
Method Article
Una catena di processo utensili morbido per lo stampaggio di un componente 3D con Micro pilastri
In questo articolo
Riepilogo
Un protocollo per la realizzazione di inserti per geometrie complesse con micro caratteristiche su superfici impiegando additivo Manufacturing (AM) ad iniezione è presentato.
Abstract
Lo scopo di questa carta è di presente il metodo di una catena di processo utensili morbido che impiegano additivo Manufacturing (AM) per la fabbricazione di iniezione stampaggio inserti con micro caratteristiche superficiali. Gli inserti Soft Tooling sono forniti da Digital Light Processing (IVA foto polimerizzazione) utilizzando un fotopolimero in grado di resistere temperaturea relativamente alta. La parte prodotta qui ha quattro denti con un angolo di 60°. Micro pilastri (Ø200 µm, proporzioni 1) sono disposti sulle superfici di due righe. Stampaggio ad iniezione di polietilene (PE) con gli inserti utensili morbido è usato per fabbricare le parti finali. Questo metodo dimostra che è possibile ottenere componenti stampati a iniezione con microstrutture su geometrie complesse da inserti fabbricati additivi. Il tempo di lavorazione e il costo si riduce notevolmente rispetto agli utensili convenzionali processi basati su computer lavorazioni a controllo numerico (CNC). Le dimensioni delle caratteristiche micro sono influenzate dal processo di produzione additiva applicata. La durata degli inserti determina che questo processo è più adatto per produzione pilota. La precisione della produzione inserti è limitata dal processo di produzione additiva pure.
Introduzione
Il metodo proposto mira a superficie complessa con le peculiarità di un processo di soft-tooling, cioè, utilizzare produzione additiva polimero per produrre inserti per stampaggio ad iniezione di polimeri di fabbricazione. In altre parole, parti di plastica con superfici funzionali sono stampati da inserti in polimero ad iniezione.
Funzionalità di superficie può essere realizzata da micro caratteristiche; per esempio, Doan et al. 1 e Luchetta et al. 2 dimostrare superfici funzionali nel campo della biologia cellulare e Hu et al. 3 Mostra un esempio di elementi ottici, ecc. Un tipo di feature di superficie, micro pilastri, è stato studiato intensivamente per promuovere la proliferazione delle cellule. Essi sono in grado di migliorare l'aderenza tra i tessuti proliferati e la superficie se i micro pilastri sono modellati in determinati modi4,5.
Le repliche di polimero di micro caratteristiche sono state studiate intensivamente, e modanatura preciso può essere realizzato da molti processi6. Per esempio, Metwally et al ha ha segnalato ad alta fedeltà tra le parti modellate e stampo per la replica di sub-micro e micro caratteristiche su superfici piane7.
Ci sono molti protocolli per produzione micro pilastri o funzionalità; Tuttavia, la maggior parte di loro può essere applicata solo su superfici piane o superfici con curvatura costante. Per esempio, Nian et al. 8 hanno mostrato che micro caratteristiche potrebbero essere raggiunto mediante goffratura a caldo su una superficie curva. Tali protocolli non sono adatti per forme complesse con superfici tridimensionali, che sono richieste dalla maggior parte dei dispositivi reali. A quanto pare, la realizzazione di tre cavità tridimensionale con micro caratteristiche sulla superficie le sfide attuali protocolli; nel frattempo, espulsione delle parti potrebbe non riuscire per pilastri di alto allungamento su una superficie complessa se sono non perpendicolari alla direzione di compressione. Bissacco et al. 9 utilizzati inserti stampo 3D e ottenuti Sub-micro caratteristiche di stampaggio; nel loro studio, caratteristiche specifiche Sub-micro con un basso rapporto di aspetto sono stati generati da un processo di anodizzazione di alluminio e replicati correttamente dal polimero su un componente complesso.
I ricercatori hanno tentato di coinvolgere la produzione additiva nelle catene di processo per la replica di polimero al fine di ottenere la struttura superficiale progettata. Lantada et al ha descritto una catena di processo che inizia da prototipi di AM e quindi si avvale di tecniche di rivestimento per l'ottenimento di inserti metallici stampo per iniezione10. Parti di plastica prodotti da AM hanno dimostrati di essere direttamente applicabile come stampo inserti11,12, che è il processo di lavorazione morbida presentato in questo protocollo.
Nel nostro lavoro precedente, abbiamo dimostrato che Ø4 µm PEEK pilastri (2 µm alta) erano con successo demolded su una parete verticale di13di stampaggio ad iniezione. In questo protocollo, il prodotto oggetto dell'inchiesta è un anello con quattro denti, ognuna caratterizzata da aventi un angolo di 60°. Questo prodotto è stato studiato da Zhang et al. 14, dove sono state introdotte caratteristiche micro implementando piastre del nichel di pre-fabbricate, e micro pilastri (Ø4 µm) con aspect ratio di 0,5 sono stati ottenuti mediante stampaggio ad iniezione di gomma del silicone sui denti.
Nel metodo presentato, micro caratteristiche sono ottenibili su superfici complesse, create da una catena di processo utensili morbido. Cavità di stampo in acciaio vengono sostituiti da una serie degli inserimenti eseguiti da IVA AM basate su foto-polimerizzazione. Rispetto al metallo AM, fotopolimero basato AM tecnologia è in grado di raggiungere la più alta precisione15. Inoltre, il tempo di lavorazione e il costo si riduce notevolmente rispetto agli utensili convenzionali processi basati sulla lavorazione CNC. Secondo un recente studio caso16, utilizzando soft-tooling per la termoformatura, il costo è ridotto dal 91%, mentre il tempo consumato è ridotto dal 93%. Questo protocollo è adatto per prodotti che richiedono un design di alta flessibilità e volume di produzione intermedi. È stato dimostrato che inserti realizzati in fibra di carbonio rinforzata fotopolimeri possono resistere fino a 2500 cicli per polietilene prima di stampo evidente deterioramento17ad iniezione. La scelta del materiale stampato ad iniezione è limitata dalle proprietà termiche del fotopolimero selezionata per inserti. Polimeri con alte temperature di fusione non possono essere applicate in una cavità di fotopolimero. In questo studio, polietilene (PE) è stato scelto per condurre test di stampaggio ad iniezione.
Protocollo
1. Inserire la fabbricazione dall'additivo produzione (AM)
- Progettare le cavità necessarie dal software di progettazione assistita da computer (Vedi Materiali supplementari per i file utilizzati in questo lavoro).
Nota: Fabbricare gli inserti direttamente sullo stage edificio senza supporto per evitare di deformare gli inserti durante la polimerizzazione. La tolleranza è di 0,05 mm. - Scegliere una resina per polimerizzazione della foto, in particolare quello che può sopportare la pressione e calore durante lo stampaggio ad iniezione.
Nota: La resina che abbiamo scelto (Vedi Tabella materiali) ha una resistenza alla trazione di 56 MPa, allungamento alla rottura del 3,5%, una resistenza alla flessione di 115 MPa, un modulo flessionale di 3350 MPa e una temperatura di deviazione di calore di 140 ° C18. - Mescolare la miscela di fotopolimero aggravata (proprietaria metacrilato di metile e acrilammide si fondono, con un iniziatore di TiO2 basata foto) accuratamente per un minimo di 30 minuti eseguendo il contenitore del materiale su un rullo di bagnato-laboratorio bottiglia, agitatore di pallone o dispositivo di miscelazione simile.
- Preparare la macchina di polimerizzazione foto (voxel-dimensione di 16 µm):
- Per le macchine di AM ascendente, controllare che il rivestimento di IVA sia integro e puliti accuratamente.
- Per le macchine top-down, ispezionare il sistema pulente per eventuali difetti.
- Controllare la fase di compilazione e regolare la piastra di compilazione utilizzando una lamina di calibro 100 µm a compensare correttamente la piastra di compilazione per l'IVA.
- Pre-accendere la fonte di luce della macchina utensile se possibile raggiungere temperatura allo stato stazionario prima di passare. Questa temperatura dovrebbe essere di 65 ° C nel motore leggero e 30 ° C all'interno della vasca.
- Importare la geometria per il software di preparazione del lavoro. Seguire le linee guida dalla macchina Produttore19.
- Assegnazione dei parametri di macchina appropriata per abbinare il fotopolimero selezionato (luce intensità e spessore per la macchina utilizzata).
- Eseguire la generazione alla massima risoluzione verticale della macchina (25 µm in questa ricerca).
- Pulire gli inserti stampati.
- Risciacquo in isopropanolo esposto alla vasca ad ultrasuoni per 3 min. Risciacquare accuratamente tre volte e garantire che nessun residuo di fotopolimero è lasciato sulla superficie degli inserti stampati.
- Lasciare il solvente evapori completamente a temperatura ambiente e impostare gli inserti in un essiccatore ad asciugare durante la notte a temperatura ambiente.
- Post curare gli inserti secchi usando UV luce lampeggia due volte, ogni volta che entro il 2000 lampeggia con una frequenza di 10 lampi al secondo (Vedi Tabella materiali).
2. ad iniezione (IM)
- Installare il modulo micro iniezione su una macchina di stampaggio convenzionale (Vedi Tabella materiali).
Nota: Nel nostro caso, il modulo di iniezione aveva una vite montata ad un angolo di 45°, diametro della vite era 8 mm, e la forza di serraggio era 100 kN. - Montare gli inserti sulle piastre di stampo.

Figura 1: macchina ad iniezione con stampi. (a) il lato di iniezione è assemblato con le piastre. L'inserto è evidenziato da un cerchio rosso. (b) il lato mobile è assemblato con le piastre con pin di espulsione. L'inserto è evidenziato da un cerchio rosso. Clicca qui per visualizzare una versione più grande di questa figura.
{kind=link}
- Per tener conto delle variazioni durante il processo di stampa, apportare manualmente eventuali lievi modifiche agli inserti necessari al fine di adattare la muffa.
- Avvitare le piastre di stampo sulla macchina.
- Granuli di PE nella tramoggia di carico.
- Impostare il parametro macchina Tstampo a 60 ° C, Tbarile a 175 ° C e Viniezione a 65 mm/s. consentire tempo sufficiente raffreddamento per la parte ad essere Estarre.
- Riscaldare la vite a 31 ° C, 155 ° C, 165 ° C, 170 ° C e 175 ° C dal 1 ° alla 5 ° sessione. Quando la temperatura di fusione è di 175 ° C, inizia lo stampaggio ad iniezione precisa. Una volta che la cavità è riempita, mantenere la pressione di imballaggio di 300 bar per 5 secondi per compensare per contrazione di PE.
- Aprite lo stampo e consentire il pin di espulsione spingere la parte PE fuori dal lato mobile dell'inserto. Se la parte di PE è fissata sull'inserto, prendere parte a mano.
- Arrestare la macchina a 100 cicli di stampaggio ad iniezione (un ciclo è definito da quando lo stampo è chiuso fino a quando la parte viene espulso).
3. qualità valutazione
- Misurare il diametro e la profondità dei fori sugli inserti prima di stampaggio ad iniezione di un microscopio digitale20 di scansione laser. Misura su entrambi gli inserti; in ogni inserto, misurare quattro fori su due aree con distanza diversa al cancello "vicino al cancello" e "lontano dalla porta".

Figura 2: misurato aree evidenziate sull'immagine degli inserti CAD. (a) l'inserto laterale mobile corrispondono al fondoschiena della replica; (b) il lato di iniezione corrisponde al lato superiore della replica. Il cancello di iniezione individua al centro. Nella ricerca vengono confrontati due aree con distanza di differenza al cancello, "lontano dalla porta" e "vicino al cancello". (Questa figura è stata modificata da Zhang et al 201722) Clicca qui per visualizzare una versione più grande di questa figura.
{kind=link}
- Misura diametro e l'altezza dei pilastri sui denti cingolati ottenuti da stampaggio ad iniezione.
Nota: Raggruppare le parti PE ottenute in lotti di 10 pezzi; cioè, 1-10 è il 1 ° lotto, 11-20 è il 2 ° lotto; fino a quando l'ultimo pezzo. Utilizzare un campione casuale in ogni batch e fare le misurazioni sulla parte superiore e lati posteriori; su ogni lato, misura quattro pilastri su due aree con distanza diversa al cancello ("vicino al cancello" e "lontano dalla porta"). - Analizzare i dati con l'assistenza di elaborazione software21 al fine di ottenere le dimensioni dell'immagine.
Risultati
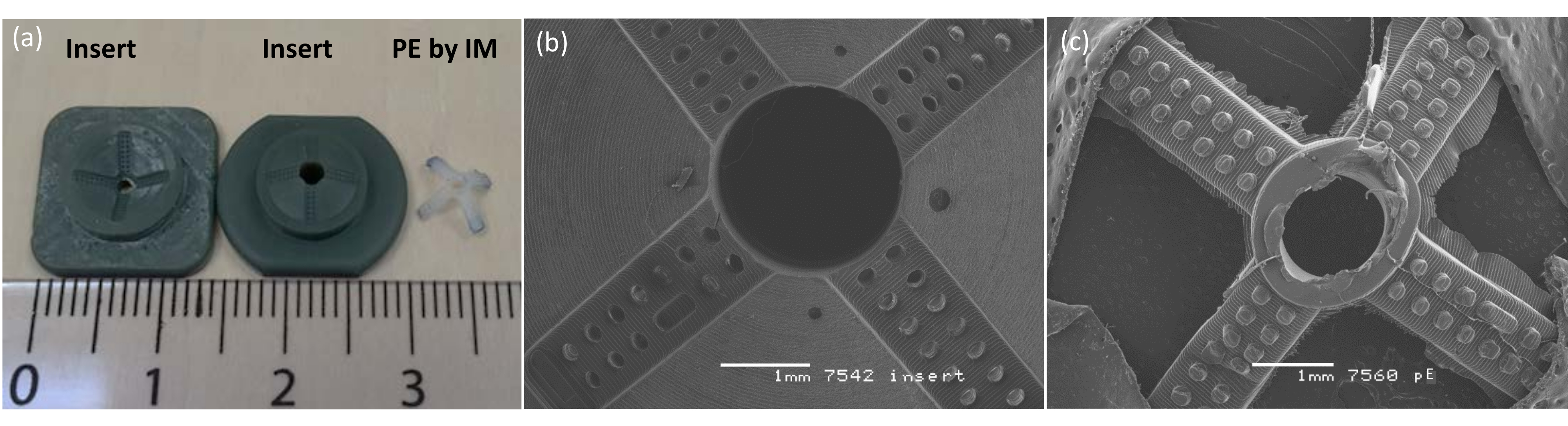
La figura 3 Mostra gli inserti realizzati da AM e le parti PE prodotte mediante stampaggio ad iniezione. Due file di fori circolari erano verticali sulla superficie sui denti (Figura 3 (b)). La dimensione nominale dei fori sugli inserti è Ø200 µm e 200 µm in profondità, con una distanza da centro a centro 400 µm. Le strutture di livello a causa del processo di AM sono chiaramente visibili. In basso a sinistra la linea c'è un segno visibile di pieghevole, che involontariamente ha avvenuto durante la preparazione per SEM
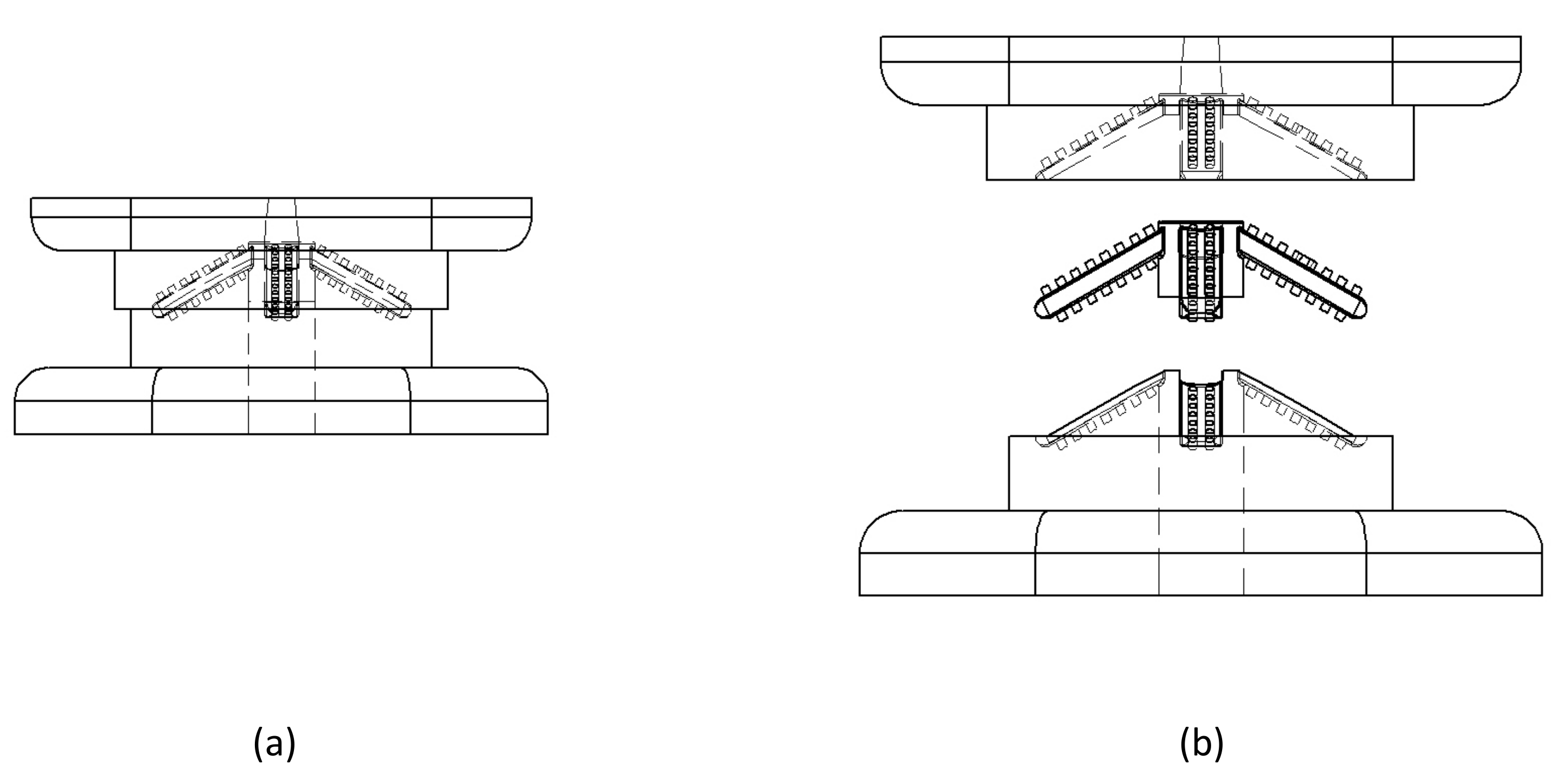
Il processo di compressione è illustrato nella Figura 4. Pilastri non sono parallele alla direzione di compressione. Nessun pilastro rottura è stata osservata in tutti i campioni studiati (Figura 5). In questo senso, la sformatura riusciva. È già visibile che i pilastri sulla posizione di lontano-da-the-gate sono considerevolmente inferiori sul lato superiore causa la caduta di pressione. Per quanto riguarda il diametro, la differenza da posizioni non sono importanti per quanto riguarda l'altezza.
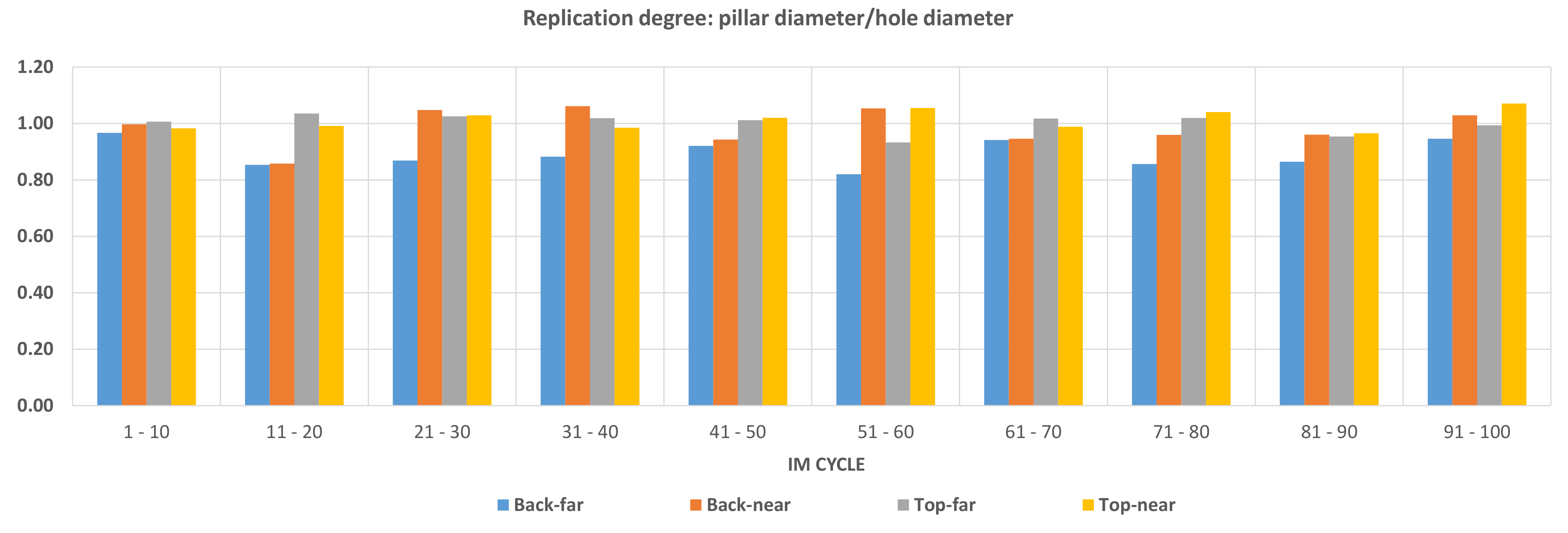
Figura 6 e Figura 7 illustrano come la replica propagati lungo i 100 cicli di stampaggio ad iniezione. Il grado di replica è definito dal rapporto tra la dimensione dei pilastri e la dimensione degli inserti. Lungo i 100 cicli, processo stabile è stato realizzato in ogni posizione relative alla replica sia verticale che laterale. La dimensione dei fori sugli inserti erano immutati dopo lo stampaggio ad iniezione, che ha confermato questa conclusione. L'altezza dei pilastri posizionati lontano dalla porta erano inferiori a quelli collocati vicino al cancello, perché polimero flusso aumenta la viscosità quando aumenta la lunghezza del flusso.
I parametri di stampaggio ad iniezione sono state varie all'interno della gamma consentita dal foglio dati materiale. Nella finestra del processo esplorato, la maggior parte delle piste ha raggiunge più di 80 cicli, confermando che la durata del tagliente dell'AM inserisce non è stata influenzata nella finestra del processo esplorato. Tuttavia, l'aragosta si è verificato per gli inserti per il lato di iniezione in alcuni test quando la pressione di iniezione è stata elevata. Ciò è dovuto la parte centrale dell'inserto essendo molto più sottile.

Figura 3: inserti e repliche. (a) inserti prodotte dal processo di produzione di additivi formano cavità dello stampo; viene visualizzata la finestra di una replica di polietilene (PE), prodotta da stampaggio ad iniezione. Marcature del righello di riferimento sono millimetri; numeri da segnare centimetri. (b) microscopio elettronico a scansione (SEM) immagine mostra la superficie dell'inserto; (c) immagine di SEM Mostra la superficie delle parti PE fatto da stampaggio ad iniezione. ((a) e (b) sono state modificate da Zhang et al 201722) Clicca qui per visualizzare una versione più grande di questa figura.
{kind=link}

Figura 4: successo sformatura. La sformatura riusciva anche se pilastri non sono parallele alla direzione di compressione. (a) stampi chiudere e aprire (b) stampi per sformatura. (Questa figura è stata modificata da Zhang et al 201722) Clicca qui per visualizzare una versione più grande di questa figura.
{kind=link}

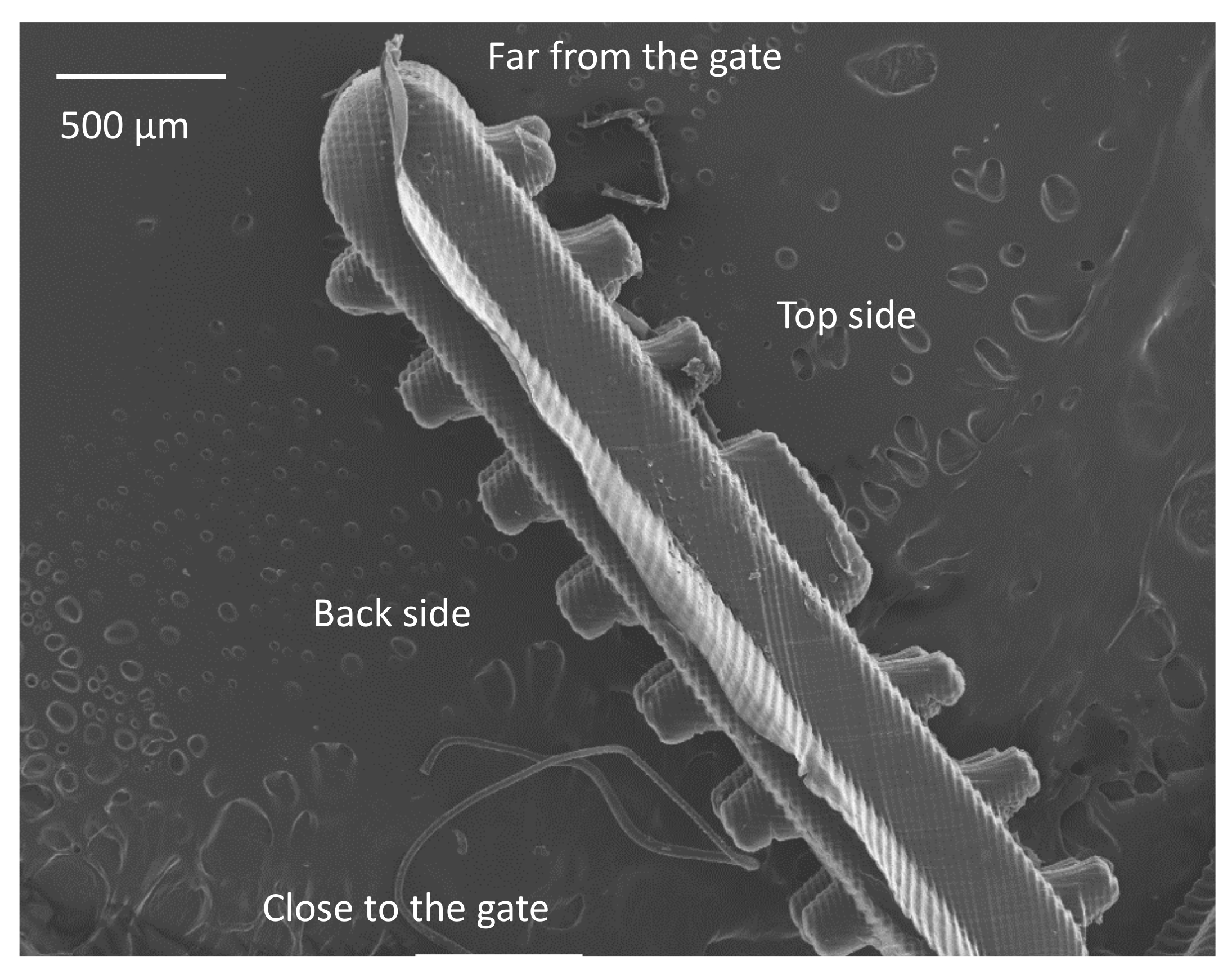
Figura 5: immagine di SEM della vista laterale di una casuale tine. Le posizioni di quattro indagate sono etichettate sull'immagine. (Questa figura è stata modificata da Zhang et al 201722) Clicca qui per visualizzare una versione più grande di questa figura.
{kind=link}

Figura 6: pilastro grado replica altezza. Il grado di replica dell'altezza del pilastro è definito dall'altezza della colonna/profondità del foro. Il valore medio del grado replica alle quattro posizioni è stato visualizzato in ogni batch. Un campione a caso selezionato è stato misurato in ogni batch. Le quattro posizioni sono "Back-lontano" per la posizione lontano dalla porta sul lato posteriore, "Back-vicino" per la posizione vicino al cancello sul lato posteriore, "Top-lontano" per la posizione lontano dalla porta a fesa, e "Top-vicino" per la posizione vicino al cancello sul lato superiore. (Questa figura è stata modificata da Zhang et al 2017 22) Clicca qui per visualizzare una versione più grande di questa figura.
{kind=link}

Figura 7: pilastro grado replica diametro. Il grado di replica del diametro pilastri è definito dal diametro del pilastro/diametro del foro. Il valore medio del grado replica alle quattro posizioni è stato visualizzato in ogni batch. Un campione a caso selezionato è stato misurato in ogni batch. Le quattro posizioni sono "Back-lontano" per la posizione lontano dalla porta sul lato posteriore, "Back-vicino" per la posizione vicino al cancello sul lato posteriore, "Top-lontano" per la posizione lontano dalla porta a fesa, e "Top-vicino" per la posizione vicino al cancello sul lato superiore. (Questa figura è stata modificata da Zhang et al 2017 22). Clicca qui per visualizzare una versione più grande di questa figura.
{kind=link}
Discussione
Questo metodo è adatto per la produzione di inserti per le parti di polimero con forme complesse. Essa sostituisce la cavità di stampo in acciaio strumento in macchina con un set di inserti di morbido strumento fatto da polimeri di stampaggio ad iniezione. il tempo di lavorazione e il costo è ridotto rispetto alla tradizionale lavorazione dei metalli; di conseguenza, il ciclo di produzione è ridotto. Questa catena di processo è adatta per prodotti in produzione scala intermedia (da 1000-10.000 cicli di iniezione stampaggio o simili), ma alta variazione nel design. Inoltre, per inserti stampati in 3D, piastre di stampo speciale non sono necessari. Piastre di stampaggio ad iniezione standard commerciali sono stati acquistati e lavorati per adattare gli inserti.
La tecnologia attuale stato, soft tooling non riesce da un meccanismo distinto17. Il meccanismo di rottura è stato identificato per essere collegati alla temperatura di deviazione di calore dell'inserto utensili morbido e la decomposizione è stata identificata per essere dovuto degassamento. Pertanto, il punto più critico è quello di scegliere la giusta resina per gli inserti prodotto da produzione additiva. La proprietà termica e meccanica determina la durata degli inserti, cioè, quanti cicli può resistere durante lo stampaggio ad iniezione. Determina inoltre la gamma di polimero stampato; la temperatura dello stampo il polimero stampato non dovrebbe essere superiore alla temperatura di deflessione di inserire il materiale.
Il secondo passaggio critico nel protocollo è il disegno dell'inserto. Devono essere seguite le regole generali di progettazione di stampi e parti meccanicamente deboli dovrebbero essere evitati su un inserto in polimero stampato 3D; in caso contrario, la vita dell'utensile sarà interessata a causa di guasti come crepe.
La qualità della superficie dei pezzi stampati ad iniezione ottenuti è limitata dal processo di produzione additiva applicata. Post-elaborazione come incisione chimica è una possibile soluzione per migliorare la qualità della superficie. Precisione delle caratteristiche superficiali è un altro problema a causa del processo di produzione additiva.
Questo metodo crea la possibilità per la creazione di micro caratteristiche sulla superficie reale libera su un nuove richieste di riunione della piattaforma di produzione industriale. Pertanto, questo metodo ha il potenziale per essere applicato e studiati per applicazioni in connessione con dispositivi medici di nuova generazione che richiedono caratteristiche micro su forme complesse, per esempio nell'ambito di dispositivi medici o impiantare dispositivi14 . Questo metodo faciliterà la creazione di valore attraverso le spese significativamente ridotte per produzioni di serie di volume medio-piccole e influenzare positivamente la scala cronologica per la produzione del divario tra 1-10 singoli dispositivi e vera e propria produzione di massa. Si aprirà nuovi prodotti di alto valore e soluzioni di design.
Divulgazioni
Gli autori non hanno nulla a rivelare.
Riconoscimenti
Questa carta segnala lavori intrapresi nell'ambito del progetto "avanzato trattamento superficiale per dispositivi medici impiantabili" finanziato dal fondo per l'innovazione Danimarca. L'autore riconosciamo con gratitudine il sostegno europeo innovativo formazione rete MICROMAN "Processo Fingerprint per zero difetti Net-shape MICROMANufacturing", finanziato dal programma quadro Orizzonte 2020 per la ricerca e l'innovazione dell'Unione europea Unione.
Materiali
| Name | Company | Catalog Number | Comments |
| Photopolymer resin | EnvisionTec | HTM140 V2 | |
| Resin mixing device | IKA | Vortex Genius 3 | |
| 3d printer | Envisiontec | Perfactory 3 | |
| UV light flash unit | EnvisionTec | Otoflash unit | |
| Polyethylene | lyondellbasell | PE Purell 1840 | |
| Injection moulding machine | Arburg | Allrounder 370A | |
| Image processing | SPIP | 6.2.8 |
Riferimenti
- Doan, N., et al. Low-Cost Photolithographic Fabrication of Nanowires and Microfilters for Advanced Bioassay Devices. Sensors. 15 (3), 6091-6104 (2015).
- Lucchetta, G., et al. Effect of injection molded micro-structured polystyrene surfaces on proliferation of MC3T3-E1 cells. Express Polymer Letters. 9 (4), 354-361 (2015).
- Hu, H., Tian, H., Shao, J., Ding, Y., Jiang, C., Liu, H. Fabrication of bifocal microlens arrays based on controlled electrohydrodynamic reflowing of pre-patterned polymer. Journal of Micromechanics and Microengineering. 24 (9), 095027 (2014).
- Kolind, K., Dolatshahi-Pirouz, A., Lovmand, J., Pedersen, F. S., Foss, M., Besenbacher, F. A combinatorial screening of human fibroblast responses on micro-structured surfaces. Biomaterials. 31 (35), (2010).
- Wilkinson, C. D., Riehle, M., Wood, M., Gallagher, J., Curtis, A. S. G. The use of materials patterned on a nano- and micro-metric scale in cellular engineering. Materials Science and Engineering C. 19 (1-2), 263-269 (2002).
- Hansen, H. N., Hocken, R. J., Tosello, G. Replication of micro and nano surface geometries. CIRP Annals. 60 (2), 695-714 (2011).
- Metwally, K., Barriere, T., Khan-Malek, C. Replication of micrometric and sub-micrometric structured surfaces using micro-injection and micro-injection compression moulding. International Journal of Advanced Manufacturing Technology. 83 (5-8), 779-789 (2016).
- Nian, S. -. C. Novel embossing system for replicating micro-structures on curved surfaces. International Polymer Processing. 29 (3), 364-370 (2014).
- Bissacco, G., et al. Application of functional nano-patterning to polymer medical micro implants. Proceedings of the 4m/icomm2015 Conference. , (2015).
- Diaz Lantada, A., Piotter, V., Plewa, K., Barie, N., Guttmann, M., Wissmann, M. Toward mass production of microtextured microdevices: Linking rapid prototyping with microinjection molding. International Journal of Advanced Manufacturing Technology. 76 (5-8), 1011-1020 (2015).
- Volpato, N., Solis, D. M., Costa, C. A. An analysis of Digital ABS as a rapid tooling material for polymer injection moulding. International Journal of Materials and Product Technology. 52 (1-2), 3-16 (2016).
- Mischkot, M., Hansen, H. N., Pedersen, D. B. Additive manufacturing for the production of inserts for micro injection moulding. Proceedings of Euspen's 15th International Conference & Exhibition. , (2015).
- Zhang, Y., Hansen, H. N., Sørensen, S. Injection molding of micro pillars on vertical side walls using polyether-ether-ketone (PEEK). Proceeding of 11th International Conference on Micro Manufacturing. , (2016).
- Zhang, Y., Mischkot, M., Hansen, H. N., Hansen, P. Replication of microstructures on three-dimensional geometries by injection moulding of liquid silicone rubber. Proceedings of the 15th International Conference on Metrology and Properties of Engineering Surfaces, ASPE, March 2015. , (2015).
- . . Envisiontec Perfactory MML with ERM. Technical Specifications Document no. MK-MCS-P3MiniMulti-V01-FN-EN. , (2018).
- Hofstätter, T., Mischkot, M., Pedersen, D. B., Tosello, G., Hansen, H. N. Evolution of surface texture and cracks during injection molding of fiber-reinforced, additively-manufactured, injection molding inserts. Proceedings of ASPE Summer Topical Meeting 2016: Dimensional Accuracy and Surface Finish in Additive Manufacturing. , (2016).
- . Perfactory® Material Available from: https://envisiontec.com/wp-content/uploads/2016/09/MK-MTS-HTM140IndustrialIV-V01-FN-EN.pdf (2017)
- . Software Manual, 2010 Available from: https://digfablab.wikispaces.com/file/view/Getting+started.pdf (2010)
- . . Olympus LEXT OLS4100 laser scanning digital microscope Manual. , (2018).
- . SPIP™ - Analytical Software for Microscopy Available from: https://www.imagemet.com/products/spip/ (2017)
- Zhang, Y., Pedersen, D. B., Gøtje, A. S., Mischkot, M., Tosello, G. A soft tooling process chain employing additive manufacturing for injection molding of a 3d component with micro pillars. Journal of Manufacturing Processes. 27, 138-144 (2017).
Ristampe e Autorizzazioni
Richiedi autorizzazione per utilizzare il testo o le figure di questo articolo JoVE
Richiedi AutorizzazioneThis article has been published
Video Coming Soon
Personale delle biblioteche
Copyright © 2025 MyJoVE Corporation. Tutti i diritti riservati