
Method Article
Méthode pour produire des granulés durables à la consommation d'énergie inférieure à l'aide maïs humide Stover et un amidon de maïs Binder dans un plat Die Pellet Mill
Dans cet article
Résumé
Dans cette étude, un protocole a été développé pour produire des pellets de bonne qualité en utilisant un broyeur à granulés de filière plate à des tests de consommation d'énergie spécifique réduite maïs humide stover et un liant à base d'amidon. Les résultats indiquent que l'ajout d'un liant d'amidon de maïs amélioré la durabilité de granulés, réduit le pourcentage de fines et une diminution de la consommation d'énergie spécifique.
Résumé
Un défi majeur dans la production de granulés est le coût élevé associé à sécher la biomasse provenant de 30 à 10% (wb) teneur en humidité. A Idaho National Laboratory, un processus de granulation à haute humidité a été développé pour réduire le coût de séchage. Dans ce processus, les granules de biomasse sont produites à la matière première plus élevée des teneurs en humidité que les méthodes classiques, et les pellets de haute humidité produites sont en outre séchées dans l'énergie sèche efficaces. Ce processus permet de réduire la teneur en charge d'humidité d'environ 5-10% au cours de la granulation, qui est principalement due à la chaleur de friction développée dans la filière. L'objectif de cette recherche était d'étudier comment l'addition de liant influe sur la consommation de qualité des granulés et de l'énergie du processus de granulation à haute humidité dans un moulin de granule de filière plate. Dans la présente étude, les tiges de maïs brut a été sédimenté à humidités de 33, 36, et 39% (wb) par addition de 0, 2, et 4% d'amidon de maïs pur. Les granules partiellement séchés produits ont ensuite été séchés à l'alaboratoire four à 70 ° C pendant 3 à 4 h pour abaisser l'humidité de la pastille à moins de 9% (bh). L'humidité élevée et des pastilles séchées ont été évaluées pour leurs propriétés physiques telles que la masse volumique apparente et la durabilité. Les résultats indiquent que l'augmentation du pourcentage de liant à 4% durabilité améliorée de granulés et de réduire la consommation d'énergie spécifique de 20 à 40% par rapport aux pastilles sans liant. Lors de l'addition de liant supérieur (4%), la réduction de la charge d'humidité au cours de la granulation était <4%, alors que la réduction était d'environ 7-8%, sans liant. Avec 4% de liant et 33% (wb) Teneur en charge d'humidité, la densité et la durabilité des valeurs en vrac observées des granulés séchés ont été> 510 kg / m 3 et> 98%, respectivement, et le pour cent de fines particules générées a été réduite à <3 %.
Introduction
La biomasse est l' une des principales ressources énergétiques dans le monde et est considéré comme neutre en carbone 1. La densité apparente de la biomasse ligneuse et de balles de la biomasse agricole sol et ébréché est faible. La faible densité en vrac de la biomasse (balles 130-160 kg / m 3), la biomasse aérienne (60-80 kg / m 3) et ébréché la biomasse ligneuse (200-250 kg / m 3) créer un stockage, le transport, et les questions de manipulation 2, 3. Densification ou compression de la biomasse terrestre en utilisant la pression et de la température augmente la masse volumique apparente d'environ 5 à 7 fois, et aide à surmonter les limitations de transport et de stockage 4. Moulins à granules, presses à briquettes, et extrudeuses à vis sont des systèmes de densification typiquement utilisés pour la biomasse 4. Breakeven analyse de la distance de transport sur balles et granulée charge de biomasse a indiqué que les granulés peuvent être transportés 1,6 fois plus loin que les balles à l' aide d' un camion pour le même coût 5. Le effi de transportcacité de pellets augmentent avec d'autres modes de transport tels que le rail, car il est à volume limité par rapport aux camions qui sont limités en poids. Actuellement, en Europe, les granulés fabriqués à partir de la biomasse ligneuse sont largement utilisés pour la production de bio-pouvoir. Le Canada et les États-Unis sont les principaux producteurs et fournisseurs de granulés de bois vers l' Europe 6. Granulés produits à partir de la biomasse ligneuse et herbacée peuvent être utilisées à la fois thermochimique (co - combustion, la gazéification et la pyrolyse) et la conversion biochimique (éthanol) applications 7-9.
Les qualités de granulés (densité et durabilité) et la consommation d'énergie spécifique du processus de pastillage dépendent des variables du procédé de l'usine de bouletage, comme filière de diamètre, meurent vitesse et rapport de longueur à diamètre de la filière et des matières premières variables, telles que le contenu charge d'humidité et la composition 4. Les deux moulin de granule variables de processus et les variables de matières premières influencela qualité des granulés, et l'énergie spécifique utilisée dans le procédé. Les dimensions de la matrice ( par exemple, rapport longueur à diamètre) va influencer la pression de compression et d' extrusion et la vitesse de rotation dé commande le temps de séjour de la matière dans la filière. La teneur en humidité est une variable de charge qui joue un rôle important en interaction avec les composants de la composition de la biomasse ( par exemple, une protéine, l' amidon et lignine) en raison de la température élevée et de pression rencontrées dans la filière. La présence d'humidité augmente les forces de van der Waals, augmentant ainsi l'attraction entre les particules de biomasse 10. En général, l' humidité plus élevée dans les impacts de la biomasse , la densité apparente du produit comprimé en raison de l' expansion diamétrale et latérale lorsqu'il sort de l'usine de granulés ou de briquette presse meurent 10. Composition de la biomasse, tels que l'amidon, des protéines, la lignine et d'autres glucides solubles dans l'eau, influe sur le comportement de liaison lorsqu'il est soumis à une pressionnd température dans les équipements de densification 11. Certaines des réactions de composition communes qui sont influencées par la charge d'humidité, la température filière, et la pression sont gélatinisation de l'amidon, la dénaturation des protéines, et la transition vitreuse de la lignine. En règle générale, à des températures de 100 ° C ou plus et une teneur en humidité de charge supérieure à 30%, de l' amidon dans les aliments et les aliments pour animaux obtient gélatinisé et influence les propriétés de texture comme la dureté 12. En général, les réactions sont gélatinisation de l'amidon, le collage et la rétrogradation. Parmi ces réactions, gélatinisation a la plus grande influence sur les propriétés des granulés 13. L'amidon est souvent inclus dans des applications alimentaires et non alimentaires en tant que liant. Par exemple, dans l'industrie pharmaceutique amidon de formulation de comprimé est utilisé comme matériau de remplissage 4,14. La protéine dans la biomasse subit une dénaturation et forme des liaisons complexes en raison de la température élevée et de pression que dans le procédé de densification 11. En général, un plus hautmontures de protéines dans la biomasse se traduira par une pastille 15,16 plus durable. Par exemple, la luzerne, qui a une plus grande quantité de protéines, se traduit par des granulés résistants à l'humidité plus forte teneur en charge d'alimentation. La graisse contenue dans la biomasse permet de réduire les forces de frottement et de l'énergie d'extrusion lors de la granulation ou de briquetage 11,17. De la biomasse lignocellulosique, la présence de lignine dans le matériau végétal permet de former des pastilles sans ajout de liants 18. La biomasse ligneuse a une teneur plus élevée en lignine (29-33 de%) par rapport à une biomasse herbacée, qui se compose généralement de 12-16% de lignine 4,19. À des teneurs plus faibles charge en humidité d'environ 10 à 12% de (BM), température de transition vitreuse de la lignine est supérieure à 140 ° C 20; tandis que, l' augmentation de la teneur en eau réduit la température de transition vitreuse 21. Selon la Lehtikangas 22, la température de transition vitreuse de la lignine à 8-15% (wb) , la teneur en humidité est d' environ 100-135 ° C, but augmenter la teneur en humidité à> 25% (wb) réduit la température de transition vitreuse <90 ° C.
biomasse herbacée est disponible au taux d'humidité plus élevé en fonction de la méthode de récolte et la récolte du temps. Dans le cas de méthode unique passe de récolte de la matière récoltée aura une teneur en humidité> 30% (wb) 23. La biomasse est généralement séché à environ 10% (wb) teneur en humidité pour le rendre aérobiose stable et pour éviter la perte de matière sèche pendant le stockage. Lamers et al. 24 a indiqué que pour prétraiter la biomasse à 30% d'humidité le coût total pour les deux de broyage (étapes 1 et 2) et séchage est d' environ 43,60 $ / tonne sèche, et environ $ 15.00 / tonne sèche est juste pour le séchage de la biomasse. Séchage de la biomasse prend environ 65% de l'énergie totale de pré - traitement et pastillage prend environ 8-9% 24. Yancey et al. 25 a corroboré le fait que le séchage est le consommateur majeur de l' énergie de la biomasse preprocessing. Les données expérimentales et l'analyse technico-économique ont indiqué que la gestion efficace de l'humidité est essentiel pour réduire les coûts de la biomasse de prétraitement. Une façon de réduire les coûts de séchage et de gérer l'humidité de la charge d'alimentation est plus efficace d'utiliser un procédé de granulation à haute humidité associée à un procédé de séchage à basse température. Dans le processus de granulation à haute humidité développé à l'Idaho National Laboratory, la biomasse est sédimenté à des teneurs en humidité supérieure à 28% (wb); les pastilles partiellement séchées produites, qui sont encore élevés dans l' humidité, peuvent être séchées dans l' efficacité énergétique des sécheurs, comme le grain ou la ceinture sèche 21. Un avantage majeur de haute humidité pastillage est qu'il aide à réduire le coût de séchage, ce qui entraîne à son tour dans le coût total réduit de production de pellets. Analyse technico-économique a indiqué que l' énergie et les coûts de production sont réduits d'environ 40-50% en utilisant le procédé de granulation à haute humidité par rapport à un procédé classique de granulation 24,26. Le majou la raison de leur coût de production de granulés réduite est due au remplacement d' un séchoir rotatif fonctionnant à des températures élevées de 160 à 180 ° C avec un séchoir à grains qui fonctionne à des températures inférieures d'environ 80 ° C ou moins 21. Les autres avantages de remplacement d'un séchoir rotatif avec une ceinture ou un séchoir à grain sont: 1) une plus grande efficacité, 2) réduire les risques d'incendie, 3) n'a pas besoin de chaleur de haute qualité, 4) réduite de composés organiques volatils (COV), 5) réduit les émissions de particules, et 6) n'agglomérer pas élevé d' argile ou de la biomasse collante 27. L'étape conditionnement à la vapeur à forte intensité énergétique en pastillage classique, généralement utilisé pour ajouter de l'humidité et d'activer certains des composants de la biomasse, est remplacée par une étape de préchauffage court. Cette étape permet de réduire la teneur en humidité de la matière première ainsi que d'activer les composants de la biomasse comme la lignine. La chaleur de friction développée dans la matrice de pastilles permet également de réduire la teneur en charge d'humidité d'environ 5-8% (wb) 21,28. Dans le haut de mProcédé de granulation oisture, le moulin à granules non seulement comprime la biomasse, mais contribue également à réduire la teneur en humidité lors de la compression et l'extrusion. De nombreux chercheurs ont fait des expériences sur la granulation de la biomasse brute et prétraité chimiquement à une large gamme de teneurs en humidité (7-45%, wb) à l' aide unique, laboratoire, anneau à l'échelle pilote meurent et des systèmes d'enrobage continus commerciaux 10,25,29-40, (Pace, D. 2015. Pelleting des déchets municipaux et de l' ammoniac solide explosion de fibres (AFEX) prétraité tiges de maïs dans un anneau meurent le moulin de granule à l'échelle pilote. Département des biocarburants, ingénieur en chef, biomasse national Facility User, Idaho national Laboratory (données non publiées)) . Ces chercheurs ont ajusté la teneur en humidité du produit de départ de la biomasse à différents niveaux souhaités pour comprendre l'effet de l'humidité sur les caractéristiques de qualité des granulés.
attributs de qualité de granule, la densité apparente et la durabilité, sont des spécifications normatives selon les Etats-UnisA Pellet Fuel Institute basé (PFI). Toutefois, selon le Comité européen de normalisation (CEN) la durabilité est une densité normative et en vrac est une spécification d' information 41. Pellets avec des valeurs de durabilité> 96,5% et la densité apparente> 640 kg / m 3 sont désignés comme des pastilles de super premium basés sur les normes PFI, alors que des pastilles avec des valeurs de durabilité> 97,5% sont désignés sous forme de pastilles avec le plus haut niveau. Tant les normes CEN et PFI recommandent des pastilles avec des diamètres différents. Par exemple, PFI recommande un diamètre compris dans l'intervalle de 6,35 à 7,25 mm, tandis que le CEN recommande un diamètre allant de 6 à 25 mm et une longueur inférieure ou égale à 4 fois le diamètre de 41 pastille. Granulés de diamètre plus petit (6 mm) sont préférés pour le transport de plus grandes distances étant donné qu'ils ont une plus forte densité de garnissage 28. Pour les procédés de granulation classiques, il est recommandé pour sédimenter la biomasse à faible teneur en eau pour répondre à ces spécifications de densité desirable pour transporter les pastilles longues distances 41. Les deux CEN et PFI ont les qualités de granulés supplémentaires 41. Tumuluru 28 et Tumuluru et Conner 40 ont indiqué que les processus de granulation d'humidité élevés développés à Idaho National Laboratory aide pour produire des tiges de maïs et de granulés de bois avec différents attributs de qualité (densité en vrac et de durabilité) et la consommation d'énergie spécifique qui les rend appropriés pour différents scénarios de transport et de logistique.
La plupart des études sur la biomasse d'enrobage ont été effectuées en utilisant un système de granulation unique. Pastillage données sur la biomasse en utilisant un système continu à l'échelle du laboratoire est limitée. Les études sur les systèmes d'enrobage continus seront utiles pour comprendre l'effet des variables de processus de pastillage comme la vitesse de rotation dé, rapport de longueur à diamètre et mourir de diamètre sur les attributs de la qualité et de la consommation d'énergie spécifique. Les données d'enrobage sur les systèmes continus peuvent encore être utilisés pour scale le processus de piloter et de systèmes à l'échelle commerciale. En général, un moulin filière granulés plat est utilisé pour la réalisation d' études d'enrobage sur la biomasse ligneuse et herbacée dans un laboratoire 4. Le principe de fonctionnement de la filière à l'échelle de laboratoire plat, pilote, et les usines anneau meurent de granulés à l'échelle commerciale sont similaires. Tous ces moulins à granules ont une matrice en acier dur perforé avec deux ou trois rouleaux. En faisant tourner la matrice, les rouleaux exercent une force sur la charge et le forcer à travers les perforations de la matrice pour former des pastilles densifiées 4.
Nos études antérieures sur l' humidité élevée pastillage des tiges de maïs à charge teneur en humidité de 28-38% (wb) sans addition de liant conduit à des valeurs de durabilité inférieures à charge plus forte teneur en humidité 21,28. L'amélioration de la durabilité des pellets de haute humidité après le refroidissement et le séchage est importante car elle aide à prévenir la désintégration des pastilles (perte de qualité des granulés) lors de la manipulation, storage et de transport. La désintégration des pellets se traduit généralement par la génération des amendes et la perte de revenus pour les producteurs de granulés. Des liants sont généralement utilisés dans le procédé de granulation pour améliorer la qualité des granulés, en particulier la durabilité, et de réduire la consommation d'énergie spécifique. Liants naturels couramment utilisés dans le processus de granulation sont des protéines et de l' amidon 4,28. L'amidon subit une gélatinisation, tandis que la protéine subit une dénaturation en présence de chaleur, d'humidité et de pression. Ces deux réactions se traduisent par de meilleures boulettes de liaison et plus durables à faible consommation d'énergie. L'objectif global de cette étude était de développer et de démontrer un processus de granulation à haute humidité en utilisant des tiges de maïs avec l'ajout d'un liant pour produire des pellets de bonne qualité en termes de durabilité verte (après refroidissement) et la durabilité durci (après séchage) à une faible consommation d'énergie spécifique. Les objectifs spécifiques de l'étude étaient de 1) mener à haute humidité pastillage du maïs stplus à différents contenus charge d'humidité (33, 36, et 39%, wb) et le contenu de l'amidon de liant (0, 2, et 4%), 2) évaluer les propriétés physiques (teneur en humidité des granulés, diamètre des pastilles, taux d'expansion, la densité apparente et la durabilité (vert et durabilité durcie), et 3) d'évaluer la consommation d'énergie spécifique du processus de granulation.
Protocole
NOTE: Maïs balles de Stover ont été achetés sous forme de balles provenant d'exploitations agricoles dans l'Iowa, États-Unis. Les balles ont été broyés procurés de façon séquentielle en deux étapes. Dans l'étape 1, les balles de fanes de maïs ont été broyés en utilisant un broyeur équipé d'un écran de 50,8 mm. Dans l'étape 2, le matériau broyé de l'étape 1 était encore du terrain à l'aide d'un broyeur à marteaux Bliss équipé d'un écran de 4,8 mm. Le matériau a été testé pour la teneur en humidité et la densité apparente et stockée dans un récipient étanche à l'air pour d'autres essais de granulation. amidon de maïs pur a été obtenu à partir d'un marché local et a été mesurée pour la teneur en humidité et la densité apparente. La teneur en humidité et la densité apparente des tiges de maïs moulu et l' amidon de maïs liant sont données au Tableau 1.

Tableau 1. Contenu de l' humidité et la densité apparente des tiges de maïs moulu et de l' amidon de maïs liant.
1. Pellet Mill
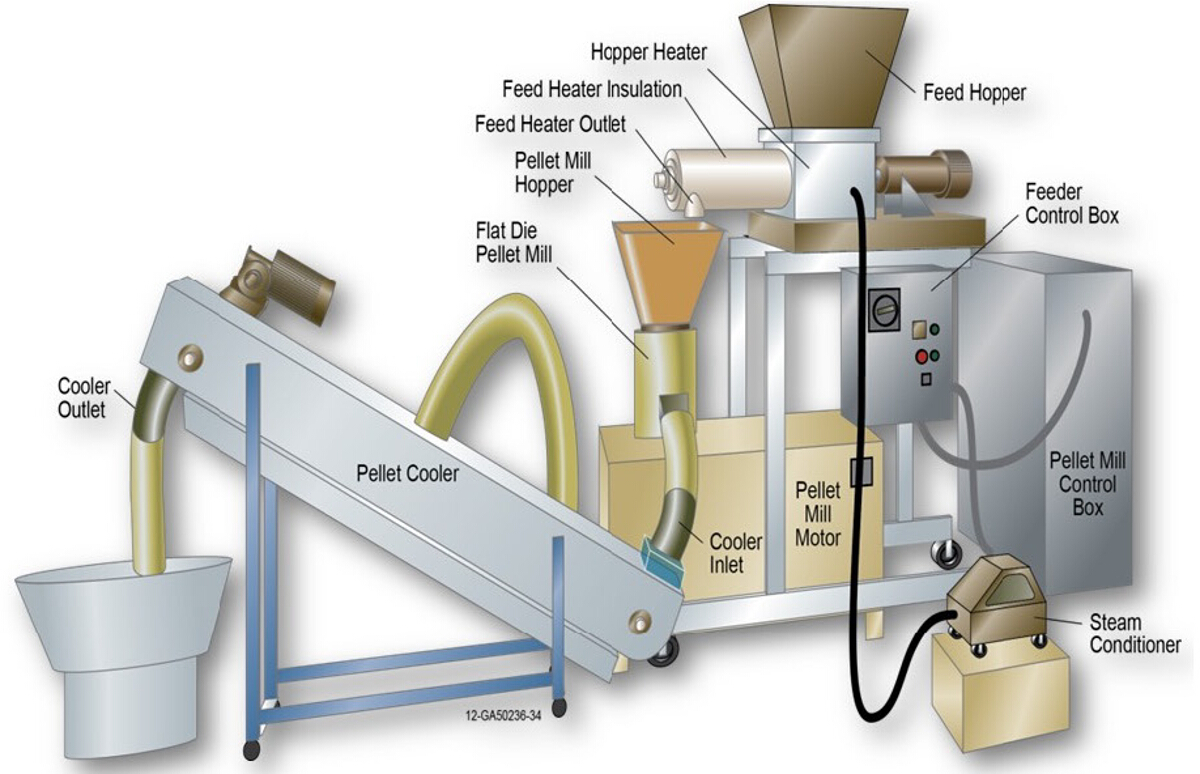
- Utilisez une filière plate moulin de granule à l'échelle de laboratoire équipé d'un moteur de 10 HP pour effectuer les essais de granulation (Figure 1) 21,28,38.

Figure 1. Schéma d'une filière plate moulin de granule de l' échelle du laboratoire à l' Idaho National Laboratory (adapté de Tumuluru 21). Un culot moulin à filière plate a été utilisé pour effectuer les essais de granulation maïs humide de Stover avec et sans addition de liant. S'il vous plaît cliquez ici pour voir une version plus grande de cette figure.
{kind=link}
- Placez ruban chauffant flexible sur la surface de la trémie et la vis d'alimentation, puis les isoler avec de la laine de verre pour empêcher la perte de chaleur. Connecter le ruban chauffant à un régulateur de température pour le préchauffage de la biomasse à la température désirée dans le range de 30-130 ° C.
- Equiper le moulin de granule avec un entraînement à fréquence variable (VFD). Branchez le VFD de l'usine de bouletage du moteur de moulin de granule. Le contrôleur de moteur d'alimentation est un dispositif de commande de moteur à courant continu pour faire varier le débit d'alimentation de moulin à granules.
- Connecter un appareil de mesure de puissance au moteur du broyeur à granules pour enregistrer la consommation d'énergie. choisir manuellement une pastille de matrice avec une ouverture d'un diamètre de 8 mm et une longueur au diamètre (L / D) de 2,6.
- Ajouter un refroidisseur de granulés horizontale à la presse à granuler pour refroidir les granules chauds qui sortent de la filière de bouletage. Connecter le refroidisseur à un système d'échappement pour faire circuler l'air frais.
2. Feedstock Préparation
- Prendre 2-3 kg de maïs stover sol à l'aide d'un écran de 4,8 mm. Mesurer la teneur en humidité de la canne de maïs (voir étape 4.1) et la densité apparente (voir étape 4.3) (voir le tableau 2).
- Mesurer la teneur en humidité (voir l'étape 4.1) et la densité apparente (voir étape 4.3) du pur (100%) amidon de maïs liantachetés sur le marché local.
- Ajouter la fécule de maïs liant au stover sol de maïs (voir Tableau 2% pour l' addition de liant)
- Calculer la quantité d'eau à ajouter pour ajuster les niveaux de la canne de maïs moulu et de l'amidon de maïs mélange de liant humidité à 33, 36, et 39% (wb) en utilisant l'équation 1.
 =
=  (1)
(1)
REMARQUE: Dans l' équation 1, W w est le poids d'eau (g), du Ws est le poids de l' échantillon de biomasse (g), m f: pour cent teneur finale en humidité de l'échantillon (wb), et m i: pour cent la teneur en humidité initiale de l'échantillon (wb%). - Ajouter l'eau propre à la canne de maïs / amidon de maïs mélange de liant et le mélanger dans un mélangeur à ruban à l'échelle de laboratoire.
- Rangez la canne de maïs / amidon de maïs mélange ajusté en humidité dans un récipient hermétique et placez-le dans un réfrigérateur réglé à4-5 ° C pour permettre à l'humidité à équilibrer.
Processus 3. Haute humidité Pelleting
- Prenez l'amidon mélange tiges de maïs / maïs sur le réfrigérateur et le laisser à température ambiante pendant environ 1-2 heures pour l'amener à la température ambiante.
- Charger le matériau dans la trémie d'alimentation du broyeur à granules. Exécutez le moulin de granule à 60 Hz (380 rpm) meurent vitesse.
- Nourrir le moulin de granule uniformément en ajustant le débit de l'usine de granulés d'alimentation pour produire des pastilles dans un état stable. Refroidir les granulés dans le refroidisseur de granulés horizontal.
- amendes distinctes générées dans le processus de granulation en utilisant un écran de 6,3 mm.
REMARQUE: Mesurer la teneur en humidité et la durabilité des granulés après refroidissement 21. - Sécher les granulés à haute humidité refroidi dans un four de laboratoire à 70 ° C pendant 3-4 heures pour réduire la teneur en humidité finale des pastilles à moins de 9% (bh).
NOTE: Mesurer la teneur granulés d'humidité, la densité apparente, et la durebilité des pastilles séchées 21. - Connectez-vous les données de puissance dans un ordinateur pendant le processus de granulation.
NOTE: Voir le tableau 2 pour les conditions et la figure 2 pour granulés produits à 33, 36 et 39% d'humidité et 4% d' amidon de maïs plus de liant test pastillage.

Tableau 2. Conditions d'essai expérimentales utilisées dans la présente étude.

Figure 2. Photographie des pastilles de tiges de maïs produites avec 4% d' amidon de maïs liant à différents contenus charge d'humidité. S'il vous plaît cliquer ici pour voir une version plus grande de cette figure.
{kind=link}
4. PelletPropriétés et consommation d'énergie spécifique
NOTE: Les normes de ASABE 42 ont été utilisés pour mesurer la teneur en humidité, la densité, la durabilité et le pourcentage de fines de matières premières et de granulés.
- Placer environ 25-50 g des échantillons de sol et les tiges de maïs granulée dans un laboratoire four réglé à 105 ° C pendant 24 heures. Peser l'échantillon avant et après le séchage. Calculer la teneur en humidité en utilisant l'équation 2. Effectuer les expériences en triple.
 (2)
(2) - Prenez une seule pastille et lisser les deux extrémités avec Grit Utility Cloth. Mesurer le diamètre de la pastille en utilisant des pieds à coulisse. Calculer le taux d'expansion de la pastille en utilisant l' équation 3 28. Mesurer le diamètre de dix pastilles.
Rapport d'expansion = (3)
(3)
REMARQUE: Dans l'équation 3, D est le diamètre de l'extrusion de granulés (mm) et d est la diamètre de la filière (mm). - Utiliser un cylindre en plexiglas avec une hauteur de 155 mm et un diamètre de 120 mm. Verser les granulés dans le cylindre jusqu'à ce qu'elle déborde et le niveau de la surface supérieure avec un bord droit. Peser le cylindre avec le matériau. Diviser le poids du cylindre en fonction du volume du cylindre pour calculer la masse volumique apparente. Répéter trois fois l'expérience.
- Tamis manuel du matériau granulé à l'aide d'un écran de 6,3 mm. Peser le matériau qui est passé à travers l'écran. Calculer le montant des amendes pour cent en utilisant l'équation 4.
amendes Pourcentage = X 100 (4)
X 100 (4) - Placer environ 500 g des pastilles sans fines dans chaque compartiment du testeur culot de durabilité. Tumble les pastilles à 50 tr / min pendant 10 min. Tamisez le matériel dégringolé en utilisant un écran de 6,3 mm. Utiliser l'équation 5 pour calculer la durée de vie pour cent des pastilles.
Durabilité =tp_upload / 54092 / 54092eq6.jpg "/> x 100 (5)
Nota bene: vert est la durabilité des granulés mesuré après refroidissement, et la durabilité durcie est la durabilité mesurée après séchage des pastilles à 70 ° C pendant 3 h. - Connectez-vous la consommation d'énergie de l'usine de granulés en utilisant un logiciel d'enregistrement de données. Enregistrez les données aucune puissance de charge (kW) de l'usine de bouletage en exécutant le moulin de granule vide à 60 Hz Vitesse de la filière. Utilisez l'équation 6 pour calculer la consommation d'énergie spécifique (SEC).
 (6)
(6)
Résultats
Contenu Pellet humidité
La teneur en humidité de la biomasse a été réduite d'environ 5-8% (wb) après pastillage. Cette réduction est principalement attribuable à la chaleur de friction développée dans la matrice, et la température de préchauffage et le refroidissement des pellets de haute humidité. En outre, les liants ont un impact sur la quantité d'humidité perdue. À 0% de liant, la perte d'humidité est d' environ 7-8%, ce qui est d' accord avec nos études antérieures 21,28; que, à 4% de liant, la perte d'humidité dans la charge d' alimentation pendant le pastillage était d' environ 3-5% (figure 3). Le liant ajouté à la biomasse aurait agi comme un agent lubrifiant. Cela a pu réduire les résistances de frottement et une réduction du temps de séjour du matériau dans le canal de filière provoquant la diminution de la perte d'humidité. Dans des études antérieures mourir température mesurée immédiatement après la granulation en utilisant une connexion infrarouge durmometer (Fluke, modèle 561, Fluke Corporation, Everett, WA, USA) a atteint environ 100-110 ° C 21. L'augmentation du pourcentage de liant réduit la perte d'humidité car l'humidité peut avoir été étroitement liée aux granules d'amidon. Les pastilles d'humidité élevées qui ont été ensuite séchées dans une étuve de laboratoire à 70 ° C pendant 3-4 h avait une teneur en humidité <9% (en wb), et ces granulés ont été utilisés pour mesurer d'autres propriétés physiques telles que le diamètre de la pastille, le rapport d'expansion, la densité apparente et la durabilité. L' analyse statistique des données de contenu d'humidité culot a indiqué qu'il y avait un effet interactif de la teneur en charge de l' humidité et l' addition de liant sur la teneur en humidité pastille (tableau 3). Des pellets sans liant et 2% de liant, une augmentation de la teneur en charge d'humidité provoque une augmentation de la teneur en pastilles à l'humidité (p Tukey <0,05), mais que cette tendance ne soit pas statistiquement significative à 4% d'un liant (le p≥0.05 de Tukey; Figure 3) .

Figure 3. Effet de la teneur en charge d'humidité (FMC) , et de l' amidon de liant sur la teneur en pastilles à l'humidité après refroidissement (moyenne ± 1SD; n = 3). Les tests de granulation effectués sans liant ont donné lieu à une plus grande perte de la teneur en charge d'humidité par rapport aux essais effectués avec un liant. Des lettres différentes indiquent des différences significatives en utilisant les tests post hoc de Tukey HSD (p <0,05). S'il vous plaît cliquer ici pour voir une version plus grande de cette figure.
{kind=link}
Pellet Diamètre
Le diamètre des pastilles à 33% d'humidité, avec et sans addition de liant est dans la plage de 8.4-8.7 mm après refroidissement (données non présentées). L'augmentation des chargestac teneur en humidité de 36 et 39% (wb) avec un liant ajouté a augmenté le diamètre de la pastille à une valeur maximale de 9,3 mm (données non présentées). Ces granulés ont ensuite été séchés dans un four de laboratoire à 70 ° C pendant environ 3-4 heures. Le séchage a donné lieu à une diminution du diamètre de la pastille d'environ 0,3 à 0,4 mm. La principale raison de la diminution de diamètre, après séchage est dû à la contraction des pastilles. Il y a eu un effet statistiquement significatif de l'interaction entre la teneur en charge d' alimentation en eau et l' addition de liant sur le diamètre culot après séchage (tableau 3). À 33% Teneur en charge d'humidité , le diamètre des pastilles après séchage est comprise dans l'intervalle de 8,3 à 8,5 mm, tandis que l' augmentation de la teneur en humidité de la matière première à 36% ou 39% l' augmentation du diamètre de la pastille à environ 8,7 mm (figure 4). Cette augmentation était seulement statistiquement significative entre 33% et 39% en l'absence de liant a été utilisé (p de Tukey <0,05), probablement en raison des fortes déviations dans les mesures.

Figure 4. Effet de la teneur en humidité matière première (FMC) et l' amidon de maïs liant sur diamètre de la pastille après séchage (moyenne ± 1SD; n = 10) de diamètre Pellet augmenté avec une augmentation de la charge d'humidité et l' ajout d'amidon.. Des lettres différentes indiquent des différences significatives en utilisant les tests post hoc de Tukey HSD (p <0,05). S'il vous plaît cliquer ici pour voir une version plus grande de cette figure.
{kind=link}
Ratio d'extension
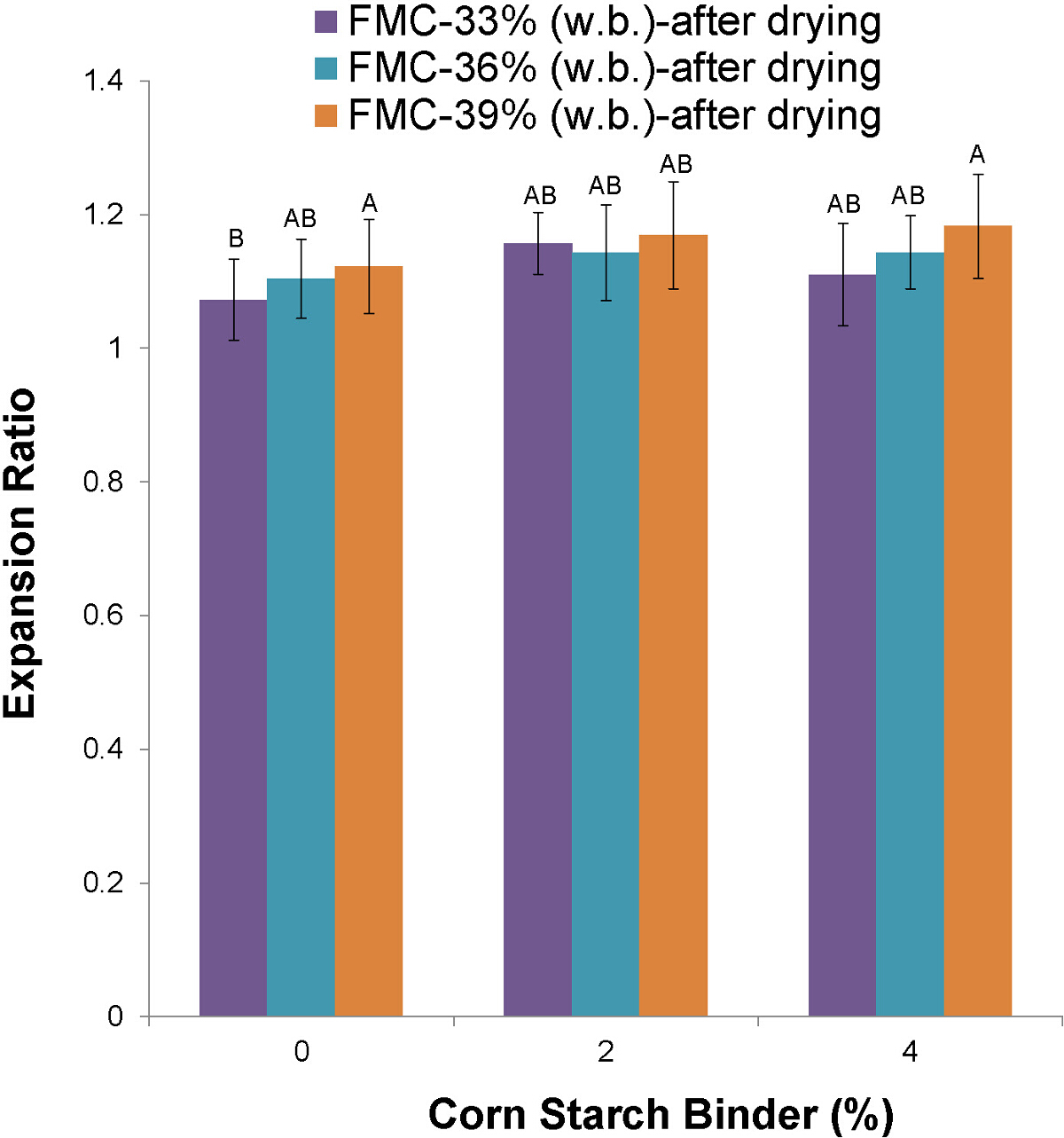
Rapport d'expansion est calculé à l'aide du diamètre de la pastille (équation 3). Les valeurs des rapports d'expansion étaient plus élevés pour les pastilles après refroidissement, par rapport à après séchage (données non présentées). A 33% d'humidité avec et sansaddition de liant, les valeurs du rapport d'expansion après le refroidissement étaient dans la gamme de 01/16 à 01/20. augmenter encore la teneur en humidité de 36 et 39% sans addition de liant augmenté les valeurs des rapports d'expansion à 1,35. Les pastilles séchées ont des rapports d'expansion inférieurs, ce qui était principalement due à la contraction des pastilles à la fois diamétralement et latéralement. À 33% de teneur en humidité charge les valeurs du rapport d'expansion avec et sans addition de liant sont dans la gamme de 1,11 à 1,07 (figure 5). L' augmentation de la teneur en charge d'humidité 36 et 39% en outre une augmentation des valeurs de taux d'expansion de 1,10 à 1,18 (figure 5); Cependant, ce n'était statistiquement significative pour 33% par rapport à 39% d'humidité sans addition de liant (de Tukey p <0,05; tableau 3). Dans le cas du diamètre de la pastille et le rapport d'expansion, en ajoutant un liant à base d'amidon a augmenté ces valeurs à tous les contenus charge d'humidité, mais ces différences ne sont pas statistiquementsignificative (la p≥0.05 de Tukey). Les résultats du rapport d'expansion après séchage corroborent les résultats des études antérieures, où l' augmentation de l' humidité charge a augmenté le taux d'expansion et diminue encore les valeurs de la masse volumique apparente 28.

Figure 5. Effet de la teneur en charge d'humidité (FMC) , et de l' amidon de liant sur la base du taux d'expansion des pastilles après séchage (n = 10). Rapport d'expansion des pastilles augmente avec une augmentation de la teneur en charge de l' humidité , avec et sans addition de liant. Des lettres différentes indiquent des différences significatives en utilisant les tests post hoc de Tukey HSD (p <0,05). S'il vous plaît cliquer ici pour voir une version plus grande de cette figure.
{kind=link}
Den Bulksité
La densité apparente des granulés fabriqués avec une teneur en charge d'humidité de 33% , avec ou sans liant , et après refroidissement a été mesurée dans la plage de 464-514 kg / m 3 (données non montrées). A 36 et 39% de contenu charge d'humidité sans liant les valeurs de densité en vrac étaient de l'ordre de 437-442 kg / m 3. L' ajout d'un liant à ces contenus charge d'humidité réduit la densité apparente à <400 kg / m 3. Le séchage des granulés à haute humidité dans un four de laboratoire à 70 ° C pendant environ 3 heures réduit la teneur en humidité des granulés à moins de 9% (wb). Il y avait une légère augmentation des valeurs de densité en vrac d'environ 50 kg / m 3 après séchage. L'augmentation de la densité apparente après séchage peut être dû à moins de ponts liquides inter-particules, ce qui aurait pu conserver les particules plus étroite avec la structure moins ouverte. Oginni 44 observé que la masse volumique apparente du sol pin de Loblollyaugmenté avec une augmentation de la teneur en humidité. Des pellets fabriqués avec une teneur en charge d'humidité de 33% , avec et sans addition de liant, la masse volumique apparente des granules est comprise dans l'intervalle de 520-530 kg / m 3 (figure 6). À de plus hautes teneurs en humidité de la charge d' alimentation 36 et 39% (wb), la densité apparente des granulés séchés significativement diminuée à <434 kg / m 3 et <437 kg / m 3, respectivement. Il y a eu un effet statistiquement significatif de l'interaction entre la teneur en charge d' alimentation en eau et l' addition de liant sur la densité apparente (tableau 3). D'une manière générale, la densité apparente diminue avec une augmentation de la teneur en charge à partir de l'humidité. En outre, il y a une certaine indication que la densité apparente diminue avec une augmentation de la teneur en amidon (figure 6).

Figure 6. Effet de la teneur en charge d'humidité (FMC) , et de l' amidon liant sur la masse volumique apparente des granules , après séchage (moyenne ± 1SD; n = 3) charge inférieure teneur en humidité de 33% (wb) et pas de liant a donné lieu à la densité apparente la plus élevée.. L'ajout de 2 et 4% de liant à différentes teneurs en charge d'humidité a donné lieu à des valeurs de densité en vrac inférieure. Des lettres différentes indiquent des différences significatives en utilisant les tests post hoc de Tukey HSD (p <0,05). S'il vous plaît cliquer ici pour voir une version plus grande de cette figure.
{kind=link}
Durabilité (%)
après refroidissement
Durabilité verte
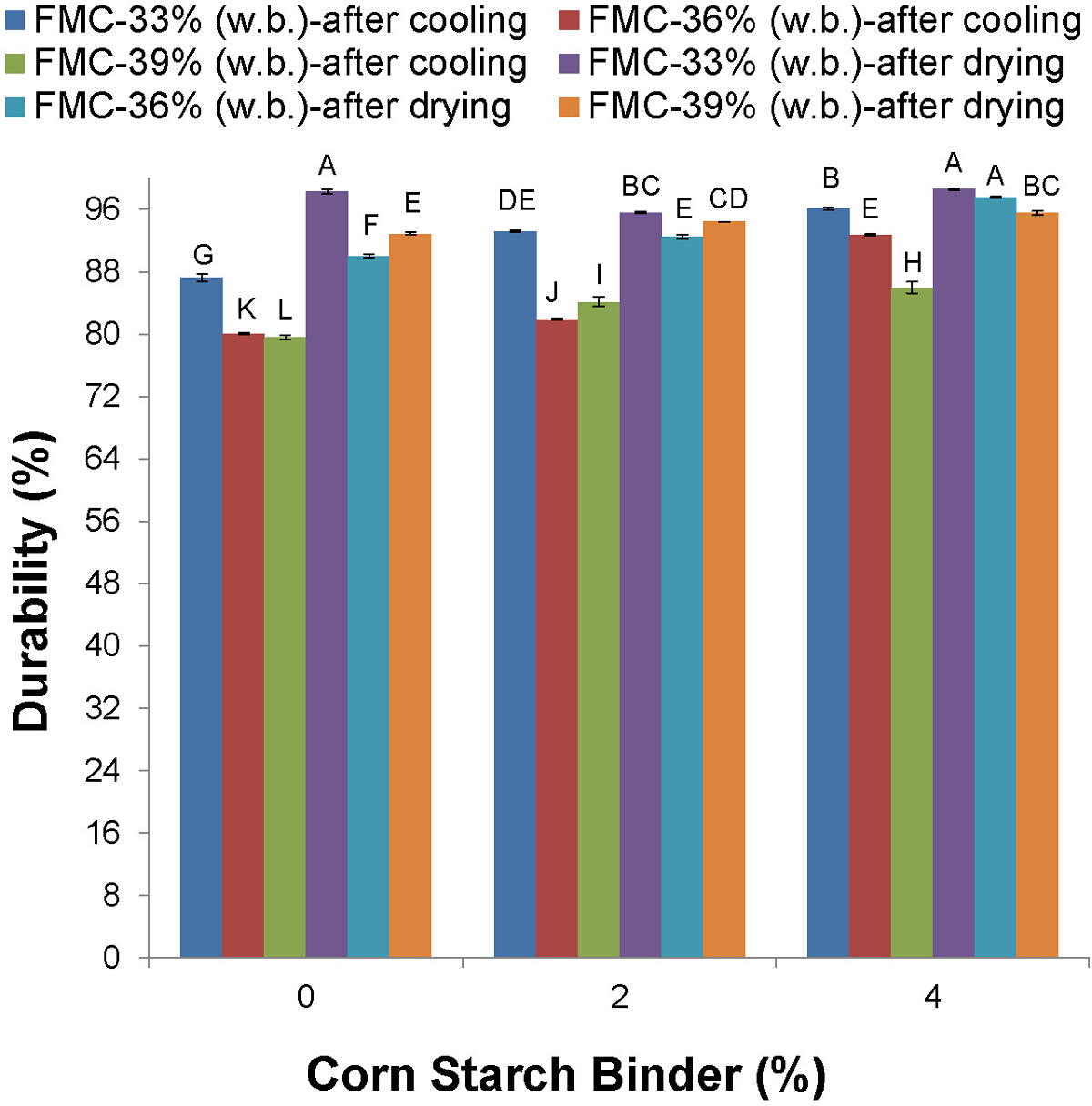
La figure 7 montre la durabilité des granulés après refroidissement (grésistance ert) et après séchage à l'étuve à 70 ° C pendant 3-4 heures (résistance durci). Les valeurs plus élevées de durabilité de granulés haute teneur en eau sont souhaitables car il entraînera une diminution de la rupture pendant la manipulation et le stockage en raison de résistances au cisaillement et aux chocs. Pour l'analyse de la variance, l'interaction était significative entre la teneur en humidité charge, un liant pour cent, et le séchage (tableau 3). Les valeurs de la durabilité des granulés après le refroidissement a augmenté avec une augmentation de la teneur en liant (tableau 3, de Tukey p <0,05). A 33% (wb) contenu charge d'humidité, les valeurs de durabilité sans liant étaient environ 87,2%; tandis que, avec l'addition d'un liant d' amidon et de 2 à 4%, les valeurs de durabilité ont augmenté à 93,2 et 96,1% (figure 7). La tendance était similaire pour les autres contenus charge d'humidité de 36 et 39% (wb). Sans liant les valeurs de durabilité étaient d'environ 80%; Cependant, l'ajout d'un liant à la biomasse a augmenté les valeurs de durabilité. Le incr de durabilitéassouplies à environ 90% lorsque culots ont été faites avec une teneur en charge d'humidité de 36% et 4% d'amidon liant. A encore plus matière première teneur en humidité de 39% (wb), la tendance est similaire, mais les valeurs globales de durabilité a diminué par rapport aux autres contenus charge d'humidité.

Figure 7. Effet de la teneur charge d'humidité (FMC) et l' amidon liant sur la durabilité après refroidissement et après séchage. (Moyenne ± 1SD; n = 3) les valeurs de durabilité de haute humidité des granulés de paille de maïs produits à 33, 36 et 39% (wb) contenu charge d'humidité a augmenté avec l'addition de liant à la fois après refroidissement et après séchage. Des lettres différentes indiquent des différences significatives en utilisant les tests post hoc de Tukey HSD (p <0,05). S'il vous plaît cliquer ici pour voir une version plus grande de cette figure.
{kind=link}
après le séchage ,
Durabilité guéri
Le séchage des granulés à haute humidité dans un four de laboratoire à 70 ° C pendant 3-4 heures a entraîné le durcissement des granulés, en augmentant ainsi la durabilité des granulés. Les valeurs de durabilité des granulés fabriqués à 33, 36 et 39% (wb) matière première teneur en humidité a augmenté à> 92% (figure 7). Les valeurs de durabilité à 33% de teneur en humidité charge augmenté pour atteindre environ 98% après séchage (figure 7). Ces résultats correspondent étroitement avec les travaux antérieurs 21,28. Les valeurs de la durabilité des granulés fabriqués à l'aide d'un liant augmenté après séchage (Tukey p <0,05). À 33% de teneur en humidité et la charge d'alimentation 4% de liant, les valeurs finales de la durabilité ont été observées environ 98%. La tendance était similaire à 36 et 39% chargeteneur en humidité, où le liant a eu un impact positif sur les valeurs de durabilité (de Tukey p <0,05). 39% matière première teneur en eau avec une addition de liant de 2 et 4%, les valeurs de durabilité ont augmenté à environ 94-95%.
Amendes Pourcentage
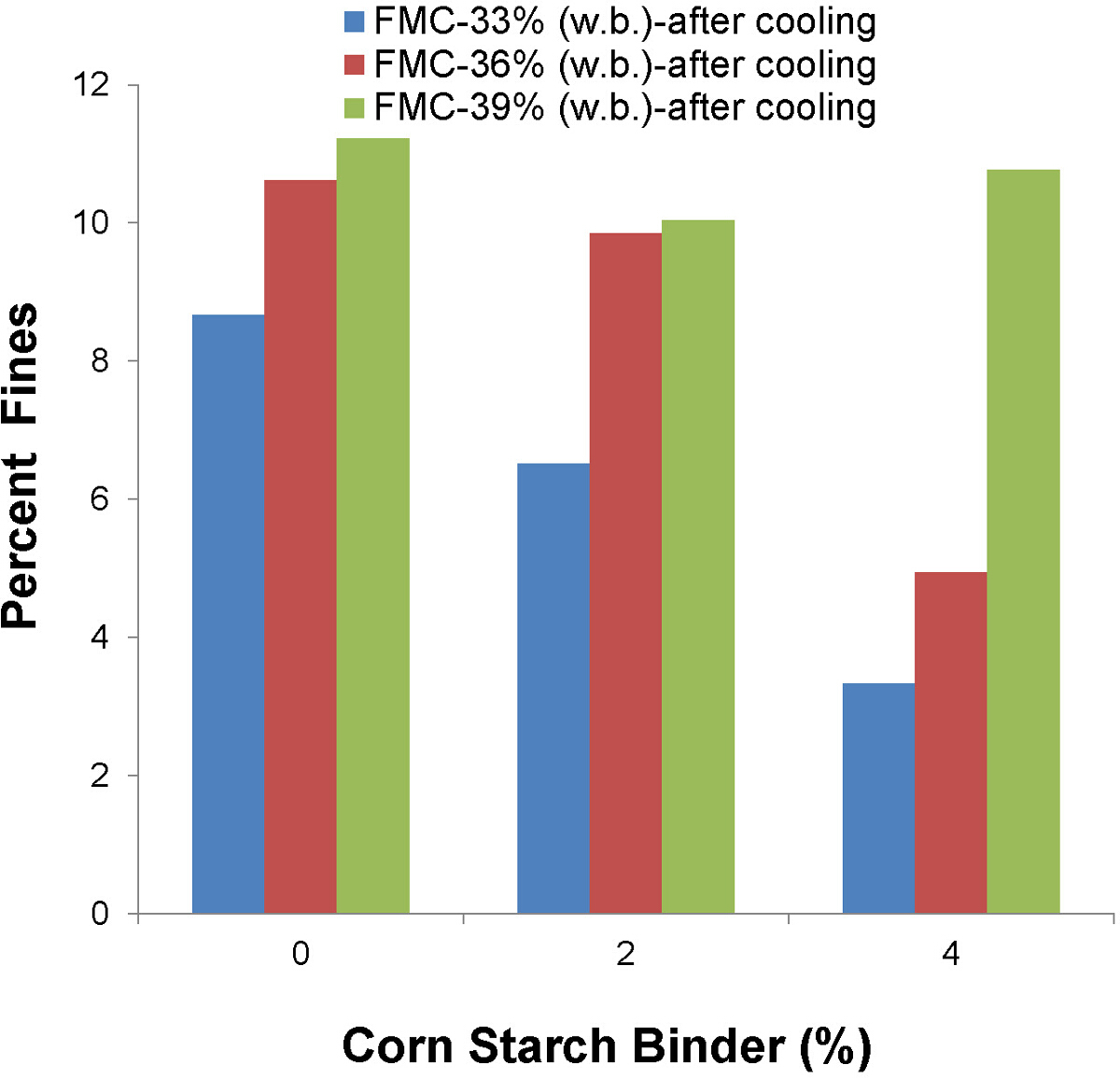
Dans la présente étude, les amendes pour cent générées au cours de pastillage étaient plus élevés à 36 et 39% (wb) contre 33% (wb) matière première teneur en humidité. Ajout de liants ont abouti à abaisser les amendes pour cent générés à tous les teneurs en humidité des matières premières par rapport aux essais sans addition de liant (figure 8). tests de granuler menées sans liant ont montré les cent amendes les plus élevées d'environ 11% à 39% (wb) matière première teneur en humidité. L'ajout de 2 et 4% de liant à la tige de maïs, la diminution de l'amende pour cent générés au cours de la granulation à 33% et 36% (wb) par rapport aux pastilles sans liant ajouté. Til plus bas amendes pour cent observés dans cette étude étaient à 4% d'addition de liant et 33% (wb) contenu charge d'humidité (environ 3%).

Figure 8. Effet de la teneur charge d'humidité et de l' amidon liant sur les amendes pour cent produites à partir du matériau en granulés. A la matière première des teneurs en humidité de 33, 36 et 39% (wb) addition de liant réduit les amendes pour cent dans le matériau pastillé. S'il vous plaît cliquez ici pour voir une version plus grande de cette figure.
{kind=link}
Consommation d'énergie spécifique
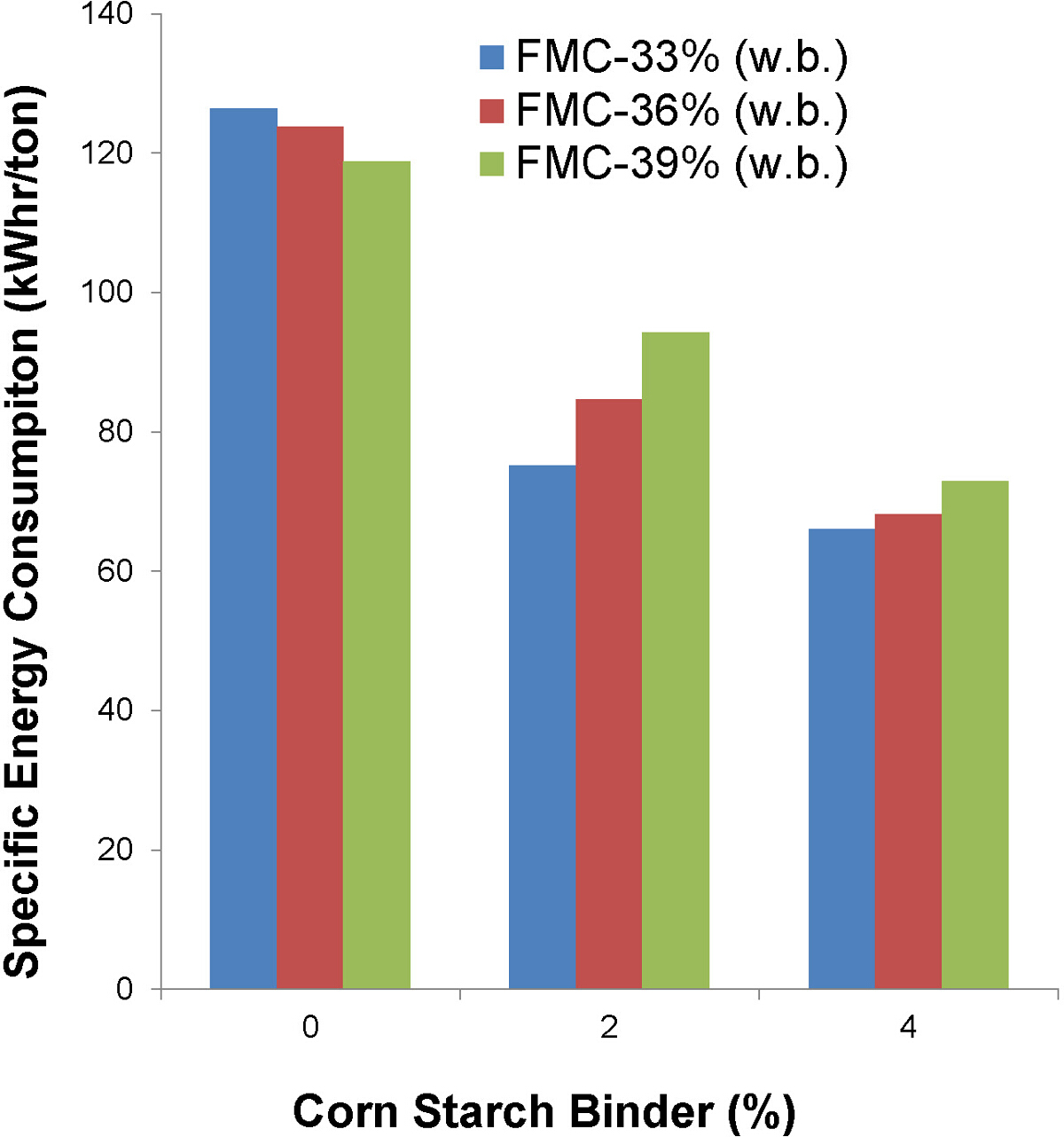
La consommation spécifique d'énergie est influencée par l' addition de liant (figure 9). En l'absence de liant, en particulier leergy à 33, 36, et 39% de contenu charge d'humidité se situe entre 118-126 kWhr / tonne. Ajouter un liant à 2% a réduit la consommation d'énergie spécifique à environ 75 à 94 kWh / tonne. augmenter encore le pourcentage de liant à 4% a réduit davantage la consommation d'énergie spécifique à environ 68 à 75 kWh / tonne de matière première pour tous les contenus d'humidité qui ont été testées. Ajout du liant à 2 et 4% a réduit la consommation d'énergie spécifique d'environ 20-40%.

Figure 9. Effet de la teneur charge d'humidité et de l' amidon liant sur la consommation d'énergie spécifique du processus de granulation d'humidité élevé. La consommation d'énergie spécifique du processus de granulation de la canne de maïs à haute teneur en humidité a été réduite d'environ 20-40% , avec addition de 2 et 4% d' amidon liant à base. S'il vous plaît cliquer ici pour voir une plus grande versio n de ce chiffre.
{kind=link}
Analyse statistique
L' analyse statistique a été achevée en JMP 10 43. Une ANOVA à deux voies a été utilisé pour déterminer les effets de la teneur charge d'humidité (33, 36, 39%) et l' amidon de maïs liant (0, 2, 4%) sur granulés teneur en humidité (n = 3), le diamètre des pastilles (n = 10), le rapport d'expansion (n = 10), et la masse volumique apparente (n = 3). Un trois ANOVA a été utilisée pour déterminer les effets de la teneur en humidité (33, 36, 39%), amidon de maïs liant (0, 2, 4%) et séchage (avant séchage, après le séchage) sur la durabilité (n = 3 ). Résidus rencontré les hypothèses ANOVA pour la normalité et l'homogénéité de la variance. Pour répondre à ces hypothèses, la teneur en humidité culot a été transformé en augmentant les données à la 4 ième puissance. Si les facteurs testés dans le ANOVA étaient significatives à p <0,05, les tests Tukey HSD ont été utilisés pour les comparaisons post hoc appariées.
tente "fo: keep-together.within-page =" 1 ">
Tableau 3. La signification statistique des variables de processus basés sur une analyse de la variance (ANOVA).
Discussion
Les étapes critiques de la méthode haute humidité de granulation pour produire des granulés avec la durabilité souhaitée à faible consommation d'énergie spécifique sont: 1) le séchage du maïs stover d'humidité élevé aux niveaux d'humidité souhaités (33-39% de, wb), 2) addition pour cent de liant et 3) à introduire une biomasse élevée en humidité uniforme dans le broyeur à granules. Feedstock humidité et pour cent liant sont des variables de processus qui ont influencé les propriétés de granulés (densité et la durabilité des pellets avant refroidissement et après séchage) et de la consommation d'énergie spécifique du processus de granulation. Il est recommandé de vérifier la teneur en humidité de la charge avant qu'elle ne soit utilisée pour des études d'enrobage. L'alimentation de maïs humide stover à 33, 36 et 39% (wb) uniformément à l'usine de granulés a un impact sur la consommation de la qualité et de l'énergie. Modification de l'alimentation de l'usine de granulés avec un variateur de fréquence est essentiel pour nourrir les biomasse uniformément à l'usine de granulés.
Les résultats de l'Cette étude indique que l'addition d'un liant au tiges de maïs haute teneur en humidité a réduit la masse volumique apparente des granules marginalement, mais amélioré de manière significative la durée de vie. L'ajout d'un liant à base d'amidon a augmenté la teneur en humidité dans les granulés après la compression et l'extrusion, mais l'augmentation n'a été trouvée ne pas être statistiquement significatives dans presque tous les cas étudiés. La perte d'humidité pendant le pastillage était d'environ 3 à 4% à l'addition de 4% de liant, alors qu'elle était plus élevée (7-8% wb) sans liant. L'addition d'un liant à la tige de maïs peut avoir 1) a réduit le temps de séjour du matériau dans la filière et 2) a réduit les résistances de frottement dans le moule, ce qui réduit la température de la filière, ce qui aurait conduit à une moindre perte d'humidité pendant la compression et une extrusion dans la filière granulés.
Il y a eu une augmentation du diamètre de la pastille après avoir été extrudé à partir de la matrice de granulés et séchée (figure 4). Cette augmentation était superer à teneur plus élevée en charge d'humidité et avec l'addition d'amidon de liant. La masse volumique apparente des granules est comprise dans l'intervalle de 510-530 kg / m 3 à 33% (wb) Teneur charge d'humidité , avec et sans liant. Des recherches antérieures ont montré que plus la teneur charge en humidité d'environ 38% (wb) se traduit par une densité apparente plus faible, principalement en raison de l' expansion des pastilles à leur sortie à travers la filière 21,28. Il est un phénomène courant que lorsque le matériau de la biomasse à haute humidité est extrudée à travers la filière sous pression , il se traduit par l' humidité flash off 12,21. L'humidité d'évaporation cède la place à l'expansion de la pastille, à la fois dans la direction axiale et diamétrale. En général, l'expansion diamétrale est plus important par rapport à la dilatation axiale. Une autre raison du comportement de dilatation de la biomasse après la compression et l'extrusion à travers la filière de bouletage pourrait être que les fibres se détendent de la biomasse en présence de l'humidité. Ndiema et al. 45 etMani et al. 18 a indiqué que la libération de la pression appliquée dans un des résultats de la matrice de relaxation de la biomasse comprimé. Les caractéristiques de relaxation dépendent de nombreux facteurs tels que la taille des particules, la matière première teneur en humidité et de la pression appliquée. En outre, dans cette étude, nous avons observé que la densité apparente augmente après le séchage, ce qui pourrait être dû à moins de ponts liquides inter-particules qui aurait pu conserver les particules plus proche et produit une structure moins ouverte. Oginni 45 observé que la masse volumique apparente du sol pin de Loblolly a diminué avec l' augmentation de la teneur en humidité.
La durabilité des granulés a été mesurée pour comprendre la résistance des granulés. En général, les granulés sont soumis au cisaillement et au choc des résistances pendant le stockage, le transport et le processus de traitement 4,46. Kaliyan et Morey 47 ont suggéré que la durabilité des boulettes produites immédiatement après la production (force verte) est différente de celle durabilité des granulés qui sont stockés pendant quelques jours après la production (force durcie). Pellets avec des valeurs de durabilité inférieurs cassent et augmentent le risque de problèmes de stockage, tels que le dégagement de gaz et la combustion spontanée qui pourrait entraîner une perte de revenus pour les fabricants de granulés. Selon le Comité européen de normalisation (CEN) et les États-Unis Pellet Fuels Institute (PFI) les valeurs recommandées de la durabilité sont> 96,5% pour la haute qualité ou de granulés de qualité haut de gamme 31. Dans cette étude, les valeurs de durabilité ont augmenté à environ 94 à 95% en pastille avec un liant d'amidon à 39% d'humidité par rapport aux granulés fabriqués sans liant qui avaient des valeurs de durabilité dans l'intervalle de 83 à 85% après le séchage. Les granulés produits à 33% (wb) contenu charge d'humidité avaient des valeurs de durabilité> 96,5% et répondent aux normes internationales.
L'humidité a des fonctions différentes au cours de la biomasse pastillage, y compris: 1) solide formation de pont entreles particules de biomasse due forces de van der Waals, 2) l'activation des liants naturels comme les protéines, l'amidon et la lignine présente dans la biomasse, et 3) la promotion de l'amidon et de protéines des réactions à base comme la gélatinisation et la dénaturation qui ont un fort impact sur les propriétés texturales, tels que dureté 12/04. Dans le cas de la biomasse lignocellulosique, l'agent de liaison principale est la lignine (biomasse ligneuse: 27-33%, la biomasse herbacée: 12-16%) 4. Teneur en lignine dans la canne de maïs a été déterminée en moyenne autour de 16% sur la base d'un examen des données sur la composition, y compris les sources de la littérature et les bases de données des matières premières 48. molécules de lignine, qui ont une plus grande mobilité à forte teneur en humidité, agissent comme un adhésif et se traduisent par une liaison plus forte; cependant, à des niveaux très élevés de l'humidité va agir plus comme un lubrifiant résultant en moins contraignant. Dans la présente étude, à une très forte teneur en humidité d'environ 39% d'humidité (wb) aurait pu agir plus comme un lubrifiant et a abouti à une faible durabilitée génération de plus d'amendes dans le processus de production de pellets. Des valeurs plus élevées de durabilité ont été observées par l'addition d'un liant à une charge plus forte teneur en humidité de 36 et 39% (wb), qui pourrait être provoquée par gélatinisation de l'amidon en présence de la température et la teneur en matière première matrice d'humidité. Ces réactions de gélatinisation peuvent conduire à la formation de la réticulation de l'amidon avec les autres composants de la biomasse.
Les amendes pour cent générées pendant le processus de granulation est un bon indicateur de la façon dont la biomasse va former des pastilles. Génération de particules fines au cours des résultats du processus de pastillage dans le produit et la perte de revenus pour le producteur de granulés. génération amende excessive au cours des processus de granulation peut également avoir un impact sur la qualité des attributs tels que la densité et la durabilité. La production de particules fines pendant le processus de production de granulés est influencé par la composition de la biomasse ( à savoir, l' amidon, les protéines, les lignines, les cires), les variables de processus d'usine de granulés ie, rapport de longueur à diamètre (rapport L / D), mourir vitesse de rotation, l' état de vapeur, le préchauffage), et les variables de matières premières (c. -à- charge teneur en humidité, la taille des particules et la vitesse d' avance) 4. Les présents résultats indiquent que l'addition d'un liant non seulement réduit le pour cent des particules fines produites, mais contribue aussi à améliorer les propriétés physiques, tout en réduisant la consommation d'énergie spécifique. amendes inférieures pour cent générées indiquent que la biomasse a une plus grande pelletability.
Tumuluru et al. , 4 dans leur étude sur les systèmes de densification appropriés pour rendre la biomasse en un produit de type de produit indiqué que l' addition d'un liant permet de réduire l'énergie d'extrusion, ce qui se traduit par la réduction de la consommation d'énergie spécifique. Typiquement, la longueur au diamètre (L / D) contrôle le temps de séjour du matériau dans la filière et aide à la fixation de la biomasse. En outre, le rapport L / D commande l'énergie d'extrusion et la spécificitéla consommation d'énergie fic. Supérieur rapport L / D augmente le temps de séjour, ce qui améliore les propriétés physiques des granulés, mais augmente l'énergie nécessaire à l'extrusion. L'ajout d'un liant à la biomasse peut aider à lier la biomasse à faible rapport L / D et réduire l'énergie d'extrusion. Dans cette étude, une longueur constante au diamètre (L / D) de rapport de (2,6) a été sélectionné. La recherche future vise à comprendre l'effet du rapport L / D de la filière de granulés et de son interaction avec le contenu charge d'humidité sur les attributs de la qualité des granulés.
Les données expérimentales sur la biomasse de prétraitement (broyage, séchage et pastillage) obtenu à partir du National Facility User Biomasse (https://www.inl.gov/bfnuf/) situé à INL et associée analyse technico-économique ont indiqué que le séchage de la biomasse à partir de 30- 10% (wb) consomme une grande quantité d'énergie (données non publiées). Le procédé de granulation d'humidité élevé développé à INL peut aider à réduire le coût de production de granulés par rapport à une pastille classiqueméthode de production 24. La présente étude a montré que l'ajout d'un liant à base d'amidon à un procédé de granulation d'humidité élevé améliore la durabilité des pellets à> 92% après refroidissement au contenu charge d'humidité de 36 et 39% (wb), et il a également réduit l'énergie spécifique la consommation du procédé de granulation d'environ 20 à 40%. Les valeurs supérieures de durabilité des granulés fabriqués à plus d'humidité des matières premières est important, car ils peuvent être manipulés efficacement par des convoyeurs. Typiquement pellets de durabilité faible crumble à des amendes lors de la manutention et de stockage, ce qui entraîne une perte de revenus pour les producteurs de granulés. En outre, des amendes générées dans le processus peut entraîner des risques pour la sécurité comme la combustion spontanée et hors-gazage 28,41. La réduction de l'énergie spécifique d'environ 20 à 40% en utilisant un liant est supérieur au coût du liant. En outre, sur la base de cette étude, nous pouvons conclure que certains des sous-produits des industries de transformation des aliments pourrait être utilisé pour la biomasse pastillagepour les applications de la bioénergie. Actuellement, le processus de granulation à haute humidité a été démontrée à l'aide d'une filière plate granulés moulin à l'échelle du laboratoire. Le protocole décrit ici pour l'usine de granulés en laboratoire sera la base pour le développement de modèles d'échelle et pour tester le processus dans les usines pilotes à échelle et à granulés à l'échelle commerciale.
Déclarations de divulgation
No competing financial interests exist. This information was prepared as an account of work sponsored by an agency of the U.S. government. Neither the U.S. government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. References herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise, do not necessarily constitute or imply its endorsement, recommendation, or favouring by the U.S. government or any agency thereof. The views and opinions of the authors expressed herein do not necessarily state or reflect those of the U.S. government or any agency thereof.
Remerciements
The authors would like to acknowledge Matt Dee for supporting the experimental work, Matthew Anderson and Rod Shurtliff for instrumenting the pellet mill. This work was supported by the Department of Energy, Office of Energy Efficiency and Renewable Energy under the Department of Energy Idaho Operations Office Contract DE-AC07-05ID14517. Accordingly, the publisher, by accepting the article for publication, acknowledges that the U.S. government retains a nonexclusive, paid-up, irrevocable, worldwide license to publish or reproduce the published form of this manuscript, or allow others to do so, for U.S. government purposes.
matériels
| Name | Company | Catalog Number | Comments |
| Flat die pellet mill | Colorado Mill Equipment, Canon City, CO, USA | ECO-10 pellet mill | |
| Heating tapes | BriskHeat, Columbus, OH, USA | Silicon Rubber Heater, Etched foil elements | |
| Thermocouples | Watlow, Burnaby, BC, Canada | J-type | |
| Variable frequency drive | Schneider Electric, Palatine, IL, USA | Altivar 71 | |
| Pellet cooler | Colorado Mill Equipment, Canon City, CO, USA | CME ECO-HC6 | |
| Data logging software | National Instruments Corporation, Austin, TX, USA | Labview software | |
| Durability tester | Seedburo Equipment Co., Des Plaines, IL, USA | Pellet durability tester | |
| Hammer mill | Bliss Industries | CME ECO-HC6 | |
| Grinder | Vermeer | HG200 | |
| Horizontal mixer | Colorado Mill Equipment, Canon City, CO, USA | ECO-RB 500 | |
| Blue grit utilty cloth | 3M | Part No.05107-150J grade | |
| Insulation materail | McMaster Carr | Flexible fiberglass insulation | |
| Feeder controller | KB Electornics, INC | KBIC-DC-MTR direct current motor controller | |
| Dust exhaust system | Delta | Model No: 50-763, Serial No: 2010 11OI1415 | |
| Vernier calipers | VWR® Digital Calipers | Part Number: 12777-830 | |
| Binder | ACH Food Companies Inc., Memphis, TN, USA | ARGO 100% pure corn starch | |
| Corn stover | Harvested in Iowa and procurred in bale form |
Références
- Bapat, D. W., Kulkarni, S. V., Bhandarkar, V. P. Design and operating experience on fluidized bed boiler burning biomass fuels with high alkali ash. , 165-174 (1997).
- Sokhansanj, S., Fenton, J. . Cost benefit of biomass supply and preprocessing: BIOCAP (Canada) research integration program synthesis paper. , (2011).
- Mitchell, P., Kiel, J., Livingston, B., Dupont-Roc, G. Torrefied biomass: A foresighting study into the business case for pellets from torrefied biomass as a new solid fuel. All Energy 2007. , (2007).
- Tumuluru, J. S., Wright, C. T., Hess, J. R., Kenney, K. L. A review of biomass densification systems to develop uniform feedstock commodities for bioenergy application. Biofuels, Bioprod. Biorefin. 5, 683-707 (2011).
- Tumuluru, J. S., Igathinathane, C., Archer, D. Energy analysis and break-even distance of transportation for biofuels in comparison to fossil fuels. ASABE Paper No. 152188618. , (2015).
- Searcy, E. M., Hess, J. R., Tumuluru, J. S., Ovard, L., Muth, D. J., Jacobson, J., Goh, M., Sheng, C., Andre, F., et al. Optimization of biomass transport and logistics. International Bioenergy Trade. , 103-123 (2013).
- Ray, A., Hoover, A. N., Nagle, N., Chen, X., Gresham, G. Effect of pelleting on the recalcitrance and bioconversion of dilute-acid pretreated corn stover under low - and high - solids conditions. Biofuels. 4 (3), 271-284 (2013).
- Sarkar, M., Kumar, A., Tumuluru, J. S., Patil, K. N., Bellmer, D. D. Gasification performance of switchgrass pretreated with torrefaction and densification. Appl. Energ. 127, 194-201 (2014).
- Yang, Z., Sarkar, M., Kumar, A., Tumuluru, J. S., Huhnke, R. L. Effects of torrefaction and densification on switchgrass pyrolysis products. Bioresource Technol. 174, 266-273 (2014).
- Mani, S., Tabil, L. G., Sokhansanj, S. An overview of compaction of biomass grinds. Powder Handling Process. 15 (3), 160-168 (2003).
- Thomas, M., van Vliet, T., van der Poel, A. F. B. Physical quality of pelleted animal feed, part 3: Contribution of feedstuff components. Anim. Feed Sci. Technol. 70, 59-78 (1998).
- Shankar, T. J., Bandyopadhyay, S. Process variables during single-screw extrusion of fish and rice-flour blends. J. Food Process. Pres. 29, 151-164 (2004).
- Collado, L. S., Corke, H., Kaletun, G., Breslauer, K. J. Starch properties and functionalities. Characterization of cereals and flours: properties, analysis,and applications. , 473-506 (2003).
- Alebiowu, G., Itiola, O. A. Compression characteristics of native and pregelatinized forms of sorghum, plantain, and corn starches and the mechanical properties of their tablets. Drug Dev. Ind. Pharm. 28 (6), 663-672 (2002).
- Sokhansanj, S., Mani, S., Bi, X., Zaini, P., Tabil, L. G. Binderless pelletization of biomass. ASAE Paper No. 056061. , (2005).
- Briggs, J. L., Maier, D. E., Watkins, B. A., Behnke, K. C. Effects of ingredients and processing parameters on pellet quality. Poult. Sci. 78, 1464-1471 (1999).
- Tabil, L. G. . Binding and pelleting characteristics of alfalfa. , (1996).
- Mani, S., Tabil, L. G., Sokhansanj, S. Specific energy requirement for compacting corn stover. Bioresource Technol. 97, 1420-1426 (2006).
- Tumuluru, J. S., Tabil, L. G., Song, Y., Iroba, K. L., Meda, V. Impact of process conditions on the density and durability of wheat, oat, canola and barley straw briquettes. BioEnergy Res. 8 (1), 388-401 (2015).
- van Dam, J. E. G., van den Oever, M. J. A., Teunissen, W., Keijsers, E. R. P., Peralta, A. G. Process for production of high density/high performance binderless boards from whole coconut husk, part 1: Lignin as intrinsic thermosetting binder resin. Ind. Crops Prod. 19 (3), 207-216 (2004).
- Tumuluru, J. S. Effect of process variables on the density and durability of the pellets made from high moisture corn stover. Biosystems Eng. 119, 44-57 (2014).
- Lehtikangas, P. . Quality properties of fuel pellets from forest biomass. Licentiate Thesis. Report number 4. , (1999).
- Shinners, K. J., Boettcher, G. C., Hoffman, D. S., Munk, J. T., Muck, R. E., Weimer, P. J. Single-pass harvesting of corn grain and stover: Performance of three harvester configurations. Transactions of the ASABE. 52 (1), 51-60 (2009).
- Lamers, P., Roni, M. S., Tumuluru, J. S., Jacobson, J. J., Cafferty, K. G., Hansen, J. K., et al. Technoeconomic analysis of decentralized biomass processing depots. Bioresource Technol. 194, 205-213 (2015).
- Yancey, N. A., Tumuluru, J. S., Wright, C. T. Drying grinding and pelletization studies on raw and formulated biomass feedstock's for bioenergy applications. J. Biobased Mater. Bioenergy. 7, 549-558 (2013).
- Tumuluru, J. S., Cafferty, K. G., Kenney, K. L. Techno-economic analysis of conventional, high moisture pelletization and briquetting process. Paper No. 141911360. , (2014).
- McCoy, G. Improving energy efficiency through biomass drying. , (2014).
- Tumuluru, J. S. High moisture corn stover pelleting in a flat die pellet mill fitted with a 6 mm die: physical properties and specific energy consumption. Energy Sci. Eng. 3 (4), 327-341 (2015).
- Brackley, A. M., Parrent, D. J. Production of wood pellets from Alaska-grown white spruce and hemlock. General Technical Report PNW-GTR-845. , (2011).
- Demirbas, A., Sahin-Demirbas, A. Briquetting properties of biomass waste materials. Energy Sources. 26, 83-91 (2004).
- Kaliyan, N., Morey, R. V. Densification characteristics of corn stover and switchgrass. Transactions of ASABE. 52 (3), 907-920 (2009).
- Larsson, S. H., Thyrel, M., Geladi, P., Lestander, T. A. High quality biofuel pellet production from pre-compacted low density raw materials. Bioresource Technol. 99, 7176-7182 (2008).
- Li, Y., Liu, H. High-pressure densification of wood residues to form an upgraded fuel. Biomass and Bioenergy. 19, 177-186 (2000).
- Nielsen, N. P. K., Gardner, D. J., Poulsen, T., Felby, C. Importance of temperature, moisture content, and species for the conversion process of wood residues into pellets. Wood and Fiber Science. 41 (4), 414-425 (2009).
- Serrano, C., Monedero, E., Laupuerta, M., Portero, H. Effect of moisture content, particle size and pine addition on quality parameters of barley straw pellets. Fuel Processing Technology. 92, 699-706 (2011).
- Zafari, A., Kianmehr, M. H. Factors affecting mechanical properties of biomass pellets from compost. Environ. Technol. 35, 478-486 (2013).
- Poddar, S., Kamruzzaman, M., Sujan, S. M. A., Hossain, M., Jamal, M. S., Gafur, M. A., Khanam, M. Effect of compression pressure on lignocellulosic biomass pellet to improve fuel properties: Higher heating value. Fuel. 131, 43-48 (2014).
- Hoover, A. N., Tumuluru, J. S., Teymouri, F., Moore, J., Gresham, G. Effect of pelleting process variables on physical properties and sugar yields of ammonia fiber expansion (AFEX) pretreated corn stover. Bioresource Technol. 164, 128-135 (2014).
- Tumuluru, J. S., Tabil, L., Opoku, A., Mosqueda, M. R., Fadeyi, O. Effect of process variables on the quality characteristics of pelleted wheat distiller's dried grains with solubles. Biosystems Engineering. 105, 466-475 (2010).
- Tumuluru, J. S., Conner, C. Specific energy consumption and quality of wood pellets producing using high moisture lodgepole pine. , (2005).
- Tumuluru, J. S., Sokhansanj, S., Lim, C. J., Bi, X. T., Lau, A. K., Melin, S., et al. Quality of wood pellets produced in British Columbia for export. Appl. Eng. Agric. 26, 1013-1020 (2010).
- ASABE Standards. . S269.4 Cubes, pellets, and crumbles - definitions and methods for determining density, durability, and moisture content. , (2007).
- Oginni, O. J. . Contribution of particle size and moisture content to flowability of fractioned ground loblolly pine. , (2014).
- Ndiema, C. K. W., Manga, P. N., Ruttoh, C. R. Influence of die pressure on relaxation characteristics of briquetted biomass. Energy Conversion and Management. 43, 2157-2161 (2002).
- Al-Widyan, M. I., Al-Jalil, H. F., Abu-Zreig, M. M., Abu-Handeh, N. H. Physical durability and stability of olive cake briquettes. Can. Biosyst. Eng. 44, 341-345 (2002).
- Kaliyan, N., Morey, R. V. Factors affecting the strength and durability of densified products. , (2006).
- Gresham, G., Emerson, R., Hoover, A., Miller, A., Kenney, K., Bauer, W. . Evolution and development of effective feedstock specifications. , INL/EXT-14-31510 (2013).
Réimpressions et Autorisations
Demande d’autorisation pour utiliser le texte ou les figures de cet article JoVE
Demande d’autorisationThis article has been published
Video Coming Soon
À PROPOS DE JoVE
Copyright © 2025 MyJoVE Corporation. Tous droits réservés.