
Method Article
Investigación y Desarrollo de explosivos de alto rendimiento
En este artículo
Erratum Notice
Resumen
Developmental testing of high explosives for military applications involves small-scale formulation, safety testing, and finally detonation performance tests to verify theoretical calculations. This paper will share typical development tests associated with the measurement of detonation velocity and detonation pressure.
Resumen
las pruebas de desarrollo de explosivos de alta potencia para aplicaciones militares implica la formulación de pequeña escala, las pruebas de seguridad, y, finalmente, las pruebas de rendimiento de detonación para verificar los cálculos teóricos. a pequeña escala Para las formulaciones desarrolladas recientemente, el proceso comienza con mezclas de pequeña escala, pruebas térmicas y de impacto y sensibilidad a la fricción. Sólo entonces formulaciones posteriores de mayor escala pasar a una prueba de detonación, la cual será cubierta en este documento. Los recientes avances en técnicas de caracterización han dado lugar a una precisión sin precedentes en la caracterización de la evolución en tiempo temprana de detonaciones. La nueva técnica de velocimetría de foto-Doppler (PDV) para la medición de presión de detonación y la velocidad será compartida y se compara con fibra óptica velocidad de detonación y la placa-dent cálculo tradicional de presión de detonación. En particular, se discutirá el papel de aluminio en las fórmulas de explosivos. Los acontecimientos recientes condujeron al desarrollo de f explosivaormulations que resultan en la reacción de aluminio muy temprano en la expansión de los productos de detonación. Esta reacción mejorada conduce a cambios en la velocidad de detonación y la presión debido a la reacción del aluminio con el oxígeno en los productos de gas en expansión.
Introducción
Desarrollo de altos explosivos de uso militar implica extensas consideraciones de seguridad y las limitaciones de recursos debido a los requisitos de laboratorios de ensayo. En el Ejército de los EE.UU. Armamento Investigación y Desarrollo y el Comando de Ingeniería (ARDEC), Picatinny Arsenal, explosivos se evalúan desde el nivel de la investigación a través del seguimiento del ciclo de vida completo y la desmilitarización. Los nuevos explosivos que son más seguros para la manipulación, el almacenamiento y la carga se evalúan de forma continua en un esfuerzo por proporcionar municiones eficaces y seguros para los combatientes. reciente ley dicta que siempre que sea posible, munición insensible (IM) directrices y requisitos se cumplen. Por lo tanto, cada vez que nuevos explosivos se sintetizan y formulan, pruebas de rendimiento es de suma importancia para garantizar que cumplan con los requisitos del usuario. En este contexto, la medición de las propiedades de detonación de nuevo desarrollo PAX-30 se compara con el PBXN-5, un explosivo tradicional de alto rendimiento. En particular, la medición de su velo detonaciónciudad y la detonación de presión, que son importantes para la verificación de los modelos teóricos y los cálculos de rendimiento, es compartida. El PAX-30 fue desarrollado para reemplazar explosivos heredados como PBXN-5 mediante el uso de aluminio reactivo.
De aluminio posee una alta entalpía de oxidación como aluminio en una base por molar:
2Al + 3/2 O2 -> Al 2 O 3 (1.670 kJ / mol)
Mediante la adición de aluminio en lugar de los ingredientes de choque explosivos sensibles, la formulación se hace más fuerte a los golpes y los insultos de riesgo externos. Esto ayuda a cumplir con eficacia Insensible Munition (IM) los requisitos de las Naciones Unidas y, al mismo tiempo que se mantiene el rendimiento necesario para las aplicaciones militares 2,3.4.
Las instalaciones para poner a prueba estos artículos son únicos y altamente especializado. Algunas pruebas iniciales se realizan para detectar explosivos antes de su uso en grandes cantidades. Tstos incluyen las pruebas de caracterización térmica con calorimetría diferencial de barrido (DSC) y pruebas de impacto y fricción. Para las pruebas de DSC, una pequeña muestra de ensayo se calienta a una velocidad constante en una atmósfera inerte, y se controla la cantidad y dirección del flujo de calor. Para las pruebas de choque y fricción, la muestra se somete a insultos de un peso que cae estandarizada (Bundesanstalt für Materialprüfung, o BAM Impacto), y para la prueba de fricción de una punta cerámica estandarizada y la placa (Bundesanstalt für Materialprüfung o fricción BAM). 5
Una vez que las formulaciones se consideran seguros para el manejo, más ampliación se logra mediante las tecnologías patentadas de mezcla. En resumen, los altos explosivos se dividen en tres categorías:
Derretir a presión, en el que el aglutinante es un material en fase fundida como una cera, trinitrotolueno (TNT), dintroanisole (dnan), u otro material fundible. sólidos energéticos o de combustible pueden ser incorporados con una cuidadosa consideración de la partículo tamaño y compatibilidad.
Cast-cura, en el que el aglutinante es un polímero moldeable, tal como polibutadieno terminado en hidroxilo (HTPB), poliacrilato, u otro de tipo epoxi de plástico que es líquido en su estado sin reaccionar, pero al inicio se solidifica a un sólido. Los sólidos se incorporan en la matriz durante su estado líquido.
Presionado, en el que la carga de sólidos es muy alta, a menudo se aproxima casi 95% en peso, con un aglutinante que se añade para recubrir los sólidos utilizando un proceso de laca o de extrusión.
Una vez presionado o yeso, los materiales están mecanizadas utilizando metodologías estándar para obtener la geometría adecuada para una prueba deseada. En este trabajo, PAX-30 y PBXN-5 son de alto rendimiento presiona explosivos. Las formulaciones se realizan a través de un proceso de revestimiento de lechada, en el que los cristales de nitramina energéticos (HMX, RDX, o CL-20) y de aluminio partículas están suspendidas en una solución acuosa. Una laca con el i cásetes añaden a continuación. Tras la adición de la laca, las capas de polímero de los cristales explosivos, la suspensión se calienta bajo vacío para eliminar el disolvente, y las partículas se filtran y se secan. Las partículas de granulado como se prensan a la configuración deseada.
velocidad de detonación
Con el fin de determinar la velocidad de detonación, se debe supervisar la llegada del frente de detonación en el material. Una detonación se define como un aumento instantáneo autosostenida de la presión y de la temperatura que es más rápido que la velocidad del sonido en el material. Se convierte en auto-sostenible una vez que la temperatura y la presión son suficientes para proporcionar reacciones exotérmicas detrás del frente de reacción de multiplicación. Tal comportamiento se realiza mediante la incorporación de restos oxidantes tales como grupos nitrato en ciertos materiales de la formación. Dos ejemplos conocidos como RDX (ciclo-1,3,5-trimetilen-2,4,6-trinitramina) y HMX (ciclotetrametileno) se muestran in Figura 1, que son por lo general los materiales energéticos más utilizados en el Departamento de Defensa de Estados Unidos (Departamento de Defensa). Tenga en cuenta el equilibrio de oxígeno de las moléculas, lo que resulta en la reacción exotérmica de auto-propagación de detrás del frente de choque.

Figura 1. RDX (ciclo-1,3,5-trimetilen-2,4,6-trinitramina, izquierda) y HMX (ciclotetrametileno, derecha). Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}
Una forma de determinar la velocidad del frente de detonación es controlar su posición como una función del tiempo. pruebas de fibra óptica velocidad de detonación (FODV) se realiza para determinar la velocidad de detonación de un material explosivo. Un accesorio de acrílico fue diseñado para contener la muestra explosiva, y localice la ópticafibras a distancias conocidas abajo de la longitud de carga. La prueba estándar utiliza un 5 pulgadas de largo por 0,75 de diámetro de la muestra explosiva pulgadas con cinco fibras ópticas totales; la fibra inferior se encuentra 0,50 pulgadas de la parte inferior de la carga y cada fibra sucesiva se encuentra de 1 pulgada por encima de la siguiente. Los agujeros perforados en el aparato de acrílico son dos intensificación de los agujeros. El agujero de mayor diámetro está dimensionado para ajustarse al núcleo y el revestimiento de la fibra óptica y el agujero de diámetro más pequeño sirve como un espacio de aire confinado. Como la detonación progresa a través de la muestra de explosivo, la onda de choque producida excita el espacio de aire confinado producir un destello corto, brillante que se puede observar con la fibra óptica.
Las fibras ópticas utilizadas para esta prueba poseen un núcleo de plástico barato. Debido a la naturaleza destructiva de la prueba y la consistencia de la descarga de aire, no se encontraron fibras de mayor calidad que sea necesaria para mantener los datos de velocidad de alta calidad. El recinto de pruebas Picatinny Arsenalutiliza fotodiodos sumadas para traducir la luz de la detonación en tensión. La amplitud de la tensión de pico no es importante para los fines de esta prueba. Un osciloscopio de 1 GHz está conectado a la caja sumadora fotodiodo, a pesar de que la tasa de muestreo es mucho más allá de lo necesario para esta prueba. Las fibras ópticas "picos" pueden determinarse bien por primera subida de los valores de la señal o de pico. Teniendo en cuenta la distancia entre las fibras ópticas y la diferencia de tiempo entre la llegada de la detonación, se determina entonces velocidad de detonación.
presión de detonación
presión de detonación se calcula midiendo la profundidad mella en una placa de acero estándar resultante de la detonación del explosivo. profundidades Dent se correlacionan bien con los valores de presión conocidos para una variedad de compuestos explosivos. Por lo general, ya que la mayoría de los explosivos satisfacen la condición de Chapman-Jouguet (CJ) para una detonación que se produzca, la presión de detonación se denomina típicamentecomo la presión CJ, y será a partir de este punto en adelante en este artículo. El conjunto de carga se coloca en la parte superior de una placa de acero, llamada "placa testigo", y los resultados de detonación en un hueco en la placa. La profundidad de la abolladura en el diámetro de carga 0,75 pulgadas estándar para numerosos materiales explosivos con presiones de detonación conocidos se compara entonces a la profundidad de la abolladura de prueba. presión de detonación por la abolladura placa es un método fiable con muchos años de datos documentados para correlaciones aceptables. Sin embargo, una detonación es una reacción química dinámico, rápido, y en los últimos años se ha convertido en deseable utilizar herramientas con una resolución más alta para observar la historia de presión-tiempo.
Para medir directamente la presión de detonación de un explosivo, Photonic Doppler Velocimetría (PDV) también se puede utilizar. Este sistema de interferómetro láser fue desarrollado por el Laboratorio Nacional Lawrence Livermore y utiliza una fuente de láser 1550 nm CW. Al dirigir el láser a un objetivo en movimiento unad recoger la, la frecuencia de batido resultante luz desplazamiento Doppler puede ser analizada para proporcionar una traza la velocidad del objetivo. A diferencia de las técnicas fotográficas tradicionales de alta velocidad, estas trazas de velocidad proporcionan un registro continuo de la velocidad del objetivo como una función del tiempo. Esta técnica de medida se ha ganado una considerable atención en los últimos años y se está convirtiendo en omnipresente del Departamento de Defensa y el Departamento de Energía (DOE) de los laboratorios de caracterización de explosivos.
Con el fin de calcular la presión CJ de un nuevo explosivo, un sistema PDV puede ser utilizado para medir la velocidad de las partículas entre la una ventana de polimetacrilato de metilo (PMMA) y explosivo. Una lámina muy delgada, por lo general de aluminio o de cobre, se coloca en esta interfaz para actuar como una superficie reflectante. En estos estudios, se utilizó cobre. Esta lámina debe ser lo suficientemente delgada como para evitar una descarga significativa atenuación de la onda mientras que ser lo suficientemente gruesa para evitar que la luz pase a través de la detonación. Típicamente, un espesor de la láminade 1.000 angstroms es ideal para configuraciones más experimentales. Dada la velocidad de las partículas en el PMMA y la velocidad de detonación del explosivo, la presión de detonación se puede calcular con las ecuaciones características determinadas choque Hugoniot. 6
Mientras que la prueba FODV a 0,75 de diámetro cargo "es un estándar establecido en ARDEC, las pruebas basadas en PDV están sometidos continuamente a refinamiento. Dependiendo de la formulación explosivo, ya sea una o ambas pruebas se pueden utilizar para caracterizar velocidad de detonación y la presión de la detonación.
Protocolo
¡PRECAUCIÓN! El procesamiento, manipulación, y el ensayo de explosivos de alta potencia (División 1 Clase de riesgo materiales) sólo deben ser realizadas por personal entrenado y calificado. Explosivos de alta potencia son sensibles al impacto, fricción, descargas electrostáticas, y el shock. Sólo use las instalaciones de investigación y desarrollo aprobados que pueden manejar grandes cantidades de materiales de clase 1.
1. ARDEC de fibra óptica Prueba de velocidad de detonación
- Corte de fibra óptica a lo largo usando cortadores de fibra óptica y el paquete en grupos de cinco cables. Sobre la base de tipos de cámara de prueba específicos del sitio, a 15 metros de longitud se utilizan normalmente. Banda de material de camisa de cable traseros 15 mm en un extremo del haz y 5 mm en el otro extremo del haz. Pulir los extremos cortados de la fibra óptica P800 con papel de lija para eliminar cualquier rebaba.
Nota: Debido a la naturaleza destructiva de esta prueba, se prefiere la fibra óptica de plástico. propiedades de la fibra óptica son los siguientes; Resina de metacrilato de polimetilo(PMMA) material del núcleo (980 micras de diámetro), material de revestimiento de polímero fluorado (1.000 m de diámetro), 1,49 núcleo índice de refracción, 0,5 apertura numérica. - Medir la muestra de ensayo y composición A-3 Tipo II diámetros de refuerzo de pellets, longitudes, y las masas usando un calibrador de alta precisión y equilibrio.
Nota: Mientras que la prueba típica utiliza diámetro 1,905 cm por gránulos de longitud de 2,54 cm, el procedimiento de prueba se puede utilizar con cualquier pellet tamaño siempre que el accesorio de plástico sujeta el cable de fibra óptica centrada en cada pellet. Para los ensayos en este estudio, se utilizaron los gránulos de 1,905 cm de diámetro. - Cargar los pellets explosivos, uno por uno, en el accesorio de plástico mediante la ampliación del diámetro interior del tubo a través de palanca en la ranura abierta. Número récord de pellets explosivos y localizaciones en el dispositivo. A continuación, cargar el pellet de refuerzo en el tubo desde la parte superior del dispositivo de fijación.
- Coloque titular detonador de acrílico en la parte superior de la pastilla de refuerzo.
Nota: RP-502 Explotar hilo puente detonadores(EBW) se utilizan normalmente. Otros detonadores podrían ser sustituidos, aunque sería necesario re-calibración de la prueba. - Inserte los extremos expuestos más cortas (5 mm) de las fibras ópticas en los agujeros de dos escalonados en el banco de ensayo velocidad de detonación.
Nota: Los agujeros de dos pasos aseguran que hay suficiente aire para la ionización tras el paso del frente de detonación que conduce a una señal fuerte. Los agujeros para la fijación deben tener un diámetro 0,021 pulgadas por 0,020 longitud orificio interior contra el explosivo y un agujero de diámetro 0,042 pulgadas para la inserción de la fibra óptica. Si se usan fibras de plástico, lijado ligero del diámetro exterior de la fibra óptica puede ser necesario dependiendo de las dos tolerancias de diámetro de fibra y soporte de ensayo. Asegúrese de que la fibra óptica se inserta completamente (sentado en el escalón más en el agujero de dos etapas). - Pegamento / Epoxi las fibras en su lugar. Use 5 min epoxi para este protocolo.
- Cuando el epoxi celebración de las fibras en haya curado completamente, coloque el acriloic tubo que contiene los pellets explosivos en la parte superior de la placa testigo de acero. Fijar el aparato de texto a la placa de acero, ya sea con un peso en la parte superior de la misma o de cinta. Asegúrese de que no hay un espacio de aire entre la superficie inferior de la última pellet explosivo y la placa testigo de acero.
- Epoxi de 360 ° alrededor del accesorio de la prueba, se adhiere a la placa testigo. Después de que el epoxi haya curado completamente, colocar el detonador detonador en el soporte que se encuentra en la parte superior del aparato de ensayo y seguro en su lugar con cinta adhesiva.
- Transportar el banco de ensayo a la cámara de prueba e insertar extremos ya expuestas (15 mm) de las fibras ópticas en el cuadro de fotodiodo sumando. Conectar la caja sumando fotodiodo u otro método de adquisición de datos, según el caso, a un osciloscopio (1 GHz de ancho de banda es más que suficiente).
- Conectar una línea de tiro hasta el detonador RP-80. Cierre todas las puertas requerido / puertos / etc y llevar a cabo las operaciones de cierre total de área por prueba explosiva de instalación de cocción (sprocedimientos operativos ORMA) SOP.
- Confirmar los ajustes de disparo, tensión / división, tiempo / división del osciloscopio. Conecte la salida de activación de la fireset de alta tensión con un umbral de disparo de 3,0 V a un canal en el osciloscopio. Conectar la caja fotodiodo sumando a un segundo canal en el osciloscopio. Ajuste ambos canales a 5 V / división y la base de tiempo de 5 microsegundos / división, con un ajuste de retardo de -20 microsegundos.
- Detonar el artículo vía fireset de alta energía.
- Medir los picos correspondientes a tiempo de la salida de la caja de fotodiodo de suma. A partir del trazado pantalla del osciloscopio, utilice los picos de tensión para determinar los tiempos específicos, aunque la primera subida puede ser un mejor indicador dependiendo del equipo utilizado.
- Calcular velocidad de detonación de los cinco puntos de tiempo adquiridos desde el osciloscopio. Puesto que se conoce la separación de cada fibra óptica, el cálculo de la velocidad de detonación dividiendo la distancia entre cada pasador por el tiempo entre cada pico (diposición / tiempo = velocidad). La media y la desviación estándar se informaron tanto.
- Calcular la profundidad de la abolladura en la placa testigo de acero mediante la colocación de un rodamiento de acero calibrado en la abolladura para encontrar el nivel mínimo y, a continuación un calibre de profundidad se usa para determinar la profundidad.
2. Fotografía de velocimetría Doppler
- Máquina de una ventana de PMMA dimensionada para el diámetro de la carga explosiva de aproximadamente 6,5 mm de espesor. Asegúrese de que la ventana es ópticamente transparente y libre de defectos de mecanizado. Para lograr esto toma una hoja ópticamente transparente de acrílico fundido y mecanizado a cabo los discos usando un cortador láser o proceso de mecanizado similares. Entonces, utilizar chorros de agua para obtener una superficie ópticamente transparente.
- Asegúrese de que el espesor de la lámina de aluminio no excede de 0,005 "per especificaciones del fabricante. Si la superficie de la hoja es prístino (especular), rodillo sobre la superficie con un cojinete de bolas de acero inoxidable lijado. A difusas resultados de la superficie en el CCB láser óptimak reflexión, incluso cuando la alineación es un poco fuera.
- Use una cinta delgada, ópticamente transparente, de base acrílica adhesiva para fijar el papel de aluminio para la ventana de PMMA. Asegúrese de que no haya burbujas de aire entre el PMMA y el aluminio.
- Medir los diámetros de explosivos muestra de prueba de pellets, longitudes y masas. Utilice pinzas de alta precisión y equilibrio.
- Colocar los gránulos de la muestra de prueba explosivas entre sí para formar una carga continua, incluyendo cualquier boosters (si es necesario). Aplique grasa en cada interfaz explosiva durante el montaje para reducir al mínimo los espacios de aire en las interfaces de pellets.
- Mount pasadores velocidad de detonación en un accesorio de acrílico. Estos pueden ser fibras ópticas o pasadores piezoeléctricos. Las ubicaciones de los pins con respecto a la carga deben ser conocidas.
- Colocar el soporte de pasador velocidad de detonación de acrílico a la carga. La cinta es suficiente para mantener el soporte de pasador acrílico para la carga. Normalmente, los lugares de fibra / pin son más próximo a la parte inferior de la ch explosivoarge de tal manera que la detonación estado estacionario se puede observar.
- Coloque el detonador a la carga. Invertir la carga montada y estabilizarlo en esta orientación para prepararse para la colocación de la ventana de PMMA. Coloque una pequeña cantidad de grasa en la cara explosivo para evitar burbujas de aire en la interfase de aluminio / inflamables.
- Fije el lado de la hoja de la ventana de PMMA de la carga explosiva. Si la ventana y la carga son concéntricos, utilice cinta circunferencial. Si no, la cinta hacia abajo del eje de la carga explosiva.
- Una vez que la ventana de PMMA está correctamente conectado a la carga explosiva, colocar el soporte de acrílico sonda de PDV a la ventana de PMMA con cinta adhesiva. Inserte la sonda PDV en el soporte de la sonda PDV.
- Alinear la sonda PDV en el soporte con un medidor de retrorreflexión. Este dispositivo emite un haz de láser de baja potencia y mide la amplitud de retrorreflexión. Una retrorreflexión de -10 dBm a -20 dBm es deseable. La sonda Epoxi PDV en su lugar una vez que la reflexión de retorno se ha determinado que esóptima.
- Coloque el elemento de prueba en la cámara y adjuntar tanto la velocidad de detonación cables (de fibra óptica o piezoeléctrico) y la fibra de PDV. Conectar una línea de fuego a un detonador RP-80. Cierre todas las puertas necesarias / puertos / etc. y llevar a cabo las operaciones de zona de encierro por explosivos SOP disparo de prueba de las instalaciones.
- Confirmar los ajustes de disparo, tensión / división, tiempo / división del osciloscopio. Confirmar la configuración del sistema PDV. Observe láser de señales y amplitudes de láser de referencia y modificar según sea necesario.
- Detonar el artículo vía de alta fireset energía. Guardar trazas del osciloscopio para los datos de PDV y datos de velocidad de detonación.
- Analizar los datos de PDV en el programa de análisis de datos relevantes. La señal de PDV prima debe ser procesada usando una Transformada Rápida de Fourier (FFT) paquete de análisis basado.
Nota: Al observar el contenido de frecuencia de esta señal en bruto, y conociendo la frecuencia inicial de la fuente de luz (1.550 nm), el paquete de análisis FFT produce un espectrograma de velocidad que las parcelasla velocidad registrada como una función del tiempo. En este caso, PlotData, un Departamento de Estados Unidos de propiedad de Energía interfaz gráfica de usuario (GUI), se utiliza en conjunción con el software LabView para llevar a cabo la FFT. Sin embargo, existen muchos paquetes de análisis disponibles en el mercado que son capaces de realizar estas tareas. - Calcular velocidad de detonación de los cinco puntos de tiempo adquiridos desde el osciloscopio. Puesto que se conoce la separación de cada fibra óptica, la velocidad de detonación se calcula dividiendo la distancia entre cada pasador por el tiempo entre cada pico (distancia / tiempo = velocidad). Se informa que el promedio y desviación estándar.
Resultados
Una configuración típica para PDV se muestra en las figuras 2 y 3, mientras que la configuración FODV se muestra en la Figura 4. Tras la detonación, las placas Dent resultantes de disparos FODV tradicionales se muestran en la Figura 5, con los resultados de posición / tiempo de PAX-30 y PBXN-5 en la figura 6. Ambos materiales poseen velocidades de detonación similares (la pendiente de la línea), con PAX-30 ~ 0,4 microsegundos / mm más lento. Aunque puede que no parece haber una diferencia significativa, es de hecho a la luz del hecho de que PAX-30 posee casi un 20% menos por el relleno explosivo peso. velocidad de detonación no es la prueba concluyente para cuantificar la reacción de aluminio en el o inmediatamente después de que el frente de detonación, pero puede dar una evaluación preliminar de la reacción de aluminio.

La Figura 2. Una configuración típica PDV. Los pellets explosivos o palos fundidos se apilan. Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}

Figura 3. Configuración de PDV (visión cercana). La configuración de PDV en la base donde se encuentra la plancha volante. Por favor, haga clic aquí para ver una versión más grande de esta figura.
{kind=link}

Figura 4. FODV configuración. El palo está pegado con resina sobre la placa testigo de acero para asegurar un contacto sólido y postura erguida durante la instalación. El detonador y de refuerzo están en la parte superior del palo. = "Https://www.jove.com/files/ftp_upload/52950/52950fig4large.jpg" target = "_ blank"> Haga clic aquí para ver una versión más grande de esta figura.

Figura 5. Dent de prueba FODV. La abolladura se mide con un medidor de profundidad calibrada o un perfilómetro. Por favor, haga clic aquí para ver una versión más grande de esta figura.
{kind=link}

Cálculos de la tasa detonación Figura 6.. Cada punto de datos es de los pasadores de fibra óptica en la configuración FODV. PAX-30 R2 = 0,999717, RMSE (raíz error cuadrático medio) = 0,519693; PBXN-5 R2 = 0,998778, RMSE = 1,342272.om / archivos / ftp_upload / 52950 / 52950fig6large.jpg "target =" _ blank "> Haga clic aquí para ver una versión más grande de esta figura.
| Explosivo | norte | La detonación de velocidad (mm / microsegundos) | Presión CJ (GPa, Plato Dent) | Presión CJ (GPa, PDV) |
| PBXN-5 | 3 | 8,83 ± 0,12 | 37,9 ± 1,4 | 34.7 ± 0.0 |
| PAX-30 | 3 | 8,48 ± 0,04 | 32,3 ± 1,3 | 30,5 ± 0,3 |
Tabla 1. Los datos de rendimiento a partir de experimentos. N es el número total de pruebas, cada una con 5 pines de fibra óptica. La presión PDV CJ consta de una sola prueba.
los salida de la traza de PDV de la placa de volante de la parte inferior de la carga explosiva de las figuras 2-3 se muestra en la Figura 7. surgen Las oscilaciones del zumbido en la placa de la rápida aceleración a cerca de 4-5 km / seg. La presión CJ se calcula a partir de la modelización del Hugoniot gas producto con aproximación de Cooper, 6 y luego extrapolar el punto CJ una vez que se correspondía con la Hugoniot de aluminio-explosivo. Una impresión de pantalla típico de un cálculo de este tipo se muestra en la Figura 8. La técnica todavía tiene algunas limitaciones ya que los cálculos asumen una extrapolación aceleración lineal desde el principio de la velocidad de volante. Esto da lugar a subestimar ligeramente la presión, como se evidencia por los resultados (Tabla 1). Se está trabajando para desarrollar nuevas ecuaciones para adaptarse a la aceleración inicial de la plancha volante.
cargar / 52950 / 52950fig7.jpg "/>
Figura 7. Placa de velocidad como una función del tiempo para la medición de la presión en el CJ-5 PBXN explosiva. Tenga en cuenta la excelente concordancia entre dos tomas diferentes, donde las huellas prácticamente caen una sobre otra. Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}

Figura 8. El cálculo de la presión CJ partir de los datos de la placa de cobre volante en el experimento PDV. Tenga en cuenta que la extrapolación supone una aceleración lineal en el impulso inicial de la plancha volante que en la actualidad conduce a una subestimación de la presión CJ. Por favor, haga clic aquí para ver una versión más grande de esta figura. </ A>
{kind=link}

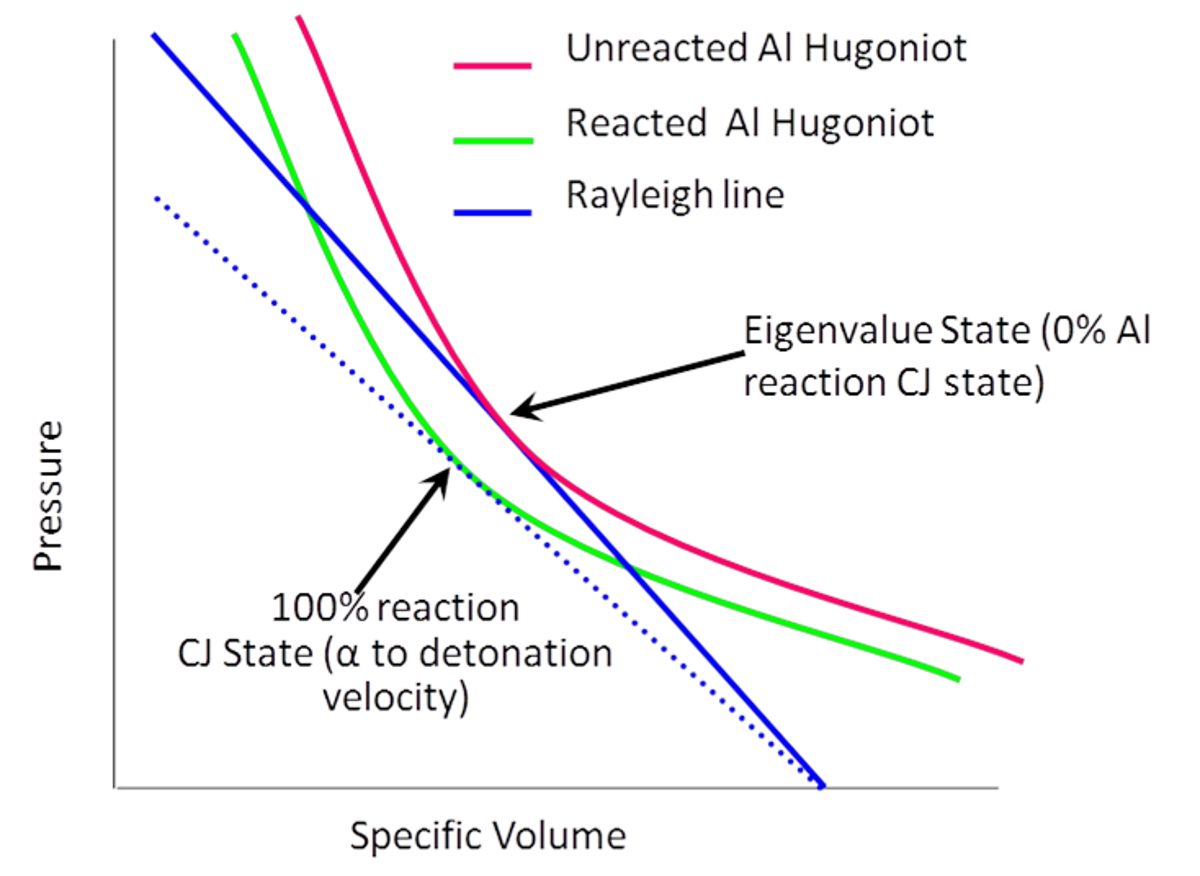
Figura 9. Representación de las líneas isoentrópicas de expansión para aluminio reaccionado y sin reaccionar de los productos de detonación. Las líneas rectas azules son las soluciones tangentes que son proporcionales a la velocidad de detonación. Tenga en cuenta la solución de Al productos reaccionado forzar la velocidad de detonación a ser menor que la solución de Al sin reaccionar. Por favor, haga clic aquí para ver una versión más grande de esta figura.
{kind=link}
Discusión
Tenga en cuenta las diferencias de presión calculadas entre las dos fórmulas de explosivos. Las exposiciones explosivos aluminizados menos presión, parcialmente debido a la menor nitramina de carga (HMX), sino también debido a que el aluminio reacciona con el oxígeno en los gases de detonación en expansión, lo que resulta en un hueco más pequeño a partir de una presión de detonación inferior. El PBXN-5 ejerce una presión de detonación superior debido a su mayor contenido de gas después de la detonación en comparación con PAX-30 (36,2 moles / kg para PBXN-5 frente a 33,1 moles / kg para PAX-30). Más avanzada ecuaciones de estado (EOS) derivada de las mediciones de velocidad de pared se utilizan para describir las condiciones de los productos explosivos a tales temperaturas y presiones extremas. 10,11 Este será el tema de los futuros manuscritos.
Era evidente que cuando se produce la reacción temprana de un metal en un explosivo, la velocidad de detonación detectado es menor que si el metal no reacciona. Esto es poco intuitivo; unose esperaría que la velocidad aumente si hay más depósitos de energía en el frente de detonación en expansión debido a la reacción exotérmica de aluminio. La disminución de la velocidad de detonación surge de soluciones a los Hugoniots densidad presión. El volumen específico (densidad inversa) -Presión isentrope denota como los cambios en los productos de la detonación se expanden (de izquierda a derecha en la Figura 9). El 6 isentrope expansión representa los productos de detonación que termodinámicamente pueden formar y ampliar lo largo de la curva de presión-volumen específico . Durante el curso de la expansión, si el aluminio reacciona para formar especies oxidadas, esto resulta en una disminución global de la densidad de gas y conduce a una velocidad inferior. Esto se manifiesta en un isentrope expansión por debajo de la solución para el aluminio no reactivo (Figura 9). Dado que la velocidad de detonación es la línea tangente que intersecta el isentrope partir de la densidad de partida en el eje x, es evidente la detonación velocidad debe disminuir cuando el aluminio en la formulación reacciona.
En resumen, el Departamento de Defensa de los Estados Unidos continúa buscando activamente la investigación aplicada y la caracterización de nuevos materiales energéticos con ambas tecnologías tradicionales y novedosos. En el caso de PDV, es una herramienta valiosa que caracteriza explosivos con una precisión extrema y proporciona a los investigadores información valiosa sobre la eficacia explosiva. Este ciclo de prueba rápida disminuye en gran medida el costo y el tiempo necesario para la optimización y los requisitos de formulación de verificación.
Divulgaciones
DISTRIBUCIÓN A: Aprobado para su publicación; distribución es ilimitada. Los autores no tienen nada que revelar.
Agradecimientos
The authors would like to thank the Future Requirement of Enhanced Energetics for Decisive Munitions (FREEDM) Program for funding, Mike Van De Waal and Gerard Gillen for their assistance in testing, Paula Cook for formulations assistance, and Ralph Acevedo and Brian Travers for pressing of the samples.
Materiales
| Name | Company | Catalog Number | Comments |
| cylcotetramethylenetetranitramine | BAE | Class 5 | 1.1D, High Explosive |
| Aluminum | Valimet | Proprietary | |
| Viton | 3M | ||
| Grease | Dow Corning | Sylgard 182 | Gap sealer |
Referencias
- Title 10, Chapter 141, Section 2389. United States Code. , (2001).
- Anderson, P. E., Cook, P., Davis, A., Mychajlonka, K. The Effect of Binder Systems on Early Aluminum Reaction in Detonations. Propellants, Explosives, and Pyrotechnics. 38 (4), 486-494 (2013).
- Trzcinski, W. A., Cudzilo, S., Paszula, J. Studies of Free Field and Confined Explosions of Aluminum Enriched RDX Compositions. Propellants, Explosives, Pyrotechnics. 32 (6), 502-508 (2007).
- Volk, F., Schedlbauer, F. Products of Al Containing Explosives Detonated in Argon and Underwater. 10th Symposium (International) on Detonation, 1993 July 12-16, Boston, , Office of Naval Research. White Oak. (1995).
- United Nations. Recommendations on the Transport of Dangerous Goods—Tests and Criteria, revisions adopted by reference (A.1), ST/SG/AC.10/11. , United Nations Publication. New York, New York. (2013).
- Cooper, P. W. Explosives Engineering. , Wiley-VCH. New York. (1996).
- Chapman, D. L. On the rate of explosion in gases. Philosophical Magazine Series 5. 47 (284), 90-104 (1899).
- OT, S. trand, Goosman, D. R., Martinez, C., Whitworth, T. L., Kuhlow, W. W. Compact system for high-speed velocimetry using heterodyne techniques. Review of Scientific Instruments. 77 (8), (2006).
- Manner, V. W., Pemberton, S. J. The role of Aluminum in the Detonation and Post-detonation expansion of Selected Cast HMX-Based Explosives. Propellants, Explosives, and Pyrotechnics. 37 (2), 198-206 (2012).
- Baker, E. L., Stiel, L., Balas, W., Capellos, C., Pincay, J. Combined Effects Aluminized Explosives. 24th International Ballistics Symposium, 2008 September 22-26, New Orleans, LA, , (2008).
- Stiel, L. I., Baker, E. L., Capellos, C. Study of Detonation and Cylinder Velocities for Aluminized Explosives. Shock Compression of Condensed Matter - 2005. AIP Conference Proceedings. Furnish, M. D., Elert, M., Russell, T. P., White, C. T. 845, American Institute of Physics. New York, 475–478. 475-478 (2006).
Erratum
Formal Correction: Erratum: Research and Development of High-performance Explosives
Posted by JoVE Editors on 6/30/2016. Citeable Link.
An erratum was issued for Research and Development of High-performance Explosives. The abstract, introduction, protocol, representative results, and acknowledgments sections were updated.
The Abstract was updated from:
Developmental testing of high explosives for military applications involves small-scale formulation, safety testing, and finally detonation performance tests to verify theoretical calculations. small-scale For newly developed formulations, the process begins with small-scale mixes, thermal testing, and impact and friction sensitivity. Only then do subsequent larger scale formulations proceed to detonation testing, which will be covered in this paper. Recent advances in characterization techniques have led to unparalleled precision in the characterization of early-time evolution of detonations. The new technique of photo-Doppler velocimetry (PDV) for the measurement of detonation pressure and velocity will be shared and compared with traditional fiber-optic detonation velocity and plate-dent calculation of detonation pressure. In particular, the role of aluminum in explosive formulations will be discussed. Recent developments led to the development of explosive formulations that result in reaction of aluminum very early in the detonation product expansion. This enhanced reaction leads to changes in the detonation velocity and pressure due to reaction of the aluminum with oxygen in the expanding gas products.
to:
Developmental testing of high explosives for military applications involves small-scale formulation, safety testing, and finally detonation performance tests to verify theoretical calculations. For newly developed formulations, the process begins with small-scale mixes, thermal testing, and impact and friction sensitivity. Only then do subsequent larger scale formulations proceed to detonation testing, which will be covered in this paper. Recent advances in characterization techniques have led to unparalleled precision in the characterization of early-time evolution of detonations. The new technique of Photonic Doppler Velocimetry (PDV) for the measurement of detonation pressure will be shared and compared with traditional fiber-optic detonation velocity and plate-dent calculation of detonation pressure. In particular, the role of aluminum in explosive formulations will be discussed. Recent developments led to the development of explosive formulations that result in reaction of aluminum very early in the detonation product expansion. This enhanced reaction leads to changes in the detonation velocity and pressure due to reaction of the aluminum with oxygen in the expanding gas products.
The Introduction's second to last paragraph was updated from:
In order to calculate the CJ pressure of a new explosive, a PDV system can be used to measure the particle velocity between the explosive and a polymethyl methacrylate (PMMA) window. A very thin foil, usually aluminum or copper, is placed at this interface to act as a reflective surface. In these studies, copper was used. This foil should be thin enough to prevent significant shock wave attenuation while being thick enough to prevent detonation light from passing through. Typically, a foil thickness of 1,000 angstroms is ideal for most experimental setups. Given the particle velocity in the PMMA and the detonation velocity of the explosive, the detonation pressure can be calculated with Hugoniot shock matching equations.6
to:
In order to calculate the CJ pressure of a new explosive, a PDV system can be used to measure the particle velocity between the explosive and a polymethyl methacrylate (PMMA) window. A very thin foil, usually aluminum or copper, is placed at this interface to act as a reflective surface. This foil should be thin enough to prevent significant shock wave attenuation while being thick enough to prevent detonation light from passing through. Typically, a foil thickness of 1,000 angstroms is ideal for most experimental setups. Given the particle velocity in the PMMA and the detonation velocity of the explosive, the detonation pressure can be calculated with Hugoniot shock matching equations.6
Step 2.1 in the Protocol was updated from:
Machine a PMMA window sized to the diameter of the explosive charge approximately 6.5mm thick. Ensure that the window is optically clear and free of any machining defects. To accomplish this take an optically clear sheet of cast acrylic and machining out the disks using a laser cutter or similar machining process. Then, utilize water jets to obtain an optically clear surface.
to:
Machine a PMMA window sized to the diameter of the explosive charge approximately 6.5mm thick. Ensure that the window is optically clear and free of any machining defects. To accomplish this take an optically clear sheet of cast acrylic and machining out the disks using a laser cutter or similar machining process. Then, polish the PMMA to obtain an optically clear surface.
In the Representative Results Figure 3's capation was updated from:
Figure 3. PDV setup (close view). The PDV setup at the base where the flyer plate is located.
to:
Figure 3. PDV setup (close view). The PDV setup at the base.
In the Representative Results, the paragraph between table 1 and figure 7 has been updated from:
The output from the PDV trace of the flyer plate from the bottom of the explosive charge of Figures 2-3 is shown in Figure 7. The oscillations arise from the ringing in the plate from the rapid acceleration to nearly 4-5 km/sec. The CJ pressure is calculated from modeling the product gas Hugoniot with Cooper’s approximation,6 and then extrapolating the CJ point once the aluminum-explosive Hugoniot is matched. A typical screen print from such a calculation is shown in Figure 8. The technique still has some limitations since the calculations assume a linear acceleration extrapolation from the beginning of the flyer velocity. This results in slightly underestimating the pressure, as evidenced by the results (Table 1). Work is ongoing to develop new equations to fit the early acceleration of the flyer plate.
to:
The output of the PDV trace from the bottom of the explosive charge of Figures 2-3 is shown in Figure 7. The CJ pressure is calculated from modeling the product gas Hugoniot with Cooper’s approximation,6 and then extrapolating the CJ point once the PMMA-explosive Hugoniot is matched. A typical screen print from such a calculation is shown in Figure 8. The technique still has some limitations since the calculations assume a linear extrapolation from the beginning of the window velocity trace. This results in slightly underestimating the pressure, as evidenced by the results (Table 1).
In the Representative Results Figure 7 and its caption were updated from:

Figure 7. Plate velocity as a function of time for the measurement of CJ pressure in the PBXN-5 explosive. Note the excellent agreement between two different shots, where the traces practically fall on one another.
to:
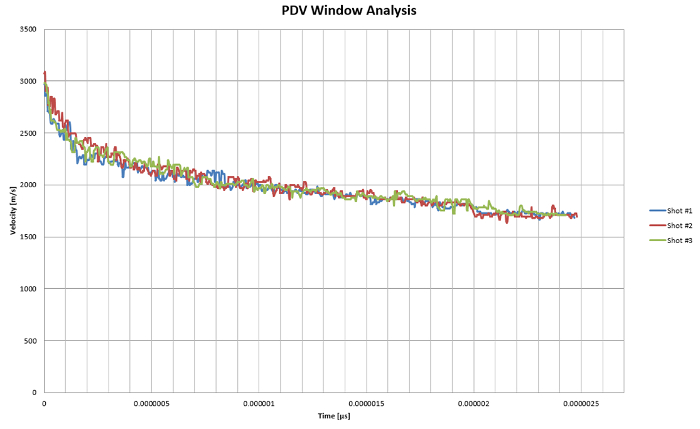
Figure 7. Window velocity as a function of time for the measurement of CJ pressure. Note the excellent agreement between the different shots, where the traces practically fall on one another.
Also in the Representative Results, Figure 8 had its caption update from:
Figure 8. Calculation of the CJ pressure from the copper flyer plate data on the PDV experiment. Note that the extrapolation assumes a linear acceleration in the initial push of the flyer plate which currently leads to an underestimation of the CJ pressure.
to:
Figure 8. Calculation of the CJ pressure from the PDV experiment. Note that the extrapolation assumes a linear acceleration in the initial push of the window which currently leads to an underestimation of the CJ pressure.
The Acknowledgments section was updated from:
The authors would like to thank the Future Requirement of Enhanced Energetics for Decisive Munitions (FREEDM) Program for funding, Mike VanDeWal and Gerard Gillen for their assistance in testing, Paula Cook for formulations assistance, and Ralph Acevedo and Brian Travers for pressing of the samples.
to:
The authors would like to thank the Future Requirement of Enhanced Energetics for Decisive Munitions (FREEDM) Program for funding, Mike Van De Waal and Gerard Gillen for their assistance in testing, Paula Cook for formulations assistance, and Ralph Acevedo and Brian Travers for pressing of the samples.
Reimpresiones y Permisos
Solicitar permiso para reutilizar el texto o las figuras de este JoVE artículos
Solicitar permisoExplorar más artículos
This article has been published
Video Coming Soon
ACERCA DE JoVE
Copyright © 2025 MyJoVE Corporation. Todos los derechos reservados