
Method Article
Impressão 3D - Avaliando emissões de partículas de uma caneta de impressão 3D
Neste Artigo
Resumo
Este protocolo apresenta um método para analisar a emissão de canetas de impressão 3D. A concentração de partículas e a distribuição do tamanho das partículas liberadas são medidas. As partículas liberadas são ainda analisadas com microscopia eletrônica de transmissão (TEM). O teor metálico em filamentos é quantificado por espectrometria de massa de plasma indutivamente acoplada (ICP-MS).
Resumo
A impressão tridimensional (3D) como um tipo de fabricação aditiva mostra um aumento contínuo na aplicação e popularidade do consumidor. A fabricação de filamentos fundidos (FFF) é um método barato usado com mais frequência pelos consumidores. Estudos com impressoras 3D mostraram que durante o processo de impressão partículas e substâncias voláteis são liberadas. As canetas de impressão 3D portáteis também usam o método FFF, mas a proximidade do consumidor com as canetas 3D dá razão a maior exposição em comparação com uma impressora 3D. Ao mesmo tempo, canetas de impressão 3D são frequentemente comercializadas para crianças que poderiam ser mais sensíveis à emissão de impressão. O objetivo deste estudo foi implementar um método de baixo custo para analisar as emissões de canetas de impressão 3D. Filamentos de polilacídio (PLA) e acrilonitrilo butadiene (ABS) de cores diferentes foram testados. Além disso, foram analisados filamentos contendo nanotubos de metal e carbono (CNTs). Uma câmara de 18,5 L e amostragem próxima à fonte de emissão foi utilizada para caracterizar emissões e concentrações próximas à zona respiratória do usuário.
Foram medidas as emissões de partículas e distribuições de tamanho de partículas e a possível liberação de partículas metálicas e CNTs investigadas. Concentrações numéricas de partículas foram encontradas em uma faixa de 105 - 106 partículas/cm3, o que é comparável aos relatórios anteriores de impressoras 3D. A análise da microscopia eletrônica de transmissão (TEM) mostrou nanopartículas dos diferentes materiais termoplásticos, bem como de partículas metálicas e CNTs. Alto teor de metal foi observado por espectrometria de massa plasmática indutivamente acoplado (ICP-MS).
Esses resultados exigem um uso cauteloso das canetas 3D devido ao potencial risco para os consumidores.
Introdução
A impressão 3D é um método promissor de fabricação aditiva, que além de suas aplicações industriais também é usado em casas, escolas e os chamados espaços maker. As impressoras 3D agora podem ser compradas a partir de 200 €, tornando-as atraentes para os consumidores. Essas impressoras podem ser usadas para produzir peças de reposição, utensílios domésticos, presentes ou outros objetos. As crianças podem até fazer seus próprios brinquedos usando impressoras 3D. Devido ao seu fácil manuseio e baixo preço, as impressoras baseadas na fabricação de filamentos fundidos (FFF) são do tipo mais difundido no setor de hobby1. Neste método de impressão, um material termoplástico, chamado filamento, é derretido, empurrado através de um bico e aplicado camada por camada usando uma cabeça de impressão móvel até que o objeto tridimensional seja concluído. Os modelos cad (Digital Computer-aided Design, design auxiliado por computador) necessários para impressão FFF estão disponíveis gratuitamente online ou podem ser projetados em muitos programas de desenho CAD diferentes.
Estudos iniciais mostraram que durante o processo de impressão do filamento, partículas ultrafinas2,3,4,5,6,7,8 e substâncias voláteis9,10,11,12,13,14,15,16,17,18 são liberadas. Partículas ultrafinas podem penetrar mais fundo no sistema respiratório e podem ser mais difíceis de limpar do corpo19. Em um estudo com funcionários que utilizam regularmente impressoras 3D, 59% relataram sintomas respiratórios20. A maioria das impressoras do hobbyist não são hermeticamente lacradas e não possuem dispositivos de extração de gases de escape. As emissões são, portanto, liberadas diretamente no ar ambiente e podem representar um risco para o usuário após a inalação.
Estudos anteriores se concentraram nas emissões dos filamentos mais usados polilacídio (PLA) e estireno de butadieno de acrilonitrilo (ABS). Alguns estudos analisaram diferentes filamentos, como nylon e poliestireno de alto impacto (HIPS)4,10,13. Além disso, novos filamentos, que são fornecidos com aditivos como metal ou madeira, estão constantemente sendo lançados ao mercado. Esses filamentos permitem ao consumidor imprimir objetos que parecem e se sentem como madeira natural ou metal. Outros filamentos permitem imprimir materiais condutores contendo nanotubos de grafeno ou carbono (CNTs)21. As nanopartículasmetálicas 22 e CNTs mostram efeitos citotóxicos e causaram danos ao DNA23. Até agora, apenas pouca pesquisa foi realizada sobre filamentos contendo aditivos. Floyed et al.13 analisaram PLA complementado com bronze; Stabile et al.3 investigaram PLA misturado com cobre, madeira, bambu e um filamento com fibra de carbono. Ambos os estudos mediram a concentração de partículas e a distribuição de tamanho, porém a morfologia e a composição das partículas liberadas não foram mais investigadas. Especialmente nanopartículas de proporção alta (HARN) como CNTs ou fibras de amianto são conhecidas por causar efeitos perigosos à saúde24. Um estudo recente de Stefaniak et al.25 analisou filamentos com CNTs e observou emissão de partículas de polímeros respiratórios contendo CNTs visíveis.
As canetas 3D usam o mesmo método FFF que as impressoras 3D, mas até agora apenas um estudo examinando canetas 3D foi publicado26. Os autores utilizaram filamentos PLA e ABS, mas nenhum com aditivos foi analisado. Devido ao seu uso portátil, as canetas 3D são ainda mais fáceis de usar do que as impressoras 3D. Eles são mais intuitivos, têm um tamanho pequeno e não exigem o uso de modelos CAD. Canetas 3D podem ser usadas para desenhar ou criar objetos e, além disso, para reparar peças impressas em 3D e outros itens plásticos. Os preços começam a partir de 30 €, diferentes formas e cores estão disponíveis para atingir faixas etárias mais baixas. Mas, particularmente, as crianças são mais vulneráveis às emissões de partículas. Seus mecanismos de defesa pulmonar contra partículas e poluição gasosa não são totalmente evoluídos e estão respirando um maior volume de ar por peso corporal27.
Para uma melhor compreensão da liberação e dos riscos à saúde das emissões de caneta 3D, investigamos diferentes filamentos constituídos pelos materiais padrão PLA e ABS em cores diferentes. Além disso, foram investigados filamentos com aditivos de cobre, alumínio, aço e CNT e filamento com efeito brilhante no escuro. Para obter insights abrangentes sobre o processo de impressão da caneta 3D e a análise das emissões de partículas foi conduzida pela medição on-line do aerossol de concentrações de números de partículas e distribuições de tamanho, por meio de exame de microscopia eletrônica de transmissão (TEM) para identificação de morfologia e materiais e por espectrometria de massa plasmática indutivamente acoplada (ICP-MS) para avaliação quantitativa metálica dos filamentos.
Protocolo
1. Requisitos de protocolo
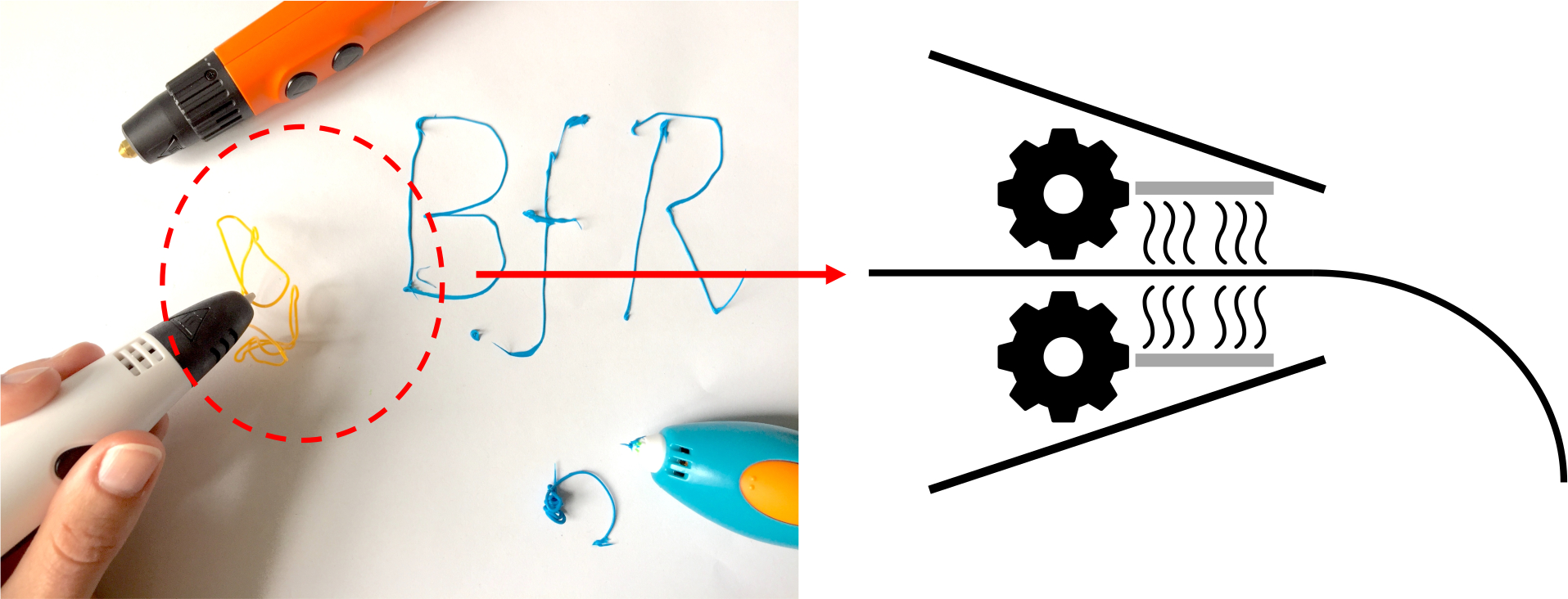
- Compre uma caneta de impressão 3D capaz de gerar temperaturas > 200 °C(Figura 1) para poder imprimir filamentos com uma temperatura de impressão mais alta (por exemplo, ABS ou filamentos com aditivos) para comparar diferentes filamentos. Diferentes canetas 3D estão disponíveis online.
- Compre filamentos com diâmetro de 1,75 mm, adequado para a caneta 3D. Uma variedade de filamentos PLA e ABS padrão, bem como filamentos com aditivos estão disponíveis online em diferentes sites.
- Para uma configuração fácil, use um desiccator (18,5 L) como a câmara de emissão.
- Certifique-se de que a câmara está limpa. Escolha um desiccador com uma entrada de um lado para poder inserir a caneta de impressão 3D e uma tomada na parte superior para inserir o tubo de amostragem.
- Certifique-se de que uma entrada de ar na conexão com a caneta 3D esteja estabelecida. O ar ambiente será usado como fundo. A tubulação de saída deve estar a 10 cm da ponta da caneta de impressão 3D para imitar a distância entre a cabeça do usuário e a fonte de emissão.
- Use tubos condutores para minimizar a perda de partículas. O comprimento do tubo deve ser o mais curto possível e livre de curvas.
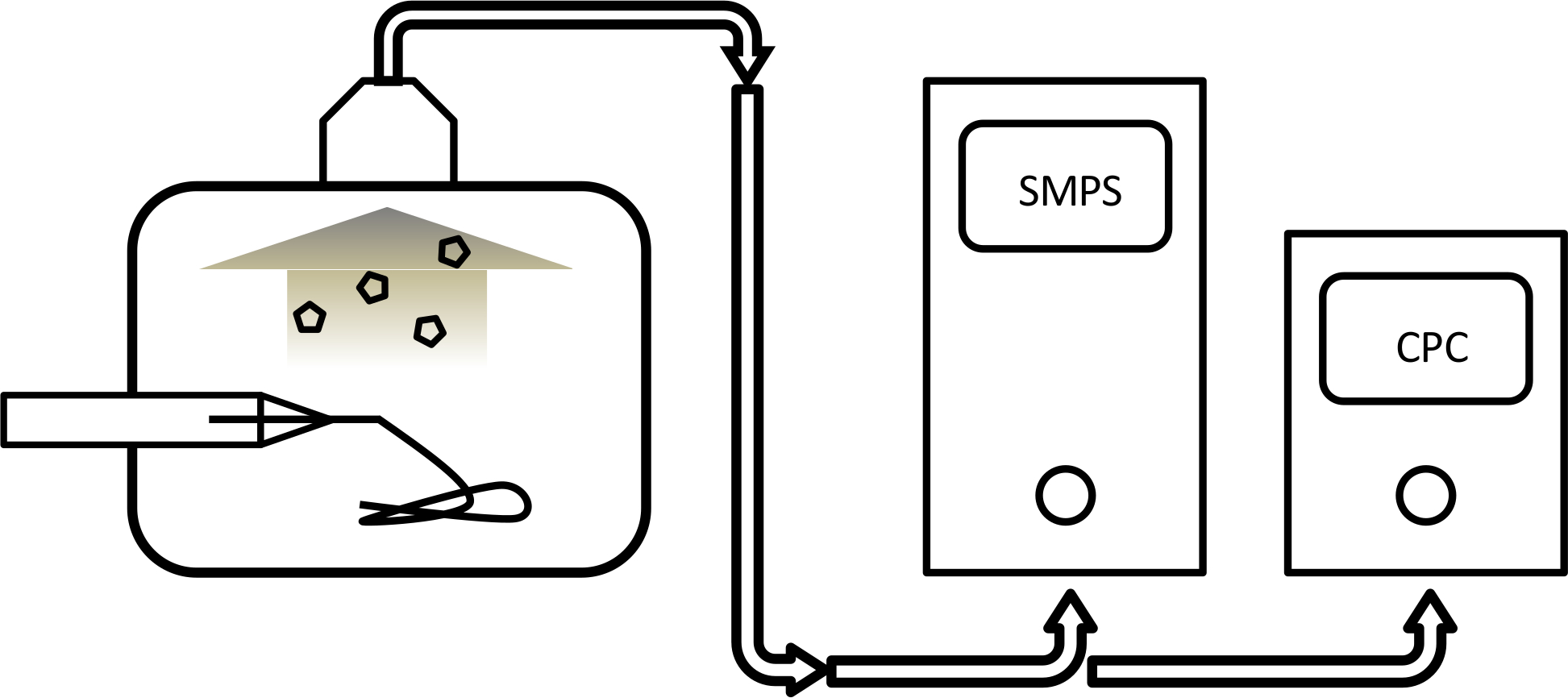
- Use o Contador de Partículas de Condensação (CPC) e o Dimensionador de Partículas de Mobilidade de Varredura (SMPS) ou outros dispositivos de rastreamento de partículas para a medição on-line da concentração de partículas e distribuição do tamanho das partículas(Figura 2).
- Use um micro-ondas e seus respectivos produtos químicos para digerir amostras de filamento.
- Use um ICP-MS ou outro instrumento de análise de vários elementos para quantificar o conteúdo metálico nas amostras.
- Use um microscópio eletrônico para caracterizar a morfologia das partículas.
2. Medições de aerossol de emissões de caneta 3D
- Preparação antes do experimento
- Ligue os respectivos instrumentos de medição on-line (SMPS, CPC). Há um botão na parte de trás da máquina. Aqueça os instrumentos por cerca de 10 minutos.
- Pré-carregar a caneta 3D com um filamento escolhido (comece com PLA como o material mais usado) e deixe a caneta esfriar.
- Conecte um filtro HEPA à entrada SMPS e execute uma medição de verificação limpa com o SMPS para garantir que o SMPS não esteja contaminado das medições anteriores. Não meça nenhuma partícula se o SMPS não estiver limpo.
- Conecte a saída da câmara à entrada do CPC. Verifique a concentração dentro da câmara com o CPC para garantir que a câmara esteja limpa (< 103 partículas/m3) e os experimentos estão funcionando sob as mesmas condições. Inicie uma medição.
- Procedimento experimental
- Insira a caneta 3D pré-carregada e resfriada na câmara.
- Certifique-se de que a tubulação de saída da câmara está conectada ao CPC.
- Inicie o computador conectado ao CPC. Abra um novo arquivo com um nome adequado às medidas. Certifique-se de que a configuração de fluxo CPC está definida para 0,3 L/min e o tempo de amostragem está definido para pelo menos 90 minutos. Inicie a medição do CPC para medir a concentração de fundo por 10 minutos.
NOTA: As configurações de fluxo de 0,3 L/min e o volume da câmara de 18,5 L resultarão em uma taxa de câmbio aéreo (ACH) de 1,0 h-1. - Depois de 10 min, ligue a caneta 3D. Selecione a temperatura necessária para o filamento escolhido.
- Depois que a temperatura necessária for atingida, inicie o processo de impressão. Deixe a caneta 3D imprimir por 15 minutos.
NOTA: Nenhum objeto, mas uma sequência contínua será impressa e coletada na parte inferior. - Após 15 minutos, pare a caneta 3D, conecte a tubulação de saída ao SMPS e inicie as medições de distribuição de tamanho a cada 3 minutos durante a próxima 1 hora.
- Após o experimento terminar, remova o filamento impresso e limpe a câmara.
- Repita cada medição três vezes.
3. Morfologia de partículas usando TEM
- Para garantir que os sinais medidos se originem de partículas emitidas e não de moléculas de vapor, use microscopia eletrônica de transmissão (TEM) para analisar o aerossol.
- Preparação da grade TEM
- Use grades de cobre de 400 malhas de 3,5 mm.
- Cubra as grades com Collodion. Deixe as grades secarem durante a noite e armazená-las em uma câmara de dessacização até que usem mais. Alternativamente, use grades pré-revestidas (por exemplo, SF162-4 Formvar-Film em 400 malha Cu-net).
- No dia do experimento, as redes devem ser hidrofilizadas com 2% azul alciano em solução de ácido acético de 0,3%.
- Pipeta 30 μL da solução azul alciana preparada em uma superfície, por exemplo, um pedaço de parafilm. Deixe as grades flutuarem sobre as gotículas azuis alcianas por 5 a 10 minutos e seque-as usando um papel filtro.
- Coloque as grades TEM preparadas dentro da câmara durante o processo de impressão e deixe no lugar depois por 5 horas para permitir a sedimentação de partículas.
NOTA: Para facilitar o manuseio das grades, coloque as grades em uma plataforma revestida com parafilme. - Examine pelo menos quatro áreas diferentes de cada grade com TEM e use padrões de difração a partir de recursos publicados para identificar a composição do material.
4. Quantitação do conteúdo metálico antes e depois da impressão usando iCP-MS
- Preparação da Amostra
- Imprima filamento em uma superfície plástica para evitar contaminação com metal.
- Pesar aproximadamente 150 mg de filamento a granel e filamento impresso. Para evitar contaminação com metal, use uma faca de cerâmica para cortar pedaços menores.
- Digestão de micro-ondas
- Transfira filamentos ponderados para vasos de micro-ondas.
- Adicione 1,5 mL de água (por exemplo, MilliQ), 3,5 mL de ácido nítrico e 1 mL de peróxido de hidrogênio a cada amostra.
ATENÇÃO: Adicione água primeiro e depois ácido! - Coloque os vasos no micro-ondas e inicie a digestão. Aqueça até 200 °C e segure por 20 minutos.
- Concentração metálica determinada com ICP-MS
- Diluir todas as amostras de filamentos onde uma alta concentração metálica é conhecida ou suspeita de evitar a contaminação do ICP-MS.
- Use uma varredura de pesquisa para determinar quais metais estão nas amostras.
- Quantifique o teor metálico dos metais específicos utilizando as normas de calibração apropriadas.
Resultados
Concentração de número de partículas
A maior concentração de número de partículas de pico foi medida para pla-cobre com 4,8 x 106 #/cm3 e a menor para PLA-preto com 4,3 x 105 #/cm3. Em geral, observou-se maior emissão de ABS > 106 #/cm3 em relação ao PLA. No entanto, alguns filamentos PLA resultaram em concentrações de partículas acima de10 6 #/cm3 (PLA-branco e PLA-azul). As diferentes concentrações de partículas podem estar relacionadas ao uso de aditivos. Zhang et al.28 afirmaram que as partículas podem ser formadas por alguns aditivos como, por exemplo, pigmentos, porém não pelo material a granel. Assim, o uso de diferentes pigmentos para cores diferentes pode influenciar o número de partículas liberadas.
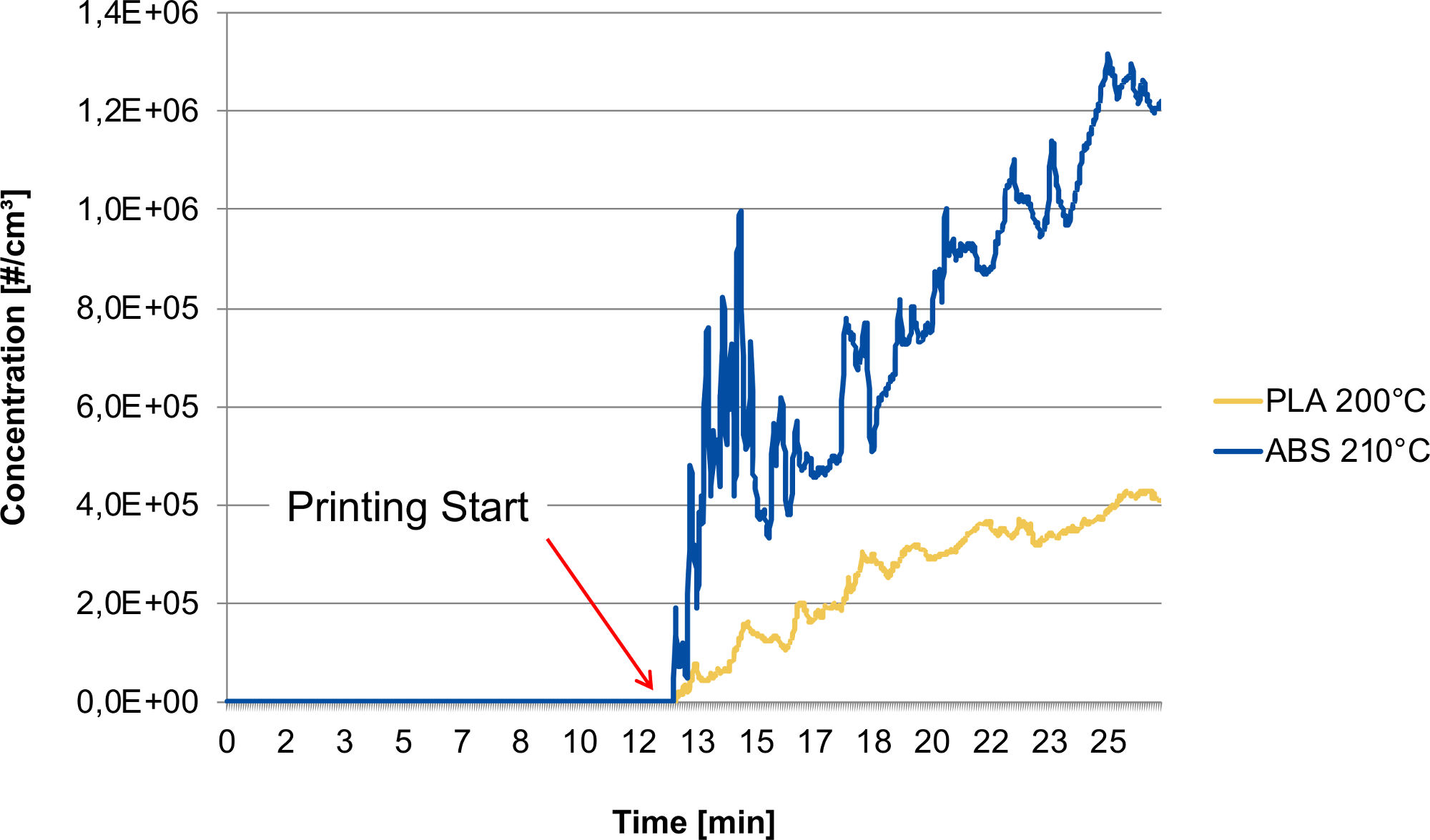
Na Figura 3 exemplos de aumento de emissões de partículas durante o processo de impressão são mostrados para PLA-black e ABS-black. Os resultados estão de acordo com estudos anteriores de impressora 3D, mostrando concentrações de partículas de 105-106 #/cm3 e valores mais elevados para ABS em comparação com PLA12,13. Floyd et al.13 mediram a concentração máxima de 3,5 x 106 #/cm3 para ABS e 1,1 x 106 #/cm3 para PLA. É importante mencionar que o ABS é geralmente impresso em temperaturas mais altas em comparação com o PLA. Para analisar a influência da temperatura de impressão na liberação de partículas, foram realizados experimentos utilizando PLA-black a 210 °C (ajuste padrão para ABS). Os resultados foram comparados com a configuração padrão de 200 °C para PLA. Com a temperatura mais alta, a concentração de partículas aumentou quase uma ordem de magnitude. A concentração média durante a impressão com PLA-preto aumentou de 2,6 x 105 #/cm3 a 200°C para 1,3 x 106 #/cm3 a 210 °C. Emissões mais elevadas causadas por uma maior temperatura de impressão já foram observadas em estudos anteriores com impressoras 3D3.
Distribuição de tamanho de partículas em emissões de diferentes filamentos
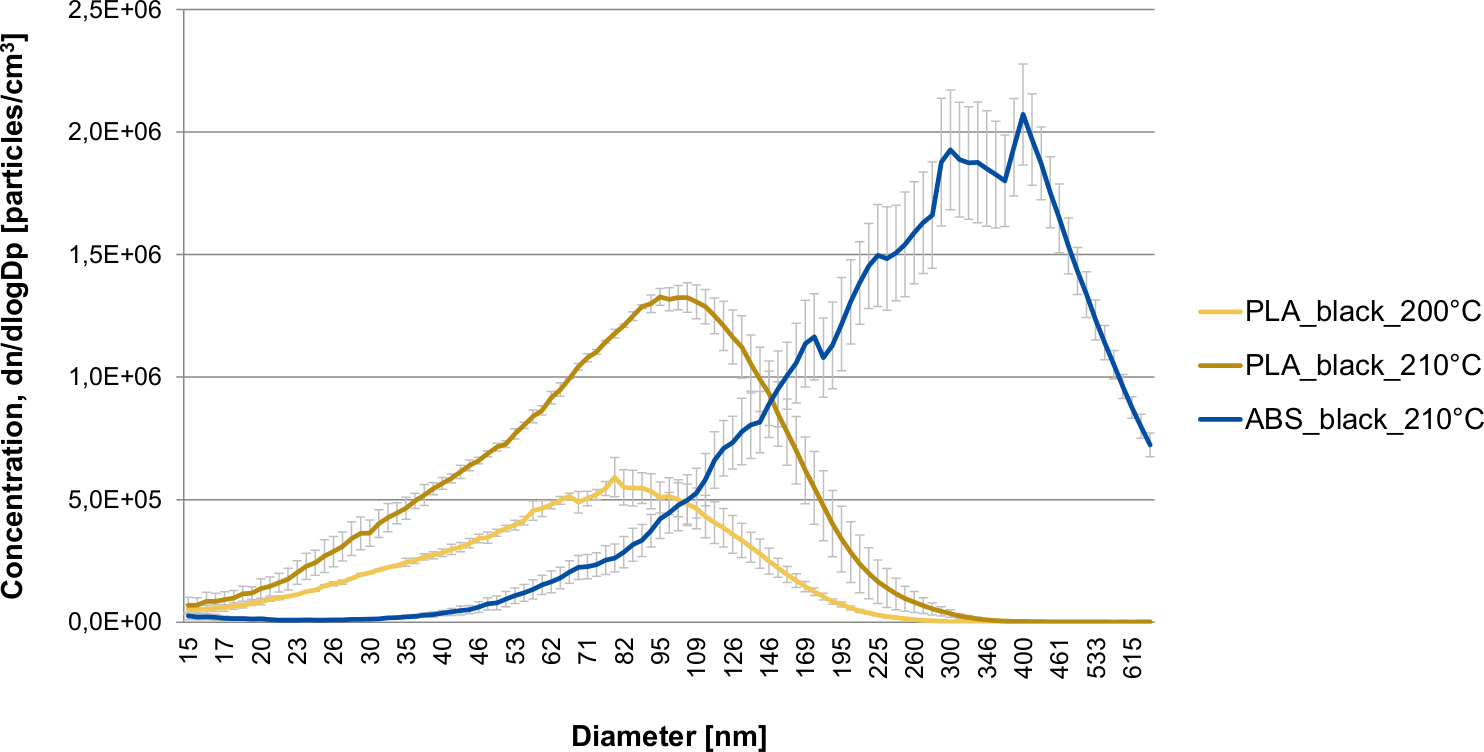
A Figura 4 mostra distribuições de tamanho de partículas para PLA a 200 e 210 °C e para ABS a 210 °C. A impressão de ABS resultou em uma maior concentração de partículas e partículas maiores em comparação com o PLA. O aumento da temperatura durante a impressão de PLA resultou em concentrações mais altas de número de partículas, mas não teve efeito significativo sobre o diâmetro médio geométrico (GMD). Isso está de acordo com um estudo anterior28.
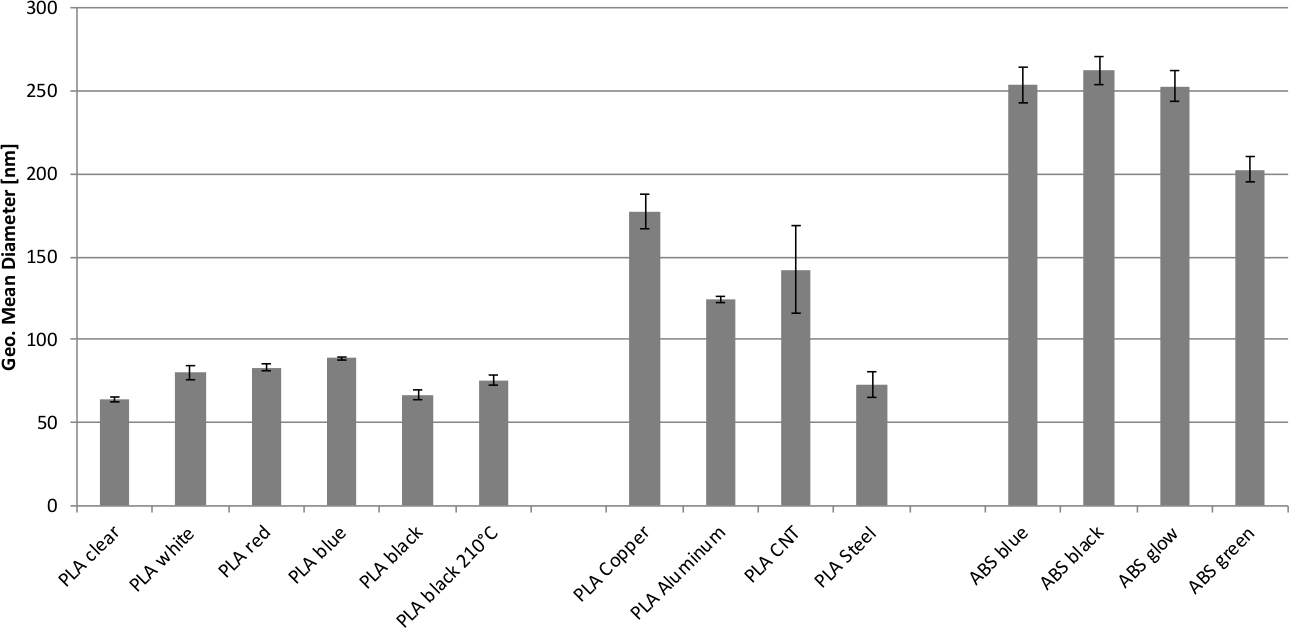
A Figura 5 mostra o GMD com base na contagem numérica de todos os filamentos medidos. Observou-se clara tendência de diferença entre as partículas emitidas durante a impressão com filamentos ABS ou PLA. As amostras abs apresentaram o maior GMD variando de 203,9 nm para ABS-green e até 262,1 nm para ABS-azul. O ABS-green é feito por um fabricante diferente dos outros filamentos ABS; esta pode ser a razão de um tamanho de partícula ligeiramente diferente. Filamentos PLA emitiram partículas menores com GMDs < 100 nm (63,8 nm para pla-clear até 88,3 nm PLA-azul). Para os outros filamentos com aditivos, o GMD variou de 73,1 nm para aço PLA a 183,9 nm para PLA-cobre. A reprodutibilidade das medidas é evidente a partir dos desvios padrão relativos baixos (RSD) das medidas de tamanho de partículas. A faixa ficou entre 0,96 e 5,58%. Somente no caso de PLA com aço (10,55%) e PLA com CNTs (18,52%) observou-se maior faixa. Isso poderia, no entanto, ser devido à inhomogeneidade nos filamentos. Produtos com aditivos são uma mistura de termoplástico (por exemplo, neste caso PLA) e metal ou outras pequenas partículas. As partículas podem não ser distribuídas uniformemente e poderiam, assim, causar um desvio padrão mais alto. Os desvios padrão geométricos variaram entre 1,6 e 1,9, indicando uma distribuição única modal na faixa de partículas finas e ultrafinas, como observado em estudos anteriores de impressoras 3D13.
Os resultados mostram uma diferença significativa nas emissões de partículas entre filamentos PLA e ABS; isso ainda não estava claro das publicações anteriores, pois muitas vezes apenas um ou dois filamentos haviam sido analisados29. Alguns autores descreveram partículas maiores para ABS5,12, algumas maiores para PLA2,9. Em outros estudos, não foi observada diferença de tamanho em4,13. Byrley et al.29 revisaram 13 publicações e descreveram diâmetros médios de partículas variando de 14,0 nm a 108,1 nm para PLA e de 10,5 nm a 88,5 nm para ABS. A diferença no tamanho das partículas pode ser devido a medições em diferentes pontos de tempo. Alguns mediram a maior concentração12,13 e alguns relataram os tamanhos de todo o processo de impressão5,9. O único estudo de canetas 3D disponíveis até agora relata partículas de até 60,4 nm para PLA e até 173,8 nm para ABS26,o que é semelhante aos achados aqui.
A medição de distribuição de tamanho representa apenas um instantâneo de um momento. Para observar a variabilidade do tempo em relação ao tamanho do aerossol emitido, a distribuição do tamanho da partícula para Filamento PLA-preto foi medida 10 vezes a cada 3 minutos após a parada da impressão(Figura 6A). As medidas mostram um aumento da GMD (Figura 6B) e uma diminuição na concentração de partículas(Figura 6C) a cada execução de medição consecutiva. O aumento do tamanho das partículas pode ser devido à aglomeração, o que também explicaria a diminuição da concentração de partículas. Curiosamente, essa ocorrência de aumento de tamanho de partículas e diminuição da concentração não foi observada apenas após a impressão ter parado, mas também durante os processos de impressão. Isso mostra que o tempo de medição é um fator importante.
Quantitação de conteúdo metálico antes e depois da impressão usando iCP-MS
Uma comparação dos filamentos contendo aditivos metálicos antes e depois do processo de impressão não revelou diferença em relação ao seu conteúdo metálico. Esta relação metal-polímero inalterada indica que as partículas liberadas não são apenas polímeros, pois isso levaria a uma maior concentração metálica no material impresso devido à perda de polímero. Nanopartículas metálicas liberadas podem implicar maior risco à saúde do usuário22. Em geral, deve-se notar a alta quantidade de metal em filamentos avançados. Os metais podem causar efeitos adversos à saúde e, especialmente, a liberação de partículas nanoescala requer precauções de segurança nos cenários da vida diária30.
Para o filamento PLA-cobre medimos uma porcentagem de peso de 70 para cobre. Para o filamento de aço medimos percentuais de peso de 30% Fe, 8% Cr e 6% Ni no filamento. Muitas vezes a composição exata dos filamentos não é declarada, e os possíveis riscos, portanto, não são conhecidos pelo usuário. A exposição ao níquel pode ter efeitos adversos na saúde humana e pode causar alergias à pele, fibrose pulmonar, doenças cardiovasculares e renais. O elemento é suspeito de carcinógeno humano31.
Além dos filamentos metálicos, o PLA clear foi analisado antes e depois da impressão. Aqui, um aumento de, Zn, Fe, Cr e Ni foi medido após o processo de impressão. Isso pode ser devido a outros materiais terem sido extraídos através da caneta 3D antes e resultando em um efeito de memória. As medições foram repetidas com uma caneta 3D recém-adquirida e aqui não foi observado aumento significativo(Figura 7).
Morfologia de partículas usando TEM
As imagens tem confirmaram a presença de partículas e verificaram a diferença no tamanho das partículas entre ABS e PLA, medidos com o SMPS. As imagens TEM mostraram tamanhos de partículas em sua maioria em torno de 50 nm para PLA (Figura 8A). O ABS preto mostrou partículas quase consistentemente maiores até 100 nm(Figura 8B). A diferença de tamanhos de partículas entre PLA e ABS, como visto com o SMPS, poderia ser confirmada. No entanto, tamanhos menores foram medidos pelo TEM. Os tamanhos menores podem ser devido ao SMPS medindo aglomerações de partículas, como descrito anteriormente, e imagens TEM mostrando partículas não aglomeradas.
Filamento pla-cobre continha cobre, bem como partículas PLA(Figura 8C). O cobre estava principalmente em forma cristalina com tamanhos em torno de 150 nm. Isso se encaixa na medição SMPS do filamento de cobre, o que resultou em GMD médio de 178 nm(Figura 5). A figura 8D possivelmente retrata um CNT liberado do filamento PLA-CNT. Além disso, observou-se a liberação de pequenas partículas de aço durante a impressão com filamento pla-aço(Figura 8E). O filamento de alumínio foi descrito como "composto PLA - com uma quantidade incrivelmente alta de flocos de alumínio prateado adicionados"32. A Figura 8F mostra possível uma aglomeração desses flocos, pois o tamanho é muito maior em comparação com o GMD medido de 124 nm usando SMPS.

Figura 1: Imagem de canetas de impressão 3D e construção esquemática de uma caneta de impressão 3D. A caneta de impressão 3D aquece o filamento à temperatura escolhida e extruse o termoplástico derretido. Clique aqui para ver uma versão maior desta figura.
{kind=link}

Figura 2: Configuração experimental para medição de aerossol on-line. A concentração de partículas é medida com um CPC e a distribuição do tamanho das partículas com um SMPS. Clique aqui para ver uma versão maior desta figura.
{kind=link}

Figura 3: Medição do CPC das concentrações de partículas. As medidas mostram um aumento após o início da impressão e maiores concentrações para ABS em comparação com PLA. Clique aqui para ver uma versão maior desta figura.
{kind=link}

Figura 4: Distribuição de tamanho de partícula medida com SMPS com desvio padrão (n=3). A impressão PLA resulta em partículas menores em comparação com o ABS. O aumento da temperatura resulta em maior concentração, mas não mostra nenhum efeito significativo no tamanho das partículas. Clique aqui para ver uma versão maior desta figura.
{kind=link}

Figura 5: Diâmetro médio geométrico médio médio com desvio padrão (n=3) para todos os filamentos analisados. A impressão com PLA resultou em partículas menores em comparação com ABS. Clique aqui para ver uma versão maior desta figura.
{kind=link}

Figura 6: Distribuição do tamanho das partículas medida logo após a parada de impressão. (A) Distribuição de tamanho de partículas medida a cada 3 minutos durante um período de 30 minutos após um processo de impressão com PLA-preto. (B) Aumento do GMD. (C) Diminuição da concentração. Clique aqui para ver uma versão maior desta figura.
{kind=link}

Figura 7: Teor de metal em filamentos digeridos medidos com ICP-MS. Aumento do conteúdo metálico no filamento pla-clear após o processo de impressão. Clique aqui para ver uma versão maior desta figura.
{kind=link}

Figura 8: TEM-Imagens de amostras do processo de impressão: (A) Filamento PLA-preto resultando em partículas PLA em torno de 50 nm. (B) Filamento ABS-preto resultando em partículas ABS de até 100 nm. (C) Filamento PLA-cobre resultando em cristais de cobre (120-150 nm) além de PLA. (D) Filamento PLA-CNT resultando na liberação da CNT. (E) Filamento pla-aço resultando em fragmentos de aço liberados. (F) Filamento PLA-Alumínio resultando em grandes partículas de alumínio. (C) – (D): Setas indicando PLA e círculos metálicos ou CNT, respectivamente. Clique aqui para ver uma versão maior desta figura.
{kind=link}
Discussão
O protocolo mostra um método rápido, barato e fácil de usar para analisar as emissões de uma caneta de impressão 3D. Além da comparação de PLA e ABS, filamentos contendo quantidades significativas de metais e CNTs podem ser investigados.
Passos críticos são limpar a câmara para evitar contaminação cruzada e garantir que a concentração de fundo seja baixa. Usamos um desiccator como opção de câmara disponível, mas outras câmaras podem ser usadas.
As concentrações de partículas e distribuições de tamanho de partículas são medidas on-line durante e após o processo de impressão. Neste estudo, foram registradas concentrações de partículas que atingiram valores acima de10 6 partículas/cm3, o que pode ser preocupante. Em particular, quando partículas menores que 100 nm foram encontradas. As medidas de aerossol permitiram medições de concentração de partículas com o CPC na faixa de tamanho de 4 nm a 3 μm. As medições do SMPS só permitiram medições de distribuição de tamanho de partículas entre 14,4 nm e 673,2 nm. Partículas menores ou maiores podem ser perdidas nessas medições.
O método confirma a presença de partículas nas emissões de caneta 3D por análise tem offline. No estudo foram detectadas nanopartículas dos diferentes materiais termoplásticos, bem como de partículas metálicas e CNTs.
Para a análise do TEM, baseamos-se na sedimentação das partículas ao longo do tempo, pois outros métodos de amostragem não funcionavam, mas a melhoria ou modificação da amostragem poderia ser útil. A concentração do ar ambiente era muito baixa e insignificante para as concentrações de emissões, mas o uso de filtros de entrada pode ser valioso. No futuro, outros volumes de câmara serão usados para comparar o resultado com as emissões de impressora 3D. O protocolo se concentrou na liberação de partículas, mas questões abertas permanecem, como por exemplo, no que diz respeito à emissão de compostos orgânicos voláteis (VOCs). Para impressoras 3D já foi demonstrado que, além das partículas, estão sendo lançados VOCs9,10 , 11,12,13,14,15,16,17,18,33. Pode-se supor que canetas 3D podem causar emissões semelhantes.
Impressoras 3D podem ser iniciadas e depois impressas sem a presença do usuário. As canetas de impressão 3D são, no entanto, dispositivos portáteis e são operadas principalmente manualmente. Portanto, o usuário permanece mais próximo do dispositivo durante todo o processo de impressão, resultando em uma exposição potencialmente maior. Isso deve ser especialmente notado, uma vez que as canetas 3D são frequentemente anunciadas por serem utilizáveis por crianças. Em geral, as emissões de partículas dos processos FFF 3D são comparáveis às impressoras a laser, em termos de concentrações de número de partículas34. Assim, devem ser tomadas precauções para reduzir o nível de exposição. Parece razoável aconselhar que canetas 3D devem ser usadas a baixas temperaturas de impressão e apenas em ambientes bem ventilados. Filamentos com metal ou outros aditivos devem ser usados com cuidado, pois a liberação de nanopartículas ou fibras metálicas potencialmente prejudiciais é provável.
No futuro, este protocolo pode ser usado para comparar mais filamentos e diferentes canetas de impressão 3D para obter uma melhor compreensão das emissões desses dispositivos e do possível risco para os consumidores. Além disso, este protocolo pode ser usado para analisar outros casos de geração de aerossol (por exemplo, produtos de pulverização).
Divulgações
Os autores não têm nada a revelar.
Agradecimentos
Graças a Sebastian Malke e Nadine Dreiack por apoio laboratorial.
Materiais
| Name | Company | Catalog Number | Comments |
| 3D printing pen | lovebay | bought on: www.amazon.de | |
| ABS black | Filamentworld | ABS175XBLK | bought on: www.filamentworld.de |
| ABS blue | Filamentworld | ABS175XSB | bought on: www.filamentworld.de |
| ABS glow in the dark | Formfutura | ABS175XGID | bought on: www.filamentworld.de |
| Alcian Blue | Sigma Aldrich, Germany | ||
| Collodion | Electron Microscopy Services GmbH, Germany | ||
| CPC | TSI Inc. | Model 3775 | other particle tracking measurement devices can be used |
| Hydrogen peroxide | Merck KGaA | 30%, suprapur | |
| Imaging camera | Olympus, Germany | Veleta G2 camera | |
| iTEM software | Olympus, Germany | ||
| MilliQ water | Merck KGaA | Milli-Q® System | |
| Nitric acid | 69%, In-house cleaned by distillation | ||
| PLA black | Filamentworld | PLA175XBLK | bought on: www.filamentworld.de |
| PLA blue | Filamentworld | PLA175XSBL | bought on: www.filamentworld.de |
| PLA clear | Filamentworld | PLA175XCLR | bought on: www.filamentworld.de |
| PLA red | Filamentworld | PLA175XRED | bought on: www.filamentworld.de |
| PLA white | Filamentworld | PLA175XWHT | bought on: www.filamentworld.de |
| PLA wiht Aluminium | Formfutura | GPLA175XTSI | bought on: www.filamentworld.de |
| PLA wiht CNTs | 3DXTech | 3DX175XPLAESD | bought on: www.filamentworld.de |
| PLA with Copper | Formfutura | MFL175XCOP | bought on: www.filamentworld.de |
| PLA with Steel | Proto-Pasta | PP175X500SST | bought on: www.filamentworld.de |
| SMPS | TSI Inc. | Model 3938 | other particle tracking measurement devices can be used |
| TEM | Jeol GmbH, Germany | Jeol 1400 Plus | |
| TEM grids alternative (plastic coated): Formvar-Film auf 400 mesh Cu-Netzchen | Plano GmbH, Germany | SF162-4 | |
| TEM grids: 400 mesh 3.5 mm copper grids | Plano GmbH, Germany |
Referências
- Most used 3D printing technologies in 2019 [Graph]. Statista Available from: https://www.statista.com/statistics/560304/worldwide-survey-3d-printing-top-technnologies/ (2020)
- Stephens, B., Azimi, P., El Orch, Z., Ramos, T. J. A. E. Ultrafine particle emissions from desktop 3D printers. Atmospheric Environment. 79, 334-339 (2013).
- Stabile, L., Scungio, M., Buonanno, G., Arpino, F., Ficco, G. Airborne particle emission of a commercial 3D printer: the effect of filament material and printing temperature. Indoor Air. 27 (2), 398-408 (2017).
- Kwon, O., et al. Characterization and control of nanoparticle emission during 3D printing. Environmental Science & Technology. 51 (18), 10357-10368 (2017).
- Yi, J., et al. Emission of particulate matter from a desktop three-dimensional (3D) printer. Journal of Toxicology and Environmental Health, Part A. 79 (11), 453-465 (2016).
- Rao, C., et al. Capturing PM2. 5 emissions from 3D printing via nanofiber-based air filter. Scientific reports. 7 (1), 10366 (2017).
- Zontek, T. L., Ogle, B. R., Jankovic, J. T., Hollenbeck, S. M. An exposure assessment of desktop 3D printing. Journal of Chemical Health & Safety. 24 (2), 15-25 (2017).
- Zhang, Q., Wong, J. P., Davis, A. Y., Black, M. S., Weber, R. J. Characterization of particle emissions from consumer fused deposition modeling 3D printers. Aerosol Science Technology. 51 (11), 1275-1286 (2017).
- Kim, Y., et al. Emissions of Nanoparticles and Gaseous Material from 3D Printer Operation. Environmental Science & Technology. 49 (20), 12044-12053 (2015).
- Azimi, P., Zhao, D., Pouzet, C., Crain, N. E., Stephens, B. Emissions of ultrafine particles and volatile organic compounds from commercially available desktop three-dimensional printers with multiple filaments. Environmental Science & Technology. 50 (3), 1260-1268 (2016).
- Steinle, P. Characterization of emissions from a desktop 3D printer and indoor air measurements in office settings. Journal of Occupational and Environmental Hygiene. 13 (2), 121-132 (2016).
- Vance, M. E., et al. Aerosol emissions from fuse-deposition modeling 3D printers in a chamber and in real indoor environments. Environmental Science & Technology. 51 (17), 9516-9523 (2017).
- Floyd, E. L., Wang, J., Regens, J. L. Fume emissions from a low-cost 3-D printer with various filaments. Journal of Occupational and Environmental Hygiene. 14 (7), 523-533 (2017).
- Stefaniak, A. B., et al. Characterization of chemical contaminants generated by a desktop fused deposition modeling 3-dimensional Printer. Journal of Occupational and Environmental Hygiene. 14 (7), 540-550 (2017).
- Azimi, P., Fazli, T., Stephens, B. Predicting concentrations of ultrafine particles and volatile organic compounds resulting from desktop 3D printer operation and the impact of potential control strategies. Journal of Industrial Ecology. 21, 107-119 (2017).
- Gu, J., Wensing, M., Uhde, E., Salthammer, T. Characterization of particulate and gaseous pollutants emitted during operation of a desktop 3D printer. Environment International. 123, 476-485 (2019).
- Davis, A. Y., Zhang, Q., Wong, J. P., Weber, R. J., Black, M. S. Characterization of volatile organic compound emissions from consumer level material extrusion 3D printers. Building and Environment. 160, 106209 (2019).
- Wojtyła, S., Klama, P., Śpiewak, K., Baran, T. 3D printer as a potential source of indoor air pollution. International Journal of Environmental Science and Technology. 17 (1), 207-218 (2020).
- Bierkandt, F. S., Leibrock, L., Wagener, S., Laux, P., Luch, A. The impact of nanomaterial characteristics on inhalation toxicity. Toxicology Research. 7 (3), 321-346 (2018).
- Chan, F., et al. Health survey of employees regularly using 3D printers. Occupational Medicine. 68 (3), 211-214 (2018).
- Acquah, S. F., Berber, M. A., Hafez, I. H., et al. Carbon nanotubes and graphene as additives in 3D printing. Nanotubes-current progress of their polymer composites. , 227-253 (2016).
- Schrand, A. M., et al. Metal-based nanoparticles and their toxicity assessment. Wiley interdisciplinary reviews: Nanomedicine and Nanobiotechnology. 2 (5), 544-568 (2010).
- Karlsson, H. L., Cronholm, P., Gustafsson, J., Moller, L. Copper oxide nanoparticles are highly toxic: a comparison between metal oxide nanoparticles and carbon nanotubes. Chemical Research In Toxicology. 21 (9), 1726-1732 (2008).
- Donaldson, K., Murphy, F. A., Duffin, R., Poland, C. A. Asbestos, carbon nanotubes and the pleural mesothelium: a review of the hypothesis regarding the role of long fibre retention in the parietal pleura, inflammation and mesothelioma. Particle and Fibre Toxicology. 7 (1), 5 (2010).
- Stefaniak, A. B., et al. Three-dimensional printing with nano-enabled filaments releases polymer particles containing carbon nanotubes into air. Indoor Air. 28 (6), 840-851 (2018).
- Yi, J., et al. Particle and organic vapor emissions from children's 3-D pen and 3-D printer toys. Inhalation Toxicology. , 1-14 (2019).
- Salvi, S. Health effects of ambient air pollution in children. Paediatric Respiratory Reviews. 8 (4), 275-280 (2007).
- Zhang, Q., et al. Investigating particle emissions and aerosol dynamics from a consumer fused deposition modeling 3D printer with a lognormal moment aerosol model. Aerosol Science and Technology. 52 (10), 1099-1111 (2018).
- Byrley, P., George, B. J., Boyes, W. K., Rogers, K. Particle emissions from fused deposition modeling 3D printers: Evaluation and meta-analysis. Science of The Total Environment. 655, 395-407 (2019).
- Singh, A. V., et al. Review of emerging concepts in nanotoxicology: opportunities and challenges for safer nanomaterial design. Toxicology Mechanisms and Methods. 29 (5), 378-387 (2019).
- Denkhaus, E., Salnikow, K. Nickel essentiality, toxicity, and carcinogenicity. Critical Reviews In Oncology/Hematology. 42 (1), 35-56 (2002).
- Technical Data Sheet, Galaxy PLA. Formfutura Available from: https://bit.ly/31Bco0O (2020)
- Stefaniak, A., et al. Particle and vapor emissions from vat polymerization desktop-scale 3-dimensional printers. Journal of Occupational and Environmental Hygiene. 16 (8), 519-531 (2019).
- Uhde, E., He, C., Wensing, M. Characterization of ultra-fine particle emissions from a laser printer. Proc. Int. Conf. Healthy Building. 2, 479-482 (2006).
Reimpressões e Permissões
Solicitar permissão para reutilizar o texto ou figuras deste artigo JoVE
Solicitar PermissãoThis article has been published
Video Coming Soon
Copyright © 2025 MyJoVE Corporation. Todos os direitos reservados