
Method Article
마이크로 3D 부품의 사출 성형에 대 한 부드러운 금형 프로세스 체인 기둥
요약
첨가제 제조 (오전)을 채용 하는 표면에 마이크로 기능으로 복잡 한 형상에 대 한 삽입 성형 사출 날조를 위한 프로토콜 제공 됩니다.
초록
이 문서의 목적은 부드러운 금형 프로세스 체인 마이크로 표면 기능 사출 성형 삽입의 제조에 대 한 첨가제 제조 (오전)을 채용의 방법을 제시 하는 것입니다. 부드러운 공구 삽입 디지털 빛 가공 (부가 가치세 사진 중 합) photopolymer 상대적으로 높은 temperaturea를 견딜 수 있는 사용 하 여 제조 된다. 여기에 제조 부분에는 60 °의 각도와 4 가지 있다. (Ø200 µ m, 1의 가로 세로 비율) 마이크로 기둥 표면에 두 개의 행으로 정렬 됩니다. 부드러운 공구 삽입과 폴 리 에틸렌 (PE) 사출 성형 최종 부품을 조작 하는 데 사용 됩니다. 이 방법은 첨가제 제조 삽입 하 여 마이크로 구조 복잡 한 형상에 사출 성형 부품을 얻을 수 보여줍니다. 가공 시간 및 비용 컴퓨터 수치 제어 (CNC) 가공에 따라 기존의 금형 프로세스에 비해 크게 감소 된다. 마이크로 기능 치수 적용된 첨가제 제조 프로세스에 의해 영향을 받습니다. 삽입의 일생이이 과정은 시험 생산에 대 한 더 적합 한 결정 합니다. 삽입 생산의 정밀도 뿐만 아니라 첨가제 제조 과정에 의해 제한 됩니다.
서문
제시 하는 방법 소프트 금형 과정, 즉, 폴리머 사출 성형에 대 한 삽입을 생산 하기 위해 폴리머 첨가제 제조를 사용 하 여 마이크로 기능 복잡 한 표면 제조 목표로 합니다. 즉, 폴리머 기능성 표면 부품은 사출 성형 고분자 삽입에 의해입니다.
표면 기능을 마이크로 기능;에 의해 실현 될 수 있다 예를 들어, Doan 외. 1 과 Luchetta 외. 2 세포 생물학과 Hu 외 의 분야에서 기능성 표면 설명 3 광학 요소, 등 의 예를 보여 줍니다. 한 가지 유형의 표면 기능, 마이크로 기둥, 세포 증식 촉진을 위한 집중적으로 조사 했다. 그들은 마이크로 기둥 특정 방법4,5에 꽃무늬는 경우 증식된 조직 및 표면 사이의 결합을 향상 시킬 수 있습니다.
마이크로 기능 고분자 복제 집중적으로 연구, 그리고 정확한 성형 많은 프로세스6에 의해 달성 될 수 있다. 예를 들어, Metwally 그 외 여러분 평면 표면7에 성형된 부품 및 복제 마이크로 마이크로 하위 기능에 대 한 금형 사이 고 충실도 보도 했다.
있다 많은 프로토콜 제조 마이크로 기둥 또는 기능; 그러나, 그들의 대부분은 평면 서피스 또는 일정 곡률으로 표면에 적용할 수 있습니다. 예를 들어, Nian 외. 8 마이크로 기능 핫 엠보싱 곡선된 표면에 의해 달성 될 수 있었다 보여주었다. 그 프로토콜 3 차원 표면, 대부분 실제 장치에 의해 요구 되는 복잡 한 모양을 위한 적합 하지 않습니다. 분명히, 제작 3 차원 캐비티 표면에 마이크로 기능 도전 현재 프로토콜; 만약 그들이 비 수직 사출 부품의 복잡 한 표면에 높은 종횡비 기둥에 대 한 실패할 수 있습니다 한편, demolding 방향에. Bissacco 외. 9 3D 금형 인서트를 사용 하 고 사출 성형;에 의해 얻은 하 마이크로 기능 그들의 연구에서 낮은 종횡비와 특정 하 마이크로 기능 프로세스를 아노다이징 알루미늄에 의해 생성 된 되었고 폴리머 복잡 한 구성 요소에 의해 성공적으로 복제.
연구팀은 고분자 복제에 대 한 프로세스 체인에 첨가제 제조 설계 표면 질감을 달성 하기 위하여 포함 하려고 했습니다. Lantada 외. 오전 프로토 타입에서 시작 하 여 다음 금속 금형 인서트 사출 성형10을 얻기 위해 코팅 기법을 사용 하 여 프로세스 체인을 설명 합니다. 오전에 의해 생산 하는 고분자 부품 형 삽입11,12이 프로토콜에 부드러운 금형 과정으로 직접 적용할 수 있도록 입증 되었다 있다.
우리의 이전 작품에서는, 우리는 Ø4 µ m 픽 기둥 (2 µ m 높은) 성공적으로 사출 성형13에 의해 수직 벽에 demolded는 증명 하고있다. 이 프로토콜에서 조사 제품 4 가지 반지, 각 60 °의 각도 함으로써 특징. 이 제품은 장 수 그 외 여러분 에 의해 공부 하고있다 14, 마이크로 기능을 구현 하 여 소개 되었다 사전 조작 니켈 플레이트, 그리고 마이크로 기둥 (Ø4 µ m) 0.5의 비율로 tines에 실리콘 고무 사출 성형 하 여 얻은 했다.
제시 방법에서 마이크로 기능 소프트 툴 프로세스 체인에 의해 만들어진 복잡 한 표면에 얻어질 수 있다. 철강 금형 충 치 통 사진 중 합-기반 오전 의해 삽입의 집합으로 대체 됩니다. 금속 오전에 비해, photopolymer 기반 기술은 이다 높은 정밀도15달성할 수 있어요. 또한, 가공 시간 및 비용 CNC 가공에 따라 기존의 금형 프로세스에 비해 크게 감소 된다. 최근 사례 연구16에 따르면 thermoforming에 대 한 소프트-도구를 사용 하 여 비용 감소 됩니다 91%, 소비 시간 93%로 감소 하는 동안. 이 프로토콜은 중간 생산 볼륨과 높은 설계 유연성을 요구 하는 제품에 적합 합니다. 그것은 탄소 섬유 강화 광에서 제조 삽입 2500 사출 성형 눈에 띄는 금형 악화17전에 폴 리 에틸렌 대 주기까지 견딜 수 있습니다 입증 되었습니다. 사출 성형 재료의 선택은 삽입에 대 한 선택한 photopolymer의 열 특성에 의해 제한 됩니다. 높은 녹는 온도와 폴리머 photopolymer 캐비티에 적용 되지 않을 수 있습니다. 이 연구에서는 폴 리 에틸렌 (PE) 사출 성형 테스트 실시 선정 되었습니다.
프로토콜
1. 삽입 (오전)을 제조 하는 첨가제로 제조
- 컴퓨터 지원 설계 소프트웨어에 의해 필요한 구멍 디자인 (이 작품에 사용 되는 파일에 대 한 보충 자료 를 참조).
참고: 직접 스테이지의 건물을 피하기 위해 치료 하는 동안 삽입을 휘게 지원 없이 삽입을 제조 한다. 공차는 0.05 m m입니다. - 하나를 선택 수 지 사진 중 합에 대 한 특히 사출 성형 동안 압력과 열을 견딜 수 있는.
참고: 수 지 ( 재료의 표참조) 선택 56 MPa, 연신 율 3.5%의 휴식, 115 MPa의 굽 힘 강도, 3350 MPa의 굴곡 계수 및 140 ° C18의 열 변형 온도에서 인장 강도. - 젖은 실험실 병 롤러, 플라스 크 쉐이 커에 재료 용기를 실행 하 여 최소 30 분에 대 한 철저 하 게 복합된 photopolymer 블렌드 (독점 메 틸 메타 크 릴 산 및 아크릴 혼합, 티 오2 기반 사진 시작자)를 혼합 또는 유사한 혼합 장치입니다.
- 사진 중 합 기계 (복-16 µ m의 크기)를 준비:
- 상향식 오전 기계에 대 한 부가 가치세 코팅 손상 하 고 철저 하 게 청소 있는지 확인 합니다.
- 탑-다운 기계, 닦는 시스템 결함을 검사 합니다.
- 빌드 단계를 검사 하 고 올바르게 빌드 접시 vat 오프셋 100 µ m 게이지 호 일을 사용 하 여 빌드 접시를 조정 합니다.
- 미리 진행 하기 전에 정상 온도 도달 가능 하면 기계 도구의 광원을 점화. 이 온도 65 ° C 가벼운 엔진 및 부가 가치세 내부 30 ° C 이어야 한다.
- 작업 준비 소프트웨어에 기를 가져옵니다. 기계 제조 업체19에서 지침을 따릅니다.
- 선택한 photopolymer (빛 강도와 레이어 두께 사용된 기계에 대 한)에 맞게 적절 한 기계 매개 변수를 할당 합니다.
- 높은 수직 기계 해상도 (이 연구에서 25 µ m)에서 빌드를 실행 합니다.
- 인쇄 된 삽입을 청소.
- 행 구 기 소 프로 파 놀 3 분에 대 한 초음파 목욕에 노출에 그들 세 번 철저 하 게 헹 구 고 photopolymer 잔류물 없음 인쇄 된 삽입의 표면에 남아
- 실 온에서 완전히 증발 하 고 실 온에서 건조 하룻밤 desiccator에 삽입을 설정 하는 용 매를 허용 합니다.
- 게시물 치료 말린된 삽입 UV를 사용 하 여 초당 10 섬광의 주파수와 함께 2000 년까지 각 시간 깜박 표시등이 두 번 ( 재료의 표참조).
2입니다. 사출 성형 (IM)
- 기존의 사출 성형 기에 마이크로 주입 모듈 설치 ( 재료의 표참조).
참고: 우리의 경우, 주입 모듈 했다 45 °의 각도로 장착 나사, 나사 직경 8mm, 있었고 클램핑 힘 100 kN. - 금형 판에 삽입을 탑재 합니다.

그림 1: 사출 기계 금형. (a) 사출 측면 판으로 조립 된다. 삽입은 빨간색 동그라미에 의해 강조 표시 됩니다. (b) 이동식 측면 방출 핀 접시로 조립 된다. 삽입은 빨간색 동그라미에 의해 강조 표시 됩니다. 이 그림의 더 큰 버전을 보려면 여기를 클릭 하십시오.
{kind=link}
- 인쇄 과정에서 변이 담당 하도록 수동으로 수정할 어떤 약간의 삽입을 금형에 맞게 필요한.
- 기계에 금형 플레이트를 나사.
- 호퍼에과 립 PE를 로드 합니다.
- 60 ° c, T 175 ° C에서,배럴 및 65 m m V주입 기계 매개 변수 T형 을 설정/s. demolded 될 부분에 대 한 충분 한 냉각 시간을 허용 합니다.
- 31 ° C, 155 ° C, 165 ° C, 170 ° C 5 세션 1에서 175 ° C에서 나사를 열. 용융 온도 175 ° C, 정확한 사출 성형을 시작 합니다. 일단 구멍 가득, PE 수축에 대 한 보상을 5 초 동안 300 바의 패킹 압력을 유지 합니다.
- 금형을 열고 방출 핀 삽입의 이동 가능한 측면에서 PE 부분을 밀어 수 있도록 합니다. PE 부분 삽입에 고정 됩니다, 경우 참여 밖으로 손으로.
- 100 사이클 (주기 정의에서 부분 나올 때까지 금형이 닫힐 때) 사출 성형의에서 컴퓨터를 중지 합니다.
3. 품질 평가
- 디지털 현미경20 스캐닝 레이저를 지름과 사출 성형 하기 전에 삽입에 구멍의 깊이 측정 한다. 두 삽입;에서 측정 각 삽입에 게이트 "게이트" 및 "게이트" 멀리 다른 거리와 두 지역에 4 개의 구멍을 측정 합니다.

그림 2: 삽입의 CAD 이미지에 강조 하는 영역을 측정. (a)는 이동식 측면 삽입 복제;의 내리에 해당 (b) 주입 측면 복제본의 상단 측면에 해당합니다. 사출 게이트 중심에 찾습니다. 게이트, "지금까지 게이트"와 "게이트" 근처에 차이 거리 두 분야 연구에 비교 됩니다. (이 그림 수정 된 장 외. 201722) 이 그림의 더 큰 버전을 보려면 여기를 클릭 하십시오.
{kind=link}
- 지름 측정 고 사출 성형에서 가져온 추적 된 가지에 기둥 높이.
참고: 그룹 취득된 PE 부품 10 개;의 일괄 처리로 즉, 1-10 1 배치, 11-20 제 2 배치; 까지 마지막 조각. 한 무작위 샘플을 사용 하 여 각 일괄 처리에서 고 정상 및 뒤 측;에 측정 각 측면에 4 개의 기둥 ("가까운 문" 및 "게이트" 멀리) 게이트를 다른 거리와 두 영역에서 측정 합니다. - 이미지 크기를 얻기 위하여 소프트웨어21 처리의 도움으로 데이터를 분석 합니다.
결과
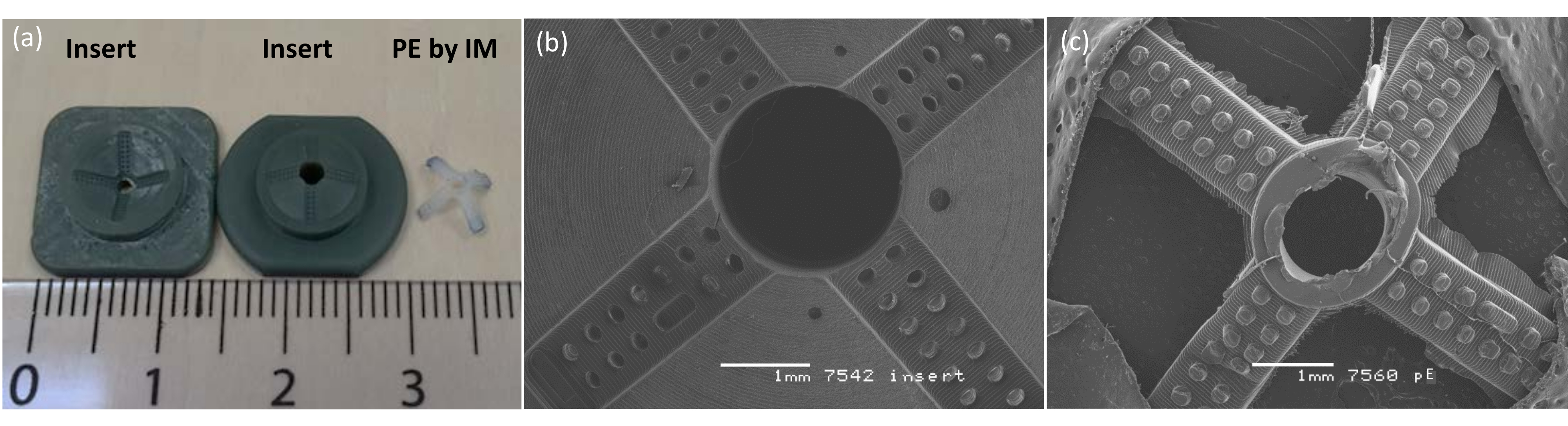
그림 3 에 오전에 의해 조작 삽입 및 사출 성형에 의해 생산 하는 PE 부분 보여준다. 원형 구멍의 두 행 하였다 (그림 3 (b))에 표면에 수직 이었다. 삽입에 구멍의 공칭 치수 Ø200 µ m 이며 센터에 센터 거리 400 µ m와 깊이, 200 µ m. 오전 프로세스로 인해 레이어 구조 명확 하 게 볼 수 있습니다. 라인을 왼쪽 아래에 보이는 접이식 마크, SEM.에 대 한 준비 하는 동안 실수로 일어나는
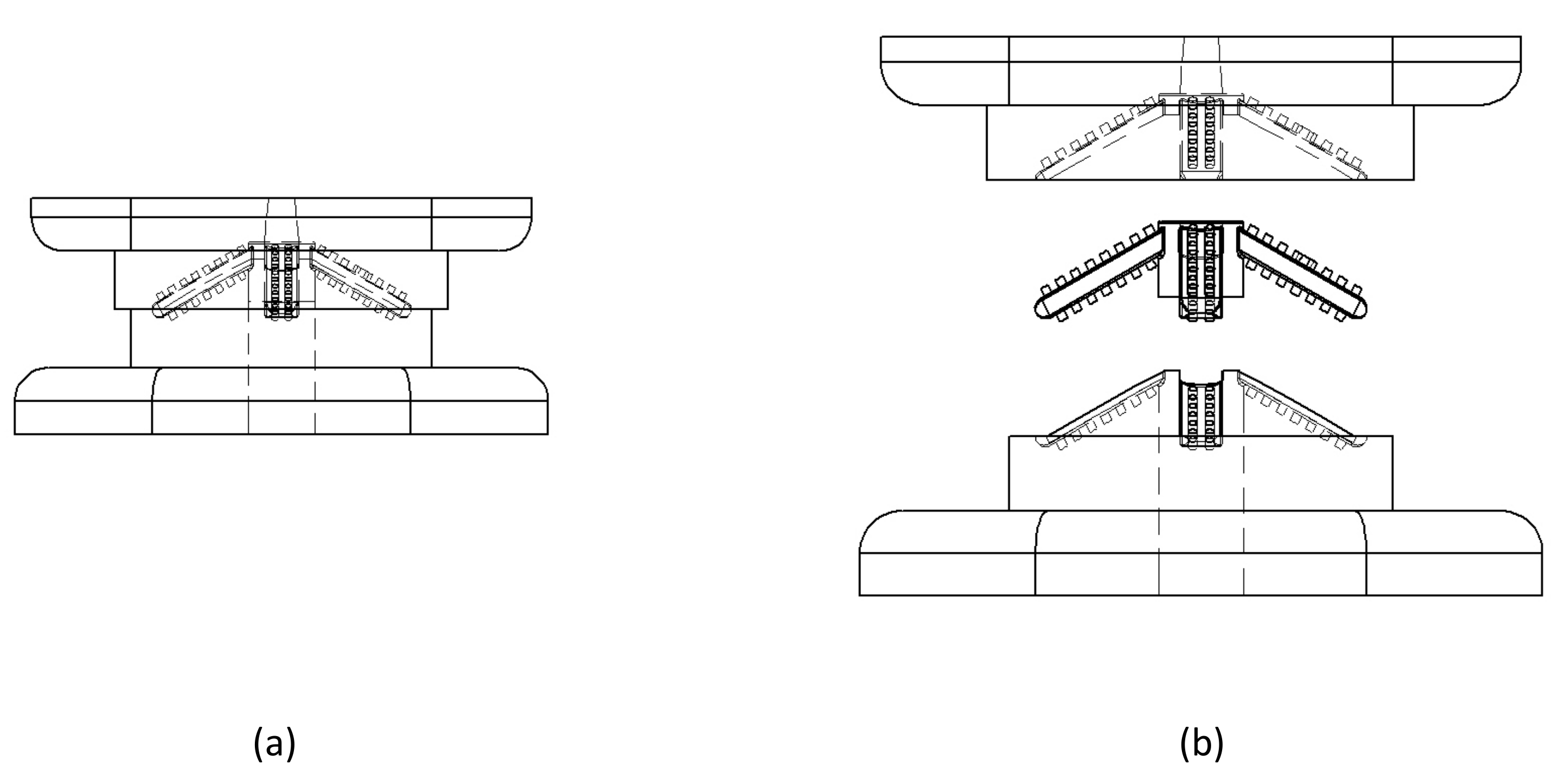
Demolding 과정은 그림 4에 나와 있습니다. 기둥 demolding 방향에 평행 하지 않습니다. 아니 기둥을 깨고 모든 공부 샘플 (그림 5)에서 관찰 되었다. 이런이 의미에서 demolding는 성공적 이었다입니다. 그것은 이미 멀리-에서-는-게이트의 위치에 기둥 들은 위쪽 압력 강하 때문에 보다 현저 하 게 낮은 표시. 직경에 대해 위치에서 차이 높이 관해서는 저명한 하지 않습니다.
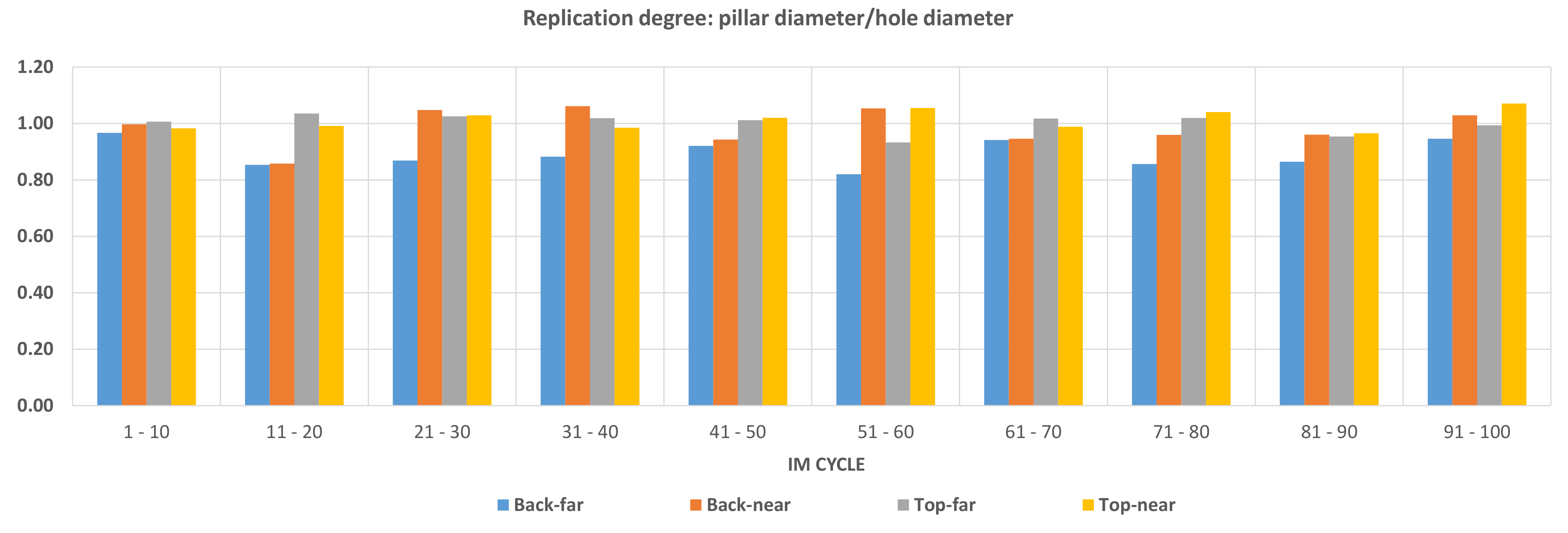
그림 6 과 그림 7 은 복제 사출 성형의 100 주기를 따라 전파 하는 방법을 보여 줍니다. 복제의 정도 기둥의 차원 및 삽입의 크기 사이의 비율에 의해 정의 됩니다. 100 사이클에 따라 안정적인 프로세스는 수직 및 측면 복제에 관한 각 위치에서 달성 되었다. 삽입에 구멍의 차원 사출 성형,이 결론을 확인 후 변경 되지 않았습니다. 게이트까지 위치 기둥 높이 폴리머 흐름 흐름 길이 증가 하는 때 그것의 점성을 증가 하기 때문에 그는 문 근처에 배치 보다 낮은 했다.
사출 성형 매개 변수는 재료 데이터 시트에서 허용 하는 범위 내에서 변화 했다. 대부분 80 개 이상의 주기를 도달 하는 실행의 탐험된 프로세스 창에서의 공구 수명 삽입 확인은 영향을 받지 탐험된 프로세스 창에서. 그러나, 크래킹 일부 테스트에서 사출 측면에 대 한 삽입에 발생 한 사출 압력은 높은 때. 이것은 훨씬 얇은 되 고 삽입의 중심 부분입니다.

그림 3: 삽입 및 복제본. (a) 삽입 첨가제 제조 공정에 의해 생산 양식 금형 캐비티; 사출 성형에 의해 생산 한 폴 리 에틸렌 (PE) 복제 표시 됩니다. 참고 눈금자에 표시는 밀리미터; 숫자 표시 센티미터. (b) 스캐닝 전자 현미경 (SEM) 이미지 삽입;의 표면을 보여줍니다. (c) SEM 이미지를 사출 성형 하 여 만든 PE 부품의 표면을 보여줍니다. ((a)와 (b)에서 수정 된에서 장 외. 201722) 이 그림의 더 큰 버전을 보려면 여기를 클릭 하십시오.
{kind=link}

그림 4: 성공적인 demolding. Demolding는 비록 기둥 demolding 방향에 평행 하지 않습니다 성공 했다. (a) 금형을 닫고 demolding (b) 금형 열. (이 그림 수정 된 장 외. 201722) 이 그림의 더 큰 버전을 보려면 여기를 클릭 하십시오.
{kind=link}

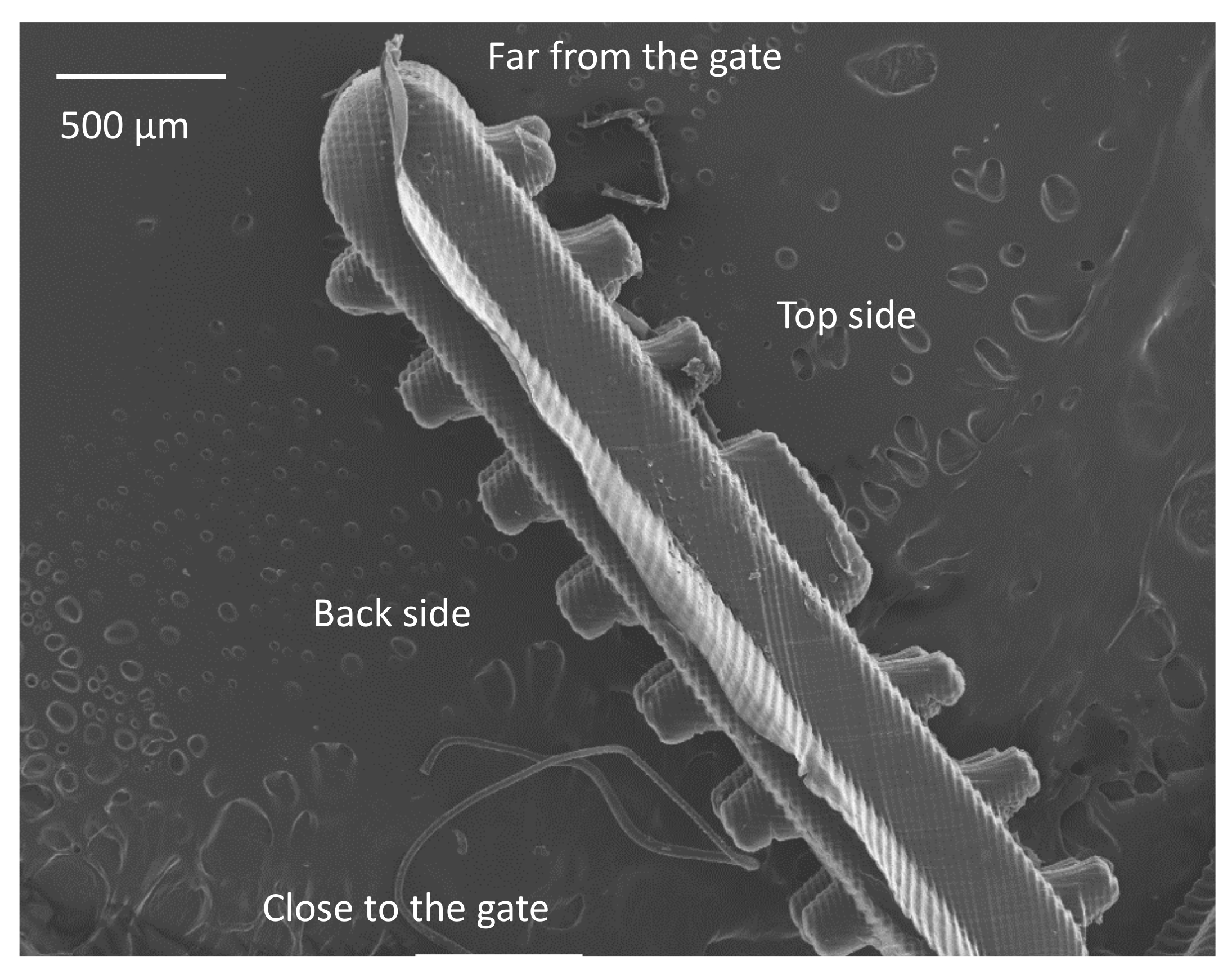
그림 5: 한 무작위 타인의 측면 보기의 SEM 이미지. 조사 4 개의 위치는 이미지에 표시 되어 있습니다. (이 그림 수정 된 장 외. 201722) 이 그림의 더 큰 버전을 보려면 여기를 클릭 하십시오.
{kind=link}

그림 6: 기둥 높이 복제 정도. 기둥 높이의 복제도 기둥/구멍의 깊이의 높이 의해 정의 됩니다. 4 개의 위치에서 복제 학위의 의미 가치는 각 일괄 처리에 표시 했다. 1 개의 무작위로 선택 된 샘플 각 일괄 처리에서 측정 했다. 4 개의 위치는 "다시-근처" 뒷면, "최고-멀리"는 위쪽에서 게이트까지 위치에 게이트 근처 위치에 대 한 뒷면에 게이트까지 위치에 대 한 "다시 멀리" 그리고 "상단-근처" 위치에 대 한 상단 측면에 게이트 근처. (이 그림 수정 된 장 외. 2017 22) 이 그림의 더 큰 버전을 보려면 여기를 클릭 하십시오.
{kind=link}

그림 7: 기둥 직경 복제 정도. 복제 정도의 기둥 직경 구멍의 기둥/직경의 직경에 의해 정의 됩니다. 4 개의 위치에서 복제 학위의 의미 가치는 각 일괄 처리에 표시 했다. 1 개의 무작위로 선택 된 샘플 각 일괄 처리에서 측정 했다. 4 개의 위치는 "다시-근처" 뒷면, "최고-멀리"는 위쪽에서 게이트까지 위치에 게이트 근처 위치에 대 한 뒷면에 게이트까지 위치에 대 한 "다시 멀리" 그리고 "상단-근처" 위치에 대 한 상단 측면에 게이트 근처. (이 그림은 장 외. 2017 22에서 수정 되었습니다). 이 그림의 더 큰 버전을 보려면 여기를 클릭 하십시오.
{kind=link}
토론
이 메서드는 복잡 한 모양 가진 고분자 부품 삽입의 제조에 적합 합니다. 도구 강철 몰드 캐비티 사출 성형 기 폴리머에서 만든 부드러운 도구 삽입의 집합에서 대체 합니다. 가공 시간 및 비용이 감소 기존의 금속 가공;에 비해 따라서, 생산 주기의 단축은. 이 프로세스 체인은 제품 (주입 몰딩 또는 이와 유사한 1000-10000 사이클)에서 중간 규모 생산, 하지만 디자인에 높은 변형에 적합 합니다. 또한, 3D 인쇄 삽입, 아니 특별 한 몰드 플레이트가 필요 합니다. 표준 상업적인 사출 성형 판 구입 하 고 삽입에 맞게 가공 했다.
현재 기술에 상태, 부드러운 공구17가지 메커니즘 의해 실패 합니다. 부드러운 공구 삽입의 열 변형 온도 연결 실패 메커니즘 발견 되었습니다 하 고 분해 가스 방출 때문에 발견 되었습니다. 따라서, 가장 중요 한 단계는 첨가제 생산에 의해 생성 하는 삽입을 위해 바로 수 지를 선택 하는. 열 및 기계적 속성 삽입, 즉, 사출 성형 하는 동안 견딜 수 있는 얼마나 많은 사이클의 수명을 결정 합니다. 그것은 또한 성형된 폴리머;의 범위를 결정 합니다. 금형 온도 성형된 폴리머의 삽입 재료의 변형 온도 보다 높은 해서는 안됩니다.
프로토콜에서 두 번째 중요 한 단계는 삽입의 디자인입니다. 금형 디자인의 일반 규칙을 따라야 한다 고 3D 인쇄 된 폴리머 삽입;에 기계적으로 약한 부분을 피해 야 한다 그렇지 않으면, 공구 수명 균열 같은 오류로 인해 영향을 받을 것입니다.
얻은 사출 성형 부품의 표면 품질 적용된 첨가제 제조 과정에 의해 제한 됩니다. 게시물 처리와 같은 화학 에칭은 표면 품질을 개선 하기 위해 가능한 솔루션. 정밀 표면 기능 첨가제 제조 과정으로 인해 또 다른 문제입니다.
이 메서드는 새로운 생산 플랫폼 회의 산업 요구에 진짜 자유 형식 표면에 마이크로 기능을 만들기 위한 가능성을 만들 것입니다. 따라서,이 메서드는 적용 하 고 다음 세대 의료 기기 의료 기기 또는 이식 장치14 관련 예를 들어 복잡 한 모양에 마이크로 기능을 필요로 하는 관련 응용 프로그램에 대 한 조사 . 이 메서드 작은--매체 볼륨 시리즈 제작을 위한 현저 하 게 감소 된 비용을 통해 가치 창출을 촉진 하 고 긍정적으로 1-10 개별 소자와 실제 대량 생산 사이의 격차에 생산에 대 한 날짜 표시줄에 영향을 미칠. 그것은 새로운 고부가가치 제품 및 디자인 솔루션을 열 것 이다.
공개
저자는 공개 없다.
감사의 말
이 종이 프로젝트 "표면 처리 이식 재 의료 장비에 대 한" 혁신 기금 덴마크에 의해 투자의 맥락에서 수행 하는 작업을 보고 합니다. 저자 기꺼이 인정 유럽 혁신적인 교육 네트워크 MICROMAN "과정 지문 Zero-defect 그물 모양 MICROMANufacturing에 대 한" 연구는 유럽의 혁신에 대 한 지평선 2020 프레임 워크 프로그램에 의해 자금 지원 조합입니다.
자료
| Name | Company | Catalog Number | Comments |
| Photopolymer resin | EnvisionTec | HTM140 V2 | |
| Resin mixing device | IKA | Vortex Genius 3 | |
| 3d printer | Envisiontec | Perfactory 3 | |
| UV light flash unit | EnvisionTec | Otoflash unit | |
| Polyethylene | lyondellbasell | PE Purell 1840 | |
| Injection moulding machine | Arburg | Allrounder 370A | |
| Image processing | SPIP | 6.2.8 |
참고문헌
- Doan, N., et al. Low-Cost Photolithographic Fabrication of Nanowires and Microfilters for Advanced Bioassay Devices. Sensors. 15 (3), 6091-6104 (2015).
- Lucchetta, G., et al. Effect of injection molded micro-structured polystyrene surfaces on proliferation of MC3T3-E1 cells. Express Polymer Letters. 9 (4), 354-361 (2015).
- Hu, H., Tian, H., Shao, J., Ding, Y., Jiang, C., Liu, H. Fabrication of bifocal microlens arrays based on controlled electrohydrodynamic reflowing of pre-patterned polymer. Journal of Micromechanics and Microengineering. 24 (9), 095027 (2014).
- Kolind, K., Dolatshahi-Pirouz, A., Lovmand, J., Pedersen, F. S., Foss, M., Besenbacher, F. A combinatorial screening of human fibroblast responses on micro-structured surfaces. Biomaterials. 31 (35), (2010).
- Wilkinson, C. D., Riehle, M., Wood, M., Gallagher, J., Curtis, A. S. G. The use of materials patterned on a nano- and micro-metric scale in cellular engineering. Materials Science and Engineering C. 19 (1-2), 263-269 (2002).
- Hansen, H. N., Hocken, R. J., Tosello, G. Replication of micro and nano surface geometries. CIRP Annals. 60 (2), 695-714 (2011).
- Metwally, K., Barriere, T., Khan-Malek, C. Replication of micrometric and sub-micrometric structured surfaces using micro-injection and micro-injection compression moulding. International Journal of Advanced Manufacturing Technology. 83 (5-8), 779-789 (2016).
- Nian, S. -. C. Novel embossing system for replicating micro-structures on curved surfaces. International Polymer Processing. 29 (3), 364-370 (2014).
- Bissacco, G., et al. Application of functional nano-patterning to polymer medical micro implants. Proceedings of the 4m/icomm2015 Conference. , (2015).
- Diaz Lantada, A., Piotter, V., Plewa, K., Barie, N., Guttmann, M., Wissmann, M. Toward mass production of microtextured microdevices: Linking rapid prototyping with microinjection molding. International Journal of Advanced Manufacturing Technology. 76 (5-8), 1011-1020 (2015).
- Volpato, N., Solis, D. M., Costa, C. A. An analysis of Digital ABS as a rapid tooling material for polymer injection moulding. International Journal of Materials and Product Technology. 52 (1-2), 3-16 (2016).
- Mischkot, M., Hansen, H. N., Pedersen, D. B. Additive manufacturing for the production of inserts for micro injection moulding. Proceedings of Euspen's 15th International Conference & Exhibition. , (2015).
- Zhang, Y., Hansen, H. N., Sørensen, S. Injection molding of micro pillars on vertical side walls using polyether-ether-ketone (PEEK). Proceeding of 11th International Conference on Micro Manufacturing. , (2016).
- Zhang, Y., Mischkot, M., Hansen, H. N., Hansen, P. Replication of microstructures on three-dimensional geometries by injection moulding of liquid silicone rubber. Proceedings of the 15th International Conference on Metrology and Properties of Engineering Surfaces, ASPE, March 2015. , (2015).
- . . Envisiontec Perfactory MML with ERM. Technical Specifications Document no. MK-MCS-P3MiniMulti-V01-FN-EN. , (2018).
- Hofstätter, T., Mischkot, M., Pedersen, D. B., Tosello, G., Hansen, H. N. Evolution of surface texture and cracks during injection molding of fiber-reinforced, additively-manufactured, injection molding inserts. Proceedings of ASPE Summer Topical Meeting 2016: Dimensional Accuracy and Surface Finish in Additive Manufacturing. , (2016).
- . Perfactory® Material Available from: https://envisiontec.com/wp-content/uploads/2016/09/MK-MTS-HTM140IndustrialIV-V01-FN-EN.pdf (2017)
- . Software Manual, 2010 Available from: https://digfablab.wikispaces.com/file/view/Getting+started.pdf (2010)
- . . Olympus LEXT OLS4100 laser scanning digital microscope Manual. , (2018).
- . SPIP™ - Analytical Software for Microscopy Available from: https://www.imagemet.com/products/spip/ (2017)
- Zhang, Y., Pedersen, D. B., Gøtje, A. S., Mischkot, M., Tosello, G. A soft tooling process chain employing additive manufacturing for injection molding of a 3d component with micro pillars. Journal of Manufacturing Processes. 27, 138-144 (2017).
재인쇄 및 허가
JoVE'article의 텍스트 или 그림을 다시 사용하시려면 허가 살펴보기
허가 살펴보기This article has been published
Video Coming Soon
Copyright © 2025 MyJoVE Corporation. 판권 소유