
Method Article
Изготовление и проектирование высокопроизводительных композитов на основе древесины
В этой статье
Резюме
Delignified уделоенная древесина представляет собой новый многообещающий легкий, высокопроизводительный и био-материал на основе с большим потенциалом для частичной замены натурального волокна усиленных или стеклянных волокон усиленных композитов в будущем. Здесь мы представляем два универсальных маршрута изготовления и демонстрируем возможность создания сложных композитных деталей.
Аннотация
Delignified уделольной древесины является новым перспективным и устойчивым материалом, который обладает потенциалом для замены синтетических материалов, таких как стекловолокна армированных композитов, из-за его отличные механические свойства. Delignified древесины, однако, является довольно хрупким в мокром состоянии, что делает обработку и формирование сложной задачей. Здесь мы представляем два процесса изготовления, закрытой плесени уплотнения и вакуумной уплотнения, для производства высокопроизводительных целлюлозных композитов на основе delignified древесины, в том числе оценки их преимуществ и ограничений. Кроме того, мы предлагаем стратегии, как композиты могут быть повторно использованы или разложена в конце жизни цикла. Уплотнение с закрытой плесенью имеет то преимущество, что не требуется сложное лабораторное оборудование. Простые зажимы винта или пресс аможет быть использован для уплотнения. Мы рекомендуем этот метод для небольших деталей с простой геометрией и большими радиусами кривизны. Вакуумная уплотнение в процессе открытой формы подходит для более крупных объектов и сложных геометрий, включая небольшие радиусы кривизны. По сравнению с процессом закрытой формы, открытый вакуумный подход только требует производства одной полосы полости.
Введение
Развитие новых натуральных волокон (NF) на основе композитов, оснащенных превосходными механическими свойствами представляет собой одну из основных задач в материаловедении, так как они могут быть устойчивыми альтернативами для современных синтетических систем, таких как композиты из стекловолокна1,2,3. Кроме традиционных NF композитов (льня, конопли, кенфа и т.д.)4,5,уплотнение древесины после частичного или полного удаления матричных компонентов получил все большее внимание в последние годы6,7,9,10,11. Маршрут производства сверху вниз, основанный на делегировании навалочной древесины с последующим уплотнением, концептуально противоречит довольно сложным процессам снизу вверх для целлюлозы и суспензии на основе продукции12. В целлюлозно-суспензионных продуктах выравнивание древесного волокна не сохраняется, так как волокна разделены в процессе. В отличие от этого, структура-сохраняя delignified древесины, которая получена в сверху вниз процесс, передает сложные архитектуры с выровненными целлюлозными волокнами в новый материал. Для достижения уплотнения delignified древесины без искажений выравнивания волокна, новые маршруты обработки должны быть разработаны.
Прямая уплотнение насыщенных водой delignified образцов древесины приводит к ограниченной степени уплотнения, трещины, и волокна выравнивания искажений из-за мокрой образца присущие свободной воды, которая создает встречное давление во время уплотнения. Текущие решения, чтобы избежать потери структурной целостности при уплотнении включает в себя использование частично delignified древесины с последующим высокотемпературной уплотнение9 или предварительной высыхания delignified древесины до уплотнения6. Оба метода укрепляют связь между соседними клетками, либо из-за оставшегося лигнина, который действует как клей, либо из-за свободного удаления воды между клетками.
В обоих случаях происходит снижение формообразуемости, что ограничивает применение конструкции; необходимый образец предварительного кондиционирования также приводит к более длительному времени обработки. Поэтому необходим быстрый и масштабируемый процесс, который сочетает в себе формирование и уплотнение в одном шаге.
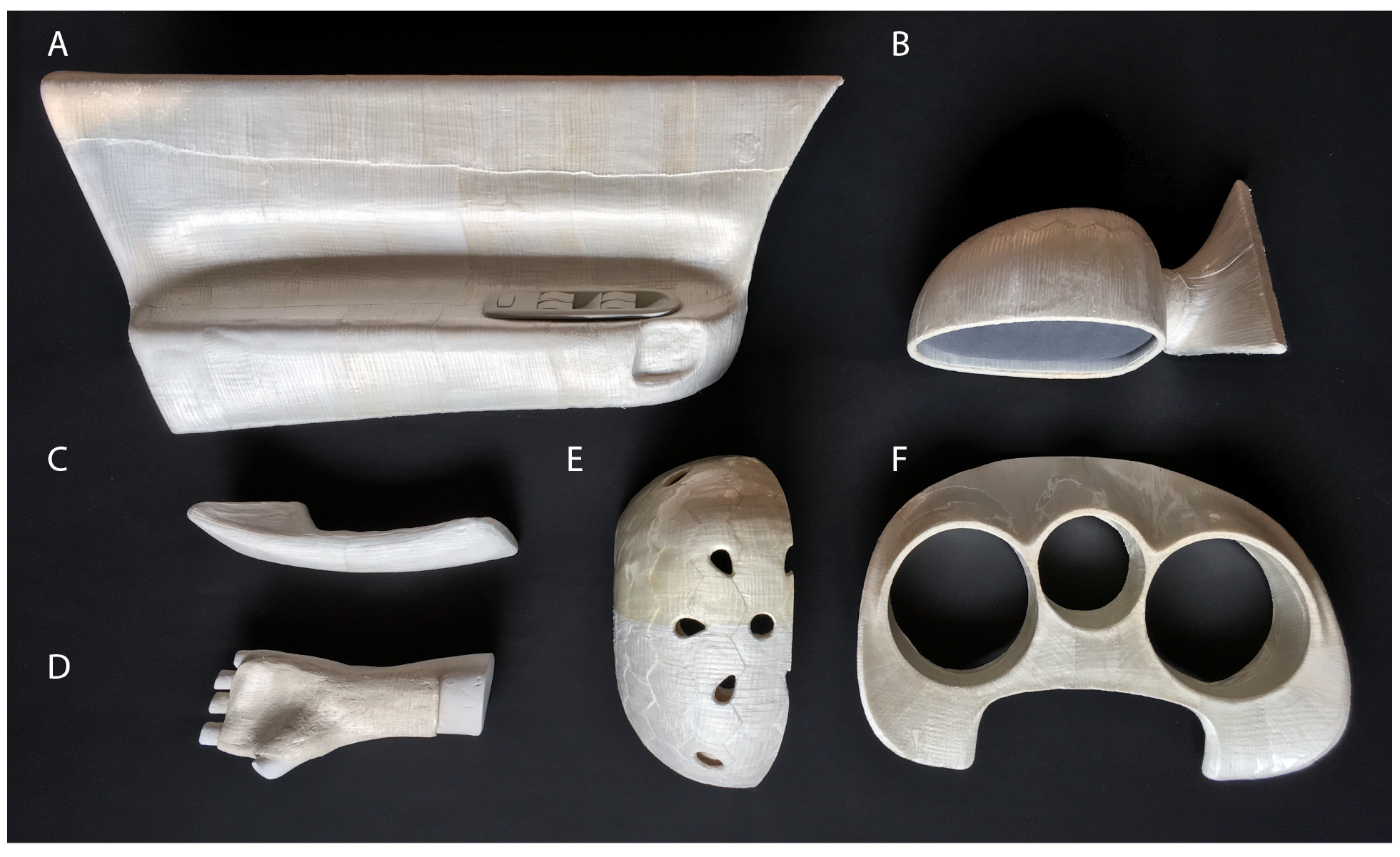
В этой связи мы представляем здесь открытую/закрытую плесень уплотнения и вакуумную обработку delignified древесины как методы для объединения формирования, уплотнения и сушки в простом и масштабируемом подходе. На рисунке 1 показаны delignified уплотняемые древо-композитные части, которые были получены с помощью методов, описанных в этой работе.

Рисунок 1: Примеры delignified уплотняемых деревянных композитных деталей. (A) Дверная панель, (B) боковое зеркало, (C) дверная ручка автомобиля, (D) ортез, (E) вырезать открытый шлем, и (( F) тахометр крышка автомобиля. Пожалуйста, нажмите здесь, чтобы просмотреть большую версию этой цифры.
{kind=link}
протокол
1. Деловоеление деревянных виниров
ПРИМЕЧАНИЕ: Этот протокол делегации основан на наших предыдущих работах, опубликованных Фреем и др. 20186 и Segmehl et al. 201813.
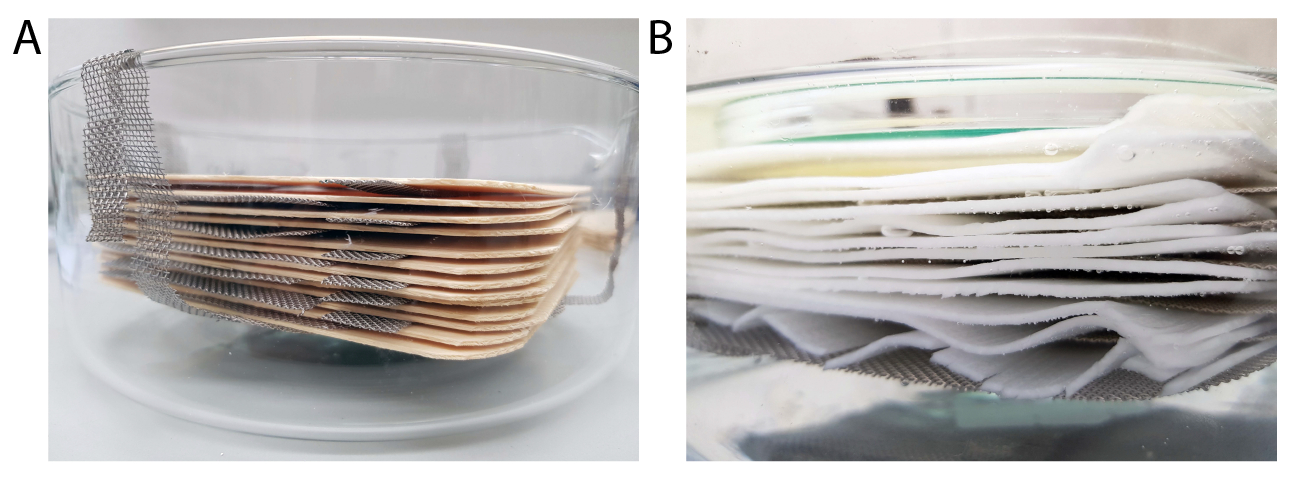
- Установите держатель образца из нержавеющей стали в кристаллизующейся тарелке или в стакан е и поместите магнитную панель перемешивания под держателем образца. Стек деревянные виниры на верхней части держателя и отделить их от металлических сеток или металлических полос сетки(рисунок 2A). Здесь мы используем радиальные вырезанные еловые виниры толщиной 1,5 мм. Виды и тип древесины (тангенциальный, радиальный, роторный срез шпона), а также толщина шпона могут быть разнообразными.
- Подготовка 1:1 объем смеси перекиси водорода (30 Вт%) и ледниковой уксусной кислоты и залить смесь в кристаллизующейся блюдо, пока виниры полностью покрыты. Используйте стеклянную посуду (например, чашку Петри), чтобы сохранить виниры в растворе. Замочите образцы в растворе при комнатной температуре (RT) на ночь при перемешивании при 150 об/мин.
- Нагрейте раствор до 80 градусов по Цельсию и запустите реакцию в течение 6 ч для полного delignification. Отрегулируйте время делегирования в зависимости от толщины образца.
- После делегации, залить раствор delignification в пустой стакан и дайте ему остыть перед удалением. Аккуратно промыть delignified виниры несколько раз с деионизированной водой. Затем продолжайте мыть виниры, не помешивая, заполнив кристаллизующуюся тарелку (стакан) деионизированной водой. Заменяйте воду два раза в день до достижения значения рН стиральной воды выше 5(рисунок 2B).
- Ручка мокрые delignified деревянные виниры с осторожностью, как целлюлоза эшафот довольно хрупким. Используйте металлическую сетку в качестве поддержки для транспортировки и драпировки(рисунок 4).

Рисунок 2: Установка делегации. (A) Кристаллизующая тарелка с держателем образца сетки металла и деревянными винирами штабелированными на верхней части держателя образца. Полоски металлической сетки отделяют отдельные виниры друг от друга. (B) Delignfied виниры покрыты водой во время процесса стирки. Пожалуйста, нажмите здесь, чтобы просмотреть большую версию этой цифры.
{kind=link}
2. Хранение и производство целлюлозы prepreg
- Рассмотрите возможность обработки влажных образцов древесины в течение 2-3 недель. Кроме того, сохранить материал для длительного хранения в этаноле (EtOH) или высушить листы между металлическими сетками.
- Храните сухие, плоские листы целлюлозы ("целлюлозные препреги") ниже 65% относительной влажности (RH). Увлажнить листы в воде до дальнейшего формирования и обработки.
3. Уплотнение и формирование оклеветанной древесины в закрытых формах
- Используйте закрытые формы, изготовленные из открытого порохового материала (например, керамические формы, пористые 3D печатные полимерные формы), чтобы обеспечить удаление воды и достаточную сушку. Размеры пор должны быть ниже 2 мм, особенно к поверхности, чтобы получить гладкую поверхность конечной композитной части.
- Состояние delignified древесины при желаемом RH. Для радиуса кривизны в диапазоне см или конструкций плоскости используйте образцы, которые обусловлены на 95% RH при 20 градусах Цельсия. Для меньших радиусов кривизны, драпировать шпон в насыщенном водой состоянии, предварительно высушить драпированный материал в открытой плесени на 95% н.э., или предварительно высушить материал в духовке (65 градусов по Цельсию) в течение 5-30 мин (время зависит от толщины образца). Кривизна соображения сделаны в связи с толщиной шпона (здесь 1,5 мм).
- Уплотните материал в закрытой плесени либо с помощью винтовых зажимов или в прессе. Отредкните давление, если это необходимо, чтобы компенсировать усадку. Процесс сушки может быть ускорен путем размещения плесени в духовке при температуре 65 градусов по Цельсию или путем повышения температуры пресса.
ПРИМЕЧАНИЕ: Относительно низкое давление в диапазоне нескольких MPa достаточно, чтобы уплотнить мокрую delignified древесины. Окончательную толщину можно контролировать с помощью прокладок с целевой толщиной между поверхностями плесени, а не путем контроля давления. - После полной высыхания, demold композитной части и повторно использовать форму для нового запуска.
4. Вакуумное формирование и уплотнение делигиированной древесины в открытых формах
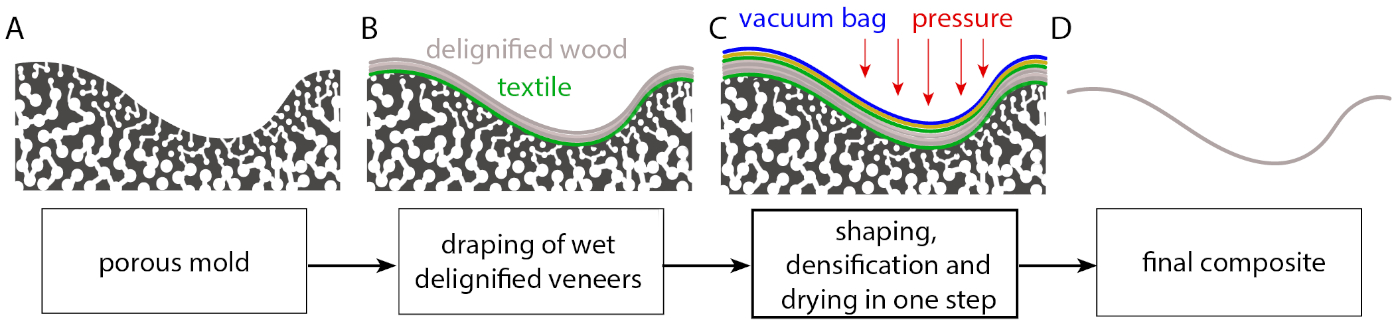
- Используйте пористую открытую форму, описанную в 3.1. Кроме того, используйте непористые формы с пористым слоем (например, сетка, текстиль, передышка) на верхней части формы или на верхней части delignified древесины, чтобы позволить сушки (Рисунок 3A).
- Используйте текстильный слой (например, пилинг-пли) для защиты плесени от загрязнения. Drape насыщенных водой delignified шпон на верхней части текстиля(Рисунок 3B) и покрыть его вторым текстильным слоем и поток сетки.
ПРИМЕЧАНИЕ: Для получения гладкой поверхностной отделки мы рекомендуем использовать пористую обработку закрытой формы. Для этого замените струйную сетку пористой верхней частью формы. Однако, если поверхностный узор с помощью сетки является желательным, процесс открытой формы является хорошей альтернативой. - Поместите форму на верхней части пластины из нержавеющей стали, нанесите уплотнительной ленты и вакуумные трубки, и оберните плесень (открытой или закрытой) с вакуумным мешком. Используйте сетку потока для обеспечения потока воды в вакуумные трубки. Дополнительно поместите дополнительные слои сетки ниже формы для повышения процесса сушки и, чтобы избежать локальных капель вакуумного давления, особенно для больших частей(Рисунок 3C).
- Нанесите вакуум для сушки и одновременной уплотнения композита. Для ускоренной сушки поместите установку в духовку при повышенной температуре (например, 65 градусов по Цельсию).
ПРИМЕЧАНИЕ: Убедитесь в том, чтобы использовать холодные ловушки, чтобы избежать попадания воды в вакуумный насос. Мы здесь используем масляный насос в диапазоне давления 10-2 бар. Тем не менее, можно также использовать мембранный насос, но компромиссы в отношении степени уплотнения, возможно, должны быть приняты во внимание. - После сушки, demold сухой композитный и повторно использовать форму и вакуумной установки для новой композитной части(Рисунок 3D).

Рисунок 3: Схематическая иллюстрация процесса открытой формы. (A) Пористая плесень с меньшими порами к поверхности. (B) Delignified древесины драпированные на верхней части пористой формы (серый) и дополнительный текстильный слой для защиты плесени (зеленый). (C) Текстиль, струйная сетка и вакуумный мешок, помещенный поверх delignified древесины. Давление применяется через вакуумный мешок и приводит к уплотнению и высыханию материала. (D) Окончательный композитный после demolding. Пожалуйста, нажмите здесь, чтобы просмотреть большую версию этой цифры.
{kind=link}
5. Производство ламинированных композитных деталей
- Изготовление толстых многослойных композитных деталей с помощью методов укладки и выберите угол наклона волокон слоев (например, 0 евро, 0 евро/90, 0 "/-45"/90 /-45градусовпо Цельсию), как в традиционном композитном производстве.
ПРИМЕЧАНИЕ: Количество слоев может быть выбрано в зависимости от целевой толщины заключительной части. Однако вакуумное время сильно зависит от размера и толщины детали и колеблется от 2 ч (один слой толщиной 1,5 мм) до 2 дней для 8-слойной части. - Увеличьте связь между delignified деревянными слоями, применяя клей между слоями во время процесса драпировки. Используйте клей на основе воды (например, крахмал), который позволяет комбинированное высыхание и лечение клея.
ПРИМЕЧАНИЕ: Мы применяем 0,04 г/см2 из 16,5 вт листкраха между слоями. Тем не менее, другие на водной основе клея могут быть использованы в качестве альтернативы. - Demold композитной части и машины закончить вручную или со стандартным деревянным инструментом(Рисунок 6E,F).
6. Повторное использование и переработка композитных деталей
- Поместите delignified неклееные древесные композиты в воду, пока часть не восстановит форму. Затем либо изменить материал для получения нового продукта (см. Фрей и др. 20197)или уменьшить его на мелкие кусочки.
- Повторное использование небольших кусочков delignified древесины для создания новых продуктов, вдохновленных стандартными методами целлюлозы (например, целлюлозно литья) и, наконец, пусть материал биодеградации после окончания жизни.
Результаты
Делигнацификация и обработка деревянных виниров.
Полное делолификация приводит к массовому сокращению около 40% и сокращению объема около 20% после высыхания на 65% RH6. Кроме лигнина, часть гемицеллюлосов удаляется тоже. Удаление этих компонентов приводит к хрупкому целлюлозно-излматериальо-материалу (см. рисунок 4). Использование металлических сетк в качестве опор облегчает обработку и драпировку.

Рисунок 4: Обработка delignified древесины во влажном состоянии. (A)Хрупкая обрекифицированная древесина в мокром состоянии. (B) Обработка материала облегчается с помощью металлической сетки для транспортировки или (C) для драпировки материала к плесени. (D) Delignified древесины драпированные на вершине пористой 3D-печатной формы. Пожалуйста, нажмите здесь, чтобы просмотреть большую версию этой цифры.
{kind=link}
Уплотнение и формирование delignified древесины в закрытых форм.
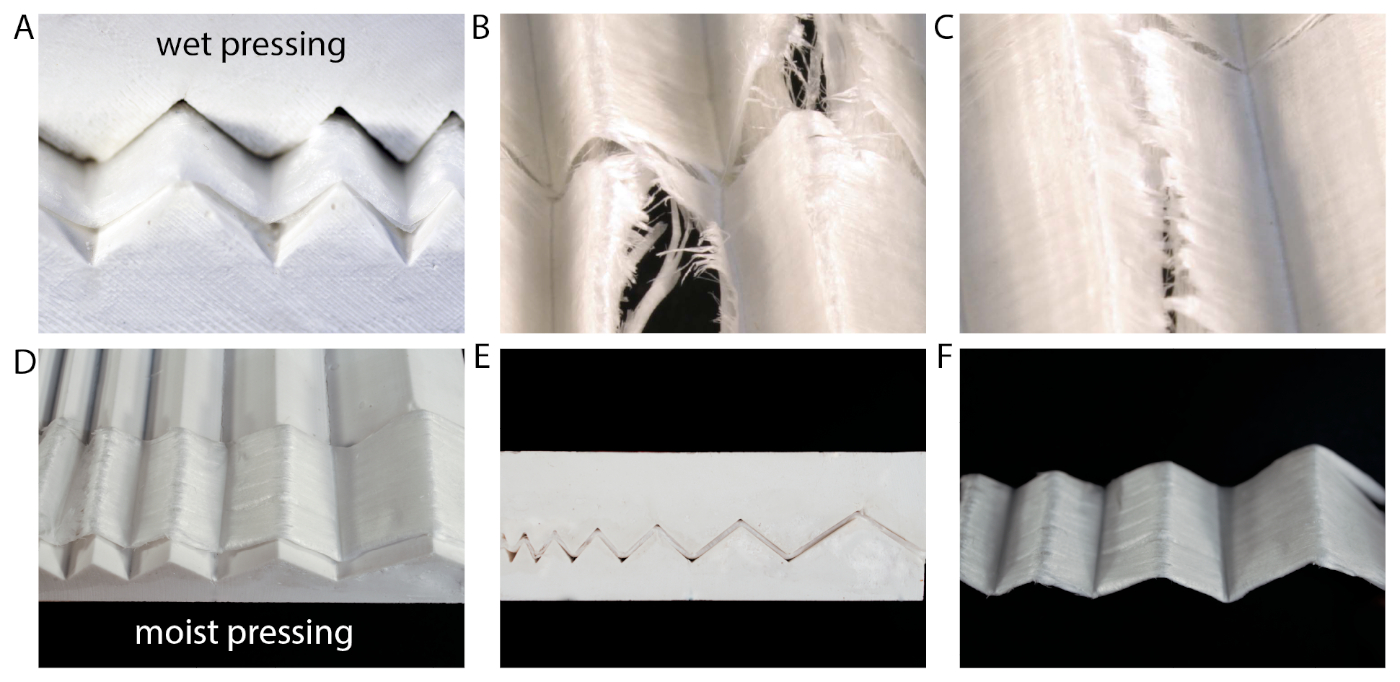
Уплотнение насыщенной водой делигированной древесины(рисунок 5A-C) требует, так как свободная вода в эшафот создает встречное давление на уплотнение и позволяет материалу течь во время обработки. Это вызывает отклонения волокна и трещины в конечном материале(Рисунок 5B, C). Одной из возможностей обойти эти ограничения является использование влажной предварительно кондиционированной (95% RH и 20 градусов по Цельсию), delignified древесины. В этом состоянии, delignified древесины по-прежнему достаточно формируемые и его уплотнение не приводит к волокна выравнивания искажений и дефектов.
Предварительно кондиционированный материал, однако, является более жестким по сравнению с насыщенным водой состоянием, что затрудняет получение небольших радиусов кривизны без материального ущерба. Для малых радиусов кривизны можно использовать влажную драпировку с последующим кондиционированием в уже сформированном состоянии до уплотнения. Тем не менее, кондиционирование занимает довольно много времени и поэтому не рекомендуется для крупномасштабных приложений.

Рисунок 5: Закрыто-плесень уплотнения delignified древесины во влажном и влажном состоянии. (A) Денсификация насыщенного водой целлюлозы приводит к (B, C) трещины и волокна несогласованности. (D-F) Уплотнение влажного материала, обусловленное 95% RH приводит к лучшему сохранению выравнивания волокна и меньше дефектов. Пожалуйста, нажмите здесь, чтобы просмотреть большую версию этой цифры.
{kind=link}
Вакуумное формирование и уплотнение ламинированной части в открытой плесени.
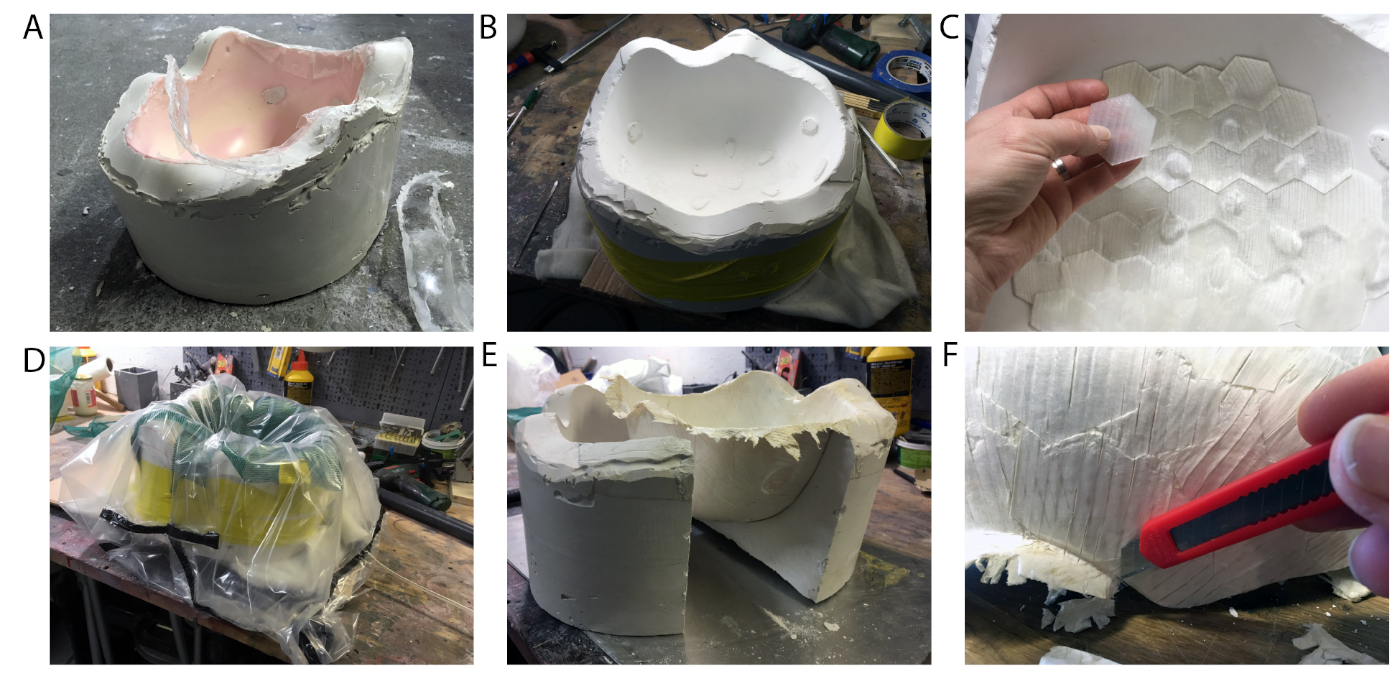
Примерно для вакуумной формации, мы изготовили шлем в самодельной гипсовой формы с использованием процесса открытой формы(рисунок 6A,B). Как заложить вверх, мы драпированные 2 слоя шестиугольника-хлопья для поверхности текстурирования следуют 4 слоя delignified древесный шпон в "0" / 90 "заложить вверх (Рисунок 6C). Хлопья обеспечивают привлекательную конструкцию поверхности, в то время как одномерные (UD) слои добавляют прочность и жесткость композиту. Мы применили 16,5 вт% крахмала в качестве клея между слоями, чтобы предотвратить делемации14.
Вакуумная уплотнение(рисунок 6D) приводит к полному высыханию детали в пределах 48 ч и уплотнению до толщины 3 мм (1/3ч от начальной толщины). После вакуумной обработки композитная часть размягна(рисунок 6E),а края обрезаются резаком(рисунок 6F).
Максимальная толщина укладки, которая могла быть уплотнена и полностью высушена при открытом литье подход был 8-слойный layup (8 х 1,5 мм шпона) с конечной толщиной этой части 2,5 мм, что соответствует уплотнению до примерно одной четверти от первоначальной толщины сухой delignified древесины, принимая во внимание слой усадки при делегировании и сухости. Для получения таких высоких степеней уплотнения необходим низкий вакуум в диапазоне 10-2 бар.
Delignified деревянных композитов, которые уплотняются примерно до одной четверти их первоначальной толщины, как правило, достигают эластичных значений модули около 25 GPa и значения прочности в диапазоне 150-180 MPa, как показано в нашей предыдущей работе (Таблица 1)7.

Таблица 1: Литературные значения для растяжения эластичного модуля и прочности уплотненной деликатной древесины. Вакуумная обработка приводит к уплотнению до 1/4 от начальной толщины, что соответствует FVC 66%.

Рисунок 6: Изготовление шлема по обработке открытой формы. (A, B) Формирование оригинального шлема с помощью гипсовой формы. (C) Драпировка двух внешних слоев с шестиугольными хлопьями, а затем драпировка внутренней 4-слоев в "0/90" layup. (D) Денсификация и высыхание части вакуумом. (E) Демольдаж сухой части и (F) закончить с помощью резака. Пожалуйста, нажмите здесь, чтобы просмотреть большую версию этой цифры.
{kind=link}
Использование сетки потока обычно приводит к сетке-отпечаток в образце. Это можно рассматривать как стратегию проектирования, присущую процессу, либо можно предотвратить, разместив дополнительный более толстый текстильный слой между delignified древесиной и сеткой потока.
Кроме того, закрытые формы в сочетании с вакуумной обработкой, как описано в протоколе шаг 4.2 могут быть использованы. Регулярное узорможет быть получено путем размещения небольших кусочков delignified виниры в определенном порядке, как показано ранее для нашего примера с шестиугольник омрачания на шлеме.
Проблемы, которые могут возникнуть во время вакуумной обработки включают warpages в составной части, которые вызваны неполной сушки и возникновения трещин (Рисунок 7). Трещины в основном приводят к delignified древесины, которая хранилась в EtOH предварительного композитного изготовления. Поэтому после хранения EtOH мы рекомендуем тщательно замочить в воде деликатную древесину перед дальнейшей обработкой. Кроме того, тщательная драпировка с последующим небольшим уплотнением вручную, чтобы удалить немного свободной воды снижает риск растрескивания.

Рисунок 7: Возможные проблемы, возникающие при изготовлении сложных геометрий. (A) Вид на спину и (B) вид сбоку изготовленного шлема. (C,D) Небольшие трещины из-за усадки материала во время обработки. Пожалуйста, нажмите здесь, чтобы просмотреть большую версию этой цифры.
{kind=link}
Повторное использование или разложение композитных деталей.
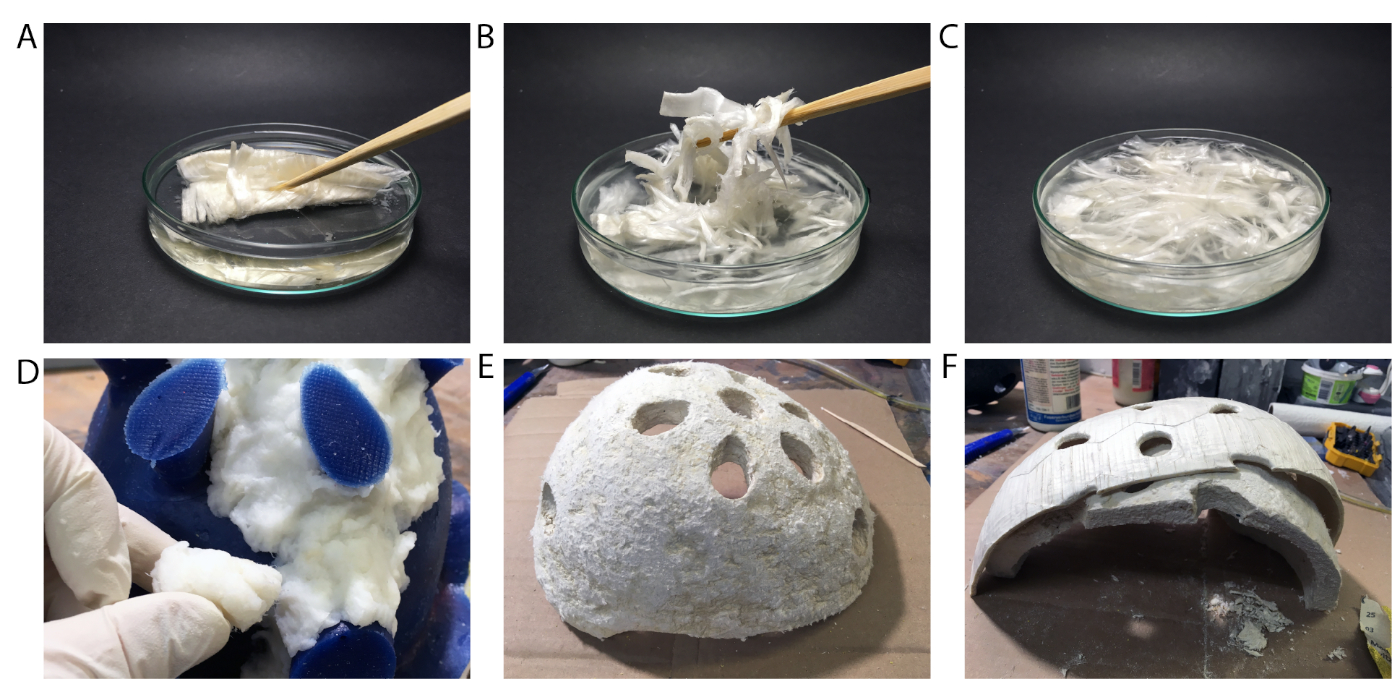
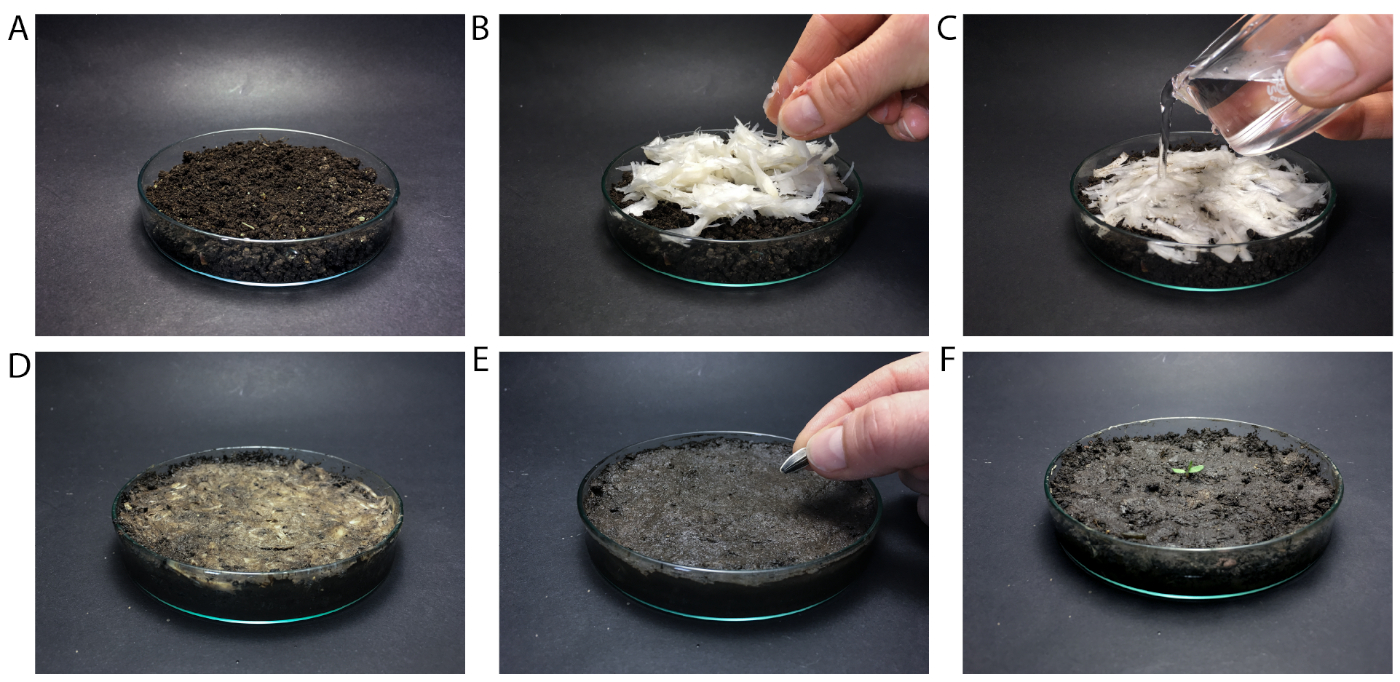
Наш целлюлозно-крахмал композитный все био-основе и может распадаться в воде. С одной стороны, гидрофилия материала является недостатком, так как это приводит к снижению механической производительности при контакте с водой. Простой метод защиты композита от жидкой воды состоит из гидрофобных покрытий, как мы показали в Frey et al. 20197. С другой стороны, гидрофильные поведение материала также может быть полезным, когда дело доходит до конца жизни использования и утилизации аспектов. Образец может быть просто распалась в воде на более мелкие кусочки и волокнистой суспензии могут быть дополнительно использованы для производства новых волоконных продуктов, как показано на рисунке 8. Кроме того, волокнистый материал полностью биоразлагается, как показано на рисунке 9.

Рисунок 8: Повторное использование delignified древесных волокон. (A-C) Уменьшение освещаемых деревянных виниров на мелкие кусочки путем рассеивания материала в воде. (D-F) Повторное использование волокна шлам для производства подкладки шлема. (D) Reveting кремниевой формы с волокнистой суспензии. (E) Окончательная подкладка шлема. (F)Подкладка сделана из распавшейся delignified древесины внутри твердой оболочки шлема. Пожалуйста, нажмите здесь, чтобы просмотреть большую версию этой цифры.
{kind=link}

Рисунок 9: Деградация delignified древесных волокон. (A) Чашка Петри, наполненная почвой. (B) Размещение волокна суспензии на верхней части почвы и (C) заполнение его водой. (D) Био-деградации после одного дня, (E) после восьми дней, и (F) после 26 дней. Пожалуйста, нажмите здесь, чтобы просмотреть большую версию этой цифры.
{kind=link}
Обсуждение
Мы представляем универсальные методы изготовления для получения высокопроизводительных delignified древесных композитов и предлагаем возможные стратегии повторного использования и переработки. Закрытая обработка формы предпосылок предварительного кондиционирования материала, так как он не может быть обработан в насыщенном водой состоянии. Использование замкнутого процесса, однако, может быть метод выбора, особенно если, например, нет вакуумной установки доступны или если хороший (гладкая) поверхность отделка с обеих сторон желательно.
Вакуумная обработка мелкой формы деликатной древесины позволяет сочетать формирование, уплотнение и сушку насыщенных водой образцов простым и масштабируемым подходом. Этот метод применим для производства сложных геометрий и предлагает масштабируемую альтернативу для процессов с закрытой формой. Мы изготовили композиты, укладывая delignified деревянные виниры с использованием крахмала в качестве клея между слоями. Уплотнение до одной четверти начальной толщины привело к окончательной толщине 2,5 мм 8-слойной толщиной композитной части. Для получения более гладкой поверхности отделки в вакуумном процессе, использование закрытой пористой формы может быть подходящей альтернативой.
Для обоих методов обработки, мы рекомендуем использовать клеевую систему между delignified деревянных слоев для того, чтобы уменьшить риск делемации. Для данного примера мы выбираем крахмал, так как он является известным био-клеем для целлюлозы и бумажных продуктов, таких как бумажные пакеты, и основан на воде. Будущие работы будут сосредоточены на изготовлении более толстых ламинатов для устранения текущих ограничений с точки зрения сушки и отклонений потока волокна.
В целом вакуумная обработка delignified древесины имеет потенциал для легкого и быстрого производства крупнотоннажных целлюлозных волоконных композитов. После решения вопроса о долговечности материала путем применения надлежащих покрытий, водостабильных клеевых систем или химической модификации, возможные промышленные применения могут включать в себя автомобильные компоненты, такие как дверные панели, полы и приборные панели. Наш материал может заменить металлы или волокна армированных композитов для того, чтобы уменьшить вес для повышения эффективности использования топлива и для улучшения вторичной переработки.
Раскрытие информации
Авторам нечего раскрывать.
Благодарности
Авторы благодарят Сильвана Гантенбейна за 3D-печать пористых форм.
Материалы
| Name | Company | Catalog Number | Comments |
| Acetic acid | VWR Chemicals | 20104.312 | |
| Breather | Suter Kunststoffe AG | 923.015 | |
| Flow mesh/bleeder | Suter Kunststoffe AG | 180.007 | |
| Gypsum | Suter Kunststoffe AG | 115.3002 | |
| Hydrogen peroxide, 30% | VWR Chemicals | 23622.298 | |
| Oven | Binder GmbH | ||
| Press | Imex Technik AG | ||
| Seal tape | Suter Kunststoffe AG | 31344 | |
| Stainless steel mesh | Drawag AG | ||
| Starch | Agrana Beteilungs AG | ||
| Textile, peel ply | Suter Kunststoffe AG | 222.001 | |
| Vacuum bag | Suter Kunststoffe AG | 215.15 | |
| Vacuum bag, elastic | Suter Kunststoffe AG | 390.1761 | elastic vacuum bag for complex shapes |
| Vacuum pump | Vacuumbrand | ||
| Vacuum tubing | Suter Kunststoffe AG | 77008.001 | |
| Wood veneers | Bollinger AG |
Ссылки
- Joshi, S. V., Drzal, L. T., Mohanty, A. K., Arora, S. Are natural fiber composites environmentally superior to glass fiber reinforced composites? Composites Part A: Applied Science and Manufacturing. 35 (3), 371-376 (2004).
- Mohanty, A. K., Misra, M., Drzal, L. T. Sustainable Bio-Composites from Renewable Resources: Opportunities and Challenges in the Green Materials World. Journal of Polymers and the Environment. 10 (1), 19-26 (2002).
- Mohanty, A. K., Vivekanandhan, S., Pin, J. M., Misra, M. Composites from renewable and sustainable resources: Challenges and innovations. Science. 362 (6414), 536-542 (2018).
- Pickering, K. L., Efendy, M. G. A., Le, T. M. A review of recent developments in natural fibre composites and their mechanical performance. Composites Part A: Applied Science and Manufacturing. 83, 98-112 (2016).
- Woigk, W., et al. Interface properties and their effect on the mechanical performance of flax fibre thermoplastic composites. Composites Part A: Applied Science and Manufacturing. 122, 8-17 (2019).
- Frey, M., et al. Delignified and Densified Cellulose Bulk Materials with Excellent Tensile Properties for Sustainable Engineering. ACS Applied Materials & Interfaces. 10 (5), 5030-5037 (2018).
- Frey, M., et al. Tunable Wood by Reversible Interlocking and Bioinspired Mechanical Gradients. Advanced Science. 6, 1802190(2019).
- Yano, H., Hirose, A., Collins, P., Yazaki, Y. Effects of the removal of matrix substances as a pretreatment in the production of high strength resin impregnated wood based materials. Journal of Materials Science Letters. 20 (12), 1125-1126 (2001).
- Song, J., et al. Processing bulk natural wood into a high-performance structural material. Nature. 554 (7691), 224(2018).
- Shams, M. I., Yano, H., Endou, K. Compressive deformation of wood impregnated with low molecular weight phenol formaldehyde (PF) resin I: effects of pressing pressure and pressure holding. Journal of Wood Science. 50 (4), 337-342 (2004).
- Yano, H. Potential strength for resin-impregnated compressed wood. Journal of Materials Science Letters. 20 (12), 1127-1129 (2001).
- Keplinger, T., Wang, X., Burgert, I. Nanofibrillated cellulose composites and wood derived scaffolds for functional materials. Journal of Materials Chemistry A. 7 (7), 2981-2992 (2019).
- Segmehl, J. S., Studer, V., Keplinger, T., Burgert, I. Characterization of Wood Derived Hierarchical Cellulose Scaffolds for Multifunctional Applications. Materials. 11 (4), 517(2018).
- Maurer, H. W., Kearney, R. L. Opportunities and challenges for starch in the paper industry. Starch-Stärke. 50 (9), 396-402 (1998).
Перепечатки и разрешения
Запросить разрешение на использование текста или рисунков этого JoVE статьи
Запросить разрешениеСмотреть дополнительные статьи
This article has been published
Video Coming Soon
Авторские права © 2025 MyJoVE Corporation. Все права защищены