
Method Article
Herstellung von dreidimensional Mikrostrukturierte Nanokomposite durch Mikrofluidik-Infiltration
In diesem Artikel
Zusammenfassung
Dreidimensionale (3D) mikrostrukturierte Verbundträger werden durch die gerichteten und lokalisierten Infiltration von Nanokompositen in 3D porösen mikrofluidischen Netzwerken hergestellt. Die Flexibilität dieses Herstellungsverfahren erlaubt die Verwendung von verschiedenen wärmehärtenden Materialien und Nanofüllstoffe, um eine Vielzahl von funktionalen 3D verstärkt Nanokomposit makroskopischen Produkte zu erreichen.
Zusammenfassung
Mikrostrukturierte Verbundträger mit komplexen, dreidimensional (3D) verstärkt gemusterten Nanokomposit Mikrofilamente über Nanokomposit Infiltration von 3D mikrofluidischen Netzwerken hergestellt miteinander verbunden. Die Herstellung der verstärkten Strahlen beginnt mit der Herstellung von Mikrofluid-Netzwerke, die Schicht-für-Schicht-Abscheidung von flüchtigen Tintenfäden beinhaltet die Verwendung einer Abgaberoboter, Füllen der Leerraum zwischen den Filamenten unter Verwendung eines niedrigviskosen Harzes, Aushärten des Harzes und schließlich das Entfernen der Tinte. Selbsttragende 3D-Strukturen mit anderen Geometrien und viele Schichten (z. B. einige hundert Schichten) kann unter Verwendung dieses Verfahrens aufgebaut werden. Die daraus resultierenden Rohr mikrofluidischen Netzwerken werden dann mit duroplastischen Nanocomposite-Suspensionen, die Nanofüllstoffe (zB Single-Walled Carbon Nanotubes) infiltriert und anschließend ausgehärtet. Die Infiltration wird durch Anlegen eines Druckgefälles zwischen den beiden Enden der Leer n getanetz (entweder durch Anlegen von Vakuum oder Unterdruck unterstützte Mikroinjektion). Vor der Infiltration werden die Nanokomposit-Suspensionen durch Dispergieren von Nanofüllstoffen in Polymermatrices mit Ultraschall-und Dreiwalzen-Mischverfahren hergestellt. Die Nanokomposite (dh Materialien infiltriert) werden dann unter UV-Belichtung / Wärme Heilung verfestigt, was zu einem 3D-verstärkten Verbundstruktur. Die hier vorgestellte Technik ermöglicht den Aufbau von funktionalen Nanocomposite makroskopischen Produkte für mikrotechnische Anwendungen wie Aktoren und Sensoren.
Einleitung
Polymer-Nanocomposites mit Nanomaterialien, insbesondere Kohlenstoff-Nanoröhren (CNTs) in die Polymermatrix eingearbeitet sind mit multifunktionalen Eigenschaften ein für potentielle Anwendungen wie strukturelle Verbundwerkstoffe 2, 3 mikroelektromechanische Systeme (z. B. Mikro) und intelligente Polymere 4. Mehrere Bearbeitungsschritte einschließlich CNT Behandlung und Nanokomposit-Mischverfahren erforderlich sein, um wünschenswerter zerstreuen CNTs in die Matrix werden. Da das Seitenverhältnis der CNTs ', deren Dispersionszustand und Oberflächenbehandlung beeinflussen vor allem die elektrische und mechanische Leistung, kann das Nanokomposit Verarbeitungsverfahren je nach gewünschten Eigenschaften für eine gezielte Anwendung 5 variieren. Außerdem für bestimmte Beladungszuständen Ausrichten CNTs entlang einer gewünschten Richtung und die Verstärkungen an den gewünschten Stellen positioniert ermöglichen eine weitere Verbesserung der mechanischen und / oder elektrischen Eigenschaften dieser nanocomposites.
Einige Techniken, wie Scherströmung 6-7 und elektromagnetische Felder 8 verwendet worden, um die CNTs entlang einer gewünschten Richtung in einer Polymer-Matrix auszurichten. Darüber hinaus CNT Orientierung durch Dimensionszwangs induziert, und zwar in einer Dimension (1D) und zweidimensionale (2D), hat bei der Verarbeitung beobachtet / Umformen von Nanokomposit-Materialien 9-11. Jedoch werden neue Fortschritte in den Herstellungsverfahren immer noch erforderlich, um eine ausreichende Kontrolle der dreidimensionalen (3D)-Orientierung und / oder Positionierung der Nanoröhren-Bewehrung während der Herstellung eines Produkts zur optimalen Bedingungen zu ermöglichen.
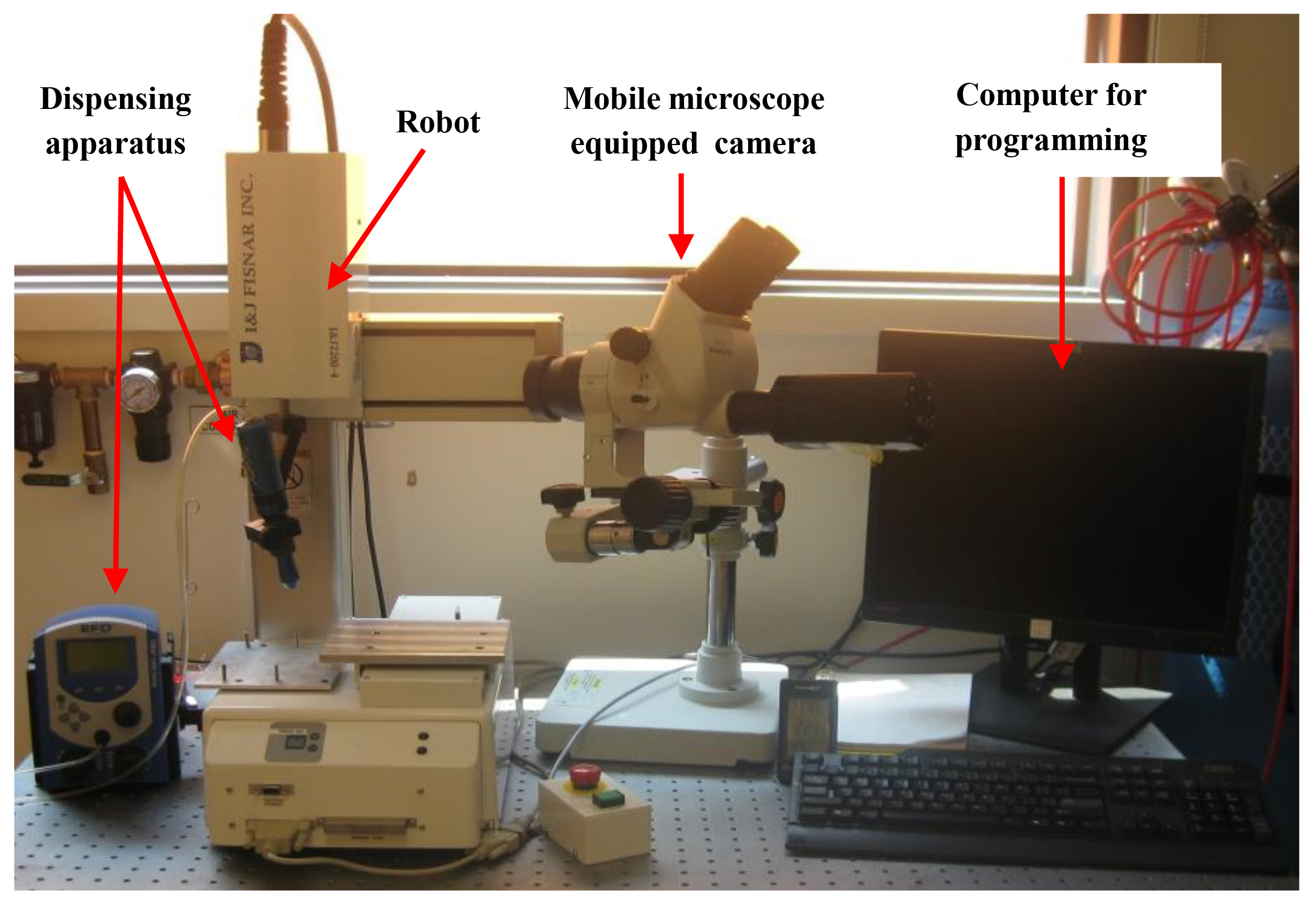
In diesem Papier präsentieren wir ein Protokoll für die Herstellung von 3D-verstärkten Verbundträger gerichtet und über lokalisierte Infiltration eines 3D mikrofluidischen Netzwerk mit Nanokomposit-Polymersuspensionen (Abbildung 1). Zunächst wird die Herstellung eines 3D verbunden mikrofluidischenNetzwerk gezeigt, die die Direktschreib Herstellung der flüchtigen Tintenfäden 12-13 von Epoxid-Substrate (2a und 2b), gefolgt von Epoxydverkapselung (Fig. 2c) und die Opferfarbenentfernung (2d) umfasst. Die Direktschreibverfahren besteht aus einer computergesteuerten Roboter, der einen Fluidabgabevorrichtung entlang der x-, y-und z-Achse (Fig. 3) bewegt. Diese Technik bietet eine schnelle und flexible Möglichkeit, 3D-Mikrovorrichtungen für photonische, MEMS-und Biotechnologie-Anwendungen (Abbildung 4) herzustellen. Dann wird das Nanokomposit-Herstellung gezeigt, zusammen mit ihrer Infiltration (oder Injektion) in das poröse Netzwerk unter verschiedenen kontrollierten und konstanten Druck zu 3D-verstärkte Verbundwerkstoffe herzustellen Multiskalen (Fig. 2e und 2f). Schließlich sind einige repräsentative Ergebnisse zusammen mit ihren möglichen Anwendungen dargestellt.
Protokoll
1. Herstellung von 3D-Mikrofluid-Networks
- Schmelzen Sie die flüchtige Tinte bei 80 ° C und laden Sie es in ein 3-ml-Spritze Barrel.
Hinweis: Das flüchtige Tinte ist eine binäre Mischung aus einem mikrokristallinen Wachs und Vaseline mit einem Gewichtsverhältnis von 40:60. - Wähle eine Abscheidung Düse in Abhängigkeit vom gewünschten Drahtdurchmesser (z. B. Innendurchmesser (ID) = 150 &mgr; m).
- Installieren der Düse an dem Spritzenzylinder, die das Tintenmaterial und montieren diese auf den Spritzenhalter des Abgaberoboter.
- Eine Excel-Programm, um die Bewegungsbahn des Abgaberoboter für die Herstellung des gewünschten 3D-Gerüststruktur zu entwerfen.
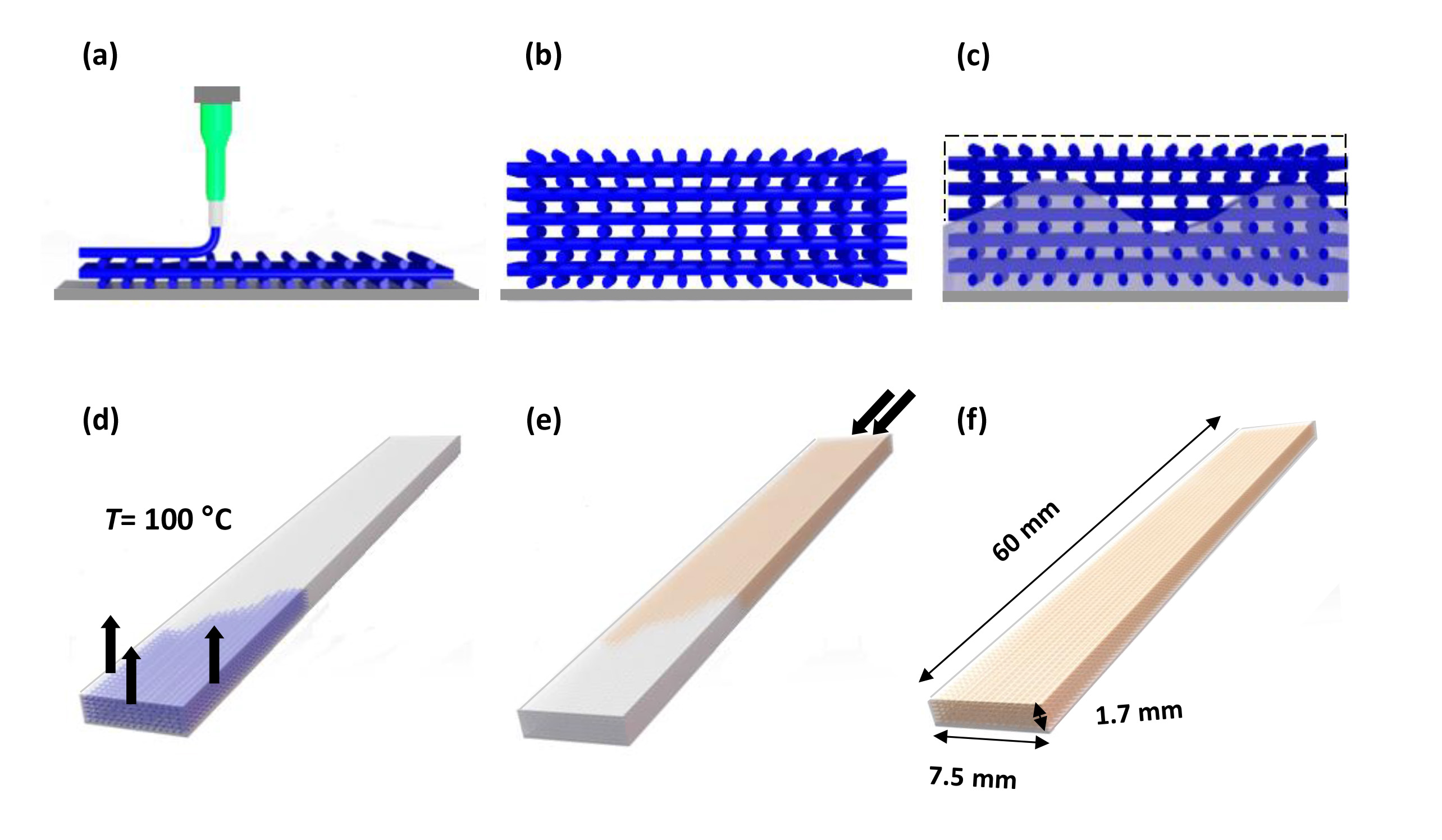
Anmerkung: Die Gesamtabmessungen des 3D-Farbstruktur und Abstand Filamente in einer gegebenen Schicht kann einfach programmiert werden, in diesem Fall sind die Abmessungen von 60 mm Länge, 7,5 mm Breite und 1,7 mm Dicke mit 0,25 mm horizontale Abstand zwischen den einzelnen Filaments. - Stellen Sie den Abscheidungsdruck am Druckregler und dem Roboter Abgabegeschwindigkeit.
Hinweis: Das flüchtige Tintenfadendurchmesser variiert je nach Düsendurchmesser, Ablagerungsdruck, Tintenviskosität und Abgabegeschwindigkeit. Hier ist der Faserdurchmesser ~ 150 &mgr; m für eine Abscheidungsgeschwindigkeit von 4,7 mm / sec bei einem Extrusionsdruck von 1,9 MPa. - Beginnen die Herstellung der microscaffold mit der Abscheidung der Tinte auf der Basis Filamente auf einer Epoxidharz-Substrat, das ein 2D-Musters (2a) führt.
- Hinterlegung der nachfolgenden Schichten durch aufeinanderfolgendes Inkrementieren der z-Position der Abgabedüse um einen Betrag, der gleich dem Durchmesser der Filamente (Abbildung 2b).
Hinweis: Selbst-unterstützt 3D-Strukturen mit anderen Geometrien und vielen Schichten (zB ein paar hundert Schichten) gebaut werden konnte. - Man vermischt die beiden Teile Epoxy (dh das Harz und der Härter) für die Verkapselung verwendet und entgast epoxy Mischung unter Vakuum für eine bestimmte Zeit (hier: 0,15 bar für 30 min), um die Blasen während des Mischens der Komponenten Epoxidharz eingeschlossen zu entfernen.
Hinweis: Die Entgasung Zeit kann mit der Gelierzeit des Epoxy-Mischung variieren. Für ein anderes Epoxy-System, kann die erforderliche Entgasung kürzer oder länger sein. - Legen Sie das Epoxidharz in ein 3 ml Spritzenzylinder mit einer Fluidabgabevorrichtung durch Anlegen eines Unterdrucks und dann Halterung eine feine Düse (z. B. ID = 0,51 mm) in den Spritzenzylinder.
- Ort Tropfen Epoxidharz über die geneigte Gerüststruktur an ihrem oberen Ende mit der gleichen Fluidspender montiert Düse, um das Risiko von Blasenfallen im Epoxydverkapselung minimieren.
Hinweis: Die Epoxy in die leeren Räume zwischen den Filamenten, durch Schwerkraft und Kapillarkräfte angetrieben fließt dann. - Continue, Tropfen Epoxidharz über das Gerüst, bis der leere Raum zwischen den Gerüstfäden vollständig gefüllt ist.
- Lassen Sie die Verkapselung von epoxy Vorhärtung bei Raumtemperatur für 24 h und dann die Struktur in einem Ofen für eine Nachhärtung bei 60 º C (Fig. 2c).
Hinweis: Eine andere Härtungsschritt kann für einen anderen Epoxy-System angewendet werden. - Schneiden Sie die überschüssige Teile Epoxidharz mit einem Präzisions-Säge nach vollständiger Aushärtung.
- Bohren Sie zwei Löcher an zwei Enden der Struktur und legen Sie zwei Kunststoffrohre.
- Entfernen Sie die flüchtige Farbe von der Struktur wie folgt:
- Lege die Proben in einem Ofen bei 90 ° C für 30 min zur Verflüssigung der Tinte (Fig. 2d).
- Kurz nach der Entnahme der Proben aus dem Ofen, wäscht den Kanalnetzwerk mit dem Ansaugen von heißem destilliertem Wasser durch die Rohre zu den geöffneten Kanäle für 5 min, gefolgt von Hexan für weitere 5 min befestigt.
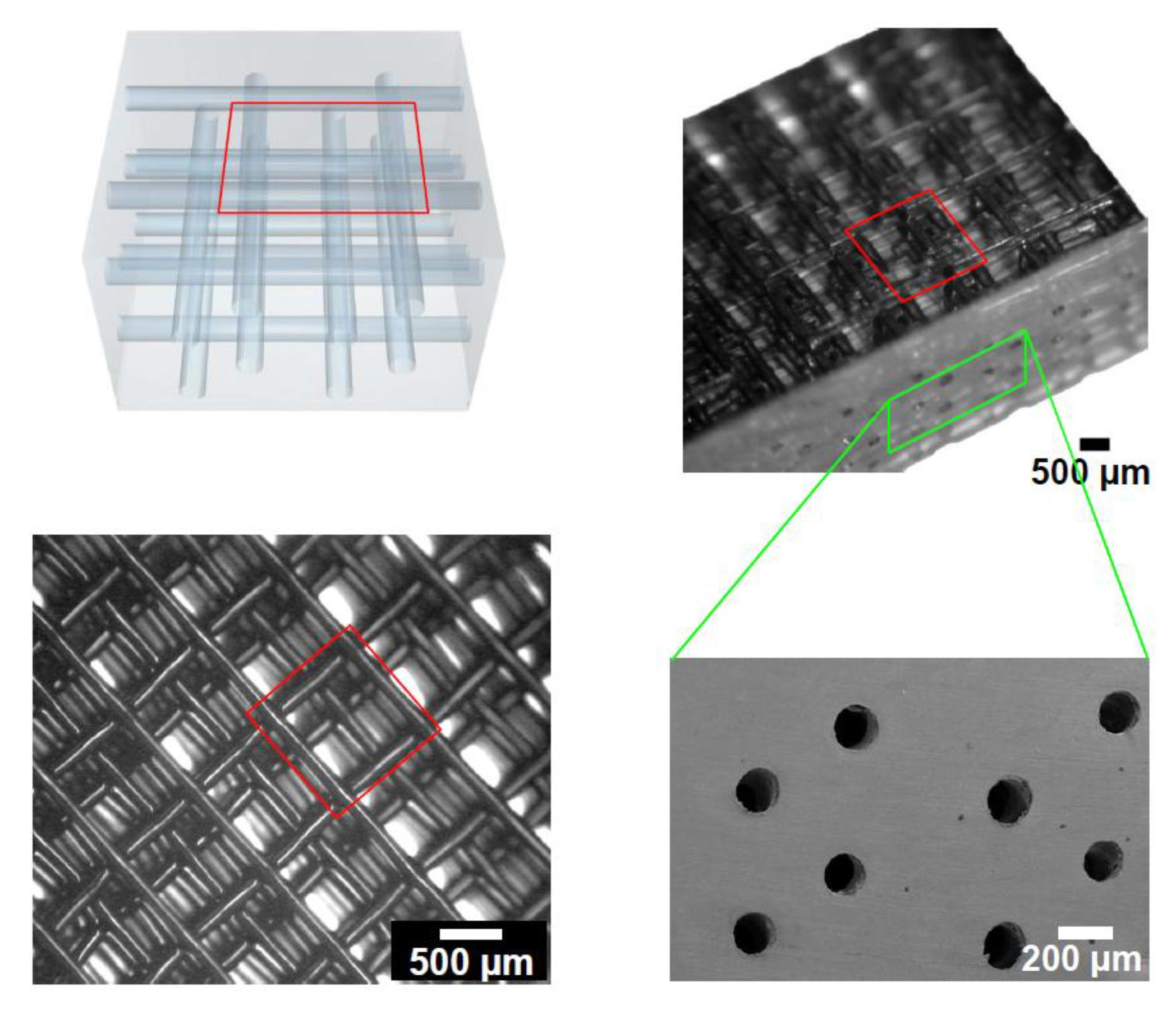
Hinweis: Die Tintenentfernung ergibt einen verbundenen 3D mikrofluidischen Netzwerk (Fig. 5). Post-Reinigung der Netzwerke mit Hexan durchgeführt, um die Möglichkeit zu entfernenBLE Rückstände der Druckfarbe von den Kanalwänden.
2. Nanokomposit-Vorbereitung
Hinweis: Die Nanocomposites werden durch Mischen eines Dual-Cure-(Ultraviolett / wärmehärtbaren) wärmehärtbares Harz entweder ein Epoxidharz oder ein Harz auf Urethanbasis und Nanofüllstoffe (hier einwandigen Kohlenstoff-Nanoröhren) bei unterschiedlichen Beladungen hergestellt.
- Hinzufügen der gewünschten Menge an Nanoröhren zu einer Lösung von 0,1 mM eines Tensids (Zink-Protoporphyrin IX) entweder in Aceton oder Dichlormethan, 14 (Fig. 6).
Anmerkung: Hier wurden 150 mg von CNTs zu der Lösung (~ 50 ml), um ein Nanokomposit mit einer endgültigen Konzentration von 0,5 Nanoröhre Gew.% herzustellen. Es sollte auch erwähnt werden, dass die Verwendung von hochsiedenden Lösungsmitteln wie DMF sollte aufgrund einer möglichen thermischen Härtung der UV-Epoxid in dieser Studie bei Temperaturen über 60 ° C während der Lösungsmittelverdampfung verwendet werden, vermieden. - Beschallen SUspension in einem Ultraschallbad für 30 min, um die Nanoröhren-Aggregate (6) debundle.
Anmerkung: Zusätzliche Maßnahmen wie Filtration oder Ultrazentrifugation der Nanoröhre Lösung sollte, um die verbleibenden großen Clustern vor dem Mischen mit dem Harz zu entfernen. - Mischen des Harzes (entweder Epoxid-oder Urethan) mit der Nanotube-Suspension über einen Magnetrührstab Heizplatte bei einer Temperatur etwas unterhalb der Siedetemperatur Lösungsmittel (z. B. 50 ° C für Aceton-Lösung) für 4 Stunden.
- Platzieren der Mischung in dem Nanokomposit Ultraschallbad und gleichzeitig die Anwendung der Beschallung und Erwärmen (40-50 ° C) für 1 h (Fig. 6).
- Lassen Sie das restliche Lösungsmittel durch Erhitzen verdampft das Nanokomposit bei 30 ° C für 12 h und dann bei 50 ° C für 24 Stunden unter Vakuum (~ 0,1 bar).
- Scherung mischen die Nanokomposit-Materialien, indem sie durch einen kleinen Spalt zwischen den Walzen in einem Drei-Walzenmischwerk in order zu großen Aggregaten zu brechen Nanoröhrchen (Abbildung 6). Halten Sie einen Teil der Nanokomposit vor der Drei-Walzen-Misch für die Baseline-Vergleich.
- Stellen Sie die Dreiwalzenmischparameter (dh Lücken und Drehgeschwindigkeit).
Anmerkung: Hier wird eine konstante Geschwindigkeit von 250 UpM für das Rollwalze verwendet wird. 5 Durchgängen bei 25 &mgr; m, 5 Durchgänge bei 10 &mgr; m und 10 tritt bei 5 uM: jedoch sind die Abstände zwischen den Walzen in dreistufige Verarbeitung wie folgt reduziert. - Entgast endgültige Mischung unter einem Vakuum von etwa 0,1 bar für 24 h mit einem Exsikkator, die Luftblasen während des Mischens eingeschlossene entfernen.
3. Nanokomposit-Infiltration (Injektion)
- Laden der Nanokomposite in Abschnitt 2 hergestellt, in ein 3 ml-Spritzenkörper mit der Fluidabgabevorrichtung durch Anlegen eines Unterdrucks.
- Legen Sie eine feine Düse (zB ID = 0,51 mm), die in der Kunststoffrohre, um die geöffneten Kanäle (zur gleichen Rohre befestigt passtfür die Farbentfernung) und montieren sie in den Spritzenzylinder mit den Nanoverbundmaterialien.
- Stellen Sie den gewünschten Druck (dh Druck) auf der Druckspender.
Hinweis: Hier wird der Nanokomposit-Einspritzdruck von 400 kPa.
Hinweis: Ein Vakuum (dh negativer Druck) kann an das andere Ende (dh Ausgangsseite), die an das Netzwerk Füllung unterstützen. Sobald der Druck aufgebracht wird, die Mikrofluid-Netzwerk, in Protokoll Nr. 1 gebaut, wird von Nanokomposit-Suspension, die das Netzwerk durch die Kunststoffrohre tritt gefüllt. - Kurz nach der Injektion freizulegen Nanokomposit-gefüllten Verbundträger nach UV-Belichtung einer UV-Lampe für 30 Minuten für das Vorhärten.
Anmerkung: Diese Vorhärtung Betrieb wird angenommen, dass die Wirkung der Brownschen Bewegung auf der CNTs mögliche Ausrichtung zu reduzieren. Es verringert auch die Wärmeschrumpf (Fig. 7) - Post-heilen die hergestellten Balken in den Ofenauf, im Falle von UV-Epoxy, 80 ° C für 1 h, gefolgt von 130 ° C noch 1 h (Fig. 7).
- Schneiden Sie die überschüssige Epoxy Teile mit einer Säge und dann polieren die Strahlen auf die gewünschten Abmessungen (hier ca. 60 mm in der Länge, ~ 6,8 mm in der Breite und ca. 1,6 mm in der Dicke der Träger wurden zur Vereinfachung der mechanischen Charakterisierung) gemessen.
Ergebnisse
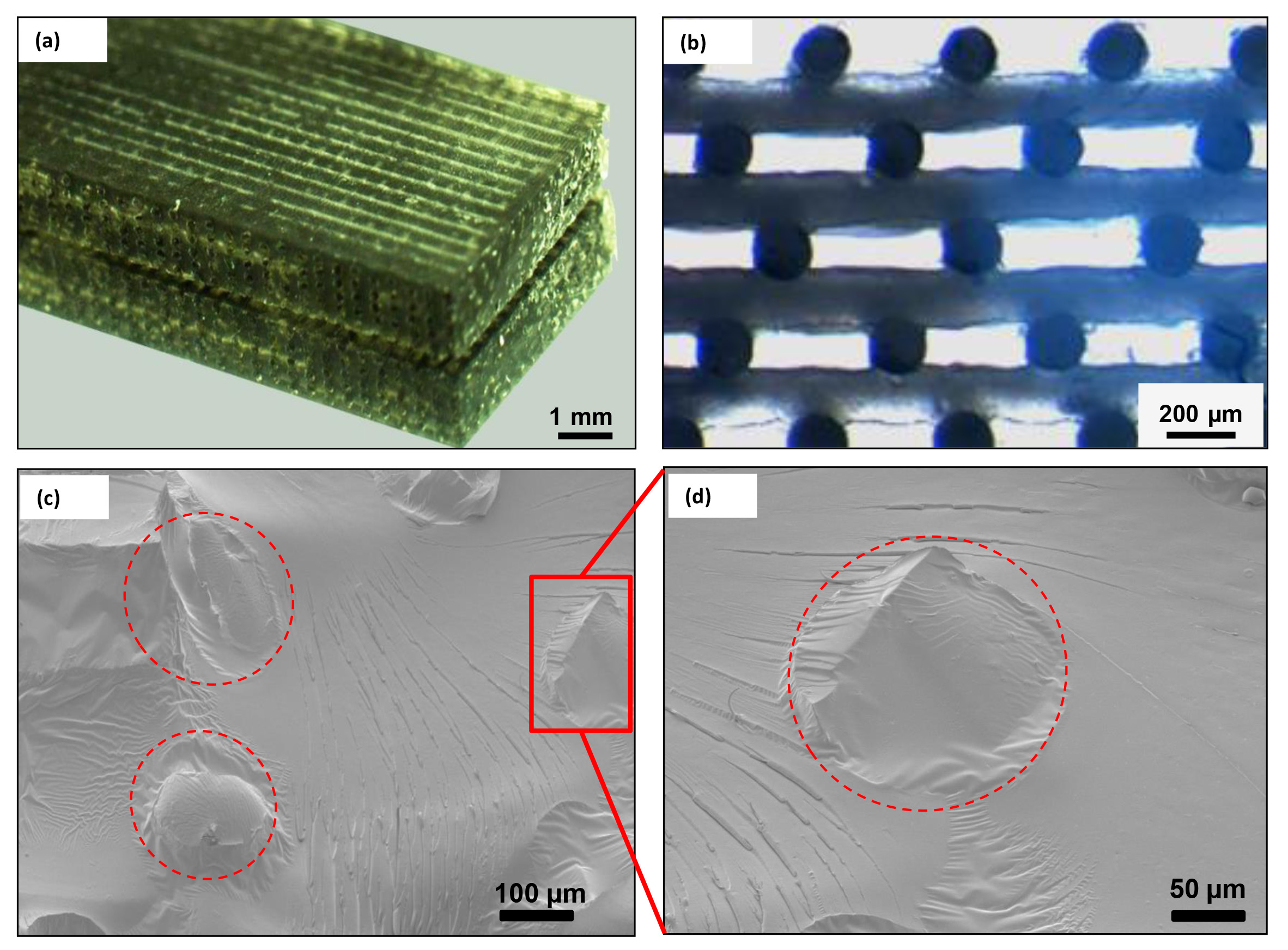
Fig. 8a und 8b ein repräsentatives Bild hergestellt Strahlen und ein optisches Bild der Querschnitt, der aus neun Schichten des Nanofäden zeigen.
Figuren 8c und 8d zeigen typische REM-Aufnahmen eines hergestellten Balken Bruchfläche und eine stärkere Vergrößerung des Bildes gefüllten Kanäle (dh eingebettet Nanokomposit Mikrofasern), auf. Da keine Ablösung an der Wand Kanäle gesehen, ist es fair zu sagen, dass die umgebende Epoxid-und die infiltrierten Materialien sind als Folge der ordnungsgemäße Reinigung der Kanäle mit Hexan nach der Farbentfernung eingehalten werden.
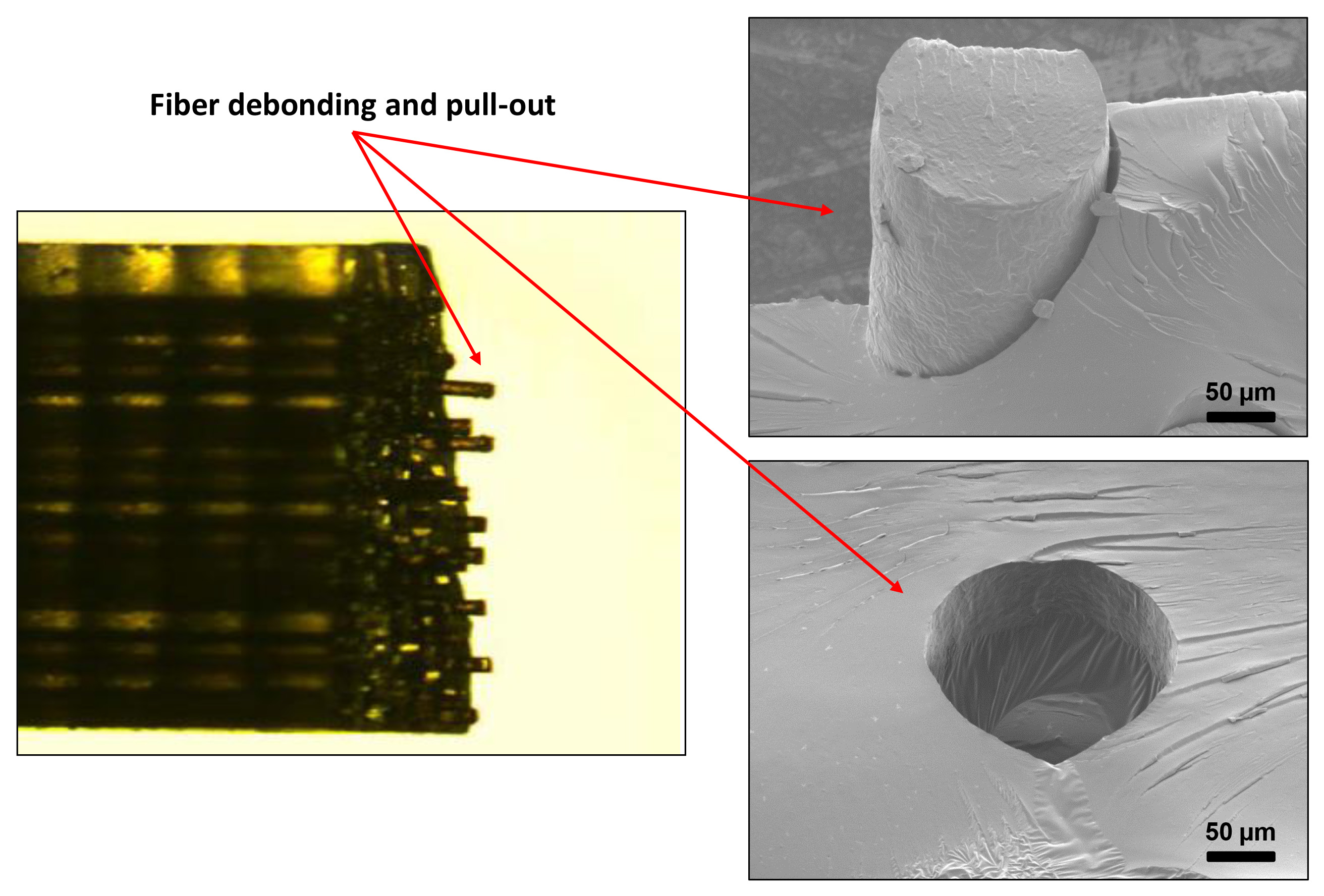
Fig. 9 zeigt ein repräsentatives optisches Bild eines Strahls während der mechanischen Prüfung in dem Hexan wird während der Farbentfernung verwendet werden gebrochen. Fiber Ablösung, als eine Folge der schlechten mechanischen Schnittstelle kommt, die sich durch sein könnteFlüchtling Tintenspuren blieben nach Netzwerk Reinigung.
Fig. 10 zeigt das Speichermodul E ', der Formmassen Epoxy-Proben (als Maßstab) und den 3D-Strahlen verstärkt. Die Ergebnisse zeigen einzigartige Trends für die hergestellten Balken, die die Kombination sind eingebettet und umgeben Epoxy-Materialien mit überlegenen Eigenschaften mit der Gegenwart von nur ~ 0,18 Gew.. % CNTs.
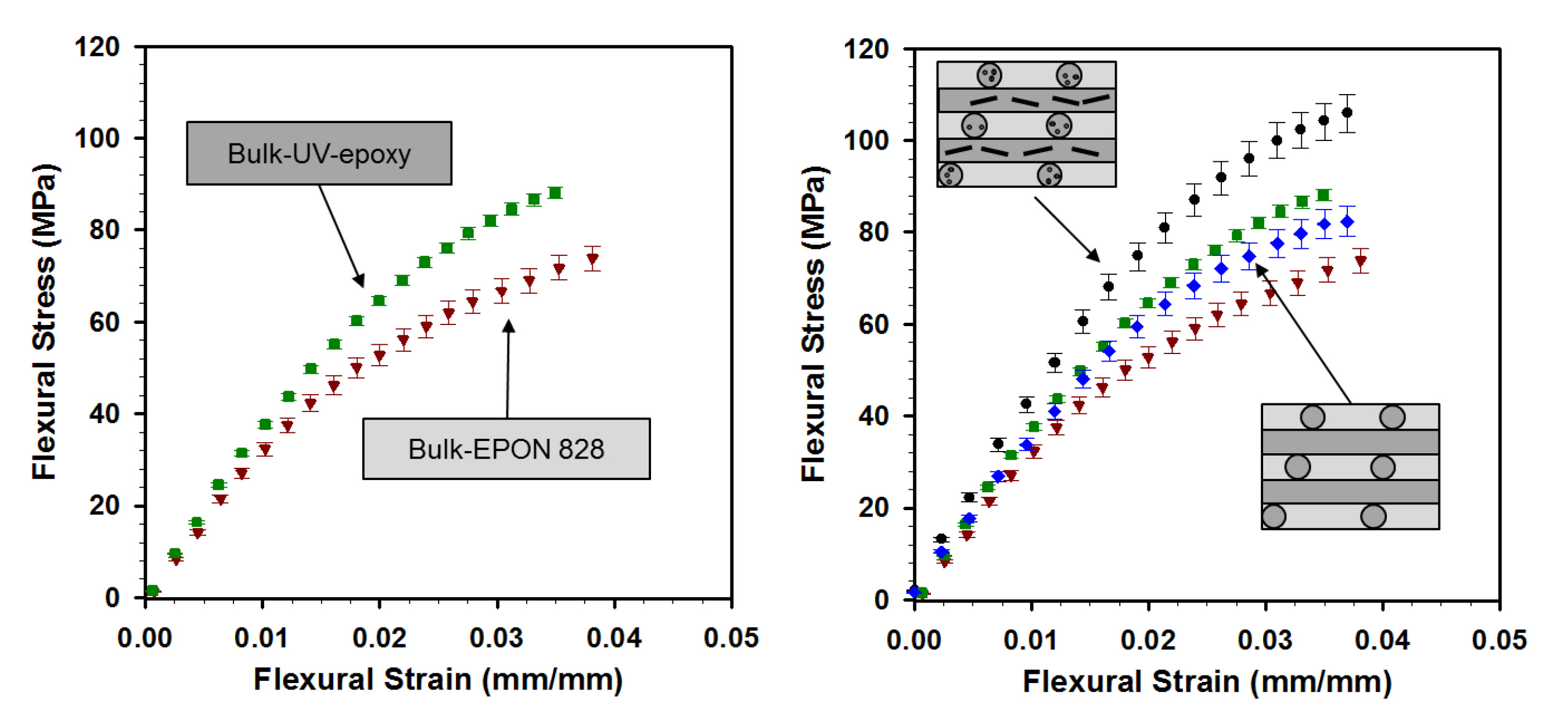
Fig. 11 zeigt die Dreipunkt-Biegetestergebnisse der hergestellten Verbundträger mit einem DMA. Als Ergebnis der CNTs Positionierung der Biegemodul des 3D verstärkten Strahlen zeigten eine Zunahme von 34% gegenüber dem reinen Epoxidharz-infiltriert (gesamte Epoxid-) Strahlen.

1. Schematische Darstellung einer 3D-reinforced Nanokomposit durch die microinfiltration Ansatz hergestellt. Klicken Sie hier für eine größere Ansicht.
{kind=link}

2. Schematische Darstellung der Herstellung von 3D-Strahlen verstärkt. (A) Tinten Filament Direktabscheidung unter Verwendung einer Abgaberoboter, (b) Aufbringen mehrerer Schichten übereinander durch Inkrementieren der Abgabedüse in z-Richtung, (c ) Füllen der Porenraum zwischen den Filamenten unter Verwendung eines niedrigviskosen Harzes, (d) Aufnehmen der Tinte aus dem Netzwerk durch ihre Verflüssigung, was bei der Herstellung von mikrofluidischen Kanälen. (E) Füllen der leeren Netzwerk mitder Nanosuspension gefolgt von Härten, und (f) Schneiden Sie die überschüssige Epoxidharz Teile. Klicken Sie hier für eine größere Ansicht.
{kind=link}

Abbildung 3. Ein Foto von der Roboter-Abscheidungsstufe, die aus einem computergesteuerten Roboter, eine Abgabevorrichtung und einer Live-Kamera. Klicken Sie hier für eine größere Ansicht.
{kind=link}

Abbildung 4. Ein paar Bilder von Mikrostrukturen durch die Direktschreib Mon hergestelltBly. Klicken Sie hier für eine größere Ansicht.
{kind=link}

5. Eine isometrische Ansicht und eine REM-Aufnahme der 3D-Mikrofluid verbunden leeren Netzwerk. Klicken Sie hier für eine größere Ansicht.
{kind=link}

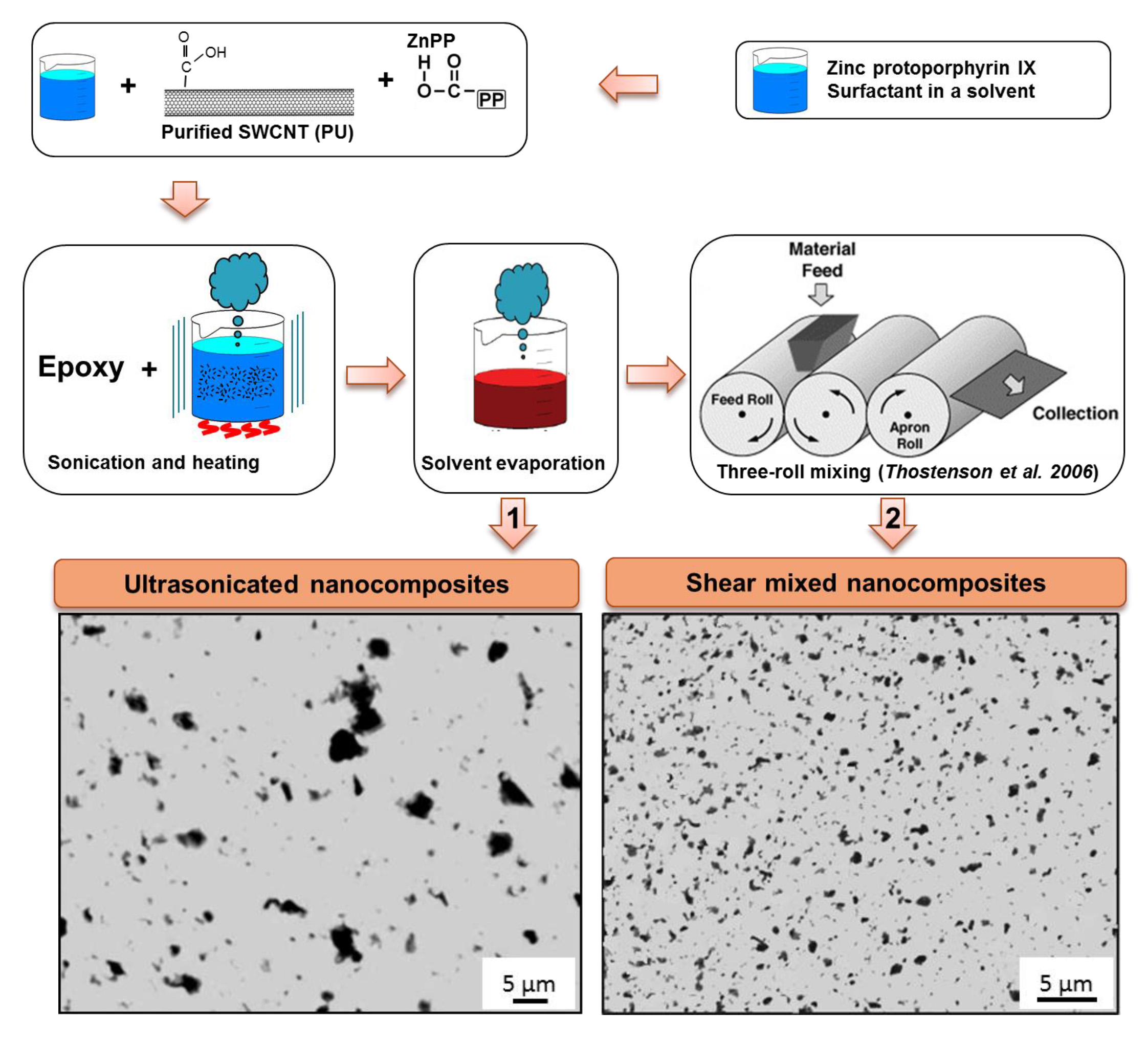
6. Nanokomposit Mischstrategien, einschließlich Nanoröhre nichtkovalente Funktionalisierung Ultraschall, und / oder Dreiwalzenmühle, um die Mischdispersionen mit unterschiedlichen Eigenschaften (optische Bilder Nanokompositfilme Nanoröhrchen führen). Klicken Sie hier für eine größere Ansicht.
{kind=link}

Abbildung 7. Nanocomposite Aushärtung unter UV-Beleuchtung aus einem UV-Lampe, gefolgt von Nachhärtung im Ofen. Klicken Sie hier für eine größere Ansicht.
{kind=link}

Figur 8. (A) I sometric Bild eines 3D verstärkten Strahl, (b) typische Querschnitt eines Nanokomposit-injizierten Träger, (c) eine Strahlfläche Bruch SEM-Bild, und ( g> d) Eine Nahaufnahme von (c). Klicken Sie hier für eine größere Ansicht.
{kind=link}

Abbildung 9. Bruchfläche Bild eines Polyurethan-Nanocomposite-Strahl infiltriert. Klicken Sie hier für eine größere Ansicht.
{kind=link}

Abbildung 10. Temperaturabhängige mechanische Eigenschaften (Speichermodul) der Groß Epoxide und der hergestellten Balken mit einem dynamisch-mechanischen Analysator./ Www.jove.com/files/ftp_upload/51512/51512fig10highres.jpg "target =" _blank "> Klicken Sie hier für eine größere Ansicht.

Abbildung 11. Quasi-statische mechanische Eigenschaften (Biege) der Groß Epoxide hergestellt und die Strahlen (Drei-Punkt-Biegeversuch). Klicken Sie hier für eine größere Ansicht.
{kind=link}
Diskussion
Die hier vorgestellte experimentelle Verfahren ist eine neue und flexible Herstellungsverfahren, um mechanische Leistung von Materialien auf Polymerbasis für die Materialdesignzwecke zuzuschneiden. Mit dieser Methode konnten die gewünschten Eigenschaften auf der Basis der richtigen Auswahl der Komponenten (dh infiltriert Materialien und Hauptmatrix) sowie Engineering der Verbundstrukturen erreicht werden. Zuerst wird das Verfahren ermöglicht die Herstellung aus einem einzigen Material, aus verschiedenen duroplastischen Polymeren, die eine einzigartige temperaturabhängigen Funktion, die anders als die von den Komponenten-Bulks 15 ist. Ein weiterer Vorteil des vorliegenden Verfahrens gegenüber anderen Nanokomposit-Herstellungstechniken, mit denen die Nanofüllstoffe sind gleichmäßig über ganze Matrix verteilt ist die Möglichkeit, räumlich legen die Verstärkungen an gewünschten Stellen in dieser 3D verstärkten Verbundträgern. Aufgrund dieser Positionierung Fähigkeit, eine geringere Menge von möglicherweise teuer nanoFüllstoffe benötigt, um eine bestimmte mechanische Leistung 13 zu erhalten. Da das Verstärkungsmuster gehorcht der ursprünglichen Gleich Schreiben der Tinten Gerüst wird Abstand der Filamente in einer gegebenen Schicht um etwa das Zehnfache des Durchmessers Tintenfäden aufgrund der viskoelastischen Eigenschaften des flüchtigen Tinte beschränkt. Auf der anderen Seite kann ein kleiner Abstand Strömung der Flüssigkeit während des Epoxy Epoxydverkapselung Schritt begrenzen. Darüber hinaus sollte der Durchmesser Tinten Filament groß genug für leichten Herstellung (z. B. Extrusion hochviskoser Tinte) und nachfolgenden Fertigungsschritten, wie Nanokomposit Infiltration in die Mikrofluidik-Netze sein (z. B. über 50 um).
Ein weiteres Potential des vorliegenden Verfahrens kann die Fähigkeit der Ausrichtung der einzelnen CNTs oder andere Nanofüllstoffe in Strömungsrichtung unter Scherströmung 16 von Nanokomposit-Infiltration bei höheren Geschwindigkeiten / Drücke, wenn die Nanofüllstoffe sind gutWährend des Mischprozesses Nanokomposit-dispergiert. Jedoch könnte ein hoher Grad der Ausrichtung nur bei sehr hohen Infiltrationsdrücke (aufgrund ihrer geringen Kanaldurchmesser), die Lufteinschlüsse in dem Netzwerk während der Infiltration führen können erreicht werden.
Repräsentative optische Bilder in Abbildung 6 zeigen die durch die in Protokoll Nr. 2 präsentiert Mischverfahren (zwei Bilder an der Unterseite der Figur) vorbereitet Nanokomposite. Die beobachteten dunklen Flecken sind gedacht, um Nanoröhren-Aggregate sein. Für die ultraschall Nanokomposit, die Mikron Aggregate mit einem Durchmesser von bis zu ca. 7 &mgr; m vorhanden sind, während eine drastische Veränderung der Größe der Zuschlagstoffe (mit einem Mittelwert von ~ 1 &mgr; m) für den Schermisch Nanokomposit beobachtet. Da die Nanofüller Dispersion wirkt sich auf die mechanischen und elektrischen Eigenschaften der hergestellten 3D-Nanocomposite-Balken, sollte eine verbesserte Verteilung erreicht werden, um den vollen Vorteil der 3D-Positionierung von nan nehmenofillers unter Verwendung der vorliegenden Herstellungstechnik. Daher wird eine weitere Untersuchung erforderlich systematisch zu untersuchen, die Dispersionszustände der Nanoröhren und die Verwendung anderer Nanofüllstoffe, die leichter in das Epoxidharz-Matrix dispergiert werden können.
Die vorliegende Herstellungstechnik könnte das Design von funktionalen 3D-Nanokomposit-Produkte für mikrotechnische Anwendung 17 zu ermöglichen. Die Technik ist nicht auf die in dieser Studie verwendeten Materialien beschränkt. Daher kann die Anwendung dieser Technik durch die Verwendung von anderen duroplastischen Materialien und Nano verlängert werden. Unter mehreren Anwendungen kann der Strukturüberwachung, Schwingungsdämpfung und Mikroelektronik-Produkte genannt werden.
Offenlegungen
Keine Interessenskonflikte erklärt.
Danksagungen
Die Autoren danken für die finanzielle Unterstützung von FQRNT (Le Québécois Fonds de la Recherche sur la Nature et les Technologies). Die Autoren möchten die Beratung Unterstützung von Prof. Martin Levesque, Prof. Dr. Ali El Meine Khakani und Dr. Brahim Aissa danken.
Materialien
| Name | Company | Catalog Number | Comments |
| Dispensing Robot | I & J Fisnar | I & J2200-4 | |
| Robot software | I & J Fisnar | JR-Point Dispensing | |
| Syringe Barrel | Nordson EFD Inc. | 7012072 | 3 ml |
| Dispensing Nozzle | Nordson EFD Inc. | 7018225 | Stainless Steel Tip (ID: 0.51 mm) |
| Dispensing Nozzle | Nordson EFD Inc. | 7018424 | Stainless Steel Tip (ID: 0.15 mm) |
| Fluid Dispenser | Nordson EFD Inc. | HP-7X | |
| Fluid Dispenser | Nordson EFD Inc. | 800 | |
| Live camera | MediaCybernetics | QI, Cool, Color | 12 Bit, Qimaging |
| Live Camera Software | Image-Pro Plus | Version 6 | |
| Precision Saw | Buehler (IsoMet) | 622-ISF-03604 | Low-Speed Saw |
| Flexible plastic tube | Saint-Gobain PRL Corp. | Tygon 177936 | |
| Stirring hot plate | Barnstead International | SP131825 | |
| Vacuumed-oven | Cole-Parmer | EW-05053-10 | |
| Ultrasonic cleaner | Cole-Parmer | EW-08891-11 | |
| Three-roll mill mixer | Exakt Technologies | Exakt 80E | |
| Dynamic Mechanical Analyzer | TA Instruments | DMA Q800 | |
| UV-lamp | Cole Parmer | RK-97600-00 | Intensity of 21 mW/cm² |
Referenzen
- Endo, M., et al. Applications of Carbon Nanotubes in the Twenty-First Century. Philosoph. Trans. Math. Phys. Eng. Sci. 362 (1823), 2223-2238 (2004).
- Ear, Y., Silverman, E. Challenges and opportunities in multifunctional nanocomposite structures for aerospace applications. MRS Bull. 32 (4), 328-334 (2007).
- Mirfakhrai, T., Krishna-Prasad, R., Nojeh, A., Madden, J. D. W. Electromechanical actuation of single-walled carbon nanotubes: an ab initio simulation study. Nanotechnology. Nanotechnology. 19 (31), 1-8 (2008).
- Sahoo, N. G., Jung, Y. C., Yoo, H. J., Cho, J. W. Influence of carbon nanotubes and polypyrrole on the thermal, mechanical and electroactive shape-memory properties of polyurethane nanocomposites. Comp. Sci. Technol. 67 (9), 1920-1929 (2008).
- Coleman, J. N., Khan, U., Gun'ko, Y. K. Mechanical reinforcement of polymers using carbon nanotubes. Adv. Mater. 18 (6), 689-706 (2006).
- Fan, Z. H., Advani, S. G. Characterization of orientation state of carbon nanotubes in shear flow. Polymer. 46 (14), 5232-5240 (2005).
- Abbasi, S., Carreau, P. J., Derdouri, A. Flow-induced particle orientation and rheological properties of suspensions of organoclays in thermoplastic resins. Polymer. 51 (4), 922-935 (2010).
- Kimura, T., Ago, H., Tobita, M., Ohshima, S., Kyotani, M., Yumura, M. Polymer composites of carbon nanotubes aligned by a magnetic field. Adv. Mater. 14 (19), 1380-1383 (2002).
- Chronakis, I. S. Novel nanocomposites and nanoceramics based on polymer nanofibers using electrospinning process-A review. J. Mater. Process. Technol. 167 (2-3), 283-293 (2005).
- Zhou, W., et al. Single wall carbon nanotube fibers extruded from super-acid suspensions: preferred orientation, electrical, and thermal transport. J. Appl. Phys. 95 (2), 649-655 (2004).
- Sandler, J. K. W., et al. A comparative study of melt spun polyamide-12 fibres reinforced with carbon nanotubes and nanofibres. Polymer. 45 (6), 2001-2015 (2004).
- Therriault, D., Shepherd, R. F., White, S. R., Lewis, J. A. Fugitive inks for direct-write assembly of three-dimensional microvascular networks. Adv. Mater. 17 (4), 395-399 (2005).
- Therriault, D., White, S. R., Lewis, J. A. Chaotic mixing in three-dimensional microvascular networks fabricated by direct-write assembly. Nat. Mater. 2 (4), 265-271 (2003).
- Lebel, L. L., Aissa, B., Khakani, A. E., Therriault, D. Preparation and mechanical characterization of laser ablated single-walled carbon-nanotubes/polyurethane nanocomposite microbeams. Comp. Sci. Technol. 70 (3), 518-524 (2010).
- Farahani, R. D., Dalir, H., et al. Micro-infiltration of three-dimensional porous networks with carbon nanotube-based nanocomposite for material design. Comp. A. Appl. Sci. Manufact. 42 (12), 1910-1919 (2011).
- Farahani, R. D., et al. Manufacturing composite beams reinforced with three-dimensionally patterned-oriented carbon nanotubes through microfluidic infiltration. Mater. Design. 41 (5), 214-225 (2012).
- Volder, M. D., Tawfick, S. H., Copic, D., Hart, A. J. Hydrogel-driven carbon nanotube microtransducers. Soft Matter. 7 (21), 9844-9847 (2011).
Nachdrucke und Genehmigungen
Genehmigung beantragen, um den Text oder die Abbildungen dieses JoVE-Artikels zu verwenden
Genehmigung beantragenThis article has been published
Video Coming Soon
Copyright © 2025 MyJoVE Corporation. Alle Rechte vorbehalten