
Se requiere una suscripción a JoVE para ver este contenido. Inicie sesión o comience su prueba gratuita.
Method Article
Micropunching litografía para la generación de microempresas y patrones de submicrónicas de sustratos poliméricos
En este artículo
Resumen
Un enfoque litografía micropunching se ha desarrollado para generar micro y submicrónicas patrones de en la parte superior, lateral y las superficies inferiores de substratos de polímeros. Supera los obstáculos de los patrones de polímeros conductores y la generación de los patrones de las paredes laterales. Este método permite una fabricación rápida de características múltiples y está libre de la química agresiva.
Resumen
Polímeros conductores han atraído gran atención desde el descubrimiento de alta conductividad en poliacetileno dopado en 1977 1. Ofrecen las ventajas de bajo peso, fácil adaptación de las propiedades y una amplia gama de aplicaciones de 2,3. Debido a la sensibilidad de los polímeros conductores a las condiciones ambientales (por ejemplo, el aire, las soluciones de oxígeno, la humedad, altas temperaturas y químicos), las técnicas litográficas presentan importantes desafíos técnicos para trabajar con estos materiales 4. Por ejemplo, los actuales métodos fotolitográficos, tales como ultra-violeta (UV), no son adecuados para modelar los polímeros conductores debido a la implicación de los procesos de grabado húmedo y / o en seco en estos métodos. Además, los actuales micro / nanosistemas principalmente tienen una forma plana 5,6. Una capa de estructuras se construye sobre las superficies superiores de otra capa de características fabricadas. Varias capas de estas estructuras se apilan para formar numerosos dispositivos sobreun sustrato común. Las superficies laterales de las microestructuras no se han utilizado en la construcción de dispositivos. Por otro lado, los patrones de las paredes laterales podrían ser utilizados, por ejemplo, para construir circuitos en 3-D, modificar los canales fluídicos y el crecimiento directo horizontal de nanocables y nanotubos.
Un método macropunching se ha aplicado en la industria manufacturera para crear macropatrones en una chapa metálica de más de cien años. Motivados por este enfoque, hemos desarrollado un método de litografía micropunching (MPL) para superar los obstáculos de los patrones polímeros conductores y la generación de los patrones de las paredes laterales. Al igual que el método macropunching, la MPL también incluye dos operaciones (Fig. 1): (i) de corte, y de dibujo (ii). El "corte" la operación fue aplicada a tres patrones de polímeros conductores 4, polipirrol (PPy), poli (3,4-ethylenedioxythiophen)-poli (4-estirenosulfonato) (PEDOT) y la polianilina (PANI). Se emplea también para crear microestructuras al 7. Las microestructuras fabricadas de polímeros conductores han sido utilizados como humedad 8, 8 química, y la glucosa sensores 9. Microestructuras combinados de Al y polímeros conductores han sido empleados para fabricar capacitores y heterouniones diversos 9,10,11. El "corte", la operación también se aplicó para generar submicrónicas de patrones, como la 100 - y 500 nm de ancho líneas de PPy, así como de 100 nm de ancho-cables Au. El "dibujo" la operación fue empleada para dos aplicaciones: (i) producen patrones de Au laterales de polietileno de alta densidad (HDPE) de canales que podrían ser utilizados para la construcción de microsistemas 3D 12,13,14, y (ii) fabricar polidimetilsiloxano (PDMS) micropilares sobre sustratos de HDPE para aumentar el ángulo de contacto del canal 15.
Protocolo
A. Esquema de la MPL
El método incluye macropunching "corte" y las operaciones de "dibujar". El "corte" operación adopta moldes de estructuras convexas de bordes afilados e incluye tres pasos básicos (Fig. 1 (A1-A3)). En primer lugar, colocar una hoja de metal sobre un substrato rígido (Fig. 1 (A1)). En segundo lugar, traer un molde de Si y el sustrato en contacto físico con una fuerza elevada. Durante esta segunda etapa, la parte del metal directamente debajo de las estructuras de molde convexo se primer corte, el metal vecino por las estructuras de molde convexo, y luego empujado hacia abajo hasta el fondo de los patrones cóncavas en el sustrato (Fig. 1 (a2) ). Por último, separar el molde y el substrato, completando el patrón de la chapa metálica (Fig. 1 (A3)). El "dibujo" operación utiliza un proceso de fabricación similar. Sin embargo, adopta moldes de ronda-afiladas estructuras convexas (Fig. 1 (B1)). Además, elinserción de la fuerza aplicada y la velocidad son mucho más pequeños y más bajos que sus contrapartes en el "corte" la operación. Estas diferencias reducir las tensiones presentes en la parte de la chapa metálica bajo estructuras convexas. En consecuencia, esta parte de la hoja de metal simplemente se empuja hacia abajo, pero no se cortó en el "dibujo" la operación (Fig. 1 (B2-B3)).
En el "corte" operación de la MPL (Fig. 1 (C1-C3)), (i) un substrato de Si recubierta con una capa de un polímero intermedio y una capa de un material a imprimir se calienta por encima de la temperatura de transición vítrea ( Tg: temperatura de ablandamiento) del polímero intermedio y por debajo de T m (temperatura de fusión) o T g del material específico (Fig. 1 (c1)), (ii) el molde y el substrato se ponen en contacto físico por la alta presión , seguido por enfriamiento posterior (fig. 1 (c2)), y (iii) están separados cuando su temperatura es inferior aTg del polímero intermedio, de completar la transferencia modelo del molde a la capa específica (Fig. 1 (c3)). El "dibujo" la operación de la MPL (Fig. 1 (D1-D3)) tiene pasos de fabricación similares a los del "corte". Sin embargo, el "dibujo", utiliza moldes blandos de PDMS. También implica una menor fuerza de inserción, una velocidad de inserción inferior, y una temperatura de impresión superior (lo que disminuye la viscosidad del polímero intermedio y aumenta así su movilidad). En consecuencia, las características de la superficie superior de la curva de sustrato hasta debido a la tensión superficial y la alta movilidad de polímero intermedio. El molde de Si se puede limpiar y volver a utilizarse para los pasos sucesivos de estampado. El molde puede ser limpiado con acetona y agua DI; y se secó a fondo con N 2 antes de cada uso. En el caso de los residuos permanecen en las microfeatures del molde, puede ser limpiado con una solución Nanostrip y agua DI; y se secó con N 2.
B. Cutting Operación con MPL para la generación de metales y realización de micropatrones Polímero
- Una sola capa microestructuras sobre un sustrato: utilizando el procedimiento ilustrado en la figura. 1 (C1-C3), una capa de microestructuras se genera en un sustrato. Durante la fabricación, el sustrato se recubre con una capa de polímero intermedio, seguido por revestimiento de una capa de un solo material (polímero conductor o metal) o una capa de múltiples materiales. En consecuencia, después de estampado en caliente, una capa de microestructuras de materiales simples o múltiples se produce sobre el substrato. La fabricación se detalla a continuación.
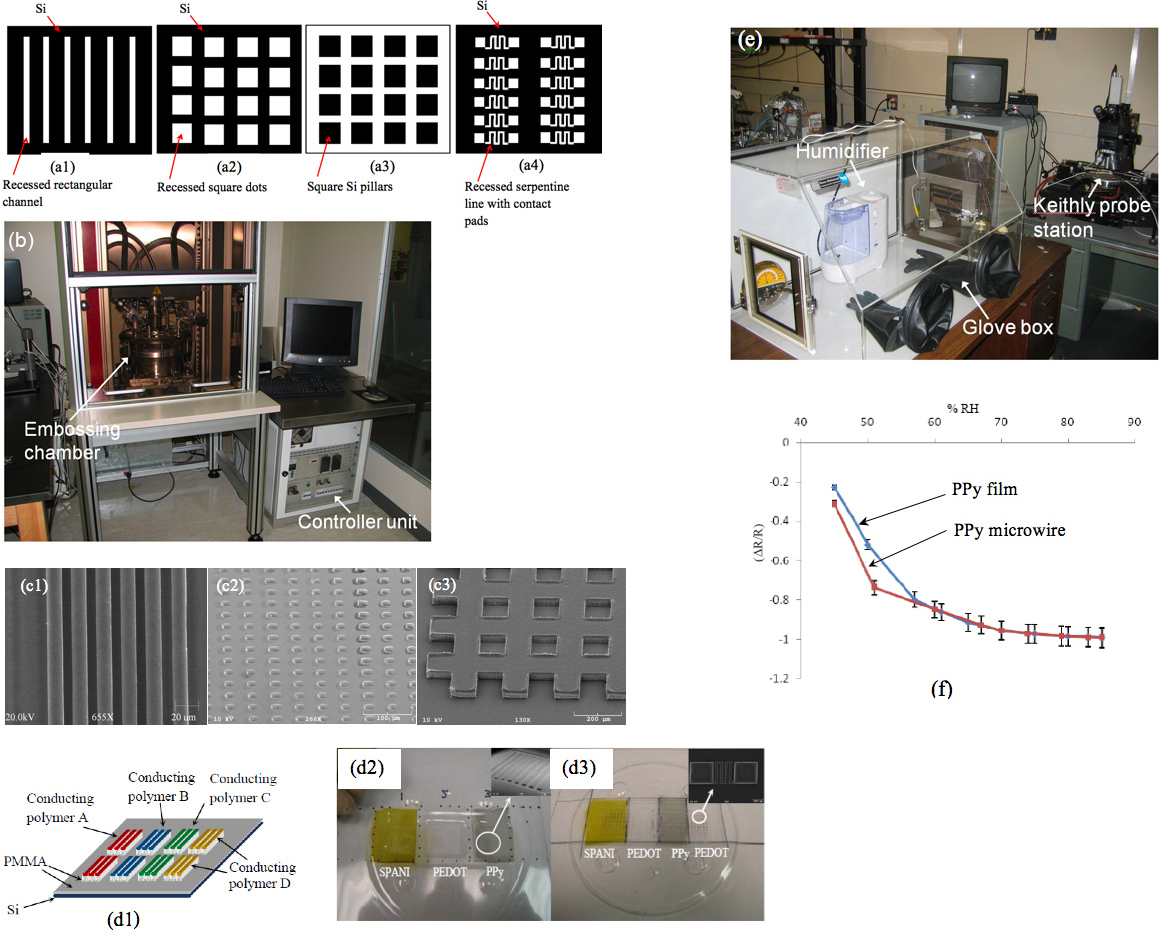
- Fabricar moldes de silicio de las dimensiones requeridas con la litografía UV convencional (figura 2a). Los detalles de la fabricación del molde de Si se presentan en 4. Fig. 2 (A1-A4) muestran los diseños de los moldes de Si se utilizan para los procesos.
- Utilizar una hoja de material no conductor de PMMA de dimensiones 500 micras x 170 mm x 170 mm, tal como la capa intermedia, y colocarlo en un substrato rígido y plano.
- Para generar microestructuras de un solo material: recubrimiento de spin-un polímero conductor (PPy, PEDOT o Spani) en la hoja de PMMA o Al depósito mediante evaporación térmica a un espesor de 100-500 nm.
- Para fabricar microestructuras de múltiples conductores materiales poliméricos: spin-capa PPy (a 2000 rpm), PEDOT (a 2500 rpm) y Spani (a 1500 rpm) en diferentes porciones de la hoja de PMMA. Antes de hacer girar la realización de la primera capa de capa de polímero en un punto en la hoja de PMMA, cubrir las otras áreas con cintas adhesivas. Para otras capas de recubrimiento de polímeros conductores, los revestimientos anteriores y las áreas vacías deben estar cubiertos por cinta adhesiva. Este procedimiento debe ser repetido a las capas de revestimiento múltiples en los lugares deseados en el sustrato. El PPy recubierto, PEDOT y Spani son 500 nm, 5 micras y 200 nm de espesor, respectivamente.
- Relieve el sustrato con una machi estampado en calientene (modelo: 01/LT Hex, Jenoptik Empresa Mikrotechnik) (Figura 2b). El tiempo de inserción de temperatura, la fuerza y el moho son 130-160 ° C, N y 1500-1800 s 120-200, respectivamente. Realizar desmoldeo a 80-95 ° C con una velocidad de 1,5 mm / min. Los resultados de una sola capa microestructuras de un solo material se muestra en la figura. 2 (C1-C3). Los resultados de una sola capa microestructuras de múltiples materiales se dan en la fig. 2 (D2-D3).
- Aplicación de microhilos PPy como un sensor de humedad
- Derivado PPy capa a 1500 rpm para generar una película 1-micras de espesor de la zona 1 x 1 cm y 2 conectar dos cables externos en extremos opuestos de la película utilizando Ag epoxi para medidas de conductividad.
- Gira escudo a 1500 rpm para generar una película PPy grosor de 1 m. Realizar con los parámetros de grabado en relieve en el paso 4 para generar microhilos PPy micras de longitud de 5000 y el ancho de 300 micras y conectar los cables externos de contacto para el final doss de un microhilo única utilizando Ag epoxi.
- Coloque la película PPy y sensores Microwire dentro de una caja de guantes hermético con un medidor de humedad y el humidificador. El humidificador permitiría aumento controlado de los niveles de humedad dentro de la guantera. Conecte los hilos de contacto a una estación de Keithley de la sonda para mediciones de IV para cada sensor (Fig. 2e).
- Calcular la sensibilidad de cada sensor usando la siguiente fórmula:

donde, Rf y Ri son las resistencias final e inicial de los sensores de película y microhilo, respectivamente. Medida R i en el nivel de humedad de base (a temperatura ambiente) y Rf en cada nivel de humedad para la película y sensores Microwire. - Fig. 2f muestra los resultados de la sensibilidad (ΔR / R) las mediciones realizadas en 8 de 48% a 85% de humedad relativa.Se observó que la sensibilidad del sensor de PPy microhilo fue mayor que el sensor de película de 48% a 58%. Más allá de un 58% la sensibilidad de los sensores de película y microhilo fueron similares.
- Multicapa microestructuras sobre un sustrato: basada en el procedimiento mostrado en la figura. 1 (C1-C3), la capa superior se sustituye por una combinación de dos y tres polímeros o capas de metal, respectivamente, para generar múltiples capas microestructuras. El diseño del dispositivo se muestra en la fig. 3 (A1-A2). La fabricación se detalla a continuación.
- Fabricar un molde de Si de las dimensiones requeridas utilizando litografía UV convencional (Figura 3b).
- Utilizar una hoja de material no conductor de PMMA de dimensiones 500 micras x 170 mm x 170 mm, tal como la capa intermedia, y colocarlo en un substrato rígido y plano.
- Para generar dos capas PPy-PEDOT heterounión: (i) de spin-capa a 1000 rpm para obtener una capa PEDOT 10-m de espesor en la hoja de PMMA, (ii) hornear los submarinostrar a 80 ° C durante 1 h, (iii) spin-capa a 1500 rpm para obtener 1-micras de espesor película PPy en la capa PEDOT, y (iv) hornear el sustrato a 80 ° C durante 5 min.
- Para generar dos capas de Al-PEDOT diodos: i) capa spin-at 1000 rpm para obtener una capa PEDOT 10-m de espesor en la hoja de PMMA, (ii) hornear el sustrato a 80 ° C durante 1 h, y ( iii) una capa de 200 nm de espesor de película de Al en la capa de PEDOT por evaporación térmica.
- Para generar tres capas PEDOT-PMMA-PEDOT condensadores: i) capa spin-at 1000 rpm para obtener una capa PEDOT 10-m de espesor en la hoja de PMMA, (ii) hornear el sustrato a 80 ° C durante 1 h, se (iii) spin-capa a 1000 rpm varias veces para obtener una película de PMMA espesor de 15-20 micras sobre la capa de PEDOT, iv) hornear el sustrato a 80 ° C durante 30 min, (v) de spin-capa a 2500 rpm para obtener una capa de espesor PEDOT 2-3 micras sobre la película de PMMA, y (vi) hornear el sustrato a 80 ° C durante 5 min.
- Relieve el sustrato con el machi estampado en calientene. El tiempo de inserción de temperatura, la fuerza y el moho son 140-150 ° C, N y 1500-2000 s 150-200, respectivamente. Realizar desmoldeo a 80-95 ° C con una velocidad de 1,5 mm / min. Los resultados se muestran en la figura. 3 (CF) 11.
- Aplicaciones de las generadas por múltiples capas microestructuras
- PPy / PEDOT heterounión
- Use una estación de la sonda Keithly para las mediciones IV de las estructuras de heterounión obtenidas tras el paso 2.1. La capa PEDOT está conectado a tierra y un potencial de polarización (-20 V a 20 V) se aplica a la capa de PPy.
- Fig. 3 (G1) se muestran las características IV de la heterounión PPy / PEDOT en [9,11], los voltajes de ruptura de avance y retroceso de la heterounión PPy / PEDOT fueron de 5 V y -8, respectivamente. La relación de rectificación fue de 24 a 10 V. El factor de idealidad fue igual a 8,88.
- Al / PEDOT heterounión
- Use una estación de la sonda Keithly para el IVmediciones de la estructura de Al / PEDOT heterounión obtenido después de la etapa 2.2. La capa de Al está conectado a tierra y un potencial de polarización (-5 a 5 V) se aplica a la capa PEDOT.
- Fig. 3 (G2) se muestran las características IV de la unión de Al / PEDOT medido a temperatura ambiente en 11, los voltajes de ruptura directa e inversa fueron 3 y -2,5 V, respectivamente. Relación de rectificación de la heterounión Al / PEDOT fue de 2 a 1 V. El factor de idealidad para esta unión se calculó en 19.
- PEDOT / PMMA / PEDOT condensador
- Use una estación de la sonda Keithly para las mediciones de CV del capacitor PEDOT / PMMA / PEDOT obtenida tras la etapa 2.3.
- Fig. 3 (G3) muestra el CV del capacitor PEDOT / PMMA / PEDOT medido a temperatura ambiente en 11. La capacitancia medida del condensador en el sesgo de baja frecuencia era aproximadamente 0,06 pF, mientras que la cantidad teóricamente calculada fue de 1,38 pF.
- PPy / PEDOT heterounión
C. La operación de corte de la MPL para la generación de sub-micrones Ppatterns de metal y polímero conductor
Basado en el procedimiento ilustrado en la figura. 1 (C1-C3), Si moldes con características submicrométricas se utilizan para generar patrones deseados de metal y polímeros conductores. La fabricación se detalla a continuación.
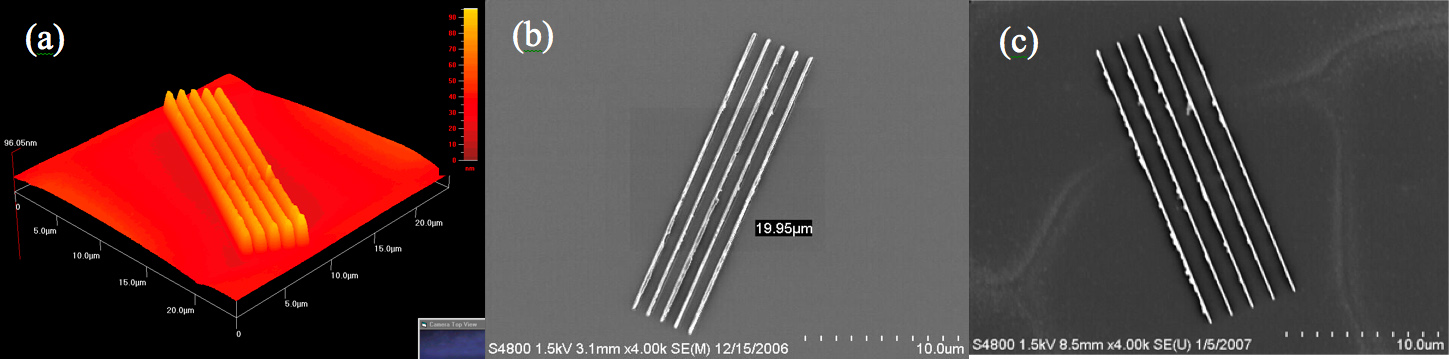
- Fabrique un molde de silicona con el sub-micrones características utilizando Focused Ion Beam (FIB), la litografía. Dos tipos diferentes de moldes si, de anchuras 100 y 500 nm, la profundidad de 1 - 1,5 m, longitud de 20 micras y el tono de 1 m, se generan.
- Preparación de la superficie del molde de silicio antes de su uso: (i) enjuagar el molde con agua DI, acetona y solución Nanostrip completamente a temperatura ambiente, secado con gas nitrógeno y hornear a 150 ° C durante 30 minutos seguido de enfriamiento a temperatura ambiente, y (ii) si el molde no es limpia después de los pasos de limpieza anteriores, se someta a plasma de oxígeno limpio. La receta es lasigue: potencia de plasma a 300 vatios, la tasa de flujo de oxígeno a 80 sccm y duración de 5 a 7 minutos.
- Recubrir la capa de PMMA: spin-capa de PMMA solución (peso molecular 495 K en un 9% clorobenceno) a 3000 rpm para obtener un espesor de aproximadamente 1,2 micras, hornear la oblea a 150 ° C durante 1 h, y permitir que se enfríe, y exponer la superficie de PMMA recubierta con plasma de oxígeno durante 3 minutos a 300 W con 50 SCCM tasa de flujo de oxígeno para que sea hidrófilo para el siguiente paso.
- Spin-capa PPy solución (diluido por 1:2 (V / V) con agua DI) a 3000 rpm para obtener un espesor de aproximadamente 75 nm y hornear el sustrato a 60 ° C durante 1 hora para curar la capa de PPy.
- Coat una película de Au de un espesor de 10-25 nm usando depósito por bombardeo iónico.
- Generar PPy cables mediante los pasos siguientes.
- Impresión los 500-nm de ancho canales de Si: realizar impresión a 160 ° C con una velocidad de 1 mm / min y insertar duración de 600 s usando el modo deposición de control en la máquina caliente-gofrado. La fuerza máxima utilizada es 1085 N en este caso.
- Impresión los 100-nm de ancho canales de Si: realizar impresión a 140 ° C con una velocidad de 1mm/min e insertar duración de 500 s usando el modo de control de fuerza en la máquina caliente-gofrado. Fijar la fuerza de grabado en relieve en el 2300 N.
- Generar nanocables Au utilizando un molde de Si con 100-nm de ancho canales: realizar impresión a 160 ° C con una velocidad de 1mm/min e insertar duración de 700 s usando el modo de control de fuerza en la máquina caliente-gofrado. Fijar la fuerza de grabado en relieve en el 2300 N.
- Para obtener los pasos 4.1-4.2, realizar desmoldeo a 95 ° C con una velocidad de 3 mm / min. Los resultados se muestran en la figura. 4.
- Generar PPy cables mediante los pasos siguientes.
D. Elaboración de operación de la MPL para la generación de micropatrones en las paredes laterales de polímero y sustratos de Si.
Siguiendo el procedimiento en la figura. 1 (D1-D3), el "dibujo" la operación esutilizado para generar Au y PDMS micropatrones sobre las paredes laterales de microcanales de HDPE. El material correspondiente en el sustrato HDPE es Au o PDMS, que sigue el perfil de la superficie del polímero intermedio de la capa durante la impresión. La fabricación se detalla a continuación.
- Au pared lateral patrones en los canales de HDPE
- Spin-capa a 3000 rpm para obtener una capa de 1-micras de espesor de una fotorresistencia positiva (S1813) sobre una hoja de polietileno de alta densidad de 1,5-mm de espesor (1,5 mm x 40 mm x 40 mm).
- Usando litografía UV para transferir patrones de máscara en la capa de S1813 (fig. 5 (ab)). Los patrones de máscara constan de 10 x 10 micras 2 puntos (Fig. 7a) y las líneas 110-m de ancho.
- Escudo de una película de 100 nm de espesor en la capa de Au S1813 usando un evaporador térmico (Fig. 5c).
- Retire el S1813 con acetona enjuague, dejando los patrones de Au en la hoja de polietileno de alta densidad (Fig. 5d).
- Calentar la hoja de polietileno de alta densidad hasta un temperatUre intervalo de 131-136 ° C sobre una placa caliente, que es ligeramente mayor que T g de polietileno de alta densidad (es decir, 128 ° C), pero por debajo de T m de Au (es decir, 1063 ° C) (Fig. 5e).
- Use un molde de silicio reforzado con PDMS 16 para imprimir la hoja de Au con un patrón de polietileno de alta densidad con un rango de presión de 40 a 120 kPa, durante 1 hora seguido de un enfriamiento posterior (Fig. 5f).
- Separar el molde y la lámina de polietileno de alta densidad cuando sus temperaturas están por debajo de la Tg de polietileno de alta densidad, para completar la transferencia de modelo del molde PDMS al sustrato. Los patrones de Au, que son empujados en la hoja de polietileno de alta densidad por el molde de PDMS, permanecer en las paredes laterales y las superficies inferiores de las microestructuras formadas (Fig. 5 g). Puesto que la fuerza de unión entre el molde PDMS y los patrones de Au son más débiles que la que existe entre la hoja de polietileno de alta densidad y patrones de Au, Au patrones no se pegan al molde PDMS y permanecer sobre la superficie de HDPE. Los resultados de este proceso se muestra en la figura. 7 (bc) 12.
- PDMS micropilares sobre las paredes laterales del canal de HDPE
- Spin-capa a 3000 rpm para obtener una capa de 1-micras de espesor de S1813 en un molde SU-8 (Fig. 6a). El SU-8 del molde se genera utilizando la litografía UV convencional 17.
- Spin-capa PDMS (relación entre PDMS y su agente de curado es 10:1) a 1000 rpm en el S1813 recubierto con SU-8 molde, y cocer la muestra a 85 ° C durante 3 h en una placa caliente seguido de enfriamiento a a temperatura ambiente (Fig. 6b).
- Soltar la delgada película de PDMS de la SU-8 molde por ataque químico S1813 con acetona, para completar la generación de la película formada micropillar-PDMS (Fig. 6c).
- Colocar la película micropillar-PDMS formado en una hoja de 1,5 mm de espesor de HDPE (Fig. 6d).
- Insertar un molde de Al (con bordes redondeados) en ambos película PDMS y hoja de polietileno de alta densidad a 140 ° C con una presión de 52,5 kPa (Fig. 6e). La impresiónel tiempo es de 1 h. A 140 ° C, la película de PDMS es empujado hacia abajo en la hoja de polietileno de alta densidad suave por el molde.
- Después la muestra se enfría a temperatura ambiente, seguido por la eliminación del molde de Al, un canal se genera en la hoja de polietileno de alta densidad. Parte de este micropillar-formado película PDMS se transfiere a la parte inferior y dos paredes laterales del canal (Fig. 6F). Los resultados se muestran en la figura. 7 (DF) 15.
- Medir el ángulo de contacto de una gota de agua colocada en la parte superior de los micropilares PDMS en el interior del canal de HDPE. Fig. 7 (GH) se muestra el ángulo de contacto medido como promedio 145,5 ° 15.
E. Representante Resultados
En resumen, los resultados de MPL se enumeran a continuación:
- Una sola capa de polímero conductor y micropatrones metálicos se formaron como en la figura. 2 (B1-B3, C2-C3).
- Película de PPy y la humedad microhilo de detección de resultados en elFig. 2d.
- Capa múltiple polímero conductor y micropatrones metálicos se formaron como en la figura. 3 (cf).
- Junction resultados de caracterización de la figura 3 (G1-G3).
- 100 - y 500-nm de ancho cables PPy se formaron como en la figura. 4 (ab).
- 100-nm de ancho nanocables de Au se formaron como en la figura. 4c.
- Au patrones fueron generados en los canales de HDPE 300-m de ancho y 42-m-profunda como en la fig. 7 (aC).
- Micropilares PDMS se generaron en las superficies superior, inferior y lateral de los canales de HDPE 1-mm de ancho y 1-mm de profundidad-como en la fig. 7 (df).
- Ángulos de contacto medidos de agua en el interior del canal de HDPE en la figura. 7 (GH).

Figura 1 El "corte" proceso de creación de macropatrones convexas en una lámina de metal (sección transversal esquemas):. (a1) colocar una lámina metálica en la parte superior del sustrato, (a2) insertar el molde en el sustrato, y (a3) separado del molde y el sustrato. El "dibujo" proceso en la fabricación de macropatrones cóncavas: (b1) lugar una chapa metálica sobre el sustrato, (b2) insertar el molde en el sustrato, y (b3) separar el molde y el sustrato. El "corte" funcionamiento del método de MPL en la fabricación de estructuras convexas (sección transversal al esquema): (c1) calor del sustrato, (c2) insertar el molde en el sustrato, y (C3) separar el molde y el sustrato. El "dibujo" funcionamiento del enfoque MPL en la fabricación de estructuras cóncavas: (d1) calor del sustrato, (D2) insertar el molde en el sustrato, y (d3) separar el molde y el sustrato.

Figura 2 Diseño de moldes de silicio (vista superior): (A1) líneas rectas, (a2) puntos cuadrados, (A3) las estructuras de truss, y (A4) líneas de serpentina..(B) La máquina estampado en caliente. Imágenes de SEM de las estructuras de Al generados: (C1) de 10 m de ancho; líneas (C2) 20 x 20 micras, y 2 puntos (C3) las estructuras de truss. (D1) Esquema de microestructuras que consisten en múltiples estructuras, (D2) en línea recta de 300 micras de ancho, (D3) de 50 m de ancho patrones Microwire serpentina de PPy, PEDOT y Spani fabricado simultáneamente con el "corte" el funcionamiento de la MPL . (E) El sensor de humedad montaje experimental, y (f) con sensor de humedad resultados con la película y el sensor de PPy microhilo 4, 7, 8. Haga clic aquí para ver más grande la figura .
{kind=link}

. Figura 3 Diseños de: (a1) de dos y (A2) de tres capas dispositivos, (b) el diseño de un molde de Si (vista superior) usados para fabricar dispositivos multicapa, (c) de la imagen SEM de un 300-micras de ancho, con forma de Microline PPY-PEDOT heterounión, y close-up SEM puntos de vista de las secciones transversales de: (d) PPy-PEDOT heterounión; (e) Al-PEDOT diodo; (f) PEDOT-PMMA-PEDOT condensador; resultados de la caracterización de heterounión: (G1) PPy / PEDOT; (g2 ) Al / PEDOT, y (G3) PEDOT / PMMA / PEDOT 9,11.

Figura 4 (a) AFM análisis de los cables de PPy en relieve de 500 nm de ancho;. Imágenes de SEM de (b) en relieve de 100 nm de ancho líneas PPy y (c) 100-nm de ancho cables Au. Haga clic aquí para ver más grande la figura .
{kind=link}

Figura 5 La fabricación de un sustrato de HDPE con patrones Au:. (Ab) usando una máscara de características deseadas, exponer y desarrollar la capa S1813; (CD) Au depósito y eliminar la capa S1813; (ef) imprimiendo los sustratos utilizando un reforzado de Si molde de PDMS, y (g) después de DemolDing, un sustrato con patrones de pared lateral que consisten en características Au 12.

Figura 6 La fabricación de una película de PDMS con micropilares:. (A) fabricar un molde de SU-8, (b) spin-abrigo y curar a una capa de PDMS, (c) eliminar la capa de PDMS de la SU-8 del molde, (d) imprimiendo el substrato utilizando un molde de Al, y (EF) después del desmoldeo, un sustrato con patrones de pared lateral que consisten en micropilares PDMS, se obtienen 15.

Figura 7 (a) el diseño de los puntos de Au; imágenes SEM de:. (B) 10 x 10 micras 2 puntos, y (c) las líneas 110-m-ancho. Las dimensiones de los canales generados en polietileno de alta densidad son de 1 cm x 300 m x 42 m (largo x ancho x profundidad); micropilares PDMS generados en la parte superior, inferior y laterales surfaces1 mm de ancho canales de polietileno de alta densidad: (d) vista en sección transversal de loscanal, las imágenes de SEM de (e) la parte superior; (f) la esquina inferior del canal, y (gh) los resultados de medición de ángulo de contacto sobre pilares PDMS 12,15. Los pilares PDMS tienen las dimensiones de 10 micras x 10 micras x 27 micras. Las dimensiones de los canales de polietileno de alta densidad de 20 mm x 1 mm x 1 mm (largo x ancho x alto).
Access restricted. Please log in or start a trial to view this content.
Discusión
Solución de problemas de información: Los puntos críticos en materia de generación de micropatrones individuales y múltiples capas de polímeros conductores y los metales a través del "corte" la operación: (1) La temperatura de relieve asegura la fluidez de la capa intermedia PMMA que genera los mejores resultados. Es aconsejable para iniciar en el límite inferior del intervalo de temperatura y aumentar gradualmente si los resultados deseados no se consiguen. Demasiado alta temperatura...
Access restricted. Please log in or start a trial to view this content.
Divulgaciones
No hay conflictos de interés declarado.
Agradecimientos
Este trabajo fue apoyado en parte a través NSFDMI-0508454, NSF / LEQSF (2006)-Pfund-53, la NSF-CMMI-0.811.888, y subvenciones de la NSF-CMMI-0900595.
Access restricted. Please log in or start a trial to view this content.
Materiales
| Name | Company | Catalog Number | Comments |
| Nombre del reactivo | Empresa | Número de catálogo | Comentarios |
| PMMA | Sigma-Aldrich Co. | 495C9 | El disolvente es cholorobenzene. Manejar solución PMMA bajo una campana extractora con ventilación adecuada. No respirar los vapores. Consulte la MSDS para obtener instrucciones de manejo seguro. |
| PPy | Sigma-Aldrich Co. | - | 5% en peso en agua. Usado como se recibió. |
| PEDOT-PSS | HC Starck Co. | Baytron P V4 HC | Propietario solvente. Usado como se recibió. |
| Spani | Sigma-Aldrich Co. | - | El agua forma soluble. Usado como se recibió. |
| Máquina estampado en caliente | JenoptikMikrotechnik Co. | HEX 01/LT | |
| Catódica de la máquina | Cressington Co. | 208HR | |
| FIB máquina | Zeiss Co. | FIB 1540 Crossbeam XB | |
| Giro revestidor | Avanza Líneas de investigación Co. | PWM32-PS-R790 Spinner System | |
| RIE máquina | Técnicas MicroRIE Co. | - | |
| CIs | Shipley Co. | S1813 | |
| PDMS | Dow Corning | Sylgard 184 kit de silicona de elastómero | |
| Polietileno de alta densidad hoja de | Incorporar plástico EE.UU. | - | |
| Hoja de PMMA | Cyro Co. | - | |
| A doble cara adhesive la cinta | Scotch Co. | - | |
| Un solo lado de cinta | Delphon Co. | Ultratape # 1310 | |
| Micropipetas de vidrio | FHC Co. | 30-30-1 | |
| Recortar | Office Depot Co. | Clip de pinza | |
| Humidificador | Vicks Co. | Humidificador sin Filtro |
Referencias
- Menon, R. Conducting polymers: Nobel Prize in Chemistry, 2000. Current Science. 79, 1632(2000).
- Inzelt, G., Pineri, M., Schultze, J. W., Vorotyntsev, M. A. Electron and proton conducting polymers: recent developments and prospects. Electrochimica Acta. 45, 2403(2000).
- Adhikari, B., Majumdar, S. Polymers in sensor applications. Progress in Polymer Science. 29, 699(2004).
- Chakraborty, A., Liu, X., Parthasarathi, G., Luo, C. An intermediate-layer lithography method for generating multiple microstructures made of different conducting polymers. Microsystem Technologies. 13 (8), 1175(2007).
- Madou, M. Fundamentals of Microfabrication. , CRC Press. (1995).
- Bustillo, J. M., Howe, R. T., Muller, R. S. Surface micromachining for microelectromechanical systems. Proceedings of the IEEE. 86, 1552(1998).
- Liu, X., Luo, C. Intermediate-layer lithography for producing metal micropatterns. Journal of Vacuum Science and Technology B. 25, 677(2007).
- Chakraborty, A., Luo, C. Multiple conducting polymer microwire sensors. Microsystem Technologies. 15, 1737(2009).
- Chakraborty, A., Liu, X., Luo, C. Polypyrrole: A new patterning approach and applications. Polypyrrole: Properties, Performance and Applications. Mason, E. C., Weber, A. P. , Nova Science Publishers, Inc. (2011).
- Poddar, R., Luo, C. A novel approach to fabricate a PPy/p-type Si heterojunction. Solid-State Electronics. 50, 1687(2006).
- Liu, X., Chakraborty, A., Luo, C. Generation of all-polymeric diodes and capacitors using an innovative intermediate-layer lithography. Progress in Solid State Electronics Research. Martingale, J. P. , Nova Science Publishers, Inc. 127-139 (2008).
- Liu, X., Luo, C. Fabrication of Au sidewall micropatterns using a Si-reinforced PDMS mold. Sensors and Actuators A. 152, 96(2009).
- Liu, X., Chakraborty, A., Luo, C. Fabrication of micropatterns on the sidewalls of a thermal shape memory polystyreme block. Journal of Micromechanics and Microengineering. 20, 095025(2010).
- Chakraborty, A., Liu, X., Luo, C. Fabrication of micropatterns on channel sidewalls using strain-recovery property of a shape-memory polymer. Sensors and Actuators A. , Accepted (2011).
- Liu, X., Luo, C. Fabrication of supe-hydrophobic channels. Journal of Micromechanics and Microengineering. 20, 25029(2010).
- Luo, C., Meng, F., Liu, X., Guo, Y. Reinforcement of PDMS master using an oxide-coated silicon plate. Microelectronics Journal. 37, 5(2006).
- Luo, C., Garra, J., Schneider, T., White, R., Currie, J., Paranjape, M. Thermal ablation of PMMA for water release using a microheater. Sensors and Actuators A. 114, 123(2004).
Access restricted. Please log in or start a trial to view this content.
Reimpresiones y Permisos
Solicitar permiso para reutilizar el texto o las figuras de este JoVE artículos
Solicitar permisoThis article has been published
Video Coming Soon
ACERCA DE JoVE
Copyright © 2025 MyJoVE Corporation. Todos los derechos reservados