
Method Article
Производство, брюшной аорты гидрогеля ткани подражая фантомы для проверки ультразвуковая эластография
В этой статье
Резюме
Здесь мы описываем метод для изготовления аневризмы, аортальный фантомы, подражая ткани, для использования в тестирования ультразвуковая эластография. Комбинированное использование компьютерного проектирования (CAD) и 3-мерные (3D) печати методы производят аорты фантомы с предсказуемым, сложных геометрий для проверки elastographic изображений алгоритмы с контролируемых экспериментов.
Аннотация
Эластография УЗИ (США), или изображениями эластичность, является дополнением изображений техника, которая использует последовательные США изображения мягких тканей для измерения движения ткани и вывести или количественно определить базовый биомеханической характеристики. Для аневризм брюшной аорты (ААА) биомеханические свойства, такие как изменения в ткани упругости и оценки тканевый стресс может быть существенно важное значение для оценки необходимости хирургического вмешательства. Аневризм брюшной аорты США эластография может быть полезным инструментом для мониторинга AAA прогрессии и выявления изменений в биомеханических свойств характеристика риска пациентов.
Предварительные цели в разработке методики эластография AAA нас является проверка метода с использованием физически соответствующие модели с известными свойствами материала. Здесь мы представляем процесс для производства AAA ткани подражая фантомы физически соответствующих геометрии и пространственно модулированное свойств материала. Эти ткани фантомы призваны имитировать свойства США, модуль упругости материала и геометрии аневризмы брюшной аорты. Фантомы ткани сделаны с использованием cryogel поливиниловый спирт (PVA-c) и формируются с использованием 3D печатной частей, созданных с помощью программного обеспечения автоматизированного проектирования (САПР). Модуль упругости фантомов контролируется путем изменения концентрации ПВА c и изменив число циклов замораживания оттаивания, используемых для полимеризации cryogel. Фантомы AAA подключены к гемодинамики насос, предназначенных чтобы деформировать фантомов с физиологические циклические давление и потоков. Ультра звук изображения последовательности деформирующий фантомы для пространственной расчет деформации давление нормализуется и определения механических свойств стенок сосудов. Представитель результаты штамма давление нормализуется.
Введение
Аневризм брюшной аорты (AAA) являются фокуса расширения аорты, которые происходят преимущественно вблизи бифуркации аорты1. Точная причина формирования AAA неизвестна, хотя многие теории предположить, что патогенеза является многофакторной, генетические, поведенческие, гемодинамики и экологические факторы,2,3. Хотя диагноз аневризма брюшной аорты может быть получен с помощью неинвазивные методы обработки изображений, прогнозирование риска разрыва конкретного пациента не является точным4,5,6. Хирургических ремонт может уменьшить риск разрыва аорты, но оперативного ремонта аорты несет высокий уровень связанных заболеваемости и смертности7. Текущий хирургического практики использования «максимальный размер критерии», или максимальный диаметр абсолютной аневризм, предсказать пациента риск разрыва. К сожалению было также установлено, что аневризмы разрывов по-прежнему ниже размеров клинически приемлемым для хирургического, означает, что пациентов с любых размеров аневризмы нести определенный риск разрыва8,9, 10 , 11 , 12 , 13. Кроме того, известно, что исторические отчеты о разрыве риска являются вероятно чрезмерной оценок риска истинный разрыв, смысл, многие пациенты подвержены хирургического риска без выгоды13. Более точную оценку риска разрыва конкретного пациента необходимо помочь стратифицировать пациента соотношения риска выгод претерпевает ремонта хирургического аневризмы.
Было показано, что распределение пространственное напряжений в AAA имеет решающее значение в определении разрыв потенциал и может быть лучшим показателем, чем максимальный диаметр14,,1516,17 , 18. Большинство из последних исследований, которые расследуют механики разрушения AAA использовать сегментирована геометрии из рентгеновская компьютерная томография (КТ) изображений, и населения в среднем механических свойств аорты ткани измеряется ex vivo. Модели конечных элементов (FE) затем используются для прогнозирования судна стены подчеркивает14,,1516,17,18. Однако поскольку механические свойства определяются после иссечения ткани, неясно ли результирующие модели точно изобразить результате напряжений в естественных условиях конкретного пациента. Эти исследования обычно себя однородной судно свойств материала стены и не приходится весьма неоднородной структуры стенки аорты и тромб19,20,21,22 ,23,24,25.
Изображений на основе УЗИ эластичность клинически используется для диагностики и мониторинга различных болезней патологий26. Эта технология обеспечивает неинвазивных средство допросить физических взаимодействий мягких тканей. Сосудистая эластичность изображений США был использован как адъюнкт изображений модальности для клинической оценки США в проверке и мониторингу AAAs. Сочетание этих методов обеспечивает как геометрическая информация, диаметра и длины, а также механических данных, таких как относительная жесткость и жесткость вариации. Хотя многие методы визуализации эластичность требуют внешней нагрузки побудить деформации измеримые ткани, ткани движения измеряется здесь индуцируется изменения в аорты давление, вызванное бьющееся сердце. Были опубликованы многочисленные методы пространственно решить деформации поля при деформирующем судов, однако, проверка этих методов исследования были ограничены для людей больных, Животные модели или ex vivo ткани образцы27,28 ,,2930,,3132. На сегодняшний день, несколько методы позволяют для создания пользовательских геометрий с пространственно разнообразных свойств материала27,29.
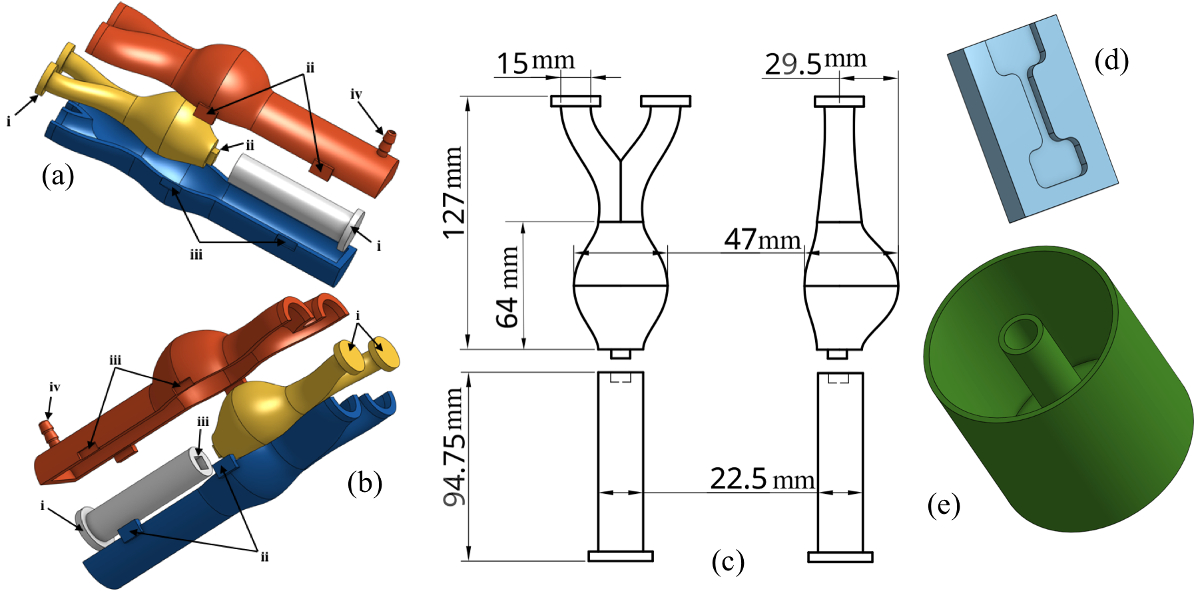
Здесь мы представляем метод изготовления нас совместимы, подражая ткани призраки, которые могут быть адаптированы к различным соответствующим аорты геометрии и свойств материала для проверки методов эластография США. Хотя предыдущие группы смогли разработать сложные геометрии фантомы для имитации AAA геометрии с помощью 3D печати технология33,34, печати каучук известно высоким затуханием в США и не имеют средств, чтобы позже их свойства материала. Призраки сделаны из cryogel поливиниловый спирт (PVA-c), которая ранее было показано, чтобы быть идеальным для подражая сосудистых тканей свойства35. Эти фантомы могут использоваться в США, магнитный резонанс и elastographic изображений36,,3738. Аневризма аорты геометрии был разработан аналогично что имитационной модели, созданная Vorp и др. 14. судно имеет номинальный диаметр 22.5 мм и аневризмы выпуклость, что выпуклость 64 мм длиной, 47 мм в диаметре и эксцентричный (β = 0,6)14 на передней стороне фантом. Последний раздел имитирует подвздошных бифуркации с дистальной диаметром 15 мм. Призрак был выбран, чтобы иметь постоянной толщины из примерно 5 мм. Рагхаван et al. сообщили в небольшом исследовании, что толщина корабля AAA колеблется от 0,23-4.26, с медиану 1,48 мм39мм. Толщина номинальная судна на больших конце этого спектра была выбрана здесь для изготовления проблемы в надежде на то, что улучшение 3D печати методов улучшит минимальная толщина Фантом, которая сможет быть формованные. Фантом пресс-формы были разработаны в CAD и 3D печатаются с использованием коммерчески доступных принтеров и накаливания.
Формы являются инъекции заполнены раствором ПВА c и подвергается серии циклов замораживания/оттаивания (-20 ° C и + 20 ° C), перекрестные ссылки полимер ПВА c и полимеризации геля. Упругости ПВА c контролируется путем изменения концентрации ПВА c гель или количество циклов замораживания оттаивания. Аневризмы Секция Фантом требуется потери плесени для удаления из внутренней просвета сосуда. Это было достигнуто путем использования поливинилового спирта, 3D принтер накаливания (ПВА). Хотя химически похожие на ПВА c порошок, ПВА накаливания не полимеризоваться, когда замороженные и, таким образом, можно растворять в воде после ПВА c. Дополнительные примеры формы печатаются для создания высокопрочной тестирования образцов, в конфигурации «собака кости», с такой же концентрации ПВА c. Эти формы проходят же циклов замораживания/оттаивания и используются для испытания на растяжение самостоятельно измерить упругости Фантом секций. Справочный материал был изготовлен с мягче ПВА c, использовался для имитации тканей40,retroperitoneum41. Этот фон Фантом был изготовлен как однородные осесимметричный цилиндрические трубки с внутренним диаметром 4 см, 16,5 см диаметр и длина 16,5 см. Он был из 5% раствором ПВА и подвергается в общей сложности двух циклов замораживания оттаивания.
Окончательный AAA призраки были помещены в фон призрак и подключен через трубы и хомутов, к гемодинамическим водяной насос предназначен чтобы деформировать фантомов с физиологической циклических потоков и давления. Скорость насоса был установлен доставить около 6-7 кПа импульса давления со скоростью около 1 Гц. Ultra звук изображения последовательности деформирующий призраки были собраны, и давление нормализуется штамм был рассчитан для выявления различий в пространственно разнообразные механические свойства. Представитель результаты давления, представлены изображения нормализованное напряжение в регионе судна. Все региональные различия в нормализованной штамм жестче разнородные фантомов, относительно однородной phantom, демонстрируют различия в судно жесткость и нашей способности измерять его.
протокол
1. Скачайте STL модели из 3D печати обмен NIH
- Перейдите к NIH обмена 3D печати (3dprint.nih.gov) и в поле поиска введите Моделируется аневризмы аорты Phantom плесени и нажмите клавишу enter.
- В списке последующие вернулся из поиска найти модель « 3DPX-009210» и нажмите кнопку запись.
- Нажмите на кнопку загрузить и затем щелкните файл Моделируется аневризмы аорты Mold.zip Фантом из раскрывающегося списка, чтобы скачать этот файл.
- Дважды щелкните загруженный файл, чтобы распаковать его и хранить полученные файлы (InnerDistSTL.stl, InnerProxSTL.stl, OuterAntSTL.stl, OuterPostSTL.stl, BackgroundMoldSTL.stl и SampleMoldSTL.stl) на компьютер, используемый для 3D печати в шагах 2.1-2.7.
Примечание: Можно также скачать каждый из файлов, перечисленных в шаг 1.4 отдельно.
2. 3D печать пресс-форм
- Откройте интерфейс программного обеспечения 3D принтера и используйте кнопку подключить для подключения к принтеру.
- Импортируйте загруженный файл STL OuterAntSTL.stl (рисунок 1, синий) в 3D печати программное обеспечение. В программе 3D печати, выберите кнопку Правка и ориентировать часть формы, щелкнув в меню вращать и затем кнопки X, Yили Z для выравнивания длинной оси, параллельной к печати кровати с вне плесень перед печати кровати. Нажмите кнопку сохранить и затем нажмите кнопку Печать и печать части формы, с помощью полимолочной кислоты (НОАК) пластиковые нити на одном экструдере.

Рисунок 1 : CAD представление Фантом, фон и образец плесени. (a) - (b) 3D CAD изображений судна плесени и ориентации деталей для сборки. Показано регистрации распорки (i), ПИН (ii), отверстия (iii) и заполнить отверстие. (c) рисунок внутренней люмен, подчеркнув размеры внутренний сосуд. (d) CAD рендеринг формы образца. (e) CAD отрисовки фона Фантом плесени. Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.
{kind=link}
- Повторите шаг 2.2 для файла OuterPostSTL.stl (рисунок 1, красный).
- После тот же процесс с шага 2.2, импортируйте файл STL InnerDistSTL.stl (рисунок 1, белый) в 3D печати программного обеспечения и выберите кнопку «Edit» и в поворот меню нажмите кнопку X, Yили Z кнопки Выровнять длинной оси, перпендикулярной к печати кровать и такие, что регистрации PIN-код, (i) находится в контакте с печати кровати. Нажмите кнопку сохранить и затем нажмите на кнопку Печать и печать часть формы, используя пластиковые НОАК накаливания на одном экструдере.
Примечание: Не печатать эту часть с структуры поддержки. Делать не использовать больше, чем 30% заполнения для этой печатной части. - Импортируйте файл STL SampleMoldSTL.stl (рис. 1d) в 3D печати программное обеспечение. Выберите кнопку изменить и в меню « поворот » нажмите кнопку X, Yили Z для выравнивания в части таким образом, что внутри плесень вверх от печати кровати. Нажмите кнопку сохранить и затем нажмите на кнопку Печать и печать часть формы, используя пластиковые НОАК накаливания на одном экструдере.
Примечание: Не печатать эту часть с структуры поддержки. Печать 3 или более образец формы. - Импортируйте файл STL BackgroundMoldSTL.stl (Рисунок 1e) в 3D печати программное обеспечение. Выберите кнопку «Edit» и в меню « поворот » нажмите кнопку X, Yили Z для выравнивания в части таким образом, что в нижней части формы (т.е., закрытый конец цилиндра) сталкивается с печати кровати. Нажмите кнопку сохранить и затем нажмите на кнопку Печать и печать часть формы, используя пластиковые НОАК накаливания на одном экструдере.
Примечание: Не печатать эту часть с структуры поддержки. - Импортируйте файл STL InnerDistSTL.stl (рисунок 1, желтый) в 3D печати программное обеспечение. Выберите кнопку «редактировать» и в меню « поворот » нажмите кнопку X, Yили Z для выравнивания в части, что длинная ось перпендикулярна к печати кровати и бифуркации регистрации булавки (i) стоят Печать кровати. Нажмите кнопку сохранить и затем нажмите на кнопку Печать и печать часть формы, с помощью поливинилового кислоты (ПВА) пластиковые нити на одном экструдере.
- Удалите любые вспомогательные материалы от 3D печатной частей шаги 2.1-2.7(рисунок 2).
Примечание: Нет необходимости для удаления структуры поддержки от внешней формы частей, если они не мешают плесень Ассамблеи.

Рисунок 2 : Судно Фантом плесень Ассамблеи и Phantom окончательные судне. (окончательный печатной формы люмен внутренней и внешней формы. Дистальный конец внутренний просвет напечатаны в растворимые пластиковые ПВА и прилагается к проксимальный конец внутренней люмен плесень с помощью деформируемого твердого воска. (b) к порту инъекций внешней люмен плесени и шприц пробка трубки. (c внутренний просвет плесень после спрей покрытия гибких герметика. (d) Ассамблея дуге стороне внешнего люмен плесени и внутренний просвет плесень с ПВА c (окрашенных в красный цвет) для жесткой аневризмы фантомы. (e) полный судно плесень собрал и зажимается. (f) деформируемого твердого воска, применяется к швы наружной люмен прессформы для предотвращения утечки от плесени ПВА c. (g) окончательное ПВА c Фантом после 5 циклов замораживания/оттаивания и удаления из формы. Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.
{kind=link}
3. гидрогеля подготовка
- Смешайте в стеклянный стакан 22,2 гр порошка ПВА c в 200 мл воды (10% по массе). Микроволновая печь раствор до кипения и перемешать. Повторите этот шаг, пока все ПВА порошка растворяется и решение отображается полупрозрачным.
- Приостановить 0,4 г, кальция карбонат порошка (0,2% по массе) в 10 мл воды и добавить в решение от шаг 2.1 в качестве УЗИ рассеиватели. Тщательно перемешать. Обложка раствор и дайте ему остыть до комнатной температуры (RT).
Примечание: Для однородных фантомы пропустить шаг 3.5 - Смешайте 17.6 g порошка ПВА c в 100 мл воды (15% по массе или по желанию) в отдельном стекла стакан. Микроволновая печь раствор до кипения и перемешать. Повторите этот шаг, пока все ПВА порошок растворяется и решение отображается полупрозрачным.
- Приостановить 0,4 г, кальция карбонат порошка (0,2% по массе) в 5 мл воды и добавить в решение от 2.3 шаг. Тщательно перемешать. Обложка раствор и дайте ему остыть в Таджикистан.
- В отдельной большой кастрюле смешайте 183.7 g порошка ПВА c в 3,5 Л водопроводной воды (5% по массе). Довести раствор до кипения и перемешать. Снимите кастрюлю с тепла, после того, как ПВА порошок растворяется и решение отображается полупрозрачным.
- Приостановить 7,4 г порошок карбоната кальция (0,2% по массе) в 10 мл воды и добавить в решение с шагом 2,5. Тщательно перемешать. Обложка раствор и дайте ему остыть в Таджикистан.
4. Ассамблея пресс-форм
- Прикрепите примерно 100 мм гибкие шланги к порту инъекции плесень внешней люмен. В противоположном конце трубы Прикрепите кран с шприц соединения (рис. 2b).
- Совместите выступы регистрации внутренний просвет плесени и, используя деформируемого твердого воска, придерживаться выпуклые судна частью внутренней люмен плесень прямой судна частью внутренней люмен плесень.
- В хорошо проветриваемом помещении применять спрей на гибкие резиновые покрытия к концу аневризмы внутренней люмен плесени для предотвращения гидрогеля от растворения ПВА плесень часть во время процесса формования (рис. 2c).
Примечание: Для однородных фантомы перейти к шагу 4.6. - С большей стороне аневризмы частью внешней формы, вниз заполните выпуклость с 15 мл раствора, созданный в шагах 3.3-3.4 (рис. 2b). Место частей собраны внутренний плесень в части передней внешней формы (рис.d). Использование резиновых полос провести внутренний просвет часть в месте.
Примечание: На рисунке 2, ПВА c окрашивается в красный для видимости. - Заморозить в морозильной камере от-20 ° C для 12 h Ассамблея плесень и удалить из морозильной камеры. Перейти к шагу 4.6 не давая решение в оттепель Ассамблеи плесень.
- Время ожидания для прессформы для замораживания (шаг 4.4), применить щедрое количество деформируемого твердого воска на задней поверхности распечатать образец плесени и зафиксируйте его на плоской пластиковый лист сократить минимальный размер примерно 100 мм х 60 мм 10 мм (рис. 3). Заполните пространство между плесень и пластиковых листов с тем же решением ПВА, используемых в шаге 4.3. Заморозить образца формы в том же морозильник (-20 ° C) как судно плесень в шаге 4.4.

Рисунок 3 : Образец плесени и окончательной выборки и фон фантомы. (a) зажат образец плесени и прозрачных пластиковых листов. ПВА c заливается в формы образца и пузырьки воздуха разрешены к поверхности. (b) ПВА c образца после окончательного замораживания/оттаивания цикла. (c) экспериментальные США изображений Фантом прилагается к насосу симулятор и помещены в фоновом режиме ПВА c фантом. Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.
{kind=link}
- Соберите и зажим вместе весь сосуд плесень в ориентации, показано на рисунке 1 и 1b (eрис. 2). Линии швов формы внешнего люмен, используя деформируемого твердого воска для обеспечения что гидрогеля не просачиваться во время инъекций (Рисунок 2f).
- Заполните 60 мл шприц с раствором ПВА c, сделанные шаги 3.1 и 3.2. С концом бифуркации плесень вверх inject ПВА c раствор в плесень Ассамблеи избегая воздушных пузырьков в вводят раствор.
Примечание: Если какой-либо утечки происходят во время инъекции, паузу, инъекции и патч Дырявый районы с деформируемым воском. Шприц инъекции повторяют до тех пор, пока решение ПВА c заполняет форму. - Позвольте сидеть в течение 30 мин, выстукивать плесень нежно каждые 10 мин разрешить воздушные пузыри, чтобы подняться на вершину плесень плесень. Шприца инъекцию повторяют при необходимости в довершение плесень. Заморозить всю плесень Ассамблеи для 12 h и удалить из морозильной камеры. Позвольте Ассамблее плесень оттепель в РТ за 12 ч.
- Во время ожидания для прессформы для замораживания (шаг 4,8), собрать и зажим еще один образец плесени и плоские пластиковый лист, как описано в шаге 4.5 (рис. 3). Заполните пространство между плесень и пластиковых листов с тем же решением ПВА, используемых в шаге 4.7. Замораживание и размораживание образца формы в том же морозильник (-20 ° C) и в то же время как судно плесени в шаг 4.8 и образец формы шаг 4.5.
- Замораживание и оттепели судна плесени и образец формы из шагов 4.5, 4.8 и 4.9 еще четыре раза, для всего пять 24 - h замораживания/оттаивания циклов. После 5й цикл замораживания/оттаивания удалите ПВА c тестирования образцов из их формы (рис. 3b). Trim любой избыток cryogel от образцов и хранить их в запечатанном контейнере 5% раствором отбеливателя и воды объем на RT.
- Удаления ПВА c судна из формы внешнего люмен. Тщательно отдельные прямые судна частью внутренней люмен плесень от аневризмы части и удалить из ПВА c судна. Вырежьте регистрации распорки от конца отделенные аневризмы части внутренний просвет плесень подвергать печатных накаливания ПВА. Место в водяной бане на RT распустить часть аневризмы ПВА.
Примечание: Это может занять 24 часа или более, однако добавление теплой водой в ванне может ускорить процесс растворения. - После растворения и удаления ПВА печати часть с внутри судна Фантом, храните Фантом в запечатанном контейнере 5% раствором отбеливателя и воды объем на RT.
- Заполните фон формы с примерно 3,3 Л ПВА c решения сделаны шаги 3.5 и 3.6. Замораживание (-20 ° C) фон формы для 12 h и удалить из морозильной камеры. Разрешить плесень оттепель в RT для 12 h и повторите для в общей сложности 2 циклов замораживания/оттаивания.
- В то же время как шаг 4.13 заполнить сборку образца формы с тем же решением ПВА c в шаг 4.13 и положил его через же замораживания/оттаивания образцов как фон плесень.
- После 2-й оттепель удалите фоновая проба и фон Фантом от их формы и сохранять их в запечатанном контейнере 5% раствором отбеливателя и воды объем на RT.
5. Фантом и тестирование образца
- Поместите призрак корабля и фона Фантом в большой водяной бане. Присоедините больше конце судна к выходу43 гемодинамики воды42,насос с помощью трубки зажимы (рис. 3c). Место судна Фантом в фоновом режиме Фантом и затем присоединить отделенные концы phantom на входе гемодинамики насоса с помощью зажимов трубы.
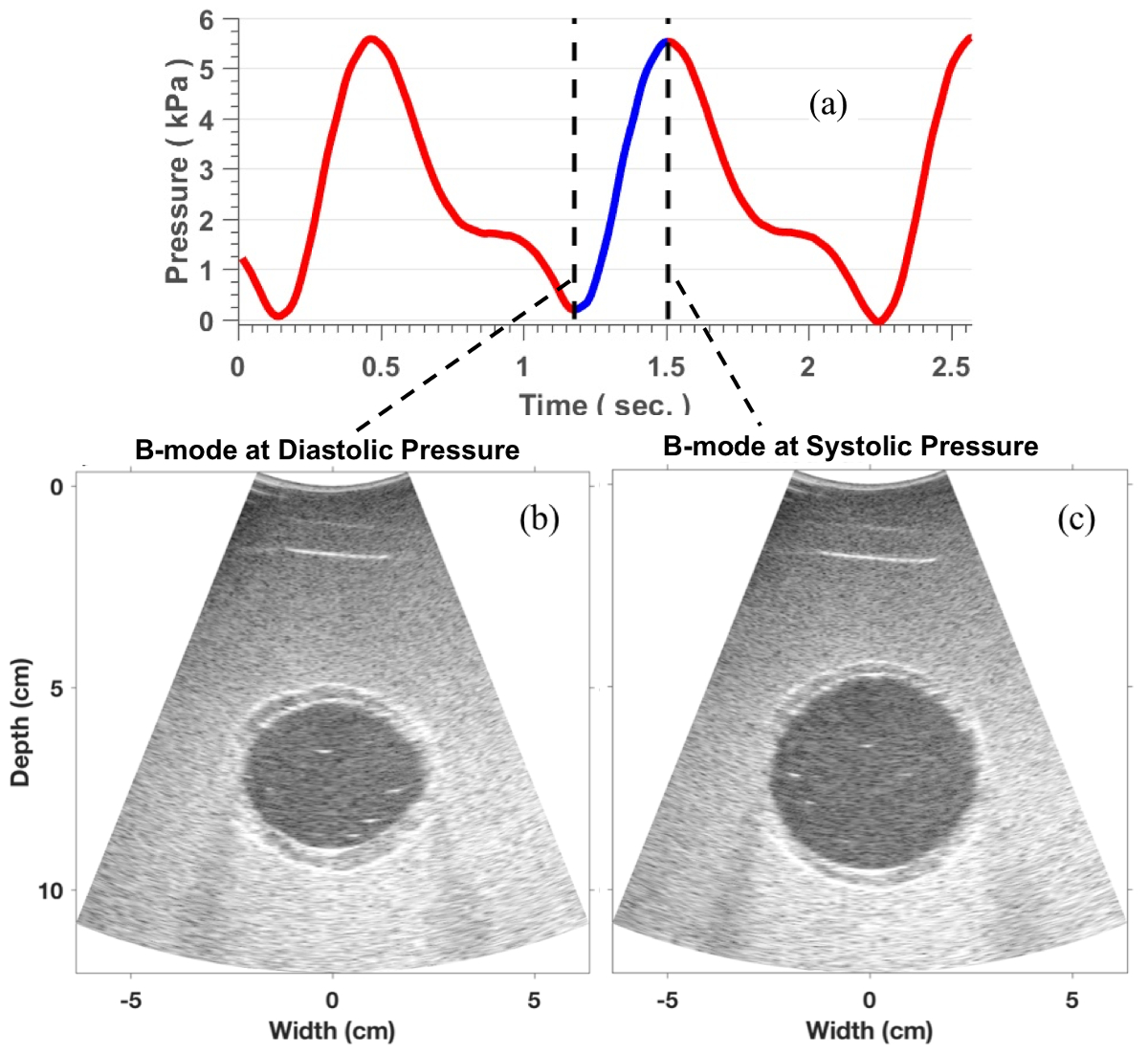
- Место катетер датчика твердотельного давления в системе судна и насос рядом с выходным отверстием гемодинамики насоса. Выполните гемодинамические насос таковы, что давление деформации стен между минимум 0 кПа и максимальная 7,5 кПа (Рисунок 4).

Рисунок 4 : Визуализации протокола. () профиль давления измеряется во время установки фантомных изображений. (b) представитель B-режим образ призрак на минимальное давление. (c) B-режим при максимальном давлении. Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.
{kind=link}
- Использовать систему УЗИ (США) и выпуклого излучателя с частотой центр приблизительно 5 МГц для сбора нас изображения фона и судно фантомов в поперечном сечении в месте максимальной судно диаметра (Рисунок 4b и 4 c ). Запись данных давления, с использованием цифровых приобретение системы (Рисунок 4).
Примечание: Детали для выполнения загрузки изображений на этом шаге можно найти в44смеси и др. - Получение оценки перемещения с помощью нежестких изображения технику на основе регистрации, как описано в смеси и др. 44. из измерений перемещения двухмерный (2D) поле (u,i(x)), рассчитать 2D штамм тензорное поле (εij(x)), оценивая симметричная часть градиента Перемещение поля:

- Затем Рассчитайте максимальный главных штамм (εp) как максимальная главных компонент штамм тензорное поле, используя следующее уравнение:

- Наконец Определите рамки основных нагрузку на пик давления и пропасти, этот штамм тензорное поле разница в максимальной и минимальной катетер измеряется давление (рис. 4), или пульсовое давление (PP), пространственно решена давление нормализуется принцип штамм (εp/PP).

Рисунок 5 : Давление нормализуется деформации изображения. Представитель изображения давления, измеренного нормализованное напряжение (εp/PP) in%/kPa в сосуд для однородной 10% от массы судна Фантом (а) и гетерогенных фантомов с 15% от массы (b), 20% по массе и 25% по массе передней аневризмы Секция (верхней части судна). Эта цифра была изменена от смеси и др. 44. пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.
{kind=link}
Результаты
Представитель B-режим изображения судна, подражая фантомы отображаются на минимальные и максимальные давления измеряется катетера (Рисунок 4b и 4 c, соответственно). In%/kPa давление нормализуется штамм (εp/PP) показан для четырех различных промышленных фантомы (рис. 5). Рисунок 5 показывает измеренное давление нормализуется штамм в пределах однородных Фантом, изготовленных с 10% по массе ПВА c раствор. Отношение средней штамма, измеренных в течение задней четверти (изображение внизу) Фантом для среднего напряжения в передней четверти (изображение сверху) был 0,92. Рисунок 5 b показывает εp/PP для в котором аневризмы секции Фантом был изготовлен с 15% по массе ПВА c решения и остальная часть Фантом фантом было сделано с помощью 10% по массе ПВА c. Отношение кзади передний деформации для этого phantom оказалась 1,87. Рисунок 5 c показывает εp/PP для гетерогенных phantom с 20% по массе ПВА c, с задней к передней штамм соотношение 4.23. Рисунок 5 d показывает εp/PP для гетерогенных phantom с 25% по массе ПВА c, с задней к передней штамм соотношение 7.37.
Представленные здесь результаты показывают, что брюшной аорты призраки были созданы со сложной геометрией и пространственно различных свойств материала. Дизайн Фантом геометрий были, или более конкретно, Фантом пресс-формы были сделаны с помощью компьютерного программного обеспечения, которое облегчает Фантом геометрии изменения(рис. 1 и 1b). Формы могут быть легко 3D печати и собрал и сложные формы геометрии могут быть напечатаны с помощью ПВА накаливания и удалены, аналогичные выплавляемым методов литья. Фантомы окончательные судне может быть динамически сжатого и стабильны при больших нагрузках (Рисунок 4). Фантомы совместимы с ультразвуковой визуализации (Рисунок 4b и 4 c) и имеют свойства материала, подражая брюшной аорты жесткость. Вариации в соотношениях штамм в передней к задней регионов деформации изображения показывают, что регионы имеют различные свойства материала (рис. 5) и независимые механические испытания на образцах количественно точные значения их сдвига соответствующих модулей.
Обсуждение
Этот документ представляет технику для изготовления тканей подражая фантомы для использования в тестирования эластография или эластичности, визуализации алгоритмов. Комбинированное использование CAD и 3D печати позволяет для эффективного проектирования аорты подражая фантомы со сложной геометрией, помимо трубчатых фантомы, в том числе аневризмы выпуклости. Создание Фантом происходит в 4 этапа; 1) дизайн Фантом геометрии, 2) печать частей Фантом плесень, 3) смешивания cryogel решений, которые в конечном итоге будет имитировать ультразвуковые характеристики и механических свойств Фантом судов и 4) заливки/инъекций по cryogel решение в форму, установив ПВА c с циклов замораживания оттаивания и удаления phantom от плесени. Использование САПР в в разработке формы, полученные на шаге 1 позволяет простой означает точно изменять геометрию фантомов. Печать формы частей в настоящее время занимает приблизительно 5-8 ч в зависимости от размера печати и таким образом легко могут быть сделаны для многократные изменения формы.
В шаге 3 cryogel решения создаются для имитации судна, аневризма и фон ткани с частицами карбонат кальция, подражая США разброс ткани. Cryogel решения следует перемешивают до использования если кальция частицы осели из смеси. Точные концентрации смеси cryogel будет определять окончательный механические свойства фантомов. Таким образом важно создать независимые образцы каждого из решений, используемых в призрак корабля и фона. Хотя не является частью протокола здесь, независимые измерения упругости образца должны быть получены с помощью тестирования одноосные напряженности. Независимые механические испытания образцов ПВА c для 10%, 15%, 20% и 25% фантомы, созданный в результатах представительных измерили модуль сдвига 17,4 ± 1,0 кПа, 48,3 ± 5.7 кПа, 95,1 ± 0,4 кПа и 170,0 ± 4,1 кПа, соответственно.
Шаг 4 является наиболее важным этапом в создании этих фантомов. Хотя регистрация контакты находятся в место, чтобы сохранить форму частей в их правильное положение относительно других, важно, чтобы убедиться, что плесень, которую частей не отдельные во время процесса формования. Таким образом использование зажимы держать форму. Самым важным соображением шаг 4 — для сведения к минимуму воздушных пузырьков в ловушке в плесень до первого цикла замораживания оттаивания. Это часто полезно разобрать одну сторону внешней плесени и инспектировать Фантом, после первого замораживания оттаивания цикла, чтобы убедиться, что он сформирован правильно. Это может сэкономить время впустую, поставив «плохих» призрак через дополнительные циклы. После того, как призрак была удалена из формы полностью, он может храниться в воде в течение нескольких недель с продолжение использования.
Фантомы ПВА c, разработанных в этой работе были созданы конкретно имитировать ультразвуковой и материальные жесткость аорты ткани. Использование поливинилового спирта cryogel позволяет для более широкого круга возможных механических жесткость, чтобы лучше имитировать изменения свойств материала аорты ткани, по сравнению с более резина как материалы33,34. Кроме того применение гидрогеля и прецизионное литье лучше захватывает акустические свойства литой резины или непосредственно 3D печатные материалы33,45. Некоторые пузырьков воздуха может попасть в ловушку в нашей формы до первого цикла замораживания оттаивания. Это может вызвать пробелы в Фантом и привести к материальной слабости или акустическая артефактов. Таким образом рекомендуется проверить фантомы из формы после первого замораживания оттаивания для определения, если этот процесс должен быть перезапущен. Кроме того авторы обнаружили, что внутренний плесень может иногда сдвига при замерзании аневризмы часть фантомов. Если это происходит, одна модификация выше протокола бы для создания 3D печати, или иным образом спроектированы, часть твердо держать внутренний просвет плесень передней внешней формы при замерзании этого раздела. Авторы обнаружили, что с помощью задней стороне внешней плесени и 5 мм спейсера между задней внешней плесени и внутренняя форма работает хорошо для этой цели.
Фантом, разработанных здесь идеально подходит для изучения влияния изменений в аневризмы диаметр и толщина Люминал или потенциально наличие тромба в ткани путем редактирования исходных файлов CAD. Однако предыдущие работы также показал, что эта техника производства может быть изменен для получения конкретного пациента Фантом геометрии с использованием изображений томографии и сегментации программного обеспечения, а не CAD дизайна, для создания 3D печати Фантом пресс-формы 44. результаты, показанные здесь продемонстрировать, что алгоритм смог визуализировать выпускаемой вариации в механических свойств Фантом секций. Следует отметить, что хотя эти фантомы были использованы для тестирования тепловизионные методы, основанные на США, они также совместимы с магнитного резонанса и компьютерная томография, системы визуализации и что они также могут быть использованы за рамки цели упругости изображений для широкого спектр новых методов обработки изображений и методов.
Раскрытие информации
Авторы не имеют ничего сообщать.
Благодарности
Эта работа была поддержана Национальным центром для продвижения трансляционная наук национальных институтов здравоохранения через награду № УЛ1 TR000042 и Национальный институт биомедицинских изображений и биоинженерии национальных институтов здравоохранения через награду № R21 EB018432.
Материалы
| Name | Company | Catalog Number | Comments |
| PLA filament | MatterHackers, MatterHackers.com | MEEDKTKU | |
| PVA filament | MatterHackers, MatterHackers.com | M4MJTECR | |
| LeakSeal | RPM International Inc., Rustoleum.com | 265495 | |
| Polyvinyl alcohol powder (Elvanol 71-30) | DowDuPont Inc., ChemistryStore.com | SKU: 81015 | |
| Calcium Carbonate Powder | greenwaybiotech.com via amazon.com | Amazon: B00HFFCBYQ | |
| Tacky Wax | bards.com via amazon.com | Bards: BB759 Amazon: B016KBDYRS | |
| Rostock max 3D Printer | SeeMeCNC, seemecnc.com | SKU: 84459 | |
| Onshape CAD software | OnShape, onshape.com | ||
| Mattercontrol printer software | MatterHackers, MatterHackers.com | ||
| Mikro-Cath pressure catheter and device | Millar, Inc., millar.com | 4501016/B | |
| BNC digital acquisition | National Instruments Corporation, ni.com | NI USB-6251 BNC | |
| clear cast acrylic sheet | mcmaster-carr Supply Company, mcmaster.com | 8560K274 | |
| Cole-Parmer Stopcocks with Luer Connections; 3-way; male lock, Non-sterile | Cole-Parmer, coleparmer.com | EW-30600-02 | |
| BD Disposable Syringes (60 mL, Luer lock) | Cole-Parmer, coleparmer.com | EW-07945-28 | |
| 6 Inch Ratchet Bar Clamp / 12 Inch Spreader | Tekton, Inc., www.tekton.com | 39181 | |
| Tygon PVC Clear Tubing | mcmaster-carr Supply Company, mcmaster.com | 6516T53 | |
| MTS Qtest Q/5 | MTS Systems Corperation, www.mts.com | 4501016 | |
| MTS 5N Load Cell | MTS Systems Corperation, www.mts.com | 4501016/B | |
| Abaqus FEA | Dassault Systèmes, 3ds.com |
Ссылки
- Taylor, S. M. The Juxtarenal Abdominal Aortic Aneurysm. Archives of Surgery. 129 (7), 734-734 (1994).
- Nevitt, M. P., Ballard, D. J., Hallett, J. W. Prognosis of Abdominal Aortic Aneurysms. The New England Journal of Medicine. 321 (15), 1009-1014 (1989).
- Crane, C. Arteriosclerotic Aneurysm of the Abdominal Aorta. The New England Journal of Medicine. 253 (22), 954-958 (1955).
- IMPROVE Trial Investigators. Endovascular or open repair strategy for ruptured abdominal aortic aneurysm: 30-day outcomes from IMPROVE randomised trial. British Medical Journal. 348, 7661 (2014).
- Robinson, W. P., et al. Endovascular repair of ruptured abdominal aortic aneurysms does not reduce later mortality compared with open repair. Journal of Vascular Surgery. 63 (3), 617-624 (2016).
- Starnes, B. W., et al. Management of ruptured abdominal aortic aneurysm in the endovascular era. Journal of Vascular Surgery. 51 (1), 9-18 (2010).
- Schermerhorn, M. L., et al. Endovascular vs. Open Repair of Abdominal Aortic Aneurysms in the Medicare Population. The New England Journal of Medicine. 358 (5), 464-474 (2008).
- Darling, R. C., et al. Autopsy study of unoperated abdominal aortic aneurysms. The case for early. Circulation. 56, 161-164 (1977).
- Szilagyi, D. E., Smith, R. F., DeRusso, F. J., Elliott, J. P., Sherrin, F. W. Contribution of abdominal aortic aneurysmectomy to prolongation of life. Annals of Surgery. 164 (4), 678-699 (1966).
- Skibba, A. A., et al. Reconsidering gender relative to risk of rupture in the contemporary management of abdominal aortic aneurysms. Journal of Vascular Surgery. 62 (6), 1429-1436 (2015).
- Parkinson, F., et al. Rupture rates of untreated large abdominal aortic aneurysms in patients unfit for elective repair. Journal of Vascular Surgery. 61 (6), 1606-1612 (2015).
- Grant, S. W. W., et al. Calculating when elective abdominal aortic aneurysm repair improves survival for individual patients: development of the Aneurysm Repair Decision Aid and economic evaluation. Health technology assessment. 19 (32), 1-154 (2015).
- Lederle, F. a., et al. Rupture rate of large abdominal aortic aneurysms in patients refusing or unfit for elective repair. JAMA: the journal of the American Medical Association. 287 (22), 2968-2972 (2002).
- Vorp, D. A., Raghavan, M. L. L., Webster, M. W. Mechanical wall stress in abdominal aortic aneurysm: Influence of diameter and asymmetry. Journal of Vascular Surgery. 27 (4), 632-639 (1998).
- Vande Geest, J. P., et al. Towards a noninvasive method for determination of patient-specific wall strength distribution in abdominal aortic aneurysms. Annals of Biomedical Engineering. 34 (7), 1098-1106 (2006).
- Stringfellow, M. M., Lawrence, P. F., Stringfellow, R. G. The influence of aorta-aneurysm geometry upon stress in the aneurysm wall. Journal of Surgical Research. 42 (4), 425-433 (1987).
- Maier, A., et al. A comparison of diameter, wall stress, and rupture potential index for abdominal aortic aneurysm rupture risk prediction. Annals of Biomedical Engineering. 38 (10), 3124-3134 (2010).
- Raghavan, M. L. L., Vorp, D. A., Federle, M. P., Makaroun, M. S., Webster, M. W. Wall stress distribution on three-dimensionally reconstructed models of human abdominal aortic aneurysm. Journal of Vascular Surgery. 31 (4), 760-769 (2000).
- Di Martino, E. S., et al. Biomechanical properties of ruptured versus electively repaired abdominal aortic aneurysm wall tissue. Journal of Vascular Surgery. 43 (3), 570-576 (2006).
- Gasser, T. C., Ogden, R. W., Holzapfel, G. a. Hyperelastic modelling of arterial layers with distributed collagen fibre orientations. Journal of the Royal Society, Interface / the Royal Society. 3 (6), 15-35 (2006).
- Ruddy, J. M., Jones, J. A., Spinale, F. G., Ikonomidis, J. S. Regional heterogeneity within the aorta: Relevance to aneurysm disease. The Journal of Thoracic and Cardiovascular Surgery. 136 (5), 1123-1130 (2008).
- Raut, S. S., Chandra, S., Shum, J., Finol, E. A. The role of geometric and biomechanical factors in abdominal aortic aneurysm rupture risk assessment. Annals of Biomedical Engineering. 41 (7), 1459-1477 (2013).
- Tavares Monteiro, J. A., et al. Histologic, histochemical, and biomechanical properties of fragments isolated from the anterior wall of abdominal aortic aneurysms. Journal of Vascular Surgery. 59 (5), (2014).
- Vallabhaneni, S. R., et al. Heterogeneity of tensile strength and matrix metalloproteinase activity in the wall of abdominal aortic aneurysms. Journal of endovascular therapy: an official journal of the International Society of Endovascular Specialists. 11 (4), 494-502 (2004).
- Zou, Y., Zhang, Y. Mechanical evaluation of decellularized porcine thoracic aorta. The Journal of Surgical Research. 175 (2), 359-368 (2012).
- Ophir, J., et al. Elastography: Imaging the elastic properties of soft tissues with ultrasound. Journal of Medical Ultrasonics. 29 (4), 155-171 (2002).
- Lopata, R. G. P., et al. Performance evaluation of methods for two-dimensional displacement and strain estimation using ultrasound radio frequency data. Ultrasound in Medicine and Biology. 35 (5), 796-812 (2009).
- Fromageau, J., et al. . Ultrasonics Symposium, 2005 IEEE. , 257-260 (2005).
- Lopata, R. G. P., et al. Vascular elastography: A validation study. Ultrasound in Medicine and Biology. 40 (8), 1882-1895 (2014).
- Mascarenhas, E. J. S., et al. Assessment of mechanical properties of porcine aortas under physiological loading conditions using vascular elastography. Journal of the Mechanical Behavior of Biomedical Materials. 59, 185-196 (2016).
- Brekken, R., et al. Strain estimation in abdominal aortic aneurysms from 2-D ultrasound. Ultrasound in Medicine and Biology. 32 (1), 33-42 (2006).
- Vonk, T., Nguyen, V., Schurink, G., van de Vosse, F., Lopata, R. . Ultrasonics Symposium (IUS), 2014 IEEE International. , 9-12 (2014).
- Cloonan, A. J., et al. 3D-Printed Tissue-Mimicking Phantoms for Medical Imaging and Computational Validation Applications. 3D Printing and Additive Manufacturing. 1 (1), 14-23 (2014).
- Doyle, B. J., et al. Experimental modelling of aortic aneurysms: novel applications of silicone rubbers. Medical Engineering and Physics. 31 (8), 1002-1012 (2009).
- Zell, K., Sperl, J., Vogel, M., Niessner, R., Haisch, C. Acoustical properties of selected tissue phantom materials for ultrasound imaging. Physics in Medicine and Biology. 52 (20), 475 (2007).
- Surry, K., Austin, H., Fenster, A., Peters, T. Poly (vinyl alcohol) cryogel phantoms for use in ultrasound and MR imaging. Physics in Medicine and Biology. 49 (24), 5529 (2004).
- Chu, K. C., Rutt, B. K. Polyvinyl alcohol cryogel: An ideal phantom material for MR studies of arterial flow and elasticity. Magnetic Resonance in Medicine. 37 (2), 314-319 (1997).
- Richards, M. S., et al. Investigating the impact of spatial priors on the performance of model-based IVUS elastography. Physics in Medicine and Biology. 56 (22), 7223-7246 (2011).
- Raghavan, M. L., et al. Regional distribution of wall thickness and failure properties of human abdominal aortic aneurysm. Journal of Biomechanics. 39 (16), 3010-3016 (2006).
- Farsad, M., Zeinali-Davarani, S., Choi, J., Baek, S. Computational Growth and Remodeling of Abdominal Aortic Aneurysms Constrained by the Spine. Journal of Biomechanical Engineering. , (2015).
- Kim, J., Peruski, B., Hunley, C., Kwon, S., Baek, S. Influence of surrounding tissues on biomechanics of aortic wall. International Journal of Experimental and Computational Biomechanics. 2 (2), 105-117 (2013).
- Lillie, J. S., et al. Pulse Wave Velocity Prediction and Compliance Assessment in Elastic Arterial Segments. Cardiovascular Engineering and Technology. 6 (1), 49-58 (2015).
- Varble, N., et al. In vitro hemodynamic model of the arm arteriovenous circulation to study hemodynamics of native arteriovenous fistula and the distal revascularization and interval ligation procedure. Journal of Vascular Surgery. 59 (5), 1410-1417 (2014).
- Mix, D. S., et al. Detecting Regional Stiffness Changes in Aortic Aneurysmal Geometries Using Pressure-Normalized Strain. Ultrasound in Medicine and Biology. 43 (10), 2372-2394 (2017).
- Browne, J., Ramnarine, K., Watson, A., Hoskins, P. Assessment of the acoustic properties of common tissue-mimicking test phantoms. Ultrasound in Medicine and Biology. 29 (7), 1053-1060 (2003).
Перепечатки и разрешения
Запросить разрешение на использование текста или рисунков этого JoVE статьи
Запросить разрешениеThis article has been published
Video Coming Soon
Авторские права © 2025 MyJoVE Corporation. Все права защищены