
Method Article
La pirólisis rápida de residuos de biomasa en un reactor de doble husillo de mezcla
En este artículo
Resumen
A procedure for thermochemical conversion of biomass residues is presented that aims at maximizing the yield of liquid products (fast pyrolysis). It is based on a technology proven on an industrial scale and especially suitable for treating a straw type of biomass.
Resumen
La pirólisis rápida se está aplicando cada vez más en las plantas comerciales en todo el mundo. Ellos funcionan exclusivamente con biomasa leñosa, que tiene propiedades favorables para la conversión con la pirólisis rápida. Con el fin de aumentar las sinergias de la producción de alimentos y el uso energético y / o material de la biomasa, es deseable utilizar residuos de la producción agrícola, por ejemplo, paja. El método presentado es adecuado para la conversión de un material de este tipo a escala industrial. Las principales características se presentan y se da un ejemplo de los balances de masa a partir de la conversión de varios residuos de biomasa. Después de la conversión, la condensación fraccionada se aplica con el fin de recuperar dos condensados - una orgánica rica y una fase acuosa rica. Este diseño evita la producción de pirólisis rápida bio-aceite que presenta la separación de fases. Un bio-aceite de dos fases es de esperar debido a la normalmente alto contenido de cenizas de biomasa paja, que promueve la producción de agua de reacción duranteconversión.
Tanto la condensación fraccionada y el uso de la biomasa con alto contenido de ceniza exigen un enfoque cuidadoso para establecer equilibrios. No todo tipo de balanzas son a la vez útil y comparable a otros resultados de la literatura. se presentan diferentes métodos de balanceo, y la información que se puede derivar de ellos se discute.
Introducción
El uso de la biomasa como alternativa a las fuentes fósiles de carbono se está convirtiendo cada vez más importante para reducir el efecto de la actividad de la sociedad sobre el clima de la tierra. Existen otras fuentes de energía renovables como la eólica y solar, pero la biomasa representa la única fuente de carbono renovable hasta la fecha. En consecuencia, el uso más eficiente de la biomasa es en la producción de productos químicos y combustibles líquidos especializados. biomasa residual se deben utilizar con el fin de reducir la competencia entre los piensos, alimentos, productos químicos y la producción / combustible. Estos residuos menudo tienen una baja densidad aparente, presentando así un desafío logístico para aplicaciones a escala industrial.
Para hacer frente a estos retos, el concepto bioliq se ha desarrollado en el Instituto de Tecnología de Karlsruhe 1. Cuenta con un primer paso descentralizada para convertir la biomasa residual en una energía densa intermedia (biosuspensión), una posterior conversión en una unidad de gasificación central para la síntesisgas y una síntesis final para el producto (s) deseado. La unidad de gasificación y la síntesis se puede diseñar en la escala industrial requerida en el mismo sitio para lograr un funcionamiento comercial. El concepto permite diferentes productos, que van desde combustibles de sustitución directa a los aditivos de combustible especializados y productos químicos a granel 2-5. Este artículo presenta el primer paso en el que se utiliza pirólisis rápida para convertir la biomasa residual para la biosuspensión intermedia. La pirólisis rápida se caracteriza por un rápido calentamiento de la biomasa en una atmósfera inerte a una temperatura de reacción de típicamente 450 a 500 ° C con un tiempo de residencia de los vapores de la pirólisis producidos de <2 sec 6. Más comúnmente, reactores de lecho fluidizado son utilizados para llevar a cabo la pirólisis rápida pero también existen diferentes diseños de reactores adaptados específicamente para optimizar las condiciones de reacción 7. El trabajo que se presenta en la siguiente se ha realizado con un reactor de mezcla de doble husillo. Presenta una tecnología robusta que ya cuenta con la abejan aplicada a escala industrial para la pirólisis del carbón y en una escala piloto de arenas petrolíferas 8.
El propósito del reactor de mezcla de doble husillo es mezclar la alimentación de biomasa sólida con un portador de calor precalentado sólido. Mezcla debe ser lo suficientemente profundo para alcanzar la velocidad de calentamiento que es necesaria para convertir la biomasa en condiciones de pirólisis rápida. Además, el tamaño tanto de las partículas de biomasa y portador de calor tiene que ser pequeño para alcanzar un coeficiente de transferencia de calor y un tiempo de calentamiento corto de partículas. En el Instituto de Catálisis de Investigación y Tecnología (IKFT) del Instituto de Tecnología de Karlsruhe (KIT), una unidad de desarrollo de proceso con una capacidad de entrada de biomasa de 10 kg h-1 ha estado en funcionamiento durante más de una década. Utiliza bolas de acero como el portador de calor, que se recircula internamente con un elevador de cangilones y re-climatizada con un sistema de calefacción eléctrica. Su principal objetivo era la investigación de autecnología de recuperación de producto nique que fue adaptado para el uso del producto en un gasificador y la validación de su idoneidad para una amplia gama de materias primas 9-11. Una planta piloto más grande fue construido en paralelo a estos estudios con una capacidad de entrada de biomasa de 500 kg h-1, que ha estado en funcionamiento durante cinco años. Se utiliza arena como el portador de calor, que se recircula neumáticamente por un gas de elevación caliente y calienta adicionalmente por combustión parcial de las partículas de carbonilla arrastradas 1,12. La siguiente descripción del método experimental se basa en la unidad de desarrollo de procesos más pequeños después de su sección de recuperación del producto fue reformado para parecerse a un mejor diseño de la planta piloto de 13. Un esquema de flujo de esta configuración experimental se ilustra en la Figura 1.
Es importante señalar que los requisitos de los productos de la pirólisis rápida de bio-aceite (FPBO) para su uso en gasificadores son diferentes a los desarrollados para FPB convencionalO, que está destinada generalmente para aplicaciones de combustible directas 14. Lo más importante, el contenido de sólidos de la FPBO no tiene que ser muy bajo. De hecho, es deseable mezclar el FPBO producido con el carbón obtenido del proceso de conversión con el fin de aumentar la cantidad de carbono disponible para la gasificación y la posterior síntesis de combustibles de sustitución. Estos hechos son importantes para la comprensión de las diferencias en el diseño de la configuración experimental presentado aquí y experimentos de pirólisis rápida publicado en otra parte. Otra diferencia importante es el hecho de que el concepto de conversión de la biomasa bajo investigación fue diseñado específicamente para los residuos agrícolas tales como paja de trigo. Normalmente, este tipo de material de alimentación contiene una gran fracción de cenizas. Ash se sabe que influyen de manera significativa la distribución del producto de pirólisis rápida. Esto lleva a una disminución de condensado orgánico (OC) y un aumento en ambos productos sólidos y gaseosos 10,15,16. Estos hechos se contabilizanpor tanto en el diseño de la configuración experimental presentado aquí y la cadena de proceso en general. La mayoría de las instalaciones industriales se ejecutan en la madera con bajo contenido de cenizas y simplemente se queman los sólidos internamente. Esto conduce a la producción adicional de calor para uso externo. Cuando se utilizan materias primas con alto contenido de cenizas, carbón de leña es un subproducto significativo que debe ser utilizado de manera eficiente 13.
Protocolo
1. Puesta en marcha
- Activar toda la pirólisis y sistema de condensación iniciando el auxiliar N2 alimentación y el ventilador de gas de pirólisis. Enjuague el banco de pruebas de pirólisis con 500 L h -1 de nitrógeno durante la espera. Regular el ventilador mediante la apertura de menú del ventilador en el control de procesos y el ajuste de su caudal nominal tal que la presión en el reactor es de 3-8 mbar por encima de la presión ambiente.
Precaución: Especialmente durante el arranque, hay un mayor riesgo de acumulación de atmósferas explosivas. El sistema debe ser completamente inerte con el fin de mitigar este riesgo. - Llenar el ciclo de bio-aceite (es decir, orgánica rica en agua de condensación) con una cantidad apropiada de etilenglicol como el medio de partida para el sistema de enfriamiento rápido para permitir un funcionamiento seguro de la bomba y homogeneizador (por ejemplo, 15 kg en el ejemplo dado). Anotar el peso del material de partida.
- Llenar el ciclo condensado acuoso con una adecuada Amount de agua para permitir el funcionamiento seguro de la bomba (por ejemplo, 7 kg en el ejemplo dado). Anotar el peso del material de partida.
- Calentar el sistema, incluyendo el calentador portador de calor y todos los calentadores auxiliares, mediante la apertura de sus menús en el control de procesos y de introducir los valores deseados (por ejemplo, en torno a 500 ° C). Calefacción auxiliar se recomienda para el propio reactor y los tubos de conexión hasta el primer condensador con el fin de evitar la condensación de los vapores no controlada.
- Iniciar el ciclo de enfriamiento de los intercambiadores de calor en los dos ciclos de condensación por el cambio en el refrigerador.
- Iniciar las bombas de los dos ciclos de condensación mediante la apertura de sus menús en el control de procesos y haga clic en Activar. Usa los mismos menús para ajustar el flujo de masa para proporcionar suficiente potencia de refrigeración. Por ejemplo, recircular el bio-aceite a una velocidad de alrededor de 350 kg h -1 y enfriarlo a 80 ° C antes de la pulverización en el recipiente de enfriamiento. Recircular el conde acuosansate a una velocidad de alrededor de 600 kg h -1 y, además, el suministro de agua de refrigeración a una velocidad de 300 kg h -1 a 8 ° C.
- Encienda el precipitador electrostático.
- Después de dos ciclos de condensación se hayan publicado durante 10-20 minutos, comprobar los inyectores del sistema de enfriamiento para el bloqueo y eliminar cualquier obstrucción presente.
- Iniciar el bucle de portador de calor abriendo el menú del elevador de cangilones y el tornillo de alimentación portador de calor en el control de procesos y haga clic en Activar. Ajuste la temperatura portador de calor a un valor superior a la temperatura deseada del reactor con el fin de permitir una puesta en marcha más suave al tomar en cuenta las necesidades de calor para la reacción de pirólisis. Por ejemplo, suministrar el portador de calor con un flujo másico de 1000 kg hr -1 a una temperatura de 520 ° C durante el funcionamiento, pero el calor a 545 ° C antes de iniciar la alimentación de la biomasa.
Precaución: Asegúrese de que los tornillos gemelos del reactor se inician automáticamente una vez que la alimentación portador de calortornillo se activa. De lo contrario existe el riesgo de bloquear e incluso daños en el sistema de alimentación. - Después de que el sistema (es decir, todas las temperaturas) ha alcanzado los valores de ajuste, iniciar la alimentación de biomasa llenando el almacenamiento de biomasa con la materia prima deseada. Posteriormente, abrir la tolva de bloqueo e iniciar el tornillo de alimentación de biomasa haciendo clic en Activar en sus menús en el control de procesos. Poco a poco aumentar la velocidad de alimentación con el fin de evitar que las fluctuaciones de presión excesivas.
2. Pasos y observaciones continuamente requeridos durante la operación
- Registrar la cantidad de biomasa alimentada con el fin de dar cuenta de equilibrio y tomar muestras apropiadas.
- Verificar la (temperatura de salida del portador de calor) la temperatura del reactor deseado y regular la calefacción del bucle portador de calor en consecuencia.
- Regular el ventilador ajustando su caudal nominal para mantener la presión del reactor deseada.
- Compruebe si el bloqueo de las boquillasdel sistema de enfriamiento rápido (caída en el flujo de masa y / o aumento de la temperatura de temple).
- Observar la caída de presión a través de los ciclones y el sistema de enfriamiento rápido con el fin de detectar una excesiva descamación lo suficientemente temprano. Instalar las medidas apropiadas para ser capaz de eliminar de escala excesiva durante el funcionamiento, especialmente en el punto de la primera caída de la temperatura de los vapores de la pirólisis (por lo general la entrada del sistema de enfriamiento rápido).
- Por ejemplo, limpiar la sección transversal del tubo mediante el uso de una varilla para remover de escala mecánicamente. Sellar la varilla con una junta para evitar la entrada de aire en el sistema de enfriamiento. Instalar una válvula de bola en el punto de la varilla de entrada para disminuir aún más la fuga de aire si la limpieza no está en funcionamiento.
Precaución: Limpieza de la entrada del sistema de enfriamiento rápido mediante la inserción de una varilla conduce a la obstrucción temporal de la eliminación de gas del reactor. la alimentación de biomasa debe ser detenido si no se puede asegurar que la limpieza se realiza en <10 seg.
- Por ejemplo, limpiar la sección transversal del tubo mediante el uso de una varilla para remover de escala mecánicamente. Sellar la varilla con una junta para evitar la entrada de aire en el sistema de enfriamiento. Instalar una válvula de bola en el punto de la varilla de entrada para disminuir aún más la fuga de aire si la limpieza no está en funcionamiento.
- Monitorear las temperaturas de condensación de los dos ciclos de condensación y adaptar la temperatura de los puntos de ajuste de los termostatos de proceso si es necesario.
- Desalojar el condensado de ciclos tan pronto como se haya alcanzado el 80% del nivel de llenado máximo permisible (dependiendo del tamaño de los tanques de compensación y la cantidad y tipo de biomasa alimentada).
- Llevar a cabo las mediciones de la fase de gas. Medir la cantidad de gas, así como su composición (ver detalles en el paso 4.5).
NOTA: compuestos gaseosos primarios incluyen N2, CO, CO2, CH4, O2 y H2. Es de esperar que los compuestos adicionales, tales como C 2 H 4, C 2 H 6, y C 3 H 8. Un ejemplo de un sistema de medición de gas se describe a continuación (véase el paso 4.5).
Precaución: Si partes de la unidad de pirólisis se operan bajo presión, fugas de aire puede conducir al desarrollo de una atmósfera explosiva. Se recomienda encarecidamente a OB estrechamenteservir la cantidad de oxígeno en el gas de pirólisis.
3. Apagar
- Para detener el experimento, sólo tiene que apagar la alimentación de biomasa y regular el ventilador para mantener la presión del reactor deseada.
- Permitir que el sistema (circular portador de calor y los ciclos de condensación) para funcionar para otro 30-40 minutos para asegurar que todos los restos son pirolizados y los productos recuperados.
- Apagar la calefacción del bucle portador de calor.
- Apagar las bombas de los dos ciclos de condensación y el precipitador electrostático.
- ciclos vacíos tanto de condensado y registrar el peso de cada condensado. Restar la cantidad de material de partida (consulte los pasos 1.2 y 1.3) antes de establecer los saldos.
- Dejar enfriar los recipientes para la recogida de carbón se enfríen a temperatura ambiente en una atmósfera inerte. Se pesa la cantidad de carbón.
Precaución: El carbón puede exhibir características pirofóricas, y la atención específica debe tener cuidado al manipular este material. - Clean el ciclo de bio-aceite con etilenglicol fresco y el ciclo condensado acuoso con una mezcla 1: 1 de agua y etanol. Rellenar con cantidades apropiadas (consulte los pasos 1.2 y 1.3) y dejar una duración de 30-40 minutos.
4. Los análisis necesarios para la creación saldos 'en seco' y 'elemental de carbono'
- Realizar los siguientes análisis de materias primas (ejemplos de las normas aplicables se dan entre paréntesis):
- Determinar el contenido de agua 17.
- Determinar las cenizas 18.
- Determinar el carbono elemental, hidrógeno y contenidos de nitrógeno 19.
NOTA: Se recomienda analizar el contenido de agua cada día experimental debido a las diferencias en las condiciones climáticas podrían afectar el contenido de humedad de la materia prima. Dependiendo del tamaño del lote, se requieren varias muestras para caracterizar de forma fiable el material de alimentación. Análisis adicionales, tales como el análisis de fibra y alto poder calorífico sonrecomendado pero no obligatorio para la creación de los saldos mencionados anteriormente.
- Realizar los siguientes análisis de polvo de carbón de leña (ejemplos de normas aplicables figuran en las referencias):
- Determinar el contenido de agua 17.
- Determinar las cenizas 18.
- Determinar el carbono elemental, hidrógeno y contenidos de nitrógeno 19.
NOTA: Se supone que Char no tiene un contenido de humedad al salir del proceso de configuración de los saldos. Humedad de recogida puede ocurrir durante el curso de los análisis, y se requiere que el contenido de agua para la corrección de los otros dos análisis.
- Realice los siguientes análisis bio-petróleo (ejemplos de normas aplicables u otros métodos recomendados se indican entre paréntesis):
- Determinar el contenido de agua por la volumetría de Karl-Fischer de acuerdo con protocolos estándar. Disolver una muestra en metanol seco y se valora con una mezcla de una base, SO 2Y una concentración conocida de I 2 (ejemplos detallados de los materiales se dan en la lista de materiales). Cada mol de agua reacciona con un mol de I 2.
- Determinar el contenido de sólidos tomando una muestra de 3,040 g de FPBO y se disuelven en metanol a un volumen de solución final de aproximadamente 100 ml. Se agita la solución durante 10 min a temperatura ambiente. Filtrar la solución a través de filtro de celulosa en la retención de partículas de 2,5 micras y enjuagar el residuo a fondo con metanol hasta obtener un filtrado claro. Secar el residuo sólido a 105 ° C durante la noche y determinar el peso residual.
- Determinar el carbono elemental, hidrógeno y contenidos de nitrógeno 19.
- Determinar el contenido de etilenglicol por análisis de 1H NMR de acuerdo con protocolos estándar. Disolver una muestra FPBO en una solución de metanol deuterado con 3- (trimetilsilil) propiónico-2,2,3,3-d 4 ácido sal de sodio (TMSP) como material de referencia (aproximadamente 0,1g FPBO en 0,8 g de solución). Por ejemplo, la solución puede contener 44 g de metanol y 0,1 g TMSP. Centrifugar la muestra disuelta con el fin de eliminar los sólidos. Analizar la muestra por espectroscopia 1H resonancia magnética nuclear (RMN). Los grupos hidroxi del glicol de etileno muestran un pico a 3,55 a 3,65 ppm. El pico de referencia de TMSP aparece alrededor de 0 ppm y se utiliza para cuantificar el contenido de etileno glicol.
NOTA: Puesta en marcha con glicol de etileno puro conduce a una dilución del condensado en el primer condensador. Esto debe tenerse en cuenta en el cálculo de los balances de masa y energía y para la presentación de los resultados. Es altamente deseable identificar compuestos químicos individuales. un método de análisis de este tipo es muy complejo debido al gran número de diferentes compuestos y la naturaleza de la matriz de condensado. Una descripción de este tipo de análisis se encuentra fuera del alcance de este documento. También hay que señalar que los análisis anteriormente mencionados son meramente necesarios para la creaciónsaldos y no son suficientes para describir el bio-aceite como producto. Normas que cubren aplicaciones FPBO están en preparación.
- Realice los siguientes análisis acuosas de condensado (ejemplos de las normas aplicables se dan entre paréntesis):
- Determinar el contenido de agua por la volumetría de Karl-Fischer (véase 4.3.1).
- Determinar el carbono orgánico total como carbono orgánico no purgable 20.
NOTA: Puesta en marcha con los plomos de agua pura a una dilución del condensado en el segundo condensador. Esto debe tenerse en cuenta en el cálculo de los balances de masa y energía y para la presentación de los resultados.
- Monitorear la composición del gas en todo el experimento, porque composición varía considerablemente con el tiempo. Por ejemplo, analizar el gas de producto durante los experimentos presentados aquí en un cromatógrafo de gas de proceso cada 30 a 60 min. Analizar las siguientes especies de gas: Ne, H 2, CO, CO 2, N 2, O 2, CH 4 y C 2 -C 5 componentes alcano / alqueno.
- Inyectar un flujo de gas constante de Ne en el reactor como una referencia. Calcular la masa de cada especie de gas en base a la referencia de flujo volumétrico, la media de relación de composición de gas, la duración del experimento, y la densidad de la especie. Con el fin de determinar el contenido de agua del gas de pirólisis, asumir condiciones saturado a la temperatura de salida del último condensador.
Resultados
Varios tipos de biomasa fueron pirolizados con éxito en la unidad de pirólisis a IKFT / KIT con la configuración actual. Por ejemplo, se compararon tres diferentes materias primas (paja de trigo, miscanthus, y restos de madera) sobre sus propiedades y rendimientos después de la pirólisis siguiendo el procedimiento descrito. Diferentes tipos de métodos de balanceo se muestran y discuten en lo que se refiere a su aplicabilidad a material de alimentación de cenizas ricas. Es importante tener en cuenta que los saldos se han calculado y se resume de acuerdo con el estado de agregación de cada fracción. El bio-aceite recuperado en el primer condensador todavía contiene sólidos, que no han sido eliminados por los ciclones. Estos están marcados por separado en los saldos. Para la comparación y la evaluación estadística, se añadió el contenido de sólidos de la bio-aceite a la fracción de carbón recuperado de los ciclones.
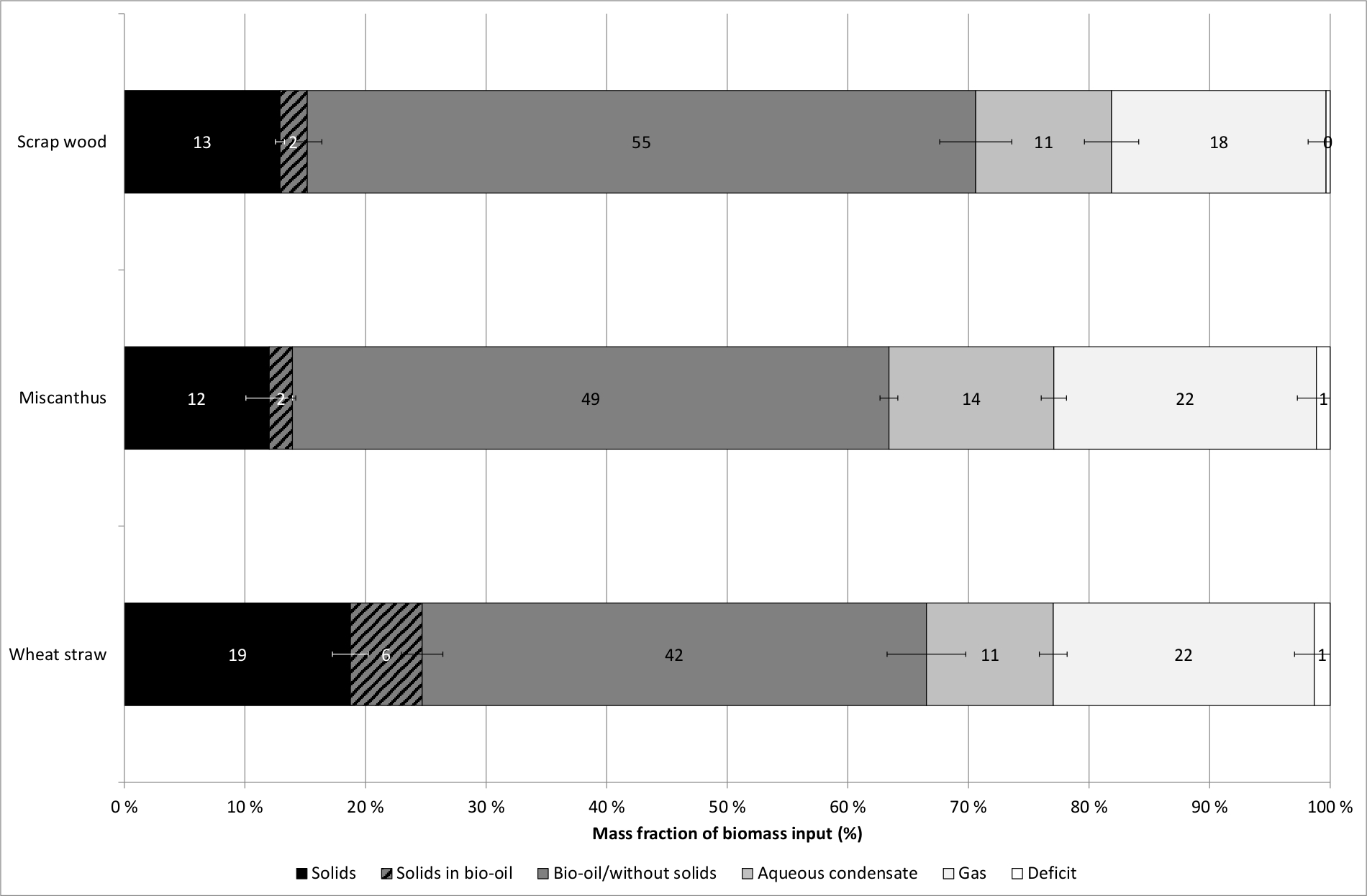
Sobre una base "tal como se recibió",el rendimiento de sólidos, es decir, char recuperado a través de ciclones y carbón presentes en el bio-aceite, está en el intervalo desde 14 hasta 25% en peso para los materiales de alimentación investigados. Los rendimientos totales de condensado recuperado en los dos condensadores oscilan desde 53 hasta 66% en peso, mientras que los rendimientos de gas son relativamente similares (alrededor de 20%) para los 3 biomasas (ver Figura 2). Estos "como recibido" valores dan información práctica sobre la cantidad real de fracciones de producto que puedan esperarse en las instalaciones de pirólisis rápida de este tipo.
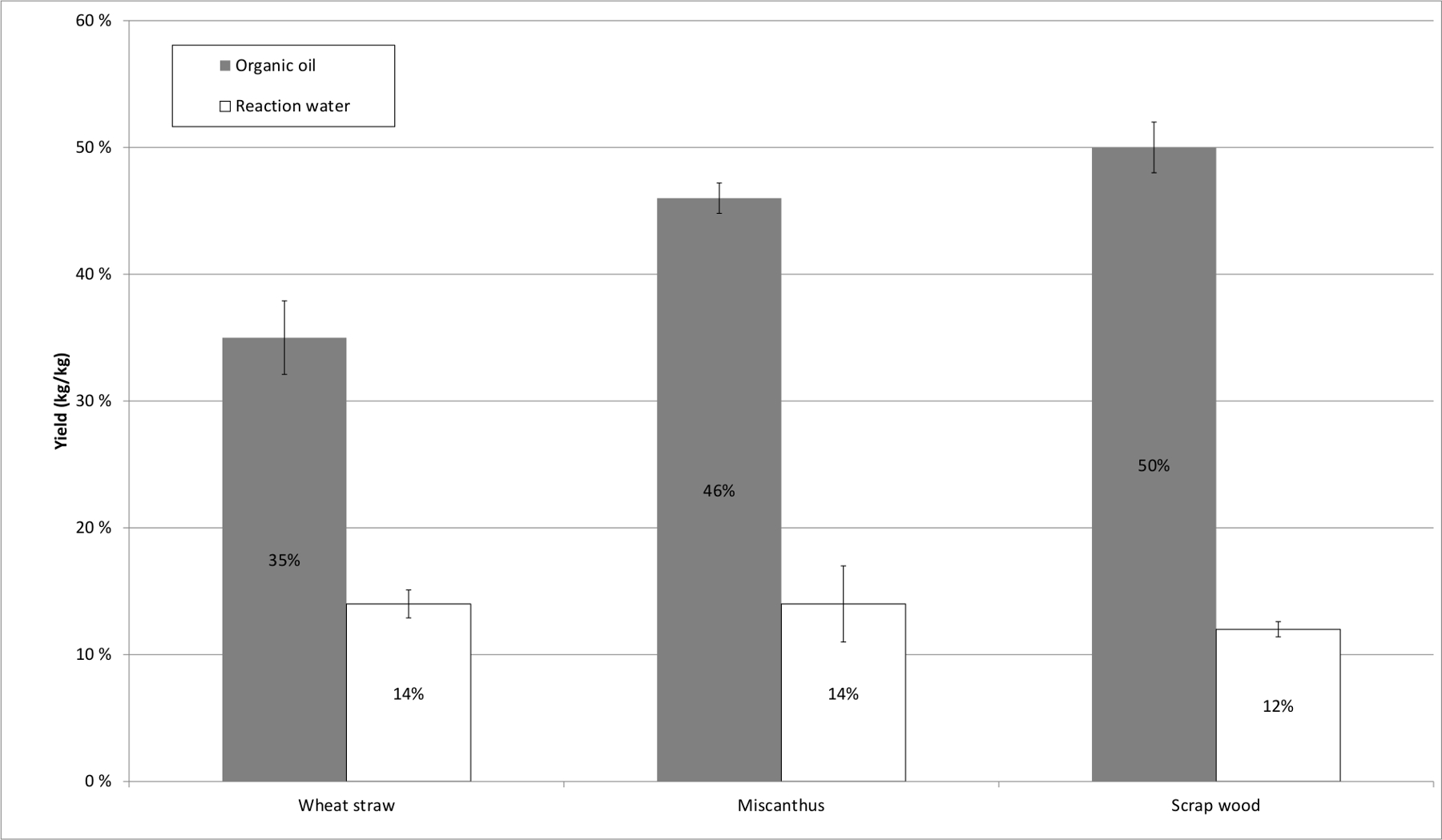
Sin embargo, los rendimientos de líquidos orgánicos totales en la literatura se presentan más comúnmente en una base seca, es decir, con exclusión de la humedad y el agua de reacción en el condensado y en la alimentación. La ventaja de este tipo de equilibrio es el hecho de que inicialmente presente en humedad de la biomasa no afecta a los resultados. Este contenido de humedad podría aumentar artificialmente el rendimiento de condensado en un b 'como se recibió "alance. Para facilitar la comparación, la Figura 3 muestra el rendimiento de aceite orgánico y agua de reacción sobre una base seca. En este estudio, los rendimientos de aceite orgánico aumento (35 - 46 - el 50% en peso) a medida que disminuye el contenido de cenizas (9,2 - 2.7 a 1.5% en peso) de la paja de trigo materias primas - miscanthus - madera de desecho (ver Tabla 1). Esto está en consonancia con las observaciones de otros estudios 10,15,16. Los rendimientos de agua de la reacción están en un rango comparativamente estrecho 12 a 14% en peso.
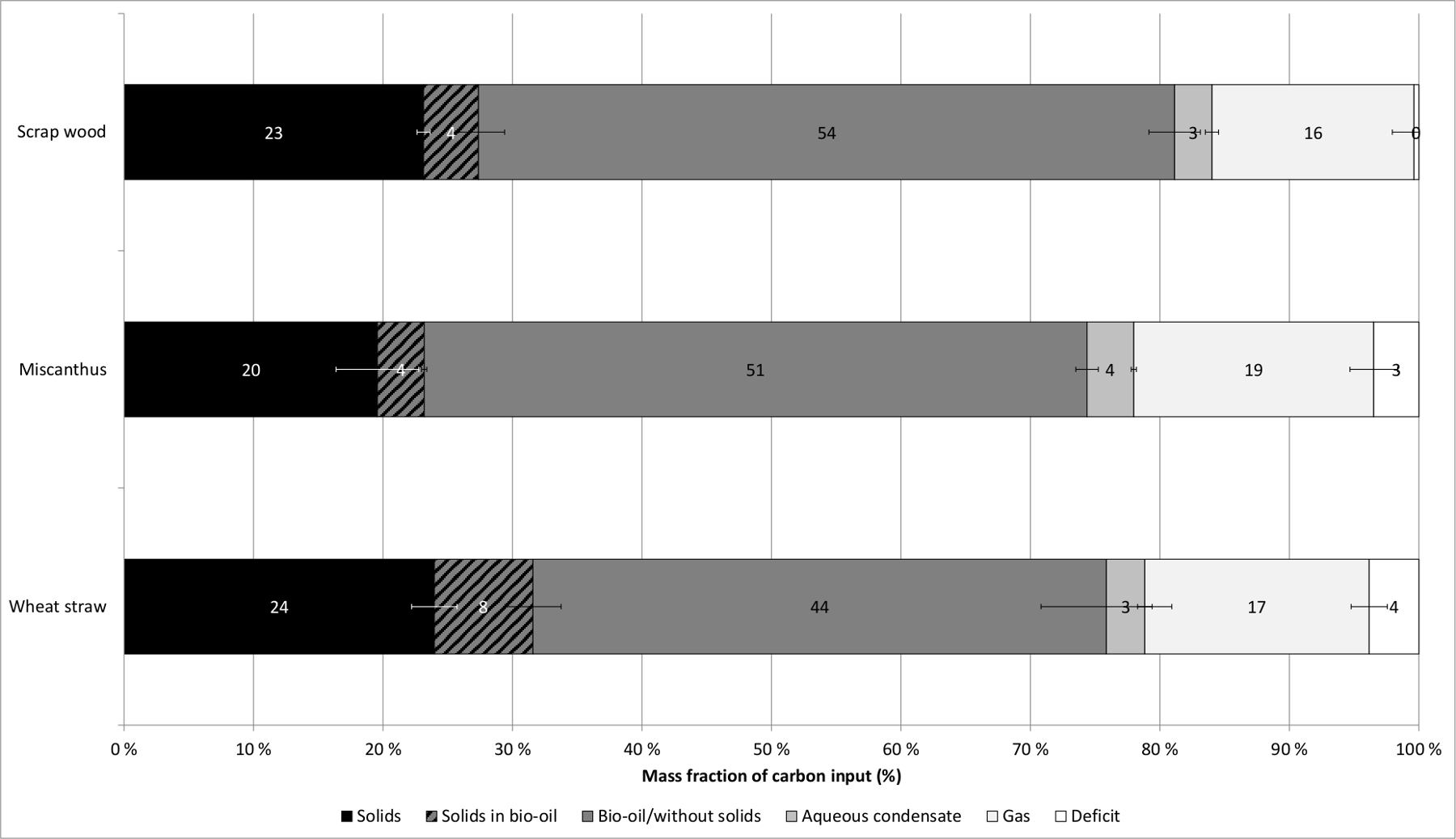
Los balances de masa sobre una base seca se sigue directamente afectados por el contenido de cenizas de las materias primas. Minerales contenidos en el material de biomasa aumentará artificialmente el rendimiento de sólidos en los dos contrapesos "tal como se reciben" y "secos". En consecuencia, los balances de carbono elemental se determinaron porque parecen ser más adecuados para evaluar diferencias en las reacciones de conversión termoquímica de la biomasa (véase la Figura 4 ). Se hace evidente que la mayor parte de carbono se recupera en la bio-aceite (44 a 54% en peso) y sólo una fracción de masa de 24 a 32% en forma sólida como alquitrán de pirólisis. Acerca de 16 a 19% en peso del carbono no se recupera en forma sólida o líquida y sale de la planta con el gas de pirólisis. En una planta comercial, este gas se recicla por razones de recuperación de energía en un dispositivo de combustión interna. Una fracción de masa de sólo aproximadamente 3 a 4% de carbono se recupera en el condensado acuoso, que tiene un contenido de agua de alrededor de 80% en peso. Esto valida la eficacia de la configuración de la condensación fraccionada se presenta aquí.
| Paja de trigo | Miscanthus | Madera de desecho | |
| Agua, ar | 9.6 | 10.1 | 15.2 |
| Ash, d | 9.2 | 2.7 | 1.5 |
| De carbono, d | 46.1 | 48.6 | 49.8 |
| Hidrógeno, d | 5,7 | 5.9 | 6.1 |
| Nitrógeno, d | <0,5 | <0,5 | <0,5 |
| ar: como se recibió, d: base seca 21 | |||
Tabla 1. seleccionada propiedades de las diferentes materias primas utilizadas. Todos los valores representan fracciones de masa (%).

Figura 1. Diagrama de flujo del sistema experimental. 1) de almacenamiento de la biomasa. 2) Sistema de bloqueo de la tolva. 3) una dosificación de biomasa. 4) de doble husillo reactor de mezcla. 5) elevador de cangilones. 6) Calentador de portador de calor. 7) ciclón para la eliminación de sólidos. 8) de almacenamiento Char. 9) de extinción de aerosol. 10) biopetroleotanque de almacenamiento. 11) homogeneizador y la bomba. 12) intercambiador de calor para enfriamiento de condensado recirculado. 13) precipitador electrostático. 14) acuosa del tanque de almacenamiento de condensado. 15) de la bomba para la recirculación de condensado acuoso. 16) intercambiador de calor para enfriamiento de condensado recirculado. 17) de condensador para condensado acuoso. 18) del ventilador para eliminar los gases / vapores. Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}

Figura 2. Los balances de masa de experimentos. Los saldos se informó sobre una base "tal como se recibió" 21 de la materia prima y de los productos. Todos los valores se expresan como fracciones de masa. Tres tipos diferentes de biomasa se han utilizado y todos los experimentos se realizaron al menos por triplicado 13. El contenido de sólidos en el bio-aceite se informa por separado para fines de ilustración. Las barras de error indican las desviaciones estándar de los experimentos con un tipo de materia prima. Por favor, haga clic aquí para ver una versión más grande de esta figura.
{kind=link}

Figura 3. rendimientos de aceite orgánico total y el agua de reacción. Todos los valores se presentan sobre una base de 21 alimento seco y se expresan como fracciones de masa. El contenido de sólidos del condensado ha sido excluido de la producción de aceite orgánico 13. Las barras de error indican las desviaciones estándar de los experimentos con un tipo de materia prima. Por favor, haga clic aquí para ver una versión más grande de esta figura.
{kind=link}

Figura 4. balances de carbono. Todos los valores se expresan como fracciones de masa de la entrada de carbono de la biomasa. Tres tipos diferentes de biomasa se han utilizado y todos los experimentos se realizaron al menos por triplicado 13. El contenido de sólidos en el bio-aceite se informa por separado para fines de ilustración. Las barras de error indican las desviaciones estándar de los experimentos con un tipo de materia prima. Por favor, haga clic aquí para ver una versión más grande de esta figura.
{kind=link}
Discusión
Para todos los experimentos, las condiciones del proceso tales como el tamaño del material de alimentación, velocidad de alimentación, presión, temperatura de reacción, las temperaturas de condensación, y las velocidades de flujo de tanto el portador de calor y el ciclo condensado eran los mismos. Naturalmente, las variaciones dentro de los límites definidos no se pueden evitar. Para una planta de prueba, tales como la unidad de desarrollo de procesos que aquí se presenta, los rangos aceptables de fluctuación y los tiempos necesarios para el funcionamiento de experimentos reproducibles han de calcularse y / o determinada por la experiencia. Por ejemplo, la temperatura del reactor, que se indica por la temperatura del portador de calor que sale del reactor, se controla con una desviación estándar de 35 ° C durante todo el curso de la reacción desde el inicio de la reacción a la capacidad de la biomasa total a la detener la alimentación de biomasa (por lo general alrededor de 4 horas). La presión en el reactor se controla con una desviación estándar de 300 a 500 Pa. Los picos de presión son probable que ocurra debido a Fluctuaciones en la alimentación de biomasa. Se recomienda ajustar el sistema de tornillo de alimentación para el material de biomasa en estudio con el fin de minimizar tales fluctuaciones y garantizar un flujo constante de biomasa. La temperatura de condensación en el primer y segundo condensadores se mantuvo a una desviación estándar de 3 ° C y 1 ° C, respectivamente.
Cabe señalar en este punto que todos los experimentos presentados se llevaron a cabo a la misma temperatura del reactor (500 ° C). Esta temperatura no refleja necesariamente la temperatura óptima de pirólisis rápida que existe para cada materia prima específica 22. Una variación de la temperatura del reactor podría dar lugar a una temperatura de pirólisis optimizado con rendimientos de aceite orgánicas aún más altos.
La elección del método de equilibrio no es trivial para la pirólisis rápida de biomasa, especialmente cuando se aplica la condensación fraccionada y cuando se utiliza la biomasa con alto contenido de ceniza. Tres tipos diferentes de balancing se han presentado en la sección anterior. Notificación de los contenidos de las fracciones de productos sobre una base "tal como se recibió" es ventajoso para consideraciones prácticas tales como el diseño de los aparatos y las capacidades de almacenamiento, ya que los informes de la distribución real del producto que se espera. Sin embargo, estos valores están oscurecidos por el contenido de agua y de cenizas de la materia prima. Especialmente para la biomasa residual - por ejemplo, la paja, la silvicultura y los residuos de poda y biogénico "residuo" - esto es un problema ya que estas materias primas tienen una amplia gama de contenidos de agua e inorgánicos, véase la Tabla 1.
El método de equilibrio común para procesos de biomasa en una "base seca 'es en la mayoría de los casos útiles para las comparaciones entre diferentes estudios, ya que elimina el efecto de diferentes contenidos de humedad de la materia prima. Sin embargo, debe señalarse que estos valores calculados a partir de experimentos con un material de alimentación húmedo específico no necesariamente reflect el comportamiento y el rendimiento de este material de alimentación específico si se secó completamente por medios físicos antes del experimento. Se sabe que la humedad afecta a la distribución rendimiento de pirólisis 23 y esto se debe tener en cuenta al evaluar y comparar los saldos en medio seco.
Por otra parte, los balances de masa sobre una "base seca 'no son apropiadas para materiales de alimentación con alto contenido de ceniza porque los minerales terminan principalmente en el carbón y oscurecen los resultados de manera similar al contenido inicial de humedad. De manera similar al agua, minerales afectan la red de reacción de pirólisis real porque promueven reacciones de pirólisis secundaria, lo que aumenta los rendimientos de coque y bio-petróleo. Estos efectos sólo pueden ser evaluados sobre una base científica si los saldos son corregidos por el contenido de cenizas. Una forma de lograrlo es mediante la creación de balances de carbono. De la comparación de la Figura 2 y la Figura 4 se puede observar que el aumento de Yie sólidosld observado después de la pirólisis de la paja de trigo, en comparación con miscanthus no es sólo debido al material inorgánico que se recupera con el char, pero también debido a un aumento de la fracción de sólidos orgánicos que se formaron durante el proceso.
Otra ventaja de los balances de carbono elemental es para mostrar el destino de carbono biogénico, es decir, su distribución en las fracciones de producto recuperado. Esto es importante para la evaluación de las cadenas más complejas de conversión - por ejemplo, de pirólisis, gasificación, y la síntesis como en el caso que aquí se presenta - porque el carbono biogénico se debe utilizar tan eficientemente como sea posible. Uno de los papeles más importantes de la biomasa en una futura economía de base biológica es proporcionar carbono biogénico para una amplia gama de productos básicos, sustituyendo así el carbono de los recursos fósiles.
El protocolo presentado por pirólisis rápida en un reactor de mezcla de doble husillo se puede realizar en diferentes escalas con algunos ajustes. Tpresentó el caso de una unidad con una capacidad de alimentación de 10 kg hr -1 ha demostrado ser un compromiso posible entre la complejidad operativa y resultados significativos para el comportamiento del proceso. Se puede aplicar tanto para la detección de diferentes tipos de biomasa y la optimización de las condiciones del proceso. Prueba de una materia prima de biomasa específica es crucial debido a ciertas características de las materias primas podrían conducir a la operación del proceso desfavorable si los residuos sólidos gruesos se acumulan en el ciclo portador de calor. Tal acumulación no se observó para la biomasa se presenta en la sección de resultados, pero se ha observado para el material biogénico muy duro con tamaño de partícula grande (> 1 mm) que limita la aplicabilidad del proceso presentado. Este problema se puede reducir con un diseño diferente del bucle portador de calor, por ejemplo, mediante transporte neumático del portador de calor con la combustión parcial simultánea.
Divulgaciones
The authors have nothing to disclose.
Agradecimientos
Los autores agradecen a Melanie Frank, Pia Griesheimer, Jessica Henrich, Petra Janke, Jessica Maier, y Norbert Sickinger para el apoyo técnico y analítico de este trabajo.
El apoyo financiero previsto en el proyecto Bioboost se reconoce en gran medida. Bioboost es un proyecto cofinanciado D bajo contrato 282873 dentro del Séptimo Programa Marco de la Comisión Europea (www.bioboost.eu) europeo de I +.
Materiales
| Name | Company | Catalog Number | Comments |
| Wheat straw | Dörrmann Kraichtal-Münzesheim | n/a | Triticum aestivum L. |
| Scrap wood | Rettenmeier Holding AG | n/a | According to class A2 of the German scrap wood decree (AltholzV §2): glued, coated, painted, or otherwise treated scrap wood without organic halogen compounds and wood preservatives |
| Miscanthus | Hotel-Heizungsbau Kraichgau-Odenwald | n/a | Miscanthus x giganteus |
| Ethylene glycol | Häffner GmbH & Co KG | 1042090220600 | |
| Ethanol | Häffner GmbH & Co KG | 1026800150600 | Grade 99.9% |
| Nitrogen | KIT | n/a | Supplied by internal nitrogen pressure system. |
| Pyrolysis test rig | self-built | n/a | Flow scheme is illustrated in manuscript. |
| Name | Company | Catalog Number | Comments |
| Analyses: | |||
| Gas chromatograph Daniel 700 | Emerson Process Management | n/a | Designed for this specific application by Emerson; two 20% SF 96 columns, two HAYESEP N columns, and one MS-5A washed column; carrier gas is helium |
| Helium | Air Liquide | P0252L50R2A001 | Grade 6.0 |
| Gas mixture for calibration | basi Schöberl GmbH & Co. KG | FG 10002 | Specified gas composition: 5% Ne, 2% O2, 20% CO, 30% CO2, 5% CH4, 5% H2, 2% C2H6, 0.5% C3H8, 0.5% C4H10, 0.5% C5H12, remainder N2. |
| Neon | Air Liquide | P0890S10R2A001 | Grade 4.0; used as fixed reference gas flow; not necessarily required and is only given as an example for quantifying the pyrolysis gas flow. |
| Elementaranalysator CHN628 | Leco Instrumente GmbH | 622-000-000 | |
| TGA701 | Leco Instrumente GmbH | n/a | |
| DIMATOC 2000 | Dimatec | n/a | |
| Hydranal methanol dry | Sigma Aldrich | 34741 | |
| Hydranal composite V | Sigma Aldrich | 34805 | |
| 841 Titrando | Deutsche Metrohm GmbH & Co. KG | 2.841.0010 | |
| 774 Oven Sample Processor | Deutsche Metrohm GmbH & Co. KG | 2.774.0010 | |
| 800 Dosino | Deutsche Metrohm GmbH & Co. KG | 2.800.0010 | |
| 801 Stirrer | Deutsche Metrohm GmbH & Co. KG | 2.801.0010 | |
| Methanol | Carl Roth GmbH & Co KG | 83884 | 99% for synthesis |
| Whatman cellulose filter grade 42 | Sigma Aldrich | WHA1442090 | |
| Methanol-D4 | Sigma Aldrich | 151947 | |
| 3-(Trimethylsilyl)propionic-2,2,3,3-d4 acid sodium salt | Sigma Aldrich | 269913 | |
| BZH 250 MHz | Bruker | n/a |
Referencias
- Dahmen, N., Henrich, E., Dinjus, E., Weirich, F. The bioliq bioslurry gasification process for the production of biosynfuels, organic chemicals, and energy. Energ. Sust. Soc. 2 (1), 1-44 (2012).
- Ahmad, R., et al. Zeolite-based bifunctional catalysts for the single step synthesis of dimethyl ether from CO-rich synthesis gas. Fuel Process Technol. 121, 38-46 (2014).
- Haro, P., Trippe, F., Stahl, R., Henrich, E. Bio-syngas to gasoline and olefins via DME - A comprehensive techno-economic assessment. App Energy. , (2013).
- Henrich, E., Dahmen, N., Dinjus, E. Cost estimate for biosynfuel production via biosyncrude gasification. Biofuels, Bioprod. Bioref. 3, 28-41 (2009).
- Zhang, X., Kumar, A., Arnold, U., Sauer, J. Biomass-derived oxymethylene ethers as diesel additives: A thermodynamic analysis. Energ. Procedia. 61, 1921-1924 (2014).
- Bridgwater, A. V. Renewable fuels and chemicals by thermal processing of biomass. Chem. Eng. J. 91, 87-102 (2003).
- Meier, D., et al. State-of-the-art of fast pyrolysis in IEA bioenergy member countries. Renew. Sust. Energ. Rev. 20, 619-641 (2013).
- Rammler, R., Weiss, H. J., Bußmann, A., Simo, T. Gewinnung von Öl durch Schwelen von Ölschiefer und Teersand als Beitrag zur Energieversorgung. Chem. Ing. Tech. 53, 96-104 (1981).
- Tröger, N., et al. Utilization of biogenic residues and wastes in thermochemical systems for the production of fuels: current status of the project. Biofuels, Bioprod. Bioref. 7, 12-23 (2013).
- Tröger, N., Richter, D., Stahl, R. Effect of feedstock composition on product yields and energy recovery rates of fast pyrolysis products from different straw types. J. Anal. Appl. Pyr. 100, 158-165 (2013).
- Henrich, E., Dahmen, N., Weirich, F., Reimert, R., Kornmayer, C. Fast pyrolysis of lignocelluloses in a twin screw mixer reactor. Fuel Process Technol. 143, 151-161 (2016).
- Dahmen, N., et al. State of the art of the bioliq process for synthetic biofuels production. Env. Prog. Sust. Energ. 31, 176-181 (2012).
- Funke, A., et al. Fast pyrolysis char - Assessment of alternative uses within the bioliq concept. Bioresour. Technol. 200, 905-913 (2016).
- Lehto, J., Oasmaa, A., Solantausta, Y., Kytö, M., Chiaramonti, D. . Fuel oil quality and combustion of fast pyrolysis bio-oils. , (2013).
- Fahmi, R., Bridgwater, A. V., Donnison, I., Yates, N., Jones, J. M. The effect of lignin and inorganic species in biomass on pyrolysis oil yields, quality and stability. Fuel. 87, 1230-1240 (2008).
- Oasmaa, A., Solantausta, Y., Arpiainen, V., Kuoppala, E., Sipilä, K. Fast Pyrolysis Bio-Oils from Wood and Agricultural Residues. Energ. & Fuels. 24, 1380-1388 (2010).
- DIN German Institute for Standardization. . DIN EN ISO 18134-3 Solid biofuels - Determination of moisture content - Oven dry method - Part 3: Moisture in general analysis sample. , (2015).
- DIN German Institute for Standardization. . DIN EN ISO 18122 Solid biofuels - Determination of ash content. , (2016).
- DIN German Institute for Standardization. . Institute for Standardization. DIN EN ISO 16948 Solid biofuels - Determination of total content of carbon, hydrogen and nitrogen. , (2015).
- DIN German Institute for Standardization. . Institute for Standardization. DIN EN 1484 Water analysis - Guidelines for the determination of total organic carbon (TOC) and dissolved organic carbon (DOC). , (1997).
- DIN German Institute for Standardization. . ESO 16993: Solid biofuels - Conversion of analytical results from one basis to another. , (2015).
- Bridgwater, A. V. Review of fast pyrolysis of biomass and product upgrading). Biomass Bioenerg. 38, 68-94 (2012).
- Westerhof, R. J. M., Kuipers, N. J. M., Kersten, S. R. A., van Swaaij, W. P. M. Controlling the water content of biomass fast pyrolysis oil. Ind. Eng. Chem. Res. 46, 9238-9247 (2007).
Reimpresiones y Permisos
Solicitar permiso para reutilizar el texto o las figuras de este JoVE artículos
Solicitar permisoThis article has been published
Video Coming Soon
ACERCA DE JoVE
Copyright © 2025 MyJoVE Corporation. Todos los derechos reservados