
Method Article
Fabricação de Aorta Abdominal hidrogel tecido-imitando Phantoms por ultra-som Elastography validação
Neste Artigo
Resumo
Aqui nós descrevemos um método para fabricar aneurismático, aórtico tecido-imitando os phantoms para uso em testes elastography de ultra-som. O uso combinado de desenho assistido por computador (CAD) e 3-dimensional (3D) impressão técnicas produzem aórtica phantoms com geometrias complexas, previsíveis para validar o elastographic imagem algoritmos com experimentos controlados.
Resumo
Elastography ultra-som (US), ou imagem de elasticidade, é um complemento de imagem técnica que utiliza imagens de E.U. sequenciais dos tecidos moles para medir o movimento do tecido e inferir ou quantificar as características biomecânicas subjacentes. Para aneurismas da aorta abdominais (AAA), propriedades biomecânicas, tais como alterações no módulo de elasticidade do tecido e estimativas do stress tecido podem ser essenciais para avaliar a necessidade de intervenção cirúrgica. Aneurismas da aorta abdominal U.S. elastography poderia ser uma ferramenta útil para monitorar a progressão do AAA e identificar as alterações nas propriedades biomecânicas características de pacientes de alto risco.
Um objetivo preliminar no desenvolvimento de uma técnica elastography AAA nos é a validação do método usando um modelo fisicamente relevante com conhecidas Propriedades do material. Aqui nós apresentamos um processo para a produção de espectros de tecido-imitando AAA com geometrias fisicamente relevantes e espacialmente moduladas Propriedades do material. Esses espectros de tecido visam imitar os EUA Propriedades módulo material e geometria dos aneurismas da aorta abdominais. Espectros de tecido são feitos usando um cryogel de álcool polivinílico (PVA-c) e moldado usando peças impressas 3D criadas usando software de design (CAD) auxiliado por computador. O módulo de elasticidade dos phantoms é controlado, alterando a concentração de PVA-c e alterando o número de ciclos de congelamento e descongelamento usado para polimerizar o cryogel. Os phantoms AAA estão ligados a uma bomba hemodinâmica, projetada para deformar os espectros com a pressão cíclica fisiológica e fluxos. Sequências de ultra som imagem dos phantoms se deformando permitidos para o cálculo espacial da estirpe pressão normalizada e a identificação das propriedades mecânicas da parede do vaso. São apresentados resultados representativos da estirpe pressão normalizada.
Introdução
Aneurismas da aorta abdominais (AAA) são ampliações focais da aorta que ocorrem preferencialmente perto da bifurcação aórtica1. A causa exata da formação do AAA é desconhecida, embora muitas teorias sugerem que a patogênese é multifatorial, com fatores genéticos, comportamentais, hemodinâmicos e ambientais contribuindo2,3. Enquanto o diagnóstico de um aneurisma da aorta abdominal pode ser obtido usando técnicas de imagem não-invasivos, a previsão do risco de ruptura do paciente específico não é tão preciso4,5,6. Reparo cirúrgico pode reduzir o risco de ruptura da aorta, mas reparo operatório da aorta carrega uma alta taxa de associado de morbidade e mortalidade7. Práticas cirúrgicas atuais usam os "critérios de tamanho máximo", ou com diâmetro máximo absoluto dos aneurismas, para prever o risco de um paciente de ruptura. Infelizmente, também estabeleceu que um aneurisma rompe ainda abaixo tamanhos clinicamente aceitáveis para o reparo cirúrgico, significando que os pacientes com aneurisma qualquer tamanho carregam algum risco de ruptura8,9, 10 , 11 , 12 , 13. Além disso, sabe-se que relatórios históricos de risco de ruptura são prováveis excesso de estimativas do risco de ruptura de verdade, ou seja, muitos pacientes estão expostos a riscos cirúrgicos sem benefício13. Uma avaliação mais precisa do risco de ruptura do paciente específico é necessário para estratificar o risco-benefício do paciente de sofrendo reparo cirúrgico do aneurisma.
Tem sido demonstrado que a distribuição espacial de stress dentro de um AAA é de fundamental importância na determinação do potencial de ruptura e pode ser um indicador melhor do que o diâmetro máximo14,15,16,17 , 18. a maioria dos estudos recentes que investigam a mecânica de ruptura do AAA usa geometrias segmentadas de radiografia computadorizada imagens de tomografia computadorizada (TC), e propriedades mecânicas do tecido aórtico medido a média de população ex vivo. Modelos de elementos finitos (FE) são usados para prever o vaso parede salienta14,15,16,17,18. No entanto, porque as propriedades mecânicas são determinadas após a excisão do tecido, não está claro se os modelos resultantes com precisão retratam o resultante na vivo salienta paciente específico. Estes estudos normalmente assumem navio homogêneo propriedades materiais de parede e não levam em conta para a estrutura altamente heterogênea da parede da aorta e trombo19,20,21,22 ,23,24,25.
Imagem de elasticidade baseados em ultra-som é usada clinicamente para diagnosticar e monitorar uma variedade de doenças patologias26. Essa tecnologia fornece um meio não-invasivo para interrogar as interações físicas dos tecidos moles. Imagem latente de elasticidade vascular dos EUA tem sido usado como adjuvante de modalidade para avaliação clínica de E.U. na exibição de imagens e monitoramento de AAAs. A combinação dessas técnicas fornece tanto informações geométricas, tais como o diâmetro e comprimento, bem como dados mecânicos, tais como a relativa rigidez e variação de rigidez. Enquanto muitas técnicas de imagem de elasticidade exigem uma carga externa para induzir uma deformação do tecido mensurável, o movimento do tecido a ser medido aqui é induzido por alterações na pressão aórtica causada pelo coração a bater. Inúmeros métodos têm sido publicados para resolver espacialmente campos de tensão em deformar os navios, entretanto, estudos de validação desses métodos foram limitados a pacientes humanos, modelos animais ou ex vivo tecido amostras27,28 ,29,30,31,32. Até à data, alguns métodos permitem criações de geometrias personalizadas com propriedades material variado espacialmente27,29.
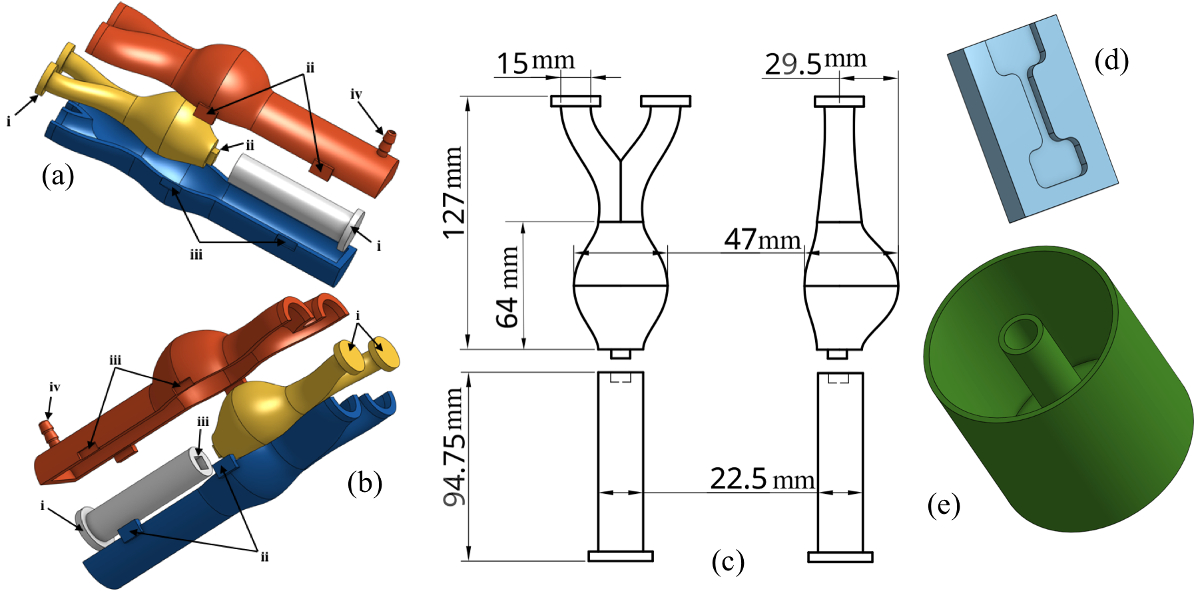
Aqui nós apresentamos um método de fabricação nos espectros compatíveis, imitação de tecido que podem ser adaptados a uma variedade de geometrias aórtica relevantes e propriedades do material para validação das técnicas de elastography dos EUA. Embora grupos anteriores tem sido capazes de projetar os phantoms de geometria complexa para imitar geometrias AAA usando 3D impressão tecnologia33,34, borrachas para impressão são conhecidas por terem uma elevada atenuação para EUA e não tem meios para mais tarde seus Propriedades do material. Fantasmas são feitas de cryogel de álcool polivinílico (PVA-c), que foi mostrado anteriormente ser ideal para imitar o tecido vascular propriedades35. Esses fantasmas podem ser usadas nos EUA, ressonância magnética e elastographic de imagem36,37,38. A geometria de aneurisma da aorta foi projetada da mesma forma que o modelo de simulação, criado por Vorp et al 14. o navio tem um diâmetro nominal de 22,5 mm e tem uma protuberância aneurismática que é saliência de 64 mm, 47 mm de diâmetro e excêntrico (β = 0,6)14 para o lado anterior do fantasma. A última seção imita a bifurcação ilíaca com um diâmetro distal de 15 mm. O fantasma foi escolhido para ter uma espessura constante de aproximadamente 5 mm. Raul et al. relataram em um pequeno estudo que a espessura do vaso de AAA varia de 0.23-4.26 mm, com um valor médio de 1,48 mm39. Espessura nominal do navio na extremidade maior do que o espectro foi escolhida aqui para a fabricação de preocupações com a expectativa de que melhorou as técnicas de impressão 3D irão melhorar a espessura mínima de fantasma que é capaz de ser moldado. Moldes de fantasma foram desenhadas em CAD e são 3D impresso usando o filamento e impressoras disponíveis comercialmente.
Os moldes são injeção preenchido com a solução de PVA-c e submetido a uma série de ciclos de congelamento/descongelamento (-20 ° C e + 20 ° C) para cross-link do polímero de PVA-c e polimerizar o gel. O módulo de elasticidade do PVA-c é controlado, alterando a concentração de gel PVA-c ou o número de ciclos de gelo-degelo. A seção aneurismática do molde fantasma perda necessária para remover o lúmen interno do vaso. Isso foi conseguido através da utilização de um álcool polivinílico, filamento impressora 3D (PVA). Embora quimicamente similar ao pó PVA-c, o filamento PVA não polimerizar quando congelado e, como tal, pode ser dissolvido na água depois que o PVA-c foi definido. Moldes de exemplo adicionais são impressos para criar amostras testes elástica, em uma configuração de "osso de cachorro", com a mesma concentração de PVA-c. Estes moldes passam por ciclos de congelamento/descongelamento mesmo e são usados para testes de tração para medir independentemente a elasticidade das seções fantasmas. Um material de fundo foi fabricado com mais macia PVA-c, feita para simular tecidos o retroperitônio40,41. Este fundo fantasma foi fabricado como um tubo cilíndrico axissimétrico homogêneo com um diâmetro interno de 4 cm, um diâmetro exterior de 16,5 cm e um comprimento de 16,5 cm. Foi feita a partir de uma solução a 5% PVA e submetido a um total de dois ciclos de congelamento e descongelamento.
Os phantoms AAA finais foram colocados no fantasma de fundo e conectados, através de encaixes de tubo e as braçadeiras, a uma bomba de água hemodinâmica projetado para deformar os phantoms com pressões e fluxos cíclicos fisiológicos. A velocidade da bomba foi definida para entregar aproximadamente 6-7 kPa pressão pulso a uma taxa de aproximadamente 1 sequências de imagem sonora Hz. Ultra dos phantoms se deformando foram coletadas, e a tensão de pressão normalizada foi calculada para identificar diferenças no espacialmente variado de propriedades mecânicas. Resultados representativos da pressão tensão normalizada de imagens dentro da região de navio são apresentadas. As crescentes diferenças regionais na tensão normalizada dos phantoms heterogêneos mais aguerridas, em relação o fantasma homogêneo, demonstram as diferenças a rigidez da embarcação e nossa capacidade de medi-lo.
Protocolo
1. baixar modelos STL do NIH Exchange impressão 3D
- Navegue até a troca de impressão 3D NIH (3dprint.nih.gov) e na entrada de busca digite Simulado aneurismática da aorta molde do fantasma e pressionar a tecla enter.
- Na lista subsequente retornada da busca, encontrar o modelo " 3DPX-009210" e clique em entrada.
- Clique no botão download e posteriormente, clique no arquivo de Mold.zip fantasma da aorta aneurismática simulada de lista drop-down para baixar este arquivo.
- Duplo clique no arquivo baixado para descompactá-lo e armazenar os arquivos resultantes (InnerDistSTL.stl, InnerProxSTL.stl, OuterAntSTL.stl, OuterPostSTL.stl, BackgroundMoldSTL.stl e SampleMoldSTL.stl) para o computador usado para impressão 3D em passos 2.1-2.7.
Nota: Um em alternativa pode baixar cada um dos arquivos listados na etapa 1.4 separadamente.
2. 3D impressão de moldes
- Abra o software de interface de impressora 3D e usar o botão Connect para se conectar a impressora.
- Importe o arquivo STL baixado OuterAntSTL.stl (Figura 1um, azul) para o software de impressão 3D. O software de impressão 3D, selecione o botão Editar e orientar a parte do molde clicando no menu Rotate e clicando nos botões X, You Z para alinhar o eixo longitudinal paralelo ao leito de impressão com o fora do molde frente para a cama de impressão. Clique no botão salvar e em seguida clique no botão Imprimir e imprimir a parte do molde usando polilático ácido (PLA) plástico do filamento em uma extrusora de única.

Figura 1 : CAD representação do fantasma, plano de fundo e amostra moldes. (a) - imagens (b) 3D CAD do molde do navio e a orientação das peças para montagem. Espaçadores de registo (i), pinos (ii), buracos (iii) e o orifício são mostrados. (c) desenho do lúmen interno, destacando as dimensões do interior do navio. renderização de (d) CAD dos moldes amostra. renderização de (e) CAD do molde do fantasma de fundo. Clique aqui para ver uma versão maior desta figura.
{kind=link}
- Repita o passo 2.2 para o arquivo de OuterPostSTL.stl (Figura 1um, vermelho).
- Seguindo o mesmo processo do passo 2.2, importar o arquivo STL InnerDistSTL.stl (Figura 1um, branco) para o software de impressão 3D e selecione o botão "Editar" e no Rotate menu clique o X, You Z de botões para alinhar o longo eixo perpendicular à cama impressão e tal que o pino de registo (i) está em contacto com a cama de impressão. Clique no botão salvar e em seguida clique no botão Imprimir e imprimir a parte do molde usando plástico filamento PLA em uma extrusora de única.
Nota: Não imprima esta parte com a estrutura de apoio. Fazer preenchimento não uso, mais de 30% para esta parte impressa. - Importe o arquivo STL SampleMoldSTL.stl (Figura 1d) para o software de impressão 3D. Selecione o botão Editar e no menu Rotate clique nos botões X, You Z para alinhar a parte tal que o interior do molde é virada para cima da cama impressão. Clique no botão salvar e em seguida clique no botão Imprimir e imprimir a parte do molde usando plástico filamento PLA em uma extrusora de única.
Nota: Não imprima esta parte com a estrutura de apoio. Imprima os moldes de 3 ou mais amostra. - Importe o arquivo STL BackgroundMoldSTL.stl (Figura 1e) para o software de impressão 3D. Selecione o botão "Editar" e no menu Rotate clique nos botões X, You Z para alinhar a parte tal que a parte inferior do molde (isto é, a extremidade fechada do cilindro) está enfrentando a cama de impressão. Clique no botão salvar e em seguida clique no botão Imprimir e imprimir a parte do molde usando plástico filamento PLA em uma extrusora de única.
Nota: Não imprima esta parte com a estrutura de apoio. - Importe o arquivo STL InnerDistSTL.stl (Figura 1um, amarelo) para o software de impressão 3D. Selecione o botão "Editar" e no menu Rotate clique nos botões X, You Z para alinhar a parte tal que o eixo longitudinal é perpendicular à cama impressão e pinos de registro de bifurcação (i) estão enfrentando a Imprima a cama. Clique no botão salvar e em seguida clique no botão Imprimir e imprimir a parte do molde usando cloreto de polyvinyl filamento de plástico (PVA) ácido em uma extrusora de única.
- Remova qualquer material de apoio as partes impressas 3D dos passos 2.1-2.7 (Figura 2a).
Nota: Não é necessário remover a estrutura de suporte da parte exterior do molde se eles não interfiram com a montagem do molde.

Figura 2 : Navio fantasma molde Assembly e último navio fantasma. (a) o molde impresso final dos moldes do lúmen interno e externo. A extremidade distal do lúmen interno impresso em um plástico PVA solúvel e está ligada à extremidade proximal do molde lúmen interno usando cera deformável. (b) tubos ligados à porta de injeção do molde do lúmen externo e a tampa da seringa. (c) o molde do lúmen interno após o revestimento de pulverizador de vedante flexível. (d) a montagem do lado da protuberância do molde do lúmen externo e molde do lúmen interno com PVA-c (tingida de vermelho) adicionado por fantasmas de aneurisma rígida. (e) molde de vaso completo montado e aperta. (f) deformável cera aplicada para as emendas do molde lúmen externo para impedir a fuga do molde PVA-c. (g) fantasma de PVA-c final após 5 ciclos de congelamento/descongelamento e remoção do molde. Clique aqui para ver uma versão maior desta figura.
{kind=link}
3. hidrogel preparação
- Misture 22,2 g de pó de PVA-c em 200 mL de água da torneira (10% em massa) num copo de vidro. A solução para ferver no microondas e misture. Repita este passo até todo o pó PVA é dissolvido e a solução aparece translúcida.
- Suspender a 0,4 g de pó de carbonato de cálcio (0,2% em massa) em 10 mL de água e adicionar à solução de passo 2.1 para atuar como dispersão da ecografia. Misture bem. Cobrir a solução e deixe-a esfriar até a temperatura de quarto (RT).
Nota: Para fantasmas homogêneas salta para passo 3.5 - Misture 17,6 g de PVA-c pó em 100 mL de água da torneira (15% em massa, ou como desejar) num copo de vidro separado. A solução para ferver no microondas e misture. Repita este passo até todo o pó PVA é dissolvido e a solução aparece translúcida.
- Suspender a 0,4 g de pó de carbonato de cálcio (0,2% em massa) em 5 mL de água e adicionar à solução do passo 2.3. Misture bem. Cobrir a solução e deixe-a esfriar a RT.
- Misture 183,7 g de pó de PVA-c em 3,5 L de água da torneira (5% em massa) em uma panela grande separada. Trazer a solução para uma fervura e mexa. Retire a panela do fogo, uma vez que o pó PVA é dissolvido e a solução aparece translúcida.
- Suspender a 7,4 g de pó de carbonato de cálcio (0,2% em massa) em 10 mL de água e adicionar à solução do passo 2.5. Misture bem. Cobrir a solução e deixe-a esfriar a RT.
4. montagem de moldes
- Anexe a cerca de 100 mm do tubo flexível para o porto de injeção do molde lúmen externo. A extremidade oposta do tubo, anexe uma torneira com conexões de seringa (Figura 2b).
- Alinhar os pinos de registro do molde lúmen interno e, usando a cera deformável, aderir a parte navio abaulamento do molde para a parte de navio em linha reta do molde lúmen interno lúmen interno.
- Em uma área bem ventilada, aplique uma camada de spray de borracha flexível à extremidade aneurismática do molde lúmen interno para impedir o hidrogel e dissolvendo a parte do molde PVA durante o processo de moldagem (Figura 2c).
Nota: Para fantasmas homogêneas salta para etapa 4.6. - Com o lado maior da parte aneurismática do molde exterior virada para baixo, encha a protuberância com 15 mL da solução criada nas etapas (Figura 2b), 3,3-3,4. Coloque as peças do molde interno montado na parte frontal molde exterior (Figura 2d). Use faixas de borracha para prender a parte do lúmen interno no lugar.
Nota: Na Figura 2, PVA-c é tingida de vermelho para a visibilidade. - Congelar o assembly de molde em um congelador-20 ° C por 12h e retire do freezer. Passar à etapa 4.6 sem deixar a solução no degelo de montagem do molde.
- Enquanto aguarda o molde congelar (passo 4.4), aplique uma quantidade generosa de cera deformável à superfície traseira do molde amostra impressa e apertá-lo a uma folha plana de plástico cortada ao tamanho mínimo de aproximadamente 100 mm 60 mm por 10 mm (Figura 3a). Preencha o espaço entre o molde e a folha de plástico com a mesma solução PVA usada no passo 4.3. Congele o molde de amostra no mesmo freezer (-20 ° C) como o molde do navio em passo 4.4.

Figura 3 : Amostra de molde e a amostra Final e fundo Phantoms. (a) pinçada molde de amostra e folha de plástico transparente. PVA-c é derramado no molde amostra e bolhas de ar são permitidas à superfície. (b) PVA-c da amostra após o ciclo de congelamento/descongelamento final. (c) Experimental U.S. instalação de imagem do phantom ligados à bomba de simulador e colocados no fundo PVA-c fantasma. Clique aqui para ver uma versão maior desta figura.
{kind=link}
- Montar e fixar juntos o molde todo navio na orientação mostrada na Figura 1um e 1b (Figura 2e). Linha as emendas dos moldes lúmen externo usando uma cera deformável para garantir que o hidrogel não vaza durante a injeção (Figura 2f).
- Encha uma seringa de 60 mL com a solução de PVA-c, feita em etapas 3.1 e 3.2. Com o fim da bifurcação do molde se injete a solução de PVA-c molde montagem evitando bolhas de ar na solução injetada.
Nota: Caso haja quaisquer fugas durante a injeção, pause a injeção e áreas com vazamento de remendo com cera deformável. Repita a seringa de injeções até a solução do PVA-c preencha o molde. - Permitir que o molde descansar por 30 min, batendo o molde delicadamente a cada 10 minutos para permitir que quaisquer bolhas de ar a subir até o topo do molde. Repetir a injeção de seringa, se necessário para cobrir fora do molde. Congelar o assembly de molde inteiro para 12h e retire do freezer. Permitir que o assembly de molde a descongelar no RT para 12h.
- Enquanto espera o molde congelar (passo 4.8), montar e fixar outro molde de amostra e folha plana plástica cortada como descrito na etapa 4.5 (Figura 3a). Preencha o espaço entre o molde e a folha de plástico com a mesma solução PVA usada no passo 4.7. Congelar e descongelar o molde de amostra no mesmo freezer (-20 ° C) e ao mesmo tempo como o molde do navio em 4.8 passo e o molde de exemplo do passo 4.5.
- Congelar e descongelar o molde do vaso e ambos os moldes de amostra de 4,5 passos, 4.8 e 4.9 ciclos de quatro vezes mais, para um total de cinco 24h - congelamento/descongelamento. Após o ciclo de congelamento/descongelamento 5th , remova as PVA-c testes amostras de seus moldes (Figura 3b). Apare qualquer excesso cryogel das amostras e armazená-los em um recipiente fechado de um 5% pela solução de lixívia/água volume no RT
- Retire o recipiente de PVA-c o molde do lúmen externo. Cuidadosamente, separar a parte reta do navio do molde lúmen interno da parte aneurismática e remova o recipiente do PVA-c. Corte os espaçadores de registo da extremidade bifurcada da parte aneurismática do molde lúmen interno para expor o filamento PVA impresso. Coloque em um banho de água a RT para dissolver a parte aneurismática do PVA.
Nota: Isto pode demorar 24 horas ou mais, no entanto, adicionar água morna para o banho pode acelerar o processo de dissolução. - Depois dissolvendo e removendo o PVA impresso a parte de dentro o fantasma do navio, o fantasma armazenar em um recipiente fechado de um 5% pela solução de lixívia/água volume no RT
- Encha o molde de fundo com aproximadamente 3,3 L da solução de PVA-c, feita em etapas 3.5 e 3.6. Congelamento (-20 ° C) o molde do fundo para 12 h e retire do freezer. Permitir que o molde descongelar no RT para 12h e repetir para um total de 2 ciclos de congelamento/descongelamento.
- Ao mesmo tempo como passo 4.13, preencher uma montagem de molde de amostra com a mesma solução de PVA-c usado na etapa 4.13 e passe as mesmas amostras de gelo/degelo, como o molde do fundo.
- Após o degelo 2nd , remover a amostra de plano de fundo e fundo fantasma de seus moldes e armazená-los em um recipiente fechado de um 5% pela solução de lixívia/água volume no RT
5. o fantasma e a amostra de teste
- Coloque o navio fantasma e fantasma de fundo em um banho de água de grandes dimensões. Fixe a extremidade maior do navio a saída de água hemodinâmica bomba42,43 utilizando grampos de tubo (Figura 3c). Coloque o navio fantasma no fundo fantasma e em seguida, prenda as extremidades bifurcadas do fantasma para a entrada da bomba hemodinâmica utilizando grampos de tubo.
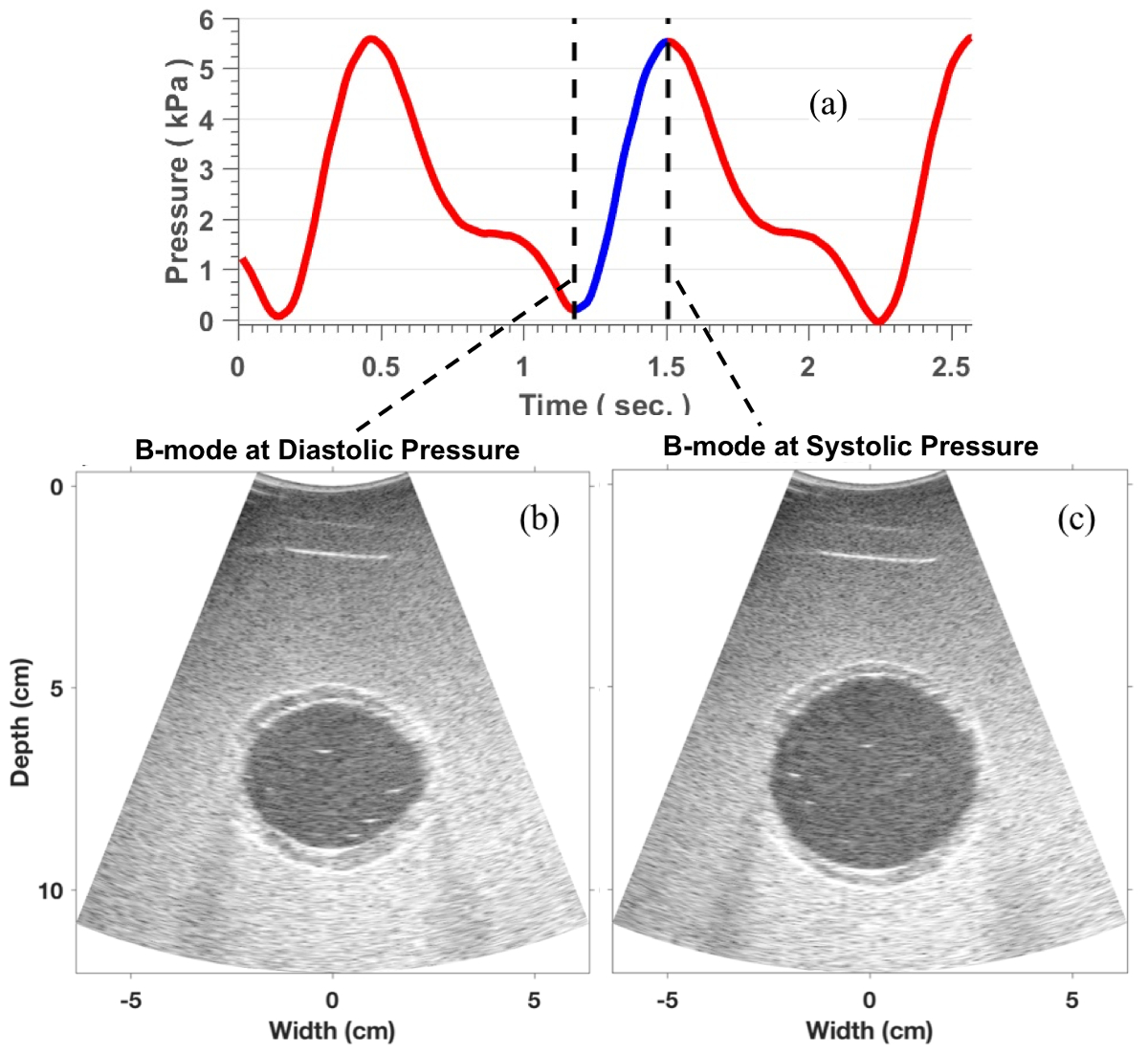
- Coloque um cateter de sensor de estado sólido de pressão no sistema do navio e bomba perto da entrada da bomba hemodinâmica. Funcionar a bomba hemodinâmica tal que as pressões das deformações parede estão entre um mínimo de 0 kPa e um máximo 7,5 kPa (Figura 4a).

Figura 4 : Protocolo de imagem. (a) perfil do pressão medido durante a configuração de imagem fantasma. (b) uma imagem representativa de modo-B do fantasma à pressão mínima. (c) modo-B a pressão máxima. Clique aqui para ver uma versão maior desta figura.
{kind=link}
- Usar um sistema de ultra-som (US) e um transdutor convexo com frequência centro de aproximadamente 5 MHz para coletar nos imagens dos phantoms fundo e vasos em secção transversal no local do diâmetro máximo do navio (Figura 4b e 4 c ). Grave os dados de pressão usando um sistema de aquisição digital (Figura 4a).
Nota: Detalhes para realizar a aquisição de imagem nesta etapa podem ser encontrados no Mix et al.44. - Obter as estimativas de deslocamento usando uma técnica de imagem não-rígida baseada no registro conforme descrito no Mix et al 44. as medições do deslocamento bidimensional (2D) campo (ueu(x)), calcular o campo do tensor de tensão 2D (εij(x)), avaliando a parte simétrica do gradiente de o campo de deslocamento:

- Em seguida, calcule a máxima tensão principal (εp) como o componente principal máximo do campo do tensor de tensão utilizando a seguinte equação:

- Por fim, determinar o quadro da estirpe na pressão de pico e dividir este campo do tensor de tensão por diferença o cateter de máximo e mínimo medidos as pressões (Figura 4a), ou a pressão de pulso (PP), a principal espacialmente resolvidos pressão normalizados tensão princípio (εp/PP).

Figura 5 : Pressão normalizada estirpe imagens. Imagens representativas da pressão in%/kPa tensão normalizada (εp/PP) medido dentro do navio para o homogêneo 10% em massa do navio fantasma (a) e os phantoms heterogêneos com 15% em massa (b), 20% em massa e 25% em massa anterior aneurismática seção (parte superior do navio). Esta figura foi modificada em Mix et al 44. clique aqui para ver uma versão maior desta figura.
{kind=link}
Resultados
Imagens de modo-B representante do navio imitando fantasmas são mostradas para as pressões mínimas e máximos, medidas pelo cateter (Figura 4b e 4 c, respectivamente). In%/kPa a tensão normalizada de pressão (εp/PP) é mostrado por quatro diferentes espectros de manufaturados (Figura 5). Figura 5 uma mostra a tensão medida pressão normalizado dentro de um fantasma homogêneo fabricado com um 10% massa solução PVA-c. A relação da tensão média medida dentro do trimestre posterior (fundo de imagem) do fantasma para a tensão média no trimestre anterior (topo da imagem) foi de 0,92. Figura 5 b mostra εp/PP para um fantasma em que a seção aneurismática do fantasma foi fabricada com um 15% em solução de massa PVA-c e o restante do fantasma foi feito usando a 10% em massa PVA-c. A proporção de posterior a tensão anterior para este fantasma foi encontrada para ser 1,87. Figura 5 c mostra εp/PP do fantasma heterogêneos com 20% em massa PVA-c, com uma posterior à relação de tensão anterior de 4,23. Figura 5 d mostra εp/PP do fantasma heterogêneos com 25%, em massa PVA-c, com uma posterior à relação de tensão anterior de 7,37.
Os resultados aqui apresentados mostram que os fantasmas da aorta abdominais foram criadas com geometrias complexas e espacialmente diferentes propriedades do material. Projeto de geometrias fantasmas foram, ou mais especificamente, o fantasmas moldes foram feitos usando o software de computador que facilita alterações de geometria fantasma (Figura 1um e 1b). Moldes podem ser prontamente 3D impresso e montado e geometrias complexas de molde podem ser impresso usando o filamento PVA e removida, semelhante cera perdida técnicas de fundição. Os phantoms de embarcação final podem ser dinamicamente pressurizados e são estáveis sob grandes cargas (Figura 4a). Fantasmas são compatíveis com ultra-som de imagem (Figura 4b e 4 c) e tem propriedades materiais imitando stiffnesses da aorta abdominais. Variações nas relações tensão na parte anterior às regiões posteriores das imagens estirpe demonstram que as regiões têm diferentes propriedades do material (Figura 5) e o teste mecânico independente nas amostras de quantificar os valores exatos de seus módulo de cisalhamento respectivos.
Discussão
Este trabalho apresenta uma técnica para fabricar tecidos-imitando fantasmas para uso em testes elastography ou elasticidade algoritmos de imagem. O uso combinado de CAD e impressão 3D permite design eficiente de fantasmas imitando aórtica com geometrias complexas, além de fantasmas tubulares, incluindo protuberâncias aneurismática. A criação do fantasma é feita em 4 passos; 1 projeto da geometria do fantasma, 2) impressão de partes do molde fantasma, 3) mistura das soluções cryogel que, finalmente, imitará o ultra-sônico características e propriedades mecânicas dos navios fantasmas e 4) derramando/injecção da cryogel solução no molde, definindo o PVA-c com ciclos de congelamento e descongelamento e remoção do fantasma do molde. O uso do CAD no no design dos moldes obtidos na etapa 1 permite para um simples significa precisamente modificar a geometria dos phantoms. Impressão de partes do molde atualmente leva cerca de 5-8 h, dependendo do tamanho da impressão e, portanto, pode ser facilmente feito por repetidas modificações para os moldes.
Na etapa 3, as soluções cryogel são criadas para imitar o navio, aneurisma e plano de fundo de tecido com as partículas de carbonato de cálcio, imitando a dispersão dos EUA do tecido. As soluções de cryogel devem ser agitadas antes de usar se as partículas de cálcio se instalaram fora a mistura. A concentração exacta da mistura do cryogel irá determinar as propriedades mecânicas finais dos phantoms. Assim, é importante criar as amostras independentes de cada uma das soluções usadas no navio fantasma e o fundo. Embora não faz parte do protocolo aqui, medições independentes de elasticidade da amostra devem ser obtidas usando testes de tensão uniaxial. Teste mecânico independente das amostras para os espectros de 10%, 15%, 20% e 25% criados nos resultados representativos PVA-c tinha medido módulo de cisalhamento de 17,4 ± 1,0 kPa, 48,3 kPa ± 5,7, 95.1 ± 0,4 kPa e 170.0 ± 4.1 kPa, respectivamente.
Etapa 4 é o passo mais crítico na criação destes fantasmas. Embora os pinos de inscrições estão no lugar para manter as peças do molde em suas posições adequadas em relação às outras, é importante assegurar que o molde não separe as peças durante o processo de moldagem. Assim, o uso dos grampos para segurar o molde. A consideração mais importante da etapa 4 é minimizar as bolhas de ar aprisionadas no molde antes do primeiro ciclo de congelamento e descongelamento. Muitas vezes é útil desmontar um dos lados do molde exterior e inspecionar o fantasma após o primeiro congelamento-descongelamento ciclo para garantir ele formado corretamente. Isso pode economizar tempo desperdiçado colocando um "mau" fantasma através de ciclos adicionais. Uma vez que o fantasma foi removido do molde inteiramente, pode ser armazenado em água durante várias semanas com o uso continuado.
Os phantoms de PVA-c desenvolvidos neste trabalho foram criados para imitar especificamente a rigidez ultra-sônica e material do tecido da aorta. O uso de álcool polivinílico cryogel permite uma ampla gama de possível rigidez mecânica, para imitar melhor as propriedades de material mudanças do tecido da aorta, em comparação com mais de borracha como materiais33,34. Além disso, o uso de hidrogel e carcaça de investimento melhor capta as propriedades acústicas de borrachas casted ou materiais impressos diretamente 3D33,45. Algumas bolhas de ar podem ficar preso em nossos moldes antes do primeiro ciclo de congelamento e descongelamento. Isso pode causar falhas no fantasma e levar a fraqueza do material ou artefatos acústicos. Assim, é recomendável inspecionar fantasmas fora do molde após o congelamento e descongelamento primeiro para determinar se o processo deve ser reiniciado. Além disso, os autores encontraram que o molde interior às vezes pode mudar durante o congelamento da porção aneurismática dos phantoms. Se isso ocorrer, uma modificação do protocolo acima seria criar uma 3D impressa ou de qualquer outra parte projetada, para segurar firmemente o molde do lúmen interno para o molde exterior anterior durante o congelamento da presente secção. Os autores descobriram que usar o lado posterior do molde externo e um espaçador de 5 mm entre o molde exterior posterior e o molde interno funciona bem para esta finalidade.
O fantasma desenvolvido aqui é ideal para estudar a influência de alterações no diâmetro do aneurisma e espessura luminal ou potencialmente a presença de trombos no tecido, editando os arquivos CAD originais. No entanto, trabalhos anteriores também demonstrou que esta técnica de fabricação pode ser modificada para produzir paciente específico fantasmas geometrias usando software de segmentação de imagens de tomografia computadorizada e, ao invés de design CAD, para criar o 3D impresso moldes fantasmas 44. os resultados mostrados aqui demonstram que o algoritmo foi capaz de visualizar as variações fabricadas nas propriedades mecânicas das seções fantasmas. Note-se que, embora estes fantasmas foram utilizadas para testar técnicas de imagem baseada nos EUA, eles também são compatíveis com ressonância magnética e tomografia computadorizada sistemas de imagens e que também podem ser utilizados além da finalidade da elasticidade de imagem, para uma ampla gama de novas técnicas de imagem e modalidades.
Divulgações
Os autores não têm nada para divulgar.
Agradecimentos
Este trabalho foi financiado pelo Centro Nacional de Ciências translacionais avançando do National Institutes of Health, através do n. º prêmio Ul1 TR000042 e o Instituto Nacional de imagem biomédica e bioengenharia dos institutos nacionais de saúde através do n. º prêmio R21 EB018432.
Materiais
| Name | Company | Catalog Number | Comments |
| PLA filament | MatterHackers, MatterHackers.com | MEEDKTKU | |
| PVA filament | MatterHackers, MatterHackers.com | M4MJTECR | |
| LeakSeal | RPM International Inc., Rustoleum.com | 265495 | |
| Polyvinyl alcohol powder (Elvanol 71-30) | DowDuPont Inc., ChemistryStore.com | SKU: 81015 | |
| Calcium Carbonate Powder | greenwaybiotech.com via amazon.com | Amazon: B00HFFCBYQ | |
| Tacky Wax | bards.com via amazon.com | Bards: BB759 Amazon: B016KBDYRS | |
| Rostock max 3D Printer | SeeMeCNC, seemecnc.com | SKU: 84459 | |
| Onshape CAD software | OnShape, onshape.com | ||
| Mattercontrol printer software | MatterHackers, MatterHackers.com | ||
| Mikro-Cath pressure catheter and device | Millar, Inc., millar.com | 4501016/B | |
| BNC digital acquisition | National Instruments Corporation, ni.com | NI USB-6251 BNC | |
| clear cast acrylic sheet | mcmaster-carr Supply Company, mcmaster.com | 8560K274 | |
| Cole-Parmer Stopcocks with Luer Connections; 3-way; male lock, Non-sterile | Cole-Parmer, coleparmer.com | EW-30600-02 | |
| BD Disposable Syringes (60 mL, Luer lock) | Cole-Parmer, coleparmer.com | EW-07945-28 | |
| 6 Inch Ratchet Bar Clamp / 12 Inch Spreader | Tekton, Inc., www.tekton.com | 39181 | |
| Tygon PVC Clear Tubing | mcmaster-carr Supply Company, mcmaster.com | 6516T53 | |
| MTS Qtest Q/5 | MTS Systems Corperation, www.mts.com | 4501016 | |
| MTS 5N Load Cell | MTS Systems Corperation, www.mts.com | 4501016/B | |
| Abaqus FEA | Dassault Systèmes, 3ds.com |
Referências
- Taylor, S. M. The Juxtarenal Abdominal Aortic Aneurysm. Archives of Surgery. 129 (7), 734-734 (1994).
- Nevitt, M. P., Ballard, D. J., Hallett, J. W. Prognosis of Abdominal Aortic Aneurysms. The New England Journal of Medicine. 321 (15), 1009-1014 (1989).
- Crane, C. Arteriosclerotic Aneurysm of the Abdominal Aorta. The New England Journal of Medicine. 253 (22), 954-958 (1955).
- IMPROVE Trial Investigators. Endovascular or open repair strategy for ruptured abdominal aortic aneurysm: 30-day outcomes from IMPROVE randomised trial. British Medical Journal. 348, 7661 (2014).
- Robinson, W. P., et al. Endovascular repair of ruptured abdominal aortic aneurysms does not reduce later mortality compared with open repair. Journal of Vascular Surgery. 63 (3), 617-624 (2016).
- Starnes, B. W., et al. Management of ruptured abdominal aortic aneurysm in the endovascular era. Journal of Vascular Surgery. 51 (1), 9-18 (2010).
- Schermerhorn, M. L., et al. Endovascular vs. Open Repair of Abdominal Aortic Aneurysms in the Medicare Population. The New England Journal of Medicine. 358 (5), 464-474 (2008).
- Darling, R. C., et al. Autopsy study of unoperated abdominal aortic aneurysms. The case for early. Circulation. 56, 161-164 (1977).
- Szilagyi, D. E., Smith, R. F., DeRusso, F. J., Elliott, J. P., Sherrin, F. W. Contribution of abdominal aortic aneurysmectomy to prolongation of life. Annals of Surgery. 164 (4), 678-699 (1966).
- Skibba, A. A., et al. Reconsidering gender relative to risk of rupture in the contemporary management of abdominal aortic aneurysms. Journal of Vascular Surgery. 62 (6), 1429-1436 (2015).
- Parkinson, F., et al. Rupture rates of untreated large abdominal aortic aneurysms in patients unfit for elective repair. Journal of Vascular Surgery. 61 (6), 1606-1612 (2015).
- Grant, S. W. W., et al. Calculating when elective abdominal aortic aneurysm repair improves survival for individual patients: development of the Aneurysm Repair Decision Aid and economic evaluation. Health technology assessment. 19 (32), 1-154 (2015).
- Lederle, F. a., et al. Rupture rate of large abdominal aortic aneurysms in patients refusing or unfit for elective repair. JAMA: the journal of the American Medical Association. 287 (22), 2968-2972 (2002).
- Vorp, D. A., Raghavan, M. L. L., Webster, M. W. Mechanical wall stress in abdominal aortic aneurysm: Influence of diameter and asymmetry. Journal of Vascular Surgery. 27 (4), 632-639 (1998).
- Vande Geest, J. P., et al. Towards a noninvasive method for determination of patient-specific wall strength distribution in abdominal aortic aneurysms. Annals of Biomedical Engineering. 34 (7), 1098-1106 (2006).
- Stringfellow, M. M., Lawrence, P. F., Stringfellow, R. G. The influence of aorta-aneurysm geometry upon stress in the aneurysm wall. Journal of Surgical Research. 42 (4), 425-433 (1987).
- Maier, A., et al. A comparison of diameter, wall stress, and rupture potential index for abdominal aortic aneurysm rupture risk prediction. Annals of Biomedical Engineering. 38 (10), 3124-3134 (2010).
- Raghavan, M. L. L., Vorp, D. A., Federle, M. P., Makaroun, M. S., Webster, M. W. Wall stress distribution on three-dimensionally reconstructed models of human abdominal aortic aneurysm. Journal of Vascular Surgery. 31 (4), 760-769 (2000).
- Di Martino, E. S., et al. Biomechanical properties of ruptured versus electively repaired abdominal aortic aneurysm wall tissue. Journal of Vascular Surgery. 43 (3), 570-576 (2006).
- Gasser, T. C., Ogden, R. W., Holzapfel, G. a. Hyperelastic modelling of arterial layers with distributed collagen fibre orientations. Journal of the Royal Society, Interface / the Royal Society. 3 (6), 15-35 (2006).
- Ruddy, J. M., Jones, J. A., Spinale, F. G., Ikonomidis, J. S. Regional heterogeneity within the aorta: Relevance to aneurysm disease. The Journal of Thoracic and Cardiovascular Surgery. 136 (5), 1123-1130 (2008).
- Raut, S. S., Chandra, S., Shum, J., Finol, E. A. The role of geometric and biomechanical factors in abdominal aortic aneurysm rupture risk assessment. Annals of Biomedical Engineering. 41 (7), 1459-1477 (2013).
- Tavares Monteiro, J. A., et al. Histologic, histochemical, and biomechanical properties of fragments isolated from the anterior wall of abdominal aortic aneurysms. Journal of Vascular Surgery. 59 (5), (2014).
- Vallabhaneni, S. R., et al. Heterogeneity of tensile strength and matrix metalloproteinase activity in the wall of abdominal aortic aneurysms. Journal of endovascular therapy: an official journal of the International Society of Endovascular Specialists. 11 (4), 494-502 (2004).
- Zou, Y., Zhang, Y. Mechanical evaluation of decellularized porcine thoracic aorta. The Journal of Surgical Research. 175 (2), 359-368 (2012).
- Ophir, J., et al. Elastography: Imaging the elastic properties of soft tissues with ultrasound. Journal of Medical Ultrasonics. 29 (4), 155-171 (2002).
- Lopata, R. G. P., et al. Performance evaluation of methods for two-dimensional displacement and strain estimation using ultrasound radio frequency data. Ultrasound in Medicine and Biology. 35 (5), 796-812 (2009).
- Fromageau, J., et al. . Ultrasonics Symposium, 2005 IEEE. , 257-260 (2005).
- Lopata, R. G. P., et al. Vascular elastography: A validation study. Ultrasound in Medicine and Biology. 40 (8), 1882-1895 (2014).
- Mascarenhas, E. J. S., et al. Assessment of mechanical properties of porcine aortas under physiological loading conditions using vascular elastography. Journal of the Mechanical Behavior of Biomedical Materials. 59, 185-196 (2016).
- Brekken, R., et al. Strain estimation in abdominal aortic aneurysms from 2-D ultrasound. Ultrasound in Medicine and Biology. 32 (1), 33-42 (2006).
- Vonk, T., Nguyen, V., Schurink, G., van de Vosse, F., Lopata, R. . Ultrasonics Symposium (IUS), 2014 IEEE International. , 9-12 (2014).
- Cloonan, A. J., et al. 3D-Printed Tissue-Mimicking Phantoms for Medical Imaging and Computational Validation Applications. 3D Printing and Additive Manufacturing. 1 (1), 14-23 (2014).
- Doyle, B. J., et al. Experimental modelling of aortic aneurysms: novel applications of silicone rubbers. Medical Engineering and Physics. 31 (8), 1002-1012 (2009).
- Zell, K., Sperl, J., Vogel, M., Niessner, R., Haisch, C. Acoustical properties of selected tissue phantom materials for ultrasound imaging. Physics in Medicine and Biology. 52 (20), 475 (2007).
- Surry, K., Austin, H., Fenster, A., Peters, T. Poly (vinyl alcohol) cryogel phantoms for use in ultrasound and MR imaging. Physics in Medicine and Biology. 49 (24), 5529 (2004).
- Chu, K. C., Rutt, B. K. Polyvinyl alcohol cryogel: An ideal phantom material for MR studies of arterial flow and elasticity. Magnetic Resonance in Medicine. 37 (2), 314-319 (1997).
- Richards, M. S., et al. Investigating the impact of spatial priors on the performance of model-based IVUS elastography. Physics in Medicine and Biology. 56 (22), 7223-7246 (2011).
- Raghavan, M. L., et al. Regional distribution of wall thickness and failure properties of human abdominal aortic aneurysm. Journal of Biomechanics. 39 (16), 3010-3016 (2006).
- Farsad, M., Zeinali-Davarani, S., Choi, J., Baek, S. Computational Growth and Remodeling of Abdominal Aortic Aneurysms Constrained by the Spine. Journal of Biomechanical Engineering. , (2015).
- Kim, J., Peruski, B., Hunley, C., Kwon, S., Baek, S. Influence of surrounding tissues on biomechanics of aortic wall. International Journal of Experimental and Computational Biomechanics. 2 (2), 105-117 (2013).
- Lillie, J. S., et al. Pulse Wave Velocity Prediction and Compliance Assessment in Elastic Arterial Segments. Cardiovascular Engineering and Technology. 6 (1), 49-58 (2015).
- Varble, N., et al. In vitro hemodynamic model of the arm arteriovenous circulation to study hemodynamics of native arteriovenous fistula and the distal revascularization and interval ligation procedure. Journal of Vascular Surgery. 59 (5), 1410-1417 (2014).
- Mix, D. S., et al. Detecting Regional Stiffness Changes in Aortic Aneurysmal Geometries Using Pressure-Normalized Strain. Ultrasound in Medicine and Biology. 43 (10), 2372-2394 (2017).
- Browne, J., Ramnarine, K., Watson, A., Hoskins, P. Assessment of the acoustic properties of common tissue-mimicking test phantoms. Ultrasound in Medicine and Biology. 29 (7), 1053-1060 (2003).
Reimpressões e Permissões
Solicitar permissão para reutilizar o texto ou figuras deste artigo JoVE
Solicitar PermissãoThis article has been published
Video Coming Soon
Copyright © 2025 MyJoVE Corporation. Todos os direitos reservados