
Method Article
3D bir bileşenin mikro enjeksiyon kalıplama için yumuşak takım süreç zinciri sütun
Bu Makalede
Özet
Karmaşık geometriyi katkı imalat (AM) istihdam yüzeylerde mikro özelliklere sahip için ekler enjeksiyon imalatı için bir protokol sunulmuştur.
Özet
Bu kağıt amacı enjeksiyon kalıplama ekler mikro yüzey özellikleri ile imalatı için katkı imalat (AM) istihdam yumuşak takım süreç zinciri Yöntem sunmaktır. Yumuşak takım ekler dijital ışık nispeten yüksek temperaturea dayanabilir bir Fotopolimer kullanarak işleme tarafından (KDV fotoğraf polimerizasyon) üretilmektedir. Burada üretilen bölümü 60 ° açı ile dört dişli olan vardır. Mikro ayağı (Ø200 µm, en boy oranı 1) yüzeyler üzerinde iki satır tarafından düzenlenir. Polietilen (PE) enjeksiyon kalıplama yumuşak takım ekler ile son parçaları imal etmek kullanılır. Bu yöntem, enjeksiyon kalıplanmış parçalar microstructures karmaşık geometri ile katkı imal edilmiş ekler tarafından elde etmek için uygun olduğunu gösterir. Süresi ve maliyeti önemli ölçüde sayısal kontrol (CNC) bilgisayar işleme dayalı geleneksel kalıp işlemlere göre azaltılır. Mikro özellikleri boyutları uygulanan katkı üretim süreci tarafından etkilenmiştir. Ekler ömrünü bu işlem için pilot üretim daha uygun olduğunu belirler. Ekler üretim duyarlığını katkı imalat işleminin de sınırlıdır.
Giriş
Sunulan Yöntem mikro özelliklere sahip karmaşık yüzey yumuşak-takım süreci, polimer katkı imalat polimer enjeksiyon kalıplama için ekler üretmek için kullanmak için Yani, imalat amaçlamaktadır. Başka bir deyişle, polimer fonksiyonel yüzeyler ile polimer ekler tarafından kalıp enjeksiyon parçalarıdır.
Yüzey işlevleri mikro özellikleri tarafından gerçekleştirilebilir; Örneğin, anomali vd. 1 ve Luchetta vd. 2 hücre biyolojisi ve Hu vd. , alanında fonksiyonel yüzeyleri göstermek 3 optik elemanları, vb gösterilmiştir Yüzey özelliği, mikro sütunlar, bir tür yoğun hücre çoğalması teşvik için soruşturma. Onlar Eğer mikro sütunlar belirli yolları4,5' te desenli proliferated doku ve yüzey arasında bağ geliştirmek mümkündür.
Polimer çoğaltmalar mikro özelliklerin yoğun olarak incelenmiştir ve hassas kalıplama birçok süreçleri6tarafından elde edilebilir. Örneğin, Metwally vd. yüksek sadakat şekillendirilmiş standart parçalar ve kalıp çoğaltma mikro ve alt mikro özelliklerinin arasında düz yüzeyler7bildirdi.
Üretim mikro sütunlar veya özellikler için birçok protokoller vardır; Ancak, bunların çoğu yalnızca düz yüzeyler veya sabit eğriliği ile yüzeyler üzerinde uygulanabilir. Örneğin, Nian vd. 8 mikro özellikleri sıcak bir eğri yüzey üzerinde kabartma tarafından elde edilebilir gösterdi. Bu protokoller çoğu gerçek aygıtı tarafından gerekli olan üç boyutlu yüzeyler ile karmaşık şekiller için uygun değildir. Görünüşe göre uydurma bir üç boyutlu kavite yüzeyi mikro özellikleri ile zorluklar geçerli protokoller; Dik olmayan olmaları durumunda bu arada, fırlatma parçaların yüksek en-boy oranı sütun karmaşık bir yüzey üzerine için başarısız olabilir demolding yönünde. Bissacco vd. 9 kullanılan 3D kalıp ekler ve alt mikro özellikleri enjeksiyon tarafından elde edilen; onların çalışmada, düşük bir en boy oranıyla belirli alt mikro özellikleri bir alüminyum anotlama işlemi tarafından oluşturulan ve başarıyla polimer karmaşık bir bileşen tarafından çoğaltılır.
Araştırmacılar tasarlanmış yüzey dokusu elde etmek için katkı imalat polimer çoğaltma işlemi zincire dahil girişiminde bulundunuz. Lantada ve ark. AM prototip başlayıp sonra10enjeksiyon için metalik kalıp ekler elde etmek için kaplama teknikleri uygular bir süreç zinciri nitelendirdi. AM tarafından üretilen polimer parçaları kalıp11,12bu protokol için sunulan yumuşak takım süreci, ekler olarak doğrudan geçerli olabileceğini kanıtladılar.
Önceki çalışmalarda, Ø4 µm PEEK ayağı (2 µm yüksek)13enjeksiyon tarafından dikey bir duvara başarıyla demolded olduğunu gösterdi. Bu iletişim kuralı, incelenen ürün dört dişli olan bir yüzükle, her yanında having 60 ° açı ile karakterizedir. Bu ürün Zhang vd. tarafından eğitim gördü Burada mikro Özellikler ön fabrikasyon nikel plakaları uygulayarak eklenmiştir ve mikro ayağı (Ø4 µm) 0,5 en boy oranıyla silikon kauçuk enjeksiyon çatalın dişlerini üzerinde tarafından elde edildi 14.
Sunulan yöntem, mikro özellikleri yumuşak takım işlem zinciri tarafından oluşturulan karmaşık yüzeylerde elde edilebilir. Çelik kalıp boşluklar KDV fotoğraf-polimerizasyon tabanlı AM tarafından yapılan bir dizi tarafından değiştirilir. Metal AM karşılaştırıldığında, Fotopolimer dayalı benim teknoloji yüksek duyarlık15ulaşmak mümkün. Ayrıca, süresi ve maliyeti azaltılır CNC işleme dayalı geleneksel kalıp süreçleri önemli ölçüde kıyasla. Tüketilen saat 93 oranında azalır iken bir son vaka çalışması16göre Termoform için yumuşak-takım kullanarak maliyet 91 oranında azalır. Bu iletişim kuralı bir yüksek tasarım esnekliği ve ara üretim birimi gerektiren ürünler için uygundur. Karbon fiber takviyeli photopolymers imal ekler 2500 devir göze çarpan kalıp bozulma17önce Polietilen için enjeksiyon kadar dayanabilir kanıtlanmıştır. Enjeksiyon kalıp malzeme seçimi için ekler seçilen Fotopolimer termal özellikleri ile sınırlıdır. Polimerler yüksek erime sıcaklıkları ile Fotopolimer boşluğunda uygulanmayabilir. Bu çalışmada, polietilen (PE) test enjeksiyon yapmak için seçildi.
Protokol
1. fabrikasyon katkı (AM) üretim tarafından Ekle
- Bilgisayar destekli tasarım yazılımı tarafından gerekli boşlukları tasarım (Bu çalışmada kullanılan dosyalar için Ek malzemeleri görmek).
Not: doğrudan bina sahne alanı'ndaki olmadan kür sırasında ekler çözgü önlemek için destek ekler üretmekteyiz. Hoşgörü 0.05 mm olduğunu. - Bir reçine için fotoğraf polimerizasyonu, özellikle basınç ve ısı enjeksiyon sırasında dayanabilir seçin.
Not: Biz ( Tablo malzemelerigörmek) seçti reçine 56 MPa, ara a % 3,5, 115 MPa bir bükülme gücü, 3350 MPa bir bükülme modülü ve bir ısı saptırma sıcaklık 140 ° C18uzama dayanımı vardır. - (Özel Metil metakrilat ve uyum, TiO2 tabanlı fotoğraf başlatıcı ile akrilamid) bileşik Fotopolimer karışım iyice karıştırın en az 30 dakika bir ıslak-laboratuvar şişe silindir şişe shaker üzerinde malzeme teneke kutu çalıştırarak veya benzer karıştırma aygıtı.
- Fotoğraf polimerizasyon makine (voxel-boyutu 16 µm) hazırlayın:
- Aşağıdan yukarıya AM makineleri için KDV kaplama hasarsız ve iyice temizlenmiş olduğundan emin olun.
- Yukarıdan aşağıya makineleri için herhangi bir kusur için silme sistemi inceleyin.
- Yapı sahne incelemek ve KDV yapı plakasına doğru şekilde dengelemek için 100 µm ölçer folyo kullanarak yapı plaka ayarlayın.
- İlerlemeden önce kararlı durum sıcaklık ulaşmak için araç makine mümkünse ışık kaynağı önceden tutuşturmak. Bu sıcaklığı 65 ° C hafif motoru ve KDV içinde 30 ° C olmalıdır.
- Geometri iş hazırlama yazılımı için alın. Makine üreticisi19başlığı altındaki yönergeleri izleyin.
- Seçilen Fotopolimer (ışık yoğunluğu ve katman kalınlığı için kullanılan makine) eşleştirmek için uygun makine parametreleri atayın.
- Koşmak belgili tanımlık kurmak en yüksek dikey makine çözünürlükte (Bu araştırmada 25 µm).
- Yazdırılan ekler temiz.
- Onları 3 dakika süreyle ultrasonik banyo maruz isopropanol üç kez iyice durulayın ve Fotopolimer kalıntı yazdırılan ekler yüzeyde kaldı sağlamak durulama.
- Solvent tamamen oda sıcaklığında buharlaşır ve ekler için oda sıcaklığında kuru gecede bir desiccator ayarlamak izin verir.
- Sonrası tedavi UV kullanarak kurutulmuş ekler her zaman 2000 tarafından yanıp söner saniyede 10 yanıp söner bir frekans ile iki kez, ışık yanıp söner ( Tablo malzemelerigörmek).
2. (IM) enjeksiyon
- Mikro enjeksiyon modülü yüklemek bir geleneksel enjeksiyon kalıplama makinesi ( Tablo malzemelerigörmek).
Not: bizim durumumuzda, enjeksiyon modülü bir 45 ° açıyla monte bir vida, vida çapı 8 mm yapıldı ve sıkma gücü 100 kN. - Ekler kalıp plakaları monte.

Şekil 1: Enjeksiyon Makinası kalıpları ile. (a) enjeksiyon yan plakalar ile monte edilir. INSERT bir kırmızı daire ile vurgulanır. (b) hareketli yan fırlatma pin ile plakalar ile monte edilir. INSERT bir kırmızı daire ile vurgulanır. Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.
{kind=link}
- Varyasyonlar için yazdırma işlemi sırasında hesap için el ile herhangi bir hafif değişiklikler ekler kalıp sığabilmesi için gerekli yapmak.
- Kalıp plakaları makinede canı cehenneme.
- PE granül hazne üzerine yükleyin.
- 60 ° c, Tvaril 175 ° c ve Venjeksiyon 65 mm makine parametre Tkalıp set/s. izin yeterli soğutma zamanı parçası demolded için.
- Vida 31 ° C, 155 ° C, 165 ° C, 170 ° C ve 5 oturum için 1 175 ° C ısı. Erime sıcaklığı 175 ° C olduğunda doğru enjeksiyon kalıplama başlatın. Bir kez boşluğuna doldurulur, PE büzülme için telafi etmek 5 saniye 300 bar ambalaj baskısı korumak.
- Kalıp açmak ve INSERT PE parçası hareketli yan dışarı itmek fırlatma pin izin vermek. PE Bölüm Ekle üzerinde sabitlenmiş, bölümü el ile çıkar.
- Makine (Bölüm çıkarılır kadar kalıp kapandığında bir döngü üzerinden tanımlanır) enjeksiyon 100 döngüsü sırasında durdurmak.
3. kalite değerlendirmesi
- Çapı ve enjeksiyon önce ekler üzerinde delik derinliği dijital mikroskop20 tarama lazer tarafından ölçmek. Her iki ekler ölçün; Her ekleme ile farklı mesafe "kapısı" yakın ve "kapı" uzak geçide iki alanlar üzerinde dört delik ölçmek.

Şekil 2: ölçülen ekler CAD görüntü üzerinde Vurgulanan alanlar. (a) hareketli yan ekleme yineleme kişi için karşılık gelir; (b) enjeksiyon yan yineleme üst taraf için karşılık gelir. Enjeksiyon kapısı merkezinde bulur. Fark Gate, "uzak kapı" ve "kapısı" yakın bir mesafede iki alanda araştırma karşılaştırılır. (Bu rakam Zhang ve ark. 201722değiştirildi) Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.
{kind=link}
- Ölçü çapı ve sütun enjeksiyon üzerinden elde edilen izlenen dişler üzerine yüksekliği.
Not: Grup elde edilen PE parçalar 10 adet toplu işleme; Yani, 1-10 1 toplu, 11-20 2 toplu olmasıdır; Son parça kadar. Bir rasgele örnek her toplu iş iş işlemde kullanmak ve arka yüzlerine ve üst üzerinde ölçümler yapmak; Her iki tarafta, dört sütun üzerine farklı mesafe Gate ("kapısı" yakın ve "uzak kapısı") ile iki alanı ölçün. - Veri görüntü boyutları elde etmek için yazılım21 işleme yardımı ile analiz.
Sonuçlar
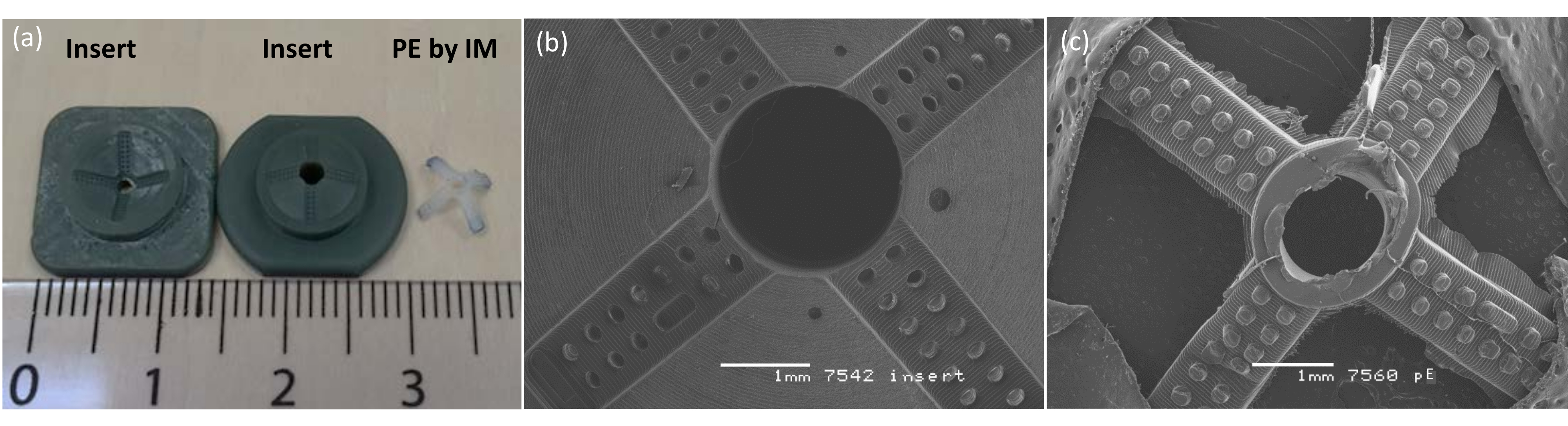
Şekil 3 AM tarafından fabrikasyon ekler ve enjeksiyon tarafından üretilen PE parçalar gösterir. Dairesel delik iki satır (Şekil 3 (b)) diş yüzeyinde dikey bulunuyordu. Nominal boyut ekler üzerinde delik Ø200 µm ve derinlik, 200 µm merkezden merkeze uzaklığı 400 µm ile mi. Katman yapıları AM süreci nedeniyle açıkça görülebilir. Alt çizgi sol aldı yere istemeden SEM için hazırlık sırasında görünür bir katlama işareti olduğundan
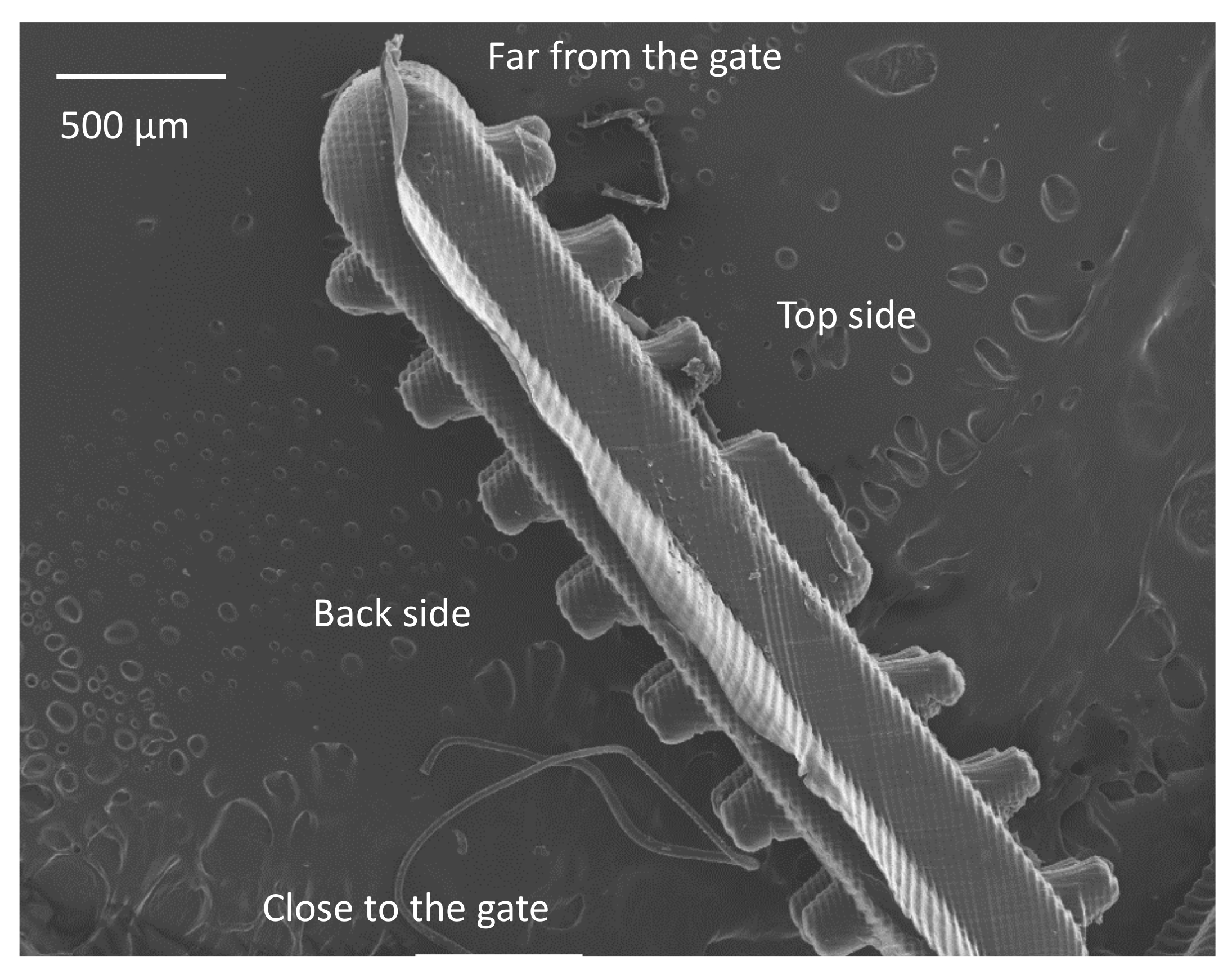
Demolding işleminin Şekil 4' te gösterilmiştir. Ayağı demolding yönüne paralel değildir. Kırılma yok ayağı tüm çalışılmış örnekleri (Şekil 5) gözlenmiştir. Bu anlamda, demolding başarılı oldu. Sütun kadar---dan--gate konumunu üzerine basınç düşmesi nedeniyle üst tarafında özellikle alt görünür zaten. Çapı ile ilgili pozisyonlar dan farkı gelince yüksekliği kadar önemli değildir.
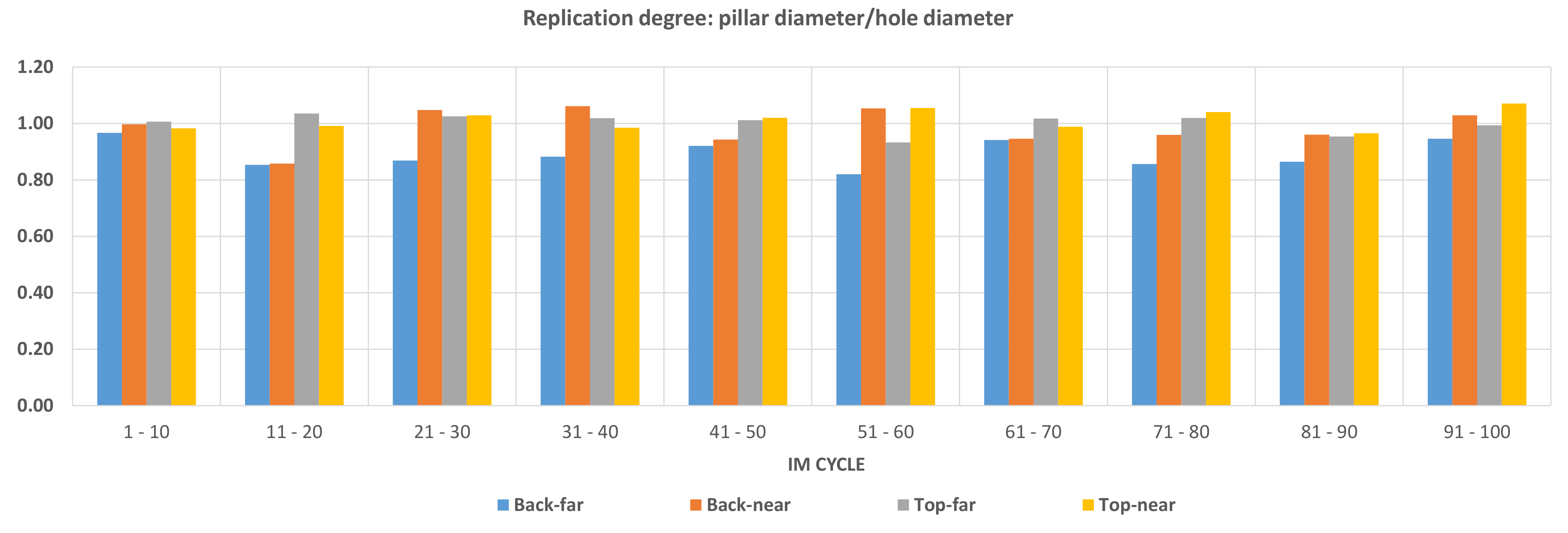
Şekil 6 ve Şekil 7 nasıl çoğaltma enjeksiyon kalıplama 100 döngüleri yayılma göstermektedir. Çoğaltma derecesini boyut sütunlar ve ekler boyut arasındaki oran tarafından tanımlanır. 100 döngüleri istikrarlı işlemi her pozisyonda hem dikey hem de yatay çoğaltma ile ilgili elde edildi. Ekler üzerinde delik boyutunu bu sonuç doğruladı enjeksiyon kalıplama sonra değişmez. Geçit çok uzakta konumlandırılmış ayağı yüksekliği vardı o geçidin yakınlarında yer daha düşük akış uzunluğu arttıkça viskozite polimer akışını artırır çünkü.
Enjeksiyon kalıplama parametreleri malzeme veri sayfası tarafından izin verilen Aralık içinde çeşitli. Keşfedilmeyi işlem penceresinde, 80'den fazla döngüleri, ulaştı ishal çoğunu AM araç ömrünü ekler teyit keşfedilmeyi işlem penceresinde etkilenen değil. Ancak, enjeksiyon basıncı yüksek zaman için bazı testler enjeksiyon Side'de ekler için meydana gelen çatlama. Bu merkezi çok ince olmak INSERT nedeniyle parçasıdır.

Şekil 3: ekler ve yinelemeler. (a) ekler katkı imalat işleminin oluşturduğu kalıp boşluğuna form; enjeksiyon kalıplama tarafından üretilen bir polietilen (PE) yinelemedeki görüntülenir. İşaretler başvuru cetveldeki milimetre vardır; numaraları santimetre işaretlemek. (b) taramalı elektron mikroskobu (SEM) resim eklemek yüzey gösterir; (c) SEM görüntü enjeksiyon tarafından yapılmış PE parçalar yüzey gösterir. ((a) ve Zhang ve ark. 201722değiştirilmiş (b)) Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.
{kind=link}

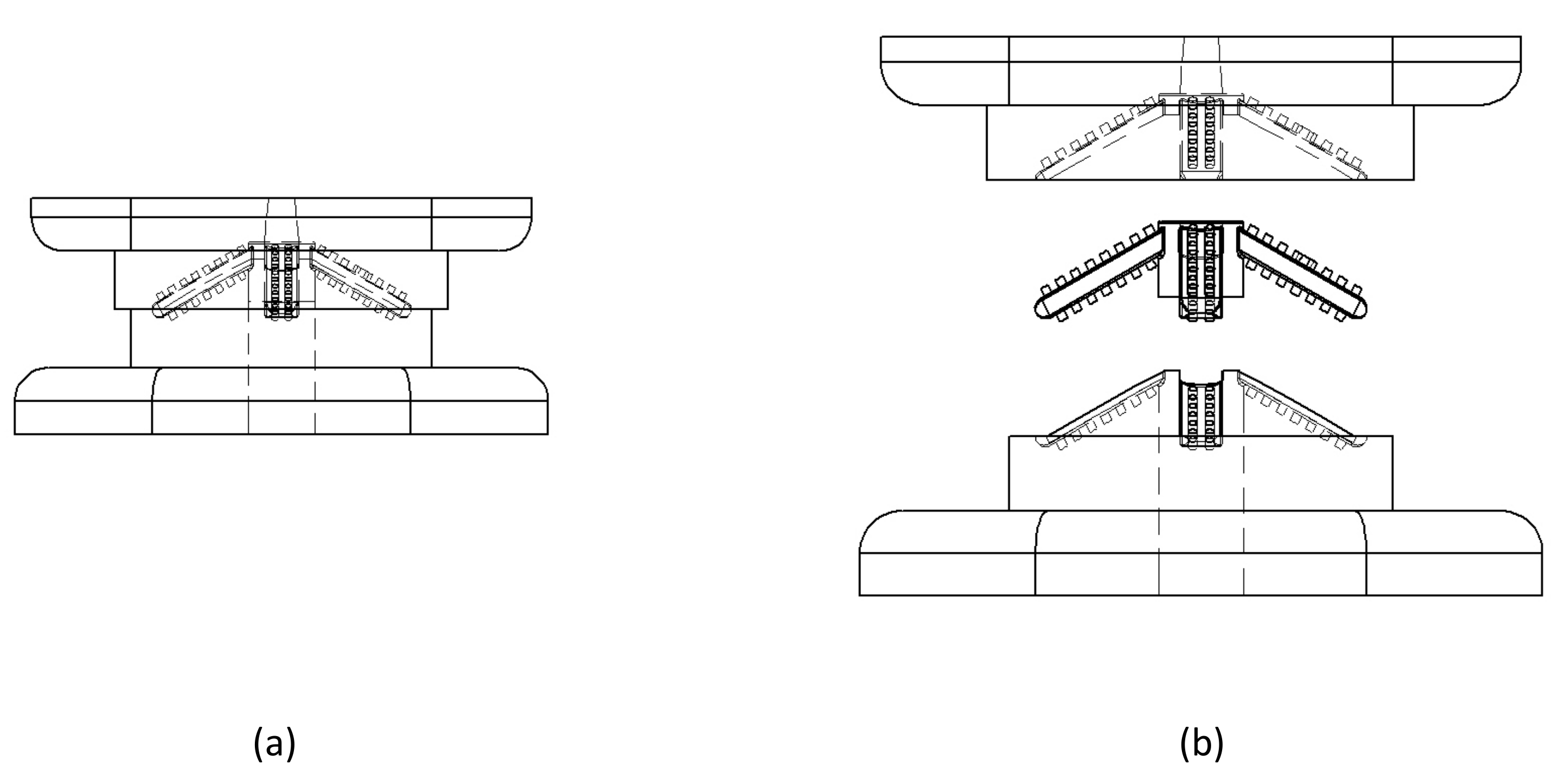
Şekil 4: başarılı demolding. Ayağı demolding yönüne paralel değil olsa bile demolding başarılı oldu. (a) kalıpları kapatın ve (b) kalıpları demolding için açın. (Bu rakam Zhang ve ark. 201722değiştirildi) Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.
{kind=link}

Şekil 5: bir rastgele tine yan görünüm görüntüsünü SEM. İncelenen dört pozisyon resmin üzerine etiketlenir. (Bu rakam Zhang ve ark. 201722değiştirildi) Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.
{kind=link}

Şekil 6: ayağı yüksekliği çoğaltma derece. Ayağı yüksekliği çoğaltma derecesini ayağı/derinlik deliğin yüksekliğini tarafından tanımlanır. Çoğaltma derecesi dört pozisyonlarda ortalama değerini her toplu iş iş işlemde görüntülenmiştir. Bir rasgele seçilen örnek her toplu iş iş işlemde ölçüldü. Dört pozisyon "geri-" uzak "Geri-yakın" arka yüzü, "Üst-far" yukarı taraf, kapıda uzak pozisyon için kapıda yakınındaki konumu için arka yüzünde kapıda pozisyon için uzaktasın ve "Üst-yakın" pozisyon için üst köşesindeki gate yakınındaki. (Bu rakam Zhang ve ark. 2017 22değiştirildi) Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.
{kind=link}

Şekil 7: ayağı çapı çoğaltma derece. Ayağı çapı çoğaltma derecesini ayağı/çapı deliğin çapı tarafından tanımlanır. Çoğaltma derecesi dört pozisyonlarda ortalama değerini her toplu iş iş işlemde görüntülenmiştir. Bir rasgele seçilen örnek her toplu iş iş işlemde ölçüldü. Dört pozisyon "geri-" uzak "Geri-yakın" arka yüzü, "Üst-far" yukarı taraf, kapıda uzak pozisyon için kapıda yakınındaki konumu için arka yüzünde kapıda pozisyon için uzaktasın ve "Üst-yakın" pozisyon için üst köşesindeki gate yakınındaki. (Bu rakam Zhang ve ark. 2017 22değiştirildi). Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.
{kind=link}
Tartışmalar
Bu yöntem için polimer parçaları karmaşık şekiller ile ekler imalatı için uygundur. Bu enjeksiyon makinası polimerler yapılan yumuşak alet ekler bir dizi araç çelik kalıp boşluğunda yerini alır. Süresi ve maliyeti geleneksel metal işleme göre azalır; Bu nedenle, üretim döngüsü kısaltılır. Bu süreç zinciri (dan 1000-10,000 döngüsü tarafından enjeksiyon kalıp ya da benzer) orta ölçekli üretim ürünlerinde, ama tasarım yüksek varyasyon için uygundur. Ayrıca, 3D yazdırılan ekler için özel kalıp plakası yok gereklidir. Standart ticari enjeksiyon kalıplama plaka satın ve ekler sığacak şekilde işlenmiş.
Mevcut teknoloji devlet, yumuşak takım farklı mekanizma17tarafından başarısız olur. Başarısızlık mekanizması yumuşak takım Ekle ısı saptırma sıcaklığını bağlanacak şekilde belirlenmiştir ve ayrışma fışkırması nedeniyle olmak olduğu belirlendi. Bu nedenle, en kritik adım için katkı üretim tarafından üretilen ekler doğru reçine seçmektir. Termal ve mekanik özelliği ekler, Yani, kaç devir enjeksiyon sırasında dayanabilir ömrünü belirler. Ayrıca kalıp polimer aralığını belirler; kalıplı polimer kalıp sıcaklığını Ekle malzeme saptırma sıcaklık yüksek olmamalı.
İkinci önemli adım iletişim kuralı ekleme tasarımıdır. Kalıp tasarımı genel kuralları takip edilmesi gereken ve mekanik olarak zayıf parçalar bir 3D baskılı polimer eklemek kaçınılmalıdır; Aksi takdirde, alet ömrü çatlaklar gibi hataları nedeniyle etkiler.
Yüzey kalitesi elde edilen enjeksiyon kalıplanmış parçalar tarafından uygulanan katkı üretim süreci sınırlıdır. Sonrası gibi kimyasal gravür işleme yüzey kalitesini artırmak için olası bir çözümdür. Hassas yüzey özellikleri katkı üretim süreci nedeniyle başka bir konudur.
Bu yöntem gerçek serbest biçimli yüzeyi Tarih yeni bir üretim platformu toplantı endüstriyel talepler mikro özellikleri oluşturmak için olasılık oluşturur. Bu nedenle, bu yöntem uygulanan ve uygulamalar ile bağlantılı olarak, örneğin tıbbi aygıt ya da aygıt14 yerleştirilmesi ile bağlantılı olarak karmaşık şekiller üzerinde mikro özellikleri gerekir sonraki nesil tıbbi cihazlar için soruşturma potansiyeline sahiptir . Bu yöntem küçük orta birim seri üretimler için önemli ölçüde azaltılmış giderleri değer oluşturmayı kolaylaştırmak ve zaman ölçeği 1-10 bireysel cihazlar ve gerçek seri üretim arasındaki boşluğu üretimi için olumlu etkiler. Daha yeni yüksek değerli ürün ve tasarım çözümlerine kadar açılır.
Açıklamalar
Yazarlar ifşa gerek yok.
Teşekkürler
Bu kağıt "yenilik Fonu Danimarka tarafından finanse edilen proje ileri yüzey tedavisi için implante edilebilir tıbbi cihazlar" kapsamında üstlenilen iş bildirir. Yazar minnetle kabul Avrupa yenilikçi eğitim ağ MICROMAN "ufuk 2020 çerçeve programı tarafından finanse edilen araştırma ve yenilik Avrupa için işlem için parmak izi Zero-defect Net-şekil MICROMANufacturing" desteğinden Birliği.
Malzemeler
| Name | Company | Catalog Number | Comments |
| Photopolymer resin | EnvisionTec | HTM140 V2 | |
| Resin mixing device | IKA | Vortex Genius 3 | |
| 3d printer | Envisiontec | Perfactory 3 | |
| UV light flash unit | EnvisionTec | Otoflash unit | |
| Polyethylene | lyondellbasell | PE Purell 1840 | |
| Injection moulding machine | Arburg | Allrounder 370A | |
| Image processing | SPIP | 6.2.8 |
Referanslar
- Doan, N., et al. Low-Cost Photolithographic Fabrication of Nanowires and Microfilters for Advanced Bioassay Devices. Sensors. 15 (3), 6091-6104 (2015).
- Lucchetta, G., et al. Effect of injection molded micro-structured polystyrene surfaces on proliferation of MC3T3-E1 cells. Express Polymer Letters. 9 (4), 354-361 (2015).
- Hu, H., Tian, H., Shao, J., Ding, Y., Jiang, C., Liu, H. Fabrication of bifocal microlens arrays based on controlled electrohydrodynamic reflowing of pre-patterned polymer. Journal of Micromechanics and Microengineering. 24 (9), 095027 (2014).
- Kolind, K., Dolatshahi-Pirouz, A., Lovmand, J., Pedersen, F. S., Foss, M., Besenbacher, F. A combinatorial screening of human fibroblast responses on micro-structured surfaces. Biomaterials. 31 (35), (2010).
- Wilkinson, C. D., Riehle, M., Wood, M., Gallagher, J., Curtis, A. S. G. The use of materials patterned on a nano- and micro-metric scale in cellular engineering. Materials Science and Engineering C. 19 (1-2), 263-269 (2002).
- Hansen, H. N., Hocken, R. J., Tosello, G. Replication of micro and nano surface geometries. CIRP Annals. 60 (2), 695-714 (2011).
- Metwally, K., Barriere, T., Khan-Malek, C. Replication of micrometric and sub-micrometric structured surfaces using micro-injection and micro-injection compression moulding. International Journal of Advanced Manufacturing Technology. 83 (5-8), 779-789 (2016).
- Nian, S. -. C. Novel embossing system for replicating micro-structures on curved surfaces. International Polymer Processing. 29 (3), 364-370 (2014).
- Bissacco, G., et al. Application of functional nano-patterning to polymer medical micro implants. Proceedings of the 4m/icomm2015 Conference. , (2015).
- Diaz Lantada, A., Piotter, V., Plewa, K., Barie, N., Guttmann, M., Wissmann, M. Toward mass production of microtextured microdevices: Linking rapid prototyping with microinjection molding. International Journal of Advanced Manufacturing Technology. 76 (5-8), 1011-1020 (2015).
- Volpato, N., Solis, D. M., Costa, C. A. An analysis of Digital ABS as a rapid tooling material for polymer injection moulding. International Journal of Materials and Product Technology. 52 (1-2), 3-16 (2016).
- Mischkot, M., Hansen, H. N., Pedersen, D. B. Additive manufacturing for the production of inserts for micro injection moulding. Proceedings of Euspen's 15th International Conference & Exhibition. , (2015).
- Zhang, Y., Hansen, H. N., Sørensen, S. Injection molding of micro pillars on vertical side walls using polyether-ether-ketone (PEEK). Proceeding of 11th International Conference on Micro Manufacturing. , (2016).
- Zhang, Y., Mischkot, M., Hansen, H. N., Hansen, P. Replication of microstructures on three-dimensional geometries by injection moulding of liquid silicone rubber. Proceedings of the 15th International Conference on Metrology and Properties of Engineering Surfaces, ASPE, March 2015. , (2015).
- . . Envisiontec Perfactory MML with ERM. Technical Specifications Document no. MK-MCS-P3MiniMulti-V01-FN-EN. , (2018).
- Hofstätter, T., Mischkot, M., Pedersen, D. B., Tosello, G., Hansen, H. N. Evolution of surface texture and cracks during injection molding of fiber-reinforced, additively-manufactured, injection molding inserts. Proceedings of ASPE Summer Topical Meeting 2016: Dimensional Accuracy and Surface Finish in Additive Manufacturing. , (2016).
- . Perfactory® Material Available from: https://envisiontec.com/wp-content/uploads/2016/09/MK-MTS-HTM140IndustrialIV-V01-FN-EN.pdf (2017)
- . Software Manual, 2010 Available from: https://digfablab.wikispaces.com/file/view/Getting+started.pdf (2010)
- . . Olympus LEXT OLS4100 laser scanning digital microscope Manual. , (2018).
- . SPIP™ - Analytical Software for Microscopy Available from: https://www.imagemet.com/products/spip/ (2017)
- Zhang, Y., Pedersen, D. B., Gøtje, A. S., Mischkot, M., Tosello, G. A soft tooling process chain employing additive manufacturing for injection molding of a 3d component with micro pillars. Journal of Manufacturing Processes. 27, 138-144 (2017).
Yeniden Basımlar ve İzinler
Bu JoVE makalesinin metnini veya resimlerini yeniden kullanma izni talebi
Izin talebiDaha Fazla Makale Keşfet
This article has been published
Video Coming Soon
JoVE Hakkında
Telif Hakkı © 2020 MyJove Corporation. Tüm hakları saklıdır