
Method Article
Fabricación de Aorta Abdominal hidrogel de tejido imitando fantasmas para la validación de la elastografía de ultrasonido
En este artículo
Resumen
Aquí se describe un método para fabricar fantasmas imitando tejido aneurismáticos, aórticos para el uso en pruebas de ultrasonido de elastografía. El uso combinado de diseño asistido por ordenador (CAD) y 3 dimensiones (3D) impresión técnicas producen aórtica fantasmas con predecibles, complejas geometrías para validar la elastographic imagen algoritmos con experimentos controlados.
Resumen
Elastografía de ultrasonido (US) o proyección de imagen de elasticidad, es un complemento de la proyección de imagen técnica que utiliza imágenes secuenciales de Estados Unidos de los tejidos blandos para medir el movimiento del tejido y deducir o cuantificar las características biomecánicas subyacentes. Para los aneurysms aórticos abdominales (AAA), propiedades biomecánicas como cambios en el módulo de elasticidad y las estimaciones de la tensión del tejido del tejido pueden ser esenciales para la evaluación de la necesidad de la intervención quirúrgica. Aneurismas aórticos abdominales U.S. elastografía podría ser una herramienta útil para monitorear la progresión de AAA e identificar cambios en las propiedades biomecánicas características de pacientes de alto riesgo.
Una meta preliminar en el desarrollo de una técnica de elastografía de AAA nos es la validación del método utilizando un modelo físicamente relevante con conocidas propiedades de los materiales. Aquí presentamos un proceso para la producción de fantasmas imitando tejido AAA con geometrías físicamente relevantes y espacial modular las propiedades del material. Estos fantasmas de tejido pretenden imitar las propiedades de los Estados Unidos, módulo material y geometría de los aneurysms aórticos abdominales. Fantasmas del tejido se hacen usando un cryogel de alcohol polivinílico (PVA-c) y moldeado 3D impreso piezas creado usando software de diseño asistido por ordenador. El módulo de los fantasmas es controlado mediante la alteración de la concentración de PVA-c y cambiando el número de ciclos de hielo-deshielo, usada para polimerizar el cryogel. Los fantasmas de la AAA están conectados a una bomba hemodinámica, diseñada para deformar los fantasmas con los flujos y presión cíclica fisiológica. Secuencias de imagen sonido ultra de los fantasmas de la deformación permitidas para el cálculo espacial de la tensión de presión normalizada y la identificación de las propiedades mecánicas de la pared del vaso. Se presentan resultados representativos de la tensión de presión normalizada.
Introducción
Aneurismas aórticos abdominales (AAA) son ampliaciones focales de la aorta que se producen preferentemente cerca de la bifurcación aórtica1. La causa exacta de la formación de AAA es desconocida, aunque muchas teorías sugieren que la patogenia es multifactorial, con factores genéticos, conductuales, hemodinámicos y ambientales que contribuyen2,3. Mientras que el diagnóstico de un aneurisma aórtico abdominal puede obtenerse mediante técnicas de imagen no invasiva, la predicción del riesgo paciente específico de ruptura no es tan precisa4,5,6. La reparación quirúrgica puede reducir el riesgo de ruptura aórtica, pero la reparación operativa de la aorta conlleva una alta tasa de morbilidad y mortalidad asociadas7. Prácticas quirúrgicas actuales utilizan los «criterios de tamaño máximo», o diámetro máximo absoluto de los aneurysms, para predecir el riesgo de un paciente de la ruptura. Por desgracia, ha quedado bien establecido que un aneurisma se rompe aún debajo de tamaños aceptables clínicamente para la reparación quirúrgica, lo que significa que los pacientes con cualquier aneurisma tamaño llevan cierto riesgo de ruptura de8,9, 10 , 11 , 12 , 13. Adicionalmente, se sabe que los informes históricos del riesgo de ruptura son probablemente estimaciones sobre el riesgo de ruptura verdadera, significa que muchos pacientes están expuestos a riesgo quirúrgico sin beneficio13. Una evaluación más precisa del riesgo de ruptura específico para cada paciente es necesario para ayudar a estratificar riesgo-beneficio de un paciente de sometidos a reparación quirúrgica del aneurisma.
Se ha demostrado que la distribución espacial de la tensión dentro de un AAA es de vital importancia en la determinación de potencial de ruptura y puede ser un mejor indicador que el diámetro máximo de14,15,16,17 , 18. la mayoría de los estudios recientes que investigan la mecánica de ruptura de un AAA utiliza geometrías segmentados de imágenes de radiografía computarizada la tomografía (CT), y población promedio propiedades mecánicas del tejido aórtico medido ex vivo. Modelos de elementos finitos (FE) entonces se utilizan para predecir la nave pared destaca14,15,16,17,18. Sin embargo, debido a las propiedades mecánicas se determinan después de la extirpación de tejido, no está claro si los modelos resultantes representan con precisión las tensiones resultantes en vivo específico para cada paciente. Estos estudios suelen asuman recipiente homogéneo características materiales de la pared y no cuenta para la estructura altamente heterogénea de la pared aórtica y trombo19,20,21,22 ,23,24,25.
Proyección de imagen de elasticidad basado en ultrasonidos se utiliza clínico para diagnosticar y controlar una variedad de patologías de la enfermedad26. Esta tecnología proporciona un medio no invasivo para interrogar las interacciones físicas de los tejidos blandos. La proyección de imagen de elasticidad Estados Unidos vascular se ha utilizado como complemento de la modalidad de evaluación clínica de los Estados Unidos en la proyección de imagen y monitorización de AAAs. La combinación de estas técnicas proporciona tanto información geométrica, como el diámetro y longitud, así como datos mecánicos, tales como rigidez relativa y variación de la rigidez. Mientras que muchas técnicas de proyección de imagen de elasticidad requieren una carga externa para inducir una deformación medible del tejido, el movimiento del tejido a medir aquí es inducido por cambios en la presión aórtica causada por el corazón. Se han publicado numerosos métodos para resolver espacialmente campos de tensión en la deformación de los vasos, sin embargo, los estudios de validación de estos métodos se han limitado a pacientes humanos y modelos animales ex vivo tejido muestras27,28 ,29,30,31,32. Hasta la fecha, algunos métodos permiten creaciones de geometrías personalizados con propiedades del material espacialmente variado27,29.
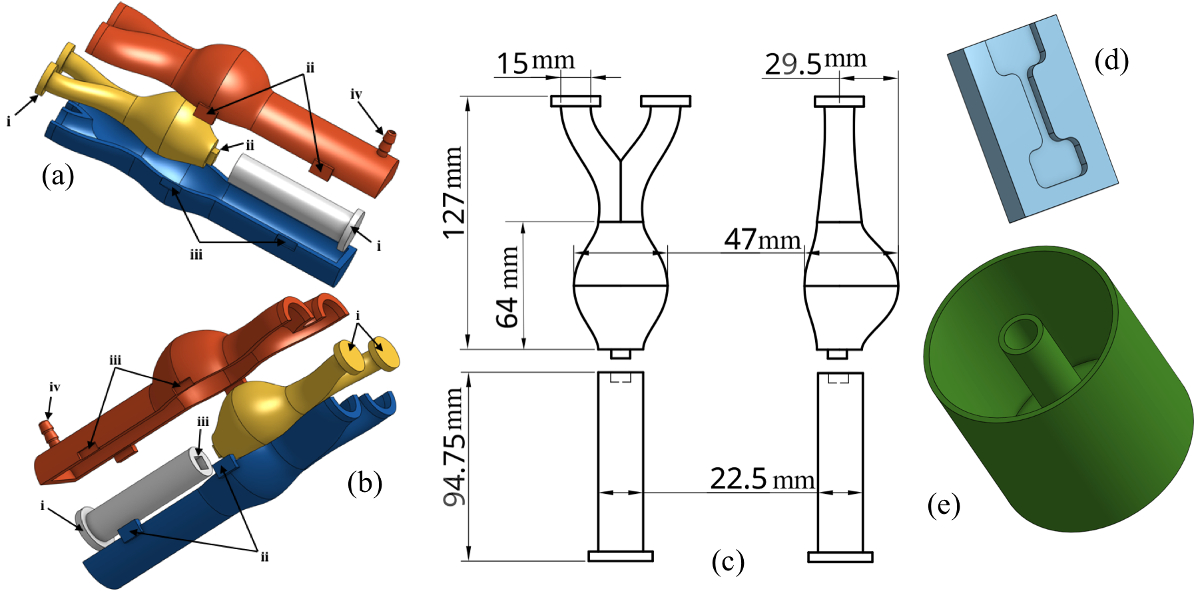
Aquí presentamos un método de fabricación de nosotros fantasmas compatibles, imitan a las del tejido que pueden ser adaptados a una variedad de geometrías aórticas relevantes y material para la validación de las técnicas de elastografía de Estados Unidos. Aunque grupos anteriores han sido capaces de diseñar fantasmas geometría compleja para imitar geometrías AAA utilizando 3D impresión tecnología33,34, cauchos para imprimir son conocidos por tener una alta atenuación a Estados Unidos y no tienen medios para más tarde su propiedades de los materiales. Los fantasmas están hechos de cryogel de alcohol polivinílico (PVA-c), que previamente ha demostrado ser ideal para mímico el tejido vascular propiedades35. Estos fantasmas pueden utilizarse en Estados Unidos, resonancia magnética y proyección de imagen36,de elastographic37,38. La geometría de aneurisma de la aorta fue diseñada igualmente para el modelo de simulación creado por Vorp et al. 14. el barco tiene un diámetro nominal de 22.5 mm y tiene un bulto por que es bombeo de 64 mm de largo, 47 mm de diámetro y excéntrico (β = 0.6)14 hacia el lado anterior del fantasma. La última sección imita la bifurcación ilíaca con un diámetro distal de 15 mm. El fantasma fue elegido para tener un espesor constante de aproximadamente 5 mm. Raghavan reportaron en un estudio pequeño que el grueso de la nave de AAA se extiende de 4,26 0,23 mm, con un valor promedio de 1,48 mm39. Espesor nominal del recipiente en el extremo más grande de ese espectro fue elegido aquí para la fabricación de preocupaciones con la expectativa de mejorar técnicas de impresión 3D mejorará el espesor mínimo de fantasma que es capaz de ser moldeado. Moldes de fantasma fueron diseñados en CAD y se imprimen 3D usando el filamento y las impresoras disponibles en el mercado.
Los moldes son de inyección llenado con la solución de PVA-c y sometido a una serie de ciclos de congelación/descongelación (-20 ° C y + 20 ° C) enlazará el polímero de PVA-c y polimerizar el gel. El módulo elástico del PVA-c se controla mediante la alteración de la concentración de PVA-c gel o el número de ciclos hielo-deshielo. La sección aneurismática del molde fantasma pérdida necesaria para extraer la luz interna del buque. Esto se logró mediante el uso de un alcohol de polivinilo (PVA) del filamento de la impresora 3D. Aunque es químicamente similar al polvo de PVA-c, el filamento PVA no polimerizan cuando congelado y, como tal, puede ser disuelto en el agua tras el PVA-c. Moldes de muestra adicional se imprimen para crear a ejemplares de prueba extensibles, en una configuración de "hueso de perro", con la misma concentración de PVA-c. Estos moldes se someten a los mismos ciclos de congelación/descongelación y se utilizan para ensayos de tracción para medir independientemente el módulo elástico de las secciones fantasmas. Un material de fondo fue fabricado con suave PVA-c, para simular tejidos del retroperitoneo40,41. Este fondo fantasma fue fabricado como un tubo cilíndrico axisimétrico homogéneo con un diámetro interno de 4 cm, un diámetro externo de 16.5 cm y una longitud de 16,5 cm. Fue hecha de una solución al 5% PVA y sometido a un total de dos ciclos de congelación y descongelación.
Los fantasmas de la finales AAA se colocaron en el fantasma de fondo y conectar, mediante tubos y abrazaderas, para una bomba de agua hemodinámica diseñado para deformar los fantasmas con las presiones y flujos cíclicos fisiológicos. La velocidad de la bomba fue fijada para entregar aproximadamente un 6-7 kPa presión pulso a un ritmo de aproximadamente 1 se obtuvieron secuencias de imagen sonido Hz. Ultra de los fantasmas de la deformación y la tensión normalizada de presión se calculó para identificar diferencias en el espacial variadas propiedades mecánicas. Resultados representativos de la presión que se presentan imágenes de tensión normalizada dentro de la región de buque. Las crecientes diferencias regionales en la tensión normalizada de los fantasmas heterogéneos más rígidos, en relación con el fantasma homogéneo, demuestran las diferencias en la rigidez de la embarcación y nuestra capacidad para medirlo.
Protocolo
1. descarga de STL modelos del intercambio de impresión 3D de NIH
- Desplácese hasta el intercambio de impresión 3D de NIH (3dprint.nih.gov) y en la búsqueda y entrada tipo Molde fantasma aórtica aneurismática simulado y presione la tecla enter.
- En la lista posterior de la búsqueda, encontrar el modelo " 3DPX-009210" y haga clic en esa entrada.
- Haga clic en el botón de descarga y posteriormente haga clic en el archivo Simulado aneurismática aórtica fantasma Mold.zip de la lista desplegable para descargar este archivo.
- Haga doble clic en el archivo descargado para descomprimirlo y almacenar los archivos resultantes (InnerDistSTL.stl, InnerProxSTL.stl, OuterAntSTL.stl, OuterPostSTL.stl, BackgroundMoldSTL.stl y SampleMoldSTL.stl) el equipo utilizado para la impresión 3D en pasos 2.1-2.7.
Nota: Se puede también descargar cada uno de los archivos enumerados en el paso 1.4 por separado.
2. 3D impresión de moldes
- Abra el software de interfaz de impresora 3D y utilice el botón conectar para conectar a la impresora.
- Importar el archivo STL OuterAntSTL.stl (figura 1a, azul) en el software de impresión 3D. En el software de impresión 3D, seleccione el botón Editar y orientan la parte de molde haciendo clic en el menú rotar y haga clic en los botones X, Yo Z para alinear el eje largo paralelo a la cama de impresión con el fuera del molde frente a la cama de impresión. Haga clic en el botón Guardar y luego haga clic en el botón Imprimir e imprimir la parte de molde usar filamento de plástico (PLA) ácido poliláctico en un estirador de solo.

Figura 1 : Representación CAD de fantasma, fondo y muestra moldes. (a) - imágenes (b) 3D CAD de buque y orientación de las piezas para el montaje. Separadores de registro (i), pernos (ii), agujeros (iii) y el orificio se muestran. (c) dibujo de luz interna, destacando las dimensiones del recipiente interno. representación de los moldes de muestra en (d) CAD. representación (e) CAD del molde fantasma de fondo. Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}
- Repita el paso 2.2 para el archivo de OuterPostSTL.stl (figura 1a, roja).
- Siguiendo el mismo proceso en el paso 2.2, importar el archivo STL InnerDistSTL.stl (figura 1a, blanco) en el software 3D de impresión y seleccione el botón "Editar" y en el rotar menú haga clic en la X, Yo Z de botones para alinear el eje longitudinal perpendicular a la cama de impresión y que el pin de inscripción (i) está en contacto con la cama de impresión. Haga clic en el botón Guardar y luego haga clic en el botón Imprimir e imprimir la parte del molde usando el filamento plástico PLA en un estirador de solo.
Nota: Imprimir esta parte con la estructura de soporte. Hacer el relleno no uso más del 30% para esta parte impresa. - Importar el archivo STL SampleMoldSTL.stl (figura 1d) en el software de impresión 3D. Seleccione el botón Editar y en el menú rotar , haga clic en los botones X, Yo Z para alinear la parte que el interior del molde es hacia arriba de la cama de impresión. Haga clic en el botón Guardar y luego haga clic en el botón Imprimir e imprimir la parte del molde usando el filamento plástico PLA en un estirador de solo.
Nota: Imprimir esta parte con la estructura de soporte. Imprimir moldes de 3 o más muestra. - Importar el archivo STL BackgroundMoldSTL.stl (figura 1e) en el software de impresión 3D. Seleccione el botón "Editar" y en el menú rotar , haga clic en los botones X, Yo Z para alinear la parte que la parte inferior del molde (es decir, el extremo cerrado del cilindro) se enfrenta a la cama de impresión. Haga clic en el botón Guardar y luego haga clic en el botón Imprimir e imprimir la parte del molde usando el filamento plástico PLA en un estirador de solo.
Nota: Imprimir esta parte con la estructura de soporte. - Importar el archivo STL InnerDistSTL.stl (figura 1a, amarillo) en el software de impresión 3D. Seleccione el botón "Editar" y en el menú rotar , haga clic en los botones X, Yo Z para alinear la parte que el eje es perpendicular a la cama de impresión y pernos de registro de la bifurcación (i) se enfrentan a la cama de impresión. Haga clic en el botón Guardar y luego haga clic en el botón Imprimir e imprimir la parte de molde plástico polivinilo del filamento del ácido (PVA) usando un estirador de solo.
- Retire cualquier material de apoyo de las partes impresas 3D de pasos 2.1-2.7 (figura 2a).
Nota: No es necesario eliminar la estructura de soporte de las piezas del molde externo si no interfieren con el montaje de molde.

Figura 2 : Buque fantasma molde Asamblea y recipiente Final fantasma. (a) el molde impreso final de los moldes de la luz interior y exterior. El extremo distal de la luz interior impreso en un plástico PVA soluble y se une al extremo proximal del molde luz interna utilizando cera deformable. (b) tubería conectada al puerto de inyección de la luz externa y el tapón de la jeringa. (c) el molde del lumen interno después de la capa de aerosol de sellador flexible. d montaje del lado de la protuberancia de la luz externa molde y molde de la luz interna, con PVA-c (teñida de rojo), añadido para fantasmas aneurisma dura. (e) molde de barco completo montado y afianzado con abrazadera. (f) deformable cera aplicada a las costuras del molde de luz externa para evitar que PVA-c que se escapa del molde. (g) final fantasma de PVA-c después de 5 ciclos de congelación/descongelación y el retiro del molde. Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}
3. hidrogel preparación
- Mezclar 22,2 g de polvo de PVA-c en 200 mL de agua (10% en masa) en un vaso de vidrio. Microondas la solución hasta hervir y revolver. Repita este paso hasta que todo el polvo PVA se disuelve y la solución aparece translúcida.
- Suspender 0,4 g de polvo de carbonato de calcio (0.2% en peso) en 10 mL de agua y añadir a la solución del paso 2.1 para actuar como difusores de ultrasonido. Mezclar bien. Cubrir la solución y deje que se enfríe a la temperatura ambiente (RT).
Nota: Para phantoms homogéneos saltar al paso 3.5 - Mezcla de 17,6 g de polvo de PVA-c en 100 mL de agua (15% en masa o como se desee) en un vaso de vidrio separados. Microondas la solución hasta hervir y revolver. Repita este paso hasta que se disuelva todo el polvo PVA y la solución aparece translúcida.
- 0,4 g de polvo de carbonato de calcio (0.2% en masa) se suspende en 5 mL de agua y añadir a la solución de paso 2.3. Mezclar bien. Cubrir la solución y deje que se enfríe al RT.
- 183,7 g de polvo de PVA-c en 3.5 L de agua del grifo (5% por masa) de la mezcla en un recipiente grande aparte. Llevar la solución a ebullición y remover. Retire la olla del fuego una vez que el polvo PVA se disuelve y la solución aparece translúcida.
- Suspender 7,4 g de polvo de carbonato de calcio (0.2% en peso) en 10 mL de agua y añadir a la solución de paso 2.5. Mezclar bien. Cubrir la solución y deje que se enfríe al RT.
4. montaje de moldes
- Coloque aproximadamente 100 mm de la tubería flexible al puerto de inyección del molde de luz externa. En el extremo opuesto del tubo, coloque una llave de paso con las conexiones de la jeringa (figura 2b).
- Alinee las clavijas de registro del molde de luz interna y, usando la cera deformable, adherir la parte recipiente abultado del molde de luz interna a la parte recta del recipiente del molde de la luz interna.
- En un área bien ventilada, aplique una capa de aerosol en goma flexible hasta el final por el molde de luz interna para impedir que el hidrogel que disuelve la parte del molde PVA durante el proceso de moldeo (figura 2c).
Nota: Para phantoms homogéneos salte al paso 4.6. - Con el lado más grande de la por parte del molde externo hacia abajo, rellenar el bombeo con 15 mL de la solución creada en pasos 3.3-3.4 (figura 2b). Colocar las piezas del molde interno montado en la parte de molde exterior frontal (figura 2d). Utilizar bandas de goma para fijar la parte de la luz interna.
Nota: En la figura 2, PVA-c es rojo teñido para la visibilidad. - Congelar el conjunto de molde en el congelador de-20 ° C por 12 h y sacar del congelador. Paso a paso 4.6 sin dejar que la solución en el deshielo de la montaje de molde.
- Mientras se espera para que el molde congelar (paso 4.4), aplicar una cantidad generosa de cera deformable a la superficie de la parte posterior de un molde de muestra impresa y fijarlo con la abrazadera a una hoja de plástico plano cortada al tamaño mínimo de aproximadamente 100 mm por 60 mm por 10 mm (figura 3a). Llene el espacio entre el molde y la lámina de plástico con la misma solución PVA utilizada en el paso 4.3. Congelar el molde de la muestra en el mismo congelador (-20 ° C) como el molde del buque en paso 4.4.

Figura 3 : Muestra el molde y muestra Final y fantasmas fondo. (a) sujeta el molde de la muestra y la hoja de plástico transparente. PVA-c se vierte en el molde de la muestra y las burbujas de aire se permite a la superficie. (b) PVA-c muestra después del ciclo final de congelación/descongelación. (c) Experimental U.S. imagen de fantasma simulador bomba y colocado en el fondo PVA-c fantasma. Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}
- Montar y empotrar el molde todo buque en la orientación que se muestra en la figura 1a y 1b (figura 2e). Línea de las costuras de los moldes de la luz externa usando una cera deformable para asegurar que el hidrogel no gotea durante la inyección (figura 2f).
- Llene una jeringa de 60 mL con la solución de PVA-c en pasos 3.1 y 3.2. Con el final de la bifurcación del molde para inyectar la solución de PVA-c en el molde ensamblado evitando las burbujas de aire en la solución inyectada.
Nota: Si cualquier fugas durante la inyección, hacer una pausa en inyección y parche agujereado con cera deformable. Repetir las inyecciones de la jeringa hasta que la solución de PVA-c llena el molde. - Deje que el molde a reposar 30 min, golpear ligeramente el molde suavemente cada 10 minutos para permitir que cualquier burbuja de aire a la altura de la parte superior del molde. Repetir la inyección de la jeringa si es necesario para terminar el molde. Congelar el conjunto de molde todo por 12 h y sacar del congelador. Deje que el conjunto de molde se descongele a temperatura ambiente por 12 h.
- Mientras que espera para que el molde congelar (paso 4.8), montar y afianzar otro molde de muestra y plano de plástico hoja de corte como se describe en el paso 4.5 (figura 3a). Llene el espacio entre el molde y la lámina de plástico con la misma solución PVA utilizada en paso 4.7. Congelar y descongelar el molde de la muestra en el mismo congelador (-20 ° C) y al mismo tiempo que el molde de barco en el paso 4.8 y el molde de la muestra de paso 4.5.
- Congelar y descongelar el molde de barco y los moldes de muestra de medidas 4.5, 4.8 y 4.9 cuatro veces más, para un total de cinco 24 - h/hielo-deshielo ciclos. Después del ciclo de congelación/descongelación deth 5, saque las muestras de prueba de PVA-c sus moldes (figura 3b). Recorte cualquier exceso cryogel de las muestras y almacenarlas en un recipiente sellado de un 5% de solución de lejía y agua volumen a TA.
- Desmoldar el buque PVA-c luz externa. Cuidadosamente separar el vaso recto el molde de la luz interna de la parte de la y retire el recipiente de PVA-c. Corte los separadores de registro desde el extremo bifurcado de la por parte del molde de luz interna para exponer el filamento PVA estampado. Colocar en un baño de agua a temperatura ambiente para disolver la parte de la PVA.
Nota: Esto puede tardar 24 h o más, sin embargo, agregar agua tibia en la bañera puede acelerar el proceso de disolución. - Después de disolver y eliminar el PVA imprimen parte de dentro del fantasma de la nave, guardar el fantasma en un recipiente sellado de un 5% solución de lejía y agua volumen a TA.
- Llene el molde del fondo con aproximadamente 3,3 L de la solución de PVA-c en pasos de 3.5 y 3.6. Congelación (-20 ° C) el molde de fondo por 12 h y retire del congelador. Deje el molde descongelar a temperatura ambiente por 12 h y repetir para un total de 2 ciclos de congelación/descongelación.
- Al mismo tiempo como paso 4.13, llenar un conjunto de molde de la muestra con la misma solución de PVA-c había utilizado en el paso 4.13 y ponerlo a través de las mismas muestras de hielo/deshielo como el molde del fondo.
- Después del deshielo 2nd , retire la muestra de fondo y fondo fantasma de sus moldes y guardarlos en un recipiente sellado de un 5% de solución de lejía y agua volumen a TA.
5. fantasma y prueba de la muestra
- Coloque el barco fantasma y el fantasma de fondo en un baño de agua grande. Conecte el extremo más grande del buque a la salida de la hemodinámica agua bomba42,43 con abrazaderas de tubería (figura 3c). Coloque el buque fantasma de fondo fantasma y luego fije los extremos bifurcados del fantasma a la entrada a la bomba hemodinámica con abrazaderas de tubería.
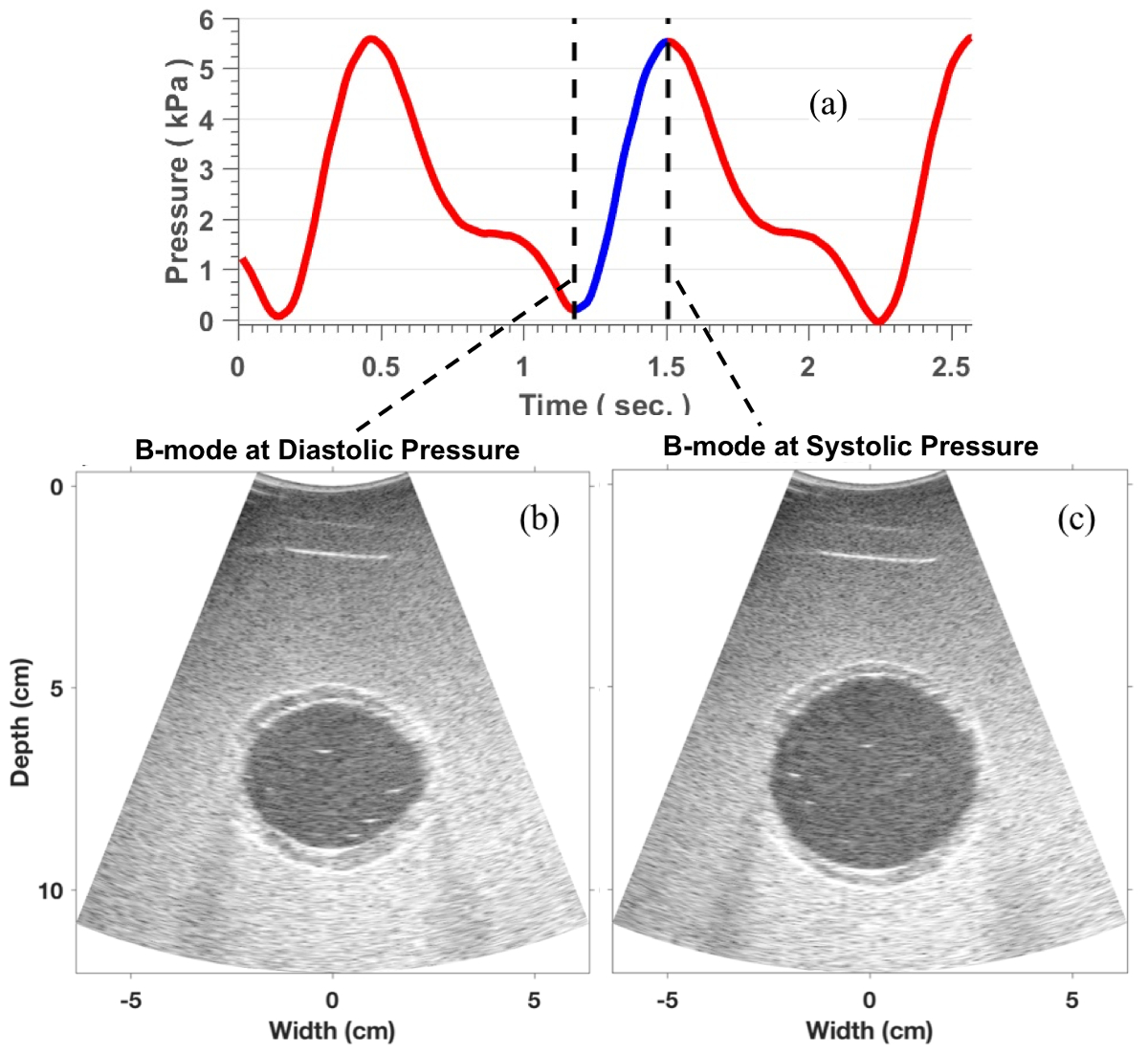
- Coloque un catéter sensor de presión de estado sólido en el sistema de la nave y la bomba cerca de la entrada de la bomba hemodinámica. Funcionar la bomba hemodinámica que las presiones de las deformaciones de la pared están entre un mínimo de 0 kPa y una kPa 7.5 máxima (figura 4a).

Figura 4 : Protocolo de imagen. (a) perfil la presión se mide durante la configuración de imagen fantasma. (b) una imagen de modo B representativa del fantasma en la presión mínima. (c) modo B a presión máxima. Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}
- Utilice un sistema del ultrasonido (US) y un transductor convexo con una frecuencia central de aproximadamente 5 MHz para recoger nosotros imágenes de los fantasmas del fondo y buque en sección transversal en la posición del diámetro máximo del recipiente (figura 4b y 4 c de ). Registrar los datos de presión utilizando un sistema de adquisición digital (figura 4a).
Nota: Los datos para realizar la adquisición de la imagen en este paso pueden encontrarse en mezcla et al44. - Obtener las estimaciones de desplazamiento mediante el uso de una técnica de imagen no rígidos basados en el registro como se describe en mezcla et al. 44. de las medidas del desplazamiento bidimensional (2D) campo (u(x)), calcular el campo del tensor deformación 2D (εij(x)) mediante la evaluación de la parte simétrica de la gradiente de el campo de desplazamiento:

- Luego, calcular la tensión principal máxima (εp) como el componente principal máxima del campo del tensor deformación mediante la siguiente ecuación:

- Por último, determinar el marco de la tensión principal en la presión pico y este campo del tensor tensión por la diferencia en el catéter máximo y mínimo medidos presiones (figura 4a), o la presión de pulso (PP), que se dividen espacialmente resuelto presión normalizada (εp/PP) de la tensión del principio.

Figura 5 : Presión normalizada cepa imágenes. Imágenes representativas de la presión in%/kPa tensión normalizada (εp/PP) medida en el recipiente para la homogénea 10% en masa del buque fantasma (a) y los fantasmas heterogéneos con un 15% en masa (b), 20% en masa y 25% por la masa anterior la sección (parte superior del recipiente). Esta figura ha sido modificada desde mezcla et al. 44. haga clic aquí para ver una versión más grande de esta figura.
{kind=link}
Resultados
Imágenes de modo B representante del buque mímico los fantasmas aparecen para las presiones mínimas y máximas, medidas por la sonda (figura 4b y 4C, respectivamente). La tensión normalizada de presión (εp/PP) in%/kPa se muestra cuatro fantasmas fabricados diferentes (figura 5). Figura 5 una muestra la tensión normalizada de presión medida dentro de un espectro homogéneo fabricado con un 10% por masa solución de PVA-c. El cociente de la tensión promedio medido en el trimestre posterior (abajo a la imagen) del fantasma a la tensión promedio en el trimestre anterior (arriba de la imagen) fue de 0,92. Figura 5 b muestra εp/PP para un phantom en el que la sección aneurismática del fantasma fue fabricada con un 15% por solución masa PVA-c y el resto del fantasma fue hecho usando el 10% por masa PVA-c. La relación de posterior a anterior cepa de este fantasma fue encontrada para ser 1,87. Figura 5 c muestra εp/PP para el fantasma heterogéneo con un 20% por masa PVA-c, con una posterior relación de la cepa anterior de 4.23. Figura 5 d muestra εp/PP para el fantasma heterogéneo con un 25% por masa PVA-c, con una posterior relación de la cepa anterior de 7.37.
Los resultados aquí presentados muestran que se crearon fantasmas aórticos abdominales con geometrías complejas y espacialmente diferentes propiedades de los materiales. Diseño de geometrías fantasmas fueron, o más específicamente, se realizaron moldes de fantasmas utilizando el software de ordenador que facilita la geometría fantasma alteraciones (figura 1a y 1b). Moldes pueden ser fácilmente 3D impreso y montado y geometrías de molde complejo pueden imprimirse utilizando filamentos PVA y cera eliminada, similar técnicas de fundición. Los fantasmas de la final de la nave pueden ser dinámicamente a presión y son estables bajo las cargas grandes (figura 4a). Los fantasmas son compatibles con ultrasonido proyección de imagen (figura 4b y 4 c) y tienen propiedades material imitando rigideces aórticas abdominales. Variaciones en las relaciones de tensión en la parte anterior a las regiones posteriores de las imágenes de cepa demuestran que las regiones tienen diferentes propiedades de los materiales (figura 5) y ensayos mecánicos independientes en las muestras de cuantificar los valores exactos de su moduli de la respectiva corte.
Discusión
Este papel presenta una técnica para la fabricación de tejido imitando los fantasmas para el uso en pruebas elastografía o algoritmos de la proyección de imagen de elasticidad. El uso combinado de CAD y la impresión 3D permite eficiente diseño de fantasmas mímico aórticos con geometrías complejas, más allá de fantasmas tubulares, incluyendo bombeos aneurismáticos. La creación del fantasma se realiza en 4 pasos; 1 diseño de la geometría phantom, 2) impresión de las piezas del molde fantasma, 3) mezcla de las soluciones de cryogel que imitan en última instancia las características ultrasónicas y propiedades mecánicas de los vasos fantasmas y 4) colada/de la inyección del cryogel solución en el molde, poner el PVA-c con ciclos de congelación-descongelación y el retiro del fantasma del molde. El uso de CAD en el en el diseño de los moldes obtenidos en el paso 1 permite un simple significa precisamente modificar la geometría de los fantasmas. Impresión de las piezas del molde actualmente toma aproximadamente 5-8 h dependiendo del tamaño de la impresión y así puede hacer fácilmente para modificaciones repetidas en los moldes.
En el paso 3, se crean las soluciones de cryogel para imitar los vasos, aneurisma y fondo del tejido con las partículas de carbonato de calcio mímico la dispersión de los Estados Unidos de los tejidos. Las soluciones de cryogel deben removerse antes de usar si las partículas de calcio han colocado fuera de la mezcla. La concentración exacta de la mezcla del cryogel determinará las propiedades mecánicas finales de los fantasmas. Por lo tanto, es importante crear las muestras independientes de cada una de las soluciones utilizadas en el barco fantasma y el fondo. Aunque no es parte del protocolo aquí, mediciones independientes de módulo de elasticidad de la muestra deben obtenerse mediante pruebas de tensión uniaxial. Ensayos mecánicos independientes de las muestras de PVA-c para los fantasmas del 10%, 15%, 20% y 25% en los resultados representativos habían medido módulo del esquileo de 17,4 ± 1.0 kPa, 48.3 ± 5.7 kPa, 95,1 ± 0,4 kPa y 170.0Kb kPa ± 4.1, respectivamente.
Paso 4 es el paso más crítico en la creación de estos fantasmas. Aunque los pernos de registro están en lugar para guardar las piezas del molde en la posición adecuada en relación con los demás, es importante asegurarse de que el molde de las piezas no se separan durante el proceso de moldeo. Así, el uso de las pinzas para sujetar el molde. La consideración más importante del paso 4 es minimizar las burbujas de aire atrapadas en el molde antes del primer ciclo de hielo-deshielo. A menudo es útil para desmontar un lado del molde externo e inspeccione el fantasma después de la primera congelación y descongelación Puebelo para segurarse de formado correctamente. Esto puede ahorrar tiempo desperdiciado poniendo un fantasma "malo" a través de ciclos adicionales. Una vez que el fantasma ha sido suprimido totalmente del molde, puede ser almacenado en agua durante varias semanas con el uso continuado.
Los fantasmas de PVA-c desarrollados en este trabajo se crearon para imitar específicamente la rigidez ultrasonida y material de tejido aórtico. El uso de alcohol de polivinilo cryogel permite una gama más amplia de la posible rigidez mecánica, al mejor imitador de las propiedades del material cambiantes del tejido aórtico en comparación con el caucho más como materiales33,34. Además, el uso de hidrogel y bastidor de inversión capta mejor las propiedades acústicas de casted cauchos o materiales impresos directamente 3D33,45. Algunas burbujas de aire pueden conseguir atrapadas en nuestros moldes antes del primer ciclo de hielo-deshielo. Esto puede producir lagunas en el fantasma y causar debilidad material o artefactos acústicos. Por lo tanto, se recomienda inspeccionar fantasmas fuera el molde después de la primera congelación y descongelación para determinar si se debe reiniciar el proceso. Además, los autores han encontrado que el molde interior a veces puede cambiar durante la congelación de la porción aneurismática de los fantasmas. Si esto ocurre, sería una modificación del protocolo anterior crear una pieza diseñada, impresa, o de otro tipo 3D para sostener firmemente el molde del lumen interno al molde externo anterior durante la congelación de esta sección. Los autores han encontrado que usando el lado posterior del molde exterior y un espaciador de 5 mm entre el molde externo posterior y el molde interior funciona bien para este propósito.
El fantasma se convirtió aquí es ideal para el estudio de la influencia de los cambios de diámetro aneurismático y grueso luminal o potencialmente la presencia de trombo en el tejido mediante la edición de los archivos originales de CAD. Sin embargo, trabajos previos también ha demostrado que esta técnica puede ser modificada para producir geometrías phantom específico para cada paciente utilizando imágenes de la tomografía computada y el software de segmentación, en lugar de diseño CAD, para crear el 3D impreso moldes de fantasmas 44. los resultados se muestra a continuación demuestran que el algoritmo fue capaz de visualizar las variaciones manufacturadas en las propiedades mecánicas de las secciones fantasmas. Cabe señalar que aunque estos fantasmas fueron utilizados para probar las técnicas de imagen en Estados Unidos, también son compatibles con sistemas de imágenes de la tomografía computada y resonancia magnética y que también puede ser utilizados más allá del objetivo de la proyección de imagen, para una amplia elasticidad gama de modalidades y nuevas técnicas de imagen.
Divulgaciones
Los autores no tienen nada que revelar.
Agradecimientos
Este trabajo fue financiado por el centro nacional para avanzar las Ciencias traslacional de los institutos nacionales de salud a través de la concesión no. UL1 TR000042 y el Instituto Nacional de imágenes biomédicas y Bioingeniería de los institutos nacionales de salud a través de concesión no. EB018432 R21.
Materiales
| Name | Company | Catalog Number | Comments |
| PLA filament | MatterHackers, MatterHackers.com | MEEDKTKU | |
| PVA filament | MatterHackers, MatterHackers.com | M4MJTECR | |
| LeakSeal | RPM International Inc., Rustoleum.com | 265495 | |
| Polyvinyl alcohol powder (Elvanol 71-30) | DowDuPont Inc., ChemistryStore.com | SKU: 81015 | |
| Calcium Carbonate Powder | greenwaybiotech.com via amazon.com | Amazon: B00HFFCBYQ | |
| Tacky Wax | bards.com via amazon.com | Bards: BB759 Amazon: B016KBDYRS | |
| Rostock max 3D Printer | SeeMeCNC, seemecnc.com | SKU: 84459 | |
| Onshape CAD software | OnShape, onshape.com | ||
| Mattercontrol printer software | MatterHackers, MatterHackers.com | ||
| Mikro-Cath pressure catheter and device | Millar, Inc., millar.com | 4501016/B | |
| BNC digital acquisition | National Instruments Corporation, ni.com | NI USB-6251 BNC | |
| clear cast acrylic sheet | mcmaster-carr Supply Company, mcmaster.com | 8560K274 | |
| Cole-Parmer Stopcocks with Luer Connections; 3-way; male lock, Non-sterile | Cole-Parmer, coleparmer.com | EW-30600-02 | |
| BD Disposable Syringes (60 mL, Luer lock) | Cole-Parmer, coleparmer.com | EW-07945-28 | |
| 6 Inch Ratchet Bar Clamp / 12 Inch Spreader | Tekton, Inc., www.tekton.com | 39181 | |
| Tygon PVC Clear Tubing | mcmaster-carr Supply Company, mcmaster.com | 6516T53 | |
| MTS Qtest Q/5 | MTS Systems Corperation, www.mts.com | 4501016 | |
| MTS 5N Load Cell | MTS Systems Corperation, www.mts.com | 4501016/B | |
| Abaqus FEA | Dassault Systèmes, 3ds.com |
Referencias
- Taylor, S. M. The Juxtarenal Abdominal Aortic Aneurysm. Archives of Surgery. 129 (7), 734-734 (1994).
- Nevitt, M. P., Ballard, D. J., Hallett, J. W. Prognosis of Abdominal Aortic Aneurysms. The New England Journal of Medicine. 321 (15), 1009-1014 (1989).
- Crane, C. Arteriosclerotic Aneurysm of the Abdominal Aorta. The New England Journal of Medicine. 253 (22), 954-958 (1955).
- IMPROVE Trial Investigators. Endovascular or open repair strategy for ruptured abdominal aortic aneurysm: 30-day outcomes from IMPROVE randomised trial. British Medical Journal. 348, 7661 (2014).
- Robinson, W. P., et al. Endovascular repair of ruptured abdominal aortic aneurysms does not reduce later mortality compared with open repair. Journal of Vascular Surgery. 63 (3), 617-624 (2016).
- Starnes, B. W., et al. Management of ruptured abdominal aortic aneurysm in the endovascular era. Journal of Vascular Surgery. 51 (1), 9-18 (2010).
- Schermerhorn, M. L., et al. Endovascular vs. Open Repair of Abdominal Aortic Aneurysms in the Medicare Population. The New England Journal of Medicine. 358 (5), 464-474 (2008).
- Darling, R. C., et al. Autopsy study of unoperated abdominal aortic aneurysms. The case for early. Circulation. 56, 161-164 (1977).
- Szilagyi, D. E., Smith, R. F., DeRusso, F. J., Elliott, J. P., Sherrin, F. W. Contribution of abdominal aortic aneurysmectomy to prolongation of life. Annals of Surgery. 164 (4), 678-699 (1966).
- Skibba, A. A., et al. Reconsidering gender relative to risk of rupture in the contemporary management of abdominal aortic aneurysms. Journal of Vascular Surgery. 62 (6), 1429-1436 (2015).
- Parkinson, F., et al. Rupture rates of untreated large abdominal aortic aneurysms in patients unfit for elective repair. Journal of Vascular Surgery. 61 (6), 1606-1612 (2015).
- Grant, S. W. W., et al. Calculating when elective abdominal aortic aneurysm repair improves survival for individual patients: development of the Aneurysm Repair Decision Aid and economic evaluation. Health technology assessment. 19 (32), 1-154 (2015).
- Lederle, F. a., et al. Rupture rate of large abdominal aortic aneurysms in patients refusing or unfit for elective repair. JAMA: the journal of the American Medical Association. 287 (22), 2968-2972 (2002).
- Vorp, D. A., Raghavan, M. L. L., Webster, M. W. Mechanical wall stress in abdominal aortic aneurysm: Influence of diameter and asymmetry. Journal of Vascular Surgery. 27 (4), 632-639 (1998).
- Vande Geest, J. P., et al. Towards a noninvasive method for determination of patient-specific wall strength distribution in abdominal aortic aneurysms. Annals of Biomedical Engineering. 34 (7), 1098-1106 (2006).
- Stringfellow, M. M., Lawrence, P. F., Stringfellow, R. G. The influence of aorta-aneurysm geometry upon stress in the aneurysm wall. Journal of Surgical Research. 42 (4), 425-433 (1987).
- Maier, A., et al. A comparison of diameter, wall stress, and rupture potential index for abdominal aortic aneurysm rupture risk prediction. Annals of Biomedical Engineering. 38 (10), 3124-3134 (2010).
- Raghavan, M. L. L., Vorp, D. A., Federle, M. P., Makaroun, M. S., Webster, M. W. Wall stress distribution on three-dimensionally reconstructed models of human abdominal aortic aneurysm. Journal of Vascular Surgery. 31 (4), 760-769 (2000).
- Di Martino, E. S., et al. Biomechanical properties of ruptured versus electively repaired abdominal aortic aneurysm wall tissue. Journal of Vascular Surgery. 43 (3), 570-576 (2006).
- Gasser, T. C., Ogden, R. W., Holzapfel, G. a. Hyperelastic modelling of arterial layers with distributed collagen fibre orientations. Journal of the Royal Society, Interface / the Royal Society. 3 (6), 15-35 (2006).
- Ruddy, J. M., Jones, J. A., Spinale, F. G., Ikonomidis, J. S. Regional heterogeneity within the aorta: Relevance to aneurysm disease. The Journal of Thoracic and Cardiovascular Surgery. 136 (5), 1123-1130 (2008).
- Raut, S. S., Chandra, S., Shum, J., Finol, E. A. The role of geometric and biomechanical factors in abdominal aortic aneurysm rupture risk assessment. Annals of Biomedical Engineering. 41 (7), 1459-1477 (2013).
- Tavares Monteiro, J. A., et al. Histologic, histochemical, and biomechanical properties of fragments isolated from the anterior wall of abdominal aortic aneurysms. Journal of Vascular Surgery. 59 (5), (2014).
- Vallabhaneni, S. R., et al. Heterogeneity of tensile strength and matrix metalloproteinase activity in the wall of abdominal aortic aneurysms. Journal of endovascular therapy: an official journal of the International Society of Endovascular Specialists. 11 (4), 494-502 (2004).
- Zou, Y., Zhang, Y. Mechanical evaluation of decellularized porcine thoracic aorta. The Journal of Surgical Research. 175 (2), 359-368 (2012).
- Ophir, J., et al. Elastography: Imaging the elastic properties of soft tissues with ultrasound. Journal of Medical Ultrasonics. 29 (4), 155-171 (2002).
- Lopata, R. G. P., et al. Performance evaluation of methods for two-dimensional displacement and strain estimation using ultrasound radio frequency data. Ultrasound in Medicine and Biology. 35 (5), 796-812 (2009).
- Fromageau, J., et al. . Ultrasonics Symposium, 2005 IEEE. , 257-260 (2005).
- Lopata, R. G. P., et al. Vascular elastography: A validation study. Ultrasound in Medicine and Biology. 40 (8), 1882-1895 (2014).
- Mascarenhas, E. J. S., et al. Assessment of mechanical properties of porcine aortas under physiological loading conditions using vascular elastography. Journal of the Mechanical Behavior of Biomedical Materials. 59, 185-196 (2016).
- Brekken, R., et al. Strain estimation in abdominal aortic aneurysms from 2-D ultrasound. Ultrasound in Medicine and Biology. 32 (1), 33-42 (2006).
- Vonk, T., Nguyen, V., Schurink, G., van de Vosse, F., Lopata, R. . Ultrasonics Symposium (IUS), 2014 IEEE International. , 9-12 (2014).
- Cloonan, A. J., et al. 3D-Printed Tissue-Mimicking Phantoms for Medical Imaging and Computational Validation Applications. 3D Printing and Additive Manufacturing. 1 (1), 14-23 (2014).
- Doyle, B. J., et al. Experimental modelling of aortic aneurysms: novel applications of silicone rubbers. Medical Engineering and Physics. 31 (8), 1002-1012 (2009).
- Zell, K., Sperl, J., Vogel, M., Niessner, R., Haisch, C. Acoustical properties of selected tissue phantom materials for ultrasound imaging. Physics in Medicine and Biology. 52 (20), 475 (2007).
- Surry, K., Austin, H., Fenster, A., Peters, T. Poly (vinyl alcohol) cryogel phantoms for use in ultrasound and MR imaging. Physics in Medicine and Biology. 49 (24), 5529 (2004).
- Chu, K. C., Rutt, B. K. Polyvinyl alcohol cryogel: An ideal phantom material for MR studies of arterial flow and elasticity. Magnetic Resonance in Medicine. 37 (2), 314-319 (1997).
- Richards, M. S., et al. Investigating the impact of spatial priors on the performance of model-based IVUS elastography. Physics in Medicine and Biology. 56 (22), 7223-7246 (2011).
- Raghavan, M. L., et al. Regional distribution of wall thickness and failure properties of human abdominal aortic aneurysm. Journal of Biomechanics. 39 (16), 3010-3016 (2006).
- Farsad, M., Zeinali-Davarani, S., Choi, J., Baek, S. Computational Growth and Remodeling of Abdominal Aortic Aneurysms Constrained by the Spine. Journal of Biomechanical Engineering. , (2015).
- Kim, J., Peruski, B., Hunley, C., Kwon, S., Baek, S. Influence of surrounding tissues on biomechanics of aortic wall. International Journal of Experimental and Computational Biomechanics. 2 (2), 105-117 (2013).
- Lillie, J. S., et al. Pulse Wave Velocity Prediction and Compliance Assessment in Elastic Arterial Segments. Cardiovascular Engineering and Technology. 6 (1), 49-58 (2015).
- Varble, N., et al. In vitro hemodynamic model of the arm arteriovenous circulation to study hemodynamics of native arteriovenous fistula and the distal revascularization and interval ligation procedure. Journal of Vascular Surgery. 59 (5), 1410-1417 (2014).
- Mix, D. S., et al. Detecting Regional Stiffness Changes in Aortic Aneurysmal Geometries Using Pressure-Normalized Strain. Ultrasound in Medicine and Biology. 43 (10), 2372-2394 (2017).
- Browne, J., Ramnarine, K., Watson, A., Hoskins, P. Assessment of the acoustic properties of common tissue-mimicking test phantoms. Ultrasound in Medicine and Biology. 29 (7), 1053-1060 (2003).
Reimpresiones y Permisos
Solicitar permiso para reutilizar el texto o las figuras de este JoVE artículos
Solicitar permisoThis article has been published
Video Coming Soon
ACERCA DE JoVE
Copyright © 2025 MyJoVE Corporation. Todos los derechos reservados