
Method Article
Fabrication de trois dimensions microstructurées nanocomposites par microfluidique Infiltration
Dans cet article
Résumé
En trois dimensions (3D) des poutres composites à microstructure sont fabriqués par l'infiltration dirigée et localisée des nanocomposites dans des réseaux microfluidiques poreuses 3D. La souplesse de ce procédé de fabrication permet l'utilisation de différentes matières thermodurcissables et des nanocharges dans le but de réaliser une variété de 3D fonctionnel nanocomposites renforcés produits macroscopiques.
Résumé
Poutres composites à microstructure renforcés avec un complexe en trois dimensions (3D) microfilaments nanocomposites motifs sont fabriqués par nanocomposite infiltration de réseaux interconnectés 3D microfluidiques. La fabrication des poutres renforcées commence par la fabrication de réseaux microfluidiques, qui implique le dépôt couche par couche de filaments d'encre fugitives à l'aide d'un robot de distribution, remplissant l'espace vide entre les filaments à l'aide d'une résine de faible viscosité, à durcir la résine et enfin l'élimination de la l'encre. Structures 3D auto-prise en charge avec d'autres géométries et de nombreuses couches (par exemple de quelques couches centaines) pourraient être construits en utilisant cette méthode. Les réseaux microfluidiques tubulaires résultants sont ensuite infiltrés avec des suspensions thermodurcissable nanocomposites contenant des nanocharges (par exemple, les nanotubes de carbone à paroi simple), puis guéris. L'infiltration est réalisée en appliquant un gradient de pression entre les deux extrémités du vide network (soit par application d'un vide ou d'une micro-injection assistée par aspiration). Avant l'imprégnation, les suspensions nanocomposites sont préparés par dispersion de nanocharges dans des matrices de polymère en utilisant les ultrasons et à trois cylindres les méthodes de mélange. Les nanocomposites (à savoir les matériaux infiltrés) sont ensuite solidifiés sous cure exposition aux UV / chaleur, résultant en une structure composite renforcée de 3D. La technique présentée ici permet la conception de nanocomposites produits macroscopiques fonctionnels pour des applications de microtechnique tels que des actionneurs et des capteurs.
Introduction
Les nanocomposites polymères en utilisant des nanomatériaux, notamment les nanotubes de carbone (NTC) incorporés dans des matrices polymères possèdent des propriétés multifonctionnelles 1 pour des applications potentielles telles que les composites structuraux 2, 3 systèmes micro-électromécaniques (par exemple, les microcapteurs), et les polymères intelligents 4. Plusieurs étapes de traitement, y compris le traitement CNT et nanocomposite méthodes de mélange peuvent être tenus de manière souhaitable disperser NTC dans la matrice. Depuis le rapport d'aspect de la CNT, de leur état et de traitement de surface de dispersion influencent principalement la performance électrique et mécanique, la procédure de traitement de nanocomposite peut varier en fonction des propriétés recherchées pour une application ciblée 5. De plus, pour des conditions de charge spécifiques, en alignant NTC long d'une direction souhaitée et à positionner aussi des renforts aux endroits voulus permettre d'améliorer encore les propriétés mécaniques et / ou électriques de ceux-ci nanocomposites.
Quelques techniques telles que le flux de cisaillement 6-7 et les champs électromagnétiques 8 ont été utilisés pour aligner les nanotubes de carbone le long d'une direction désirée dans une matrice polymère. En outre, l'orientation CNT induite par contrainte dimensionnelle, en particulier dans une dimension (1D) et en deux dimensions (2D), on a observé au cours du traitement / de formage de matériaux nanocomposites 9-11. Cependant, de nouveaux progrès sur les procédés de fabrication sont encore nécessaires pour permettre une maîtrise suffisante de la (3D) l'orientation et / ou le positionnement de l'armature de nanotubes à trois dimensions au cours de la fabrication d'un produit dans des conditions optimales.
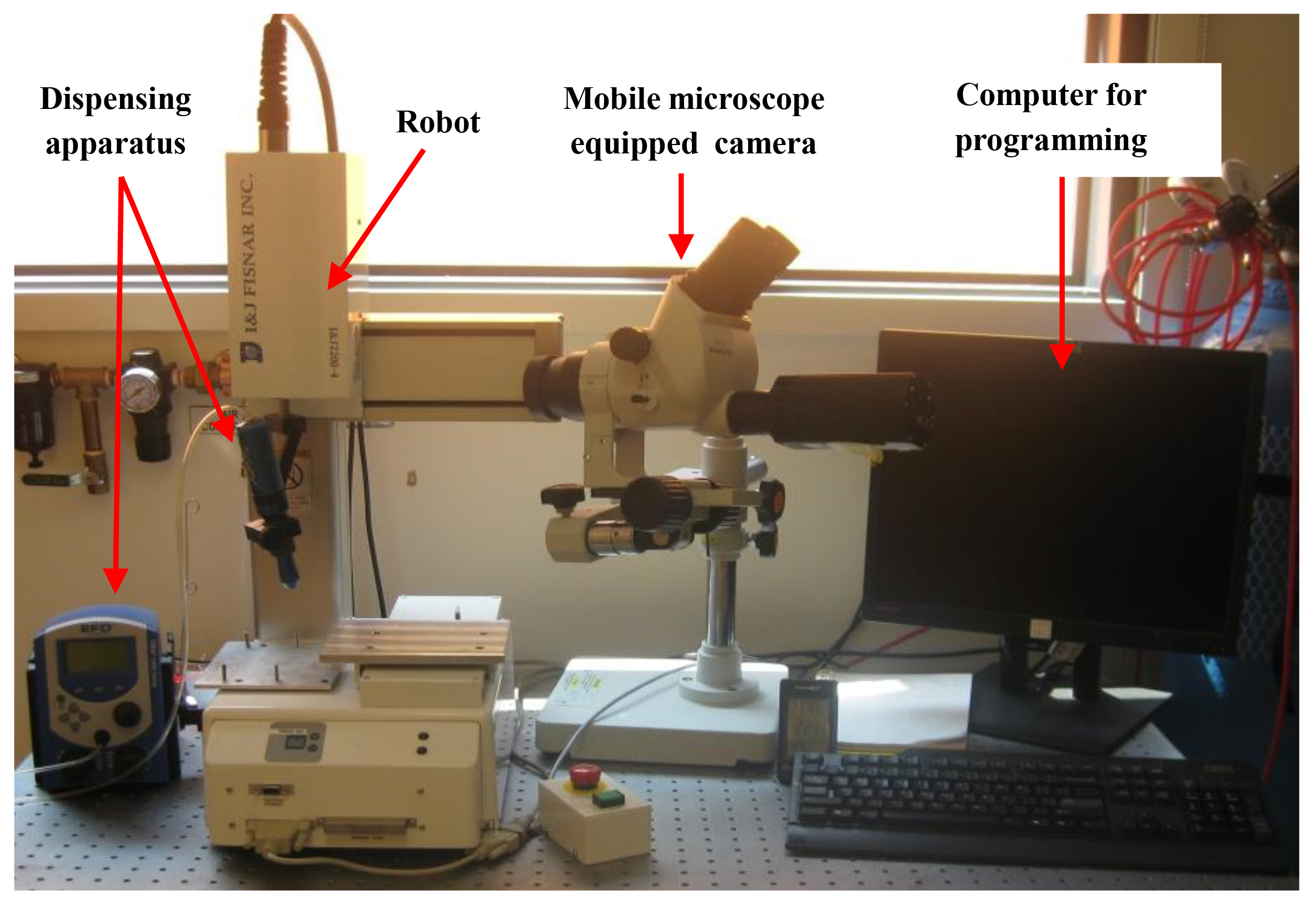
Dans cet article, nous présentons un protocole pour la fabrication de poutres composites 3D renforcé par infiltration dirigée et localisée d'un réseau microfluidique 3D avec des suspensions de nanocomposites polymère (Figure 1). Tout d'abord, la fabrication d'un 3D interconnecté microfluidiqueréseau est mise en évidence, ce qui implique la fabrication d'écriture directe des filaments d'encre sur des substrats fugitives 12-13 époxy (figures 2a et 2b), suivi d'encapsulation époxy (Figure 2c) et l'élimination de l'encre sacrificielle (figure 2d). Le procédé d'écriture directe est constitué d'un robot commandé par ordinateur, qui déplace un distributeur de fluide le long de la x, y, z et des axes (Figure 3). Cette technique offre un moyen rapide et flexible pour fabriquer microsystèmes 3D pour photoniques, MEMS et les applications de la biotechnologie (figure 4). Ensuite, la préparation de nanocomposite est démontrée, avec son infiltration (ou injection) dans le réseau poreux sous différentes pressions constantes et contrôlées pour la fabrication de composites renforcés de fibres multi-échelles 3D (figures 2e et 2f). Enfin, certains résultats représentatifs ainsi que leurs applications potentielles sont présentés.
Protocole
Une. Fabrication de 3D microfluidiques Réseaux
- Faire fondre l'encre fugitif à 80 ° C et le charger dans une seringue de 3 ml baril.
Remarque: L'encre fugitive est un mélange binaire d'une cire microcristalline et une gelée de pétrole avec une proportion en poids de 40:60. - Choisir une buse de dépôt en fonction du diamètre du filament désiré (par exemple de diamètre interne (ID) = 150 pm).
- Installer la buse sur le corps de la seringue contenant le matériau d'encre et le monter sur le porte-seringue du robot de distribution.
- Utiliser un programme Excel de concevoir le trajet de déplacement du robot de distribution pour la fabrication de la structure d'échafaudage 3D souhaitée.
Note: Les dimensions de la structure d'encre 3D et l'espacement de filaments dans une couche donnée peuvent être facilement programmés; dans ce cas, les dimensions sont de 60 mm de longueur, 7,5 mm de largeur et 1,7 mm d'épaisseur de 0,25 mm espacement horizontal entre chaque filament. - Régler la pression de dépôt sur le régulateur de pression et la vitesse de robot de distribution.
Remarque: Le diamètre de filament d'encre fugitif varie en fonction du diamètre de buse, pression de dépôt, de la viscosité de l'encre et de la vitesse de distribution. Ici, le diamètre du filament est d'environ 150 um à une vitesse de dépôt de 4,7 mm / sec à une pression d'extrusion de 1,9 MPa. - Commencer la fabrication du microscaffold avec le dépôt des filaments à base d'encre sur un substrat d'époxy, ce qui conduit à un modèle 2D (figure 2a).
- Déposer les couches ultérieures en incrémentant successivement la position z de la buse de distribution d'une quantité égale au diamètre des filaments (Figure 2b).
Remarque: les structures 3D auto-prise en charge avec d'autres géométries et de nombreuses couches (par exemple de quelques couches centaines) pourraient être construits. - Mélanger les deux parties de l'époxy (c'est à dire la résine et le durcisseur) utilisés pour l'encapsulation et dégazer la epmélange d'oxy sous vide pendant un temps défini (ici, 0,15 bar pendant 30 min) pour éliminer les bulles emprisonnées pendant le malaxage des constituants époxy.
Remarque: Le temps de dégazage peut varier avec le temps de gélification du mélange de résine époxy. Pour un système de résine époxy différente, le temps de dégazage requis peut être plus courte ou plus longue. - Charger la résine époxy dans un cylindre de seringue de 3 ml à l'aide d'un distributeur de produit fluide par l'application d'une pression négative, puis monter une buse fine (par exemple, ID = 0,51 mm) dans le cylindre de la seringue.
- La place des gouttes de résine époxy sur la structure de l'échafaudage inclinée à son extrémité supérieure en utilisant la même distribution de produit fluide et monté buse pour minimiser le risque de piégeage de bulles au cours de l'encapsulation époxy.
Remarque: L'époxy s'écoule ensuite dans les espaces vides entre les filaments, entraînés par les forces de gravité et capillaires. - Continuez à placer des gouttes d'époxy sur l'échafaud jusqu'à l'espace vide entre les filaments d'échafaudage est complètement rempli.
- Laissez le epo encapsulationprecure xy à la température ambiante pendant 24 heures et ensuite mettre la structure dans un four pour la post-cuisson à 60 ° C (figure 2c).
Remarque: Un programme de durcissement différent peut être appliqué pour un système époxy différente. - Couper les parties en excès d'époxy à l'aide d'une scie de précision après durcissement complet.
- Percez deux trous aux deux extrémités de la structure et insérer deux tubes en plastique.
- Retirez l'encre fugitif de la structure de la manière suivante:
- Placer les échantillons dans une étuve à 90 ° C pendant 30 min pour la liquéfaction de l'encre (figure 2d).
- Peu de temps après la prise des échantillons du four, laver le réseau de canaux avec l'aspiration de l'eau distillée chaude à travers les tubes fixés aux canaux ouverts pendant 5 min, suivi par de l'hexane pendant encore 5 min.
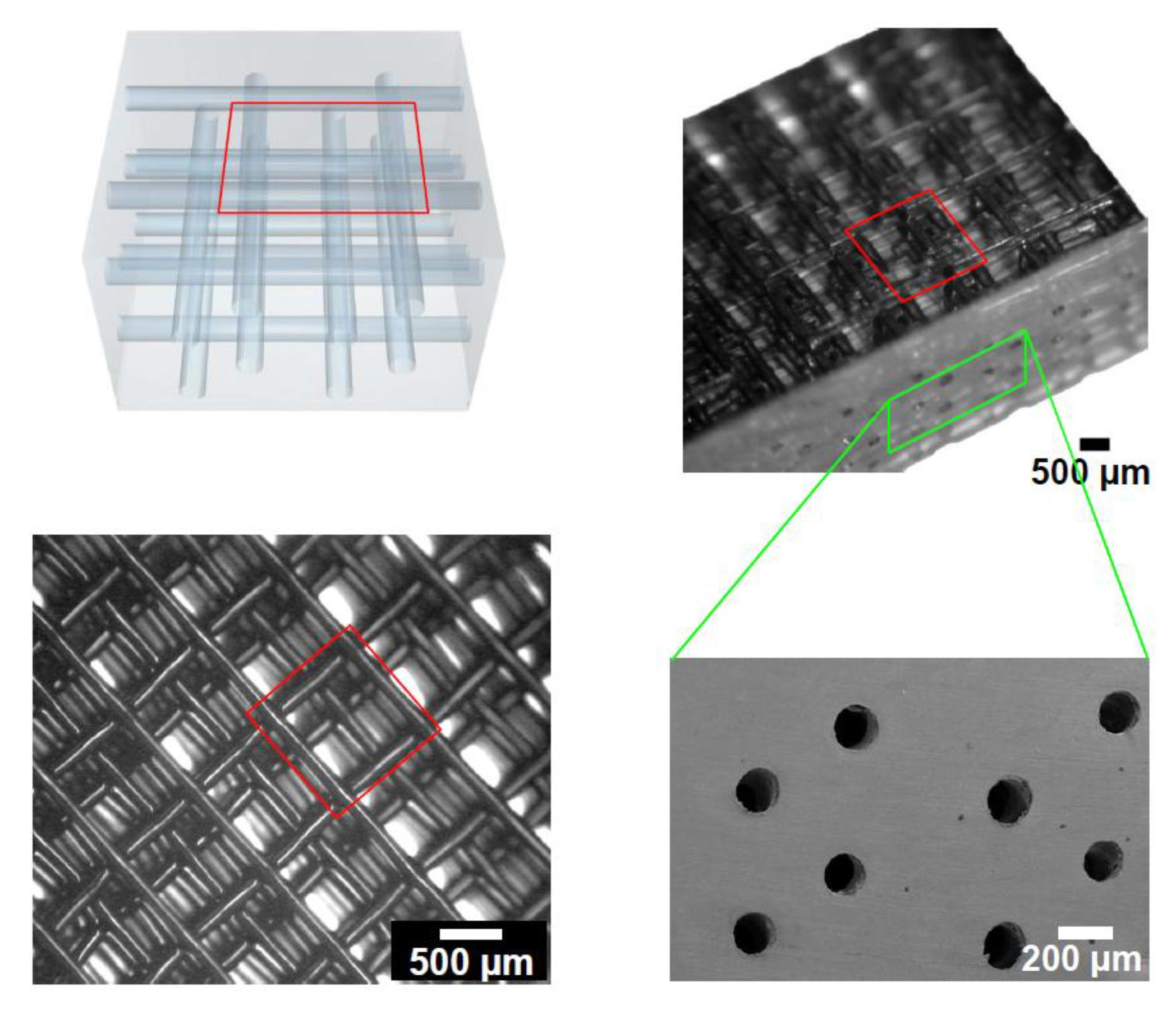
Remarque: L'élimination de l'encre donne un réseau microfluidique 3D interconnecté (figure 5). Post-nettoyage des réseaux utilisant l'hexane est effectuée afin d'éliminer la possibilitétraces résiduelles ble de l'encre des parois des canaux.
2. Préparation nanocomposite
Remarque: Les nanocomposites sont préparés en mélangeant un double durcissement de résine (durcissable par ultraviolet / chaleur) thermodurcissable, soit une résine époxy ou une résine à base d'uréthane et des nanocharges (ici, les nanotubes de carbone à paroi unique) à différentes charges.
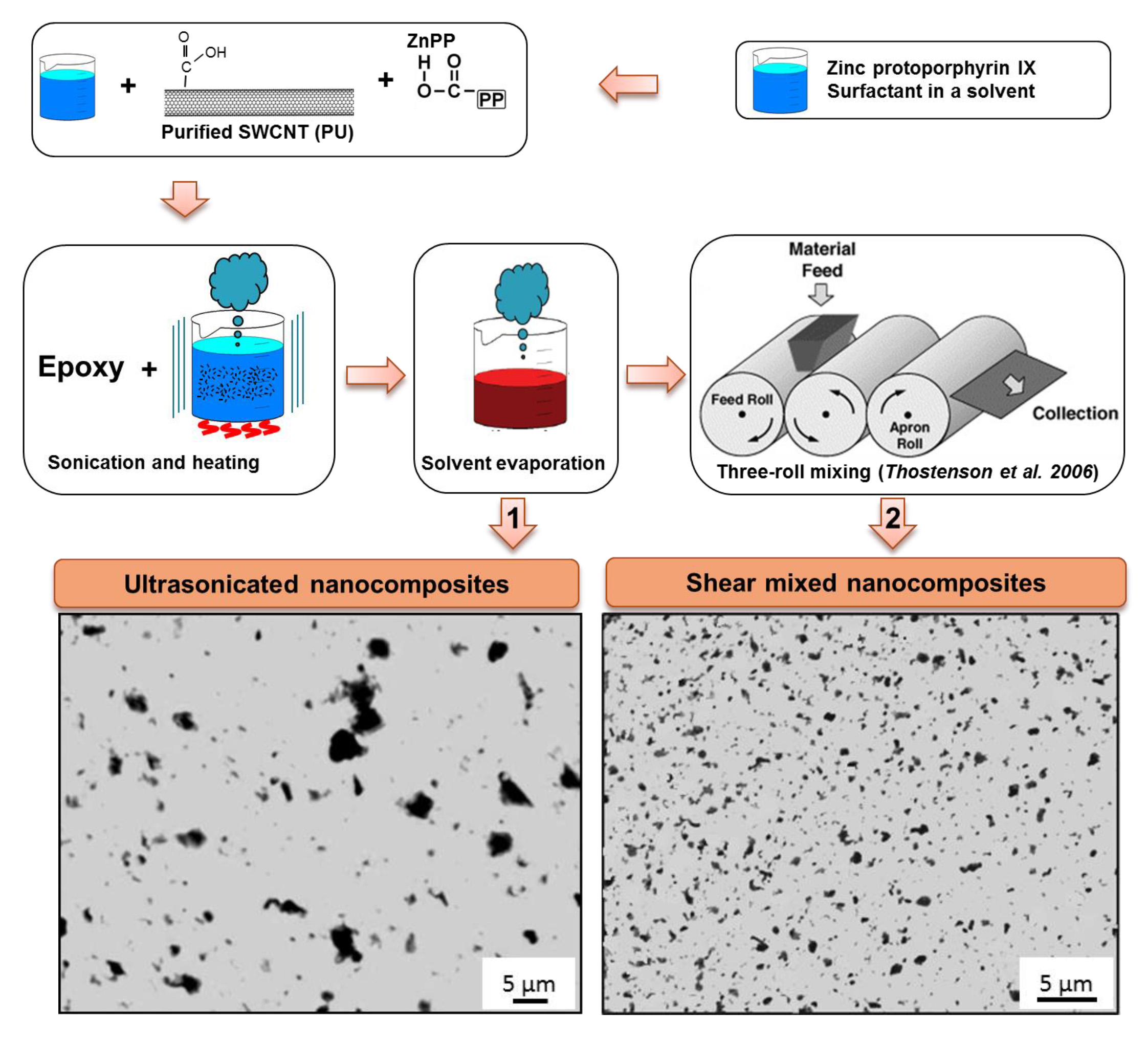
- Ajouter la quantité souhaitée de nanotubes à une solution de 0,1 mM d'un tensioactif (zinc protoporphyrine IX), soit dans de l'acétone ou du dichlorométhane 14 (figure 6).
Remarque: ici, 150 mg de nanotubes de carbone a été ajouté à la solution (~ 50 ml) pour préparer un nanocomposite à une concentration de nanotubes finale de 0,5% en poids. Il convient également de mentionner que l'utilisation de solvants à point d'ébullition élevé tels que le DMF à température doit être évitée en raison de la chaleur possible le durcissement de la résine époxy-UV utilisée dans cette étude, à des températures supérieures à 60 ° C au cours de l'évaporation du solvant. - Soniquer la suspension dans un bain à ultrasons pendant 30 min à debundle les agrégats de nanotubes (figure 6).
Remarque: Des efforts supplémentaires telles que la filtration ou ultra-centrifugation de la solution de nanotubes devraient être prises pour éliminer les grosses grappes restantes avant le mélange avec la résine. - Mélanger la résine (époxy ou uréthane ou l'autre) par la suspension de nanotubes sur une plaque d'agitation magnétique à chaud à une température légèrement inférieure à la température d'ébullition du solvant (par exemple 50 ° C pour la solution de l'acétone) pendant 4 heures.
- Placer le mélange de nanocomposite dans un bain aux ultrasons et en même temps appliquer le traitement aux ultrasons et chauffage (40-50 ° C) pendant 1 heure (Figure 6).
- Laissez le solvant s'évapore résiduel en chauffant le nanocomposite à 30 ° C pendant 12 heures, puis à 50 ° C pendant 24 heures sous vide (~ 0,1 bar).
- Cisaillement mélanger les matériaux nanocomposites en les faisant passer à travers un petit espace entre les rouleaux dans un mélangeur à trois cylindres en order pour briser grands agrégats de nanotubes (Figure 6). Gardez une partie de nanocomposite avant trois cylindres de mélange pour base de comparaison.
- Définissez les trois cylindres paramètres de mélange (à savoir les lacunes et vitesse de rotation).
Remarque: ici, une vitesse constante de 250 tours par minute est utilisé pour le rouleau de tablier. Cependant, les écarts entre les rouleaux sont réduits dans le traitement en trois étapes comme suit: 5 passe à 25 pm, 5 passe à 10 pm, et 10 passe à 5 um, respectivement. - Dégazer le mélange final sous vide de ~ 0,1 bar pendant 24 heures en utilisant un dessiccateur pour éliminer les bulles d'air emprisonnées pendant le mélange.
3. Nanocomposite infiltration (injection)
- Chargez les nanocomposites, préparés à l'article 2, dans un corps de seringue de 3 ml en utilisant le distributeur de fluide en appliquant une pression négative.
- Insérez une buse fine (ID = 0,51 mm) qui s'insère dans les tubes en plastique attachés aux canaux ouverts (mêmes tubes utiliséspour l'élimination de l'encre) et le monter sur le corps de la seringue contenant les matériaux nanocomposites.
- Régler la pression désirée (c'est à dire la pression positive) sur le distributeur de pression.
Remarque: ici, la pression d'injection du nanocomposite est fixée à 400 kPa.
Remarque: un vide (c'est à dire d'une pression négative) pourrait être appliquée à l'autre extrémité (c'est à dire du côté de la sortie) pour faciliter le remplissage du réseau. Une fois que la pression est appliquée, le réseau microfluidique, construit dans le protocole n ° 1, est rempli par une suspension nanocomposite, qui pénètre dans le réseau par l'intermédiaire des tubes en plastique. - Peu après l'injection, exposer les faisceaux composites nanocomposites-remplie à une illumination UV d'une lampe UV pendant 30 min pour préséchage.
Remarque: Cette opération de précuisson est pensé pour réduire l'effet du mouvement brownien sur l'orientation possible NTC. Elle réduit également le retrait induit par la chaleur (figure 7) - Post-traiter les poutres fabriqués dans le fourà, dans le cas de UV-époxy, 80 ° C pendant 1 heure suivie de 130 ° C pendant encore 1 heure (Figure 7).
- Couper les parties d'époxy en excès à l'aide d'une scie, puis polir les poutres aux dimensions souhaitées (ici, ~ 60 mm de longueur, ~ 6,8 mm de largeur, et ~ 1,6 mm d'épaisseur des poutres ont été fabriqués pour la facilité de caractérisation mécanique).
Résultats
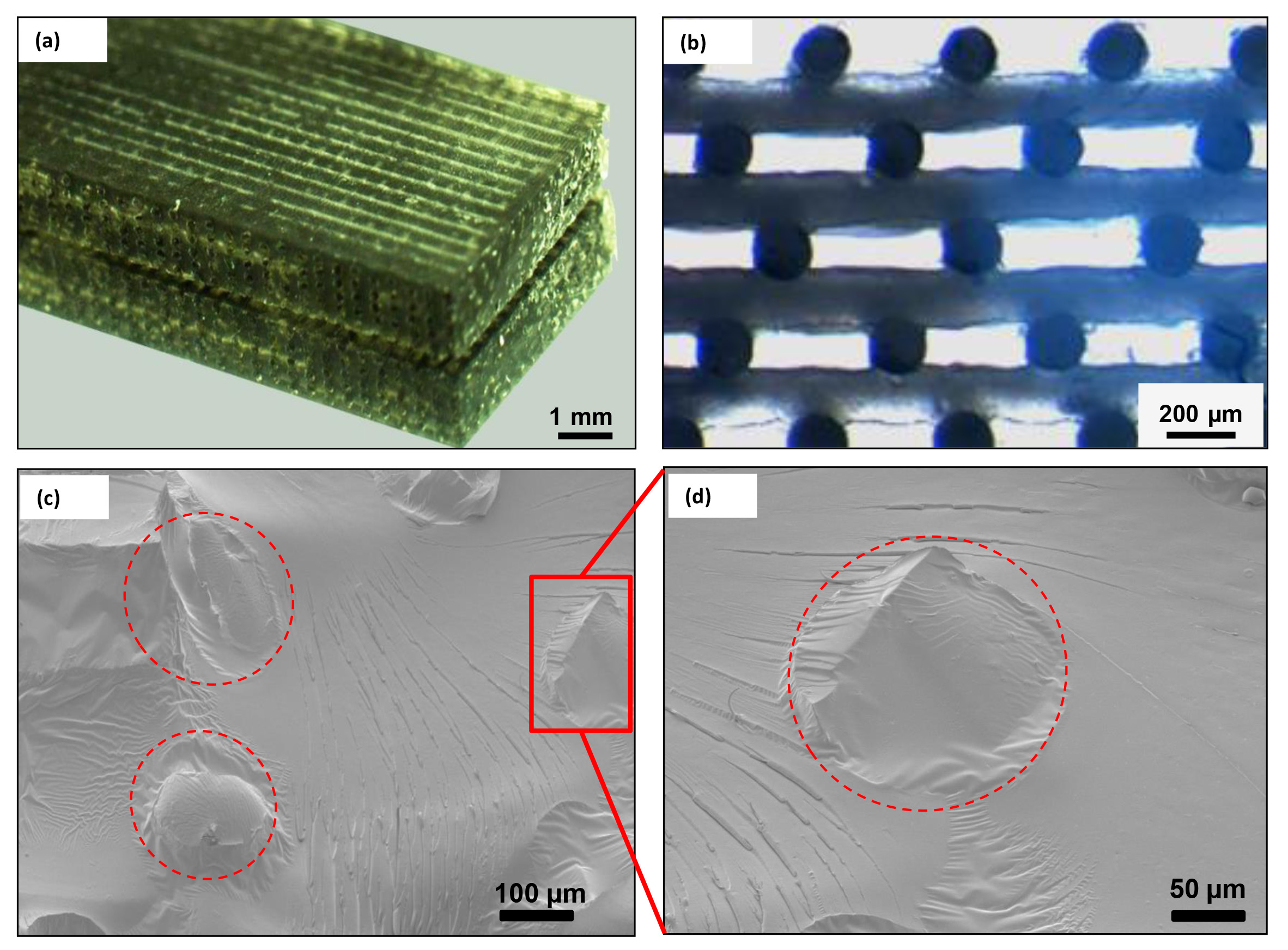
Les figures 8a et 8b montrent une image représentative des faisceaux fabriqués et une image optique de sa section transversale, composée de neuf couches de filaments de nanocomposites.
Figures 8c et 8d montrent des images typiques SEM d'une surface de fracture fabriqué poutres et une image de plus fort grossissement de canaux remplis (c.-à-microfibres nanocomposites embarqués), respectivement. Depuis pas de décollement est vu à la paroi des canaux, il est juste de dire que l'époxy environnante et les matériaux infiltrés sont bien respectées en raison de bon nettoyage des canaux avec de l'hexane après l'élimination de l'encre.
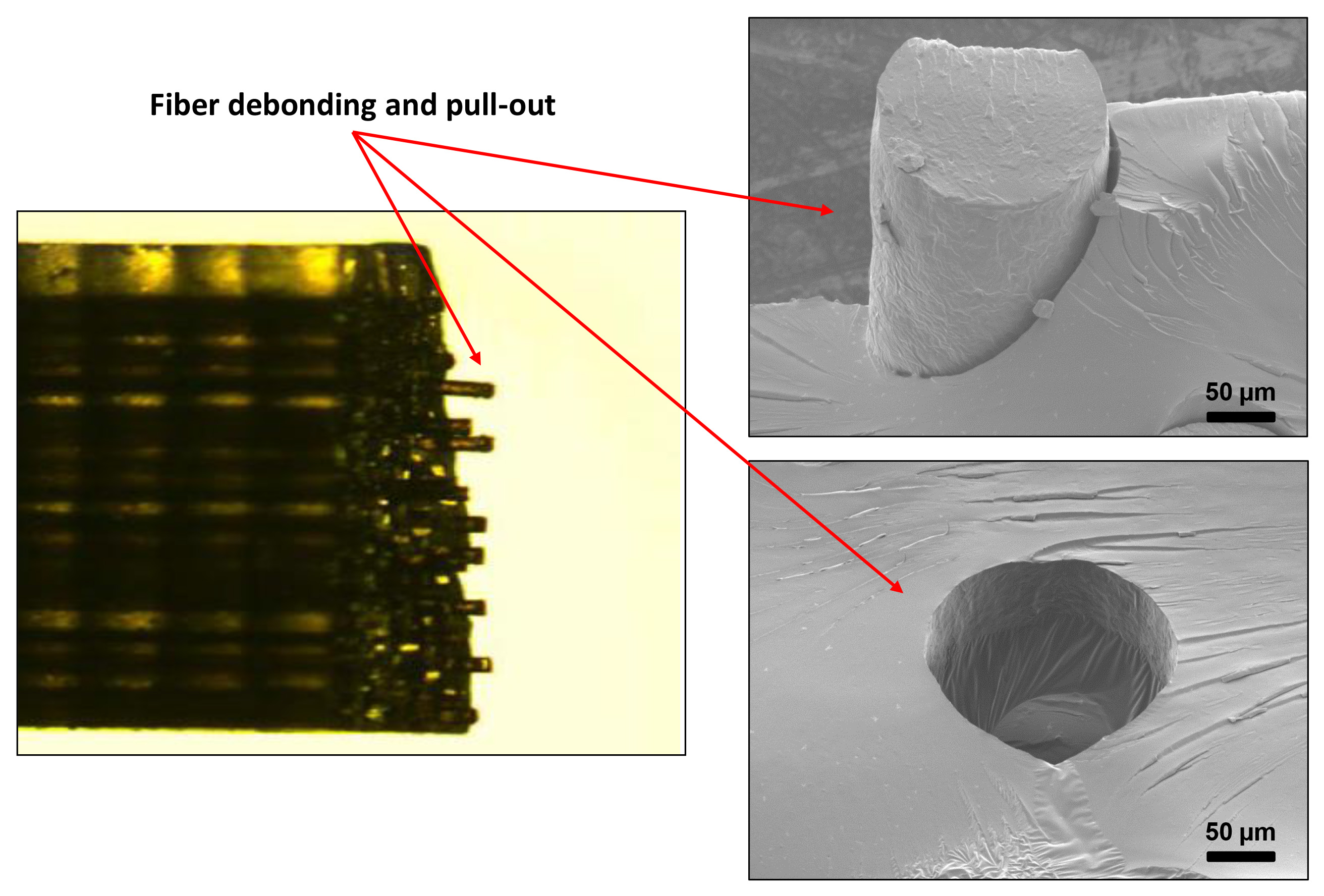
La figure 9 montre une image optique représentative d'un faisceau rompu au cours de l'essai mécanique dans l'hexane qui n'est pas utilisée au cours de l'élimination de l'encre. Fibre décollement, en raison de l'interface mécanique pauvres est observée, qui pourrait être due àtraces d'encre fugitives sont restés après le nettoyage du réseau.
La figure 10 montre le module de conservation, E ', des échantillons moulés en vrac (époxy) comme points de référence et les faisceaux de 3D-renforcé. Les résultats montrent des tendances uniques pour les faisceaux, qui sont fabriqués à la combinaison de l'embarqué et qui entourent les matières époxy ayant des propriétés supérieures avec la présence de seulement ~ 0,18 en poids. % NTC.
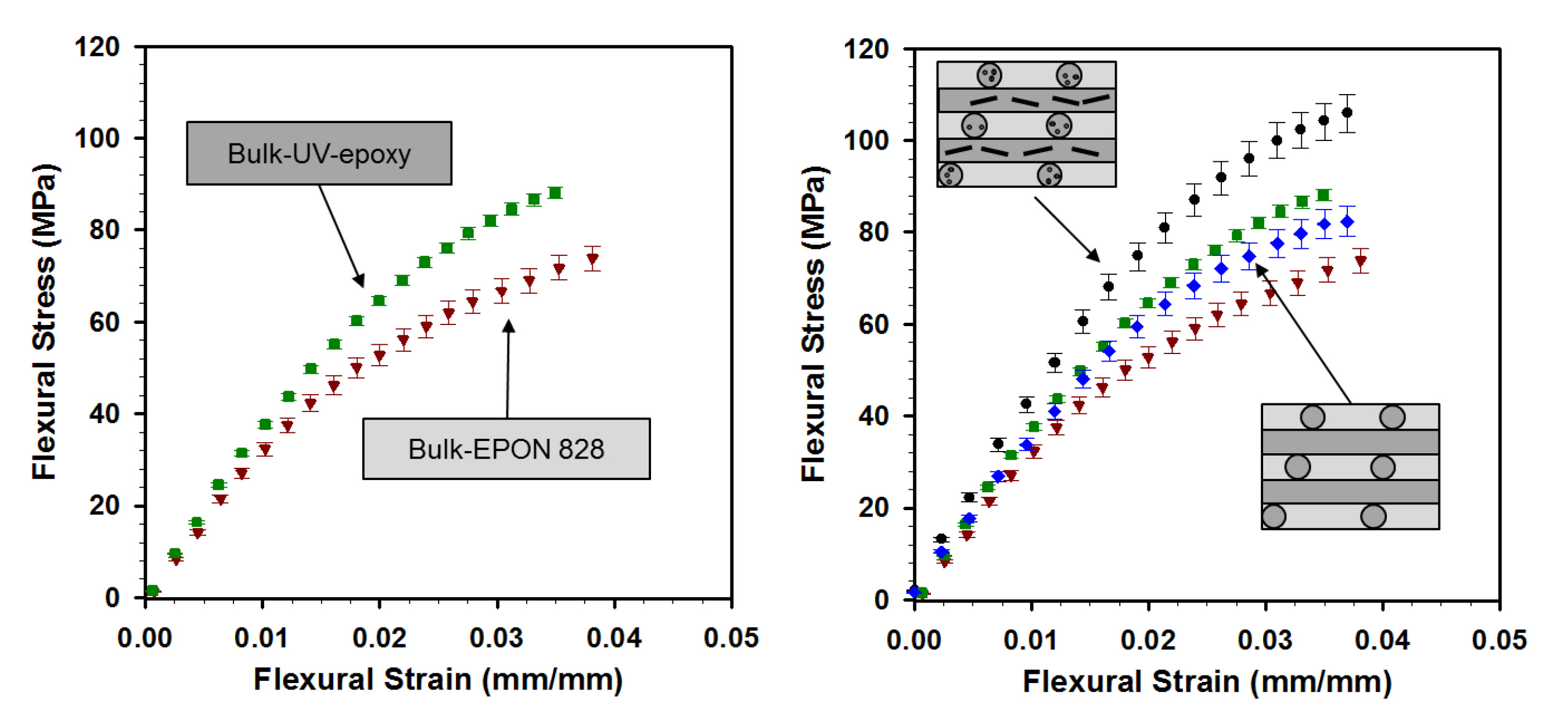
La figure 11 représente les trois points les résultats des tests de flexion des poutres composites sont fabriqués à partir d'un DMA. À la suite de positionnement NTC, le module de la 3D à la flexion des poutres renforcées ont montré une augmentation de 34% par rapport à la résine époxy-infiltré (ensemble époxy) pur poutres.

Figure 1. Représentation schématique d'un 3D-rnanocomposite einforced fabriqué par l'approche de microinfiltration. Cliquez ici pour agrandir l'image.
{kind=link}

Figure 2. Représentation schématique de la fabrication de faisceaux de 3D-renforcés. (A) filament d'encre dépôt direct en utilisant un robot de distribution, (b) dépôt de plusieurs couches les unes sur les autres par l'incrémentation de la buse de distribution dans la direction z, (c ) Remplissage de l'espace des pores entre les filaments à l'aide d'une résine de faible viscosité, (d) En prenant l'encre sur le réseau par sa liquéfaction, ce qui entraîne la fabrication de canaux microfluidiques. (E) de remplissage du réseau vide avecla suspension de nanocomposite suivie d'un durcissement, et (f) Découpe des pièces époxy excès. Cliquez ici pour agrandir l'image.
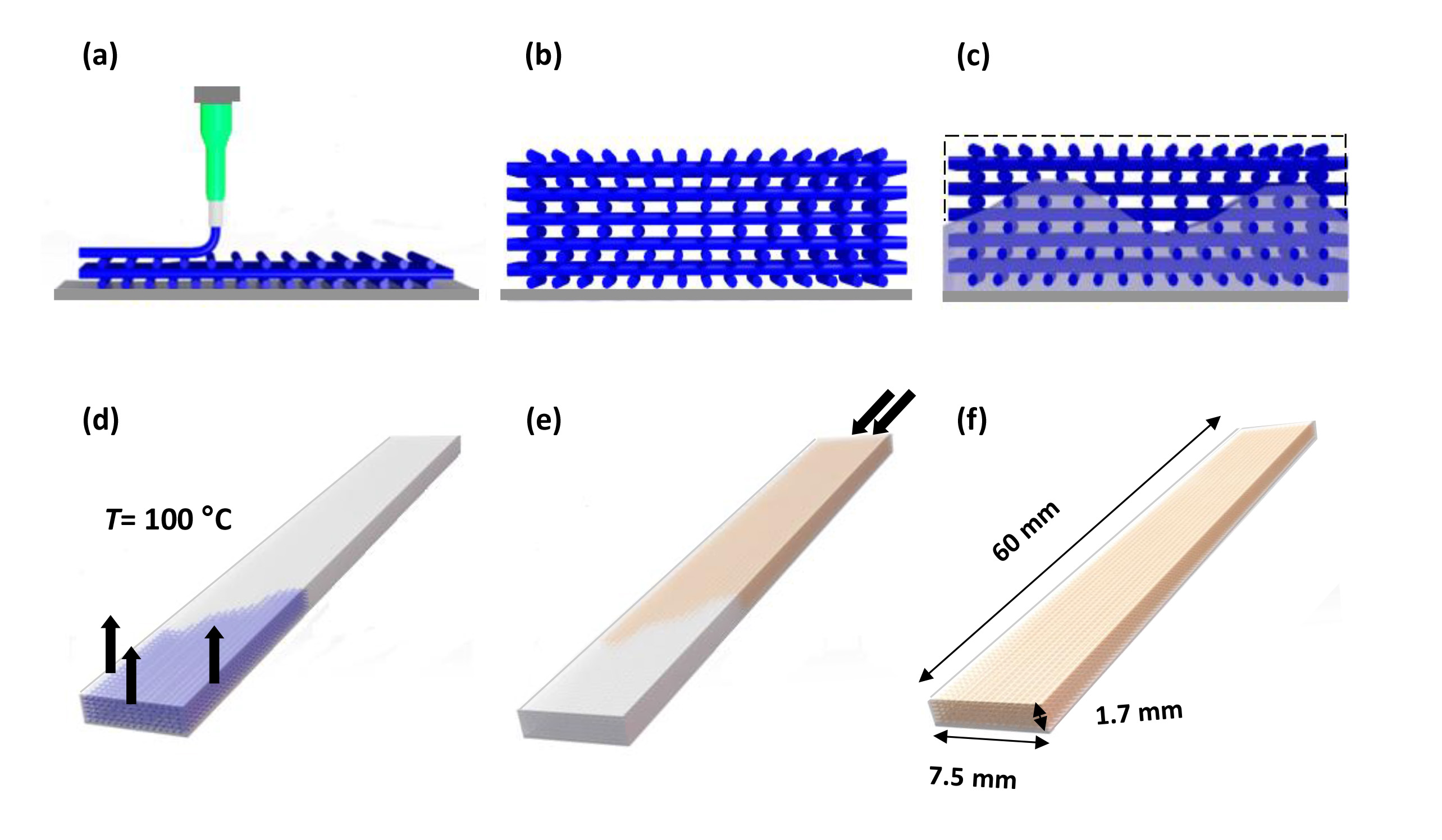{kind=link}

Figure 3. Une photo de l'étape de dépôt robotisé constitué d'un robot contrôlé par ordinateur, un appareil de distribution, et une caméra en direct. Cliquez ici pour agrandir l'image.
{kind=link}

Figure 4. Quelques images de microstructures fabriquées par l'assem écriture directeblée. Cliquez ici pour agrandir l'image.
{kind=link}

Figure 5. Une vue isométrique et une image SEM le réseau microfluidique vide 3D connecté. Cliquez ici pour agrandir l'image.
{kind=link}

Figure 6. Nanocomposite de mélange, y compris les stratégies nanotube fonctionnalisation non covalente, par ultrasons, et / ou broyeur à trois cylindres de mélange qui conduisent à des dispersions de nanotubes de différentes qualités (images optiques des films nanocomposites). Cliquez ici pour agrandir l'image.
{kind=link}

Figure 7. Nanocomposite durcissement sous illumination UV d'une lampe UV suivie par post-cuisson dans le four. Cliquez ici pour agrandir l'image.
{kind=link}

Figure 8. (A) I sometric image d'une poutre renforcée en 3D, (b) de section transversale typique d'un faisceau de nanocomposite à injection, (c) une image de fracture de la surface du faisceau SEM, et ( g> d) Une vue rapprochée de (c). Cliquez ici pour agrandir l'image.
{kind=link}

Image de la surface Figure 9. Fracture d'un faisceau de nanocomposite infiltré polyuréthane. Cliquez ici pour agrandir l'image.
{kind=link}

Figure 10 propriétés mécaniques. Dépendant de la température (module de stockage) des époxydes en vrac et les poutres sont fabriqués à partir d'un analyseur mécanique dynamique./ Www.jove.com/files/ftp_upload/51512/51512fig10highres.jpg "target =" _blank "> Cliquez ici pour agrandir l'image.

Figure 11. Propriétés quasi-statiques mécaniques (flexion) des époxydes en vrac et les poutres fabriquées (test de flexion trois points). Cliquez ici pour agrandir l'image.
{kind=link}
Discussion
La procédure expérimentale présentée ici est une nouvelle et flexible méthode de fabrication afin d'adapter les performances mécaniques des matériaux à base de polymères à des fins matérielles de conception. En utilisant cette méthode, les propriétés désirées pouvaient être atteints sur la base du choix correct des composants (c'est à dire des matériaux matriciels infiltrés et principal), ainsi que l'ingénierie des structures composites. Tout d'abord, la technique permet la fabrication d'un matériau unique, composée de différents polymères thermodurcissables, ce qui représente une caractéristique fonction de la température unique qui est différente de celles des composants vracs 15. Un autre avantage de la présente technique par rapport aux autres techniques de fabrication de nanocomposites par lequel les nanocharges sont uniformément réparties à travers toute la matrice est la possibilité de placer dans l'espace des renforts aux endroits voulus dans ces poutres composites renforcés 3D. En raison de cette capacité de positionnement, une plus faible quantité de nano éventuellement coûteuxcharges est nécessaire pour obtenir un 13 rendement mécanique spécifique. Etant donné que le motif de renfort obéit à l'écriture directe d'origine de l'échafaudage d'encre, l'espacement des filaments dans une couche donnée est limitée à environ dix fois le diamètre des filaments d'encre du fait des propriétés viscoélastiques de l'encre fugitive. D'autre part, un petit espacement peuvent limiter l'écoulement de l'époxy liquide lors de l'étape d'encapsulation époxy. En outre, le diamètre du filament d'encre doit être suffisamment grande (par exemple au-dessus de 50 pm) pour la facilité de fabrication (par exemple, l'extrusion de l'encre de haute viscosité) et des étapes ultérieures de la fabrication telles que nanocomposite infiltration dans les réseaux microfluidiques.
Un autre potentiel de la méthode actuelle pourrait être la capacité d'aligner les nanotubes de carbone individuels ou d'autres nanocharges dans le sens d'écoulement sous écoulement de cisaillement 16 par nanocomposite infiltration à des vitesses plus élevées / pressions, si les nanocharges sont bien-Dispersée dans au cours du processus de mélange de nanocomposite. Toutefois, un degré élevé d'alignement ne peut être réalisé à des pressions très élevées d'infiltration (en raison de petit diamètre du canal), qui peuvent entraîner l'emprisonnement d'air dans le réseau au cours de l'infiltration.
Images optiques représentatifs de la figure 6 montrent les nanocomposites préparés par la procédure de mélange présentée dans le protocole 2 (deux images au bas de la figure). Les taches sombres observées sont considérées comme étant des agrégats de nanotubes. Pour le nanocomposite aux ultrasons, les agrégats micron de taille avec un diamètre de jusqu'à ~ 7 um sont présents pendant un changement radical de la taille des agrégats (une moyenne de ~ 1 um) est observée pour le nanocomposite de cisaillement à l'emploi. Depuis la dispersion de nanocharge affecte les propriétés mécaniques et électriques des faisceaux de nanocomposites fabriqués 3D, une meilleure dispersion devrait être atteint à tirer pleinement avantage de positionnement 3D de nanofillers en utilisant la technique de fabrication présente. Par conséquent, une étude plus approfondie est nécessaire pour examiner systématiquement les états de dispersion des nanotubes et l'utilisation d'autres nano, qui peuvent être plus facilement dispersées dans la matrice d'époxy.
La technique de fabrication actuelle pourrait permettre la conception de produits nanocomposites fonctionnels en 3D pour l'application de la microtechnique 17. La technique n'est pas limitée à des matériaux utilisés dans cette étude. Par conséquent, l'application de cette technique peut être étendue par l'utilisation d'autres matériaux thermodurcissables et des nanocharges. Parmi plusieurs applications, la surveillance de l'état des structures, produits et microélectronique d'absorption de vibrations peut être mentionné.
Déclarations de divulgation
Aucun conflit d'intérêt déclaré.
Remerciements
Les auteurs reconnaissent le soutien financier du FQRNT (Fonds québécois Le de la Recherche Sur La Nature Et Les Technologies). Les auteurs tiennent à remercier le soutien de consultation du professeur Martin Lévesque, professeur My Ali El Khakani et le Dr Brahim Aïssa.
matériels
| Name | Company | Catalog Number | Comments |
| Dispensing Robot | I & J Fisnar | I & J2200-4 | |
| Robot software | I & J Fisnar | JR-Point Dispensing | |
| Syringe Barrel | Nordson EFD Inc. | 7012072 | 3 ml |
| Dispensing Nozzle | Nordson EFD Inc. | 7018225 | Stainless Steel Tip (ID: 0.51 mm) |
| Dispensing Nozzle | Nordson EFD Inc. | 7018424 | Stainless Steel Tip (ID: 0.15 mm) |
| Fluid Dispenser | Nordson EFD Inc. | HP-7X | |
| Fluid Dispenser | Nordson EFD Inc. | 800 | |
| Live camera | MediaCybernetics | QI, Cool, Color | 12 Bit, Qimaging |
| Live Camera Software | Image-Pro Plus | Version 6 | |
| Precision Saw | Buehler (IsoMet) | 622-ISF-03604 | Low-Speed Saw |
| Flexible plastic tube | Saint-Gobain PRL Corp. | Tygon 177936 | |
| Stirring hot plate | Barnstead International | SP131825 | |
| Vacuumed-oven | Cole-Parmer | EW-05053-10 | |
| Ultrasonic cleaner | Cole-Parmer | EW-08891-11 | |
| Three-roll mill mixer | Exakt Technologies | Exakt 80E | |
| Dynamic Mechanical Analyzer | TA Instruments | DMA Q800 | |
| UV-lamp | Cole Parmer | RK-97600-00 | Intensity of 21 mW/cm² |
Références
- Endo, M., et al. Applications of Carbon Nanotubes in the Twenty-First Century. Philosoph. Trans. Math. Phys. Eng. Sci. 362 (1823), 2223-2238 (2004).
- Ear, Y., Silverman, E. Challenges and opportunities in multifunctional nanocomposite structures for aerospace applications. MRS Bull. 32 (4), 328-334 (2007).
- Mirfakhrai, T., Krishna-Prasad, R., Nojeh, A., Madden, J. D. W. Electromechanical actuation of single-walled carbon nanotubes: an ab initio simulation study. Nanotechnology. Nanotechnology. 19 (31), 1-8 (2008).
- Sahoo, N. G., Jung, Y. C., Yoo, H. J., Cho, J. W. Influence of carbon nanotubes and polypyrrole on the thermal, mechanical and electroactive shape-memory properties of polyurethane nanocomposites. Comp. Sci. Technol. 67 (9), 1920-1929 (2008).
- Coleman, J. N., Khan, U., Gun'ko, Y. K. Mechanical reinforcement of polymers using carbon nanotubes. Adv. Mater. 18 (6), 689-706 (2006).
- Fan, Z. H., Advani, S. G. Characterization of orientation state of carbon nanotubes in shear flow. Polymer. 46 (14), 5232-5240 (2005).
- Abbasi, S., Carreau, P. J., Derdouri, A. Flow-induced particle orientation and rheological properties of suspensions of organoclays in thermoplastic resins. Polymer. 51 (4), 922-935 (2010).
- Kimura, T., Ago, H., Tobita, M., Ohshima, S., Kyotani, M., Yumura, M. Polymer composites of carbon nanotubes aligned by a magnetic field. Adv. Mater. 14 (19), 1380-1383 (2002).
- Chronakis, I. S. Novel nanocomposites and nanoceramics based on polymer nanofibers using electrospinning process-A review. J. Mater. Process. Technol. 167 (2-3), 283-293 (2005).
- Zhou, W., et al. Single wall carbon nanotube fibers extruded from super-acid suspensions: preferred orientation, electrical, and thermal transport. J. Appl. Phys. 95 (2), 649-655 (2004).
- Sandler, J. K. W., et al. A comparative study of melt spun polyamide-12 fibres reinforced with carbon nanotubes and nanofibres. Polymer. 45 (6), 2001-2015 (2004).
- Therriault, D., Shepherd, R. F., White, S. R., Lewis, J. A. Fugitive inks for direct-write assembly of three-dimensional microvascular networks. Adv. Mater. 17 (4), 395-399 (2005).
- Therriault, D., White, S. R., Lewis, J. A. Chaotic mixing in three-dimensional microvascular networks fabricated by direct-write assembly. Nat. Mater. 2 (4), 265-271 (2003).
- Lebel, L. L., Aissa, B., Khakani, A. E., Therriault, D. Preparation and mechanical characterization of laser ablated single-walled carbon-nanotubes/polyurethane nanocomposite microbeams. Comp. Sci. Technol. 70 (3), 518-524 (2010).
- Farahani, R. D., Dalir, H., et al. Micro-infiltration of three-dimensional porous networks with carbon nanotube-based nanocomposite for material design. Comp. A. Appl. Sci. Manufact. 42 (12), 1910-1919 (2011).
- Farahani, R. D., et al. Manufacturing composite beams reinforced with three-dimensionally patterned-oriented carbon nanotubes through microfluidic infiltration. Mater. Design. 41 (5), 214-225 (2012).
- Volder, M. D., Tawfick, S. H., Copic, D., Hart, A. J. Hydrogel-driven carbon nanotube microtransducers. Soft Matter. 7 (21), 9844-9847 (2011).
Réimpressions et Autorisations
Demande d’autorisation pour utiliser le texte ou les figures de cet article JoVE
Demande d’autorisationThis article has been published
Video Coming Soon
À PROPOS DE JoVE
Copyright © 2025 MyJoVE Corporation. Tous droits réservés.