
JoVE 비디오를 활용하시려면 도서관을 통한 기관 구독이 필요합니다. 전체 비디오를 보시려면 로그인하거나 무료 트라이얼을 시작하세요.
Method Article
오픈 소스, 저비용 바이오 잉크 및 식품 용융 압출 3D 프린터 설계
요약
이 작업의 목적은 생물 의학 및 식품 인쇄 산업의 응용 프로그램에 대한 오픈 소스 및 저가 구성 요소로 만든 저수지 기반 용융 압출 3 차원 프린터를 설계하고 구성하는 것입니다.
초록
3차원(3D) 프린팅은 매우 복잡한 물체를 개조 비용 없이 제작할 수 있는 점점 더 인기 있는 제조 기술입니다. 이러한 인기증가는 부분적으로 시스템 설정 비용 및 작동 용이성과 같은 진입 장벽이 떨어짐에 의해 주도됩니다. 다음 프로토콜은 맞춤형 부품 및 부품 제작을 위한 적재제조 용융 압출(ADDME) 3D 프린터의 설계 및 시공을 제공합니다. ADDME는 3D 프린팅, 레이저 컷 및 온라인 소스 구성 요소의 조합으로 설계되었습니다. 이 프로토콜은 프레임, y축 및 침대, x축, 압출, 전자 및 소프트웨어의 제목 아래에 상세한 다이어그램 및 부품 목록과 함께 따라하기 쉬운 섹션으로 정렬됩니다. ADDME의 성능은 점성 크림, 초콜릿 및 Pluronic F-127 (바이오 잉크 모델)을 사용하여 복잡한 물체의 압출 테스트 및 3D 프린팅을 통해 평가됩니다. 결과는 ADDME가 광범위한 산업에서 사용하기 위한 재료 및 구성의 제조를 위한 유능한 플랫폼임을 나타냅니다. 상세한 다이어그램과 비디오 콘텐츠의 조합은 다양한 재료의 복잡한 물체의 3D 프린팅에 관심이 있는 개인을 위해 저비용, 작동이 간편한 장비에 쉽게 접근할 수 있도록 합니다.
서문
적화제조는 산업환경에 상당한 가치를 제공할 수 있는 강력한제조기술1,2. 적층 제조의 매력적인 특징에는 툴링 비용, 높은 수준의 사용자 지정, 복잡한 형상 및 진입 비용 에 대한 장벽 감소가 포함되지 않습니다. 시제품 의 신속한 제조를 위한 비용 조정 비용은 없으며, 이는 저임금 경쟁업체와의 경쟁력을 유지하려는 선진국 산업의 중요한 목표인 "시장 출시 시간"을 줄이려고 할 때 바람직합니다1. 높은 수준의 사용자 정의 기능을 통해 다양한 제품을 복잡한 형상으로 제작할 수 있습니다. 이러한 요인이 셋업, 재료 및 작업자 전문화에 대한 낮은 비용과 결합될 때, 첨가제 제조 기술의 명확한 가치가 있다3.
3D 프린팅이라고도 하는 적층 제조에는 컴퓨터 수치 제어(CNC) 시스템3에서개체의 레이어별 제작이 포함됩니다. 시트 나 재료 블록에서 재료를 제거하는 밀링과 같은 기존의 CNC 프로세스와 달리 3D 프린팅 시스템은 원하는 구조에 재료를 레이어별로 추가합니다.
3D 프린팅은 레이저, 플래시, 압출 또는 제팅 기술을 포함한 다양한 방법을 통해 촉진될 수있다 4. 채택된 특정 기술은 원료(즉, 분말 또는 용융)의 형태뿐만 아니라 처리에 필요한 유변학적 및 열적특성을 결정한다 5. 압출 기반 3D 프린팅 시장은 필라멘트 기반 시스템에 의해 지배되고 있으며, 필라멘트는 압출 헤드에 대량의 재료를 취급, 처리 및 지속적으로 공급하기 쉽기 때문입니다. 그러나, 이러한 과정은 필라멘트(주로 열가소성 수지)로 형성될 수 있는 물질의 종류에 의해 제한된다. 대부분의 재료는 필라멘트 형태로 존재하지 않으며, 시장에서 현대 저가 플랫폼의 부족은 주목할만한 격차를 나타냅니다.
이 프로토콜은 물질을 주사기에 저장하고 바늘을 통해 압출 할 수있는 저수지 기반 압출 시스템의 구성을 보여줍니다. 이 시스템은 식품6,폴리머7및 생체 재료8,9를포함한 광범위한 재료를 제조하는 데 이상적입니다. 또한, 저수지 기반 압출 기술은 일반적으로 다른 3D 프린팅 방법보다 덜 위험하고, 비용이 저렴하며, 작동이 용이합니다.
오픈 소스 3D 프린팅 시스템을 설계하고 공개하는 대학 주도 팀이 늘어나고 있습니다. 2007년 Fab@Home 압출 기반 프린터를 시작으로10, 11,연구원은 3D 프린팅 기술 및 응용 분야에서 급속한 확장을 추진하기 위한 간단하고 저렴한 플랫폼을 만드는 것을 목표로 했습니다. 2011년 말, RepRap 프로젝트는 3D 프린팅으로 제작된 부품으로 설계된 필라멘트 기반 3D 프린팅 플랫폼을 만드는 것을 목표로 삼았으며, 이를 목표로 는 자체 복제 기계12를만드는 것을 목표로 했습니다. 3D 프린터의 비용은 수년에 걸쳐 떨어지고있다, 에서 $2300 Fab@Home USD (2006), $573 RepRap v1에 대한 USD (2005), 그리고 $400 v2에 대한 USD (2011).
이전 작업에서는 자체 3D 프린팅 시스템을 사용자 지정 저장소 기반 압출 시스템과 결합하여 초콜릿13에서복잡한 3D 개체를 만드는 방법을 시연했습니다. 추가 설계 조사에 따르면 이 프로토타입 설계에 비해 상당한 비용 절감 효과를 얻을 수 있습니다.
이 프로토콜의 목적은 저비용 저수지 기반 용융 압출 3D 프린터의 구성에 대한 지침을 제공하는 것입니다. 여기에 제시된 자세한 다이어그램, 도면, 파일 및 구성 요소 목록은 3D 프린터를 성공적으로 구성하고 작동할 수 있도록 합니다. 모든 구성 요소는 https://www.thingiverse.com/Addme/collections 오픈 소스 (크리에이티브 커먼즈 비상업적) 플랫폼에서호스팅되며 사용자가 원하는대로 기능을 변경하거나 추가 할 수 있습니다. 점성 크림, 초콜릿, 그리고 Pluronic F-127 (bioinks용 모델) ADDME의 성능을 평가하고 생물 의학 및 식품 인쇄 산업에 ADDME 3D 프린터의 응용 프로그램을 시연하는 데 사용됩니다.
이 프로토콜에는 아크릴을 절단할 수 있는 레이저 커터와 PLA 또는 ABS 필라멘트를 인쇄할 수 있는 데스크탑 3D 프린터가 필요합니다. 가공된 난방 재킷과 히터 카트리지 또는 실리콘 히터를 사용하여 작업자가 접근할 수 있는 장비에 따라 재료를 가열할 수 있습니다. 모든 CAD 파일은 https://www.thingiverse.com/Addme/designs. 3D 프린터를 제어하는 펌웨어 및 소프트웨어의 경우 http://marlinfw.org/meta/download/ 및 https://www.repetier.com/ 각각 리소스가 제공됩니다. 제어 보드에 대한 자세한 지침은 https://reprap.org/wiki/RAMPS_1.4.
Access restricted. Please log in or start a trial to view this content.
프로토콜
주의: 뜨거운 납땜 인두 및 가열 카트리지로 인한 화상의 위험이 있습니다. 가열 재킷 내부에 고정되지 않은 경우 가열 카트리지에 전원을 공급해서는 안됩니다. 또한 움직이는 3D 프린터 축에서 꼬집거나 열상이 발생할 위험이 있습니다.
1. 개요 및 준비
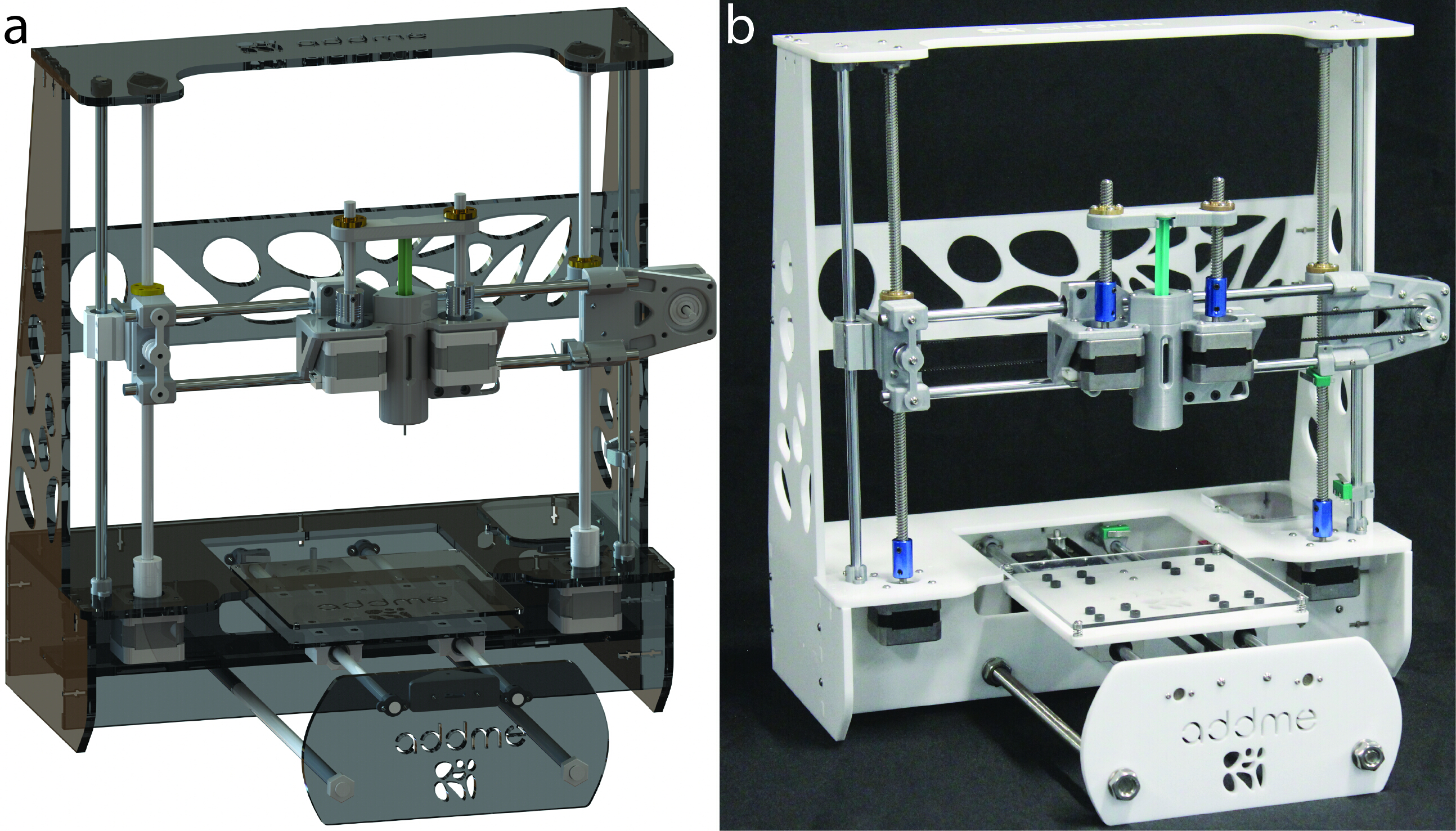
참고: 그림 1A는 프린터의 컴퓨터 생성 렌더링을 보여 주며 그림 1B는 완성된 프린터의 사진입니다.
- 재료 표에서모든 부품을 조달합니다.
- 레이저 절단 할 모든 아크릴 부품에 대한 https://www.thingiverse.com/Addme/designs 참조하십시오. 6mm 아크릴이 사용중이거나 프레임이 함께 맞지 않도록 하십시오. 레이저 커터는 재료를 절단하기 위해 고에너지 레이저를 사용합니다. 전문 점포가 선호됩니다.
- 모든 3D 인쇄 부품은 https://www.thingiverse.com/Addme/designs 참조하십시오. 각 부품에 지정된 인쇄 매개변수를 사용하는 것이 중요합니다. 3D 프린터는 뜨거운 표면과 움직이는 부품이 있으므로 전문가의 도움을 받아 사용하십시오.
- https://www.thingiverse.com/Addme/designs에서 발견되는 난방 재킷 부품을 제조합니다. 제조 역량에 대한 액세스가 없는 경우 https://www.thingiverse.com/Addme/designs있는 관련 3D 인쇄 홀더로 실리콘 히터(재료표)를구입할 수 있습니다.

그림 1: 적색 제조 용융 압출(ADDME) 3D 프린터. (A)프린터의 컴퓨터 생성 렌더링입니다. (B)완성된 프린터의 사진. 이 그림의 더 큰 버전을 보려면 여기를 클릭하십시오.
{kind=link}
2. 프레임 어셈블리
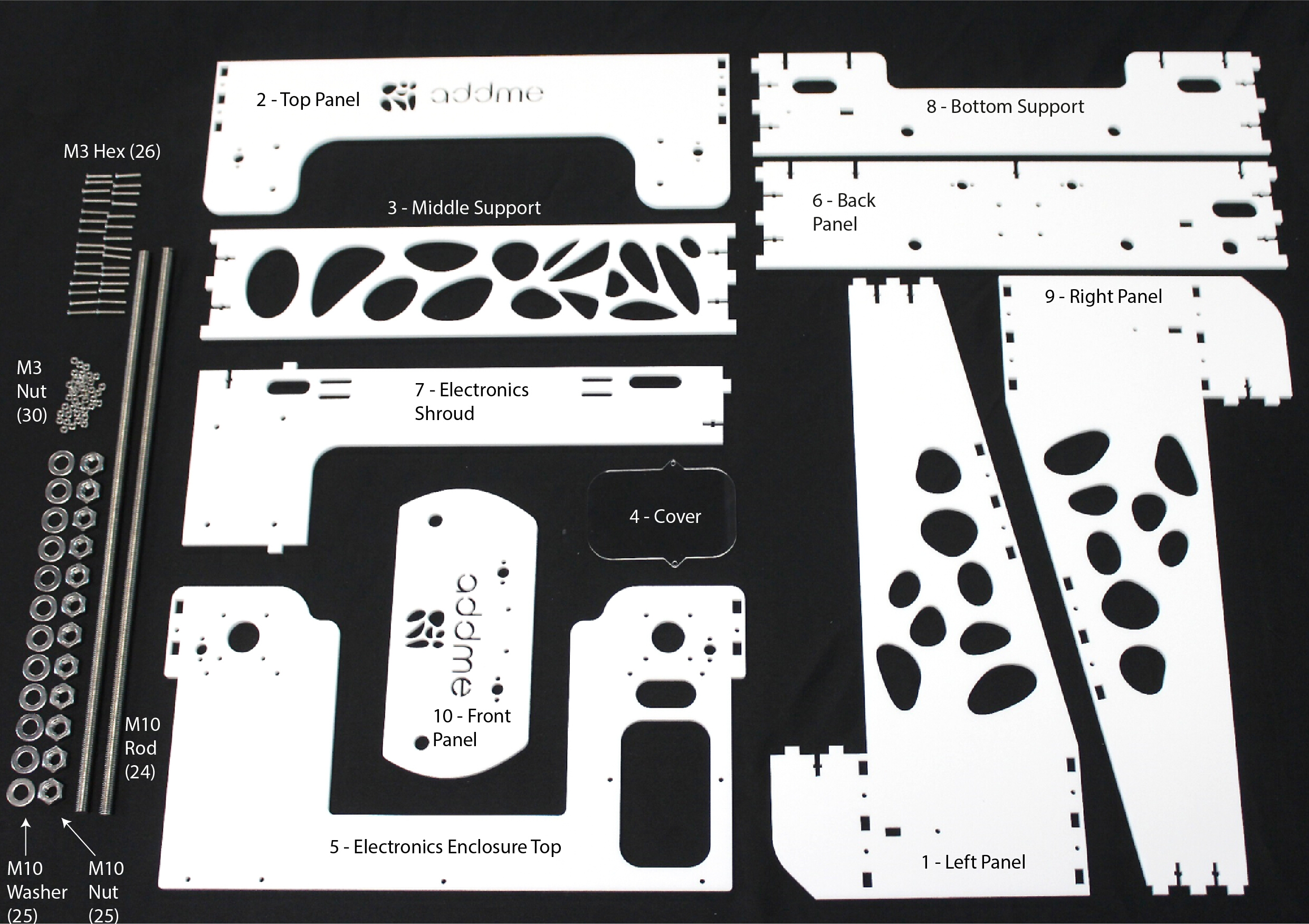
참고: 그림 2에 표시된 부품은 프레임 어셈블리를 완료해야 합니다. 용융 압출 3D 프린터의 프레임은 6mm 레이저 컷 아크릴과 M3 볼트 및 너트의 조합에 의해 함께 개최됩니다(그림 3). M10 나사산 로드와 너트 조합으로 프린터 의 바닥이 더욱 강화됩니다.
- 아크릴 부품 1-9를 수집하고 그림 3A에표시된 구성에 함께 배치합니다. 그림 레이블을 확인하여 각 조각이 올바르게 위치하고 있는지 확인합니다. M3Allen 키를 사용하여 그림 3C에 표시된 구성에서 M3 나사 및 너트로 고정합니다.
- M10 나사막대를 아크릴 부6, 8, 10에 구멍을 뚫는 목적에 따라 놓는다. 그림 3B,D에표시된 대로 M10 와셔와 너트로 고정하십시오. 가변 스패너로 조입니다.

그림 2: 프레임을 어셈블하는 데 필요한 구성 요소입니다. 이 그림의 더 큰 버전을 보려면 여기를 클릭하십시오.
{kind=link}

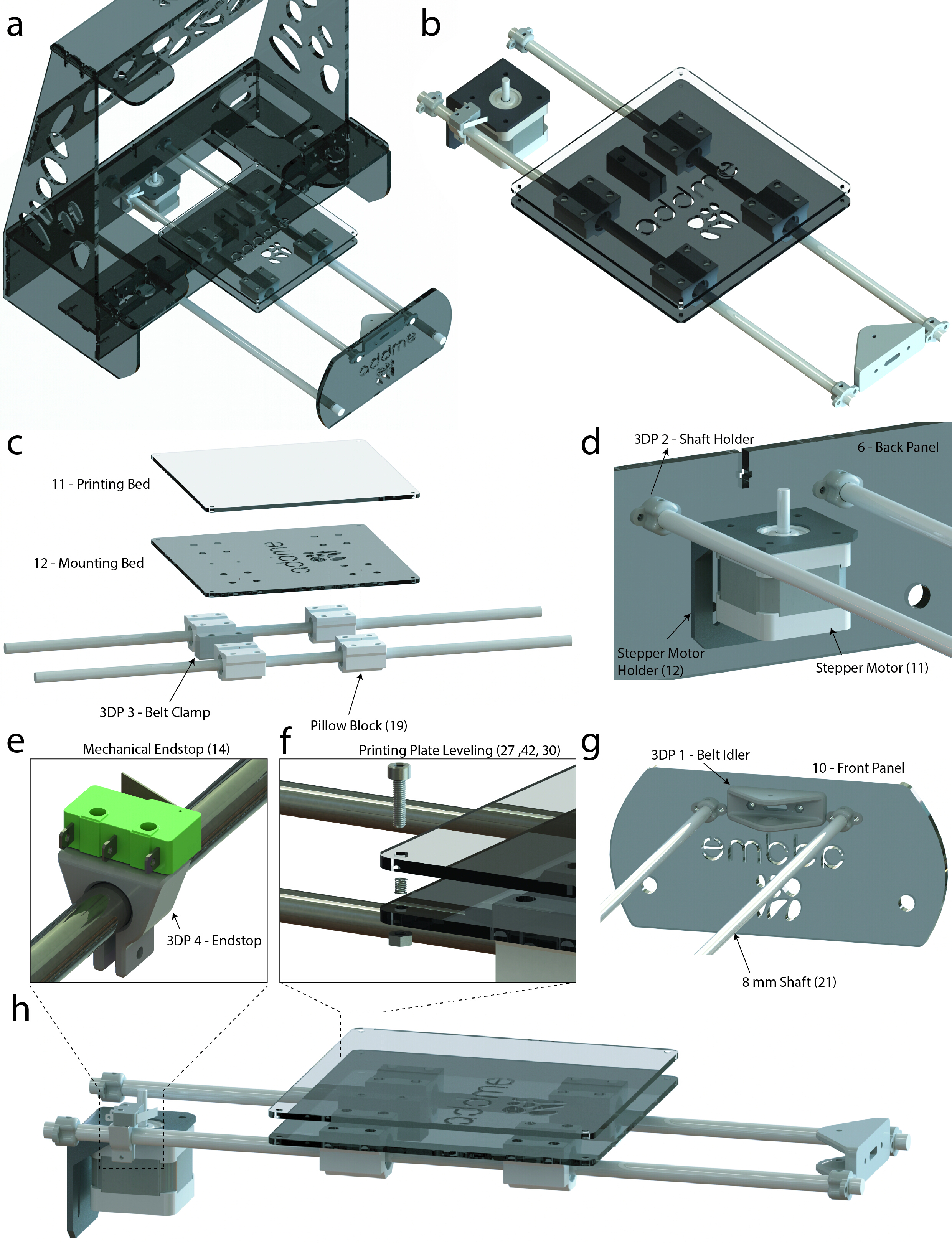
그림 3: 프레임 어셈블리. (A)조립된 프레임. (B)라벨이 부착된 아크릴 부품과 M10 나사산 봉을 지지하는 분해된 뷰입니다. (C)각 아크릴 부품이 M3 나사와 너트를 사용하여 프레임을 서로 연결하는 방법을 보여주는 분해 된 보기입니다. (D)나사막대가 M10 너트 및 와셔와 함께 아크릴 부품 6, 8 및 9를 보유하는 방법을 보여주는 폭발뷰입니다. 이 그림의 더 큰 버전을 보려면 여기를 클릭하십시오.
{kind=link}
3. Y 축 및 인쇄 침대 하위 어셈블리
참고: 그림 4에 설명된 부품은 y축 및 인쇄 베드 하위 어셈블리를 완료해야 합니다. 모든 나사는 그림 4에서볼 수 있으며 도구는 재료 표에나열됩니다.
- 그림 4의부품을 사용하여 그림 5C에따라 인쇄 베드 하위 어셈블리 헤드를 조립합니다.
- 그림5C에따라 베개 블록 2개(19개)를 각 8mm 샤프트(21)에 밀어 넣습니다. 도 5E에따라 엔드스톱(3DP 4)을 8mm 샤프트(21) 중 하나에 밀어 내고 M2 나사와 알렌 키를 사용하여 기계적 엔드스톱(14)을 고정한다.
- M4 나사와 알렌키(도 5C)를사용하여 4개의 베개 블록(19)을 모두 마운팅 베드(아크릴 부 12)에 고정한다. M3 나사와 알렌키(그림5C)를사용하여 벨트 클램프(3DP 3)를 마운팅 베드(아크릴 부 12)에 고정합니다. 도5F에따라 M3 나사, 너트 및 스프링 배열을 사용하여 마운팅 베드(12)에 인쇄 베드(11)를 고정합니다.
- 그림5D,G에따라 그림 4에서 프레임으로 나머지 부분을 고정합니다.
- 도 5D,G에따라 M2 나사와 알렌 키를 사용하여 샤프트 홀더(3DP 2)를 후면 패널(아크릴 부 6)과 전면 패널(아크릴 부 10)에 각각 고정한다.
- M3 나사와 알렌 키를 사용하여 스테퍼 모터 홀더(12)를 후면 패널(아크릴 부 6)에 고정합니다(도5D). M3 나사와 알렌 키를 사용하여 스테퍼 모터 홀더(12)에 스테퍼 모터(11)를 고정한다(도5D). M3 나사와 알렌키(도 5G)를사용하여 벨트 가들러(3DP 1)를 전면 패널(아크릴 부 10)에 고정한다.
- 도 5A, D, G에따라 8 mm 샤프트(21)의 각 끝을 샤프트 홀더(3DP 2)에 일치시켜 프린팅 베드 서브 어셈블리를 프레임에 놓습니다.
참고: 프린팅 베드 서브어셈블리를 프레임에 배치할 공간을 만들기 위해 전면 패널(아크릴 부 10)의 M12 와셔를 느슨하게 해야 할 수 있습니다. - 마지막으로, y축 및 프린팅 베드 서브어셈블리를 완성하기 위해, M3 나사를 사용하여 벨트 공들기(3DP 1)에 공들러를 나사로 조인 다음, M2 Allen 키로 톱니가 달린 가이슬러에 M2 grub 나사를 조여 스테퍼 모터에 이빨을 고정시다. 벨트(17)를 가들러(17)와 가들러톱(17) 주위로 밀어 벨트 클램프(3DP 3)로 밀어 벨트내의 장력을 생성한다. M3 Allen 키로 벨트 클램프(3DP 3)를 조여 섹션을 완성합니다.

그림 4: y축 및 인쇄 베드 하위 어셈블리를 함께 조립하는 데 필요한 구성 요소입니다. 이 그림의 더 큰 버전을 보려면 여기를 클릭하십시오.
{kind=link}

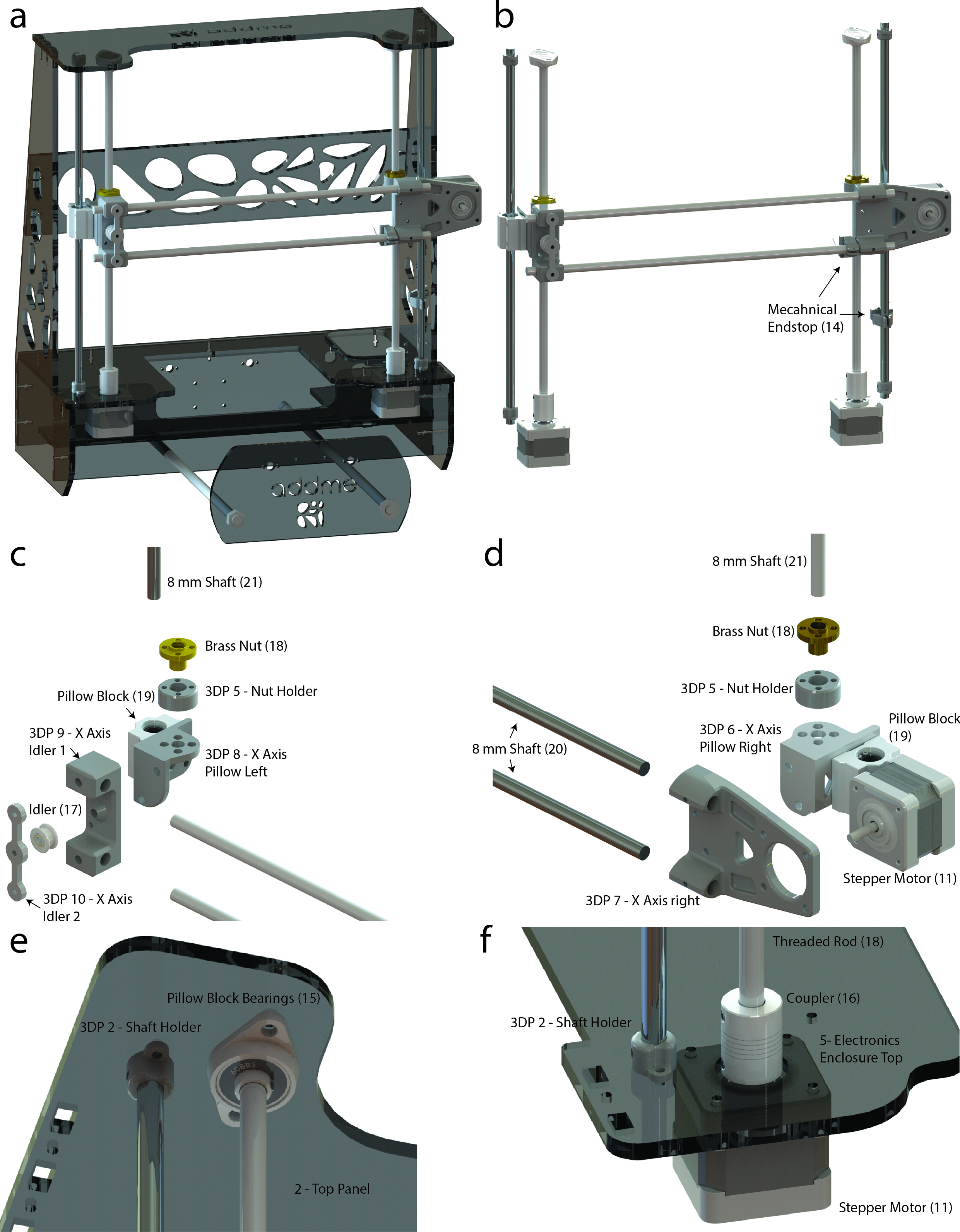
그림 5: 적색 제조 용융 압출(ADDME) 3D 프린터. (A)프레임, y축 및 침대의 그래픽 렌더링입니다. (B)y축과 침대의 그래픽 렌더링. (C)침대 하위 어셈블리의 분해 보기입니다. (D)y축이 후면 패널에 연결하는 방법을 보여 주며 레이블이 지정된 뷰입니다. (E)기계적 엔드스톱의 확대 보기입니다. (F)인쇄판 스프링 레벨링 시스템의 분해보기. (G)y축이 전면 패널에 연결하는 방법을 보여 주며 레이블이 지정된 뷰입니다. (H)y축과 침대의 측면 보기 그래픽 렌더링. 이 그림의 더 큰 버전을 보려면 여기를 클릭하십시오.
{kind=link}
4. X 축 하위 어셈블리
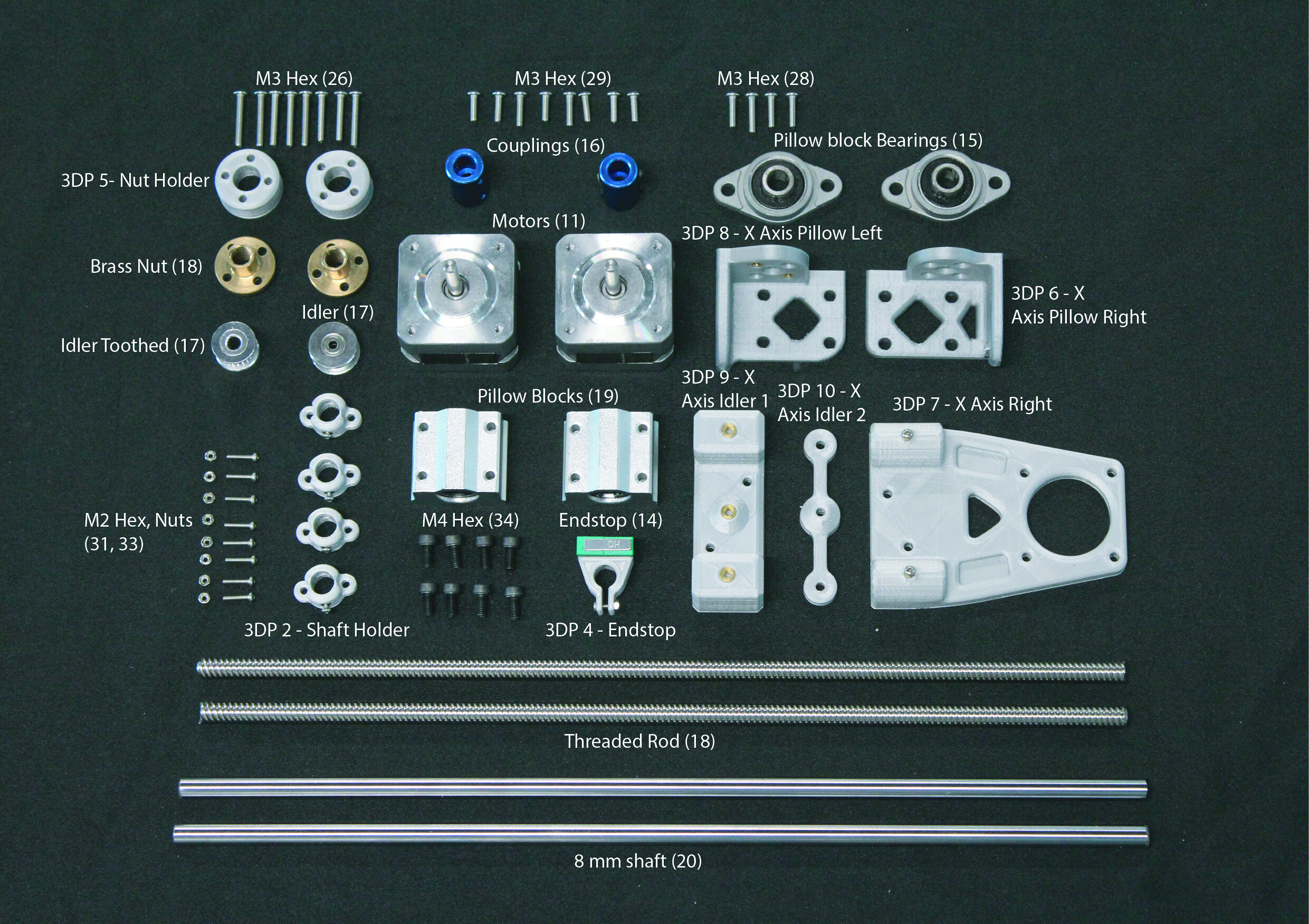
주: 그림 6에 설명된 부품은 x축 하위 어셈블리를 완료해야 합니다. 모든 나사는 그림 6에서볼 수 있으며 도구는 재료 표에나열됩니다.
- 그림 6의부품을 사용하여 그림 7C에따라 x축 하위 어셈블리의 왼쪽을 어셈블합니다.
- 황동 너트(18)를 너트 홀더(3DP 5)의 내부에 놓고 M3 나사와 알렌 키를 사용하여 x축 베개 왼쪽(3DP 8)에 고정합니다(그림7C).
- M4 나사와 알렌키(그림 7C)를사용하여 베개 블록(19)을 x축 베개 왼쪽(3DP 8)에 고정합니다. M3 나사와 알렌키(그림 7C)를사용하여 x축 가들러 1(3DP 9)을 x축 베개 왼쪽(3DP 8)에 고정합니다.
- 아이들러(17), x축 아이들러 1(3DP 9) 및 x축 아이들러 2(3DP 10)의 중심 구멍을 정렬합니다. M3 나사와 알렌 키를 사용하여 고정(그림 7C). 그림 6에표시된 부품을 사용하여 그림 7D에따라 x축 하위 어셈블리의 오른쪽을 어셈블합니다.
- 황동 너트(18)를 너트 홀더(3DP 5)의 내부에 놓고 M3 나사와 알렌 키를 사용하여 x축 베개 오른쪽(3DP 6)에 고정합니다(그림7D).
- M4 나사와 알렌키(그림7D)를사용하여 베개 블록(19)을 x축 베개 오른쪽(3DP 6)에 고정합니다. M3 나사와 알렌키(그림7D)를사용하여 x축 우측(3DP 7)을 x축 베개 오른쪽(3DP 6)에 고정합니다. M3 나사와 알렌 키를 사용하여 스테퍼 모터(11)를 x축 우측(3DP 7)에 고정합니다(그림7D).
- 도 7B에따르면 각각의 나사막대(18)를 각각 황동 너트(18)에 실을 한다. 그림 7B, C, D에따라 8mm 샤프트(20)의 두 개를 각 베개 블록(19)에 수직으로, 8mm 샤프트(20)의 2개를 수평으로 밀어 넣습니다.
- 그림 7E,F에따라 나머지 부분을 그림 6에서 프레임으로 고정합니다.
- M2 나사와 알렌 키(그림 7E,F)를사용하여 상단 패널 (아크릴 부품 2)과 전자 인클로저 상단 (아크릴 부분 5)에 샤프트 홀더 (3DP 2)의 두 가지를 고정하십시오. M3 나사와 알렌키(그림 7E)를사용하여 베개 블록 베어링(15)을 상단 패널(아크릴 파트 2)에 고정합니다. M3 나사와 알렌키(도 7F)를사용하여 전자 인클로저 상단(아크릴 부 5)에 스테퍼 모터(11)를 고정합니다.
참고: 커플러(16)는 두 개의 서로 다른 샤프트 크기를 연결하도록 설계된 부품입니다. - 스테퍼 모터(11)의 샤프트 위에 커플러(16)를 M2 Allen 키로 하부 grub 나사를 조여고정(도 7F).
- M2 나사와 알렌 키(그림 7E,F)를사용하여 상단 패널 (아크릴 부품 2)과 전자 인클로저 상단 (아크릴 부분 5)에 샤프트 홀더 (3DP 2)의 두 가지를 고정하십시오. M3 나사와 알렌키(그림 7E)를사용하여 베개 블록 베어링(15)을 상단 패널(아크릴 파트 2)에 고정합니다. M3 나사와 알렌키(도 7F)를사용하여 전자 인클로저 상단(아크릴 부 5)에 스테퍼 모터(11)를 고정합니다.
- X축 서브 어셈블리를 샤프트 홀더(3DP 2)와 수직 8mm 샤프트를 정렬하고 M2 나사와 알렌키(그림 7E,F)를사용하여 조여 프레임에 넣습니다. M2 알렌 키로 상부 grub 나사를 조여 커플러(16)의 다른 쪽 끝에 나사봉봉(18)을 고정한다(도7E,F).
참고: x축 하위 어셈블리가 프레임에 들어갈 수 있도록 상단 패널(아크릴 부품 2)을 일시적으로 제거해야 할 수 있습니다.

그림 6: x축 하위 어셈블리를 함께 조립하는 데 필요한 구성 요소입니다. 이 그림의 더 큰 버전을 보려면 여기를 클릭하십시오.
{kind=link}

그림 7: X축 하위 어셈블리. (a)프레임 및 x축의 그래픽 렌더링입니다. (b)x축의 그래픽 렌더링입니다. (c)하위 어셈블리의 왼쪽 분해 뷰입니다. (d)하위 어셈블리의 오른쪽 분해 뷰입니다. (e)x축이 위쪽 패널에 연결하는 방법을 보여 주며 레이블이 지정된 보기입니다. (f)x축이 전자 인클로저에 연결하는 방법을 보여 주며 레이블이 지정된 보기입니다. 이 그림의 더 큰 버전을 보려면 여기를 클릭하십시오.
{kind=link}
5. 돌출 하위 어셈블리
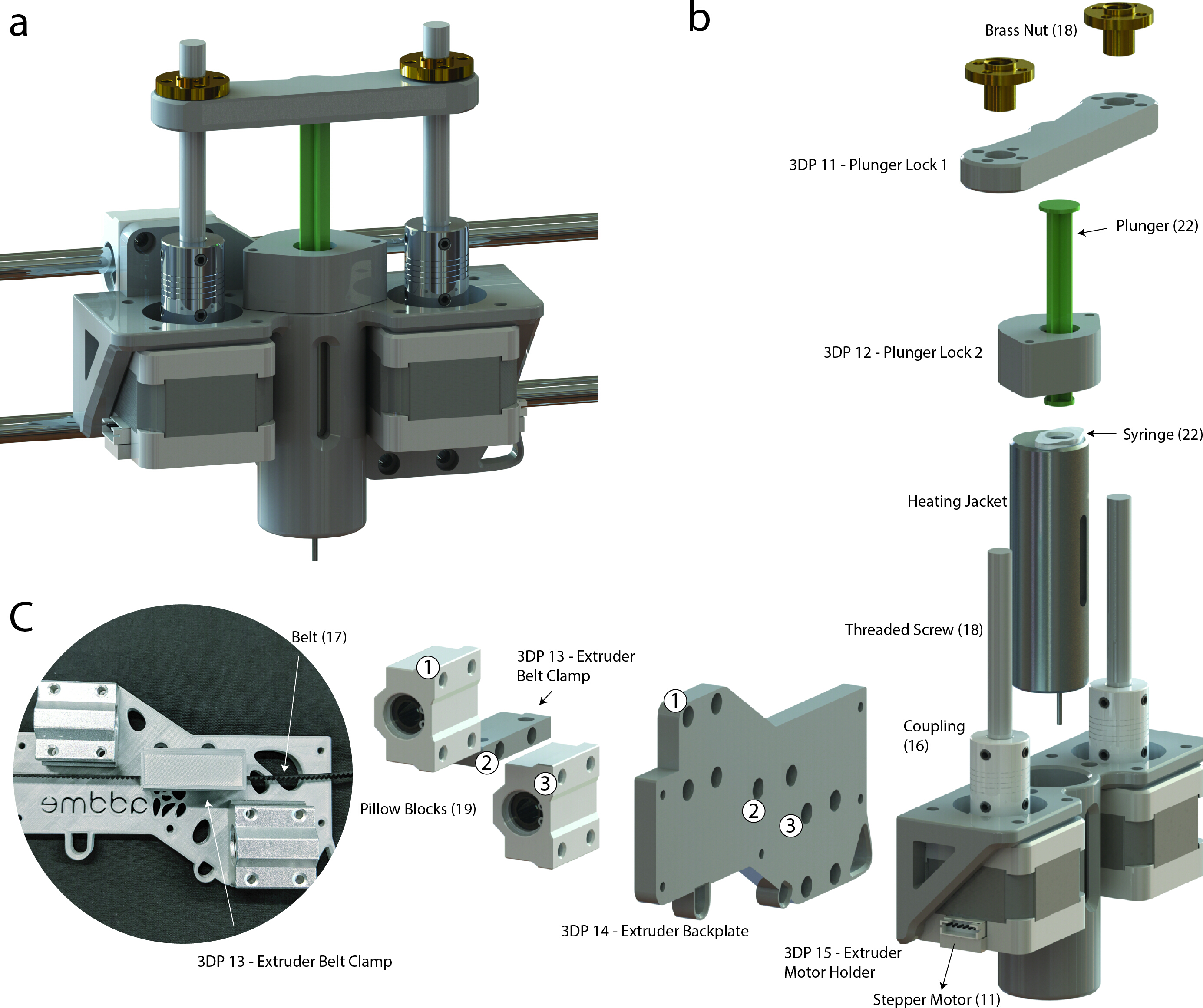
참고: 압출 서브 어셈블리는 이중 스테퍼 모터 설계를 사용하여 플런저 의 각 측면에 있는 힘의 균형을 통해 높은 수준의 정확도를 달성할 수 있도록 합니다. 그림 8에 설명된 부품은 돌출 하위 어셈블리를 완료해야 합니다.
- 그림 8에 표시된 모든 부품을 수집하고 그림 9에따라 압출 헤드를 조립합니다.
주: 그림9B는 각 부품이 서로 어떻게 맞는지 보여 주는 압출기 하위 어셈블리의 분해된 뷰입니다. 다음 단계는 이 작업을 수행하는 방법을 설명합니다. 모든 나사는 그림 8에서볼 수 있으며 도구는 재료 표에나열됩니다.- M4 나사와 알렌 키를 사용하여 압출기 백플레이트(3DP 14)에 2개의 베개블록(19)을고정합니다(그림 9B). M3 나사와 알렌 키를 사용하여 베개 블록(19) 사이에 압출기 백플레이트(3DP 14)에 압출기 벨트 클램프(3DP 13)를 고정합니다(도9B).
- M3 육수 나사와 알렌 키를 사용하여 압출기 백플레이트(3DP 14)를 압출기 모터 홀더(3DP 15)에 고정합니다(도9B). M3 육각 나사와 알렌 키를 사용하여 압출기 모터 홀더(3DP 15)에 2개의 스테퍼 모터(11)를 고정합니다(도9B).
참고: 커플러(16)는 두 개의 서로 다른 샤프트 크기를 연결하도록 설계된 부품입니다. - 스테퍼 모터(11)의 샤프트 위에 커플러(16)를 M2 알렌 키로 하부 grub 나사를 조여 고정한다(도9B). 부부(16) 내의 나사(18)를 상부 grub 나사를 조여고정한다(도 9B).
- 그림 9B에따라 가열 재킷 또는 실리콘 히터를 압출기 모터 홀더(3DP 15)에 밀어 넣습니다. M3 나사와 알렌 키를 사용하여 황동 너트 (18) 내부 플런저 잠금 1 (3DP 11)을 고정하십시오.
- 그림 9A에따라 압출 헤드를 x축에 장착합니다.
- 그림 9A에따라 x축에서 발견된 8mm 샤프트를 압출기 헤드의 베개 블록(19)으로 밀어 넣습니다.
- 드라이브 벨트(17)를 좌우 x축 어셈블리에 위치한 아이들러(17)와 가이들러(17)를 통해 감싸고 M3 육수 나사와 알렌 키를 이용하여 압출기 벨트 클램프(3DP 13)에 드라이브 벨트(17)를 고정한다(도9C).

그림 8: 압출기를 조립하는 데 필요한 구성 요소입니다. 이 그림의 더 큰 버전을 보려면 여기를 클릭하십시오.
{kind=link}

그림 9: 압출기 하위 어셈블리. (A)압출기 하위 어셈블리의 그래픽 렌더링입니다. (B)압출기 부품을 보여주는 분해 된 뷰입니다. 이 그림의 더 큰 버전을 보려면 여기를 클릭하십시오.
{kind=link}
6. 전자 제품 및 배선
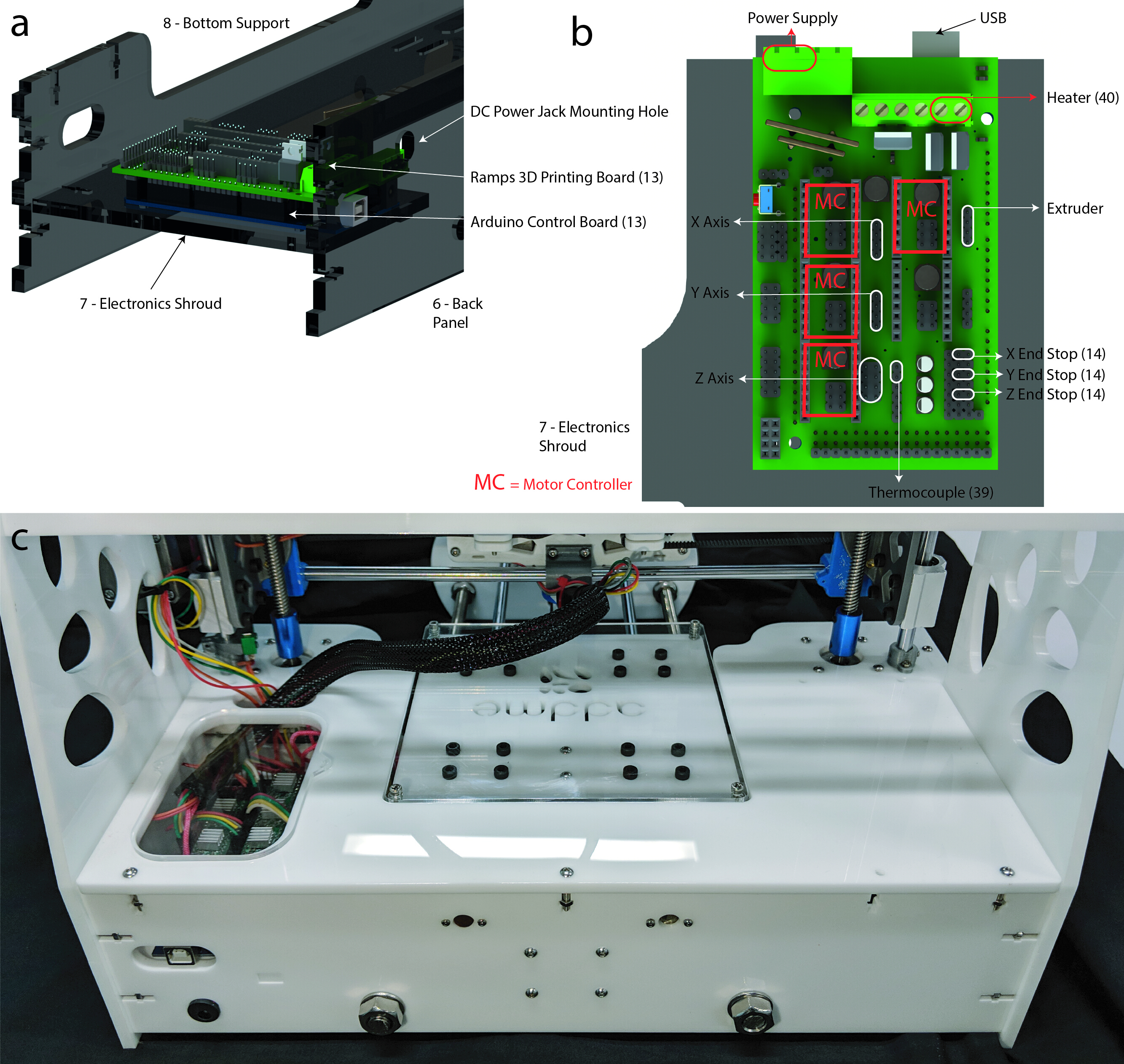
- M3 알렌 키를 사용하여 M3 육수 나사와 아크릴 부분 7 (전자 슈라우드, 그림 10A에표시)에 아두 이노를 마운트합니다. 그림 10A,B와 같이 아두 이노 보드 의 상단에 경사로 보드를 삽입 아크릴 부품 6 (후면 패널)를 직면 USB 플러그와 B.
- 그림10A와같이 DC 전원 공급 장치 잭을 아크릴 부 6(후면 패널)에 장착하고 도 10B의전원 공급 장치에 커넥터를장착합니다. 모터 컨트롤러, 스테퍼 모터, 엔드 스톱, 히터 및 써모커플을 각 핀에 연결합니다(그림10B).

그림 10: 전자 제품. (A)전자 제어 보드 장착 위치의 그래픽 렌더링. (B)전기 부품 및 모터를 3D 프린팅 보드에 연결 [Jos Hummelink (grabcab.com)]는 아두 이노 및 램프 CAD 파일을 제공했습니다.] (c)완성 된 배선의 이미지. 전선은 램프 보드에서 돌출 헤드 및 x/y 축 모터로 이어지는 것을 볼 수 있습니다. 이 그림의 더 큰 버전을 보려면 여기를 클릭하십시오.
{kind=link}
7. 소프트웨어, 제어 및 교정
참고: 자세한 지침 및 문제 해결 정보는 https://reprap.org/wiki/RAMPS_1.4를 참조하십시오.
- http://marlinfw.org/meta/download/펌웨어를 다운로드합니다.
- https://www.repetier.com/ 반복합니다.
- https://www.thingiverse.com/Addme/designs있는 펌웨어에서 파일 .configuration을 교체합니다.
- 반복하여 buad 비율을 112500으로 설정하여 (반복)에서 구성으로 | 프린터 설정 | 연결 | 보 속도 : 115200.
- 반복어에서 연결 아이콘을 클릭합니다.
- 연결되면 프린터를 완전히 제어할 수 있습니다. 수동 제어로 이동하여 인쇄 베드를 이동하고 온도를 설정해 봅을 시도합니다.
주의: 주사기 또는 하우징 구성 요소의 최대 온도가 초과되지 않았는지 확인하십시오(자세한 내용은 토론 참조). 스테퍼 모터는 전력이 제한되어 있지만 축의 이동은 기계적 위험을 나타냅니다.
참고: 이 단계에서는 완전히 작동하는 프린터가 있습니다. 다음 섹션(섹션 8)에서는 프린터를 3D 인쇄에 준비하는 절차에 대해 설명합니다.
8. 3D 프린팅 준비
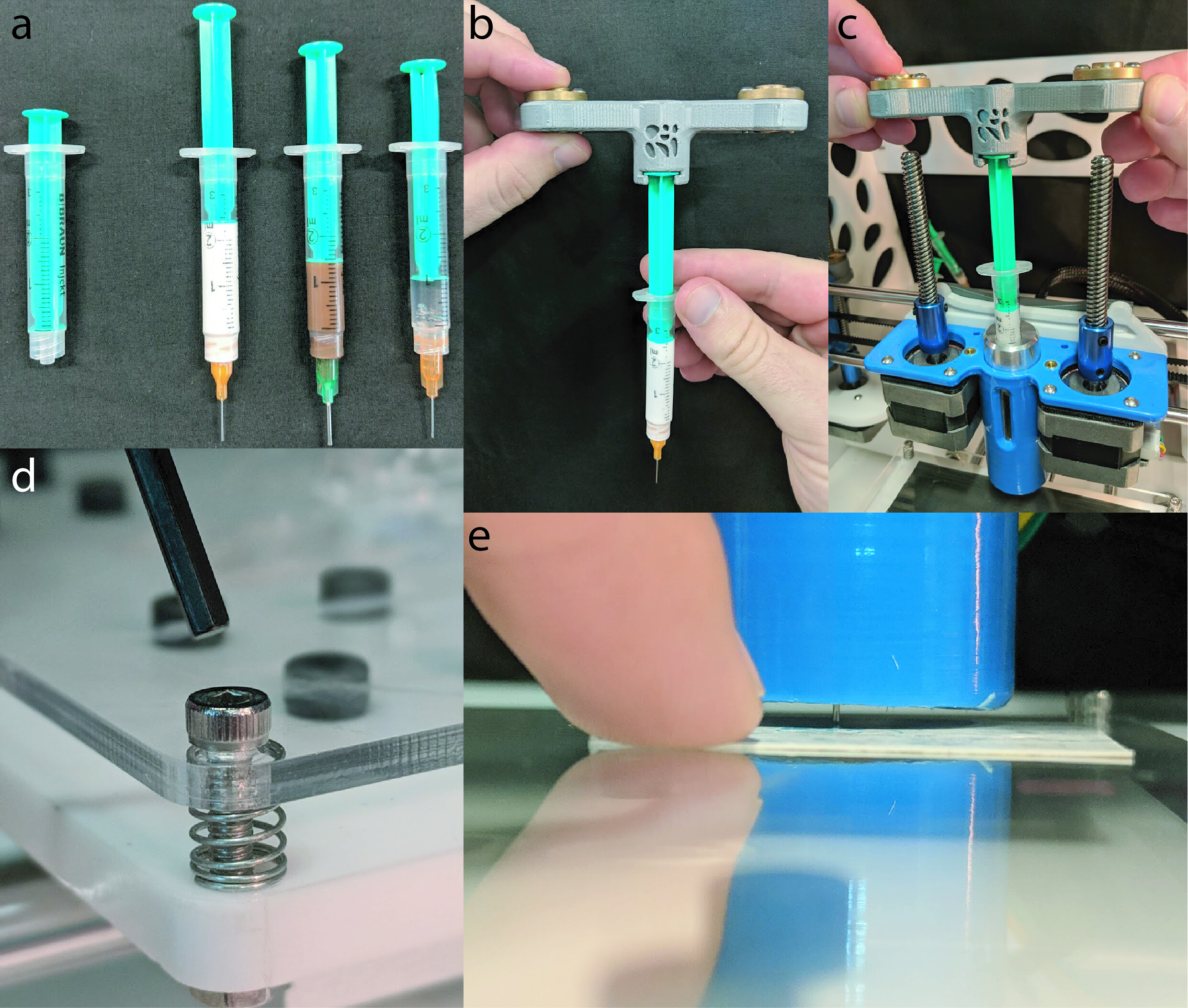
- 점성 크림, 초콜릿 또는 플로론(그림11A)과같은 원하는 재료로 2 mL 주사기를 적재합니다.
- 주사기를 압출 헤드에 넣려면 주사기를 플런저 잠금 1(3DP 11, 그림 11B)에삽입하여 시작합니다. 다음으로, 나사를 조심스럽게 돌리면서 가열 재킷에 주사기를 삽입합니다(그림11C).
- 선택 사항 : 침대가 평평해지지 않은 경우 수평을 유지해야합니다. 인쇄 헤드를 위아래로 움직인 다음 침대와 주사기 노즐 사이의 거리가 일치하는지 확인합니다. 주사기와 침대 사이에 종이 조각을 밀어 마찰을 느낀다(그림 11E),다음 M3 알렌 키를 사용(그림 11D)필요한 경우 침대 레벨을 조정합니다.
- 선택 사항: 선택한 재질을 가열해야 하는 경우 지금 이 작업을 수행하십시오. 반복의 수동 제어 탭으로 이동하여 온도를 원하는 수준으로 설정합니다.

그림 11: 3D 프린팅 준비. (A)2 mL 주사기 (왼쪽에서 오른쪽으로) 점성 크림 (150 mL, 니베아 핸드 크림), 초콜릿 (캐드 베리, 일반 우유), 그리고 Pluronic F-127 (시그마 알드리치). (B)플런저 잠금 장치 1(3DP 11)에 플런저를 삽입합니다. (C)나사나사가 황동 너트에 끼어있는 동안, 가열 재킷에 삽입되는 주사기입니다. (D)표시는 레벨이 조정 될 수 있도록, 유지 M3 육각 나사에 삽입 될 에 대한 알렌 키입니다. (E)명함을 주사기 밑으로 미끄러져 침대와 주사기 사이의 거리를 확인합니다. 이 그림의 더 큰 버전을 보려면 여기를 클릭하십시오.
{kind=link}
Access restricted. Please log in or start a trial to view this content.
결과
3D 프린팅 시 ADDME의 성능은 점성 크림(150 mL, 니베아 핸드 크림), 초콜릿(캐드버리, 플레인 밀크), 플루로닉 F-127(시그마 알드리히)을 사용하여 평가하였다. 점성 크림과 초콜릿을 있는 것으로 사용하고, 플로론을 20% wt 용액에 초순수로 용해시키고 필요14,15까지5°C에서 냉장 보관하였다.
Access restricted. Please log in or start a trial to view this content.
토론
이 프로토콜은 저비용 용융 압출 기반 3D 프린터를 구성하기 위한 자세한 지침을 제공합니다. 3D 프린터의 구성은 프레임, y축/침대, x축, 압출기, 전자 제품 및 소프트웨어를 포함한 하위 섹션으로 나눌 수 있습니다. 이러한 하위 섹션은 자세한 다이어그램, 도면, 파일 및 부품 목록과 함께 제공됩니다. ADDME 3D 프린터의 총 가격은 $343 AUD (2019년 01월 17일 기준 미화 245달러)로, 현재 알려진 가장 저렴한 ...
Access restricted. Please log in or start a trial to view this content.
공개
저자는 공개 할 것이 없다.
감사의 말
이 연구는 공공, 상업 또는 비영리 부문의 자금 조달 기관으로부터 특정 보조금을 받지 못했습니다. 플로리안 슈미트너, 산드로 고르카, 구린더 싱, 빈센트 트란, 도미닉 부에게 특별한 감사를 전하며, 디자인의 초기 프로토타입에 기여한 공로를 인정받아 주었습니다.
Access restricted. Please log in or start a trial to view this content.
자료
| Name | Company | Catalog Number | Comments |
| 15 W 12V DC 50x100mm Flexible Silicon Heater | Banggood | 1280175 | Optional; AU$4.46 |
| 3D Printer | Lulzbot | https://download.lulzbot.com/ | |
| 3D Printer | Ultimaker | Ultimaker 2+ | |
| AC 100-240V to DC 12V 5A 60W Power Supply | Banggood | 994870 | AU$12.7 |
| Acrylic Sheet White Continuous Cast 1200x600mm | Mulford Plastics | AU$36.95 | |
| Allen Keys | Metric | ||
| Arduino MEGA2560 R3 with RAMPS 1.4 Controller | Geekcreit | 984594 | AU$28.91 |
| Carbon Steel Linear Shaft 8mm x 350mm | Banggood | 1119330 | AU$13.44 |
| Carbon Steel linear Shaft 8mm x 500mm | Banggood | 1276011 | AU$19.42 |
| Chocolate | Cadbury | ||
| Computer with internet access | Dell | ||
| Coupler 5-8mm | Banggood | 1070710 | AU$6.93 |
| Hand Cream | Nivea | 80102 | |
| Heating Cartridge | Creality 3D | 1192704 | AU$4.75 |
| K Type Temperature Sensor Thermocouple | Banggood | 1212169 | AU$2.37 |
| Laser Cutter | trotec | Speedy 300 | https://www.troteclaser.com/ |
| M10 1mm Pitch Thread Metal Hex Nut + Washer | UXCELL | AU$8.84 | |
| M10 1mm Pitch Zinc Plated Pipe 400mm Length | UXCELL | AU$11.62 | |
| M2 - 0.4mm Internal Thread Brass Inserts | Ebay | AU$5.65 | |
| M2 Nuts | Suleve | 1239291 | AU$9.17 |
| M2 x 10 mm Button Hex Screws | Suleve | 1239291 | AU$9.17 |
| M2 x 5mm Button Hex Screws | Suleve | 1239291 | AU$9.17 |
| M3 - 0.5mm Internal Thread Brass Inserts | Suleve | 1262071 | AU$7.5 |
| M3 Nuts | Suleve | 1109208 | AU$7.85 |
| M3 Washer | Banggood | 1064061 | AU$3.05 |
| M3 x 10mm Button Hex Screws | Suleve | 1109208 | AU$7.85 |
| M3 x 20mm Button Hex Screws | Suleve | 1109208 | AU$7.85 |
| M3 x 6mm Button Hex Screws | Suleve | 1109208 | AU$7.85 |
| M3 x 8mm Button Hex Screws | Suleve | 1109208 | AU$7.85 |
| M4 x 8mm Button Hex Screws | Suleve | 1273210 | AU$4.32 |
| Needle Luer Lock 18 - 27 Gauge | Terumo | TGA ARTG ID: 130227 | AU$3.57 |
| NEMA 17 Stepper Motor | Casun | 42SHD0001-24B | AU$54 |
| NEMA Stepper Motor Mounting Bracket | Banggood | ptNema17br90 | AU$4.79 |
| Pillow Block Flange Bearing 8mm | Banggood | KFL08 | AU$5.04 |
| PLA Filament | Creality 3D | 1290153 | AU$24.95 |
| Pluronic F127 | Sigma Aldrich | P2443-250G | |
| SC8UU 8mm Linear Motion Ball Bearing | Toolcool | 935967 | AU$21.6 |
| SG-5GL Micro Limit Switch | Omron | 1225333 | AU$4.5 |
| Soldering Station | Solder, Wires, Heat shrink e.c.t. | ||
| Spring | Banggood | 995375 | AU$2.53 |
| Syringe 3ml Luer Lock Polypropylene | Brauhn | 9202618N | AU$3.14 |
| Timing Pulley GT2 20 Teeth and Belt Set | Banggood | 10811303 | AU$11.48 |
| Trapezoidal Lead Screw and Nut 8mm x 400mm | Banggood | 1095315 | AU$29.02 |
| Variable Spanner |
참고문헌
- Brettel, M., Friederichsen, N., Keller, M., Rosenberg, M. How Virtualization, Decentralization and Network Building Change the Manufacturing Landscape: An Industry 4.0 Perspective. World Academy of Science, Engineering and Technology International Journal of Information and Communication Engineering. 8 (1), (2014).
- Gilchrist, A. Introducing Industry 4.0. Industry 4.0. , 195-215 (2016).
- Petrick, I. J., Simpson, T. W. 3D Printing Disrupts Manufacturing: How Economies of One Create New Rules of Competition. Research-Technology Management. 56 (6), 12-16 (2013).
- Wong, K., Hernandez, A. A Review of Additive Manufacturing. ISRN Mechanical Engineering. 10, (2012).
- Lanaro, M., Desselle, M. R., Woodruff, M. A. 3D Printing Chocolate: Properties of Formulations for Extrusion, Sintering, Binding and Ink Jetting. Fundamentals of 3D Food printing and Applications. , (2018).
- Godoi, F. C., Prakash, S., Bhandari, B. R. 3d printing technologies applied for food design: Status and prospects. Journal of Food Engineering. 179, 44-54 (2016).
- Stansbury, J. W., Idacavage, M. J. 3D printing with polymers: Challenges among expanding options and opportunities. Dental Materials. 32 (1), 54-64 (2016).
- Zhu, W., Ma, X., Gou, M., Mei, D., Zhang, K., Chen, S. 3D printing of functional biomaterials for tissue engineering. Current Opinion in Biotechnology. 40, 103-112 (2016).
- Lanaro, M., Booth, L., Powell, S. K., Woodruff, M. A. Electrofluidodynamic technologies for biomaterials and medical devices: melt electrospinning. Electrofluidodynamic Technologies (EFDTs) for Biomaterials and Medical Devices. , 37-69 (2018).
- Malone, E., Lipson, H. Fab@Home: the personal desktop fabricator kit Article information. Rapid Prototyping Journal. 13 (4), 245-255 (2007).
- Vilbrandt, T., Malone, E., Lipson, H., Pasko, A. Universal Desktop Fabrication. Heterogeneous Objects Modelling and Applications. , 259-284 (2008).
- Jones, R., et al. RepRap-the replicating rapid prototyper. Robotica. 29, 177-191 (2011).
- Lanaro, M., et al. 3D printing complex chocolate objects: Platform design, optimization and evaluation. Journal of Food Engineering. , (2017).
- Wu, W., DeConinck, A., Lewis, J. A. Omnidirectional Printing of 3D Microvascular Networks. Advanced Materials. 23 (24), H178-H183 (2011).
- Paxton, N., Smolan, W., Böck, T., Melchels, F., Groll, J., Jungst, T. Proposal to assess printability of bioinks for extrusion-based bioprinting and evaluation of rheological properties governing bioprintability. Biofabrication. 9 (4), 044107(2017).
Access restricted. Please log in or start a trial to view this content.
재인쇄 및 허가
JoVE'article의 텍스트 или 그림을 다시 사용하시려면 허가 살펴보기
허가 살펴보기This article has been published
Video Coming Soon
Copyright © 2025 MyJoVE Corporation. 판권 소유