
Method Article
Fabrication et conception de composites haute performance à base de bois
Dans cet article
Résumé
Le bois densifié delignifié représente un nouveau matériau léger, haute performance et bio-basé prometteur avec un grand potentiel pour substituer partiellement les composites renforcés de fibre naturelle ou de fibre de verre à l'avenir. Nous présentons ici deux itinéraires de fabrication polyvalents et démontrons la possibilité de créer des pièces composites complexes.
Résumé
Le bois densifié delignifié est un nouveau matériau prometteur et durable qui possède le potentiel de remplacer les matériaux synthétiques, tels que les composites renforcés en fibre de verre, en raison de ses excellentes propriétés mécaniques. Le bois delignifié, cependant, est plutôt fragile dans un état humide, ce qui rend la manipulation et la mise en forme difficile. Nous présentons ici deux procédés de fabrication, la densification à moule fermé et la densification sous vide, pour produire des composites de cellulose haute performance à base de bois dilignifié, y compris une évaluation de leurs avantages et limitations. De plus, nous suggérons des stratégies pour la façon dont les composites peuvent être réutilisés ou décomposés au cycle de fin de vie. La densification à moule fermé a l'avantage qu'aucun équipement de laboratoire élaboré n'est nécessaire. Des pinces à vis simples ou une presse peuvent être utilisées pour la densification. Nous recommandons cette méthode pour les petites pièces avec des géométries simples et de grands radii de courbure. La densification sous vide dans un processus à moule ouvert convient aux objets plus grands et aux géométries complexes, y compris les petits radii de courbure. Comparé au processus de moule fermé, l'approche ouverte-moule de vide a seulement besoin de la fabrication d'une cavité simple de moule.
Introduction
Le développement de nouvelles fibres naturelles (NF) composites à base de fibres supérieures équipées de propriétés mécaniques supérieures représente l'une des principales tâches dans la science des matériaux, car ils peuvent être des alternatives durables pour les systèmes synthétiques actuels tels que les composites de fibre de verre1,2,3. Outre les composites traditionnels NF (lin, chanvre, kenaf, etc)4,5, la densification du bois après l'enlèvement partiel ou complet des composants de matrice a reçu une attention croissante ces dernières années6,7,8,9,10,11. La voie de fabrication descendante, basée sur la dignification du bois en vrac suivie de la densification, est conceptuellement contraire aux procédés ascendants assez complexes pour les produits à base de pâte et de boue12. Dans les produits à base de pâte et de boue, l'alignement bénéfique des fibres de bois n'est pas conservé car les fibres sont séparées dans le processus. En revanche, le bois delignified de structure-retenu, qui est obtenu dans un processus de haut en bas, transfère l'architecture sophistiquée avec les fibres alignées de cellulose dans le nouveau matériel. Pour parvenir à la densification du bois dilignifié sans distorsions d'alignement de fibres, de nouvelles voies de traitement doivent être développées.
La densification directe d'échantillons de bois délignifiésaturés saturés d'eau entraîne un degré de densification limité, des fissures et des distorsions d'alignement des fibres en raison de l'eau libre humide-échantillon-inhérente qui crée une contre-pression pendant la densification. Les solutions actuelles pour éviter les pertes d'intégrité structurelle lors de la densification comprennent l'utilisation de bois partiellement dignifié, suivie d'une densification à haute température9 ou d'un présacompte du bois dignifié avant la densification6. Les deux méthodes améliorent la connectivité entre les cellules voisines, soit en raison de la lignine restante qui agit comme de la colle ou l'élimination libre de l'eau entre les cellules.
Dans les deux cas, la formabilité est réduite, ce qui limite les applications de conception; le préconditionnement requis de l'échantillon entraîne également des délais de traitement plus longs. Par conséquent, un processus rapide et évolutif qui combine la mise en forme et la densification en une seule étape est nécessaire.
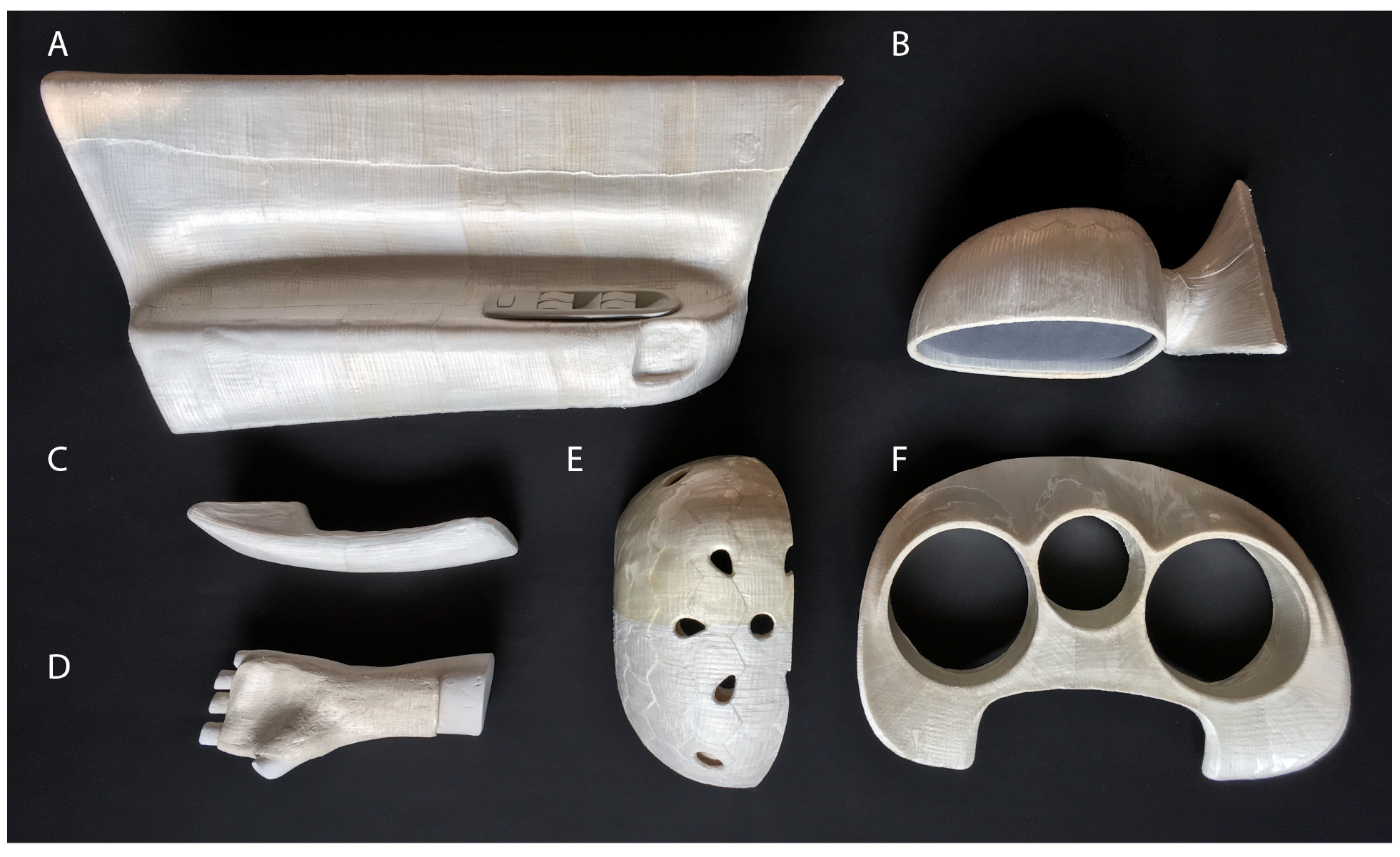
À cet égard, nous présentons ici la densification ouverte/fermée de moule et le traitement sous vide du bois dilignifié comme méthodes pour combiner la mise en forme, la densification, et le séchage dans une approche simple et évolutive. La figure 1 montre des pièces de bois en composite densifiées délignifiées, obtenues en utilisant les techniques décrites dans ces travaux.

Figure 1 : Exemples de pièces composites en bois densifié soudifiés. (A) Panneau de porte, (B) rétroviseur latéral, (C) poignée de porte d'une voiture, (D) orthèse, (E) casque ouvert coupé, et (F) couverture de tachymètre d'une voiture. Veuillez cliquer ici pour voir une version plus grande de ce chiffre.
{kind=link}
Protocole
1. Délignification des placages de bois
REMARQUE: Ce protocole de délétrification est basé sur nos travaux précédents, publiés par Frey et al. 20186 et Segmehl et al. 201813.
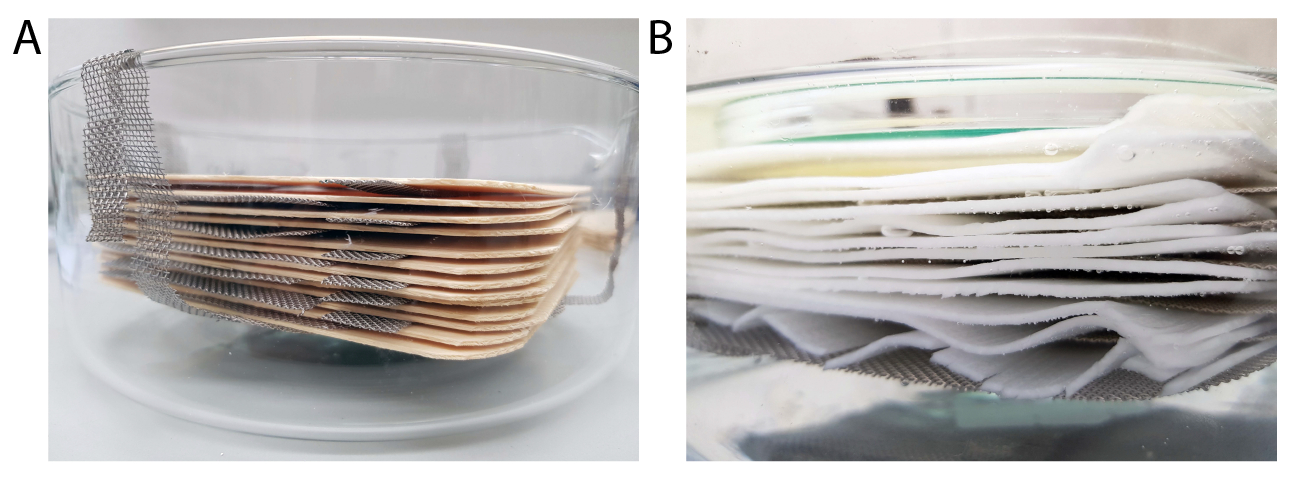
- Montez un porte-échantillon en acier inoxydable dans un plat cristallisant ou dans un bécher et placez une barre magnétique sous le support de l'échantillon. Empilez les placages en bois sur le dessus du support et séparez-les par des mailles métalliques ou des rayures en maille métallique (Figure 2A). Ici, nous utilisons des placages d'épinette coupés radiaux d'une épaisseur de 1,5 mm. Les espèces et le type de bois (tangentiel, radial, placage coupé rotatif) ainsi que l'épaisseur des placages peuvent être variés.
- Préparer un mélange de 1:1 volume de peroxyde d'hydrogène (30 wt%) et l'acide acétique glaciaire et verser le mélange dans le plat cristallisant jusqu'à ce que les placages soient entièrement couverts. Utilisez des plats en verre (p. ex. le plat Petri) pour garder les placages dans la solution. Faire tremper les échantillons dans la solution à température ambiante (RT) pendant la nuit tout en remuant à 150 tr/min.
- Chauffer la solution à 80 oC et exécuter la réaction pendant 6 h pour une déliification complète. Ajuster le temps de dilignification en fonction de l'épaisseur de l'échantillon.
- Après la dignification, versez la solution de dlignification dans un bécher vide et laissez-la refroidir avant l'élimination. Rincer délicatement les placages délignifiés plusieurs fois à l'eau déionisée. Ensuite, continuez à laver les placages sans remuer en remplissant le plat cristallisant (bécher) avec de l'eau déionisée. Remplacer l'eau deux fois par jour jusqu'à ce qu'une valeur de pH de l'eau de lavage supérieure à 5 soit atteinte (figure 2B).
- Manipulez avec soin les placages de bois délignifiés humides, car l'échafaudage de cellulose est plutôt fragile. Utiliser un maillage métallique comme support pour le transport et le drapage (Figure 4).

Figure 2 : Configuration de la déligiation. (A) Plat cristallisant avec porte-échantillon en maille métallique et placages en bois empilés sur le support de l'échantillon. Des rayures en maille métallique séparent les placages individuels les uns des autres. (B) Placages delignfied recouverts d'eau pendant le processus de lavage. Veuillez cliquer ici pour voir une version plus grande de ce chiffre.
{kind=link}
2. Stockage et production de «prérègne de cellulose»
- Envisagez de traiter les échantillons de bois dilignifié soudure humide dans un délai de 2 à 3 semaines. Vous pouvez également conserver le matériau pour le stockage à long terme dans l'éthanol (EtOH) ou sécher les feuilles entre les mailles de métal.
- Entreposez les feuilles sèches et plates de cellulose (« prérègnes de cellulose ») en dessous de 65 % d'humidité relative (RH). Remorquage des feuilles dans l'eau avant de façonner et de traiter.
3. Densification et formation de bois delignifié dans des moules fermés
- Utilisez des moules fermés fabriqués à partir d'un matériau à porosité ouverte (p. ex. moules en céramique, moules en polymère imprimés en 3D poreux) pour permettre l'enlèvement de l'eau et un séchage suffisant. La taille des pores doit être inférieure à 2 mm, surtout vers la surface, afin d'obtenir une surface lisse de la partie composite finale.
- Conditionner le bois dilignifié à RH désiré. Pour les radii de courbure dans la gamme de cm ou les structures d'avion, utilisez des échantillons qui sont conditionnés à 95% RH à 20 oC. Pour les radii de courbure plus petits, drapez le placage dans l'état saturé d'eau, pissez le matériau drapé dans un moule ouvert à 95% RH, ou pissez le matériel dans un four (65 oC) pendant 5-30 min (le temps dépend de l'épaisseur de l'échantillon). Les considérations de courbure sont faites par rapport à l'épaisseur du placage (ici 1,5 mm).
- Densify le matériel dans le moule fermé soit en utilisant des pinces à vis ou dans une presse. Réajuster la pression si nécessaire pour compenser le rétrécissement. Le processus de séchage peut être accéléré en plaçant le moule dans un four à 65 oC ou en augmentant la température de la presse.
REMARQUE : Une pression relativement basse dans la gamme de quelques MPa est suffisante pour densifier le bois dignifié humide. L'épaisseur finale peut être contrôlée en utilisant des espaceurs avec l'épaisseur ciblée entre les surfaces de moule plutôt qu'en contrôlant la pression. - Après le séchage complet, démouler la partie composite et réutiliser le moule pour une nouvelle course.
4. Mise en forme et densification sous vide du bois dignifié dans les moules ouverts
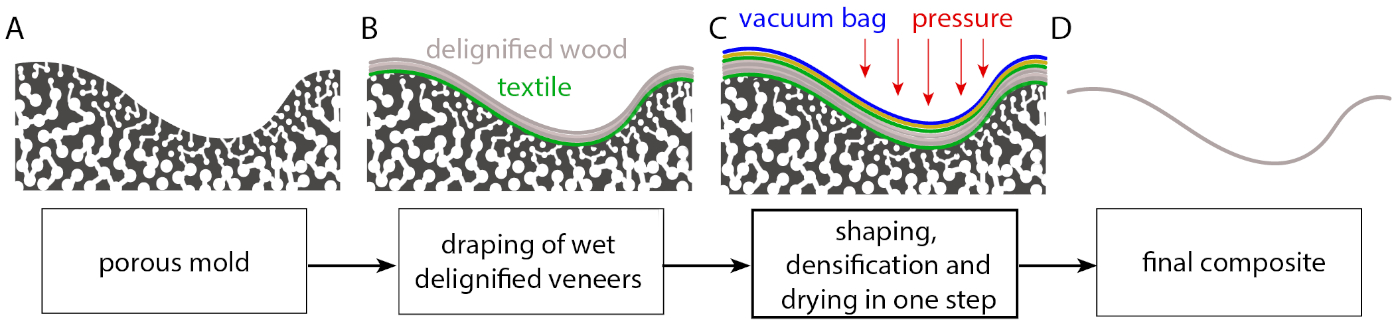
- Utilisez un moule ouvert poreux tel que décrit dans 3.1. Vous pouvez également utiliser des moules non poreux avec une couche poreuse (p. ex. maille, textile, respirateur) sur le dessus du moule ou sur le bois dilignifié pour permettre le séchage (figure 3A).
- Utilisez une couche textile (p. ex. pelage-ply) pour protéger le moule contre la contamination. Drapez un placage diffamatoire saturé d'eau sur le dessus du textile (figure 3B) et couvrez-le d'une deuxième couche textile et d'un maillage d'écoulement.
REMARQUE : Pour obtenir une finition lisse de surface, nous recommandons d'utiliser le traitement poreux de moule fermé. Pour cela, remplacez le maillage d'écoulement par la partie supérieure poreuse du moule. Cependant, si le modelage de surface avec par exemple un maillage est désiré, le processus de moule ouvert est une bonne alternative. - Placer le moule sur une plaque en acier inoxydable, appliquer du ruban adhésif et un tube sous vide, et envelopper le moule (ouvert ou fermé) avec un sac sous vide. Utilisez un maillage d'écoulement pour permettre l'écoulement de l'eau vers le tube à vide. Optionnellement, placez des couches de maillage supplémentaires sous le moule pour améliorer le processus de séchage et pour éviter les chutes de pression du vide local, en particulier pour les pièces plus grandes (figure 3C).
- Appliquer un aspirateur pour le séchage et la densification simultanée du composite. Pour un séchage accéléré, placez la configuration dans un four à température élevée (p. ex. 65 oC).
REMARQUE : Assurez-vous d'utiliser des pièges à froid pour éviter que l'eau n'entre dans la pompe à vide. Nous utilisons ici une pompe à huile dans une plage de pression de 10-2 bar. Cependant, il est également possible d'utiliser une pompe à membrane, mais des compromis concernant le degré de densification pourraient être pris en compte. - Après le séchage, démouler le composite sec et réutiliser la moule et la configuration du vide pour une nouvelle pièce composite (Figure 3D).

Figure 3 : Illustration schématique du processus de moule ouvert. (A) Moule poreux avec de plus petits pores vers la surface. (B) Bois delignifié drapé sur le dessus du moule poreux (gris) et couche textile facultative pour la protection des moisissures (vert). (C) Textile, maille d'écoulement et sac sous vide placé sur le dessus du bois dignifié. La pression est appliquée à travers le sac sous vide et conduit à la densification et au séchage du matériau. (D) Composite final après démoldage. Veuillez cliquer ici pour voir une version plus grande de ce chiffre.
{kind=link}
5. Fabrication de pièces composites stratifiées
- Fabriquez d'épaisses pièces composites multicouches par des techniques de pose et choisissez l'angle d'orientation des fibres des couches (p. ex. [0 '], [0 '/90 '], [0 '/-45 '/90 '/45 ']S) comme dans la fabrication composite traditionnelle.
REMARQUE : Le nombre de couches peut être choisi en fonction de l'épaisseur ciblée de la partie finale. Cependant, le temps de vide dépend fortement de la taille et de l'épaisseur de la pièce et varie de 2 h (couche unique, 1,5 mm d'épaisseur) à 2 jours pour une pièce de 8 plis. - Augmenter la liaison entre les couches de bois dilignées en appliquant l'adhésif entre les couches pendant le processus de drapage. Utilisez un adhésif à base d'eau (p. ex. amidon) qui permet le séchage et le durcissement combinés de l'adhésif.
REMARQUE : Nous appliquons 0,04 g/cm2 d'une solution d'amidon de 16,5 wt% entre les couches. Cependant, d'autres colles à base d'eau pourraient être utilisées alternativement. - Démouler la partie composite et la finition de la machine à la main ou avec l'outillage en bois standard (Figure 6E,F).
6. Réutilisation et recyclage des pièces composites
- Placer dans l'eau des composites de bois non collés délignifiés jusqu'à ce que la pièce retrouve sa forme. Ensuite, soit remodeler le matériau pour obtenir un nouveau produit (voir Frey et al., 20197) ou le réduire en petits morceaux.
- Réutiliser les petits morceaux de bois dignifié pour créer de nouveaux produits inspirés des techniques standard de pâte (p. ex. moulage de pâte) et enfin laisser le matériau se biodégrader après la fin de vie.
Résultats
Délignification et manipulation des placages de bois.
La dlignification complète conduit à une réduction de masse d'environ 40% et une réduction de volume d'environ 20% après le séchage à 65% RH6. Outre la lignine, une fraction d'hémicelluloses est enlevée aussi. L'enlèvement de ces composants entraîne un matériau fragile de cellulose (voir la figure 4). L'utilisation de mailles métalliques comme supports facilite la manipulation et le drapage.

Figure 4 : Manipulation du bois dignifié à l'état humide. (A) Bois fragile dlignifié à l'état humide. (B) La manipulation du matériau est facilitée par l'utilisation d'un maillage métallique pour le transport ou (C) pour draper le matériau à un moule. (D) Bois delignifié drapé sur un moule poreux imprimé en 3D. Veuillez cliquer ici pour voir une version plus grande de ce chiffre.
{kind=link}
Densification et formation de bois delignifié dans des moules fermés.
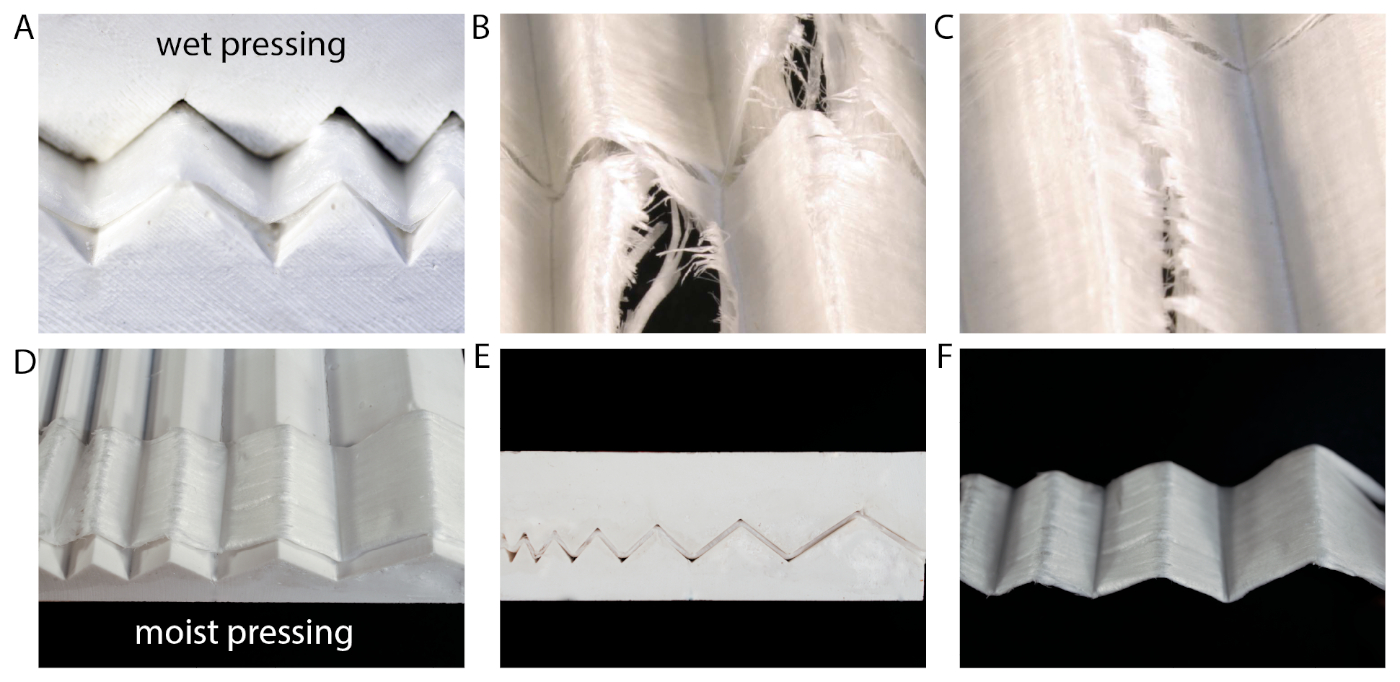
La densification du bois dignifié saturé d'eau(figure 5A-C) est exigeante, car l'eau libre dans l'échafaudage crée une contre-pression lors de la densification et permet au matériau de circuler pendant le traitement. Cela provoque des déviations de fibres et des fissures dans le matériau final (Figure 5B,C). Une possibilité de contourner ces limitations est d'utiliser du bois humide préconditionné (95% RH et 20 oC), du bois dilignifié. Dans cet état, le bois dignifié est encore raisonnablement formel et sa densification ne conduit pas à des distorsions et des défauts d'alignement de fibres.
Le matériau préconditionné, cependant, est plus rigide par rapport à l'état saturé d'eau, ce qui rend difficile d'obtenir de petits radii de courbure sans dommages matériels. Pour les petits radii de courbure, le drapage humide suivi d'un conditionnement dans un état préalable de densification déjà en forme peut être utilisé. Cependant, le conditionnement prend plutôt du temps et n'est donc pas recommandé pour les applications à grande échelle.

Figure 5 : Densification à moule fermé du bois dignifié à l'état humide et humide. (A) La densification du matériau de cellulose saturé e de l'eau entraînedesfissures et un désalignement des fibres. (D-F) La densification des matériaux humides, conditionné à 95% RH se traduit par une meilleure préservation de l'alignement des fibres et moins de défauts. Veuillez cliquer ici pour voir une version plus grande de ce chiffre.
{kind=link}
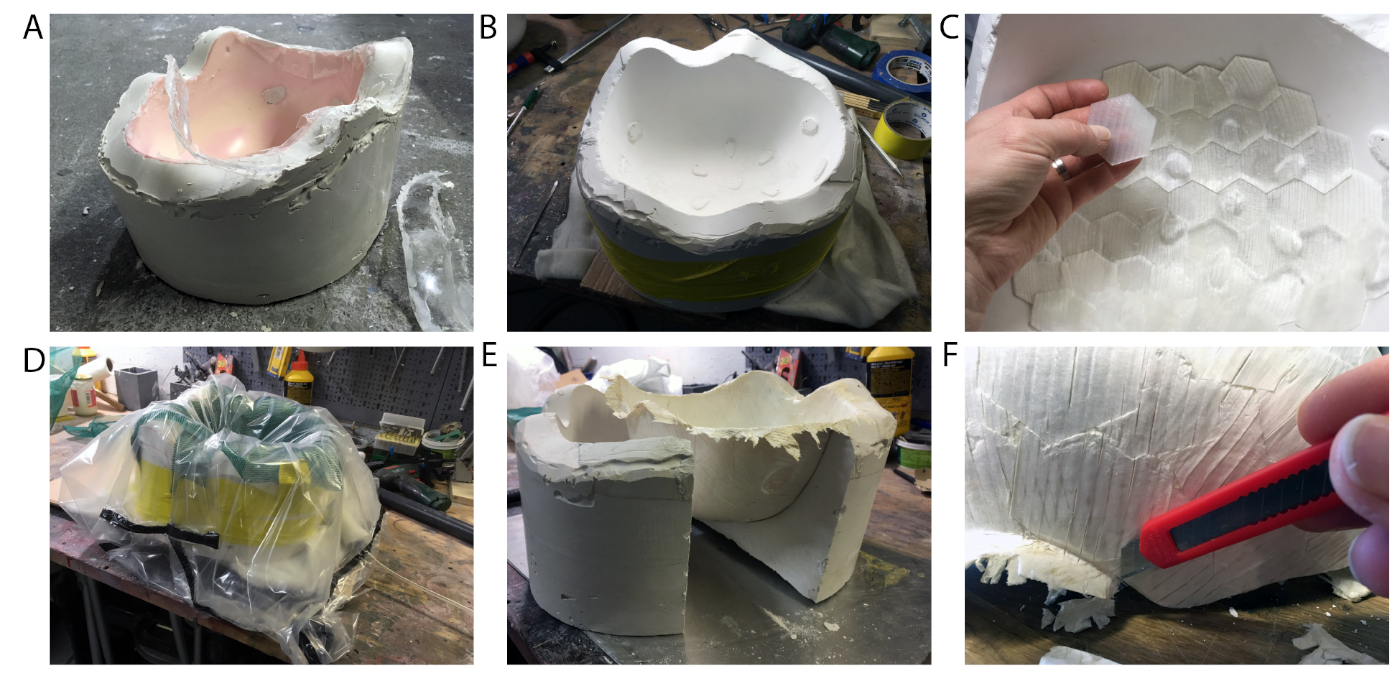
Mise en forme et densification sous vide d'une pièce stratifiée dans un moule ouvert.
Exemplarily pour la mise sous vide, nous avons fabriqué un casque dans un moule auto-fait de gypse utilisant un processus ouvert-moule (figure 6A,B). En tant que pose, nous avons drapé 2 couches de flocons hexagonaux pour la texturation de surface suivies de 4 couches de placage de bois délignifié dans un [0 '/90 '] lay-up (Figure 6C). Les flocons offrent une conception de surface attrayante, tandis que les couches unidimensionnelles (UD) ajoutent de la force et de la rigidité au composite. Nous avons appliqué 16.5 wt% amidon comme adhésif entre les couches pour empêcher la délamination14.
La densification sous vide(figure 6D) entraîne un séchage complet de la pièce dans un rayon de 48 h et une densification jusqu'à une épaisseur de 3 mm (1/3rd de l'épaisseur initiale). Après le traitement sous vide, la partie composite est démolie (Figure 6E) et les bords sont garnis d'un cutter (Figure 6F).
L'épaisseur maximale de layup qui pourrait être densifiée et entièrement séchée avec l'approche de moulage ouvert était un layup de 8 couches (8 x 1,5 mm de placage) avec une épaisseur finale de cette partie de 2,5 mm, ce qui correspond à une densification jusqu'à environ un quart de l'épaisseur initiale du bois sec delignified, en tenant compte du rétrécissement de couche sur la dlignification et le séchage. Pour obtenir des degrés de densification aussi élevés, un vide bas de l'ordre de 10à 2 barres est nécessaire.
Les composites de bois delignifiés qui sont densifiés à environ un quart de leur épaisseur initiale atteignent typiquement des valeurs élastiques de moduli autour de 25 GPa et des valeurs de force dans la gamme de 150-180 MPa, comme indiqué dans nos travaux précédents (tableau 1)7.

Tableau 1 : Valeurs littéraires pour le modulus élastique de la tension et la résistance du bois densifié. Le traitement sous vide entraîne une densification jusqu'à 1/4ème de l'épaisseur initiale, ce qui correspond à un FVC de 66%.

Figure 6 : Fabrication d'un casque par traitement à moulet ouvert. (A,B) Moulage du casque d'origine à l'aide d'un moule gypse. (C) Draping de deux couches extérieures avec des flocons hexagonaux suivis d'draper les 4 couches intérieures dans un layup [0/90]. (D) Densification et séchage de la pièce sous vide. (E) Démoldage de la partie sèche et (F) finir à l'aide d'un cutter. Veuillez cliquer ici pour voir une version plus grande de ce chiffre.
{kind=link}
L'utilisation des mailles d'écoulement entraîne généralement une empreinte de maille dans l'échantillon. Cela peut être considéré comme une stratégie de conception inhérente au processus ou peut être évité en plaçant une couche textile plus épaisse supplémentaire entre le bois dignifié et le maillage d'écoulement.
Alternativement, les moules fermés combinés avec le traitement sous vide comme décrit dans l'étape de protocole 4.2 peuvent être employés. Des motifs réguliers peuvent être obtenus en plaçant de petits morceaux de placages délignifiés dans un ordre défini, comme le montre auparavant notre exemple avec le motif hexagonal sur le casque.
Les problèmes qui peuvent survenir pendant le traitement sous vide comprennent les pages de guerre dans la partie composite, qui sont causées par un séchage incomplet et l'apparition de fissures (figure 7). Les fissures donnent principalement du bois dignifié qui a été stocké dans etOH avant la fabrication de composites. Par conséquent, après le stockage EtOH, nous recommandons de tremper soigneusement le bois délignifié dans l'eau avant de poursuivre le traitement. En outre, un drapage soigneux suivi d'une légère densification à la main pour enlever un peu d'eau libre réduit le risque de fissuration.

Figure 7 : Problèmes possibles liés à la fabrication de géométries complexes. (A) Vue arrière et (B) vue latérale du casque fabriqué. (C,D) Petites fissures dues au rétrécissement du matériau pendant le traitement. Veuillez cliquer ici pour voir une version plus grande de ce chiffre.
{kind=link}
Réutilisation ou décomposition des pièces composites.
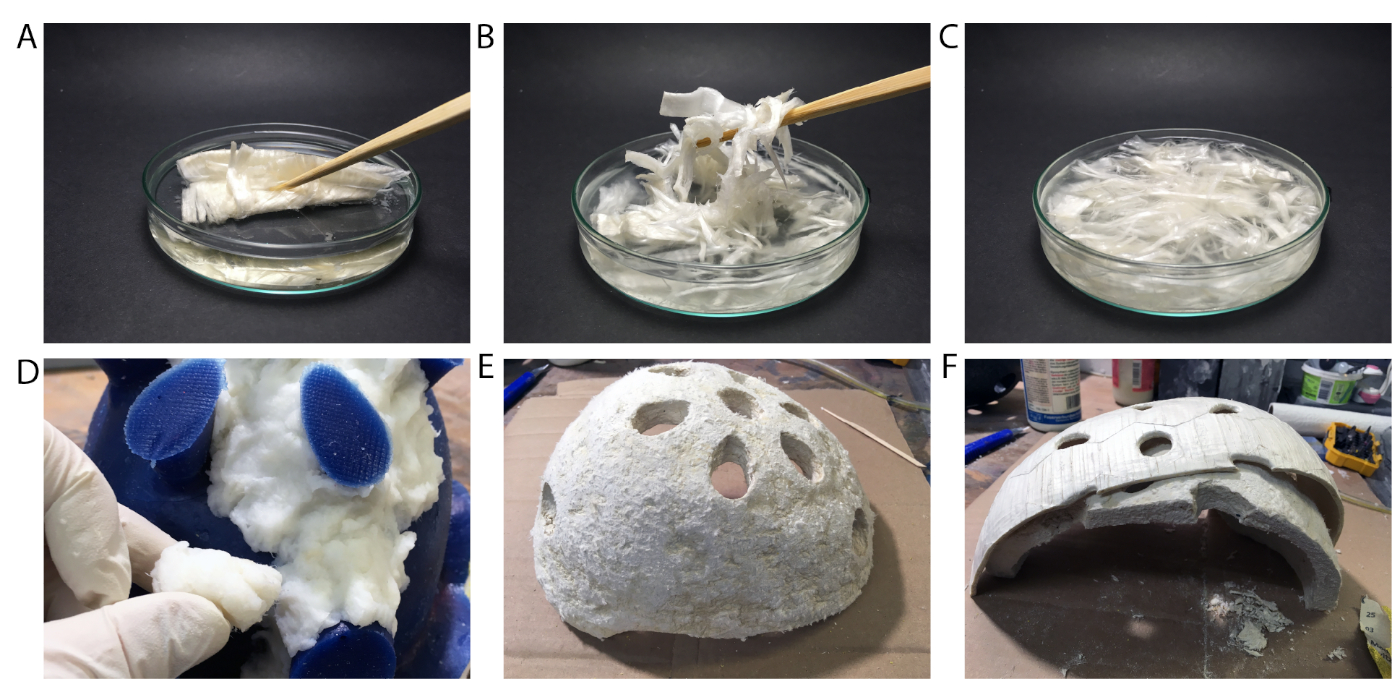
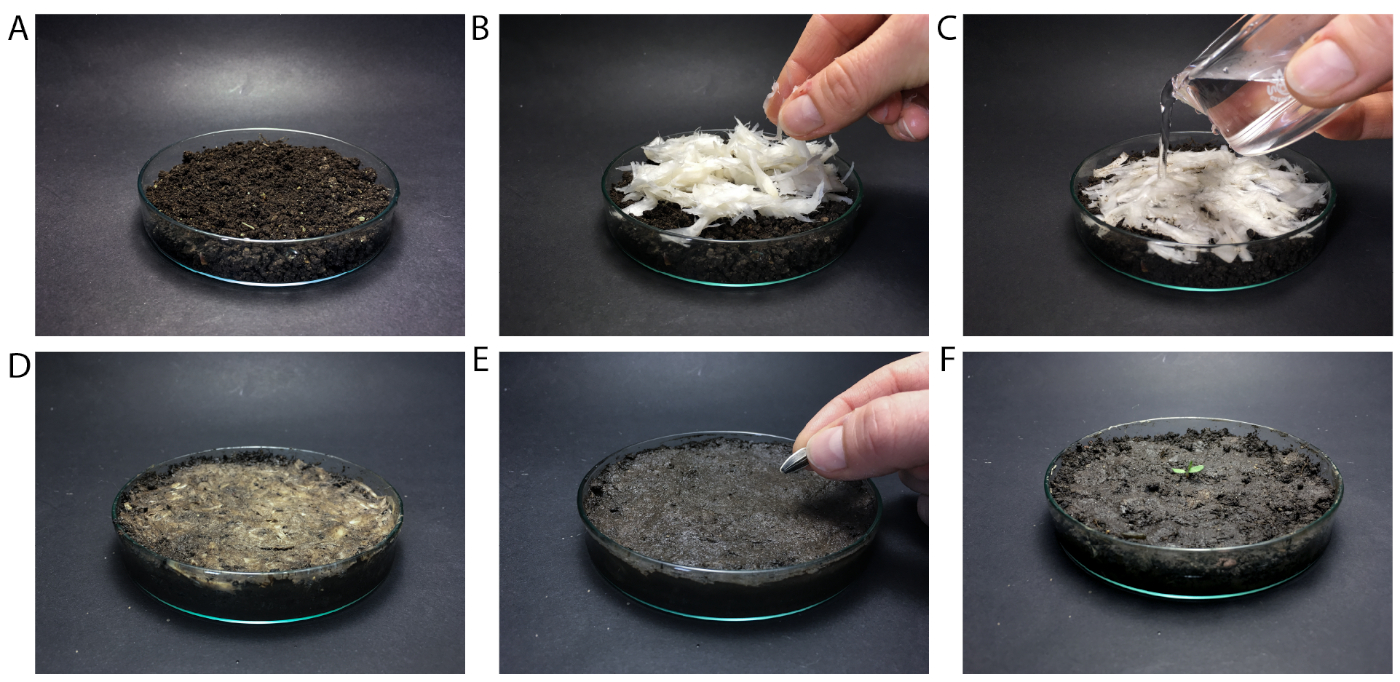
Notre composite d'amidon de cellulose est entièrement bio-basé et peut se désintégrer dans l'eau. D'une part, l'hydrophilie du matériau est un inconvénient, car elle conduit à une performance mécanique réduite lorsqu'il est en contact avec l'eau. Une méthode simple pour protéger le composite de l'eau liquide comprend des revêtements hydrophobes, comme nous l'avons montré dans Frey et al. 20197. D'autre part, un comportement hydrophile du matériau peut également être bénéfique quand il s'agit de fin de vie utilisation et les aspects de recyclage. L'échantillon peut simplement être désintégré dans l'eau en petits morceaux et la boue fibreuse peut être utilisée pour la production de nouveaux produits à base de fibres, comme le montre la figure 8. De plus, le matériau fibreux est entièrement biodégradable, comme le montre la figure 9.

Figure 8 : Réutilisation de fibres de bois délignifiées. (A-C) Réduction des placages de bois en petits morceaux en dispersant le matériau dans l'eau. (D-F) Réutilisation de la boue de fibre pour produire la doublure d'un casque. (D) Reveting d'un moule de silicium avec la boue de fibre. (E) Doublure finale du casque. (F) Doublure en bois délignifié désintégré à l'intérieur de la coque dure du casque. Veuillez cliquer ici pour voir une version plus grande de ce chiffre.
{kind=link}

Figure 9 : Dégradation des fibres de bois délignifiées. (A) Plat Petri rempli de terre. (B) Placer la boue de fibre sur le dessus du sol et (C) le remplir d'eau. (D) Biodégradation après une journée, (E) après huit jours, et (F) après 26 jours. Veuillez cliquer ici pour voir une version plus grande de ce chiffre.
{kind=link}
Discussion
Nous présentons des techniques de fabrication polyvalentes pour obtenir des composites à base de bois délignifiés de haute performance et suggérer des stratégies possibles de réutilisation et de recyclage. Le traitement des moules fermés préalable au préconditionnement du matériau, car il ne peut pas être traité dans un état saturé d'eau. L'utilisation d'un processus de moule fermé, cependant, pourrait être la méthode de choix surtout si par exemple il n'y a pas de configuration sous vide disponible ou si une belle (lisse) finition de surface sur les deux côtés est souhaitée.
Le traitement sous vide à moule ouvert du bois dignifié permet de combiner la mise en forme, la densification et le séchage d'échantillons saturés d'eau dans une approche simple et évolutive. La technique est applicable pour la production de géométries complexes et offre une alternative évolutive pour les processus à moule fermé. Nous avons fabriqué des composites en empilant des placages en bois délignifiés à l'aide d'amidon comme adhésif entre les couches. La densification jusqu'à un quart de l'épaisseur initiale a donné une épaisseur finale de 2,5 mm de la partie composite de 8 couches d'épaisseur. Pour obtenir une finition de surface plus lisse dans le processus de vide, l'utilisation d'un moule poreux fermé pourrait être une alternative appropriée.
Pour les deux méthodes de traitement, nous recommandons l'utilisation d'un système adhésif entre les couches de bois délignifiées afin de diminuer le risque de délamination. Pour l'exemple donné, nous choisissons l'amidon, car il s'agit d'une colle bio-basée bien connue pour les produits de pâtes et papiers, comme les sacs en papier, et est à base d'eau. Les travaux futurs porteront sur la fabrication de stratifiés plus épais afin de résoudre les limites actuelles en termes de séchage et de déviations de débit de fibres.
En général, le traitement sous vide du bois dignifié a le potentiel pour une production facile et rapide de composites de fibre de cellulose densifiéà grande échelle. Après avoir abordé le problème de durabilité du matériau en appliquant des revêtements appropriés, des systèmes adhésifs stables à l'eau ou des modifications chimiques, les applications industrielles possibles peuvent inclure des composants automobiles tels que des panneaux de porte, des planchers et des tableaux de bord. Notre matériau pourrait remplacer les métaux ou les composites renforcés de fibres afin de réduire le poids pour une meilleure efficacité énergétique et d'améliorer la recyclabilité.
Déclarations de divulgation
Les auteurs n'ont rien à révéler.
Remerciements
Les auteurs remercient Silvan Gantenbein pour l'impression 3D de moules poreux.
matériels
| Name | Company | Catalog Number | Comments |
| Acetic acid | VWR Chemicals | 20104.312 | |
| Breather | Suter Kunststoffe AG | 923.015 | |
| Flow mesh/bleeder | Suter Kunststoffe AG | 180.007 | |
| Gypsum | Suter Kunststoffe AG | 115.3002 | |
| Hydrogen peroxide, 30% | VWR Chemicals | 23622.298 | |
| Oven | Binder GmbH | ||
| Press | Imex Technik AG | ||
| Seal tape | Suter Kunststoffe AG | 31344 | |
| Stainless steel mesh | Drawag AG | ||
| Starch | Agrana Beteilungs AG | ||
| Textile, peel ply | Suter Kunststoffe AG | 222.001 | |
| Vacuum bag | Suter Kunststoffe AG | 215.15 | |
| Vacuum bag, elastic | Suter Kunststoffe AG | 390.1761 | elastic vacuum bag for complex shapes |
| Vacuum pump | Vacuumbrand | ||
| Vacuum tubing | Suter Kunststoffe AG | 77008.001 | |
| Wood veneers | Bollinger AG |
Références
- Joshi, S. V., Drzal, L. T., Mohanty, A. K., Arora, S. Are natural fiber composites environmentally superior to glass fiber reinforced composites? Composites Part A: Applied Science and Manufacturing. 35 (3), 371-376 (2004).
- Mohanty, A. K., Misra, M., Drzal, L. T. Sustainable Bio-Composites from Renewable Resources: Opportunities and Challenges in the Green Materials World. Journal of Polymers and the Environment. 10 (1), 19-26 (2002).
- Mohanty, A. K., Vivekanandhan, S., Pin, J. M., Misra, M. Composites from renewable and sustainable resources: Challenges and innovations. Science. 362 (6414), 536-542 (2018).
- Pickering, K. L., Efendy, M. G. A., Le, T. M. A review of recent developments in natural fibre composites and their mechanical performance. Composites Part A: Applied Science and Manufacturing. 83, 98-112 (2016).
- Woigk, W., et al. Interface properties and their effect on the mechanical performance of flax fibre thermoplastic composites. Composites Part A: Applied Science and Manufacturing. 122, 8-17 (2019).
- Frey, M., et al. Delignified and Densified Cellulose Bulk Materials with Excellent Tensile Properties for Sustainable Engineering. ACS Applied Materials & Interfaces. 10 (5), 5030-5037 (2018).
- Frey, M., et al. Tunable Wood by Reversible Interlocking and Bioinspired Mechanical Gradients. Advanced Science. 6, 1802190(2019).
- Yano, H., Hirose, A., Collins, P., Yazaki, Y. Effects of the removal of matrix substances as a pretreatment in the production of high strength resin impregnated wood based materials. Journal of Materials Science Letters. 20 (12), 1125-1126 (2001).
- Song, J., et al. Processing bulk natural wood into a high-performance structural material. Nature. 554 (7691), 224(2018).
- Shams, M. I., Yano, H., Endou, K. Compressive deformation of wood impregnated with low molecular weight phenol formaldehyde (PF) resin I: effects of pressing pressure and pressure holding. Journal of Wood Science. 50 (4), 337-342 (2004).
- Yano, H. Potential strength for resin-impregnated compressed wood. Journal of Materials Science Letters. 20 (12), 1127-1129 (2001).
- Keplinger, T., Wang, X., Burgert, I. Nanofibrillated cellulose composites and wood derived scaffolds for functional materials. Journal of Materials Chemistry A. 7 (7), 2981-2992 (2019).
- Segmehl, J. S., Studer, V., Keplinger, T., Burgert, I. Characterization of Wood Derived Hierarchical Cellulose Scaffolds for Multifunctional Applications. Materials. 11 (4), 517(2018).
- Maurer, H. W., Kearney, R. L. Opportunities and challenges for starch in the paper industry. Starch-Stärke. 50 (9), 396-402 (1998).
Réimpressions et Autorisations
Demande d’autorisation pour utiliser le texte ou les figures de cet article JoVE
Demande d’autorisationThis article has been published
Video Coming Soon
À PROPOS DE JoVE
Copyright © 2025 MyJoVE Corporation. Tous droits réservés.