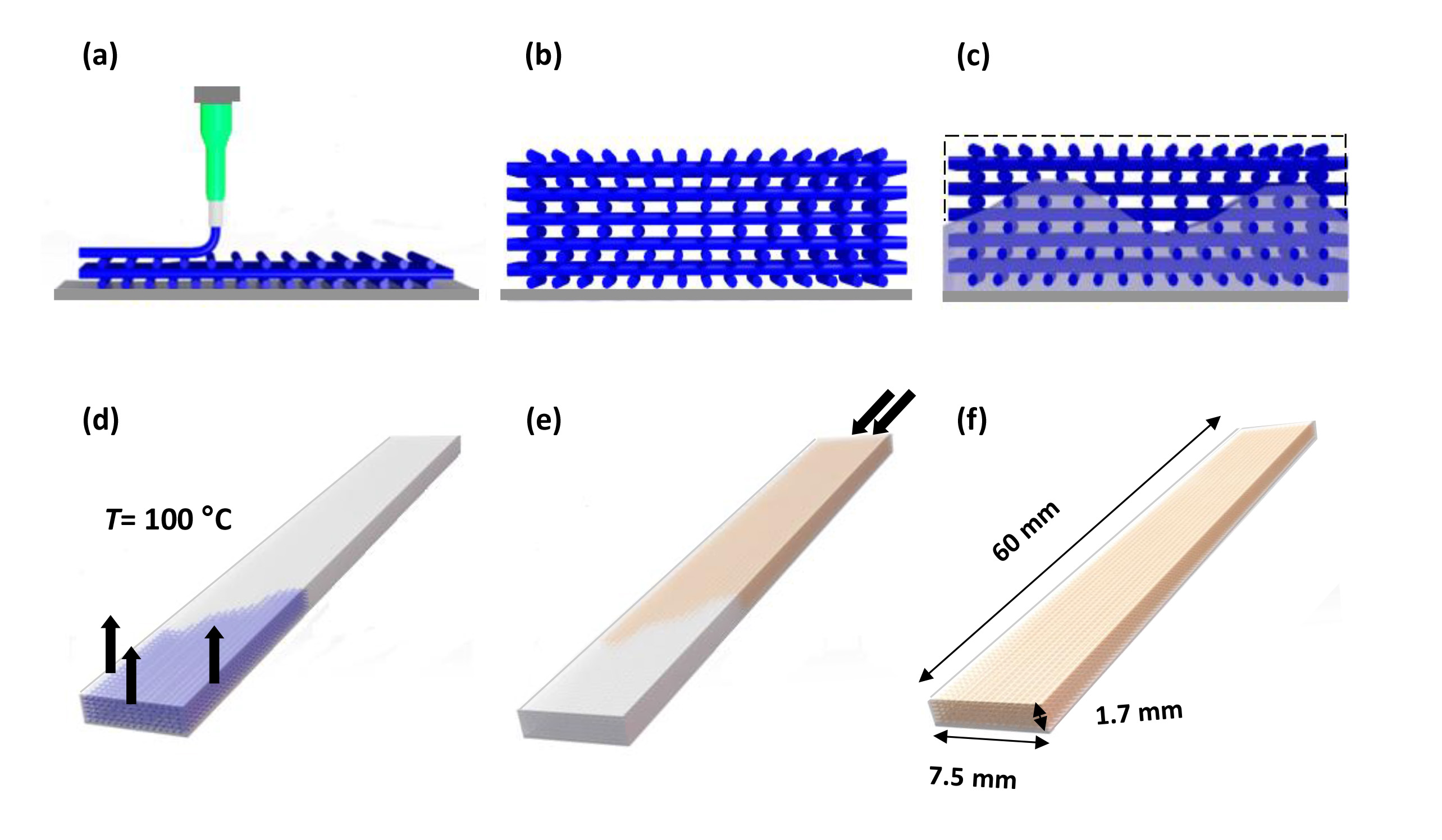{kind=link}

Şekil 3. Bilgisayar kontrollü robot, bir dağıtım aparatı ve canlı kamera oluşan robot biriktirme aşamasında bir fotoğraf. resmi büyütmek için buraya tıklayın.
{kind=link}

Şekil 4. Doğrudan yazma assem tarafından üretilen mikroyapıların Birkaç görüntüleribly. resmi büyütmek için buraya tıklayın.
{kind=link}

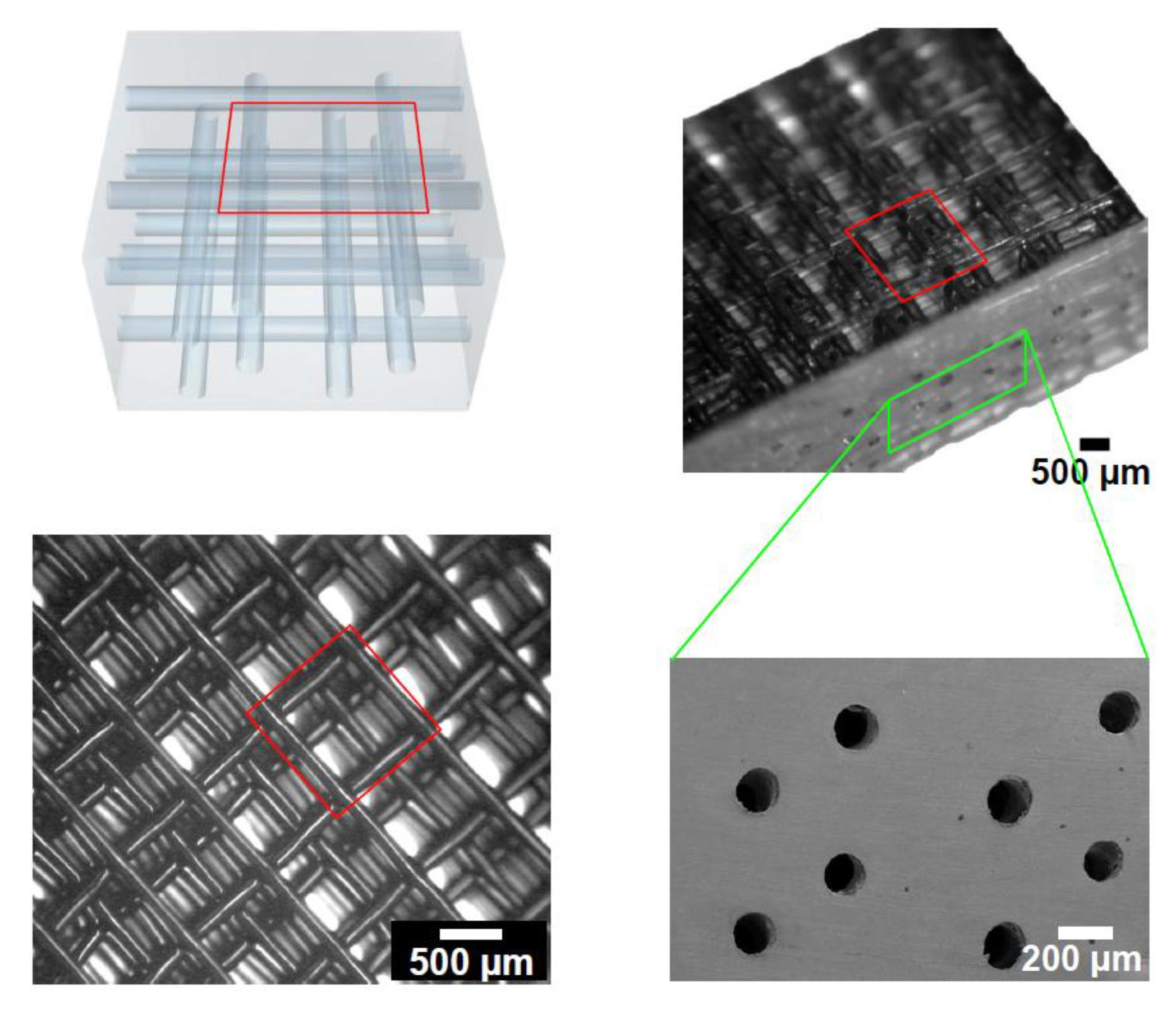
Şekil 5,. Izometrik bir görünüm ve SEM görüntü 3D bağlı mikroakışkan boş ağ. resmi büyütmek için buraya tıklayın.
{kind=link}

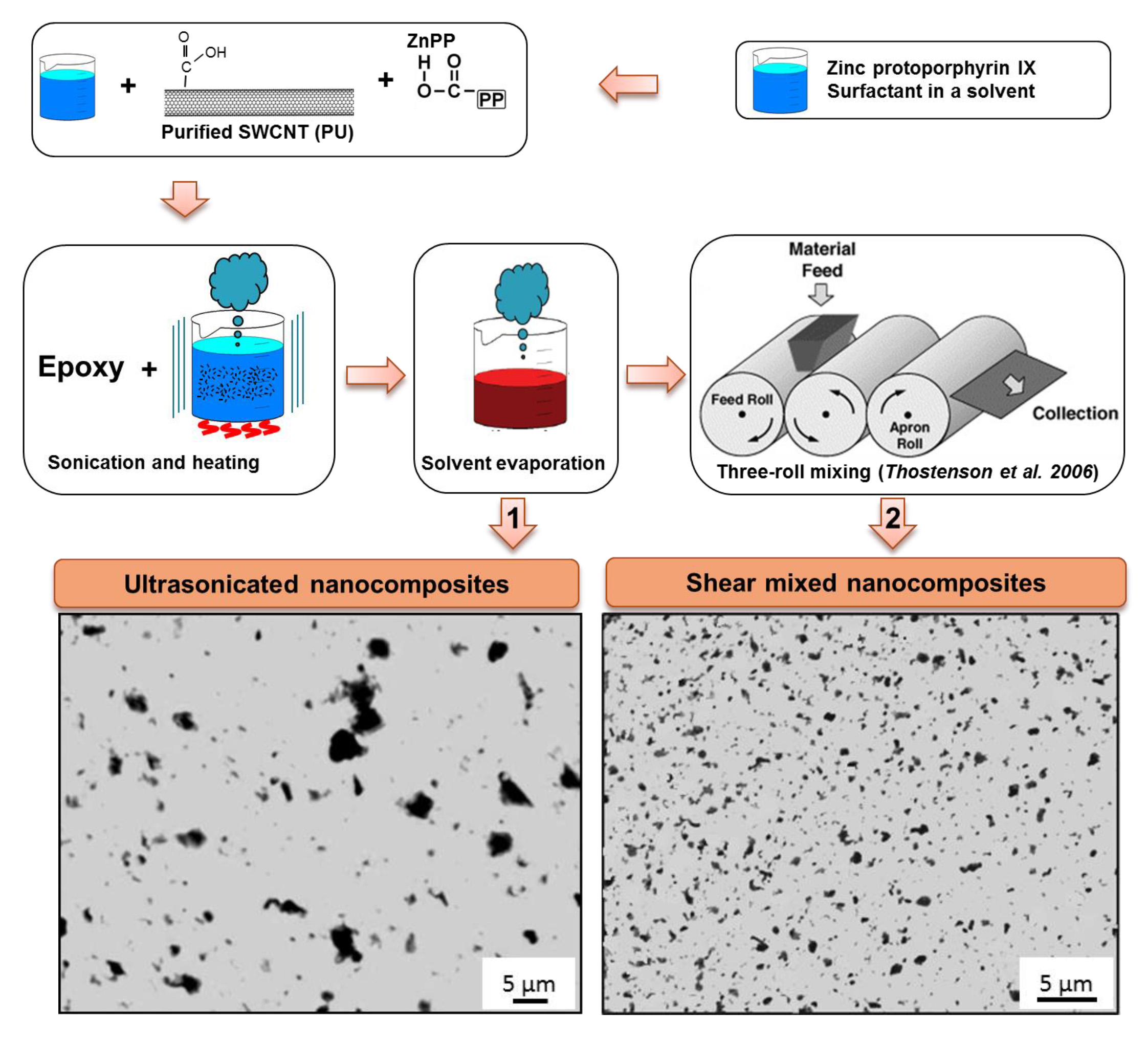
Şekil 6.. Nanocomposite farklı nitelikleri (nanokompozit filmlerin optik görüntüleri ile dağılımların nanotüp yol nanotüp nonkovalent fonksiyonlandırmalar ultrasonikasyon ve / veya üç rulo değirmen karıştırma dahil stratejiler karıştırma). Daha büyük resmi görmek için buraya tıklayın.
{kind=link}

Şekil 7. Fırında post-kür ardından UV lamba UV aydınlatma altında kür nanokompozit. resmi büyütmek için buraya tıklayın.
{kind=link}

Şekil 8,. (A) Bir 3D-takviye edilmiş bir çubuğun bir görüntü zometrik, (b) bir nano bileşiği-enjekte kirişin tipik enine kesit, (c) bir ışın kırılma yüzeyi SEM görüntüsü ve ( g> d) (c) A yakından görünüşüdür. resmi büyütmek için buraya tıklayın.
{kind=link}

Poliüretan nanokompozit-sızmış kirişin Şekil 9.. Kırılma yüzey görüntüsü. resmi büyütmek için buraya tıklayın.
{kind=link}

Bir dinamik mekanik analiz cihazı kullanılarak yığın epoksiler ve üretilen kirişler 10. Sıcaklık bağımlı mekanik özellikleri (depolama modülleri) Şekil./ Www.jove.com/files/ftp_upload/51512/51512fig10highres.jpg "target =" _blank "> büyük resmi görebilmek için buraya tıklayın.

Şekil 11. Toplu epoksilerin quasi-statik, mekanik özellikleri (eğilme) ve üretilen kirişler (üç nokta eğilme testi). resmi büyütmek için buraya tıklayın.
{kind=link}
Tartışmalar
Burada sunulan deney prosedürü, malzeme tasarım amaçları için, polimer esaslı malzemelerin mekanik performans uyarlamak için yeni ve esnek üretim yöntemidir. Bu yöntemi kullanarak, arzu edilen özellikleri, uygun bileşenlerin (örneğin, infiltre Malzemeler ve ana matris) seçimi hem de kompozit yapıların mühendislik göre elde edilebilir. İlk olarak, bu teknik bileşenlerin kişilerce 15 bulks farklı olan özel bir sıcaklık bağımlı özelliğini temsil eden farklı termoset polimerlerden oluşan tek bir malzemeden, imal edilmesini sağlar. Nanofillers bütün matris boyunca homojen bir şekilde dağılmış olduğu diğer nanokompozit üretim teknikleri üzerinde, bu tekniğin diğer bir avantajı, uzamsal olarak bu 3 boyutlu takviyeli kirişler istenen konumlarda takviyelere yeteneğidir. Bu nedenle konumlandırma yeteneği muhtemelen pahalı nano daha düşük bir miktardadolgu maddeleri, belirli bir mekanik performans 13 elde etmek için gereklidir. Takviye model mürekkep skafoldun asıl direkt yazma itaat için, belirli bir tabakadaki filamanlar 'aralık kaçak mürekkep viskoelastik özellikleri nedeniyle yaklaşık olarak on kat daha mürekkep filamanların çapı ile sınırlıdır. Diğer yandan, küçük bir aralık, epoksi kapsülleme aşaması esnasında sıvı epoksi akışını kısıtlayabilir. Ayrıca, mürekkep filamentin çaplı üretim (yüksek viskoziteli mürekkep örneğin, ekstrüzyon) ve bu mikroakışkan ağlarına nano-sızma gibi takip eden üretim adımları kolaylığı için (örneğin, 50 mikron ile elde edilmiş) yeterince büyük olması gerekir.
Nanofillers iyi olup olmadığını, bu yöntemin başka bir potansiyel, daha yüksek hızlar / basınçlarda nanokompozit infiltrasyonu ile kesme akış altında 16 akım yönünde tek tek ya da diğer CNT nanofillers hizalama özelliği olabilirNanokompozit karıştırma işlemi sırasında in-dağılmıştır. Ancak, yüksek bir uyum derecesi, sadece sızma sırasında ağda hava sıkışmasına neden (nedeniyle, küçük kanal çapı) çok yüksek infiltrasyon basınçlarda elde edilebilir.
Şekil 6'da Temsilcisi optik görüntüler Protokol 2'de sunulan karıştırma işlemi (şeklin alt kısmında iki resim) tarafından hazırlanan Nanokompozitleri göstermektedir. Gözlenen koyu lekeler nanotüp agrega olduğu düşünülmektedir. (~ 1 um bir ortalama ile) agrega boyutunun önemli bir değişiklik, kesme-karışık nanokompozit gözlemlenen ise ultraviyole nanokompozit için, en fazla ~ 7 um bir çapı olan mikron boyutlu agrega bulunmaktadır. Nano-dolgu dağılım üretilen 3D nanokompozit kirişlerin mekanik ve elektriksel özelliklerini etkilemektedir yana, gelişmiş bir dağılım Ninenin 3D konumlandırma tam olarak yararlanmak için elde edilmelidirBu imalat tekniği kullanılarak ofillers. Bu nedenle, bir başka çalışma sistematik nanotüpler dispersiyon durumları ve daha kolay epoksi matris içinde disperse edilebilir, diğer nanofillers kullanımını incelemek için gereklidir.
Mevcut üretim tekniği microengineering uygulaması 17 için fonksiyonel 3D nanokompozit ürünlerinin tasarımını mümkün kılabilir. Bu teknik, bu çalışmada kullanılan malzeme ile sınırlı değildir. Bu nedenle, bu tekniğin uygulamaya diğer ısı ile sertleşen malzemeler ve nanofillers kullanılması ile uzatılabilir. Çeşitli uygulamalar arasında, yapısal sağlık izleme, titreşim emme ürünler ve mikro söz edilebilir.
Açıklamalar
Çıkar çatışması ilan etti.
Teşekkürler
Yazarlar FQRNT (Le Fonds Québécois de la Recherche sur la Nature et les Technologies) mali destek için minnettarım. Yazarlar Prof Martin Levesque, Prof My Ali El Khakani ve Dr Brahim Aissa ve danışmanlık desteğini teşekkür etmek istiyorum.
Malzemeler
| Name | Company | Catalog Number | Comments |
| Dispensing Robot | I & J Fisnar | I & J2200-4 | |
| Robot software | I & J Fisnar | JR-Point Dispensing | |
| Syringe Barrel | Nordson EFD Inc. | 7012072 | 3 ml |
| Dispensing Nozzle | Nordson EFD Inc. | 7018225 | Stainless Steel Tip (ID: 0.51 mm) |
| Dispensing Nozzle | Nordson EFD Inc. | 7018424 | Stainless Steel Tip (ID: 0.15 mm) |
| Fluid Dispenser | Nordson EFD Inc. | HP-7X | |
| Fluid Dispenser | Nordson EFD Inc. | 800 | |
| Live camera | MediaCybernetics | QI, Cool, Color | 12 Bit, Qimaging |
| Live Camera Software | Image-Pro Plus | Version 6 | |
| Precision Saw | Buehler (IsoMet) | 622-ISF-03604 | Low-Speed Saw |
| Flexible plastic tube | Saint-Gobain PRL Corp. | Tygon 177936 | |
| Stirring hot plate | Barnstead International | SP131825 | |
| Vacuumed-oven | Cole-Parmer | EW-05053-10 | |
| Ultrasonic cleaner | Cole-Parmer | EW-08891-11 | |
| Three-roll mill mixer | Exakt Technologies | Exakt 80E | |
| Dynamic Mechanical Analyzer | TA Instruments | DMA Q800 | |
| UV-lamp | Cole Parmer | RK-97600-00 | Intensity of 21 mW/cm² |
Referanslar
- Endo, M., et al. Applications of Carbon Nanotubes in the Twenty-First Century. Philosoph. Trans. Math. Phys. Eng. Sci. 362 (1823), 2223-2238 (2004).
- Ear, Y., Silverman, E. Challenges and opportunities in multifunctional nanocomposite structures for aerospace applications. MRS Bull. 32 (4), 328-334 (2007).
- Mirfakhrai, T., Krishna-Prasad, R., Nojeh, A., Madden, J. D. W. Electromechanical actuation of single-walled carbon nanotubes: an ab initio simulation study. Nanotechnology. Nanotechnology. 19 (31), 1-8 (2008).
- Sahoo, N. G., Jung, Y. C., Yoo, H. J., Cho, J. W. Influence of carbon nanotubes and polypyrrole on the thermal, mechanical and electroactive shape-memory properties of polyurethane nanocomposites. Comp. Sci. Technol. 67 (9), 1920-1929 (2008).
- Coleman, J. N., Khan, U., Gun'ko, Y. K. Mechanical reinforcement of polymers using carbon nanotubes. Adv. Mater. 18 (6), 689-706 (2006).
- Fan, Z. H., Advani, S. G. Characterization of orientation state of carbon nanotubes in shear flow. Polymer. 46 (14), 5232-5240 (2005).
- Abbasi, S., Carreau, P. J., Derdouri, A. Flow-induced particle orientation and rheological properties of suspensions of organoclays in thermoplastic resins. Polymer. 51 (4), 922-935 (2010).
- Kimura, T., Ago, H., Tobita, M., Ohshima, S., Kyotani, M., Yumura, M. Polymer composites of carbon nanotubes aligned by a magnetic field. Adv. Mater. 14 (19), 1380-1383 (2002).
- Chronakis, I. S. Novel nanocomposites and nanoceramics based on polymer nanofibers using electrospinning process-A review. J. Mater. Process. Technol. 167 (2-3), 283-293 (2005).
- Zhou, W., et al. Single wall carbon nanotube fibers extruded from super-acid suspensions: preferred orientation, electrical, and thermal transport. J. Appl. Phys. 95 (2), 649-655 (2004).
- Sandler, J. K. W., et al. A comparative study of melt spun polyamide-12 fibres reinforced with carbon nanotubes and nanofibres. Polymer. 45 (6), 2001-2015 (2004).
- Therriault, D., Shepherd, R. F., White, S. R., Lewis, J. A. Fugitive inks for direct-write assembly of three-dimensional microvascular networks. Adv. Mater. 17 (4), 395-399 (2005).
- Therriault, D., White, S. R., Lewis, J. A. Chaotic mixing in three-dimensional microvascular networks fabricated by direct-write assembly. Nat. Mater. 2 (4), 265-271 (2003).
- Lebel, L. L., Aissa, B., Khakani, A. E., Therriault, D. Preparation and mechanical characterization of laser ablated single-walled carbon-nanotubes/polyurethane nanocomposite microbeams. Comp. Sci. Technol. 70 (3), 518-524 (2010).
- Farahani, R. D., Dalir, H., et al. Micro-infiltration of three-dimensional porous networks with carbon nanotube-based nanocomposite for material design. Comp. A. Appl. Sci. Manufact. 42 (12), 1910-1919 (2011).
- Farahani, R. D., et al. Manufacturing composite beams reinforced with three-dimensionally patterned-oriented carbon nanotubes through microfluidic infiltration. Mater. Design. 41 (5), 214-225 (2012).
- Volder, M. D., Tawfick, S. H., Copic, D., Hart, A. J. Hydrogel-driven carbon nanotube microtransducers. Soft Matter. 7 (21), 9844-9847 (2011).
Yeniden Basımlar ve İzinler
Bu JoVE makalesinin metnini veya resimlerini yeniden kullanma izni talebi
Izin talebiDaha Fazla Makale Keşfet
This article has been published
Video Coming Soon
JoVE Hakkında
Telif Hakkı © 2020 MyJove Corporation. Tüm hakları saklıdır