
Method Article
Boru yapıları doku mühendisliği için Çekirdek / kabuk Baskı İskeleler
Bu Makalede
Özet
Burada sunulan bir basit kullanımlı, çekirdek / kabuk, üç boyutlu biyobaskı kurulum içi boş iskeleler, vasküler ve diğer borulu yapıların doku mühendisliği için uygun tek adımlı imalatı için.
Özet
Çekirdek/kabuk filamentlerinin üç boyutlu (3D) baskısı, kanal yapılarının sıvı çekirdekli arabirimde çapraz bağlı kararlı bir kabukla doğrudan üretilmesine olanak tanır. İkincisi, arkasında içi boş bir tüp bırakarak, baskı sonrası kaldırılır. Bir katkı üretim tekniği entegre (yapısal ve biyokimyasal yerli hücre dışı matris taklit [Biyo]mürekkepler, burada açıklanan gibi) ileri doku mühendisliği yolunda önemli bir adımdır. Ancak, iyi tanımlanmış yapıların hassas imalatı, kullanımdaki malzeme için optimize edilmiş özel üretim stratejileri gerektirir. Bu nedenle, özelleştirilebilir, basit kullanımlı ve geniş bir malzeme ve uygulama yelpazesiyle uyumlu bir kurulumla başlamak mantıklıdır. Bu çalışma, iyi tanımlanmış, aljinit bazlı iskele malzeme formülasyonu ile test edilmiş ahşap yığını yapılarının çekirdek/kabuk baskısını keşfetmek için luer uyumluluğu ile üretimi kolay bir çekirdek/kabuk nozulu sunar.
Giriş
Tartışmalı, doku mühendisliğinin nihai amacı (TE) fonksiyonel doku lar veya organlar in vitro üretmektir, hangi yenilemek veya insan vücudunun yaralı veya hastalıklı parçaları değiştirmek için kullanılabilir1,2,3. Doku mühendisliğindeki güncel araştırmalar (TE) alanın bireysel yönlerine (iskele malzemeleri, üretim prosedürleri, hücre kaynakları, vb.) odaklanmıştır. 4,5, yanı sıra doku ve organların basit in vitro modelleri geliştirme onların in vivo meslektaşlarının temel yönlerini taklit. Bu tür modeller zaten ilaç tarama ve toksisite çalışmaları gibi birçok uygulama için yararlıdır, özellikle durumlarda konvansiyonel 2D hücre kültürleri yerli dokuların dinamik yanıtlarını taklit etmek için başarısız6,7, 8,9. Üç boyutlu in vitro modeller genellikle hücrelerbirleştirerekinşa edilir 10 , fiziko-kimyasal ipuçları11, ve biyolojik olarak aktif moleküller12,13 iskeleler üzerinde, hangi elde edilir desellüler dokular veya biyolojik veya biyouyumlu malzemelerden de novo inşa14,15,16,17,18.
Bu iskeleler mühendislik dokuların işlevselliğini sağlamak için karmaşık 3D mikromimarisi ve yerli dokuların hiyerarşik yapısı özetlemek çok önemlidir, in vivo dokuların temsilcisi19. TE'deki önemli teknolojik ilerlemeye rağmen, fizyolojik olarak ilgili yapay doku yapılarının geliştirilmesi zor olmaya devam etmektedir. Kalın dokular ( >200 μm kalınlığında) oksijen ve besin difüzyonu20gibi sınırlamalar nedeniyle özellikle sorunludur. Daha büyük doku yapılarına doğru ilerleme kaydedilmiştir; ancak, oksijen ve besin taşımak ve atık ların giderilmesi teşvik etmek için kan damarlarına hücrelerin gerekli yüksek yakınlık recapitulated olmalıdır. Dokuların vaskülaritesi (veya alternatif olarak, doku yapıları içinde birbirine bağlı 3D vasküler ağların imalatı) hücre canlılığını korumak ve in vitro mühendislik dokuların işlevlerini teşvik kritik bir rol oynar, hangi daha zordur uzun deneylerde modeller21,22. Ayrıca, gerekli çözünürlük, yapısal bütünlük ve eşzamanlı biyouyumluluk henüz elde edilemedi23.
Kan damarı benzeri yapılar inşa etmek ve in vitro vaskülarizasyonunu kolaylaştırmak amacıyla çeşitli TE yaklaşımları önerilmiştir. Bazı örnekler arasında tohumlama endotel hücreleri (fibroblastlar gibi diğer hücre tipleri ile birlikte kültürlenmiş) mikrovasküler ağlar oluşturmak için kendi kendine biraraya24, vasküler ata hücreleri ve endotel hücre teşvik perisitkullanımı büyüme21,25, vaskülarite neden anjiyojenik büyüme faktörlerinin teslim20,26, vasküler tabaka üzerinde kontrol sağlayan hücre sac teknolojisi kullanarak20, ve imalat anjiyogenez teşvik son derece gözenekli iskele yapıları27. Bahsedilen yaklaşımlar anjiyogenez indüksiyonuna odaklanır, bu da genellikle önemli miktarda ek büyüme faktörü (örneğin, VEGF) ve oluşma süresi gerektirir. Ancak, en büyük dezavantajları vasküler desenleme üzerinde sınırlı tekrarlanabilirlik ve sınırlı mekansal kontrol, genellikle mutlaka perfüzyon kolaylaştırmak değildir doku yapısı içinde rasgele bir vaskülatür dağılımı ile sonuçlanan vardır.
Katkı maddesi imalatı (AM, 3D biyobaskı gibi) TE için uygun iskeleler oluşturmak için biyolojik veya biyouyumlu malzemeler kullanılarak 3D yapılar imalatı nda giderek daha fazla rol oynar. Mimari, biyokimya ve işlevselliklerinde yerli dokuları taklit eden iskeleler üretmek için paralel olarak (örneğin mürekkep püskürtmeve mikroekstrüzyon tabanlı yöntemler, farklı tipte litografik teknikler) çeşitli yaklaşımları kullanılmakta ve geliştirilmektedir. . Bireysel teknikler bazı avantajları ve dezavantajlarısergilemek 28, bu nedenle çeşitli değişiklikler araştırılmaktadır (örneğin, mikro-desenleme, indüklenen anjiyogenez, vb) ölçüde artırmak için hangi büyük, karmaşık, ve istikrarlı vasküler ağlar22,29,30imal edilebilir.
Bunlar arasında, ekstrüzyon biyobaskı en yaygın olarak kullanılan yöntemdir, özellikle uyumlu malzemelerin geniş bir yelpazede nedeniyle (genellikle hücre dostu bir süreç28,31,32) yanı sıra olağanüstü çok yönlülük uygulama koşulları (örneğin, gömülü ve kurban baskı23,33, içi boş yapıların imalatı34,35, vb). Mevcut çalışmaların en önemli zorlukları arasında 2B'den 3B yapılara geçiş, yüksek uzamsal çözünürlüğe sahip yoğun bir içi boş tüp ağının oluşturulması ve hücre kültüründeki akışkan akışı sırasında genel mekanik bütünlük ve şekil doğruluğu yer alıyor. koşullar30.
Perfusable doku için en basit yaklaşım yapı içinde kanallar birbirine bağlı bir ağ imalatı. Bir doku iskelesi içinde bu tür perfusable kanalların oluşturulması, atık ürünleri kaldırırken hemen besin ve oksijen difüzyonu için izin verdiği gibi, yukarıda belirtilen sorunların çoğunu çözmek için bekleniyor. Bu nedenle, yapı içinde nekrotik bölgelerin potansiyel oluşumu önlenir36. Bu tür kanallar ayrıca endotel hücreleri (ECs) ile tohumlanmış olabilir ve 3D doku modelleri37yapay kan damarları olarak hizmet vermektedir. En temel anlamda, bir gemi içi boş bir kanal, ECs yumuşak tabaka ve sert kabuk oluşabilir. Son zamanlarda, bir çekirdek / kabuk moda iki farklı malzemenin 3D ekstrüzyon ekstrüzyon için co-aksiyel iğneler kullanarak çok ilgi kazanmıştır38,39,40,41, bu imalatı için izin verir içi boş tüpler.
Geleneksel microextrusion 3D baskıya benzer şekilde, çekirdek/kabuk baskısı da ko-eksenel bir meme ile gerçekleştirilir(örneğin, farklı çaplarda aynı eksenüzerinde aynı eksenüzerinde hizalanmış iki iğne, böylece daha geniş iğne daha dar olanı içine alır). Böylece, iki malzeme aynı anda ekstrüzyon olabilir, merkezi filament veya "iç" çekirdek olarak bir ve "dış" kabuk olarak ikinci41. Bugüne kadar, ko-eksenel biyobaskı katı42, çekirdek / kabuk43, ve içi boş iplikçikler40,44; ancak, kullanılan malzemeler hem optimum hücre canlılığı hem de baskılı yapılarda mekanik sağlamlık için optimize edilmemiştir. Belirtildiği gibi, teknik farklı mekanik özellikleri ile biyomalzemeler birleştirmek için imkanı sağlar, hangi sert bir yumuşak bir destekler. Daha da önemlisi, iskele malzemesi (örn. aljinat, karboksimetil selüloz) kabuk olarak ekstrüzyon edilirken, çapraz bağlantı maddesinden oluşan çekirdek (örn. kalsiyum klorür) iç kılcal damardan sonra durulanır, tek biradım45sürekli içi boş tüp imal etmek mümkündür.
Bunu göz önünde bulundurarak, vasküler yapıların ve diğer borudokularının mühendisliği için iyi tanımlanmış ve perfusable iskeleler inşa etmek için basit ve tekrarlanabilir tek adımlı bir yöntem geliştirilmiştir. Uygun maliyetli bir teknoloji geliştirmek için, üretim ideal tek adımlı bir süreç olmalıdır. Bu nedenle, bir çekirdek / kabuk kurulum uyarlanmış ve 3D biyoyazıcı entegre edilmiştir. Temel tasarım, enjeksiyon sırasında deformasyonu önlemek için metalden yapılmış merkezi bir memeden oluşur ve bu nozül daha büyük çapta ikinci bir nozül yerleştirilir. Böyle bir ko-eksenel meme kurulumu iki akışların birlikte ekstrüzyon ve ekstrüde hidrojel kanalının hemen çapraz bağlanmasına olanak sağlar. Bu çok katmanlı içi boş filamentlerin doğrudan üretilmesini sağlarken, daha sonraki çapraz bağlantı ile daha yüksek kalsiyum klorür konsantrasyonları (CaCl2)dışarıdan daha kalıcı stabilizasyon sağlar.
Bu yöntem, içi boş hidrojel filamentlerin 3B yapılardaki mekanik bütünlüğü desteklemek için bir iskele görevi görür ve aynı anda yerleşik mikrokanallar olarak hizmet veren iskele ve mikrokanalların eşzamanlı olarak basımı nın hücre büyümesi için besin. Bu protokol, hidrogel 3D yapıların dahili kanallarla üretildiği özel yapım koaksiyel nozulun kullanımına dayanan çekirdek/kabuk 3D biyobaskı stratejisinin ayrıntılı bir prosedürünü sağlar. hücre kültürü sırasında perfusable kalır.
Bu çalışmada kullanılan 3D baskı kurulumu daha önce Banović ve Vihar46 tarafından açıklandığı şekilde yapılandırılır ve üç ana bileşene ayrılabilir: A) X, Y ve Z yönünde 50 μm konumlandırma doğruluğuna sahip üç eksenli CNC mekanik kurulum; B) tek kullanımlık, 5 mL luer-lock şırıngalar için uyarlanmış, 1,2 μL voxel çözünürlüğe sahip iki ekstruder; ve C) elektronik ve yazılımı kontrol etmek.
Çekirdek/kabuk baskısını kolaylaştırmak için ekstrüderlerden birine monte edilebilen (birincil ekstrüder, çekirdeği basan) ve G27 künt uçlu iğnelerle uyumlu uygun bir nozul geliştirilmiştir. Ayrıca ikinci ekstrüder (kabuk baskı) ile bağlanmak için luer-lock uyumluluğu vardır. İlk prototipler bir G21 iğnesine (iç çap = 210 μm, dış çap = 410 m) bir G21 iğnesine (iç çap = 510 m, dış çap = 820 μm) veya G20 konik uç (iç çap = 600 m) takılarak, ikincil bir n takılarak üretildi. kabuk malzeme sağlamak için yanal eedle. Ancak, iğne milinin hafif bükülmesi nedeniyle, iç ve dış iğnelerin konsantrik hizalama ile bir meme ucu üretmek mümkün değildir.
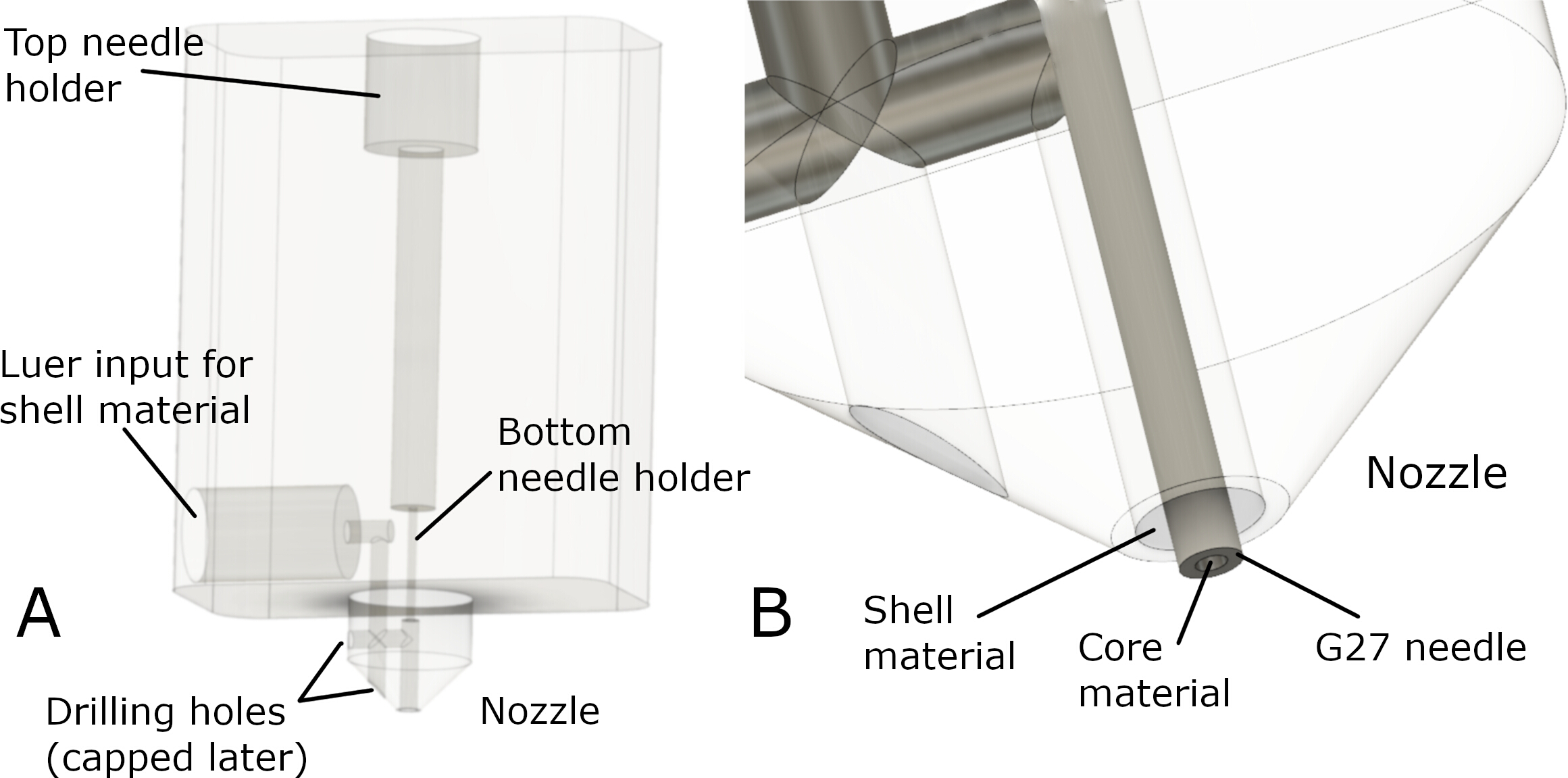
Bu sorunu çözmek için, aşağıdaki kriterleri yerine getiren yeni bir meme tasarımı geliştirildi: 1) 3 eksenli CNC değirmeni kullanılarak imal edilebilir, 2) çeşitli malzemelerden (PEEK veya metaller gibi yüksek performanslı plastikler) yapılabilir), 3) luer kilidi uyumluluğu vardır kabuk malzeme uygulamak için, ve 4) bir G27 künt uçlu iğne için uyumludur ve merkezi eksen ile ucu hizalamak için iki pozisyonda yerinde tutar. Nozulprototipinin şeması Şekil 1'de gösterilmiştir.
Protokol
1. Hidrojellerin ve çapraz bağlantı çözümlerinin hazırlanması
- Kısaca, alg ve CMC tozlarını şiddetle karıştırarak ultra saf suda eriterek toplam %3 wt ALG ve %3 wt CMC çözeltisi elde edin.
NOT: Bu çalışmada, baskı için 5 mL şırınga kullanılır; böylece, malzemenin son miktarı bu hacme ayarlanır. Ancak, diğer ekstrüzyon kartuşları ve baskılı numune boyutları için, hazırlanan malzeme miktarı buna göre ölçeklendirilmelidir. - Alg-CMC karışımına %1,5 wt selüloz nanofiber ekleyerek istenilen viskoziteye ulaşmak için ek mekanik takviye, baskı için uygun.
- Bir havai mikser kullanarak homojen kadar hidrojel süspansiyon ajite.
NOT: Hidrojelde lif veya kabarcık bulunmamalıdır. - Baskı için birincil çapraz bağlantı çözümü olarak kullanılan ultra saf suda 10 mL 100 mM kalsiyum klorür (CaCl2)çözeltisi hazırlayın.
- İskelelerin işlenmesisonrası işlemede ikincil çapraz bağlantı çözümü olarak kullanılan ultra saf suda 10 mL 5 wt.% CaCl2 çözeltisi hazırlayın.
NOT: Genellikle, hemen kimyasal çapraz bağlama için uygun olan tüm hidrojel formülasyonları, içi boş tüplerin tek adımlık imalatına olanak sağlar ve bu tür çekirdek/kabuk kurulumu ile kullanılabilir. Yazdırma ve çapraz bağlama mekanizmalarının buna göre optimize edilmesi gerekir. Hidrojelviskozitesi istenilen bileşim bağlı olarak değişir; ancak, polimer konsantrasyonları ve kalınlaşma ajanları (örneğin, nanofibers) ilavesi ile ayarlanabilir. Kararlı yapıların 3D baskı için ideal viskozitesi, ekstrüde filamentin şeklini koruması ve iskelenin çapraz bağlanmadan önce kendi ağırlığını tutması için yeterince yüksektir.
2. Perfusable iskelelerin çekirdek/kabuk baskısı
- Baskıdan önce, %70 etanol püskürterek biyoyazıcıyı sterilize edin ve 1 saat uv ışığına maruz bırakın.
- Biyoyazıcıyı açın ve 3D yazıcıyla birlikte gelen kontrol yazılımını çalıştırın.
- Ana Sayfa simgesine basarak homing yordamını gerçekleştirin.
- Araç çubuğu komut dosyası | G-Kodu alma,oluşturulan iskele g-kodu alma.
- Hidrojeli steril 5 mL şırıngaya aktarın ve 3D yazıcının ekstruder yuvalarından birine yerleştirin. Luer-lock ve kısa bir tüp ile, çekirdek / kabuk meme yan luer girişine bağlayın.
- Çapraz bağlama solüsyonunu (100 mM CaCl2)bağlı bir G27 künt uçlu iğneile başka bir steril 5 mL şırıngaya aktarın ve çekirdek/kabuk nozülünün üst iğne tutucuya takın. İç iğne dış çekirdek/kabuk nozulundan hafifçe çıkıntı (~1 mm) olmalıdır. Hizalamayı el ile ayarlayın. İkinci şırıngayı ekstrüzyona yerleştirin.
- Şırıngaları bağlara doğru şekilde yerleştirmek için (Şekil 2'degösterilen kurulum), A ve B ve Yukarı ve Aşağı oklarına tıklayarak her iki ekstrüzyon değiliğini manuel olarak kontrol edin.
- Baskı başlamadan önce, çekirdek/kabuk nozulundaki tüm fazla hava kabarcıklarını temizlemek ve sürekli hidrojel akışı sağlamak için hidrojeli ve çapraz bağlama çözeltisini ayrı ayrı dışarı boşaltın.
- Z ve Yukarı ve Aşağı okları kullanarak, meme ile yazdırma alt katmanı arasındaki mesafeyi el ile ayarlayın. Bu iyi yapışma olan düz, cam baskı substrat, kullanılması tavsiye edilir. Ekstrüzyon nozulhidrojelin kesintisiz akışına izin vermek için substrat ile temas etmemelidir. Nozul ve substrat (katman yüksekliği) arasındaki en uygun mesafe genellikle dış meme çapıgenişliği yle aynıdır, ancak kullanılan malzemeye ve tek tek yazdırma parametrelerine göre ayarlanır. Başlangıç baskı yüksekliğini bireysel ihtiyaçlara göre ayarlayın.
- Yazdırma işlemini başlatmak için Oynat düğmesine basın.
NOT: Gerçek iskelenin basımbaşlamadan önce homojen bir içi boş filamentin döşenmesini sağlamak için iskeleyi çevreleyen bir etek(Şekil 3)baskısının dahil edilmesi önerilir. Optimum iskeleleri yazdırmak amacıyla optimum hidrojel akışını sağlamak için, formülasyon kompozisyonu, çapraz bağlantı çözüm kompozisyonu ve baskı parametreleri (örn. baskı hızı, ekstrüzyon basıncı, baskı sıcaklığı, substrat ve ekstrüzyon nozul, vb.) - Yazdırmadan sonra, baskılı iskele ile substratı dikkatlice çıkarın ve tüm iskelenin çapraz bağlantısını sağlamak için ikincil çapraz bağlama çözeltisini (5 wt.% CaCl2)tüm iskelenin üzerine dökün. Oda sıcaklığında 1 dakika (RT) kuluçka.
NOT: Tüm iskelenin çapraz bağlama çözümüne batırılmış olduğundan emin olun. Bu adım, iskelenin istenilen mukavemet özelliklerini elde etmek için çok önemlidir, ancak kullanılan malzeme ve çapraz bağlama yöntemine bağlı olarak değişir. - Neşter kullanarak el ile fazla etek malzeme kesti.
- 30 dk. Dikkatle iskele çevirmek ve sterilizasyon işlemini tekrarlayın bir UV ışığı altında iskelesterilize.
- İskeleyi hafifçe yana doğru çekerek iskeleyi substrattan dikkatlice ayırın. İskele substrata güçlü bir şekilde yapışıyorsa, aralarında keskin bir kenar ekleyerek ayırın.
- İskeleyi renksiz hücre kültürü ortamına aktarın (DMEM %5 wt.% FBS, 100 U/mL penisilin ve 1 mg/mL streptomisin ile desteklenir) ve en az 24 saat için 5 wt.% CO2 içeren bir atmosferde 37 °C'de kuluçkaya yatırın.
3. Endotel hücrelerinin hazırlanması ve canlı/ölü tsay çözeltisi
- Hücre culturing için, ek fenol kırmızı ile gelişmiş DMEM hücre kültür ortamı hazırlamak ve 5 wt.% FBS ve 2 mM L-glutamin ile tamamlayın. 100 U/mL penisilin ve 1 mg/mL streptomisin ekleyin.
- İnsan göbek ven endotel hücresi (HUVEC) hattı nı başlatın ve47.
NOT: Hücre kültür medyasındaki hücrelerin, aşağıda açıklandığı gibi, hücrelerin beyaz yarı saydam iskelelere enjeksiyonu sırasında basit görselleştirme için fenol kırmızısı eklenmesi önerilir. - Hücre sayımı için, pipet 100 μL hücre kültür ortamlarında asılı ve 900 μL 0.1 wt.% trypan mavi çözeltisi ile leke.
- Askıya alınmış tahmini hücre sayısını saymak ve elde etmek için otomatik bir hücre sayacı veya manuel hemositometre kullanın.
- Canlı/ölü teşbiiçin steril PBS'de 4 mM Calcein-AM ve 2 mM propidium iyodür çözeltisi hazırlayın.
NOT: Canlı/ölü çözeltisi, tislama yapmadan önce doğrudan hazırlanmalıdır.
4. Hücrelerin iskelelere aktarılması
- Hücre kültürü medya dan iskeleler çıkarın ve yeterince büyük bir cam Petri çanak içine aktarın.
- Hemen iskeleiçine hücreleri enjekte etmeden önce, 0.25 wt.% tripsin ile tedavi kullanarak şişelerden HUVECs ayrıştırın.
- Kısaca, hücre kültürü ortamını atın ve hücreleri 37 °C'de 5 dk için 0,25 wt.% tripsin (~2 mL) ile inkübe edin.
- Kuluçkadan sonra hücre kültürü ortamının ~3 mL'sini trypined hücrelere ekleyin ve tüm ayrılmış hücreleri bir santrifüj tüpüne aktarın.
- Hücreleri 5 dk için 200 x g'da santrifüj edin ve süpernatant'ı atın.
- Taze hücre kültürü medyasındaki hücreleri yeniden askıya alın.
- Daha önce açıklandığı gibi hücreleri sayın. Toplam hücre konsantrasyonunu bireysel ihtiyaçlara göre ayarlayın. Bu çalışmada 340.000 hücre/mL başlangıç konsantrasyonu kullanılmıştır.
- Steril bir şırıngadaki hücreleri bağlı bir künt G27 iğnesi ile yeniden askıya alın.
- Bir giriş noktası bulun ve iskelelere hücreleri dikkatlice enjekte etmeye başlayın. Yarı saydam bir iskeleden hücre süspansiyon akışı görünür olmalıdır. Tüm iskelenin hücre süspansiyonuyla dolduğundan emin olun.
- İskeleleri hücre kültürü ortamında batırın ve 10 güne kadar 5 wt.% CO2 içeren bir atmosferde 37 °C'de kuluçkaya yatırın.
- Hücre kültürü ortamını deneysel ihtiyaçlara göre yeniler.
5. Canlı/ölü tsay ve hücre görüntüleme
- Kuluçkadan sonra, iskeleleri PBS ile durulayın.
- Künt uçlu bir iğne ile, önceden hazırlanmış canlı/ölü çözeltisini (PBS'de 4 mM calcein-AM ve 2 mM propidium iyodür) iskelelere dikkatlice enjekte edin ve 37 °C'de 30 dakika boyunca PBS'de kuluçkaya yatırın. Çözümün tüm iskeleboyunca aktığından emin olun.
- İskeleleri PBS ile durulayın.
- İskeleleri dikkatlice cam bir kaydırağa aktarın.
- Bir floresan mikroskobu altında doğrudan iskelelerde boyalı hücreleri gözlemleyin.
NOT: Canlı hücreler yeşil floresan üretir ve ölü hücreler kırmızı floresan ışığı yayır.
Sonuçlar
Bu çalışmanın amacı, ağaç yığını yapıların çekirdek/kabuk baskısı için luer uyumluluğu ile üretimi kolay bir çekirdek/kabuk nozulu geliştirmektir. Buna ek olarak, basit ve tekrarlanabilir tek adımlı baskı protokolü tanımlanmıştır, bu protokol, iyi tanımlanmış ve perfusable iskeleler inşa etmek için çok çeşitli malzemeleri ve farklı kimyasal çapraz bağlantı mekanizmalarını değiştirmek için basittir ve barındırır. vasküler ve diğer tübüler doku yapılarının mühendisliği.
Çekirdek/kabuk başlığı
Meme bir G27 künt uçlu iğne oluşur (iç eksenel filament baskı için) ve meme gövdesi, yerde iğne tutan ve malzeme girişi için bir bağlantı portu ile kabuk filament için bir dış meme oluşturur. Şema Şekil 1'degösterilmiştir. İki 5 mL şırınga, hangi bireysel ekstrüderler yerleştirilir ve çekirdek ve kabuk malzemeleri sağlar. Boru, meme gövdesini şırıngayla bağlayarak kabuk malzemesini sağlar.
Çekirdek/kabuk nozulu ve şırınga kurulumunun tam montajı Şekil 2'degösterilmiştir. Meme gövdesinin ilk fonksiyonel prototipi CNC freze leme polioksimetilen (POM) tarafından üretildi. Element, G27 iğnesi ve boru arasındaki uyumluluk ve sızdırmazlık Vitaprint'e takılarak test edildi. Meme, luer-lock konektörü veya gövde ile iğne arasında kabuk materyalinin sızıntısı gözlenmedi. Meme gövdesi iğne göbeğine (luer konektör) sıkıca uyar ve tüm memenin ekstrüzyoncu ile senkronize hareketini sağlar.
İskele binası
İskele imalatında en basit yaklaşım, baskı yönünün genellikle 90°'lik bir açıyla art arda her katmanda değiştiği malzeme katman katmanı birikmedir. Hidrojellerin visko-elastik ve higroskopik özellikleri nedeniyle, baskılı yapıların şekil sadakatini korumak zorlu olmaya devam etmektedir. Bu protokol bölümünün temel amacı, daha önce iskele yapımı (ALG ve CMC) için umut verici sonuçlar gösteren ve daha fazla arta kullanılmak üzere selüloz nanofibers (NFC) ile umut verici sonuçlar gösteren iki polimer kullanılarak perfusable çekirdek/kabuk iskelelerinin 3Boyutlu baskısıdır. mekanik stabilite. Hem ALG hem de CMC negatif yüklü, suda çözünen lineer kopolimerler48 ve her ikisi de karboksil grupları içerir, bu da divalent katyonlar eklenmesiyle çapraz bağlanabilir. Ca2+ parçacıkları aynı anda iki fonksiyonel grupla iyonik bağlar oluşturarak polimer zincirler arasında bağlantılar oluşturarak jel sertliğini artırırlar.
Geçirilebilir iskelelerin basımı
Bu işlemin amacı, birkaç katmana yayılan ve şekil sadakatini ve tam çapraz bağlı hale gelene kadar perfusability'i koruyan 3D baskılı basit ahşap iskele yapılarıdır. Bu, akışı kesintiye uğratabilecek çapraz veya geri çekme hareketleri olmadan çekirdek ve kabuğun bile koekstrüzyonu gerektirir. Bu nedenle, tipik CAD modelleme ve dilimleme yöntemleri daha az uygundur. Bu çalışmada, elle tasarlanmış bir g-kodu kullanılır ve hızlı g-kodu hazırlama için python tabanlı g-kod jeneratörü geliştirilmiştir.
İskeleler ahşap ızgara şeklinde yapılandırılmış ve düz bir cam yüzey üzerine inşa edilmiştir. Üretim katman katman yapıldı, bir önceki ne kadar 90 ° bir açıda her başarılı katmanın geçiş çizgileri yatırma. Ayrıca, her başarılı katman X ve Y yönünde %2 daha dardı ve önceki katmanlar tarafından sürekli filament desteği sağlandı. Filamentler arasındaki mesafe (makropore boyutu) ekstrüde filamentin dış çapı (0,8 mm) ve ızgara çizgileri (3 mm) arasındaki mesafe dikkate alınarak g kodunda tam olarak tasarlanabilir.
İskelelerin daha fazla değerlendirme için önemli dahil etme kriterlerini yerine getirmeleri gerekiyordu. İlk olarak, yüksekliği en az 4 katmanlı iskelelerin baskı sırasında yapısal bütünlüklerini ve geometrilerini (örneğin makropore boyutu) korumaları ve daha fazla gelişmeye uygun olmaları gerekiyordu. İkinci olarak, 37 °C'de hücre kültürü medyasında 7 gün kuluçkaya yattıktan sonra bile iskelelerin perfusable (kararlı mikrokanallar) kalması gerekiyordu. Uygun zaman aralıklarında (1, 2, 5 ve 7 gün) iskeleler kültür medyasından çıkarıldı ve hala perfusable olup olmadığını görmek için test edildi. Şekil 4A'da,yeni basılmış ve işlenmiş bir iskelenin kesiti filamentin içinde açıkça görülebilen içi boş bir kanal görüntüler. Şekil 4B'de,37 °C'de hücre kültürü medyasında 72 saat kuluçkadan sonra bile filamentin tüm iskele uzunluğu boyunca içi boş yapıyı koruduğu açıktır.
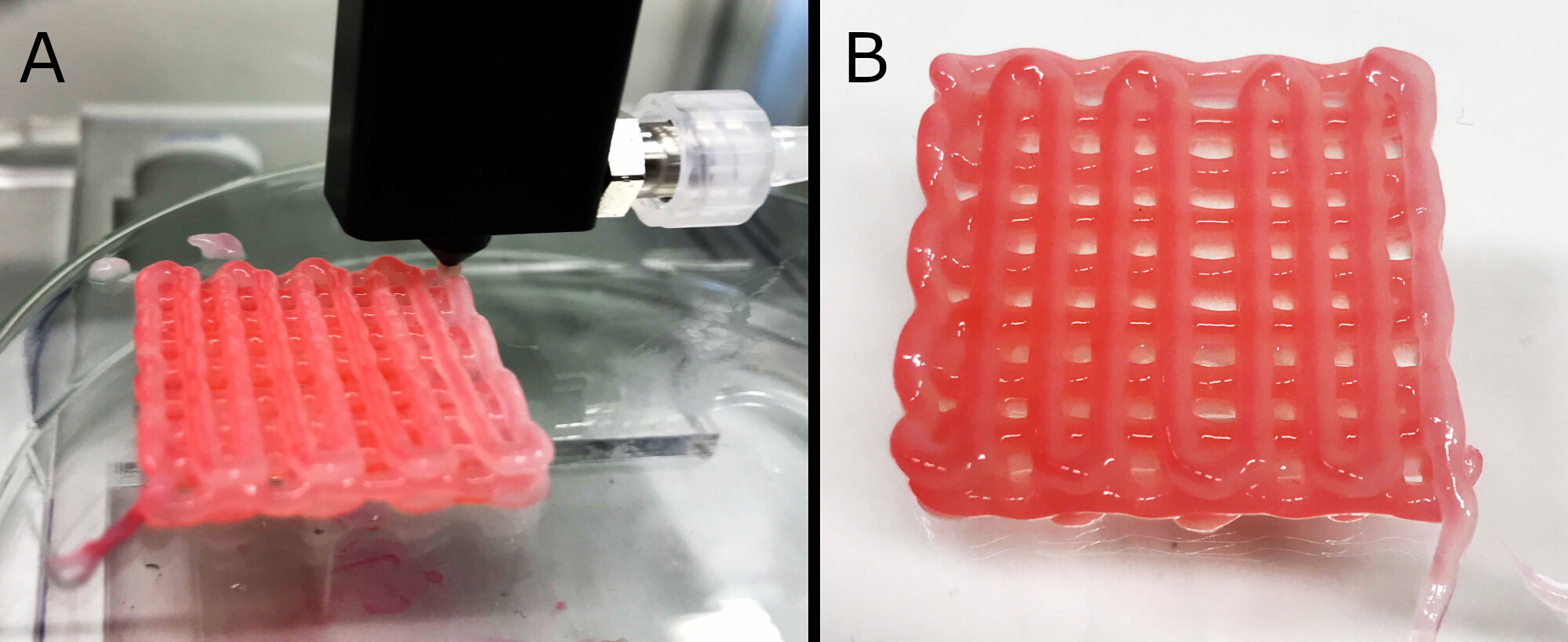
Çeşitli formülasyonlar yazdırılabilir, yapısal olarak kararlı kaldı, basılı geometri korunmuş ve perfusable kaldı; ancak, tek bir daha fazla test için seçildi (yani, 3 wt.% ALG + 3 wt.% CMC + 1.5 wt.% NFC), hangi kadar 10 katmanları ile geçirilebilir iskelebaskı izin. Özel nozullu yazdırma işlemi Şekil 5A'dagösterilmiştir. Çekirdek/kabuk baskı daha az viskoz formülasyonları ile mümkün oldu; ancak, daha yüksek konsantrasyonlarda jeller meme boyunca sürekli akış izin vermedi. Birincil çapraz bağlama (baskı sırasında teslim edilen çekirdek malzemesi) için 100 mM CaCl2 kullanılmıştır, bu da meme içinde jel katılaşmasına neden olmadan içi boş bir filamentin sürekli oluşumunu yeterince stabilize eder. Baskı sonrası, iskeleler tamamen uzun vadeli şekil sadakat için hidrojel çapraz bağlantı için 5 wt.% CaCl2 çözeltisi batırılmış edildi. Bitmiş bir iskele örneği Şekil 5B'deresmedilmiştir. Optimizasyon sırasında, formülasyon işlemi, görsel değerlendirme ve ekstrüde filament kalitesinin incelenmesi için, çekirdek çözeltisi yapay bir boya kullanılmıştır. Boya, hücre tohumlama ve ekimi için hazırlanan son iskelelerin imalatında kullanılmadı.
Canlı/ölü tsay
Kuluçkadan sonra, ec'leri görselleştirmek ve kuluçka iskelesi içindeki canlı (yeşil) ve ölü (kırmızı) hücreleri birbirinden ayırmak için canlı/ölü bir teşbit kullanılmıştır. Bu iki ana amac: A) iskeleler hücre üzerinde zararlı etkileri sergilemeden büyüme ve yapışma teşvik etmek için biyouyumlu bir ortam sağlamak olup olmadığını belirlemek için, ve B) boru yapıların yapısal bütünlüğünü görselleştirmek için ve onların daha ayrıntılı olarak iç kanal sistemi.
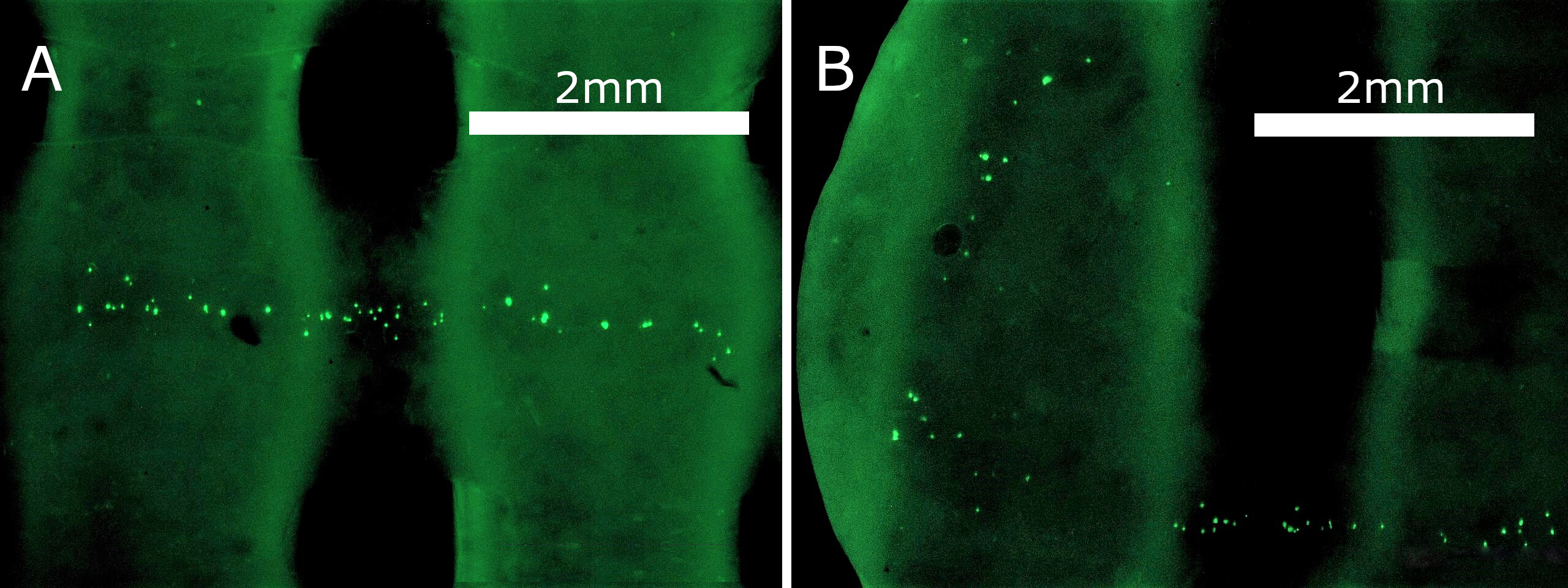
Canlı/ölü tahkikat sonuçları Şekil 6'dagösterilmiştir. Hücre içi esterazvarlığında, plazma zarı geçirilmez Calcein-AM Calcein dönüştürülür, canlı hücrelerde yeşil floresan ışık yayan. Öte yandan, apoptotik hücreler membran geçirimsiz propidium iyodür ile görselleştirilmiştir, DNA çift sarmal intercalated zaman kırmızı floresan. Canlı/ölü görüntüler ve iskelelerin parlak alan resimleri, içi boş kanalların içindeki hücreleri görselleştirmeye yardımcı olmak için birleştirildi. Boyama çözeltisi enjekte edildi ve bağırsak doğrudan 3D baskılı iskelelerde 48 saat iskele-hücre kuluçka sonra yapıldı.
Bu çalışmada sadece perfusable iskelelerin çekirdek/kabuk baskısı için bir kanıt olarak görev yaptığından, nispeten küçük bir TOHUMlama yoğunluğunun (340.000 hücre/mL) kullanıldığı unutulmamalıdır. Canlı/ölü testin en önemli sonucu, 48 saat sonra bile ölü hücreler (kırmızı) gözlenmemiş olması, ne kafein malzemesinin kendisinin ne de bozunma ürünlerinin toksik etkiler sergilemediğini kanıtlamaktadır. Ayrıca, ECs aslında uymak yaptı ve iskeleler içinde bağlı kalır ve kanallar içinde yetiştirilen eşit dağılmış aglomeralar oluşturmak gibiydi. Bu, açıklanan üretim yöntemi ve iskele formülasyonunun in vivo, ilgili, tübüler doku morfolojileri oluşturmak için uygun bir çerçeve sağladığını göstermektedir. Karmaşık doku mühendisliği, hücre-ECM etkileşimlerini ve her üç mekansal boyuttaki sıkı hücre-hücre iletişimini taklit etmesinin yanı sıra, canlılıklarını sürdürebilmek için taze ortama sürekli hücre maruziyeti gerektirir. Bu da sürekli perfüzyon altında yoğun bir kanal ağı ile elde edilebilir, hangi gelecekteki çalışmalarında daha fazla araştırma garanti, ve vaskülatür uzun vadeli doku mühendisliği kolaylaştırmak için malzeme ve büyüme parametrelerinin optimize gerektirir.

Şekil 1: Çekirdek/kabuk nozul prototipi. (A) Nozul gövde prototipinin genel tasarımı ve ana bileşenleri gösterilir. Meme üst ten bir künt uçlu G27 iğnesi takılarak tamamlanır. Üst ve alt iğne tutucular iğneyi enjektör ekseni ile hareketsiz hale getirerek ucun memeden merkeze doğru uzanmasını sağlar. Nozulu ikincil şırıngadan ekstrüzyon "kabuk" malzemeile bağlamak için, bir luer-lock konektörü ile boru lateral giriş ekidir. Buradan, malzeme dar bir kanal üzerinden enjektöre iletilir. Söz konusu kanalın imalatı iki pozisyonda sondaj gerektirir, üretimden sonra kapaklı olması gereken delikler üretilir). (B) Gösterilen nozül bir takılı G27 iğne ile meme yakın çekim, meme dışına uzanan. Bu rakamın daha büyük bir sürümünü görüntülemek için lütfen buraya tıklayın.
{kind=link}

Şekil 2: Son çekirdek/kabuk kurulumu. (A) Gösterilen hidrojel (sağ) içeren doğru bağlı şırıngalar ile tamamlanmış çekirdek / kabuk meme, "kabuk" ve çapraz bağlama çözeltisi bina (sol) "çekirdek" olarak ekstrüzyon. (B) Gösterilen çekirdek / kabuk kurulum vitaprint sistemine iki ekstrüde ile yüklü. Bu rakamın daha büyük bir sürümünü görüntülemek için lütfen buraya tıklayın.
{kind=link}

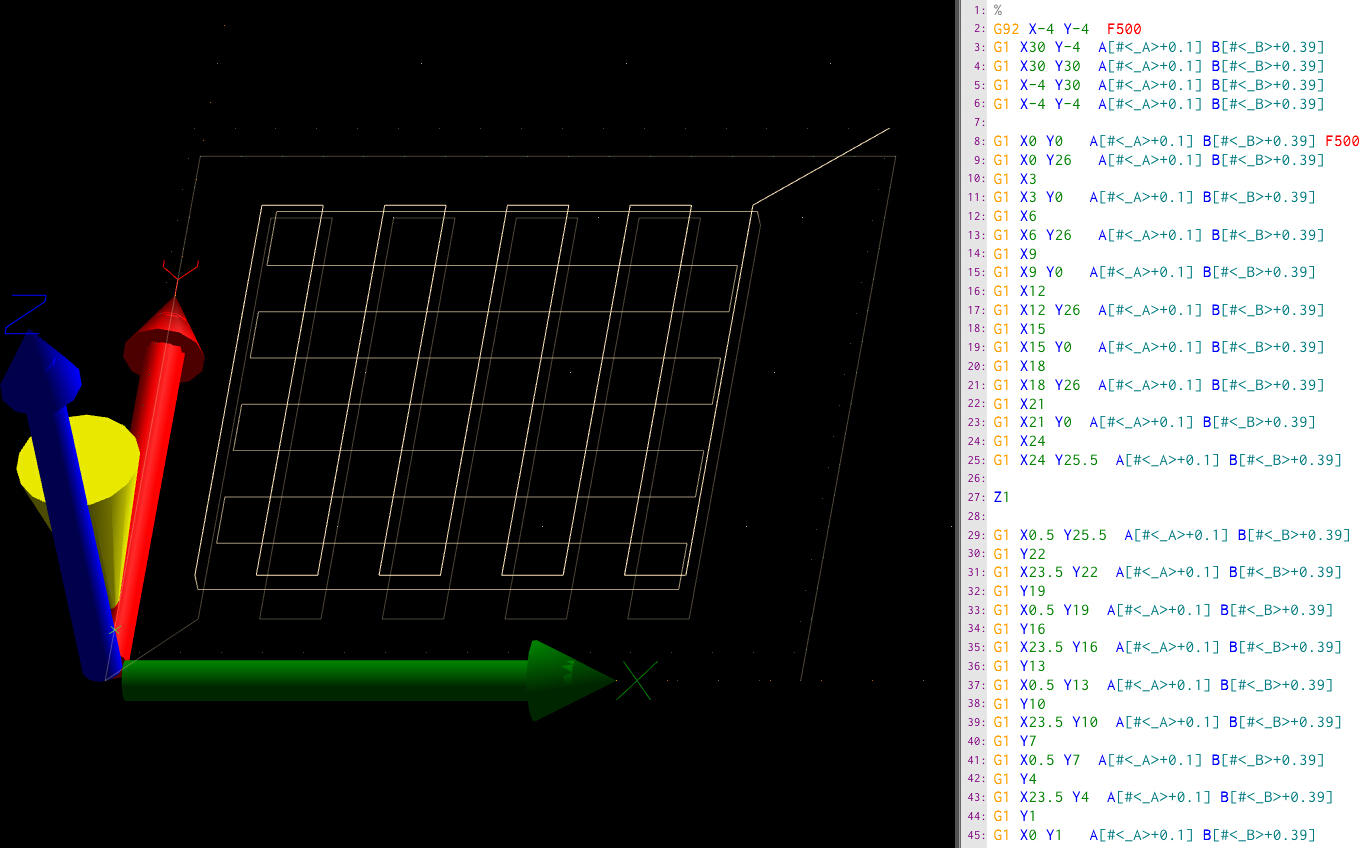
Şekil 3: Boru iskelesinin G-kodu. Burada yazıcı yazılımının bir ekran görüntüsü, özellikle yol önizleme (A) ve ilk katmanın ham g-kodu(B)gösterilir. g-kodu mutlak uzamsal yönlerde (X, Y, Z) ve göreceli yönlerde ekstrüzyon (A,B) hedef koordinatları ile talimatlar kümesidir. G komutu yönerge türünü belirlerken, G1 hedef koordinatlarına doğru doğrusal hareketi temsil eder ve G92 ilk başlangıç pozisyonunu belirler. Ayrıca, aşağıdaki komutların besleme hızı mm/dk'daki F talimatı ile belirlenir.
{kind=link}

Şekil 4: İçi boş bir iskele ipliği kesiti. (A) Gösterilen taze basılmış ve işlenme sonrası iskele kesit dilimidir. (B) 72 saat hücre kültürü medyasında kuluçkaya yattıktan sonra iskelenin kesit kesiti gösterilir. Meme şekli yuvarlak bir kesit ile bir tüp ekstrüzyon tanımlar iken, filament bir ikil üste biraz düzleştirilmiş gibi görünüyor. Ancak iç kanal bozulmadan kalır ve kuluçka sırasında formunu korur. Bu rakamın daha büyük bir sürümünü görüntülemek için lütfen buraya tıklayın.
{kind=link}

Şekil 5: İskelelerin çekirdek/kabuk baskısı. Burada, üç katmanlı içi boş tüp iskeleve son şekli(B)imalatı (A) gösterilir. Geliştirilmiş görselleştirme için, çekirdekçapraz bağlama çözümü kırmızı bir boya ile lekeli oldu. Formülasyon, daha kalın yapılar (10 kata kadar veri gösterilmese bile) yapı stabilitesini korumak için yeterli mekanik stabiliteyi sergiler. Son yapının dış boyutları yaklaşık 27 mm x 27 mm x 3,5 mm idi.
{kind=link}

Şekil 6: Canlı/ölü titreşme doğrudan iskelelerde yapılır. HUVECs bir süspansiyon iç iskele kanalına enjekte edildi, için kuluçka 48 saat, ve canlı / ölü boya ile tedavi. Canlı HUVECs yeşil floresan ışık yayan, hangi görüntünün parlak noktalar temsil edilir. Ölü hücreler yeşil floresan ışığı yayır; ancak, hiçbiri gözlenen iskele görünür. Hücrelerin dağılımı da şekil ve kanalların perfüzyon yetenekleri korunur anlamına gelir. Küçük bir ölçüde, canlı / ölü tsay çözeltisi de mikroskop altında hafif floresan üreten, iskele malzeme lekeli. Bu rakamın daha büyük bir sürümünü görüntülemek için lütfen buraya tıklayın.
{kind=link}
Tartışmalar
Nozul tasarımı
Geliştirilen çekirdek/kabuk başlığı kullanılarak, iki ekstrüder Vitaprint sistemine entegre edilmiştir, içi boş, borulu iskeleler tek adımlı bir işlemle üretilmiştir. Hazırlanan iskelelerin çoğu ndan tüp duvarının eşit kalınlığa ulaşabilmesi için, iğnenin dış ekstrüzyon halkasının ekseninde merkezi olarak konumlandırılması gerekir. Standart gösterge iğneleri genellikle eksen dışında hafif ama önemli bir eksantriklik sergiler. Böylece, meme gövdesi iki yerde iğne tutmak için tasarlanmıştır, bir kez üst (hub sabitleme) ve bir kez son çekirdek / kabuk odası önce (kanül kendisi sabitleme), eksenel hizalama düzelterek. Eksenel hizalamanın hassasiyeti fiksasyon noktası arasındaki mesafe ile artar. Ancak, iğne uzunluğu ve mevcut meme odası hacmi arasında bir denge vardır. Kurulumun işlevselliğini daha da iyileştirmek için, memenin bazı modifikasyonları uygulanabilir: A) gelişmiş stabilite ile bir meme montaj, B) daha geniş bir iğne uyumluluğu aralığı için ek nozullar, C) iğne için hassas bir ayar mekanizması nozul konumlandırma ve D) sinek malzeme hazırlama için ek girdiler ve mikroakışkan cihazlar entegre.
Hidrojel optimizasyonu
Optimal ALG:CMC oranını belirlemek için çeşitli malzeme yinelemeleri değerlendirildi. Genel olarak, her iki bileşenin %3 wt.%'inin üzerinde konsantrasyonları olan çekirdek/kabuk baskısı imkansız hale getirilmiştir, çünkü sürekli bir hidrojel akışına izin vermemiştir veya memenin tıkanmasına neden olmaktadır. Özellikle, ALG konsantrasyonu 3 wt.% üzerinde viskozite aşırı artmış ve nozul tıkanması ile sonuçlandı, düşük ALG konsantrasyonları ve yüksek CMC (>3 wt.%) konsantrasyonları çapraz bağlama süreleri yavaşladı ve böylece yeterli sağlamak için başarısız oldu iskelenin yapısal desteği. Çekirdek/kabuk baskı daha az viskoz formülasyonları ile mümkün oldu; ancak, ekstrüde jel viskozitesi uzun vadeli şekil sadakat idame ettirmek için yeterli olmalıdır. Sonunda, bir 1:1 ALG:CMC oranı Maver ve ark.49tarafından önceki bir çalışma doğrulayan en uygun seçim olduğu kanıtlanmıştır. NFC'nin eklenmesi, çekirdek/kabuk baskılı iskelelerin yazdırılabilirliğini ve yapısal sertliğini önemli ölçüde artırmış, ancak malzemenin çapraz bağlantı özellikleri üzerinde önemli bir etkisi bulunmamıştı.
Belirli hücre tipleri ve deneysel kurulumlar için optimize edilmiş özel uygulamalar, kompozisyon ve çapraz bağlantı mekanizmalarında farklılık gösteren iyi uyarlanmış iskele malzemeleri gerektirir. Bu çalışmada açıklanan yöntem, Ca2+ iyonları kullanılarak çapraz bağlı bir aljinat-selüloz karışık polimer çözeltisine dayanmaktadır. Aljinat kendisi (1,4)'e bağlı β-d-mannuronate (M) ve α-l-gulurat (G) kalıntılarının doğrusal polimeridir ve Ca 2+ ve Sr2+ gibi diğerdivalent katyonlar ile iyonik olarak çapraz bağlanabilir. 2+. Yine de, aljinat çapraz bağlantı için en yaygın olarak kullanılan iyon CaCl2şeklinde Ca2 + kalır. Ca2+ caso4 veya CaCO3şeklinde de kullanılabilir; Ancak CaCL2'ye göre CaSO4'ün düşük çözünürlüğü daha yavaş jelleşme anlamına gelir. CaCO3, zayıf ve tutarsız mekanik özelliklere neden olabilecek daha yavaş jelleşme süreleri sağlar.
Daha uzun jelleşme süreleri genellikle daha homojen bir yapı üretir, ancak çekirdek/kabuk baskı gibi bazı uygulamalar hızlı jelleşme oranları50'dir. Mg2+ iyonları da jelleşmeyi indükler; ancak, onların çapraz bağlama verimliliği yaklaşık 5x-10x daha düşük, Ca 2 ile karşılaştırıldığında+, çapraz bağlama süreleri ile 2-3 h. Buna ek olarak, magnezyum iyonları guluronik birimleri doğru daha seçici, dolayısıyla çapraz bağlantı ALG kimyasal bileşimi daha fazla bağlıdır51. Bu durumda, içi boş yapı çökmeden önce sürekli içi boş kanal oluşumunu sağlamak için hızlı bir jelleşme hızı gereklidir. CaCl2 en hızlı jelleşme oranı verir, hangi içi boş filamentler doğrudan birikimi için çok önemlidir. 100 mM CaCl2 kullanılmıştır, hangi yeterli nozul içinde jel katılaşmasına neden olmadan içi boş bir filament sürekli oluşumu stabilize.
İskelelerin basımı ve post-işleme
3D biyoyazıcı da dahil olmak üzere tüm çözümlerin ve malzemelerin baskıdan önce düzgün bir şekilde sterilize edilmesini sağlamak dahil olmak üzere, sürecin bu bölümünde aşağıdaki adımlar göz önünde bulundurulmalıdır. 2) Hidrojel hazırlanırken, malzemenin homojenliği sürekli baskı için çok önemlidir. Nozulu tıkadığı ve/veya ekstrüzyonu bozabileceğinden, kirlerin veya hava kabarcıklarının ortaya çıkmasından kaçınılmalıdır. 3) Şırıngalar luer kilidi mekanizması ile çekirdek/kabuk nozuluna doğru şekilde bağlanmalı ve Şekil 2A,B'degörüldüğü gibi ekstrüder yuvalarına doğru şekilde yerleştirilmelidir. 4) Karmaşık bir yapı yıkmadan önce, çekirdek/kabuk nozulundaki fazla hava kabarcıklarını temizlemek ve sürekli hidrojel akışını sağlamak için jel ve çapraz bağlantı çözeltisinin küçük bir kısmını önceden ekstrüzyon etmek önerilir. Bu, tekrarlanabilirliği artırmak için doğrudan g koduna dahil edilebilir. 5) İskelenin baskısı başlamadan önce homojen bir oyuk filamentinin döşenmesini sağlamak için iskeleyi çevreleyen bir etek eklemek faydalıdır.
Ayrıca, 6) baskı filamentve substrat arasındaki yapışmayı artırmak için, iyi yapışma (yani, bir cam slayt veya Petri çanak) ile düz bir yüzey kullanılması tavsiye edilir. 7) Ekstrüzyon nozulhidrojelin kesintisiz akışına izin vermek için substrat ile doğrudan temas etmemelidir. İlk mesafe baskının kalitesini güçlü bir şekilde etkileyecektir, ancak ekstrüde filamentin kalınlığı ilk ayarın iyi bir yaklaşıklamasıdır. 8) g kodundaki başlangıç baskı yüksekliği bireysel ihtiyaçlara göre ayarlanmalıdır. Yazdırma parametreleri optimize edildikten sonra, iskele g kodu Planet CNC yazılımına aktarılmalı ve yazdırma işlemi protokolde açıklandığı gibi başlatılmalıdır. 9) Hidrojel akışını optimum iskeleleri yazdırmak amacıyla kontrol etmek ve optimize etmek için, hem formülasyon kompozisyonu hem de baskı parametreleri çeşitlendirilmelidir (örn. baskı hızı, ekstrüzyon basıncı, baskı sıcaklığı, substrat arasındaki mesafe ve ekstrüzyon nozulu, tabaka yüksekliği, iskele boyutu, vb.)
Genel olarak, daha yüksek viskoziteli formülasyonlar yazdırmak için daha yüksek akış hızları gereklidir. Belirtildiği gibi, hemen kimyasal çapraz bağlama için uygun olan tüm hidrojel formülasyonları, içi boş tüplerin tek adımlık imalatına olanak sağlar ve açıklanan çekirdek/kabuk kurulumu ile kullanılabilir. Yazdırma ve çapraz bağlama mekanizmalarının buna göre optimize edilmesi gerekir. Baskıdan sonra, tüm iskeleler alg-CMC bileşeninin tam çapraz bağlanmasını sağlayan ve her iki taraftan da en az 30 dakika uv ışığı altında sterilize edilen 5 wt.% CaCl2 çözeltisi ile ikincil çapraz bağlantı ile işlenmiştir. İskeleyi çapraz bağlama solüsyonu ile tamamen yutmalı ve çapraz bağlama işlemini tamamlayacak kadar uzun süre kuluçkaya yatırılmalıdır. İşlem sonrası işlem, önceden göz önünde bulundurulması gereken malzeme ve çapraz bağlantı mekanizmasına göre farklılık gösterir. İşlem sonrası iskeleler substrattan dikkatlice çıkarılmalı, hücre kültürü ortamına aktarılmalı ve hücre tohumlamadan önce en az 24 saat kontrollü bir atmosferde kuluçkaya yatırılmalıdır. Renksiz bir ortam kullanarak iskeleiçine enjeksiyon sırasında hücre süspansiyon görünürlüğünü artıracaktır.
Canlı/ölü tsay
Canlı/ölü çözeltisi, beyazlatmaya yatkın floresan boyalar içerdiğinden, tayı yapmadan önce doğrudan hazırlanmalı ve tayın işlemini yapmadan önce karanlıkta tutulmalıdır. İstenilen kuluçka süresinden sonra hücre kültürü ortamı iskeleleri dikkatlice atmalı ve PBS ile durulanmalıdır. İdeal olarak, aynı giriş noktası hücre tohumlama için canlı / ölü tsay iskeleiçine enjekte ediliyor takip kullanılmalıdır.
Sonuçların önemi
Hem ALG ve CMC zaten in vitro anjiyogenez teşvik etmek için kullanılmıştır. ECM-mimetik özellikleri, fiziksel çapraz bağlanma ve biyouyumluluk temel alınca, ALG yaygın olarak anjiyojenik büyüme faktörlerinin (örneğin, bFGF, HGF, VEGF164 ve Ang-1*sırasıyla) teslimi ve kontrollü salınımı için bir bileşen olarak kullanılmıştır52 ,53,54. Ayrıca, jelatin ile birlikte, CMC de fizyolojik koşullar altında hızla çapraz bağlama yetenekleri nedeniyle vasküler endotel hücrelerinin kapsülleme için kullanılmıştır55. NFC daha fazla mekanik istikrar ve iskele şekil sadakat artırmak için eklenmiştir. Amacın vaskülarizasyonu geliştirmek değil, çekirdek/kabuk şeklinde basılan, aynı zamanda aşındırMa ve çoğalmayı kolaylaştıran perfusable, içi boş ALG-CMC iskeleleri üretme olasılığını göstermek olduğu vurgulanmalıdır. HUVEC'ler. ALG-CMC karışımını kullanma seçeneği, içi boş kanalların çekirdek/kabuk baskısını mümkün kılacak yaygın olarak kullanılan, kolayca erişilebilen ve biyouyumlu baz malzemelerin bulgularına dayanıyordu. Diğer birçok malzeme anjiyogenez geliştirmek için daha uygun seçenekler olabilir; ancak, bu yaklaşımda çok önemli olan hızlı jelleşme/çapraz bağlamayı kolaylaştırmadıkları için bazıları çekirdek/kabuk baskıiçin uygun değildir.
Açıklamalar
Yazarlar hiçbir rakip mali çıkarları olduğunu beyan.
Teşekkürler
Yazarlar, Slovenya Araştırma Ajansı 'ndan (hibe numaraları: P3-0036 ve I0-0029) ve Bilim, Eğitim ve Spor Bakanlığı'ndan (hibe numarası: 5442-1/2018/59) alınan bu projeye verilen mali desteği kabul etmek isterler.
Malzemeler
| Name | Company | Catalog Number | Comments |
| Alginic acid sodium salt | Sigma-Aldrich (Germany) | 180947 | powder; Mw ~80,000 |
| ATTC HUV-EC-C [HUVEC] | LGC Standards (UK) | ATCC-CRL-1730 | Endothelial Cell Growth Supplement (ECGS) and unidentified factors from bovine pituitary, hypothalamus or whole brain extracts are mitogenic for this line; the cells have a life expectancy of 50 to 60 population doublings. |
| Axiovert 40 inverted optical microscope | Carl Zeiss Microscopy GmbH (Germany) | three contrastingtechniques in one objective – e.g. brightfield,phase contrast and PlasDIC | |
| Calcium chloride | Sigma-Aldrich (Germany) | C1016 | anhydrou; granular; ≤7.0 mm; ≥93.0% |
| Cellulose nanofibrils suspension (NFC, 3% (w/v)) | The Process Development Center, University of Maine (Maine, USA) | nominal fiber width of 50 nm; lengths of up to several hundred microns | |
| ELGA Purelab water purification system | Veolia Water Technologies (UK) | ||
| EVOS FL Cell Imaging System | ThermoFisher Scientific Inc. (Germany) | AMF4300 | a fully integrated, digital, inverted imaging system for four-color fluorescence and transmitted-light applications |
| Gibco Advanced Dulbecco’s modified Eagle’s medium (Advance DMEM) | ThermoFisher Scientific Inc. (Germany) | 12491015 | high glucose; no glutamine; phenol red |
| Gibco Dulbecco’s modified Eagle’s medium (DMEM) | ThermoFisher Scientific Inc. (Germany) | 21063029 | high glucose; L-glutamine; HEPES; no phenol red |
| Gibco Fetal Bovine Serum (FBS), qualified | ThermoFisher Scientific Inc. (Germany) | 10270106 | FBS origin: Brazil; 5 % (w/v) FBS |
| Hypodermic Sterican needle | B. Braun Melsungen AG (Germany) | 9180117 | 0.40 x 25mm, 27G x 1'' |
| L-glutamine | Sigma-Aldrich (Germany) | G3126 | ReagentPlus®, ≥99% (HPLC) |
| Live/Dead Cell Double Staining Kit | Sigma-Aldrich (Germany) | 4511 | contains calcein-AM and propidium iodide (PI) solutions; suitable for fluorescence |
| Nunc EasYFlask cell culture flasks | ThermoFisher Scientific Inc. (Germany) | 156367 | Nunclon Delta certified for monolayer formation, cloning efficiency, non-cytotoxic, non-pyrogenic, and sterility; filter caps; culture area of 25 cm2 |
| Omnifix syringe | B. Braun Melsungen AG (Germany) | 4617053V | 5 mL Luer Lock |
| Penicillin G sodium salt | Sigma-Aldrich (Germany) | P3032 | powder; BioReagent; suitable for cell culture |
| Phosphate buffered saline | Sigma-Aldrich (Germany) | P4417 | tablet; one tablet dissolved in 200 mL of deionized water yields 0.01 M phosphate buffer, 0.0027 M potassium chloride and 0.137 M sodium chloride, pH 7.4, at 25 °C |
| Sodium carboxymethyl cellulose | Sigma-Aldrich (Germany) | 419338 | powder; average Mw ~700,000 |
| Streptomycin sulfate salt | Sigma-Aldrich (Germany) | S9137 | powder; BioReagent; suitable for cell culture |
| Ultra-pure water | Veolia Water Technologies (UK) | 18.2 m? cm at 25?C | |
| VitaPrint 3D bio-printer | IRNAS (Slovenia) |
Referanslar
- Langer, R., Vacanti, J. Advances in tissue engineering. Journal of pediatric surgery. 51 (1), 8-12 (2016).
- Atala, A., Kasper, F. K., Mikos, A. G. Engineering complex tissues. Science Translational Medicine. 4 (160), (2012).
- Khademhosseini, A., Vacanti, J. P., Langer, R. Progress in tissue engineering. Scientific American. 300 (5), 64-71 (2009).
- Wobma, H., Vunjak-Novakovic, G. Tissue Engineering and Regenerative Medicine 2015: A Year in Review. Tissue Engineering Part B: Reviews. 22 (2), 101-113 (2016).
- Park, K. M., Shin, Y. M., Kim, K., Shin, H. Tissue Engineering and Regenerative Medicine 2017: A Year in Review. Tissue Engineering Part B: Reviews. 24 (5), 327-344 (2018).
- Mattei, G., Giusti, S., Ahluwalia, A. Design criteria for generating physiologically relevant in vitro models in bioreactors. Processes. 2 (3), 548-569 (2014).
- Elliott, N. T., Yuan, F. A review of three‐dimensional in vitro tissue models for drug discovery and transport studies. Journal of Pharmaceutical Sciences. 100 (1), 59-74 (2011).
- Breslin, S., O’Driscoll, L. Three-dimensional cell culture: the missing link in drug discovery. Drug Discovery Today. 18 (5-6), 240-249 (2013).
- Edmondson, R., Broglie, J. J., Adcock, A. F., Yang, L. Three-dimensional cell culture systems and their applications in drug discovery and cell-based biosensors. Assay and Drug Development Technologies. 12 (4), 207-218 (2014).
- Horvath, P., et al. Screening out irrelevant cell-based models of disease. Nature Reviews Drug Discovery. 15 (11), 751-769 (2016).
- Di Nardo, P., Minieri, M., Ahluwalia, A. . Stem Cell Engineering. , 41-59 (2011).
- Lee, K., Silva, E. A., Mooney, D. J. Growth factor delivery-based tissue engineering: general approaches and a review of recent developments. Journal of the Royal Society Interface. 8 (55), 153-170 (2011).
- Tayalia, P., Mooney, D. J. Controlled growth factor delivery for tissue engineering. Advanced Materials. 21 (3233), 3269-3285 (2009).
- Caddeo, S., Boffito, M., Sartori, S. Tissue Engineering Approaches in the Design of Healthy and Pathological In Vitro Tissue Models. Frontiers in Bioengineering and Biotechnology. 5, 40 (2017).
- Chang, H. -. I., Wang, Y. . Regenerative medicine and tissue engineering-cells and biomaterials. , (2011).
- Rice, J. J., et al. Engineering the regenerative microenvironment with biomaterials. Advanced Healthcare Materials. 2 (1), 57-71 (2013).
- Khademhosseini, A., Langer, R. A decade of progress in tissue engineering. Nature Protocols. 11 (10), 1775-1781 (2016).
- Yu, Y., Alkhawaji, A., Ding, Y., Mei, J. Decellularized scaffolds in regenerative medicine. Oncotarget. 7 (36), 58671-58683 (2016).
- Tibbitt, M. W., Anseth, K. S. Hydrogels as extracellular matrix mimics for 3D cell culture. Biotechnology and bioengineering. 103 (4), 655-663 (2009).
- Lovett, M., Lee, K., Edwards, A., Kaplan, D. L. Vascularization strategies for tissue engineering. Tissue Engineering Part B: Reviews. 15 (3), 353-370 (2009).
- Rouwkema, J., Rivron, N. C., van Blitterswijk, C. A. Vascularization in tissue engineering. Trends in Biotechnology. 26 (8), 434-441 (2008).
- Bae, H., et al. Building vascular networks. Sci Transl Med. 4 (160), (2012).
- Štumberger, G., Vihar, B. Freeform Perfusable Microfluidics Embedded in Hydrogel Matrices. Materials. 11 (12), 2529 (2018).
- Ibrahim, M., Richardson, M. K. Beyond organoids: In vitro vasculogenesis and angiogenesis using cells from mammals and zebrafish. Reproductive Toxicology. 73, 292-311 (2017).
- Sorrell, J. M., Baber, M. A., Caplan, A. I. Influence of adult mesenchymal stem cells on in vitro vascular formation. Tissue Engineering Part A. 15 (7), 1751-1761 (2009).
- Davies, N. H., Schmidt, C., Bezuidenhout, D., Zilla, P. Sustaining neovascularization of a scaffold through staged release of vascular endothelial growth factor-A and platelet-derived growth factor-BB. Tissue Engineering Part A. 18 (1-2), 26-34 (2012).
- Li, X., He, J., Zhang, W., Jiang, N., Li, D. Additive manufacturing of biomedical constructs with biomimetic structural organizations. Materials. 9 (11), 909 (2016).
- Murphy, S. V., Atala, A. 3D bioprinting of tissues and organs. Nature Biotechnology. 32 (8), 773 (2014).
- Hasan, A., et al. Microfluidic techniques for development of 3D vascularized tissue. Biomaterials. 35 (26), 7308-7325 (2014).
- Kolesky, D. B., et al. 3D bioprinting of vascularized, heterogeneous cell-laden tissue constructs. Advanced Materials. 26 (19), 3124-3130 (2014).
- Huang, Y., Zhang, X. F., Gao, G., Yonezawa, T., Cui, X. 3D bioprinting and the current applications in tissue engineering. Biotechnology Journal. , (2017).
- Wang, X., et al. 3D bioprinting technologies for hard tissue and organ engineering. Materials. 9 (10), 802 (2016).
- Hinton, T. J., et al. Three-dimensional printing of complex biological structures by freeform reversible embedding of suspended hydrogels. Science Advances. 1 (9), e1500758 (2015).
- Rocca, M., Fragasso, A., Liu, W., Heinrich, M. A., Zhang, Y. S. Embedded Multimaterial Extrusion Bioprinting. SLAS Technology. 23 (2), 154-163 (2018).
- Hinton, T. J., et al. Three-dimensional printing of complex biological structures by freeform reversible embedding of suspended hydrogels. Science Advances. 1 (9), e1500758 (2015).
- Huang, S., Yang, Y., Yang, Q., Zhao, Q., Ye, X. Engineered circulatory scaffolds for building cardiac tissue. Journal of Thoracic Disease. 10 (Suppl 20), S2312-S2328 (2018).
- Hoch, E., Tovar, G. E., Borchers, K. Bioprinting of artificial blood vessels: current approaches towards a demanding goal. European Journal of Cardiothoracic Surgery. 46 (5), 767-778 (2014).
- Yeo, M., Lee, J. S., Chun, W., Kim, G. H. An Innovative Collagen-Based Cell-Printing Method for Obtaining Human Adipose Stem Cell-Laden Structures Consisting of Core-Sheath Structures for Tissue Engineering. Biomacromolecules. 17 (4), 1365-1375 (2016).
- Liu, W., et al. Coaxial extrusion bioprinting of 3D microfibrous constructs with cell-favorable gelatin methacryloyl microenvironments. Biofabrication. 10 (2), 024102 (2018).
- Gao, Q., He, Y., Fu, J. Z., Liu, A., Ma, L. Coaxial nozzle-assisted 3D bioprinting with built-in microchannels for nutrients delivery. Biomaterials. 61, 203-215 (2015).
- Akkineni, A. R., Ahlfeld, T., Lode, A., Gelinsky, M. A versatile method for combining different biopolymers in a core/shell fashion by 3D plotting to achieve mechanically robust constructs. Biofabrication. 8 (4), 045001 (2016).
- Colosi, C., et al. Microfluidic Bioprinting of Heterogeneous 3D Tissue Constructs Using Low-Viscosity Bioink. Advanced Materials. 28 (4), 677-684 (2016).
- Kim, G., Ahn, S., Kim, Y., Cho, Y., Chun, W. Coaxial structured collagen–alginate scaffolds: fabrication, physical properties, and biomedical application for skin tissue regeneration. Journal of Materials Chemistry. 21 (17), 6165-6172 (2011).
- Luo, Y., Lode, A., Gelinsky, M. Direct plotting of three-dimensional hollow fiber scaffolds based on concentrated alginate pastes for tissue engineering. Advanced Healthcare Materials. 2 (6), 777-783 (2013).
- Mistry, P., et al. Bioprinting Using Mechanically Robust Core-Shell Cell-Laden Hydrogel Strands. Macromolecular Bioscience. 17 (6), (2017).
- Banović, L., Vihar, B. Development of an extruder for open source 3D bioprinting. Journal of Open Hardware. 2 (1), (2018).
- Habib, A., Sathish, V., Mallik, S., Khoda, B. 3D printability of alginate-carboxymethyl cellulose hydrogel. Materials. 11 (3), 454 (2018).
- Maver, T., et al. Combining 3D printing and electrospinning for preparation of pain-relieving wound-dressing materials. Journal of Sol-Gel Science and Technology. , 1-16 (2018).
- Kuo, C. K., Ma, P. X. Ionically crosslinked alginate hydrogels as scaffolds for tissue engineering: Part 1. Structure, gelation rate and mechanical properties. Biomaterials. 22 (6), 511-521 (2001).
- Topuz, F., Henke, A., Richtering, W., Groll, J. Magnesium ions and alginate do form hydrogels: a rheological study. Soft Matter. 8 (18), 4877-4881 (2012).
- Perets, A., et al. Enhancing the vascularization of three-dimensional porous alginate scaffolds by incorporating controlled release basic fibroblast growth factor microspheres. Journal of Biomedical Materials Research Part A. 65 (4), 489-497 (2003).
- Ruvinov, E., Leor, J., Cohen, S. The effects of controlled HGF delivery from an affinity-binding alginate biomaterial on angiogenesis and blood perfusion in a hindlimb ischemia model. Biomaterials. 31 (16), 4573-4582 (2010).
- Peirce, S. M., Price, R. J., Skalak, T. C. Spatial and temporal control of angiogenesis and arterialization using focal applications of VEGF164 and Ang-1. American Journal of Physiology-Heart and Circulatory Physiology. 286 (3), H918-H925 (2004).
- Kageyama, T., et al. In situ cross-linkable gelatin-CMC hydrogels designed for rapid engineering of perfusable vasculatures. ACS Biomaterials Science & Engineering. 2 (6), 1059-1066 (2016).
Yeniden Basımlar ve İzinler
Bu JoVE makalesinin metnini veya resimlerini yeniden kullanma izni talebi
Izin talebiThis article has been published
Video Coming Soon
JoVE Hakkında
Telif Hakkı © 2020 MyJove Corporation. Tüm hakları saklıdır