
È necessario avere un abbonamento a JoVE per visualizzare questo. Accedi o inizia la tua prova gratuita.
Method Article
Micropunching litografia per la generazione di Micro-e submicroniche modelli sul Polymer Substrati
In questo articolo
Riepilogo
Un approccio litografia micropunching è sviluppato per generare micro-e submicroniche modelli sopra, fianchi e superfici di fondo di polimero substrati. Esso supera gli ostacoli patterning di polimeri conduttori e generare modelli laterali. Questo metodo permette una rapida realizzazione di funzioni multiple ed è libero di chimica aggressiva.
Abstract
Polimeri conduttori hanno attirato grande attenzione dal momento che la scoperta di alta conducibilità in poliacetilene drogato nel 1977 1. Essi offrono i vantaggi di peso ridotto, facile sartoria di proprietà e un ampio spettro di applicazioni 2,3. Grazie alla sensibilità dei polimeri conduttori alle condizioni ambientali (ad esempio, aria, soluzioni di ossigeno, umidità, temperatura elevata e chimica), tecniche litografiche presentano notevoli sfide tecniche quando si lavora con questi materiali 4. Ad esempio, gli attuali metodi fotolitografiche, come ultravioletta (UV), sono inadatti per patterning i polimeri conduttori a causa del coinvolgimento dei processi di attacco chimico ad umido e / o secco in questi metodi. Inoltre, le attuali micro / nanosistemi hanno principalmente una forma planare 5,6. Uno strato di strutture è costruito sulle superfici superiori di un altro strato di caratteristiche fabbricati. Più livelli di queste strutture sono impilati insieme per formare su numerosi dispositiviun substrato comune. Le superfici laterali delle microstrutture non sono stati utilizzati in dispositivi costruzione. D'altra parte, i modelli laterali potrebbe essere utilizzato, ad esempio, di costruire 3-D circuiti, modificare canali fluidici e diretto crescita orizzontale di nanofili e nanotubi.
Un metodo macropunching è stato applicato nel settore della produzione di creare macropatterns in lamiera da oltre cento anni. Motivati da questo approccio, abbiamo sviluppato un metodo di litografia micropunching (MPL) per superare gli ostacoli di patterning polimeri conduttori e la generazione di modelli laterali. Come il metodo macropunching, la MPL comprende inoltre due operazioni (Fig. 1): (i) di taglio, e (ii) disegno. L'operazione di "taglio" è stato applicato al modello tre polimeri conduttori 4, polipirrolo (PpY), poli (3,4-ethylenedioxythiophen)-poli (4-styrenesulphonate) (PEDOT) e polianilina (PANI). È stato anche impiegato per creare microstrutture Al 7. Le microstrutture fabbricate di polimeri conduttori sono stati usati come umidità 8, chimica 8, e glucosio sensori 9. Microstrutture combinati di Al e polimeri conduttori sono stati impiegati per fabbricare condensatori e eterogiunzioni vari 9,10,11. L'operazione di "taglio" è stato applicato anche per generare i modelli inferiori al micron, come la 100 - e le linee PpY da 500 nm a livello, nonché 100-nm a livello fili Au. L'operazione di "disegno" è stato impiegato per due applicazioni: (i) produzione di modelli di Au laterali in polietilene ad alta densità (HDPE), canali che potrebbero essere utilizzati per la costruzione di microsistemi 3D 12,13,14, e (ii) fabbricare polidimetilsilossano (PDMS) micropillars su substrati HDPE per aumentare l'angolo di contatto del canale 15.
Protocollo
A. Schemi di MPL
Il metodo macropunching comprende "taglio" e "disegnando" le operazioni. L'operazione di "taglio" adotta forme di spigoli vivi strutture convesse e comprende tre fasi fondamentali (Fig. 1 (A1-A3)). Innanzitutto, posizionare una lamiera su un substrato rigido (Fig. 1 (a1)). In secondo luogo, portare un Si stampo e il substrato in contatto fisico con una forza elevata. Durante questa seconda fase, la parte del metallo direttamente sotto strutture di stampo convesse viene dapprima tagliato fuori dal metallo vicina dalle strutture di stampo convesse, e quindi spinto verso il fondo dei modelli concave nel substrato (Fig. 1 (a2) ). Infine, separare lo stampo e il substrato, completando il modellamento della lamiera (Fig. 1 (a3)). L'operazione di "disegno" utilizza un simile processo di fabbricazione. Tuttavia, essa adotta stampi di round-taglio strutture convesse (Fig. 1 (b1)). Inoltre, l'forza di inserimento applicata e la velocità sono molto più piccoli e inferiori rispetto alle loro controparti nell'operazione "taglio". Queste differenze abbassare le sollecitazioni presenti nella parte della lamiera in strutture convesse. Di conseguenza, questa parte della lamiera è solo spinto verso il basso, ma non tagliati fuori nella operazione "disegno" (Fig. 1 (b2-b3)).
Nella operazione di "taglio" del MPL (Fig. 1 (C1-C3)), (i) un substrato di Si rivestito con uno strato di un polimero intermedio e uno strato di un materiale da stampare vengono riscaldati al di sopra della temperatura di transizione vetrosa ( T g: temperatura di rammollimento) del polimero intermedio e inferiore T m (temperatura di fusione) o T g del materiale mirato (Fig. 1 (c1)), (ii) lo stampo e il substrato sono messi a contatto fisico ad alta pressione , seguita da raffreddamento successiva (Fig. 1 (c2)), e (iii) sono separati quando la loro temperatura è sottoT g dell'intermedio polimero, completando il trasferimento del modello dallo stampo allo strato mirata (Fig. 1 (c3)). L'operazione di "disegno" del MPL (Fig. 1 (d1-d3)) ha fasi di fabbricazione simili al "taglio". Tuttavia, il "disegno" morbide usa stampi PDMS. Esso comporta anche una minore forza di inserimento, una velocità di inserzione inferiore, e una temperatura più alta di stampa (che abbassa la viscosità del polimero intermedio e quindi aumenta la mobilità). Di conseguenza, le caratteristiche sulla superficie superiore della curva substrato fino a causa della tensione superficiale ed elevata mobilità della polimerico intermedio. Lo stampo Si può essere pulite e riutilizzate per successive fasi di goffratura. Lo stampo può essere puliti con acetone e acqua deionizzata, e asciugata con N 2 prima di ogni uso. In caso residui permangono nelle microfeatures dello stampo, esso può essere pulito con soluzione Nanostrip e acqua deionizzata e asciugati con N 2.
B. Cutting Funzionamento in MPL per la generazione di metallo e orchestra microdisegnature Polymer
- Monostrato microstrutture su un substrato: utilizzando la procedura illustrata in Fig. 1 (C1-C3), uno strato di microstrutture viene generato su un substrato. Durante la fabbricazione, il substrato viene rivestito con uno strato intermedio di polimero, seguito da uno strato di rivestimento di un unico materiale (polimero conduttore o metallo) o uno strato di materiali diversi. Pertanto, dopo la goffratura a caldo, uno strato di microstrutture di materiale singoli o multipli viene prodotto sul substrato. La fabbricazione è descritto di seguito.
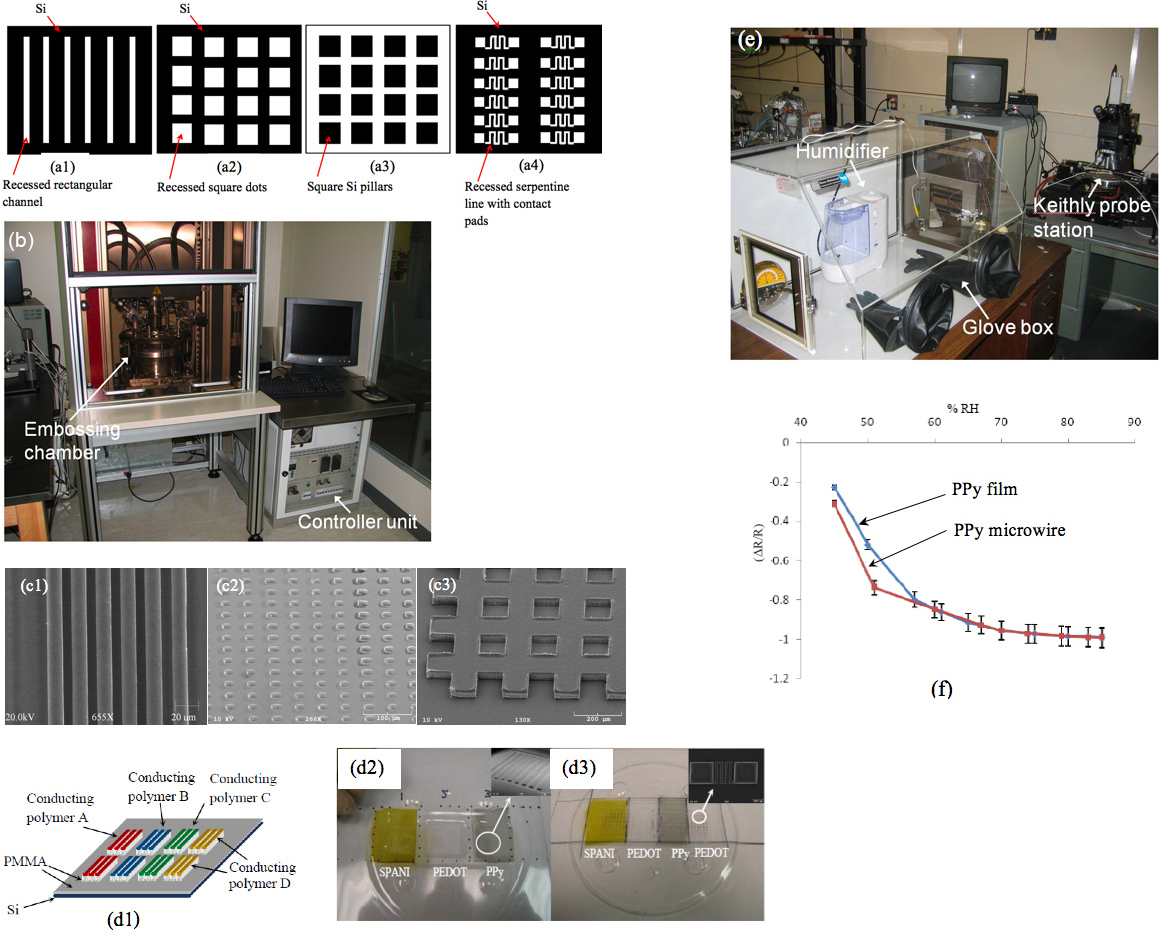
- Realizzazione stampi silicio delle dimensioni richieste utilizzando la litografia convenzionale UV (Fig. 2a). I dettagli della fabbricazione dello stampo Si sono riportati in 4. Fig. 2 (A1-A4) mostrano le layout degli stampi di Si utilizzati per i processi.
- Utilizzare un non-conduttore foglio PMMA di dimensioni 500 micron x 170 mm x 170 mm, strato intermedio e posizionarlo su una superficie rigida, substrato piatto.
- Per generare microstrutture di un singolo materiale: spin-coat uno polimero conduttore (PpY, PEDOT o Spani) sul foglio PMMA o deposito di Al mediante evaporazione termica di uno spessore di 100-500 nm.
- Per fabbricare microstrutture di più materiali polimerici conduttori: spin-coat PpY (a 2000 rpm), PEDOT (a 2500 rpm) e Spani (a 1500 rpm) su differenti porzioni del foglio di PMMA. Prima di girare il primo rivestimento in strato di polimero conduttore in un punto sul foglio di PMMA, coprire le altre aree con nastri adesivi. Per altri livelli di rivestimento polimero conduttore, i rivestimenti precedenti e le aree vuote dovrebbero essere coperti da nastro adesivo. Questa procedura deve essere ripetuta per più strati di rivestimento nelle posizioni desiderate sul substrato. Il PpY rivestito, PEDOT e Spani sono 500 nm, 5 micron di spessore e 200 nm, rispettivamente.
- Rilievo sul sottofondo mediante hot-embossing machiNE (modello: 01/LT Hex, Jenoptik Società Mikrotechnik) (Fig. 2b). L'inserimento temperatura, forza e muffa tempo sono 130-160 ° C, 1500-1800 N e 120-200 s, rispettivamente. Eseguire sformatura a 80-95 ° C con una velocità di 1,5 mm / min. I risultati di monostrato microstrutture di un singolo materiale sono mostrati nella fig. 2 (C1-C3). I risultati di monostrato microstrutture di diversi materiali sono riportati nella fig. 2 (d2-d3).
- Applicazione di microwires PpY come un sensore di umidità
- Spin PpY strato a 1500 rpm per generare un 1-pm di spessore del film nella zona di 1 x 1 cm 2 e collegare due fili esterni alle estremità opposte della pellicola di Ag usando epossidica per misure di conducibilità.
- Spin cappotto a 1500 rpm per generare un film PpY spessore di 1 micron. Eseguire rilievo con i parametri nel passaggio da 4 a generare microwires PpY 5000 micron di lunghezza e larghezza di 300 micron e collegare i fili di contatto esterni alla fine dues di un singolo utilizzando Microwire Ag epossidiche.
- Posizionare la pellicola e sensori PpY Microwire all'interno di un vano portaoggetti a tenuta d'aria con un misuratore di umidità e umidificatore. L'umidificatore dovrebbe permettere un aumento controllato del livello di umidità all'interno del vano portaoggetti. Collegare i fili di contatto ad una stazione di Keithley sonda per la misurazione IV per ogni sensore (Fig. 2e).
- Calcolare la sensibilità di ciascun sensore utilizzando la formula seguente:

dove R f e R sono le resistenze finale ed iniziale dei sensori film e Microwire, rispettivamente. Misurare R I a livello di umidità di base (a temperatura ambiente) e R f a ogni livello di umidità del film e sensori Microwire. - Fig. 2f mostra i risultati di sensibilità (AR / R) misurazioni effettuate in 8 per 48% al 85% di umidità relativa.È stato osservato che la sensibilità del sensore PpY Microwire era superiore il sensore pellicola per 48% al 58%. Oltre il 58% la sensibilità dei sensori film e Microwire erano simili.
- Multistrato microstrutture su un substrato: in base alla procedura di fig. 1 (C1-C3), lo strato superiore è sostituito da una combinazione di due o tre polimeri / strati metallici, rispettivamente, per generare multistrato microstrutture. Il layout del dispositivo è mostrato nella fig. 3 (A1-A2). La fabbricazione è descritto di seguito.
- Realizzare uno stampo Si delle dimensioni richieste utilizzando la litografia convenzionale UV (fig. 3b).
- Utilizzare un non-conduttore foglio PMMA di dimensioni 500 micron x 170 mm x 170 mm come strato intermedio, e posizionarlo su una superficie rigida, substrato piatto.
- Per generare due strati PpY PEDOT-eterogiunzione: (i) spin-coat a 1000 rpm per ottenere un 10-pm di spessore strato PEDOT sul foglio PMMA, (ii) cuocere il subcentrare a 80 ° C per 1 h, (iii) spin-coat a 1500 rpm per ottenere 1-pm di spessore pellicola PpY sullo strato PEDOT, e (iv) cuocere il substrato a 80 ° C per 5 min.
- Per generare due strati Al-PEDOT diodi: (i) spin-coat a 1000 rpm per ottenere un 10-pm di spessore strato PEDOT sul foglio PMMA, (ii) cuocere il substrato a 80 ° C per 1 h, e ( iii) un cappotto da 200 nm di spessore del film di Al sullo strato PEDOT per evaporazione termica.
- Per generare tre strati PEDOT-PMMA-PEDOT condensatori: (i) spin-coat a 1000 rpm per ottenere un 10-pm di spessore strato PEDOT sul foglio PMMA, (ii) cuocere il substrato a 80 ° C per 1 h, (iii) spin-coat a 1000 rpm più volte per ottenere una pellicola PMMA di spessore 15-20 micron sullo strato di PEDOT, (iv) cuocere il substrato a 80 ° C per 30 min, (v) spin-coat a 2500 rpm per ottenere uno strato di spessore PEDOT 2-3 um sulla pellicola PMMA, e (vi) cuocere il substrato a 80 ° C per 5 min.
- Rilievo supporto con la hot-embossing machiNE. L'inserimento temperatura, forza e muffa tempo sono 140-150 ° C, 1500-2000 N e 150-200 s, rispettivamente. Eseguire sformatura a 80-95 ° C con una velocità di 1,5 mm / min. I risultati sono mostrati in fig. 3 (cf) 11.
- Le applicazioni generate di multistrato microstrutture
- PpY / PEDOT eterogiunzione
- Utilizzare una stazione Keithly sonda per le misure IV delle strutture eterogiunzione ottenuti dopo passo 2.1. Lo strato PEDOT è collegato a massa e un potenziale di polarizzazione (-20 V a 20 V) viene applicato allo strato PpY.
- Fig. 3 (g1) mostra le caratteristiche IV del PpY / PEDOT eterogiunzione in [9,11], le tensioni di rottura avanti e indietro del PpY / PEDOT eterogiunzione erano 5 V e -8 V, rispettivamente. Il rapporto di rettifica è stato 24 a 10 V. Il fattore di idealità è stato pari a 8,88.
- Al / PEDOT eterogiunzione
- Utilizzare una stazione Keithly Sonda per la IVmisurazioni del Al / PEDOT struttura eterogiunzione ottenuto dopo la fase 2,2. Lo strato di Al è collegato a massa e un potenziale di polarizzazione (-5 V a 5 V) viene applicato allo strato di PEDOT.
- Fig. 3 (g2) illustra le caratteristiche IV di Al / PEDOT giunzione misurato a temperatura ambiente in 11, le tensioni di breakdown in avanti e all'indietro sono stati 3 e -2,5 V, rispettivamente. Rettifica del rapporto Al / PEDOT eterogiunzione è stato 2 a 1 V. Il fattore di idealità per questo incrocio è stato calcolato in 19.
- PEDOT / PMMA / PEDOT condensatore
- Utilizzare una stazione Keithly sonda per le misure CV del PEDOT / PMMA / PEDOT condensatore ottenuto dopo la fase 2.3.
- Fig. 3 (G3) mostra il CV della PEDOT / PMMA / PEDOT condensatore misurata a temperatura ambiente in 11. La capacità misurata del condensatore di polarizzazione a bassa frequenza era di circa 0,06 pF, mentre la quantità teoricamente calcolato era 1,38 pF.
- PpY / PEDOT eterogiunzione
C. operazione di taglio del MPL per la generazione di sub-micron Ppatterns di metallo e polimeri conduttori
Sulla base della procedura illustrata in Fig. 1 (C1-C3), Si stampi con sub-micron caratteristiche sono usate per generare modelli desiderati di metallo e polimeri conduttori. La fabbricazione è descritto di seguito.
- Realizzare uno stampo in silicone con caratteristiche sub-micron utilizzando Focused Ion Beam (FIB) litografia. Due diversi tipi di stampi silicio, di larghezza 100 e 500 nm, profondità di 1 - 1,5 um, lunghezza di 20 um e passo di 1 um, vengono generati.
- La preparazione della superficie dello stampo di silicio prima dell'uso: (i) lavare lo stampo con acqua deionizzata, acetone e soluzione Nanostrip completamente a temperatura ambiente, asciugare con gas azoto e cuocere in forno a 150 ° C per 30 minuti seguito da raffreddamento a temperatura ambiente, e (ii) se lo stampo non è pulito, dopo le operazioni di pulizia di cui sopra, esporlo a plasma di ossigeno pulito. La ricetta èsegue: potenza plasma a 300 watt, portata di ossigeno a 80 sccm e la durata di 5 - 7 min.
- Ricoprire lo strato di PMMA: spin-coat PMMA soluzione (peso molecolare 495 K in clorobenzene 9%) a 3000 rpm per ottenere uno spessore di circa 1,2 um, cuocere il wafer a 150 ° C per 1 ora e lasciarla raffreddare, e esporre la superficie rivestita PMMA a plasma di ossigeno per 3 min a 300 W con 50 sccm tasso di flusso di ossigeno per rendere idrofila per il passaggio successivo.
- Spin-coat soluzione PpY (diluito 1:2 (V / V) con acqua deionizzata) a 3000 rpm per ottenere uno spessore di circa 75 nm e cuocere il substrato a 60 ° C per 1 h per curare il livello PpY.
- Coat un film di Au uno spessore di 10-25 nm utilizzando deposizione sputtering.
- Generare fili PpY utilizzando i seguenti passaggi.
- Presentazione i 500-nm-ampi canali silicio: eseguire imprinting a 160 ° C con una velocità di 1 mm / min ed inserire la durata di 600 s utilizzando la modalità dicontrollo di posizione nella goffratura a caldo della macchina. La forza massima utilizzata è 1085 N in questo caso.
- Presentazione i 100-nm-ampi canali silicio: eseguire imprinting a 140 ° C con una velocità di 1mm/min ed inserire la durata di 500 s utilizzando la modalità di controllo di forza nel hot-goffratura macchina. Fissare la forza di goffratura a 2300 N.
- Generare nanofili Au utilizzando uno stampo di Si con 100-nm-ampi canali di: eseguire imprinting a 160 ° C con una velocità di 1mm/min ed inserire la durata di 700 s utilizzando la modalità di controllo di forza nel hot-goffratura macchina. Fissare la forza di goffratura a 2300 N.
- Per la procedura 4.1-4.2, eseguire sformatura a 95 ° C con velocità di 3 mm / min. I risultati sono mostrati in fig. 4.
- Generare fili PpY utilizzando i seguenti passaggi.
D. Disegno funzionamento del MPL per la generazione microdisegnature sui fianchi di polimero e Si substrati.
Seguendo la procedura in Fig. 1 (D1-D3), l'operazione "disegno" èutilizzato per generare microdisegnature Au e PDMS sui fianchi di microcanali HDPE. Il materiale corrispondente sul substrato HDPE è Au o PDMS, che segue il profilo superficiale dello strato intermedio di polimero durante imprinting. La fabbricazione è descritto di seguito.
- Au modelli laterali sui canali in HDPE
- Spin-coat a 3000 rpm per ottenere un 1-pm di spessore di uno strato di fotoresist positivo (S1813) su un foglio HDPE 1,5 mm di spessore (1,5 mm x 40 mm x 40 mm).
- Utilizzo di litografia UV per trasferire i modelli maschera nello strato S1813 (Fig. 5 (ab)). I modelli maschera costituiti da 10 x 10 um 2 puntini (Fig. 7a) e 110-um livello linee.
- Coat un 100-nm di spessore film di Au sullo strato S1813 usando un evaporatore termico (Fig. 5c).
- Rimuovere la S1813 con acetone risciacquo, lasciando i modelli Au sul foglio HDPE (Fig. 5d).
- Riscaldare il foglio HDPE fino ad un temperature gamma di 131-136 ° C su una piastra calda, che è leggermente maggiore di T g di HDPE (cioè, 128 ° C) ma al di sotto T m di Au (cioè, 1063 ° C) (Fig. 5e).
- Utilizzare un Si-rinforzata stampo PDMS 16 a stampare il foglio di fantasia Au-HDPE con la gamma di pressione di 40-120 KPa, per 1 ora seguita dal successivo raffreddamento (Fig. 5f).
- Separare lo stampo e il foglio HDPE quando le temperature sono sotto g T del HDPE, completando il trasferimento del modello dallo stampo PDMS al substrato. I modelli Au, che vengono spinti nel foglio HDPE dallo stampo PDMS, rimanere sulle pareti laterali e le superfici inferiori delle microstrutture formate (Fig. 5g). Poiché la forza di adesione tra lo stampo PDMS e gli schemi Au sono più deboli di quella tra il foglio HDPE e modelli di Au, Au modelli non si attacchino allo stampo PDMS e rimanere sulla superficie HDPE. I risultati di questo processo sono mostrati in fig. 7 (bc) 12.
- Micropillars PDMS sui fianchi del canale in HDPE
- Spin-coat a 3000 rpm per ottenere un 1-micron di spessore strato di S1813 su un SU-8 stampo (Fig. 6a). La SU-8 stampo viene generato utilizzando la litografia convenzionale UV 17.
- Spin-coat PDMS (rapporto tra PDMS e il suo agente di indurimento è 10:1) a 1000 rpm sul S1813 rivestita SU-8 stampo, e cuocere il campione a 85 ° C per 3 h su una piastra calda seguita da raffreddamento a a temperatura ambiente (Fig. 6b).
- Rilasciare il film sottile PDMS dalla SU-8 stampo mediante attacco S1813 con acetone, completando la generazione del micropillar formata PDMS pellicola (Fig. 6c).
- Posizionare il micropillar formato pellicola PDMS su un 1,5 mm di spessore foglio di HDPE (Fig. 6d).
- Inserire uno stampo Al (con spigoli arrotondati) in entrambi i film PDMS e HDPE foglio a 140 ° C con una pressione di 52,5 kPa (Fig. 6e). La stampaAttualmente 1 h. A 140 ° C, la pellicola PDMS viene spinto verso il basso nel foglio HDPE morbida dallo stampo.
- Dopo che il campione è raffreddato a temperatura ambiente seguita dalla rimozione dello stampo Al, viene generato un canale sul foglio HDPE. Parte di questo film micropillar formato PDMS viene trasferito al fondo e due pareti laterali del canale (Fig. 6f). I risultati sono mostrati in fig. 7 (df) 15.
- Misurare l'angolo di contatto della goccia d'acqua posta sulla sommità delle micropillars PDMS all'interno del canale di HDPE. Fig. 7 (gh) mostra l'angolo di contatto misurato come media 145,5 ° 15.
E. rappresentativi Risultati
In sintesi, i risultati di MPL sono elencati di seguito:
- Singolo strato polimero conduttore e microdisegnature metallo sono formati come in Fig. 2 (B1-B3, C2-C3).
- Pellicola PpY e umidità Microwire rilevamento risultati inFig. 2d.
- Strato multiplo polimero conduttore e microdisegnature metallo sono formati come in Fig. 3 (cf).
- Caratterizzazione risultati di giunzione in fig. 3 (G1-G3).
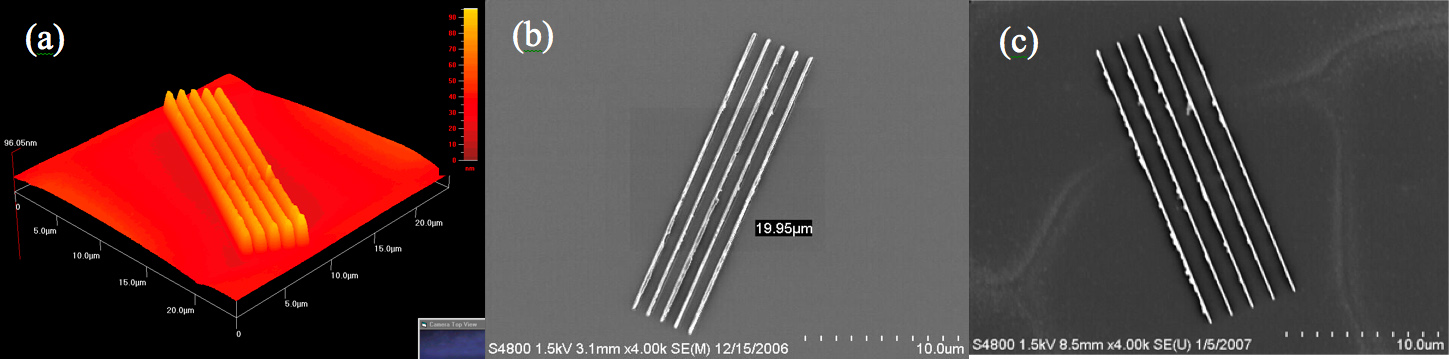
- 100 - e 500-nm livello PpY fili sono formati come in Fig. 4 (ab).
- 100-nm livello nanofili Au sono formati come in Fig. 4c.
- Modelli Au sono stati generati da 300-um livello e 42-um-profondo canali HDPE come in Fig. 7 (bc).
- Micropillars PDMS stati generati sulle superfici superiore, inferiore e laterale di canali HDPE-1-millimetri di larghezza e 1 mm di profondità, come in Fig. 7 (df).
- Acqua angoli di contatto misurati all'interno del canale HDPE in Fig. 7 (gh).

Figura 1 Il processo di "taglio" nella creazione di macropatterns convesse in una lamiera (sezione schemi):. (a1) posizionare una lamiera sulla parte superiore del substrato, (a2) inserire lo stampo nel substrato, e (a3) separato lo stampo e il substrato. Il processo di "disegno" in fabbricazione di macropatterns concave: (b1) posto una lamiera sul substrato, (b2) inserire lo stampo nel substrato, e (b3) separare lo stampo e il substrato. L'operazione di "taglio" del metodo MPL nella fabbricazione di strutture convesse (sezione trasversale agli schemi): (c1) riscaldare il substrato, (c2) inserire lo stampo nel substrato, e (c3) separare lo stampo e il substrato. L'operazione di "disegno" dell'approccio MPL nella fabbricazione di strutture concave: (d1) riscaldare il substrato, (d2) inserire lo stampo nel substrato, e (d3) separare lo stampo e il substrato.

Figura 2 disegni di stampi silicio (vista dall'alto): (a1) le linee rette, (a2) punti quadrati, (a3), e strutture a traliccio (A4) le linee sinuose..(B) La macchina goffratura a caldo. Le immagini SEM di strutture Al generati: (C1) 10-um livello linee, (c2) 20 × 20 um 2 punti, e (c3) strutture reticolari. (D1) Schema di microstrutture costituite da molteplici strutture; (d2) 300-um a livello retta; (D3) 50-um a livello modelli Microwire serpentine di PpY, PEDOT e Spani fabbricato utilizzando contemporaneamente l'operazione "taglio" del MPL . (E) L'umidità di rilevamento setup sperimentale e (f) l'umidità di rilevamento risultati con film PpY e sensore Microwire 4, 7, 8. Clicca qui per ingrandire la figura .
{kind=link}

Figura 3 layout di: (a1) e due (a2) a tre strati dispositivi; (b) disposizione di uno stampo Si (vista dall'alto) utilizzati per fabbricare multistrato dispositivi; (c) immagine SEM di uno 300-micron. a livello, microline a forma di PPY-PEDOT eterogiunzione e close-up SEM vista delle sezioni di: (d) PpY-PEDOT eterogiunzione; (e) Al-PEDOT diodo; (f) PEDOT-PMMA-PEDOT condensatore; risultati di caratterizzazione eterogiunzione: (g1) PpY / PEDOT; (g2 ) Al / PEDOT, e (G3) PEDOT / PMMA / PEDOT 9,11.

Figura 4 (a) AFM scansione delle rilievo da 500 nm a livello fili PpY;. Immagini SEM di (b) in rilievo da 100 nm a livello di linee PpY e (c) da 100 nm a livello fili Au. Clicca qui per ingrandire figura .
{kind=link}

Figura 5 Realizzazione di un substrato Au HDPE con i modelli:. (Ab) uso di una maschera di caratteristiche desiderate, esporre e sviluppare il livello di S1813; (cd) il deposito Au e rimuovere la S1813 strato; (ef) imprimere i substrati utilizzando un rinforzo Si PDMS stampo, e (g) dopo Demolding, un substrato con motivi laterali costituiti caratteristiche Au 12.

Figura 6 Realizzazione di un film con PDMS micropillars:. (A) fabbricare uno stampo SU-8, (b) spin-coat e curare uno strato PDMS, (c) rimuovere lo strato PDMS dalla SU-8 stampo, (d) imprimendo al substrato usando uno stampo Al, e (ef) dopo sformatura, un substrato con motivi laterali costituiti micropillars PDMS, si ottengono 15.

Figura 7 (a) layout dei punti Au; immagini SEM di:. (B) 10 x 10 um 2 puntini, e (c) 110-um livello linee. Le dimensioni dei canali generati in HDPE sono 1 cm x 300 micron x 42 micron (lunghezza x larghezza x profondità); micropillars PDMS generate sulla parte superiore, inferiore e laterali surfaces1-mm-di ampi canali di HDPE: (d) sezione trasversale lacanale, immagini SEM di (e) superiore; (f) nell'angolo inferiore del canale, e (GH) i risultati di misurazione dell'angolo di contatto su pilastri PDMS 12,15. I pilastri PDMS avere le dimensioni 10 um x 10 um x 27 um. Le dimensioni dei canali in HDPE sono 20 mm x 1 mm x 1 mm (lunghezza x larghezza x altezza).
Access restricted. Please log in or start a trial to view this content.
Discussione
Risoluzione dei problemi di informazioni: i punti critici per quanto riguarda la generazione di microdisegnature single-e multi-strato di polimeri conduttori e metalli usando l'operazione di "taglio": (1) Temperatura di goffratura assicura fluidità dello strato intermedio PMMA che genera i risultati ottimali. Si consiglia di avviare al limite inferiore dell'intervallo di temperatura e aumentare gradualmente se i risultati desiderati non sono raggiunti. Troppo alta temperatura possono ...
Access restricted. Please log in or start a trial to view this content.
Divulgazioni
Non ci sono conflitti di interesse dichiarati.
Riconoscimenti
Questo lavoro è stato finanziato in parte attraverso NSFDMI-0508454, NSF / LEQSF (2006)-Pfund-53, NSF-CMMI-0811888, e NSF-CMMI-0900595 sovvenzioni.
Access restricted. Please log in or start a trial to view this content.
Materiali
| Name | Company | Catalog Number | Comments |
| Nome del reattivo | Azienda | Numero di catalogo | Comments |
| PMMA | Sigma-Aldrich Co. | 495C9 | Il solvente è cholorobenzene. Maneggiare soluzione PMMA sotto una cappa aspirante con ventilazione adeguata. Non respirare il vapore. Consultare MSDS per le istruzioni di manipolazione sicura. |
| PpY | Sigma-Aldrich Co. | - | 5% in peso in acqua. Usato come ricevuto. |
| PEDOT-PSS | HC Starck Co. | Baytron P V4 HC | Proprietary solvente. Usato come ricevuto. |
| Spani | Sigma-Aldrich Co. | - | L'acqua forma solubile. Usato come ricevuto. |
| Goffratura macchina a caldo | JenoptikMikrotechnik Co. | HEX 01/LT | |
| Sputter macchina | Cressington Co. | 208HR | |
| FIB macchina | Zeiss Co. | FIB Crossbeam 1540 XB | |
| Spin coater | Headway Reseach Co. | PWM32-PS-R790 Spinner sistema | |
| RIE macchina | Technics MicroRIE Co. | - | |
| Photoresist | Shipley Co. | S1813 | |
| PDMS | Dow Corning | Sylgard 184 silicone kit elastomero | |
| HDPE foglio | Incorporare gli Stati Uniti in plastica | - | |
| PMMA | Cyro Co. | - | |
| Double-sided Adhesive nastro | Scotch Co. | - | |
| Un solo lato del nastro | Delphon Co. | Ultratape # 1310 | |
| Micropipette di vetro | FHC Co. | 30-30-1 | |
| Clip | Office Depot Co. | Bulldog Clip | |
| Umidificatore | Vicks Co. | Filtro umidificatore libero |
Riferimenti
- Menon, R. Conducting polymers: Nobel Prize in Chemistry, 2000. Current Science. 79, 1632(2000).
- Inzelt, G., Pineri, M., Schultze, J. W., Vorotyntsev, M. A. Electron and proton conducting polymers: recent developments and prospects. Electrochimica Acta. 45, 2403(2000).
- Adhikari, B., Majumdar, S. Polymers in sensor applications. Progress in Polymer Science. 29, 699(2004).
- Chakraborty, A., Liu, X., Parthasarathi, G., Luo, C. An intermediate-layer lithography method for generating multiple microstructures made of different conducting polymers. Microsystem Technologies. 13 (8), 1175(2007).
- Madou, M. Fundamentals of Microfabrication. , CRC Press. (1995).
- Bustillo, J. M., Howe, R. T., Muller, R. S. Surface micromachining for microelectromechanical systems. Proceedings of the IEEE. 86, 1552(1998).
- Liu, X., Luo, C. Intermediate-layer lithography for producing metal micropatterns. Journal of Vacuum Science and Technology B. 25, 677(2007).
- Chakraborty, A., Luo, C. Multiple conducting polymer microwire sensors. Microsystem Technologies. 15, 1737(2009).
- Chakraborty, A., Liu, X., Luo, C. Polypyrrole: A new patterning approach and applications. Polypyrrole: Properties, Performance and Applications. Mason, E. C., Weber, A. P. , Nova Science Publishers, Inc. (2011).
- Poddar, R., Luo, C. A novel approach to fabricate a PPy/p-type Si heterojunction. Solid-State Electronics. 50, 1687(2006).
- Liu, X., Chakraborty, A., Luo, C. Generation of all-polymeric diodes and capacitors using an innovative intermediate-layer lithography. Progress in Solid State Electronics Research. Martingale, J. P. , Nova Science Publishers, Inc. 127-139 (2008).
- Liu, X., Luo, C. Fabrication of Au sidewall micropatterns using a Si-reinforced PDMS mold. Sensors and Actuators A. 152, 96(2009).
- Liu, X., Chakraborty, A., Luo, C. Fabrication of micropatterns on the sidewalls of a thermal shape memory polystyreme block. Journal of Micromechanics and Microengineering. 20, 095025(2010).
- Chakraborty, A., Liu, X., Luo, C. Fabrication of micropatterns on channel sidewalls using strain-recovery property of a shape-memory polymer. Sensors and Actuators A. , Accepted (2011).
- Liu, X., Luo, C. Fabrication of supe-hydrophobic channels. Journal of Micromechanics and Microengineering. 20, 25029(2010).
- Luo, C., Meng, F., Liu, X., Guo, Y. Reinforcement of PDMS master using an oxide-coated silicon plate. Microelectronics Journal. 37, 5(2006).
- Luo, C., Garra, J., Schneider, T., White, R., Currie, J., Paranjape, M. Thermal ablation of PMMA for water release using a microheater. Sensors and Actuators A. 114, 123(2004).
Access restricted. Please log in or start a trial to view this content.
Ristampe e Autorizzazioni
Richiedi autorizzazione per utilizzare il testo o le figure di questo articolo JoVE
Richiedi AutorizzazioneThis article has been published
Video Coming Soon
Personale delle biblioteche
Copyright © 2025 MyJoVE Corporation. Tutti i diritti riservati