
Method Article
Laser-induzierte Vorwärts Übertragung von Ag von Nano
In diesem Artikel
Zusammenfassung
We demonstrate the use of the Laser-induced forward transfer technique (LIFT) for the printing of high-viscosity Ag paste. This technique offers a simple, low temperature, robust process for non-lithographically printing microscale 2D and 3D structures.
Zusammenfassung
Viel Entwicklung von nicht-lithographischen Verfahren 1-3 für den Druck von Metallicfarben oder andere funktionelle Materialien In den letzten zehn Jahren hat sich dort. Viele dieser Prozesse wie Ink - Jet - 3 und laserinduzierten Vorwärtstransfer (LIFT) 4 haben das Interesse an der druckbaren Elektronik immer beliebter geworden und maskenlose Strukturierungs gewachsen ist. Diese additiven Fertigungsverfahren sind kostengünstig, umweltfreundlich und gut geeignet für Rapid Prototyping, wenn zu den herkömmlichen Halbleiter-Verarbeitungstechniken verglichen. Während die meisten Direktschreibprozesse auf zweidimensionale Strukturen beschränkt sind und nicht Materialien mit hoher Viskosität verarbeiten (insbesondere Inkjet), kann LIFT beide Einschränkungen überwinden, wenn sie richtig durchgeführt wird. Kongruent Übertragung von dreidimensionalen Pixeln (genannt Voxel), auch bezeichnet als Laser decal Transfer (LDT) 5-9, wurde kürzlich mit dem LIFT - Technik unter Verwendung von hochviskosen Ag nanopast nachgewiesenes freistehende Verbindungen, komplexe Voxel Formen und hohem Aspektverhältnis Strukturen herzustellen. In diesem Beitrag zeigen wir eine einfache, aber vielseitiges Verfahren für eine Vielzahl von Mikro- und Makroebene Ag Strukturen hergestellt wird. Strukturen sind einfache Formen für elektrische Kontakte Strukturieren, Bridging und Cantilever-Strukturen mit hohem Aspektverhältnis Strukturen und Single-Shot, Transfers große Fläche eine kommerzielle digitale Mikrospiegelvorrichtung (DMD)-Chip.
Einleitung
Additive Drucktechniken sind von großem Interesse für die Strukturierung von Funktionsmaterialien auf einer Vielzahl von Substraten. Diese sogenannten "direct-write" Prozesse, einschließlich micropen 10, Direktschreibanordnung 11, Ink - Jet - 12 und LIFT 4, sind gut geeignet für die Herstellung einer Vielzahl von Strukturgrößen im Bereich von Sub-Mikron bis makroskaligen 1,2 . Die primären Vorteile dieser Techniken sind niedrige Kosten, Umweltfreundlichkeit und eine schnelle Wende vom Konzept bis zum Prototyp. Tatsächlich ist das Rapid Prototyping eine primäre Verwendung für solche Prozesse. Die Materialien, die durch diese Verfahren verwendet bestehen typischerweise aus einer Nanopartikel-Suspension in einem Lösungsmittel und erfordern im allgemeinen einen Ofen Schritt nach der Abscheidung, um härtende ihre funktionellen Eigenschaften zu realisieren. Obwohl micropen und Direktschreib Montage relativ einfach zu implementieren sind, verlassen sich beide auf einem Endlosfaden Kontakt mit dem Empfängersubstratwährend der Abgabe. Obwohl Tintenstrahl eine einfache, berührungslose Direktschreibmethode ist, wird es in der Regel auf die Übertragung von niedriger Viskosität, chemisch gutartige Nanopartikel-Suspensionen, um eine Verstopfung zu vermeiden, begrenzt und / oder Korrosion der Abgabedüsen. Zusätzlich ist Mustern Druck mit gut definierten Kantenmerkmale durch Tintenstrahl sehr schwierig , angesichts der variable Verhalten von Flüssigkeiten auf verschiedenen Oberflächen und ihre resultierende Instabilität aufgrund Benetzungseffekte 13. Unabhängig davon, hat Tintenstrahl die meiste Aufmerksamkeit von Forschern bisher genossen.
LIFT, auf der anderen Seite, ist eine berührungslose, düsenfreie additive Verfahren, das zur Übertragung von hochviskosen Paste mit gut definierten Kanten der Lage ist. Bei diesem Verfahren gesteuerte Mengen von komplexen Materialien werden von einem Spendersubstrat (oder "Band") auf ein Empfangssubstrat durch Verwendung von Laserpulsen 4 übertragen , wie schematisch in Figur 1 gezeigt. Wenn hochviskose Paste ist es POSSIVK für die gedruckte Voxel 5 , die Größe und die Form des einfallenden Laserpulses Querschnitt zu entsprechen. Dieser Prozess wurde als Laser-Abziehbild Transfer (LDT) bezeichnet und bietet einen einzigartigen Ansatz zur direkten Schreiben, in dem Voxel Form und Größe sind leicht steuerbaren Parameter, so dass die nicht-lithographischen Erzeugung von Strukturen für eine breite Palette von Anwendungen wie Schaltung reparieren 14, Metamaterialien 7, Verbindungen 8 und freistehenden Strukturen 15. Die Fähigkeit, komplexe Formen in einem Übertragungsschritt abzuscheiden reduziert die Verarbeitungszeit und vermeidet die Zusammenlegung mehrerer Voxel, ein weit verbreitetes Problem in den meisten digitalen Drucktechniken Probleme. Die Fähigkeit, dynamisch das räumliche Profil der einzelnen Laserpulse 17 einzustellen dient der Schreibgeschwindigkeit von LDT zu erhöhen , im Vergleich zu anderen Laserdirektschreib (LDW) -Techniken. Als Ergebnis dieser Verarbeitungsvorteile, verweisen wir auf den LDT-Prozess als"Teilweise parallelisiert", da es die Kombination von mehreren seriellen Schreibschritte in einem einzigen parallel ein ermöglicht. Der Grad der Parallelisierung hängt letztlich von der Fähigkeit, schnell den Laser Querschnittsprofil zu verändern, und somit die Form des resultierenden Voxel, und von der Geschwindigkeit, mit der das Band und das Substrat umgesetzt werden kann.
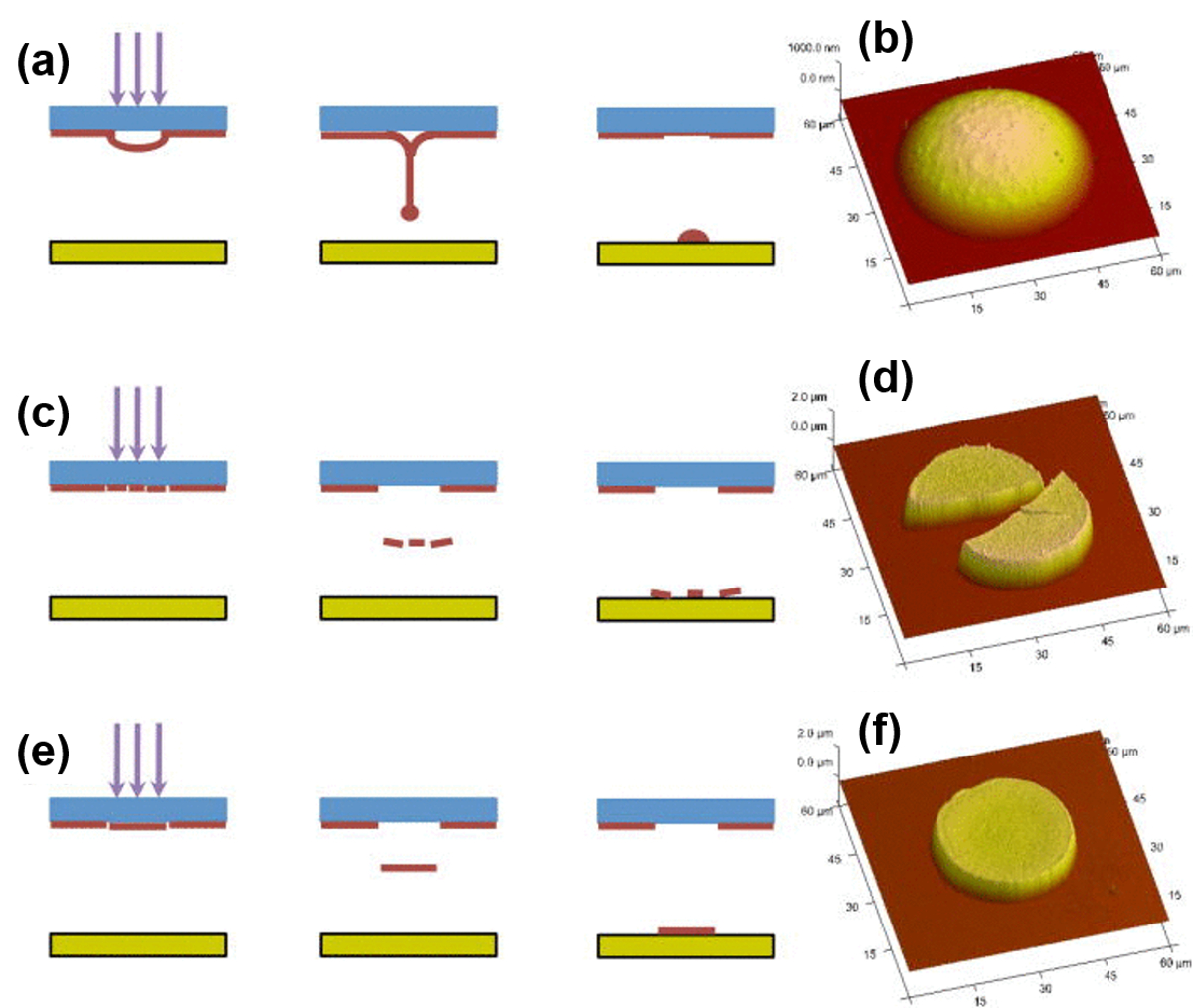
Um das Verfahren zu veranschaulichen, wird das Verhalten eines Materials während des LIFT Verfahren schematisch dargestellt in den 2A, 2C und 2E für drei verschiedene Pastenviskositäten. Für niedrige Viskosität Tinten (2A) 9, der Übertragungsvorgang folgt Verhalten Ausstoßen, was zur Bildung von abgerundeten, halbkugelige Voxel (2B) 18. 2C zeigt die Übertragung für hochviskose Suspensionen, in denen die ausgestoßene Voxel erfährt Fragmentierung ähnlich zu dem, was mit LIFT beobachtet von soDeckel Keramikschichten 19. 2E zeigt die LDT Übertragung von Nanopaste mit einem geeigneten, mit mittlerer Viskosität, wobei das freigesetzte Voxel unterliegt nicht zu formen Verformung durch Spannungseffekte an der Oberfläche und erreicht das Empfangssubstrat intakt. Die Wirkung der Viskosität auf die Form der übertragenen Voxel in den Atomkraftmikroskopie (AFM) -Bilder in den 2B, 2D und 2F gezeigt ist . Wie 2F zeigt , ist es möglich , scharfe, gut definierte Voxel für einen geeigneten Bereich von Viskositäten zu erhalten, in der Regel ~ 100 Pa · s für Ag Nanopaste 5.
Insgesamt gab es nur wenige Berichte über Methoden gewesen, die berührungslose Drucken mit dem Potential kombinieren für Mikron Auflösung 3D-Strukturen. Die LDT-Methode bietet einen Freiform-Prozess in der Lage, Verbindungen mit ultrafeinen Pechbindung Fähigkeiten hergestellt wird. Eine Reihe von Anwendungen, einschließlich empfindliche elektronische Geräte, die organische ElektronikUnd mikroelektromechanische Systeme (MEMS) könnten von einem solchen Verfahren profitieren. Hier zeigen wir ein Verfahren zur berührungslosen dreidimensionalen Drucken sowie Single-Laser-Schuss, große Druckfläche (über DMD-Chip) von hochviskosen Ag Nanopaste.
Protokoll
1. Herstellung Donatorsubstrate
- Maske die Ränder eines Glasobjektträger mit Band einen zentralen Bereich der ungedeckten Glas zu verlassen.
- Tauchen Sie die Folie in gepufferte HF (6: 1 - Verhältnis von 40% NH 4 F in Wasser auf 48% HF in Wasser) für 3-15 min. Hinweis: Dies wird die Mitte der Folie zu ätzen, die nicht maskierten ist, eine gut zu schaffen. Die Tiefe der Vertiefung sollte zwischen 1 und 5 & mgr; m sein, die durch einen Stift-Profilometers oder AFM bestimmt werden kann Anweisungen des Herstellers verwendet wird.
- Entfernen Sie die Bandmaske.
2. Erstellen der Farbband
- Verteilen Sie eine kleine Menge an Ag-Paste auf einer Seite des Brunnens. Stellen Sie sicher, dass es genug ist, die gut zu füllen, etwa in der 10 mg-Bereich. Es ist nicht notwendig, die Menge jedoch zunächst zu messen.
- Fest ziehen einen geraden Metallklinge über die gut, eine dünne Schicht aus Paste in seiner Gesamtheit zu verbreiten. Gleichmäßig verteilen, um die Paste ohne dünne Stellen. Das Endprodukt this-Prozess - eine kleine Vertiefung mit Ag-Tinte - wird das "Band" bezeichnet.
- Wegwischen Paste, die mit einem Labor außerhalb des gut verteilt wischen.
3. Trocknen der Band
- Legen Sie das Band dem Gesicht nach oben in einer Umgebung mit geringer Feuchtigkeit. Ein Kasten mit trockenem Stickstoff gefüllt am besten funktioniert.
- Lassen Sie das Band für mindestens 2 Stunden bei RT. An diesem Punkt sollte die Tintenviskosität hoch genug sein, zu drucken.
Hinweis: Nach ausreichender Trocknung Farbbänder für etwa einen Monat gelagert werden können, indem die gut bedruckten Seite nach unten auf einem anderen Glasträger platzieren und in einem trockenen Stickstoffumgebung zu speichern. Nachdem auf diese Weise gespeichert werden, ist es in Ordnung, die Farbbänder für längere Zeit unbeaufsichtigt von Zeit zu verlassen.
4. Drucken Voxel
- Bringen Sie den Empfängersubstrat zu einer XY-Translationsstufe eine Vakuumspannvorrichtung oder doppelseitigen Klebeband. Hinweis: Die Empfängersubstrat muss flach sein, aber es gibt keine weiteren Einschränkungen. Silizium-Wafer, glass Dias oder 200 ° C kompatible Polymere sind alle akzeptabel Empfänger Substrate.
- Legen Sie das Farbband der Vorderseite nach unten auf dem Empfängersubstrat.
- Konzentrieren sich die optische Einrichtung durch die Rückseite des Donor-Substrat, auf die Rückseite der Tinte innerhalb des Bohrlochs.
HINWEIS: Es gibt viele Möglichkeiten, die Optik für diesen Prozess, aber die folgenden Schritte / Komponenten sind notwendig, zu ordnen:- Verwenden Sie ein gepulster UV-Laser mit einem Strahl mit einem "Hut" räumliche Energieverteilung (im Vergleich mit Gauß-Gegensatz). Verwenden einen Laser fähig Einzelimpulse steuerbar Brennens, die einen akusto-optischen Modulator erfordern. Der akusto-optische Modulator ermöglicht dem Benutzer, das Abfeuern von Einzelimpulsen zu steuern.
- Führen Sie den Strahl durch eine Öffnung, die den Querschnitt des Strahls in die gewünschte Form zu formen. Man beachte, dass die Form der Öffnung der Form des Voxels bestimmt. Das heißt, die Öffnung im wesentlichen auf das Spendersubstrat abgebildet wird, analog zu mask-Projektion.
- Verwenden eine mikroskopische Objektiv die Größe des Strahlquerschnitts zu verringern, wodurch die Größe des gedruckten Voxel bestimmt. Zum Beispiel, wenn ein 10X-Objektiv Ausbeute Quadrat Voxel mit 50 & mgr; m lateralen Abmessungen, dann ein 50X Ziel wird die gleiche Form (Quadrat) drucken Voxel mit 10 & mgr; m lateralen Abmessungen.
- Legen Sie eine Videokamera in der Leitung (über Strahlteiler) mit der mikroskopischen Ziel. Dies ermöglicht eine aktive Überwachung des Farbbandes.
- Feuer einen einzelnen Laserpuls auf dem Donorsubstrat. Ein vernünftiger Startwert für Laserflußdichte liegt im Bereich von 40 bis 60 mJ / cm 2. Stellen Sie sicher, dass es ein sichtbares Loch ist in der Form des Laserstrahlquerschnitt, wo der Voxel ausgeworfen wurde. Wenn das Loch nicht zu sehen ist, gibt es mehrere mögliche Gründe:
- Unscharf.
- Stellen Sie die Höhe des Fokussierungs Ziel. Dies kann das Loch in den Fokus bringen.
- Wenig Energie.
- Langsam increase die Energie des Lasers bis zu einer Fluenz von 60-80 mJ / cm 2. Dickere Farbbänder können hohe Fluence-Werte erfordern.
- Tintenviskosität zu niedrig.
- Wenn ein Voxel ausgeworfen wird, aber das Loch in dem Farbband sofort füllt, dann wird die Viskosität der Tinte immer noch zu niedrig ist, trocknen daher das Band für weitere 30 min auf der Grundlage der Anweisungen, die in Schritt 3 und dann Schritt 4 beginnen erneut.
- Unscharf.
- Bewegen Sie die XY-Translationsstufe entlang der X- und Y-Achse an eine neue Stelle.
- Feuer einen einzelnen Laserpuls auf dem Donorsubstrat wieder ein Voxel Auswerfen und eine scharf definierte Loch verlassen, wo das Voxel wurde von dem Farbband ausgeworfen.
5. Drucken komplexer Strukturen
- Erstellen Linien durch benachbarte Voxel in folgender Weise miteinander verknüpft:
- Die Übertragung eines Voxel wie in 4,1-4,4 beschrieben.
- Bewegen des XY-Translationsstufe ein Voxel Länge entlang der X oder Y-Richtung.
- Die Übertragung eines Voxel wie in 4,1-4,4 beschrieben.
- Wiederholen Sie diesen Vorgang, bis eine ausreichend lange Linie erhalten wird.
- Erstellen Sie überbrücken oder Cantilever - Strukturen in folgender Weise:
- Ausrichten des Strahls, so daß das ausgestoßene Voxel eine geometrische Lücke auf dem Donorsubstrat überbrückt wird oder so, dass ein Teil des Voxels an der Kante eines geometrischen Spaltüberhang wird.
- Die Übertragung eines Voxel wie in 4,1-4,4 beschrieben. Hinweis: Wenn die Pastenviskosität zu niedrig ist, das Voxel zu den Merkmalen darunter stattdessen eine Brücke oder ein Ausleger zu schaffen anpassen können.
- Erstellen Sie mit hohem Aspektverhältnis Strukturen in folgender Weise:
- Die Übertragung eines Voxel wie in 4,1-4,4 beschrieben.
- Ohne das Empfängersubstrat bewegt, dem Donorsubstrat zu einem frischen Stelle auf dem Farbband zu bewegen.
- Die Übertragung eines Voxel wie in 4,1-4,4 beschrieben.
- Wiederholen Sie die Schritte 5.3.2 und 5.3.3 bis ein Merkmal ausreichend height erhalten. Wenn die Struktur größer als ~ 3-5 & mgr; m aufgebaut ist, periodisches Einfügen Abstandshalter zwischen dem Donor und dem Akzeptor-Substrat, so dass die Voxel-Stapel und das Farbband nicht in direkten Kontakt kommen. Beachten Sie, dass die Optik benötigt, neu ausgerichtet zu werden, wie in 4.4.1 beschrieben für die Höhenänderung Donorsubstrat zu berücksichtigen.
6. Drucken komplexer Bilder über DMD Chip
- Zeichnen oder laden Sie Bild der gewünschten Voxel Form. Stellen Sie sicher, dass das Format der Bilddatei ein Bitmap ist. Hinweis: Es ist wichtig, den Verkleinerungsfaktor des optischen Systems zu verwenden, um die Zeichnung zu der Größe des Voxels maßstäblich gedruckt werden. Die DMD ersetzt im Wesentlichen die Öffnung, so dass anstelle der Strahl des Abbildens mit dem, was im Wesentlichen Projektionsmaske, wird ein Array von Mikrospiegeln verwendet, um den Strahl zu formen.
- Wählen Sie den entsprechenden Laser (UV oder grün).
- Schalten Sie DMD und öffnen DMD-Software.
- Klicken Sie auf "Bild öffnen" und laden Bitmap pattern. Wählen Sie laden und Reset.
- Klicken Sie auf "Hinzufügen". Name der Bitmap-Datei sollte auf der rechten Seite angezeigt.
- Klicken Sie auf "Run Once". Bitmap-Muster wird nun auf DMD geladen.
- Ordnen Sie die Spender und Empfänger Substrate wie in den Schritten 4.1 bis 4.3 beschrieben. Transfertinte, wie in Schritten von 4,4 bis 4,6 beschrieben.
- Sobald Transfers erfolgreich sind, wiederholen Sie die Schritte 6,3-6,4, wenn nötig; dann weiter mit Schritt 7.
7. Furnace
Sobald alle Voxel gedruckt werden, heilen sie in einem Ofen.
- Stellen Sie den Empfänger Substrat bedruckten Seite nach oben in den Ofen.
- Lassen bei 180 ° C für 2 Stunden zu härten.
Ergebnisse
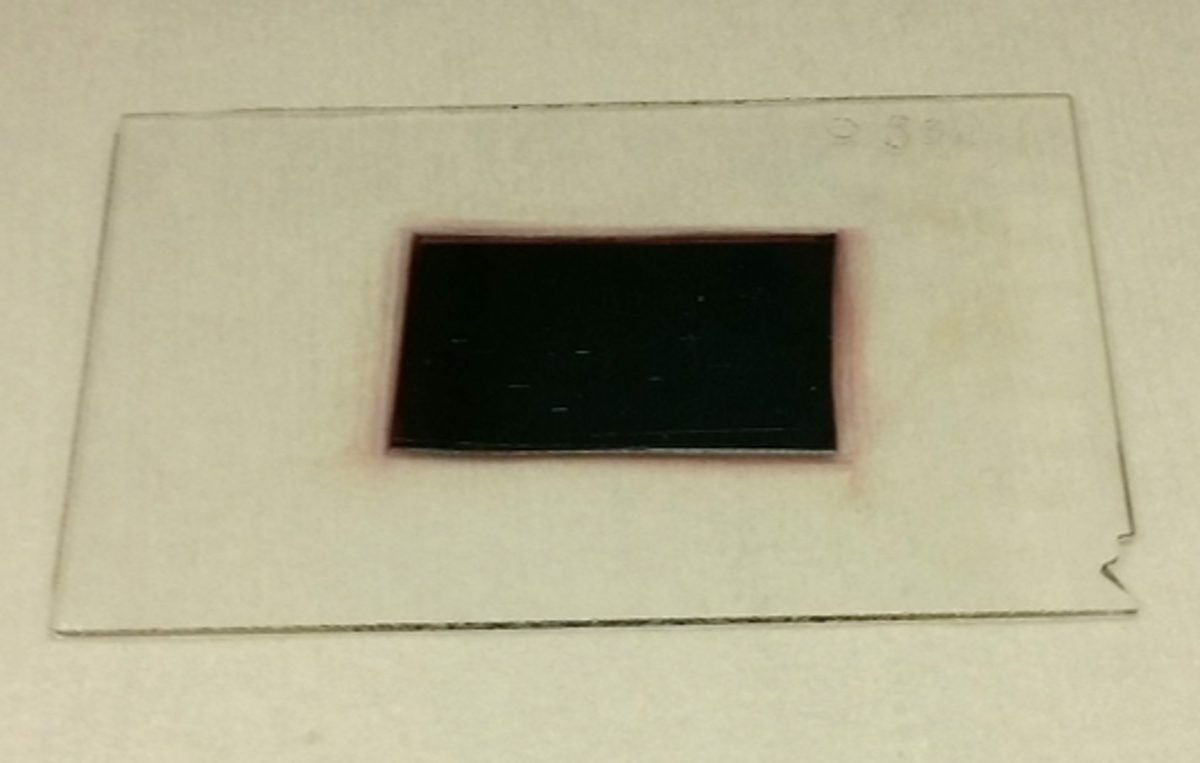
Figur 3 zeigt ein repräsentatives Donorsubstrat mit einer gut in seinem Zentrum. Ein Standard-Glasobjektträger wurde dem Donorsubstrat und die Tiefe des Bohrlochs in diesem Fall ist 1 & mgr; m verwendet. Man beachte, daß alle der Ag Nanopaste auf die rechteckige beschränkt ist gut und der Rest des Substrats sauber ist. Es ist auch wichtig zu beachten, dass die Färbung gleichmäßig ist, was anzeigt, etwa einheitliche Paste Dicke. Regionen mit helleren Färbung zeigen dünne Stellen, die am besten vermieden werden. Abbildung 4 zeigt ein 20fach optisches Bild des Spendersubstrat nach einer 6x6 - Array von 20 um x 20 um im Quadrat Voxel ausgeworfen wurden. In diesem idealen Fall gibt es keine Pastenrückstände in den Zwischenräumen und alle Voxel wurden vollständig aus dem Band ausgestoßen. Wenn die Energie nicht ausreichend ist oder wenn es signifikante Hotspots in dem Strahlprofil sind, Voxel nur teilweise lösen und bleiben an der Rückseite des Bandes geklebt.
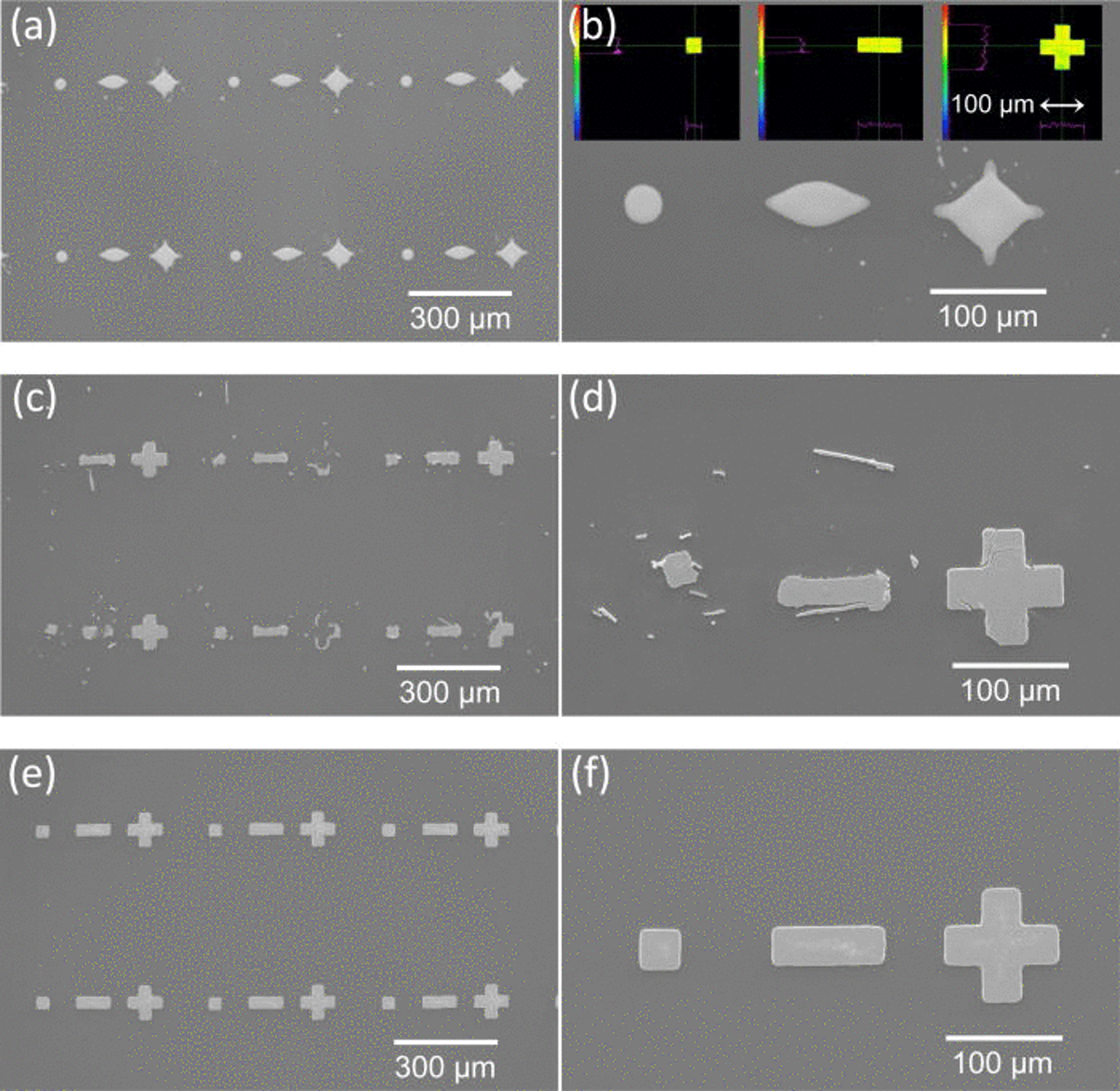
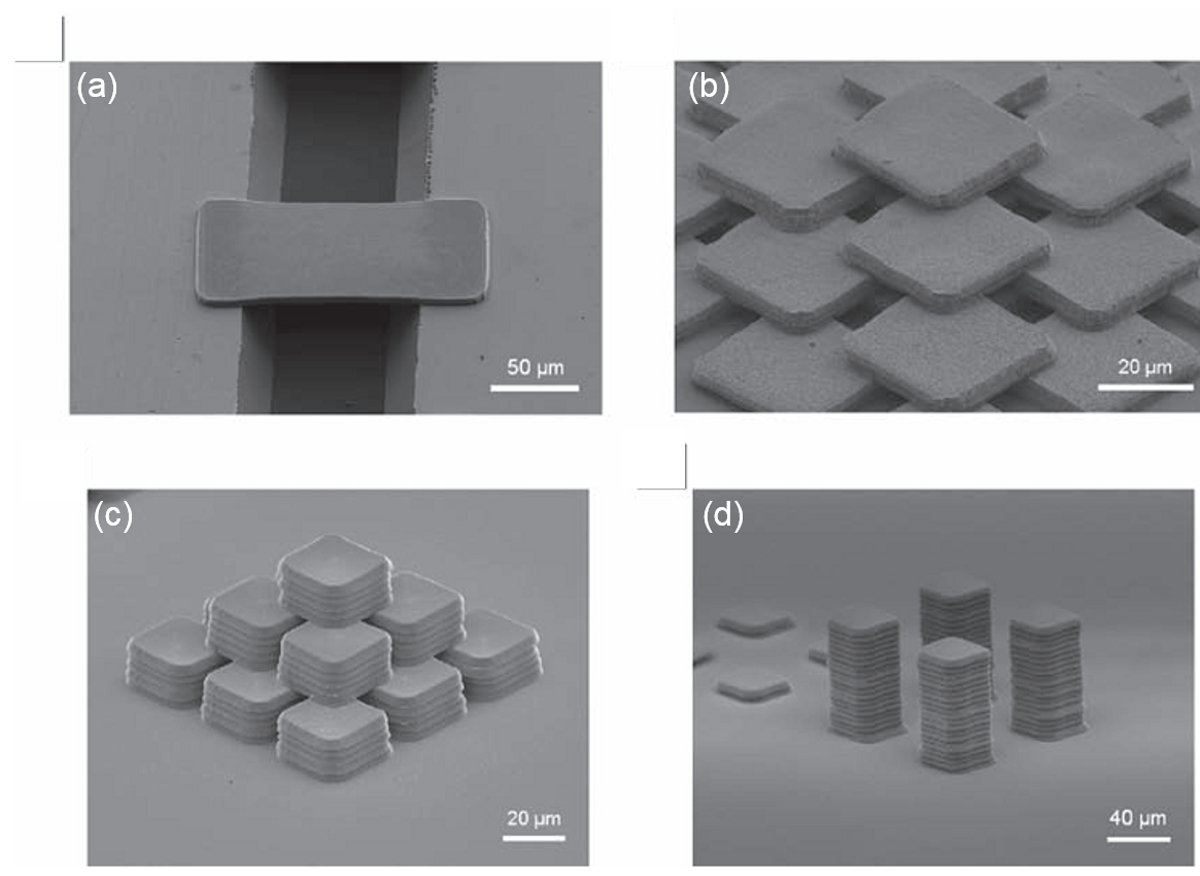
Voxel ausgeworfen aus pastes mit unterschiedlichen Viskositäten in 5 zu 9 gefunden werden. Wenn die Pastenviskosität niedrig ist, das heißt, wurde noch nicht ausreichend getrocknet, der Oberflächenspannung wird die Voxel verursachen rundere zu werden, ihre ursprüngliche Form verlieren , (wie in 5A und B gesehen ). Man beachte , wie die Formen der Voxel in 5B verschieden sind von den Strahlformen (in dem Einschub in 5B angezeigt). Am anderen Extrem, wenn die Pastenviskosität hoch ist, das heißt, hat in getrocknet, Voxel haben eine Tendenz , wenn , wie in 5C und D ausgestoßen zu brechen. Somit gibt es eine Zwischenviskositätsbereich , die Übertragung von unfractured Voxel ermöglicht, die die Form des Strahlprofils halten , wie in 5E und F zu sehen. Wir zeigen zwei Sorten von Voxel-Ketten, die lange Leitungen bilden. Die erste war eine einfache End-zu-End-Kette in which 40 x 60 & mgr; m 2 Voxel wurden benachbarten übertragen miteinander (6A und B) 20. Im Allgemeinen war das Verknüpfungsverfahren etwas unzuverlässig, mit teilweise oder vollständig aufgebrochen Schnittstellen nach einem Soft - Härtung bei 100 ° C erscheint (wie in 6B zu sehen ist ). Das zweite Verfahren verwendet gekerbt, Verriegelungs Voxel übertragen Ende-zu-Ende (6C und D). Die gestrichelten Linien in Figur 6C erläutern die ursprüngliche Form der Voxel, da die hohe Qualität der Grenzfläche macht es schwierig, visuell die einzelnen Formen zu lösen. Dieser Effekt ist sehr klar in 6D, wo die Naht zwischen Voxel nahezu unsichtbar ist. Die Kerbgeometrie war zuverlässiger als die einfache End-to-End, mit fast allen Schnittstellen nach einer 100 ° C Heilung kontinuierlich bleibt. Abbildung 7 verschiedene Stapelgeometrien, Muster und Seitenverhältnisse demonstriert. Ein einzelnerVoxel 100 & mgr; m breit Si Graben überqueren können in 7A. Beziehen die richtige Viskosität größter Bedeutung ist für die Überbrückung oder freistehende Anwendungen , um die Geometrie des Empfängersubstrat das Voxel aus eingesunken oder konformen zu verhindern gefunden werden. Complex, können Mehrschichtstrukturen in 7B-D zu sehen, darunter zwei gestapelte Pyramiden und hohem Aspektverhältnis Mikrosäulen. Diese Geometrien sind wichtig für Anwendungen, die vertikale und Spanning-Interconnects. Schließlich zeigt 8A eine alternative optische Einrichtung , die einen kommerziellen DMD - Chip verwendet, als "Digital Mirror Device" bezeichnet im Diagramm. Wie in Schritt 6 beschrieben, große, komplexe Bilder können mit einem einzigen Laserpuls auf den Computer übertragen und geladen werden. Eine erfolgreich gedruckt NRL - Logo kann in 8B zu finden. Wir stellen fest, dass mit einem einzigen Schuss, wir eine Paste Struktur mit einer Länge von 1 mm und einer Funktion r übertrageneSolution von ~ 20 & mgr; m.

Abbildung 1. Schematische Darstellung der LDT - Setup. Beachten Sie, dass die Voxel - Form , die durch die Querschnittsstrahlform bestimmt wird , nur für hochviskose Tinte. Bitte hier klicken , um eine größere Version dieser Figur zu sehen.
{kind=link}

Abbildung 2. Schematische Darstellung Voxel Ausstoß. Diagramme illustrieren Entwicklung der Transfer für (A) mit niedriger Viskosität, (C) eine hohe Viskosität, und (E) mit mittlerer Viskosität. AFM Plots der resultierenden Voxel werden in (B) vorgesehen ist , (D) und (F), respectively. Diese Zahl wurde geändert von [9]. Bitte hier klicken , um eine größere Version dieser Figur zu sehen.
{kind=link}

Abbildung 3. Bild von Ag Nanopaste Donorsubstrat. Das Substrat selbst ist ein Glasobjektträger mit einem 1 & mgr; m tiefen Brunnen in der Mitte. Bitte klicken Sie hier , um eine größere Version dieser Figur zu sehen.
{kind=link}

Abbildung 4. 20X optisches Bild der Pastenschicht auf dem Band (Donorsubstrat) nach Voxel Übertragung. Sharp, gut definierte Kanten und das Fehlen von Rückständen zeigen ausreichend Paste Trocknen und vollständige Übertragung des Materials vom Band.jove.com/files/ftp_upload/53728/53728fig4large.jpg "target =" _ blank "> Bitte hier klicken, um eine größere Version dieser Figur zu sehen.

Abbildung 5. Die Rasterelektronenmikroskopie (SEM) -Bilder von mehreren verschiedenen Voxeln. Trägerprofile sind in der Einfügung (B) dargestellt ist . Drei verschiedene Voxel Formen wurden von niedriger Viskosität (A, B) bedruckt, hohe Viskosität (C, D) und mittlerer Viskosität (E, F). Beachten Sie, dass eine niedrige Viskosität führt zu einem Verlust der Form und Voxel Schärfe, während eine hohe Viskosität zu Voxel Fracturing führt. Diese Zahl wurde von [9] geändert. Bitte hier klicken , um eine größere Version dieser Figur zu sehen.
{kind=link}

. Abbildung 6. REM - Aufnahmen von verbundenen Voxel Ketten zwei Verbindungsgeometrien dargestellt sind: einfache End-to-End (A, B) und gekerbt-Verriegelung (C, D). Im allgemeinen Kerbverriegelungsgeometrien zuverlässiger erwiesen haben, während einfache Ende-zu-Ende eine Tendenz aufgrund der Schrumpfung während der Ofenschritte zu knacken haben. Diese Zahl hat sich von [20] geändert. Bitte klicken Sie hier , um eine größere Version dieser Figur zu sehen.
{kind=link}

. Abbildung 7. REM - Aufnahmen von mehreren komplexen Voxel Strukturen Geometries umfassen: Ein rechteckiges Voxel 100 & mgr; m breiten Graben (A) überbrücken, eine mehrschichtige s caffold (B), ein hohes Aspektverhältnis Pyramide (C), und mehrere mit hohem Aspektverhältnis Mikrosäulen (D). Diese Zahl wurde von [8] geändert. Bitte hier klicken , um eine größere Version dieser Figur zu sehen.
{kind=link}

Abbildung 8. Schematische Darstellung und die Ergebnisse der LDT über DMD - Chip. In der schematischen Darstellung (A), die Laseröffnung wurde mit dem DMD - Chip ersetzt, der eine große Montage von Mikrospiegeln ist. Das Muster aus einer Bilddatei kann getreu auf das Donorsubstrat abgebildet werden, eine exakte Kopie des Musters von Voxeln in einem einzigen Schuss auszustoßen. Als Beispiel wurde ein NRL logo (B) von einem einzigen Laserschuss übertragen.ig8large.jpg "target =" _ blank "> Bitte hier klicken, um eine größere Version dieser Figur zu sehen.
Diskussion
In diesem Papier haben wir ein Verfahren zur berührungslosen dreidimensionalen Drucken sowie Single-Laser-Schuss, große Druckfläche (über DMD-Chip) von hochviskosen Ag Nanopaste unter Beweis gestellt. Im Gegensatz zu anderen Direktschreibverfahren, wie Tintenstrahl-, beschriebene Technik ermöglicht LDT hier für den Druck von komplexen Voxel Formen mit einem Laserpuls, also in einem einzigen Schritt. Während viele Aspekte des Verfahrens einfach zu sein scheint, gibt es mehrere Schritte, um iterative Tests erfordern zu optimieren. Zunächst Paste Trockenheit und Viskosität sind die wichtigsten Faktoren für eine erfolgreiche Übertragung. Obwohl diese Punkte bereits wiederholt im Text hervorgehoben wurden, wiederholen wir die hier Punkt, um die Bedeutung zu unterstreichen. Wenn die Tintenviskosität zu niedrig ist, dann wird es unmöglich sein, scharf zu drucken, gut definierte Voxel Formen. Ein verräterisches Zeichen dafür, dass die Viskosität der Tinte zu niedrig ist, tritt auf, wenn ein Voxel auszuwerfen versuchen. Wenn der Laserimpuls ausgelöst wird, derVoxel wird angezeigt, um einen Moment ausstoßen, aber die Tinte schnell in dem Donorsubstrat in das Loch links füllt zurück. In diesem Fall sollte der Benutzer stoppen den Laser Brennen und die Tinte sollte weiter als skizzierte 3.1 und 3.2 in Schritten behandelt werden. Wenn die Tintenviskosität zu hoch ist, wird das Voxel Übertragungsvorgang auf dem Band erfolgreich erscheinen. Wenn jedoch die Voxel auf dem Empfängersubstrat untersuchen, wird es erhebliche Reißen, Brechen sein oder Schmutz beseitigen. In diesem Fall muss der Benutzer des aktuellen Band zu entsorgen und eine neue Band zu machen, wie in Abschnitt 2. Optimierung der Viskosität der Tinte und die Trocknungszeit skizzierte sollte durch die Bewertung der Qualität von Voxel-Übertragungsversuche durchgeführt werden. Wir empfehlen nicht versuchen , die Viskosität der Paste an einer beliebigen Stelle zu messen. Zweitens ist die Laserfluenz fast so wichtig wie die Tintenviskosität und sehr kleine Veränderungen in Fluenz einen signifikanten Effekt auf den Prozess haben kann. Es sollte klar sein, wenn die Energie zu gering ist - das Voxelnicht von dem Donorsubstrat auszuwerfen. Es wird empfohlen, mit dem Fluenzbereichs in Schritt 4.4 vorgeschlagen zu beginnen, und dann sehr schrittweise den Wert zu erhöhen. Die niedrigste Energie, die in einer vollständigen Übertragung führt die "Schwellfluenz" genannt. Oft ist es am besten bei oder nahe der Schwelle Fluenz zu betreiben, weil höhere Fluenz Werte die Voxel zu brechen oder reißen neigen. Schließlich in Abhängigkeit von der Vielzahl von Laser für das Verfahren verwendet wird, könnte es hot spots in dem Laserprofil sein. Dies kann eine Anpassung der Apertur erfordern eine homogenere Region des Strahls abzutasten. Wenn die Form des ausgestoßenen Voxel verzogen ist oder schlecht an die Form des Strahlquerschnitts, Laser Hotspots oder Farbschichtdicke oder Gleichförmigkeit könnte verantwortlich sein.
Darüber hinaus Fehlerbehebung, gibt es einige Einschränkungen für die Technik. Der abschließende Ofen Härtungsschritt macht es schwierig oder unmöglich Voxel mit den gewünschten funktionellen Eigenschaften auf nicht hoch t zu erreichenemperatur kompatible Substrate. Im allgemeinen erfordert die Ag Nanopaste in diesem Manuskript verwendet, um eine Härtungstemperatur von mindestens 150 ° C, um eine angemessene Leitfähigkeitswerte zu erhalten. Die Herstellung der Farbschicht auf dem Donator-Substrat muss weiter Dickengleichförmigkeit, Flächendeckung und die Verarbeitungszeit zu verbessern, optimiert werden. Die Farbschichtdicke hat einen dramatischen Effekt auf die Schwellfluenz und Übertragungsqualität und inhomogene Dicke kann der Übertragungsprozess schwierig, vor allem, wenn Voxel kleiner als 20 & mgr; m x 20 & mgr; m übertragen. Der aktuelle Entwurf für das Spendersubstrat macht es schwierig, Bänder zu schaffen größer als 10s cm, die großflächige Durchsatz begrenzt. Somit wäre die Entwicklung von alternativen Donorsubstrat Designs, wie reel-to-reel oder Scheibe dreht, erforderlich für eine verstärkte Automatisierung und größere Fläche Verarbeitung.
Die Stärke der LDT Technik liegt in der Fähigkeit, Flüssigkeiten mit einem hohen zu überViskositäten, die andere Drop-on-Demand-Verfahren nicht verarbeiten kann. Die Vorteile von LDT kann in zwei Situationen getrennt werden, in denen zum einen Druck mit hoher Viskosität Paste eine Verbesserung der Qualität bietet oder niedriger Viskosität Paste Druckgeschwindigkeit über und zweitens, in Situationen, in denen Druck mit hoher Viskosität Paste ermöglicht Strukturen, die nicht zugänglich sind niedriger Viskosität Druck sind . Beispiele für Vorteile in der ersten Kategorie sind: minimale Voxel Variabilität von Benetzungseffekte, hohe Grad an Kontrolle über Voxel Form und Größe, minimale Schrumpfung während der Härtung und eine niedrige Laserenergie im Vergleich zu anderen LIFT Prozesse (und somit niedrige Übertragungsgeschwindigkeit). Beispiele der zweiten Kategorie sind: Druck von hohem Aspektverhältnis Strukturen, Überbrückungen, Auskragungen und jede andere Struktur, die gute Voxel-Form-Retention erfordert. Durch die Kombination der LDT-Prozess mit dem DMD-Chip, parallel Drucken von komplexen Formen und Mustern aktiviert, die beschleunigt erheblich den Gesamtprozess. Weiterhin ter eines DMD verwenden, um die Voxel formen können Designs zwischen Laserimpulsen aktualisiert werden, schnelles Drucken dynamisch rekonfigurierbarer Voxel ermöglicht. Generell ist die Bildwiederholfrequenz der DMD (33 kHz) ist etwas langsamer als die maximale Wiederholungsrate des Lasers (100 kHz oder höher), aber die Rate für die Druckgeschwindigkeit begrenzender Faktor ist die Stufe Übersetzung.
Die primären Wege für die Förderung mit dem LDT-System sind die Weiterentwicklung von zusätzlichen Materialien, die Band Herstellungsprozess zu verbessern und Fortsetzung des Prozesses durch die Integration von Digital Light Processing (DLP) -Technologie wie dem DMD-Chip Scale-up. Obwohl metallischen und isolierenden Materialien haben erfolgreich übertragen wurden durch diesen Prozess, wenige aktive Materialien entwickelt worden. Die Fähigkeit, piezoelektrischen, magnetischen oder optoelektronischen Materialien mit dem LDT Prozess zu drucken konnten enorme technologische Möglichkeiten eröffnen. Wie es steht, die Geometrie des Spenders substRatenbegrenzungen Skalierbarkeit. Die Entwicklung von reel-to-reel oder rotierenden Scheibe Donorsubstrate würde die Prozesse erheblich rationalisieren. Schließlich Kombination von LDT mit DLP-Technologie ist eine potenziell gefährliche Entwicklung für den Bereich der digitalen Fertigung, ein zuvor seriellen Prozess in einen hochgradig parallelen Prozess drehen. Eine zentrale Herausforderung zu diesem Ziel ist die Fähigkeit, Voxel mit guter Funktion Auflösung bei mehreren Skalen zu drucken. Das heißt, Voxel mit seitlichen Abmessungen in der Grßenordnung von 10 sec oder 100 sec & mgr; m enthält, Merkmale in der Grßenordnung von 1-5 um. Zusammengenommen bieten diese Entwicklungen bedeutende Möglichkeiten für großflächige additive Fertigung von elektronischen Komponenten.
Offenlegungen
Die Autoren haben nichts zu offenbaren.
Danksagungen
This work was funded by the Office of Naval Research (ONR) through the Naval Research Laboratory Basic Research Program.
Materialien
| Name | Company | Catalog Number | Comments |
| Silver Nano-paste for Screen Printing | Harima Chemicals Group, http://www.harima.co.jp/en/ | NPS Type HP | Store at 10 °C, do not allow to freeze; before using, wait 1 hour for paste to reach room temperature. |
| Buffered HF Solution | http://transene.com/sio2/ | BUFFER HF IMPROVED | Etch rate may vary depending on material structure |
Referenzen
- Park, J. U., et al. High-resolution electrohydrodynamic jet printing. Nature Mater. 6, 782-789 (2007).
- Hon, K. K. B., Li, L., Hutchings, I. M. Direct writing technology - Advances and developments. CIRP Ann. 57, 601-620 (2008).
- Calvert, P. Inkjet Printing for Materials and Devices. Chem. Mater. 13, 3299-3305 (2001).
- Arnold, C. B., Serra, P., Piqué, A. Laser direct-write techniques for printing of complex materials. MRS Bulletin. 32, 23-31 (2007).
- Park, J. U., et al. High-resolution electrohydrodynamic jet printing. Nature Mater. 6, 782-789 (2007).
- Hon, K. K. B., Li, L., Hutchings, I. M. Direct writing technology - Advances and developments. CIRP Ann. 57, 601-620 (2008).
- Calvert, P. Inkjet Printing for Materials and Devices. Chem. Mater. 13, 3299-3305 (2001).
- Arnold, C. B., Serra, P., Piqué, A. Laser direct-write techniques for printing of complex materials. MRS Bulletin. 32, 23-31 (2007).
- Piqué, A., Auyeung, R. C. Y., Kim, H. K., Metkus, M., Mathews, S. A. Digital microfabrication by laser decal transfer. J. Laser. Micro. Nanoeng. 3, 163-168 (2008).
- Auyeung, R. C. Y., Kim, H., Birnbaum, A. J., Zalalutdinov, M., Mathews, S. A., Piqué, A. Laser decal transfer of freestanding microcantilevers and microbridges. Appl. Phys. A. 97, 513-519 (2009).
- Kim, H., Melinger, J. S., Khachatrian, A., Charipar, N. A., Auyeung, R. C. Y., Piqué, A. Fabrication of terahertz metamaterials by laser printing. Opt. Lett. 35, 4039-4041 (2010).
- Wang, J., Auyeung, R. C. Y., Kim, H., Charipar, N. A., Piqué, A. Three-dimensional printing of interconnects by laser direct-write of silver nanopastes. Adv. Mater. 22, 4462-4466 (2010).
- Mathews, S. A., Auyeung, R. C. Y., Kim, H., Charipar, N. A., Piqué, A. High-speed video study of laser-induced forward transfer of silver nano-suspensions. J. Appl. Phys. 114, 064910 (2013).
- King, B. H., Dimos, D., Yang, P., Morissette, S. L. Direct-write fabrication of integrated, multilayer ceramic components. J. Electroceram. 3, 173-178 (1999).
- Lewis, J. A. Direct ink writing of 3D functional materials. Adv. Funct. Mater. 16, 2193-2204 (2006).
- Calvert, P. Inkjet printing for materials and devices. Chem. Mater. 13, 3299-3305 (2001).
- Kang, H., Soltman, D., Subramanian, V. Hydrostatic Optimization of Inkjet-Printed Films. Langmuir. 26, 11568-11573 (2010).
- Piqué, A., et al. Laser decal transfer of electronic materials with thin film characteristics. Proc. SPIE. 6879, 687911 (2008).
- Auyeung, R. C. Y., Kim, H., Birnbaum, A. J., Zalalutdinov, M., Mathews, S. A., Piqué, A. Laser decal transfer of freestanding microcantilevers and microbridges. Appl. Phys. A: Mater. Sci. Process. 97, 513-519 (2009).
- Soltman, D., Smith, V., Kang, H., Morris, S. J. S., Subramanian, V. Methodology for inkjet printing of partially wetting films. Langmuir. 26, 15686-15693 (2010).
- Auyeung, R. C. Y., Kim, H., Charipar, N., Birnbaum, A., Mathews, S., Piqué, A. Laser forward transfer based on a spatial light modulator. Appl. Phys. A: Mater. Sci. Process. 102, 21-26 (2011).
- Duocastella, M., Fernandez-Pradas, J. M., Serra, P., Morenza, J. L. Jet formation in the laser forward transfer of liquids. Appl. Phys. A: Mater. Sci. Process. 93, 453-456 (2008).
- Feinaueugle, M., Alloncle, A. P., Delaporte, P., Sones, C. L., Eason, R. W. Time-resolved shadowgraph imaging of femtosecond laser-induced forward transfer of solid materials. Appl. Surf. Science. 258, 8475-8483 (2012).
- Breckenfeld, E., Kim, H., Auyeung, R. C. Y., Charipar, N., Serra, P., Piqué, A. Laser-induced forward transfer of silver nanopaste for microwave interconnects, A. Appl. Surf. Science. 331, 254-261 (2015).
Nachdrucke und Genehmigungen
Genehmigung beantragen, um den Text oder die Abbildungen dieses JoVE-Artikels zu verwenden
Genehmigung beantragenWeitere Artikel entdecken
This article has been published
Video Coming Soon
Copyright © 2025 MyJoVE Corporation. Alle Rechte vorbehalten