
Method Article
Aorta addominale idrogel che imita tessuto di fabbricazione fantocci per convalida Elastografia ad ultrasuoni
In questo articolo
Riepilogo
Qui descriviamo un metodo per la fabbricazione di fantocci che imita il tessuto aneurismatiche, aortiche per l'uso in test Elastografia ad ultrasuoni. L'uso combinato di computer-aided design (CAD) e 3-dimensionale (3D) stampa tecniche producono aortica fantasmi con geometrie complesse, prevedibile per convalidare il elastographic imaging algoritmi con esperimenti controllati.
Abstract
Elastografia ad ultrasuoni (US), o l'imaging di elasticità, è un'aggiunta tecnica che utilizza immagini sequenziali US dei tessuti molli per misurare il movimento del tessuto e dedurre o quantificare le caratteristiche biomeccaniche sottostanti di imaging. Per aneurismi dell'aorta addominale (AAA), proprietà biomeccaniche quali i cambiamenti nel modulo elastico e stime dello stress del tessuto il tessuto può essere essenziale per valutare la necessità di intervento chirurgico. I aneurysms aortici addominali U.S. Elastografia potrebbe essere uno strumento utile per monitorare la progressione della AAA e identificare i cambiamenti nelle proprietà biomeccaniche caratteristiche dei pazienti ad alto rischio.
Un obiettivo preliminare nello sviluppo di una tecnica di Elastografia AAA ci è la validazione del metodo utilizzando un modello fisicamente rilevante con note proprietà materiale. Qui presentiamo un processo per la produzione di fantasmi che imita il tessuto AAA con geometrie fisicamente pertinenti e spazialmente modulata proprietà del materiale. Questi fantasmi di tessuto mirano a imitare la proprietà US, modulo materiale e la geometria dei aneurysms aortici addominali. Fantasmi di tessuto sono realizzati utilizzando un cryogel alcool polivinilico (PVA-c) e modellata utilizzando parti stampate 3D create utilizzando software di computer-aided design (CAD). Il modulo dei fantasmi è controllato modificando la concentrazione di PVA-c e modificando il numero di cicli di gelo-disgelo utilizzati per polimerizzare la cryogel. I fantasmi di AAA sono collegati ad una pompa emodinamica, progettata per deformare i fantasmi con la fisiologica pressione ciclica e flussi. Sequenze di immagini suono ultra dei fantasmi deformante ammessi per il calcolo spaziale del ceppo pressione normalizzato e l'identificazione delle proprietà meccaniche della parete del vaso. Vengono presentati i risultati rappresentativi del ceppo pressione normalizzata.
Introduzione
Aneurismi dell'aorta addominale (AAA) sono ingrandimenti focali dell'aorta che si verificano preferenzialmente vicino alla biforcazione aortica1. L'esatta causa di formazione di AAA è sconosciuta, anche se molte teorie suggeriscono che la patogenesi è multifattoriale, con fattori genetici, comportamentali, emodinamici e ambientali che contribuiscono2,3. Mentre la diagnosi di un aneurysm aortico addominale possono essere ottenuta usando tecniche di imaging non invasivo, la previsione del rischio di rottura del paziente-specifici non è come preciso4,5,6. La riparazione chirurgica può ridurre il rischio di rottura aortica, ma la riparazione attiva dell'aorta trasporta un alto tasso di morbilità e mortalità associate7. Le pratiche chirurgiche corrente utilizzano ai "criteri di dimensione massima" o diametro massimo assoluto dei aneurysms, per predire il rischio di un paziente della rottura. Purtroppo, è stato ben stabilito che un aneurisma si rompe ancora sotto dimensioni clinicamente accettabili per la riparazione chirurgica, che significa che i pazienti con aneurisma qualsiasi dimensione trasportano qualche rischio di rottura8,9, 10 , 11 , 12 , 13. Inoltre, è noto che report cronologici del rischio di rottura sono probabili over-le valutazioni del rischio rottura vera, significato molti pazienti sono esposti a rischio chirurgico senza beneficio13. Una valutazione più accurata del rischio paziente specifico rottura è necessario per aiutare a stratificare il rapporto rischio-beneficio di un paziente di subire la riparazione chirurgica del aneurysm.
È stato dimostrato che la distribuzione spaziale dello stress all'interno di un AAA è di fondamentale importanza nel determinare il potenziale di rottura e può essere un indicatore migliore di diametro massimo14,15,16,17 , 18. la maggior parte dei recenti studi che indagano la meccanica della rottura di AAA utilizzare geometrie segmentati da immagini a raggi x computato tomografia (CT) e proprietà meccaniche del tessuto aortico misurato una media di popolazione ex vivo. Modelli agli elementi finiti (FE) vengono quindi utilizzati per predire le nave parete sottolinea14,15,16,17,18. Tuttavia, poiché le proprietà meccaniche vengono determinate dopo l'asportazione di tessuto, non è chiaro se i modelli risultanti rappresentano esattamente lo stress risultante in vivo paziente-specifici. Questi studi in genere assumono omogenea nave proprietà del materiale del muro e non tengono conto della struttura altamente eterogeneo della parete aortica ed embolo19,20,21,22 ,23,24,25.
Formazione immagine di ultrasuono-based elasticità è usata clinicamente per diagnosticare e monitorare una varietà di malattia patologie26. Questa tecnologia fornisce un mezzo non invasivo per interrogare le interazioni fisiche dei tessuti molli. Formazione immagine di elasticità vascolare US è stata utilizzata come coadiuvante imaging modalità di valutazione clinica US lo screening e il monitoraggio di AAAs. La combinazione di queste tecniche fornisce sia informazioni geometriche, come diametro e lunghezza, nonché dati meccanici, come relativa rigidità e la variazione di rigidità. Mentre molte tecniche di imaging di elasticità richiedono un carico esterno per indurre una deformazione misurabile del tessuto, il movimento del tessuto deve essere misurata qui è indotta dai cambiamenti nella pressione aortica causata dal cuore pulsante. Numerosi metodi sono stati pubblicati per risolvere spazialmente ceppo campi a deformare le navi, tuttavia, gli studi di convalida di questi metodi sono stati limitati a pazienti umani, modelli animali o ex vivo tessuto campioni27,28 ,29,30,31,32. Ad oggi, alcuni metodi consentono creazioni di geometrie personalizzate con proprietà del materiale nello spazio varia27,29.
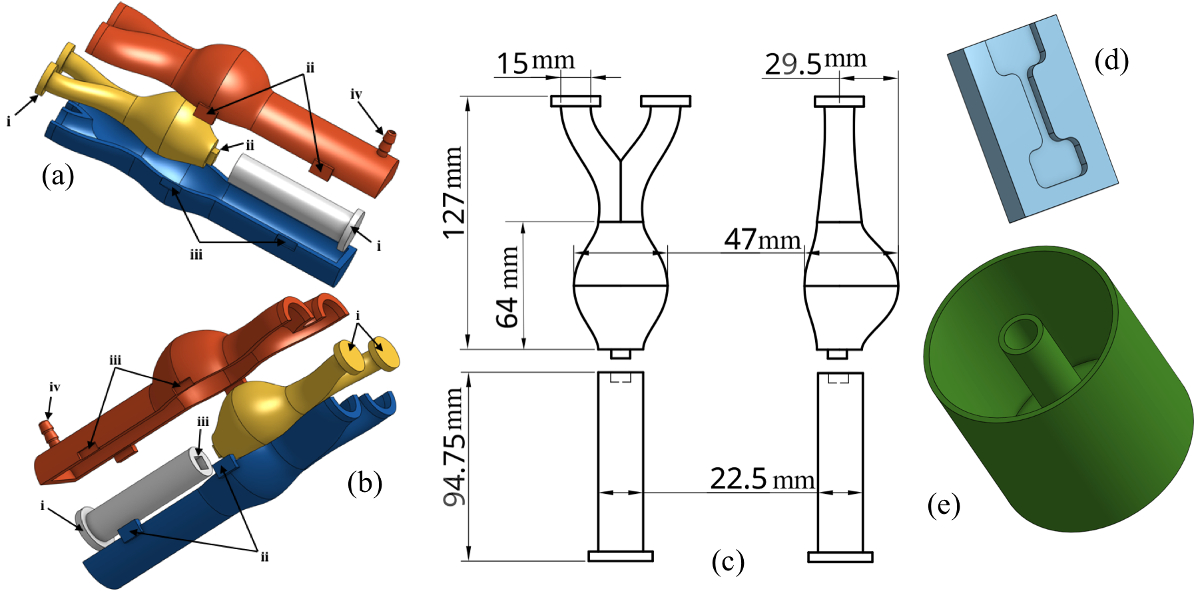
Qui presentiamo un metodo di fabbricazione di noi fantasmi compatibili, che imita il tessuto che possono essere adattati ad una varietà di geometrie aortiche pertinenti e proprietà del materiale per la validazione di tecniche di Elastografia US. Anche se i precedenti gruppi sono stati in grado di progettare i fantasmi di geometria complessa di imitare geometrie AAA utilizzando 3D stampa tecnologia33,34, stampabile gomme sono noti per avere una notevole attenuazione di Stati Uniti e non avere i mezzi per più tardi loro Proprietà del materiale. Fantasmi sono costituiti da cryogel alcool polivinilico (PVA-c), che precedentemente è stato indicato per essere l'ideale per che imita il tessuto vascolare proprietà35. Questi fantasmi possono essere utilizzati negli Stati Uniti, risonanza magnetica ed elastographic imaging36,37,38. La geometria di aneurysm aortico è stata progettata similmente a quella del modello di simulazione creato da Vorp et al. 14. il vaso ha un diametro nominale di 22,5 mm e ha un rigonfiamento aneurismatico che è 64 mm rigonfiamento lungo, 47 mm di diametro ed eccentrico (β = 0,6)14 al lato anteriore del fantasma. L'ultima sezione imita la biforcazione iliaca distale diametro di 15 mm. Il fantasma è stato scelto di avere uno spessore costante di circa 5 mm. Riva et al. segnalato in un piccolo studio che lo spessore del vaso del AAA varia da 0,23-4,26 mm, con un valore mediano di 1,48 mm39. Spessore nominale vaso sull'estremità più grande di quello spettro è stato scelto qui per la produzione di preoccupazioni con l'aspettativa che migliorato le tecniche di stampa 3D migliorerà lo spessore minimo fantasma che è in grado di essere modellato. Stampi fantasma sono stati progettati in CAD e sono 3D stampato utilizzando il filamento e stampanti disponibili in commercio.
Gli stampi sono iniezione riempito con la soluzione di PVA-c e sottoposto ad una serie di cicli di gelo/disgelo (-20 ° C e + 20 ° C) a legame incrociato il polimero di PVA-c e polimerizzare il gel. Il modulo elastico del PVA-c è controllato alterando la concentrazione di gel PVA-c o il numero di cicli di gelo-disgelo. La sezione aneurismatica dello stampo fantasma perdita necessaria a rimuovere dal lume interno del vaso. Questo è stato realizzato tramite l'uso di un alcool polivinilico, filamento stampante 3D (PVA). Anche se chimicamente simile alla polvere di PVA-c, il filamento PVA non polimerizza quando congelati e, come tale, può essere sciolto in acqua, dopo aver impostato il PVA-c. Stampi di esempio aggiuntivi vengono stampate per creare esemplari di prova a trazione, in una configurazione di "osso di cane", con la stessa concentrazione di PVA-c. Questi stampi subiscono gli stessi cicli di gelo/disgelo e vengono utilizzati per prove di trazione per misurare in modo indipendente il modulo elastico delle sezioni fantasma. Un materiale di sfondo è stato prodotto con PVA-c più morbida, fatta per simulare tessuti del retroperitoneum40,41. Questo sfondo fantasma è stato prodotto come un tubo cilindrico assialsimmetrico omogeneo con un diametro interno di 4 cm, un diametro esterno di 16,5 cm e una lunghezza di 16,5 cm. Ed era stata effettuata in una soluzione PVA 5% sottoposti ad un totale di due cicli di congelamento-scongelamento.
I fantasmi di AAA finali sono stati collocati nel fantasma di sfondo e collegati, tramite raccordi tubo e fascette, ad una pompa di acqua emodinamico progettato per deformare i fantasmi con fisiologiche cicliche portate e pressioni. La velocità della pompa è stata impostata per fornire circa un 6-7 kPa pressione impulsi ad un tasso di circa 1 Hz. Ultra immagine sonora sequenze dei fantasmi deformanti sono stati raccolti, e lo sforzo di pressione normalizzato è stato calcolato per identificare le differenze nello spazialmente varie proprietà meccaniche. Risultati rappresentativi della pressione normalizzata ceppo immagini all'interno della regione di nave sono presentate. Le crescenti differenze regionali nel ceppo normalizzato dei fantasmi eterogenei più rigidi, rispetto il fantasma omogeneo, dimostrano le differenze la rigidità del vaso e la nostra capacità di misurarla.
Protocollo
1. scaricare modelli STL da Exchange stampa 3D NIH
- Navigare per lo scambio di stampa 3D NIH (3dprint.nih.gov) e nella voce di ricerca Digitare Simulato aneurismatica aortica Phantom stampo e premere il tasto INVIO.
- Nell'elenco successivo restituito dalla ricerca, trovare il modello " 3DPX-009210" e fare clic su tale voce.
- Clicca sul pulsante Scarica e successivamente fare clic sul file Simulato aneurismatica aortica Phantom Mold.zip dall'elenco a discesa per scaricare questo file.
- Fare doppio clic sul file scaricato per decomprimerlo e memorizzare i file risultanti (InnerDistSTL.stl, InnerProxSTL.stl, OuterAntSTL.stl, OuterPostSTL.stl, BackgroundMoldSTL.stl e SampleMoldSTL.stl) per il computer utilizzato per la stampa 3D in passi 2.1-2.7.
Nota: Si può in alternativa scaricare ciascuno dei file elencati nel passaggio 1.4 separatamente.
2. stampa 3D di stampi
- Aprire il software di interfaccia della stampante 3D e utilizzare il pulsante Connetti per connettersi alla stampante.
- Importare il file STL scaricato OuterAntSTL.stl (Figura 1a, blu) il software di stampa 3D. Il software di stampa 3D, selezionare il pulsante modifica e orientare la parte di stampo facendo clic sul menu ruota e quindi scegliendo i pulsanti X, Yo Z per allineare l'asse parallelo al letto di stampa con il fuori lo stampo di fronte al letto di stampa. Fare clic sul pulsante Salva e quindi fare clic sul pulsante di stampa e stampare la parte di stampo utilizzando il filamento di plastica (PLA) acido polilattico su un singolo estrusore.

Figura 1 : Rappresentazione CAD di Phantom, sfondo e campione forgia. (a) - immagini (b) CAD 3D di nave muffa e orientamento delle parti per il montaggio. Distanziali di registrazione (i), pin (ii), fori (iii) e il foro di riempimento sono mostrati. (c) disegno di lume interno evidenziando le dimensioni interna del vaso. rappresentazione (d) CAD degli stampi del campione. rendering (e) CAD dello stampo fantasma sfondo. Clicca qui per visualizzare una versione più grande di questa figura.
{kind=link}
- Ripetere gli Step 2.2 per il file di OuterPostSTL.stl (Figura 1a, rosso).
- Seguendo lo stesso processo da Step 2.2, importare il file STL InnerDistSTL.stl (Figura 1a, bianco) il software di stampa 3D e selezionare il pulsante "Modifica" e in rotazione dal menu scegliere la X, Yo Z pulsanti per allineare l'asse perpendicolare alla stampa letto e tale che il perno di registrazione (i) è a contatto con il letto di stampa. Fare clic sul pulsante Salva e quindi fare clic sul pulsante di stampa e stampare la parte di stampo usando filamento plastico PLA su un singolo estrusore.
Nota: Non stampare questa parte con la struttura di supporto. Fare non uso più del 30% intaso per questa parte stampata. - Importare il file STL SampleMoldSTL.stl (Figura 1d) il software di stampa 3D. Selezionare il pulsante modifica e nel menu ruota scegliere i pulsanti X, Yo Z per allineare la parte in modo tale che all'interno dello stampo è rivolto verso l'alto dal letto stampa. Fare clic sul pulsante Salva e quindi fare clic sul pulsante di stampa e stampare la parte di stampo usando filamento plastico PLA su un singolo estrusore.
Nota: Non stampare questa parte con la struttura di supporto. Stampare stampi 3 o più campioni. - Importare il file STL BackgroundMoldSTL.stl (Figura 1e) il software di stampa 3D. Selezionare il pulsante "Modifica" e nel menu ruota scegliere i pulsanti X, Yo Z per allineare la parte in modo tale che il fondo dello stampo (cioè, l'estremità chiusa del cilindro) è rivolto verso il letto di stampa. Fare clic sul pulsante Salva e quindi fare clic sul pulsante di stampa e stampare la parte di stampo usando filamento plastico PLA su un singolo estrusore.
Nota: Non stampare questa parte con la struttura di supporto. - Importare il file STL InnerDistSTL.stl (Figura 1a, giallo) il software di stampa 3D. Selezionare il pulsante "Edit" e nel menu ruota scegliere i pulsanti X, Yo Z per allineare la parte in modo tale che l'asse è perpendicolare al letto stampa e perni di registrazione di biforcazione (i) si trovano ad affrontare la stampa letto. Fare clic sul pulsante Salva e quindi fare clic sul pulsante di stampa e stampare la parte di stampo utilizzando polivinilico filamento di plastica (PVA) acido su un singolo estrusore.
- Rimuovere qualsiasi materiale di supporto dalle parti stampate 3D di passaggi 2.1-2.7 (Figura 2a).
Nota: Non è necessario rimuovere la struttura di sostegno dalle parti dello stampo esterno se non interferiscono con l'assieme di stampo.

Figura 2 : La nave fantasma Mold Assembly e finale nave fantasma. (a) la finale stampato stampo stampi lume interno ed esterno. L'estremità distale del lume interno stampato in plastica dissolvable PVA ed è attaccato all'estremità prossimale dello stampo lume interno utilizzando cera deformabile. (b) della tubazione collegata alla porta di iniezione dello stampo lume esterno e il tappo della siringa. (c) la muffa di lume interno dopo la verniciatura a spruzzo di sigillante flessibile. (d) montaggio del lato di rigonfiamento del lume esterno muffa e muffa lume interno con PVA-c (tinte di rosso) aggiunto per fantasmi rigida aneurisma. (e) muffa completo del vaso assemblati e fissati. (f) deformabile cera applicata per le cuciture dello stampo lume esterno per impedire la fuoriuscita dallo stampo di PVA-c. (g) fantasma di PVA-c finale dopo 5 cicli di gelo/disgelo e rimozione dallo stampo. Clicca qui per visualizzare una versione più grande di questa figura.
{kind=link}
3. idrogel preparazione
- Mescolare 22,2 g di polvere di PVA-c in 200 mL di acqua di rubinetto (10% da massa) in un becher di vetro. Forno a microonde la soluzione ad ebollizione e mescolare. Ripetere questo passaggio fino a quando tutta la polvere PVA è sciolto e la soluzione appare traslucida.
- Sospendere 0,4 g di polvere di carbonato di calcio (0,2% da massa) in 10 mL di acqua e aggiungere alla soluzione da passo 2.1 per fungere da scatterers ultrasuono. Mescolare accuratamente. Coprire la soluzione e lasciarla raffreddare a temperatura (RT).
Nota: Per fantasmi omogenei passare al passo 3.5 - Mescolare 17,6 g di polvere di PVA-c in 100 mL di acqua di rubinetto (15% in massa o come desiderato) in un becher di vetro separato. Forno a microonde la soluzione ad ebollizione e mescolare. Ripetere questo passaggio fino a quando tutta la polvere PVA è sciolta e la soluzione appare traslucida.
- Sospendere 0,4 g di polvere di carbonato di calcio (0,2% da massa) in 5 mL di acqua e aggiungere alla soluzione da Step 2.3. Mescolare accuratamente. Coprire la soluzione e lasciarla raffreddare per RT.
- Mescolare 183,7 g di polvere di PVA-c in 3,5 L di acqua di rubinetto (5% da massa) in un'altra pentola grande. Portare la soluzione ad ebollizione e mescolare. Togliete la pentola dal fuoco una volta che la polvere PVA è sciolta e la soluzione appare traslucida.
- Sospendere 7,4 g di polvere di carbonato di calcio (0,2% da massa) in 10 mL di acqua e aggiungere alla soluzione da passo 2,5. Mescolare accuratamente. Coprire la soluzione e lasciarla raffreddare per RT.
4. montaggio di stampi
- Collegare alla porta di iniezione dello stampo lume esterno circa 100 mm del tubo flessibile. All'estremità opposta del tubo, collegare un rubinetto con connessioni siringa (Figura 2b).
- Allineare i perni di registrazione dello stampo lume interno e, utilizzando cera deformabile, aderire la parte di nave rigonfiamento dello stampo per la parte di nave diritta dello stampo lume interno lume interno.
- In un'area ben ventilata, applicare uno strato di spray-on flessibile in gomma all'estremità aneurismatica dello stampo lume interno per impedire l'idrogel di sciogliere la parte di stampo PVA durante il processo di stampaggio (Figura 2c).
Nota: Per fantasmi omogenei passare al punto 4.6. - Con il lato maggiore della parte aneurismatica dello stampo esterno rivolto verso il basso, è necessario riempire il rigonfiamento con 15 mL di soluzione creata nei passaggi da 3.3-3.4 (Figura 2b). Posizionare le parti dello stampo interno montato nella parte anteriore stampo esterno (Figura 2d). Utilizzare elastici per tenere la parte del lume interno in posizione.
Nota: Nella Figura 2, PVA-c è tinta di rosso per la visibilità. - Congelare l'assieme di stampo in un congelatore a-20 ° C per 12 h e togliere dal freezer. Passare al passo 4.6 senza lasciare che la soluzione nel disgelo di montaggio stampo.
- Durante l'attesa per lo stampo congelare (punto 4.4), applicare una generosa quantità di cera deformabile sulla superficie posteriore di uno stampo campione stampato e serrarlo a un foglio di plastica piana taglio alla dimensione minima di circa 100 mm da 60 mm da 10 mm (Figura 3a). Riempire lo spazio tra lo stampo e il foglio di plastica con la stessa soluzione PVA utilizzata al punto 4.3. Congelare lo stampo campione nel freezer stesso (-20 ° C) come la muffa di nave al punto 4.4.

Figura 3 : Campione della muffa e campione finale e sfondo Phantoms. (a) bloccaggio stampo campione e foglio di plastica trasparente. PVA-c è versato nello stampo campione e bolle d'aria sono autorizzate a superficie. (b) PVA-c campione dopo ciclo finale di gelo/disgelo. (c) sperimentale U.S. installazione imaging di phantom simulatore pompa collegata alla e collocato sullo sfondo PVA-c fantasma. Clicca qui per visualizzare una versione più grande di questa figura.
{kind=link}
- Montare e serrare insieme lo stampo intero vaso nell'orientamento indicato in Figura 1un e 1b (Figura 2e). Linea le cuciture degli stampi lume esterno utilizzando una cera deformabile per garantire che l'idrogel non ci siano perdite durante l'iniezione (Figura 2f).
- Riempire una siringa da 60 mL con la soluzione di PVA-c fatta punti 3.1 e 3.2. Con la fine di biforcazione dello stampo a iniettare la soluzione di PVA-c stampo montaggio evitando bolle d'aria nella soluzione iniettata.
Nota: In caso di eventuali perdite durante l'iniezione, pausa iniezione e patch aree che perde con cera deformabile. Ripetere le iniezioni siringa fino a quando la soluzione di PVA-c riempie lo stampo. - Consentire la muffa riposare per 30 min, toccando lo stampo delicatamente ogni 10 min per consentire eventuali bolle d'aria a salire verso l'alto dello stampo. Se necessario, ripetere l'iniezione della siringa a coronamento dello stampo. Congelare l'assieme di stampo intero per 12 h e togliere dal freezer. Permette il montaggio di stampo scongelare a temperatura ambiente per 12 h.
- Mentre in attesa per lo stampo congelare (passo 4,8), assemblare e fissare un altro stampo campione e plastica piana foglio ritagliato come descritto nel passaggio 4.5 (Figura 3a). Riempire lo spazio tra lo stampo e il foglio di plastica con la stessa soluzione PVA utilizzata nel passo 4.7. Congelare e scongelare la muffa campione nel freezer stesso (-20 ° C) e allo stesso tempo come la muffa di nave in passo 4.8 e lo stampo di campione di passaggio 4.5.
- Congelare e scongelare la muffa di nave ed entrambi gli stampi di campione da passaggi 4.5, 4.8 e 4.9 cicli di quattro volte di più, per un totale di cinque - 24h gelo/disgelo. Dopo il ciclo di congelamento/scongelamentoth 5, eliminare i campioni di prova di PVA-c da loro muffe (Figura 3b). Tagliare qualsiasi eccesso cryogel dai campioni e conservarli in un contenitore sigillato di un 5% di soluzione di acqua/del candeggiante di volume a TA.
- Rimuovere il recipiente di PVA-c dallo stampo lume esterno. Attentamente separare la parte di nave diritta dello stampo lume interno dalla parte aneurismatica e rimuovere dal recipiente PVA-c. Tagliare i distanziali di registrazione dalla fine biforcato della parte aneurismatica dello stampo lume interno per esporre il filamento PVA stampato. Posto in un bagno di acqua a RT a sciogliere la parte aneurismatica di PVA.
Nota: Questo può richiedere 24 ore o più, tuttavia, l'aggiunta di acqua calda per il bagno può accelerare il processo di dissoluzione. - Dopo dissoluzione e rimozione di PVA stampato parte da dentro il fantasma nave, memorizzare il fantasma in un contenitore sigillato di un 5% di soluzione di acqua/del candeggiante di volume a TA.
- Riempire lo stampo di sfondo con circa 3,3 L della soluzione di PVA-c effettuata in punti 3.5 e 3.6. Congelamento (-20 ° C) la muffa di sfondo per 12 h e togliere dal freezer. Consentire lo stampo per scongelare a temperatura ambiente per 12 h e ripetere per un totale di 2 cicli di gelo/disgelo.
- Allo stesso tempo come passo 4.13, riempire un assieme di stampo campione con la stessa soluzione di PVA-c utilizzato nel passaggio 4,13 e metterlo attraverso gli stessi campioni di gelo/disgelo come lo stampo di sfondo.
- Dopo il disgelo 2nd , rimuovere il campione di sfondo e sfondo fantasma da loro stampi e conservarli in un contenitore sigillato di un 5% di soluzione di acqua/del candeggiante di volume a TA.
5. phantom e prova a campione
- Inserire un bagno d'acqua grande nave phantom e phantom di sfondo. Collegare l'estremità più grande del vaso all'output della emodinamica acqua pompa42,43 con morsetti per tubi (Figura 3c). Posizionare il vaso fantasma in background fantasma e quindi fissare le estremità biforcate del phantom all'ingresso della pompa emodinamico con morsetti per tubi.
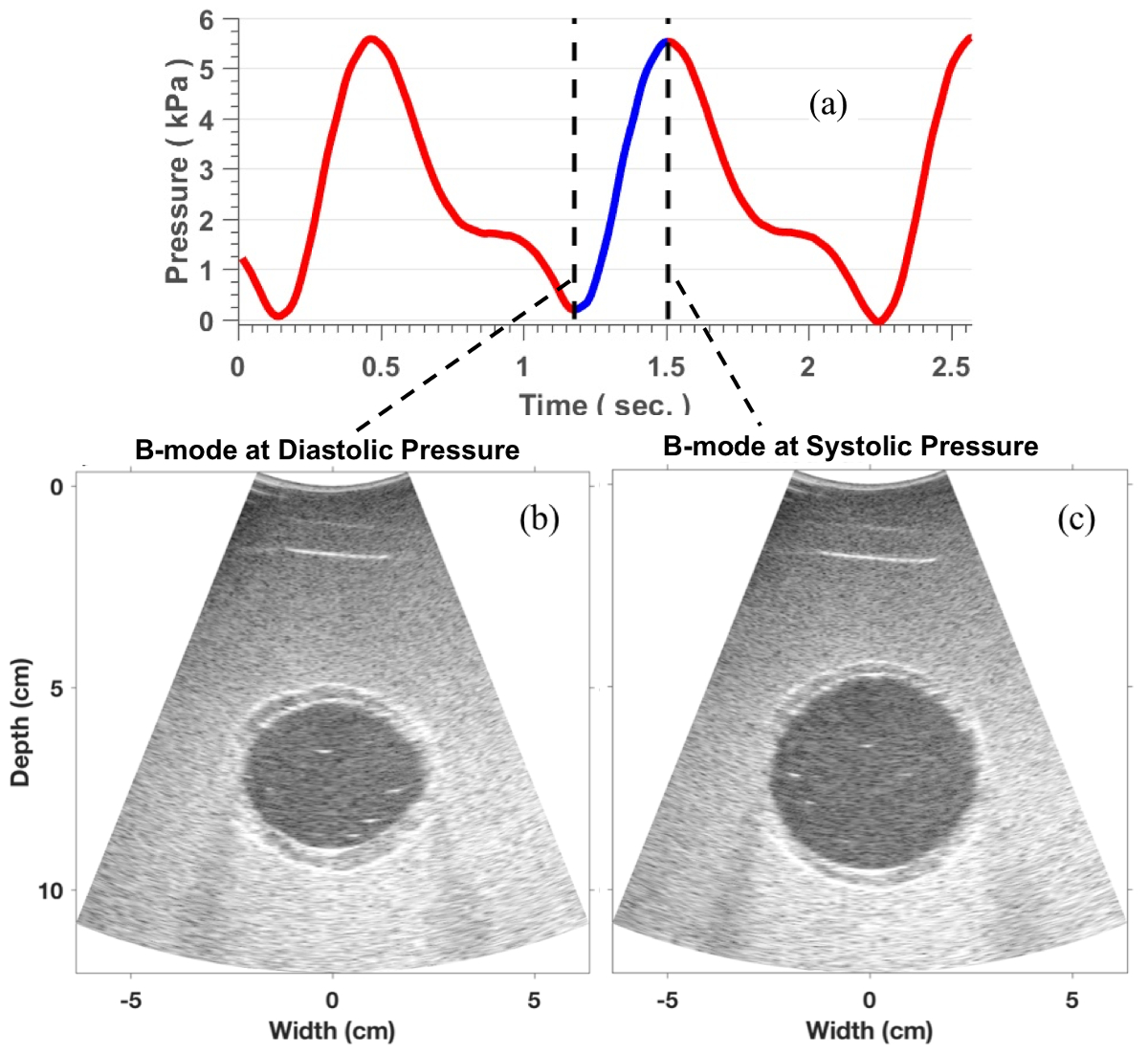
- Posizionare un catetere di sensore di pressione a stato solido nel sistema del vaso e della pompa vicino all'ingresso della pompa emodinamica. Far funzionare la pompa emodinamica tale che le pressioni delle deformazioni parete sono tra un minimo di 0 kPa e una massima 7,5 kPa (Figura 4a).

Figura 4 : Imaging Protocol. (a) profilo di pressione misurata durante l'installazione di immagine fantasma. (b) un'immagine rappresentativa di B-modo del fantasma alla minima pressione. (c) B-mode alla pressione massima. Clicca qui per visualizzare una versione più grande di questa figura.
{kind=link}
- Utilizzare un sistema a ultrasuoni (US) e un trasduttore convesso con una frequenza centrale di circa 5 MHz per raccogliere noi immagini dei fantasmi sfondo e vaso in sezione trasversale nella posizione del diametro del vaso massima (Figura 4b e 4 c ). Registrare i dati di pressione utilizzando un sistema di acquisizione digitale (Figura 4a).
Nota: Dettagli per eseguire l'acquisizione dell'immagine in questo passaggio possono essere trovati in Mix et al44. - Ottenere le stime di spostamento utilizzando una tecnica basata su registrazione di immagine non rigida come descritto in Mix et al. 44. dalle misure dello spostamento bidimensionale (2D) campo (uho(x)), calcolare il campo tensoriale 2D deformazione (εij(x)) valutando la parte simmetrica del gradiente di il campo di spostamento:

- Quindi, calcolare la deformazione principale massima (εp) come la componente principale massima del campo di tensore di sforzo usando la seguente equazione:

- Infine, determinare la struttura del ceppo principale presso il picco di pressione e il divario di questo campo di tensore di deformazione di differenza del catetere di minimo e massimo misurato pressioni (Figura 4a), o la pressione del polso (PP), al spazialmente risolto pressione normalizzata ceppo principio (εp/PP).

Figura 5 : Pressione normalizzata ceppo immagini. Immagini rappresentative della pressione normalizzata deformazione (εp/PP) in%/kPa misurata all'interno del vaso per il 10% omogeneo di massa nave phantom (a) e i fantasmi eterogenei con un 15% in massa (b), 20% da massa e 25% di massa anteriore aneurismatica sezione (parte superiore del vaso). Questa figura è stata modificata da Mix et al. 44. Clicca qui per visualizzare una versione più grande di questa figura.
{kind=link}
Risultati
Rappresentante B-modalità immagini della nave che imita fantasmi sono indicate per le pressioni minime e massime, misurate dal catetere (Figura 4b e 4 c, rispettivamente). In%/kPa la pressione normalizzata deformazione (εp/PP) è indicato per quattro diversi fabbricati fantasmi (Figura 5). Figura 5 viene illustrato il ceppo normalizzato pressione misurato all'interno di un fantasma omogeneo prodotto con un 10% da massa soluzione di PVA-c. Il rapporto del ceppo medio misurato entro il trimestre posteriore (foto in basso) del fantasma al ceppo medio del trimestre anteriore (immagine in alto) era 0.92. Figura 5 b Mostra εp/PP per un fantasma in cui la sezione aneurismatica del fantasma è stato prodotto con un 15% di soluzione di massa PVA-c e il resto del fantasma è stato realizzato utilizzando il 10% da massa PVA-c. Il rapporto di posterior al ceppo anteriore per questo fantasma è stato trovato per essere 1,87. Figura 5 c Mostra εp/PP per il phantom eterogenei con 20% di massa PVA-c, con un posteriore a rapporto di deformazione anteriore di 4,23. Figura 5 d Mostra εp/PP per il phantom eterogenee con 25% di massa PVA-c, con un posteriore a rapporto di deformazione anteriore di 7,37.
I risultati presentati qui dimostrano che fantasmi aortici addominali sono stati creati con geometrie complesse e spazialmente diverse proprietà dei materiali. Progettazione di geometrie fantasma erano, o più specificamente, phantom stampi sono stati fatti utilizzando il software di computer che facilita le alterazioni di geometria fantasma (Figura 1un e 1b). Le muffe possono essere prontamente 3D stampati e assemblati e geometrie di stampi complessi possono essere stampati utilizzando PVA filamento e cera persa rimosso, simile tecniche di fusione. I fantasmi di vaso finale possono essere pressurizzati in modo dinamico e sono stabili sotto carichi di grandi dimensioni (Figura 4a). Fantasmi sono compatibili con l'ultrasuono imaging (Figura 4b e 4 c) e sono di proprietà dei materiali che imitano la rigidità aortica addominale. Variazioni nei rapporti di sforzo nell'anteriore a regioni posteriori delle immagini ceppo dimostrano che le regioni hanno diverse proprietà del materiale (Figura 5) e le prove meccaniche indipendenti sui campioni di quantificare i valori esatti del loro moduli di taglio rispettivo.
Discussione
Questa carta presenta una tecnica per la fabbricazione di fantocci che imita il tessuto per l'uso in test Elastografia o elasticità algoritmi di imaging. L'uso combinato di CAD e 3D printing consente design efficiente dei fantasmi che imiti aortici con geometrie complesse, di là di fantasmi tubolare, tra cui aneurismatico rigonfiamenti. La creazione del fantasma è fatta in 4 passi; 1 progettazione della geometria del fantasma, 2) stampa delle parti dello stampo fantasma, 3) miscelazione delle soluzioni cryogel che in definitiva saranno imitare le caratteristiche ultrasoniche e proprietà meccaniche delle navi fantasma e 4) colata/iniezione della cryogel soluzione nello stampo, impostando il PVA-c con cicli di gelo-disgelo e rimozione del fantasma dallo stampo. L'uso del CAD nella nella progettazione degli stampi ottenuti nel passaggio 1 consente per un semplice significa appunto modificare la geometria dei fantasmi. Stampa delle parti dello stampo occupa attualmente circa il 5-8 h a seconda delle dimensioni della stampa e quindi possa essere facilmente realizzato per ripetute modifiche per gli stampi.
Nel passaggio 3, le soluzioni di cryogel sono create per simulare la nave, il aneurysm e sfondo tessuto con le particelle di carbonato di calcio che imita la dispersione US del tessuto. Le soluzioni di cryogel devono essere mescolate prima dell'uso se le particelle di calcio si sono stabiliti fuori la miscela. L'esatta concentrazione della miscela della cryogel determinerà le proprietà meccaniche finali dei fantasmi. Pertanto, è importante creare i campioni indipendenti di ciascuna delle soluzioni utilizzate nella nave fantasma e sfondo. Anche se non fa parte del protocollo qui, misurazioni indipendenti del modulo elastico del campione devono essere ottenuti utilizzando test di tensione uniassiale. Prove meccaniche indipendenti dei campioni PVA-c per i 10%, 15%, 20% e 25% fantasmi creati nei risultati rappresentativi aveva misurato modulo di taglio di 17,4 ± 1.0 kPa, 48,3 ± 5.7 kPa, 95,1 ± 0,4 kPa e 170.0 ± 4.1 kPa, rispettivamente.
Fase 4 è la fase più critica nella creazione di questi fantasmi. Anche se i perni di registrazioni sono in atto per mantenere le parti dello stampo nella loro corretta posizione rispetto alle altre, è importante garantire che la muffa non separare parti durante il processo di stampaggio. Pertanto, l'uso dei morsetti per tenere lo stampo. La considerazione più importante del passaggio 4 è di minimizzare le bolle d'aria intrappolate nello stampo prima del primo ciclo di congelamento-scongelamento. È spesso utile a un lato dello stampo esterno di smontare e ispezionare il fantasma dopo il primo gelo-disgelo ciclo affinché esso formato correttamente. Questo può risparmiare tempo sprecato mettendo un "cattivo" fantasma attraverso ulteriori cicli. Una volta che il fantasma è stato rimosso dallo stampo completamente, può essere conservato in acqua per parecchie settimane con l'uso continuato.
I fantasmi di PVA-c sviluppati in questo lavoro sono stati creati per imitare specificamente la rigidità ad ultrasuoni e materiale del tessuto aortico. L'uso di alcool polivinilico cryogel consente una più ampia gamma di possibili rigidità meccanica, per imitare meglio le proprietà materiali mutevoli del tessuto aortico rispetto alla maggiore presenza di gomma come materiali33,34. Inoltre, l'utilizzo di idrogel e microfusione cattura meglio le proprietà acustiche di casted gomme o materiali stampati direttamente 3D33,45. Alcune bolle d'aria possono rimanere intrappolate in nostri stampi prima del primo ciclo di congelamento-scongelamento. Questo può causare lacune nel fantasma e portare a debolezza materiale o artefatti acustici. Pertanto, si raccomanda di ispezionare fantasmi fuori dallo stampo dopo il primo gelo-disgelo per determinare se il processo deve essere riavviato. Inoltre, gli autori hanno trovato che la muffa interna può a volte spostare durante il congelamento della parte aneurismatica dei fantasmi. In questo caso, una modifica del protocollo sarebbe creare una parte progettata, stampata, o altrimenti 3D per tenere saldamente lo stampo di lume interno allo stampo esterno anteriore durante il congelamento di questa sezione. Gli autori hanno trovato che usando il lato posteriore dello stampo esterno e un distanziale 5 mm tra la muffa esterna posteriore e la muffa interna funziona bene per questo scopo.
Il fantasma ha sviluppato qui è ideale per studiare l'influenza dei cambiamenti di diametro aneurismatica e luminal spessore o potenzialmente la presenza di embolo nel tessuto modificando i file CAD originali. Tuttavia, lavoro precedente ha anche indicato che tale tecnica costruttiva può essere modificato per produrre geometrie fantasma paziente-specifici, utilizzando immagini di tomografia computata e segmentazione software, anziché CAD design, per creare il 3D stampato fantasma stampi 44. i risultati mostrati qui dimostrano che l'algoritmo è stato in grado di visualizzare le variazioni prodotte nelle proprietà meccaniche delle sezioni fantasma. Si deve osservare che, anche se questi fantasmi sono stati utilizzati per testare tecniche di imaging basata negli Stati Uniti, sono inoltre compatibili con la risonanza magnetica e tomografia computata, sistemi di imaging e che possono essere utilizzati anche oltre lo scopo di elasticità di imaging, per una vasta gamma di nuove tecniche di imaging e le modalità.
Divulgazioni
Gli autori non hanno nulla a rivelare.
Riconoscimenti
Questo lavoro è stato sostenuto dal centro nazionale per le scienze traslazionale avanzando dei National Institutes of Health attraverso n ° premio Ul1 TR000042 e l'Istituto nazionale di Imaging biomedico e Bioingegneria degli istituti nazionali di salute attraverso il premio No. EB018432 R21.
Materiali
| Name | Company | Catalog Number | Comments |
| PLA filament | MatterHackers, MatterHackers.com | MEEDKTKU | |
| PVA filament | MatterHackers, MatterHackers.com | M4MJTECR | |
| LeakSeal | RPM International Inc., Rustoleum.com | 265495 | |
| Polyvinyl alcohol powder (Elvanol 71-30) | DowDuPont Inc., ChemistryStore.com | SKU: 81015 | |
| Calcium Carbonate Powder | greenwaybiotech.com via amazon.com | Amazon: B00HFFCBYQ | |
| Tacky Wax | bards.com via amazon.com | Bards: BB759 Amazon: B016KBDYRS | |
| Rostock max 3D Printer | SeeMeCNC, seemecnc.com | SKU: 84459 | |
| Onshape CAD software | OnShape, onshape.com | ||
| Mattercontrol printer software | MatterHackers, MatterHackers.com | ||
| Mikro-Cath pressure catheter and device | Millar, Inc., millar.com | 4501016/B | |
| BNC digital acquisition | National Instruments Corporation, ni.com | NI USB-6251 BNC | |
| clear cast acrylic sheet | mcmaster-carr Supply Company, mcmaster.com | 8560K274 | |
| Cole-Parmer Stopcocks with Luer Connections; 3-way; male lock, Non-sterile | Cole-Parmer, coleparmer.com | EW-30600-02 | |
| BD Disposable Syringes (60 mL, Luer lock) | Cole-Parmer, coleparmer.com | EW-07945-28 | |
| 6 Inch Ratchet Bar Clamp / 12 Inch Spreader | Tekton, Inc., www.tekton.com | 39181 | |
| Tygon PVC Clear Tubing | mcmaster-carr Supply Company, mcmaster.com | 6516T53 | |
| MTS Qtest Q/5 | MTS Systems Corperation, www.mts.com | 4501016 | |
| MTS 5N Load Cell | MTS Systems Corperation, www.mts.com | 4501016/B | |
| Abaqus FEA | Dassault Systèmes, 3ds.com |
Riferimenti
- Taylor, S. M. The Juxtarenal Abdominal Aortic Aneurysm. Archives of Surgery. 129 (7), 734-734 (1994).
- Nevitt, M. P., Ballard, D. J., Hallett, J. W. Prognosis of Abdominal Aortic Aneurysms. The New England Journal of Medicine. 321 (15), 1009-1014 (1989).
- Crane, C. Arteriosclerotic Aneurysm of the Abdominal Aorta. The New England Journal of Medicine. 253 (22), 954-958 (1955).
- IMPROVE Trial Investigators. Endovascular or open repair strategy for ruptured abdominal aortic aneurysm: 30-day outcomes from IMPROVE randomised trial. British Medical Journal. 348, 7661 (2014).
- Robinson, W. P., et al. Endovascular repair of ruptured abdominal aortic aneurysms does not reduce later mortality compared with open repair. Journal of Vascular Surgery. 63 (3), 617-624 (2016).
- Starnes, B. W., et al. Management of ruptured abdominal aortic aneurysm in the endovascular era. Journal of Vascular Surgery. 51 (1), 9-18 (2010).
- Schermerhorn, M. L., et al. Endovascular vs. Open Repair of Abdominal Aortic Aneurysms in the Medicare Population. The New England Journal of Medicine. 358 (5), 464-474 (2008).
- Darling, R. C., et al. Autopsy study of unoperated abdominal aortic aneurysms. The case for early. Circulation. 56, 161-164 (1977).
- Szilagyi, D. E., Smith, R. F., DeRusso, F. J., Elliott, J. P., Sherrin, F. W. Contribution of abdominal aortic aneurysmectomy to prolongation of life. Annals of Surgery. 164 (4), 678-699 (1966).
- Skibba, A. A., et al. Reconsidering gender relative to risk of rupture in the contemporary management of abdominal aortic aneurysms. Journal of Vascular Surgery. 62 (6), 1429-1436 (2015).
- Parkinson, F., et al. Rupture rates of untreated large abdominal aortic aneurysms in patients unfit for elective repair. Journal of Vascular Surgery. 61 (6), 1606-1612 (2015).
- Grant, S. W. W., et al. Calculating when elective abdominal aortic aneurysm repair improves survival for individual patients: development of the Aneurysm Repair Decision Aid and economic evaluation. Health technology assessment. 19 (32), 1-154 (2015).
- Lederle, F. a., et al. Rupture rate of large abdominal aortic aneurysms in patients refusing or unfit for elective repair. JAMA: the journal of the American Medical Association. 287 (22), 2968-2972 (2002).
- Vorp, D. A., Raghavan, M. L. L., Webster, M. W. Mechanical wall stress in abdominal aortic aneurysm: Influence of diameter and asymmetry. Journal of Vascular Surgery. 27 (4), 632-639 (1998).
- Vande Geest, J. P., et al. Towards a noninvasive method for determination of patient-specific wall strength distribution in abdominal aortic aneurysms. Annals of Biomedical Engineering. 34 (7), 1098-1106 (2006).
- Stringfellow, M. M., Lawrence, P. F., Stringfellow, R. G. The influence of aorta-aneurysm geometry upon stress in the aneurysm wall. Journal of Surgical Research. 42 (4), 425-433 (1987).
- Maier, A., et al. A comparison of diameter, wall stress, and rupture potential index for abdominal aortic aneurysm rupture risk prediction. Annals of Biomedical Engineering. 38 (10), 3124-3134 (2010).
- Raghavan, M. L. L., Vorp, D. A., Federle, M. P., Makaroun, M. S., Webster, M. W. Wall stress distribution on three-dimensionally reconstructed models of human abdominal aortic aneurysm. Journal of Vascular Surgery. 31 (4), 760-769 (2000).
- Di Martino, E. S., et al. Biomechanical properties of ruptured versus electively repaired abdominal aortic aneurysm wall tissue. Journal of Vascular Surgery. 43 (3), 570-576 (2006).
- Gasser, T. C., Ogden, R. W., Holzapfel, G. a. Hyperelastic modelling of arterial layers with distributed collagen fibre orientations. Journal of the Royal Society, Interface / the Royal Society. 3 (6), 15-35 (2006).
- Ruddy, J. M., Jones, J. A., Spinale, F. G., Ikonomidis, J. S. Regional heterogeneity within the aorta: Relevance to aneurysm disease. The Journal of Thoracic and Cardiovascular Surgery. 136 (5), 1123-1130 (2008).
- Raut, S. S., Chandra, S., Shum, J., Finol, E. A. The role of geometric and biomechanical factors in abdominal aortic aneurysm rupture risk assessment. Annals of Biomedical Engineering. 41 (7), 1459-1477 (2013).
- Tavares Monteiro, J. A., et al. Histologic, histochemical, and biomechanical properties of fragments isolated from the anterior wall of abdominal aortic aneurysms. Journal of Vascular Surgery. 59 (5), (2014).
- Vallabhaneni, S. R., et al. Heterogeneity of tensile strength and matrix metalloproteinase activity in the wall of abdominal aortic aneurysms. Journal of endovascular therapy: an official journal of the International Society of Endovascular Specialists. 11 (4), 494-502 (2004).
- Zou, Y., Zhang, Y. Mechanical evaluation of decellularized porcine thoracic aorta. The Journal of Surgical Research. 175 (2), 359-368 (2012).
- Ophir, J., et al. Elastography: Imaging the elastic properties of soft tissues with ultrasound. Journal of Medical Ultrasonics. 29 (4), 155-171 (2002).
- Lopata, R. G. P., et al. Performance evaluation of methods for two-dimensional displacement and strain estimation using ultrasound radio frequency data. Ultrasound in Medicine and Biology. 35 (5), 796-812 (2009).
- Fromageau, J., et al. . Ultrasonics Symposium, 2005 IEEE. , 257-260 (2005).
- Lopata, R. G. P., et al. Vascular elastography: A validation study. Ultrasound in Medicine and Biology. 40 (8), 1882-1895 (2014).
- Mascarenhas, E. J. S., et al. Assessment of mechanical properties of porcine aortas under physiological loading conditions using vascular elastography. Journal of the Mechanical Behavior of Biomedical Materials. 59, 185-196 (2016).
- Brekken, R., et al. Strain estimation in abdominal aortic aneurysms from 2-D ultrasound. Ultrasound in Medicine and Biology. 32 (1), 33-42 (2006).
- Vonk, T., Nguyen, V., Schurink, G., van de Vosse, F., Lopata, R. . Ultrasonics Symposium (IUS), 2014 IEEE International. , 9-12 (2014).
- Cloonan, A. J., et al. 3D-Printed Tissue-Mimicking Phantoms for Medical Imaging and Computational Validation Applications. 3D Printing and Additive Manufacturing. 1 (1), 14-23 (2014).
- Doyle, B. J., et al. Experimental modelling of aortic aneurysms: novel applications of silicone rubbers. Medical Engineering and Physics. 31 (8), 1002-1012 (2009).
- Zell, K., Sperl, J., Vogel, M., Niessner, R., Haisch, C. Acoustical properties of selected tissue phantom materials for ultrasound imaging. Physics in Medicine and Biology. 52 (20), 475 (2007).
- Surry, K., Austin, H., Fenster, A., Peters, T. Poly (vinyl alcohol) cryogel phantoms for use in ultrasound and MR imaging. Physics in Medicine and Biology. 49 (24), 5529 (2004).
- Chu, K. C., Rutt, B. K. Polyvinyl alcohol cryogel: An ideal phantom material for MR studies of arterial flow and elasticity. Magnetic Resonance in Medicine. 37 (2), 314-319 (1997).
- Richards, M. S., et al. Investigating the impact of spatial priors on the performance of model-based IVUS elastography. Physics in Medicine and Biology. 56 (22), 7223-7246 (2011).
- Raghavan, M. L., et al. Regional distribution of wall thickness and failure properties of human abdominal aortic aneurysm. Journal of Biomechanics. 39 (16), 3010-3016 (2006).
- Farsad, M., Zeinali-Davarani, S., Choi, J., Baek, S. Computational Growth and Remodeling of Abdominal Aortic Aneurysms Constrained by the Spine. Journal of Biomechanical Engineering. , (2015).
- Kim, J., Peruski, B., Hunley, C., Kwon, S., Baek, S. Influence of surrounding tissues on biomechanics of aortic wall. International Journal of Experimental and Computational Biomechanics. 2 (2), 105-117 (2013).
- Lillie, J. S., et al. Pulse Wave Velocity Prediction and Compliance Assessment in Elastic Arterial Segments. Cardiovascular Engineering and Technology. 6 (1), 49-58 (2015).
- Varble, N., et al. In vitro hemodynamic model of the arm arteriovenous circulation to study hemodynamics of native arteriovenous fistula and the distal revascularization and interval ligation procedure. Journal of Vascular Surgery. 59 (5), 1410-1417 (2014).
- Mix, D. S., et al. Detecting Regional Stiffness Changes in Aortic Aneurysmal Geometries Using Pressure-Normalized Strain. Ultrasound in Medicine and Biology. 43 (10), 2372-2394 (2017).
- Browne, J., Ramnarine, K., Watson, A., Hoskins, P. Assessment of the acoustic properties of common tissue-mimicking test phantoms. Ultrasound in Medicine and Biology. 29 (7), 1053-1060 (2003).
Ristampe e Autorizzazioni
Richiedi autorizzazione per utilizzare il testo o le figure di questo articolo JoVE
Richiedi AutorizzazioneThis article has been published
Video Coming Soon
Personale delle biblioteche
Copyright © 2025 MyJoVE Corporation. Tutti i diritti riservati