
Method Article
방법은 평면 다이 펠렛 밀에 높은 수분 옥수수 스토 버와 옥수수 전분 바인더를 사용하여 낮은 에너지 소비에서 내구성 펠렛을 생산하는
요약
본 연구에서는 프로토콜이 감소 특정 에너지 소비 테스트 높은 수분 옥수수 여물에서 평면 다이 펠렛 밀 전분 계 바인더를 사용하여 좋은 품질의 펠릿을 생산하기 위해 개발되었다. 결과는 옥수수 전분, 바인더를 첨가하여 펠릿의 내구성을 향상 퍼센트 벌금 감소 비 에너지 소비를 감소 것으로 나타났다.
초록
펠릿의 생산에서 중요한 과제는 30 내지 10 % (WB)의 수분 함량으로 건조 바이오 매스와 관련된 높은 비용이다. 아이다 호 국립 연구소에서 높은 수분 펠렛 공정은 건조 비용을 줄이기 위해 개발되었다. 이 과정에서 바이오 매스 펠릿을 종래의 방법에 비해 더 높은 원료의 수분 함량으로 제조하고, 제조 된 고수 펠릿 더욱 에너지 효율적인 건조기에서 건조된다. 이 프로세스는 주로 다이 개발 마찰열로 인해 펠렛 동안 약 5-10 %가 공급 원료의 수분 함량을 줄이는 것을 돕는다. 본 연구의 목적은 바인더 첨가 플랫 다이 펠릿 밀에서 높은 수분 펠렛 공정 펠렛 품질 및 에너지 소비에 영향을 미치는 방법을 모색 하였다. 본 연구에서는 원시 옥수수 여물 33, 36, 39 0, 2의 첨가에 의해 % (WB), 4 % 순수 옥수수 전분의 습기에 펠렛했다. 생성 된 부분적으로 건조 된 펠릿을 더 알에 건조3-4 시간 동안 70 ℃에서 오븐 aboratory 9 % 미만 (WB)로 펠렛 수분을 낮춘다. 높은 수분 건조 펠렛 벌크 밀도 및 내구성 등의 물성에 대해 평가 하였다. 결과는 4 % 개선 펠릿 내구성 바인더 비율이 증가하면 바인더 펠렛 비교 20~40%하여 비 에너지 소비를 줄일 것으로 나타났다. 환원 바인더없이 7-8 %로했다 반면 높은 바인더 첨가 (4 %)에서, 펠렛 원료 중 수분의 감소는, <4 %였다. 4 % 결합제 및 33 % (WB) 원료의 수분 함량으로 건조 팰릿의 관찰 된 벌크 밀도 및 내구성 값이었다> 510kg / m 3,> 98 %, 각각 미립자 생성 비율이 3 <감소시켰다 %.
서문
바이오 매스는 세계의 주요 에너지 원 중 하나와 탄소수 1 중립 여겨진다. 짐짝 및 접지 농업 바이오 매스와 부서진 목질 바이오 매스의 대량 밀도가 낮다. 낮은 벌크 짐짝으로 바이오 매스의 밀도 (130-160kg / m 3), 지상 바이오 매스 (60-80kg / m 3)와, 우디 바이오 매스 (2백-2백50킬로그램 / m 3)를 작성 보관, 운송 및 처리 문제 2 칩슛 3. 조밀화 또는 압력 및 온도를 사용하여 접지 매스 압축은 약 5 내지 7 배까지 벌크 밀도를 증가시키고, 운송 및 저장 한계 4를 극복하는 데 도움이. 펠렛 공장, 연탄 프레스, 스크류 압출기는 일반적으로 바이오 매스 4에 사용되는 고밀도 시스템이다. 짐짝 및 펠렛 바이오 매스 공급 원료에 손익분기 운송 거리 분석 펠릿이 같은 비용 5 트럭을 사용하여 베일보다 더 멀리 1.6 배를 운반 할 수 것으로 나타났다. 교통 effi이 중량 제한됩니다 트럭에 비해 볼륨 제한 때문에 펠릿의 ciencies은 같은 철도와 같은 교통의 다른 모드와 함께 증가한다. 현재 유럽에서 목질 바이오 매스로부터 제조 된 펠릿을 광범위 바이오 발전에 사용된다. 캐나다와 미국의 주요 생산자와 유럽 6 목재 펠릿의 공급 업체입니다. 우디 초본 매스 모두로부터 생성 된 펠렛 열화학 (동시 소성 가스화 및 열분해) 및 생화학 적 전환 (에탄올) 응용 7-9 모두에 사용될 수있다.
펠릿의 특성 (밀도 및 내구성)와 펠렛 화 처리의 비 에너지 소비는, 예컨대 다이 직경 펠릿 밀 공정 변수에 의존하는 등의 원료의 수분 함량 등 다이와 원료 변수의 지름 비를 속도와 길이 다이 및 구성 4. 두 펠릿 공장 공정 변수 및 원료 변수의 영향펠렛 품질 및 공정에 사용되는 비 에너지. 다이 크기 (즉, 직경 비율 길이) 압축 및 압출 압력에 영향을 미칠 것이며, 다이의 회전 속도는 다이 내 물질의 체류 시간을 제어한다. 수분 함량으로 인해, 다이에서 발생하는 고온 고압의 미생물 조성물 성분 (예, 단백질, 전분, 리그닌)와 상호 작용함으로써 중요한 역할을하는 원료 변수이다. 수분의 존재함으로써 미생물 입자 (10) 사이의 인력을 증가시키는, 반 데르 발스 힘을 증가시킨다. 일반적으로 인해 직경 및 측면 확장에 바이오 매스에 미치는 영향 압축 된 제품의 부피 밀도 높은 수분이 펠렛 밀, 연탄 프레스 다이 (10)를받습니다. 하는 압력을 받게 바인딩의 행동에 영향을 미치는 전분, 단백질, 리그닌 및 기타 수용성 탄수화물로 바이오 매스 조성,고밀도 장비 11 차 온도. 원료 수분 다이 온도 및 압력에 의해 영향을받는 공통 합성 반응의 일부는 전분의 젤라틴, 단백질 변성 리그닌 유리 전이된다. 일반적으로, 식품 및 동물 사료의 100 ° C 이상이고 30 %를 초과하는 공급 원료의 수분 함량, 전분의 젤라틴 화 온도에서의 영향과 조직 성질 경도 (12) 등을 얻는다. 일반적으로, 전분 반응 젤라틴, 풀칠, 및을 retrogradation이다. 이러한 반응 중, 젤라틴은 펠릿 속성 (13)에 가장 큰 영향을 미친다. 전분 종종 바인더로서 식품 및 비 식품 응용 프로그램에 포함된다. 예를 들어, 약제 학적 정제 제제 전분 4,14 충전제로서 사용된다. 바이오 매스의 단백질 변성을 겪게하고 조밀화 프로세스 (11)에 발생 높은 온도와 압력으로 인해 복잡한 결합을 형성한다. 일반적으로, 높은에서바이오 매스 단백질의 마운트는 내구성 펠렛 (15, 16)가 발생합니다. 단백질의 더 많은 양을 갖는 높은 원료의 수분 함량에서의 내구성 펠릿 결과 예컨대 알팔파 대한. 바이오 매스의 지방 펠렛 또는 11, 17 연탄 동안 마찰력 및 압출 에너지를 줄일 수 있습니다. 목질 계 바이오 매스, 식물 재료 내의 리그닌의 존재는 바인더 (18)를 추가하지 않고 펠렛을 형성하도록 돕는다. 우디 바이오 매스는 일반적으로 12~16% 리그닌 4,19 구성된 초본 바이오 매스에 비해 높은 리그닌 함량 (29~33%)가 있습니다. 10-12 %로 낮은 원료의 수분 함량 (WB)에서, 리그닌의 유리 전이 온도보다 20 ~ 140 ° C이고; 반면에, 수분 함량의 증가는 유리 전이 온도 (21)를 감소시킨다. Lehtikangas 22 항에있어서, 8~15% (WB)의 수분 함량에 리그닌의 유리 전이 온도는 약 100 ~ 135 ℃로, BU 인> 25 % (WB)의 수분 함량을 증가 t는 <90 ℃로 유리 전이 온도를 감소시킨다.
초본 바이오 매스 수확 방법 및 수확시기에 따라 더 높은 수분 함량에서 사용할 수 있습니다. 단일 패스 수확하는 방법의 경우에는 수확 된 물질은 수분 함량> 30 % (WB) 23을 가질 것이다. 바이오 매스는 전형적으로 안정하게 호기 및 저장 동안 건조 물질의 손실을 방지하기 위해 약 10 % (WB)의 수분 함량으로 건조된다. Lamers 등. (24)는 30 %의 수분 함량에 전처리 바이오 매스에 모두 연마 (단계 1 & 2) 건조에 대한 총 비용은 건조한 톤 단지 바이오 매스 건조 약 $ 43.60 / 건조 톤, 약 $ 15.00 / 인 것으로 나타났다. 바이오 매스 건조하면 총 전처리 에너지의 약 65 %를 소요되며, 펠렛은 약 8-9% (24)이 걸립니다. 얀시 외. (25)은 건조 바이오 매스 preproce에서 주요 에너지 소비는 사실을 확증했다ssing. 실험 데이터 테크노 경제 분석 효율적인 수분 관리가 바이오 전처리 비용 절감에 중요한 것으로 나타났다. 보다 효율적으로 원료의 수분을 건조 비용을 절감하고 관리하기위한 한 가지 방법은 저온 건조 방법과 결합 된 높은 수분 펠렛 화 공정을 사용하는 것이다. 아이다 호 국립 연구소에서 개발 된 높은 수분 펠렛 공정에서, 미생물은 수분 함량이 28 % 이상 (WB)에서 펠릿 화되고; 여전히 높은 수분 생성 된 부분적으로 건조 된 펠릿을, 곡물 또는 벨트 건조기 (21)와 같은 에너지 효율 건조기에서 건조 될 수있다. 높은 수분 펠렛의 하나의 주요 장점은, 건조 비용을 감소하는 데 도움이되는 감소 된 총 펠렛 제조 비용 턴 결과이다. 테크노 경제 분석 에너지 및 제조 비용이 종래의 펠렛 화 방법 (24, 26)에 비해 높은 수분 펠렛 화 공정을 사용하여 40-50 % 감소되는 것으로 나타났다. 소장또는 감소 된 펠렛 생산 비용에 대한 이유는 약 80 ° C (21) 이하의 낮은 온도에서 작동하는 곡물 건조기 180 ° C 160의 높은 온도에서 작동하는 회전 건조기를 교체하는 것입니다. 벨트 또는 곡물 건조기 회전 건조기 교체의 또 다른 장점은 : 1) 효율성, 2) 화재 위험 감소, 3) 높은 품질의 열을 필요로하지 않는다 4) 휘발성 유기 화합물을 감소 (VOC) 배출, 5) 감소 미립자 배출, 6) 높은 점토 또는 스티커 바이오 매스 (27)를 응집하지 않습니다. 종래의 펠렛의 에너지 집약적 스팀 개질 공정과, 일반적으로 수분을 추가하고, 바이오 매스의 일부 구성 요소를 활성화하는 데 짧은 예열 단계로 대체된다. 본 공정은 원료의 수분 함량을 줄일뿐만 아니라, 리그닌 같은 매스 요소를 활성화 돕는다. 펠릿 형으로 개발 된 마찰열은 약 5-8% (WB) 21,28 의해 원료의 수분 함량을 줄일 수 있습니다. 높은 m에서oisture 펠렛 프로세스는 펠릿 밀 바이오 매스를 압축뿐만 아니라, 압축 및 압출 성형시의 함수량을 감소 시키는데 도움이 아닙니다. 많은 연구자가 하나의 실험실을 사용하여 수분 콘텐츠의 넓은 범위 (7~45%, WB)에서 원료 및 화학적 전처리 된 바이오 매스 펠렛에 대한 실험을 수행 한 파일럿 규모 링 다이 및 상업 연속 펠렛 시스템 10,25,29-40, (도시 고형 폐기물 및 암모니아 섬유 폭발의 페이스 D. 2015 년 펠리 (AFEX)는 파일럿 규모 링 다이 펠릿 공장에 옥수수 여물을 전처리. 바이오 연료 부서, 수석 엔지니어, 바이오 매스 국립 사용자 시설, 아이다 호 국립 연구소 (게시되지 않은 데이터)) . 다른 바람직한 수준으로 바이오 매스 이들 연구자 조정 원료의 수분 함량은 펠릿의 품질 특성에 대한 수분 함량의 효과를 이해할 수있다.
펠렛의 품질 특성, 벌크 밀도 및 내구성, 미국에 따라 규범 사양입니다기반 펠릿 연료 협회 (PFI). 그러나 표준화기구 (CEN) 내구성을 위해 유럽위원회에 따르면 규범 및 벌크 밀도는 정보 사양 (41)이다. > 97.5 % 내구성 값으로 펠릿을 최고 등급으로 펠릿으로 지정되는 반면 내구성 값> 96.5 % 및 벌크 밀도> 640kg / m 3 펠릿은, PFI 표준을 기반으로 슈퍼 프리미엄 펠릿로 지정되어 있습니다. 모두 CEN 및 PFI 표준은 서로 다른 직경 펠릿을 사용하는 것이 좋습니다. CEN은 6-25mm 및 이하의 4 배의 직경 (41)과 동일한 펠릿 길이 범위의 직경을 권장 반면 예를 들어, PFI는 6.35-7.25 mm의 범위의 직경을 권장합니다. 작은 직경의 펠릿 (6 mm)를가 높은 포장 밀도 (28)이 고려 장거리 수송을 위해 바람직하다. 종래의 펠렛 화 공정의 경우, 이러한 농도 규격 D 맞는 낮은 수분 함량에서의 바이오 매스 펠렛 권장펠릿 장거리 41 수송 esirable. CEN 및 PFI 모두 추가 펠릿 등급 (41)이있다. Tumuluru 28 Tumuluru와 코너 (40)는 아이다 호 국립 연구소의 도움에서 개발 높은 수분 펠렛 프로세스가 다른 운송 및 물류 시나리오에 적합하게 다른 품질 특성 (부피 밀도 및 내구성) 및 특정 에너지 소비 옥수수 여물 및 목재 펠릿을 생산하는 것으로 나타났다.
바이오 매스의 펠렛 연구의 대부분은 하나의 펠렛 화 시스템을 사용하여 수행 하였다. 실험실 규모의 연속적인 시스템을 사용하는 바이오 매스의 데이터를 펠렛 화하는 것은 제한된다. 연속적인 펠렛 화 시스템에 관한 연구는 지름 비 다이의 회전 속도, 길이와 같은 펠렛 공정 변수의 영향을 이해하고 품질 속성 및 비 에너지 소비 직경 다이 유용 할 것이다. 연속 시스템의 펠렛 데이터는 상기 SC에 사용될 수있다조종사에게 공정 및 상업적 규모의 시스템을 에일. 일반적으로, 플랫 다이 펠릿 밀 실험실 4 우디 초본 매스에 펠렛 화 과정을 수행에 사용된다. 실험실 규모의 평면 다이, 파일럿 및 상업적 규모 링 다이 펠릿 공장의 작동 원리는 비슷합니다. 이러한 펠릿 밀 모두 두 개 또는 세 개의 롤러 천공 경강 다이있다. 상기 다이의 회전에 의해, 롤러는 공급 원료에 힘을 치밀화 및 펠릿 (4)을 형성하기 위해 상기 다이의 구멍을 통해 강제.
어떤 바인더를 첨가하지 28~38% (WB)의 공급 원료의 수분 함량에 옥수수 여물의 높은 수분 펠렛에 우리의 이전 연구는 높은 원료의 수분 함량 21,28에서 낮은 내구성 값의 결과. 이 처리 중에 펠렛 (펠렛 품질 손실)의 붕괴를 방지하는 데 도움으로 냉각 및 건조 후에 고수 펠릿의 내구성을 개선하는 것은, STO 중요분노와 교통. 펠릿의 붕괴는 일반적으로 펠릿 생산에 대한 벌금 생성 및 수익의 손실을 초래한다. 결합제는 전형적으로 펠릿의 품질, 특히 내구성을 향상하고, 비 에너지 소비를 줄이기 위해 펠렛 화 공정에서 사용된다. 펠렛 과정에서 일반적으로 사용되는 천연 바인더는 단백질과 4,28를 전분. 단백질의 열, 습도 및 압력의 존재 하에서 변성을 겪는 반면, 전분, 젤라틴을 겪는다. 이들 반응은 모두 낮은 에너지 소비와 더 잘 결합 내구성 펠릿을 초래한다. 본 연구의 전반적인 목적은 이하에서 (냉각 후) 녹색의 내구성면에서 우수 펠릿 (건조 후) 경화 된 내구성을 제조 개발 및 결합제의 첨가 옥수수 여물을 사용하여 높은 수분 펠렛 공정을 설명했다 비 에너지 소비. 연구의 구체적인 목적은 1) 옥수수 세인트 높은 수분 펠렛을 실시했다위에 다른 원료의 수분 함량 (33, 36, 및 39 %, WB) 녹말 결합제 함량 (0, 2, 4 %)에서, 2) 물성 (펠렛 수분량, 펠릿 직경 팽창비 평가, 부피 밀도 내구성 (녹색 및 경화 내구성), 및 3)이 펠렛 화 과정의 비 에너지 소비를 평가한다.
프로토콜
참고 : 옥수수 여물 개만는 아이오와, 미국 농업 농장에서 베일의 형태로 조달했다. 조달 개만은 두 단계로 순차적으로 분쇄 하였다. 1 단계에서 옥수수 여물 개만는 50.8-mm 화면이 장착 된 분쇄기를 이용하여 분쇄 하였다. 단계 2에서 단계 1의하지 재료는 4.8 mm 스크린을 장착 블리스 해머 밀을 사용하여 더욱 분쇄. 이 물질은 수분 함량 및 벌크 밀도를 테스트하고 상기 펠렛 테스트 용 기밀 용기에 저장 하였다. 순수 옥수수 전분은 로컬 마켓에서 조달하고, 수분 함량 및 벌크 밀도를 측정 하였다. 수분 함량 및 지상 옥수수 대, 옥수수 전분 결합제의 벌크 밀도가 표 1에 주어진다.

표 1. 수분 함량 및 지상 옥수수 대, 옥수수 전분, 바인더의 부피 밀도.
1. 펠렛 밀
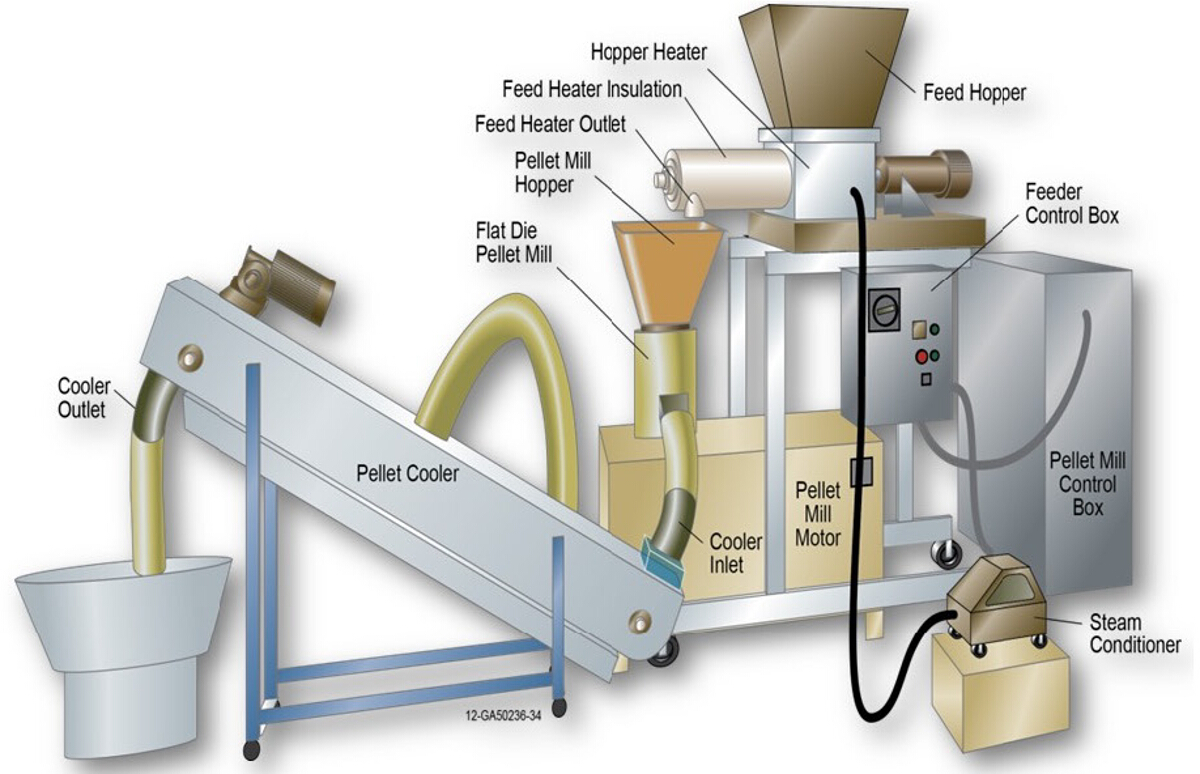
- (도 1) 21,28,38 펠렛 화 테스트를 수행하기위한 10 HP 모터를 구비 한 실험실 규모 플랫 다이 펠릿 밀을 사용한다.

아이다 호 국립 연구소에서 실험실 규모 평면 다이 펠렛 밀 그림 1. 도식은. 평면 다이 펠렛 밀에 바인더 첨가하지 않고 높은 수분 옥수수 여물의 펠렛 테스트를 수행하는 데 사용되었다 (Tumuluru 21에서 적응). 보려면 여기를 클릭하십시오 이 그림의 더 큰 버전.
{kind=link}
- 다음 호퍼 스크류 피더의 표면에가요 가열 테이프를 배치 열 손실을 방지하기 위하여 유리 섬유로 보온. 둥글게에서 원하는 온도로 매스 예열 온도 제어기, 가열 테이프를 연결30-130 ℃의 전자.
- 가변 주파수 드라이브 (VFD)를 펠릿 밀을 착용. 펠렛 밀 모터 펠렛 공장의 VFD를 연결합니다. 급지 모터 제어기는 펠릿 밀에 공급 비율을 변화시키는 직류 모터 제어기이다.
- 전력 소모를 기록하는 펠릿 밀 모터에 전력 측정기를 연결한다. 수동으로 펠릿 8 mm 직경의 구멍 직경에 대한 길이 (L / d를) 2.6의 비율로 죽을 선택합니다.
- 펠렛 다이에서 나오는 따뜻한 펠릿을 냉각 펠렛 밀에 수평 펠렛 쿨러를 추가합니다. 신선한 공기를 순환 배기 시스템에 쿨러를 연결합니다.
2. 공급 원료 준비
- 4.8 mm 스크린을 사용하여 옥수수 여물 지상의 2-3kg을 가져 가라. 옥수수 여물 함수율 (단계 4.1 참조) 벌크 밀도 (단계 4.3 참조)를 측정한다 (표 2 참조).
- 수분 함량 (단계 4.1 참조) 및 벌크 밀도를 측정하여 순수 (100 %), 옥수수 전분 바인더 (단계 4.3 참조)현지 시장에서 조달.
- 지상 옥수수 여물에 옥수수 전분 바인더를 추가 (참조 결합제 % 첨가 표 2)
- 물의 양을 계산하는 수학 식 1을 사용하여 33, 36, 및 39 % (WB)에 접지 옥수수 대, 옥수수 전분 결합제 혼합물의 수분량을 조정하기 위해 추가된다.
 =
=  (1)
(1)
주 : 샘플 (WB)의 %의 최종 수분 함량 및 m I : 수학 식 1에서, W (W)하면 물 (g)의 무게이고, W (S)는 바이오 시료 (g) m (F)의 중량은 퍼센트 초기 함수율 샘플 (WB %). - 옥수수 여물 / 옥수수 전분 바인더 혼합 계산 된 물을 추가하고 실험실 규모 리본 믹서에서 혼합.
- 밀폐 용기 내의 수분을 조정 옥수수 여물 / 옥수수 전분 믹스를 저장하고 설정된 냉장고에 넣어 보관4-5 ° C는 수분이 평형을 허용합니다.
3. 높은 수분 펠리 프로세스
- 냉장고에서 옥수수 여물 / 옥수수 전분 혼합물을 실온으로 가져 약 1-2 시간 동안 실온에두고.
- 펠릿 밀 피드 호퍼에 재료를로드. 60 Hz에서 (380 RPM)에서 펠렛 공장을 실행 속도를 죽는다.
- 정상 상태 조건에서 펠릿을 생산하는 펠릿 밀의 공급 속도를 조절하여 균일 펠릿 밀 피드. 수평 펠렛 냉각기에서 펠릿 쿨.
- 별도 벌금 6.3 mm 스크린을 사용하여 펠렛 화 공정에서 생성.
참고 : 21을 냉각시킨 후, 펠릿의 수분 함량 및 내구성을 측정한다. - 9 % 미만 (WB)에 펠릿의 최종 수분 함량을 감소시키기 위해 3-4 시간 동안 70 ℃에서 실험실 오븐에서 냉각 된 높은 수분 펠릿을 건조.
주 : 펠릿의 수분량, 벌크 밀도, 경질 측정건조 된 펠렛 (21)의 부 합성. - 펠렛 화 과정에서 컴퓨터에 전원 데이터를 기록.
주 : 펠렛 시험 조건으로 33, 36 및 39 %의 수분 함량이 4 % 옥수수 전분 결합제 첨가로 제조 펠릿도 2 표 2 참조.

본 연구에 사용 된 표 2. 실험 시험 조건.

다른 원료의 수분 함량에서 4 % 옥수수 전분 바인더로 제작 옥수수 여물 펠릿 2. 사진 그림. 이 그림의 더 큰 버전을 보려면 여기를 클릭하십시오.
{kind=link}
4. 펠렛속성 및 특정 에너지 소비
주 : ASABE 기준 (42)은 원료 및 고형 물질의 수분 함량, 밀도, 내구성 %의 미립자를 측정 하였다.
- 오븐에서 24 시간 동안 105 ° C로 설정 실험실에서 지상과 펠렛 옥수수 여물 샘플 약 25-50g을 놓습니다. 전과 건조 후의 시료 중량을 측정. 수학 식 2 중으로 실시에게 실험을 이용하여 수분 함량을 계산한다.
 (2)
(2) - 하나의 펠렛을 가지고 모래 유틸리티 천으로 양단을 부드럽게. 버니어 캘리퍼스를 이용하여 펠릿 직경을 측정한다. . (3) 수학 식 28를 이용하여 펠릿 팽창비 계산 열 펠릿의 직경을 측정한다.
팽창비 = (삼)
(삼)
주 : 수학 식 3에서, D는 펠릿, 압출 (mm)의 직경 D는 인 다이 (mm)의 직경을 갖는다. - 155mm, 높이 120 mm의 직경을 가진 플렉시 유리 실린더를 사용한다. 이 넘칠 때까지 실린더로 알약을 붓고 직선 가장자리 상부면의 수평. 물질과 실린더 무게. 벌크 밀도를 계산하기 위해, 실린더의 체적에 의해 상기 실린더의 무게를 나눈다. 실험을 세 번 반복합니다.
- 손을 6.3 mm의 스크린을 사용하여 펠렛 화 재료를 체. 스크린을 통과 한 물질을 단다. 식 (4)를 사용하여 %의 벌금을 계산합니다.
%의 벌금에 = × 100 (4)
× 100 (4) - 펠렛 내구성 시험기의 각 구획에 벌금없이 펠릿 약 500g을 놓습니다. 10 분간 50 회전 / 분에서 알약을 공중제비. 6.3 mm의 스크린을 사용하여 물질을 굴러 체. 펠릿의 비율 내구성을 계산하기 위해 식 (5)를 사용합니다.
내구성 =tp_upload / 54092 / 54092eq6.jpg "/> × 100 (5)
주 : 녹색 내구성 냉각 후 측정 된 펠렛의 내구성 및 경화 내구성을 3 시간 동안 70 ℃에서 펠릿을 건조 후 측정 내구성이다. - 데이터 로깅 소프트웨어를 사용하여 펠릿 밀 전력 소비를 기록. 60 Hz에서 다이 속도로 빈 펠릿 공장을 실행하여 펠렛 공장의 무부하 전력 (kW) 데이터를 기록한다. 특정 에너지 소비 (SEC)를 계산하기 위해 식 (6)을 사용합니다.
 (6)
(6)
결과
펠렛의 수분 함량
바이오 매스의 수분 함량은 펠렛 화 후 약 5~8% (WB)에 의해 감소되었다. 이러한 감소는 주로 다이 개발 마찰열 및 예열 온도와 높은 습도 펠릿의 냉각에 기인한다. 또한, 결합제는 손실 수분의 양에 영향을 미쳤다. 0 %의 결합제에서, 수분의 감소가 우리의 이전 연구와 일치 21,28을 7-8 %였다 반면, 4 % 결합제에서 펠렛 중에 원료 중의 수분의 손실은 약 ~ 5 % (도 3)이었다. 바이오 매스에 추가 된 바인더는 윤활제로 작용했을 수 있습니다. 이 마찰 저항을 감소 수분 손실의 감소를 야기하는 다이 채널에서의 물질의 체류 시간을 감소 할 수있다. 이전의 연구에서 적외선을 사용하여 펠렛 직후 측정 된 온도 다이rmometer은 (가자미, 모델 561, 플루크, 에버렛, WA, USA)은 약 100-110 ℃로 (21)에 도달했다. 수분 단단히 전분 입자에 결합되었을 수도로서 바인더 비율을 늘리면 수분 손실을 감소시켰다. 3-4 시간은 수분 함량 <9 % (WB)를 가졌기 더 70 ℃에서 실험실 오븐에서 건조시킨 고수 펠릿, 및 이들 펠릿을 펠릿 직경 팽창비, 벌크 밀도와 같은 다른 물리적 특성을 측정하기 위해 사용했다 내구성. 펠릿 수분량 데이터의 통계적 분석은 공급 원료의 수분 함량 및 펠릿의 수분량에 바인더 첨가 (표 3)의 상호 작용 효과가 있다는 것을 나타내었다. 바인더 2 % 바인더 펠렛, 원료의 수분 함량의 증가는 펠릿의 수분 함량의 증가 (Tukey에의 p <0.05)을 발생하지만,이 경향은 4 % 결합제에서 통계적으로 유의하지 않았다 (Tukey에의 p≥0.05도 3) .
: FO 클래스 = "jove_content"
도 3 냉각 후 펠릿의 수분 함량에 원료의 수분 함량 (FMC) 및 녹말 결합제의 영향 (± 1SD 평균, N = 3). 바인더없이 수행 펠리 테스트 바인더 실시한 테스트에 비해 더 높은 원료의 수분 손실의 결과. 다른 문자 사후 Tukey에 HSD 테스트 (P <0.05)를 사용하여 유의 한 차이를 나타냅니다. 이 그림의 더 큰 버전을 보려면 여기를 클릭하십시오.
{kind=link}
펠렛의 직경
와 바인더 첨가없이 33 %의 수분 함량에서의 펠릿의 직경 (데이터는 도시되지 않음) 냉각 후 8.4-8.7 mm의 범위였다. 피드 증가추가 바인더 (36)와 39 % (WB)에 톡 수분 함량이 9.3 mm의 최대 값에 펠릿 직경이 증가 (데이터는 보이지 않음). 이 펠릿을 추가 3-4 시간 동안 70 ℃에서 실험실 오븐에서 건조 하였다. 건조는 약 0.3-0.4 mm의 펠릿 직경의 감소 결과. 건조 후의 직경의 감소에 대한 주요한 이유는 펠릿의 수축에 기인 하였다. (표 3) 건조 후의 펠릿 직경의 원료의 수분 함량 및 바인더 첨가 간의 상호 작용에 유의 한 효과가 있었다. 33 %의 원료의 수분 함량으로 건조 후 펠릿 직경이 36 % 또는 39 %로 원료의 수분 함량을 증가시키는 반면, 약 8.7 mm (도 4)로 펠릿 직경이 증가, 8.3 내지 8.5 mm의 범위였다. 바인더 때문에 측정에서 높은 편차의 (Tukey에의 P <0.05), 가능성이 사용하지 않은 경우에 증가는 33 %와 39 % 사이에 통계적으로 유의했다.

도 4 건조 후의 펠릿 직경의 원료의 수분 함량 (FMC) 및 옥수수 전분 결착 효과 (평균 ± 1SD; N = 10) 원료의 수분 함량 및 전분 첨가의 증가와 함께 증가 펠렛의 직경.. 다른 문자 사후 Tukey에 HSD 테스트 (P <0.05)를 사용하여 유의 한 차이를 나타냅니다. 이 그림의 더 큰 버전을 보려면 여기를 클릭하십시오.
{kind=link}
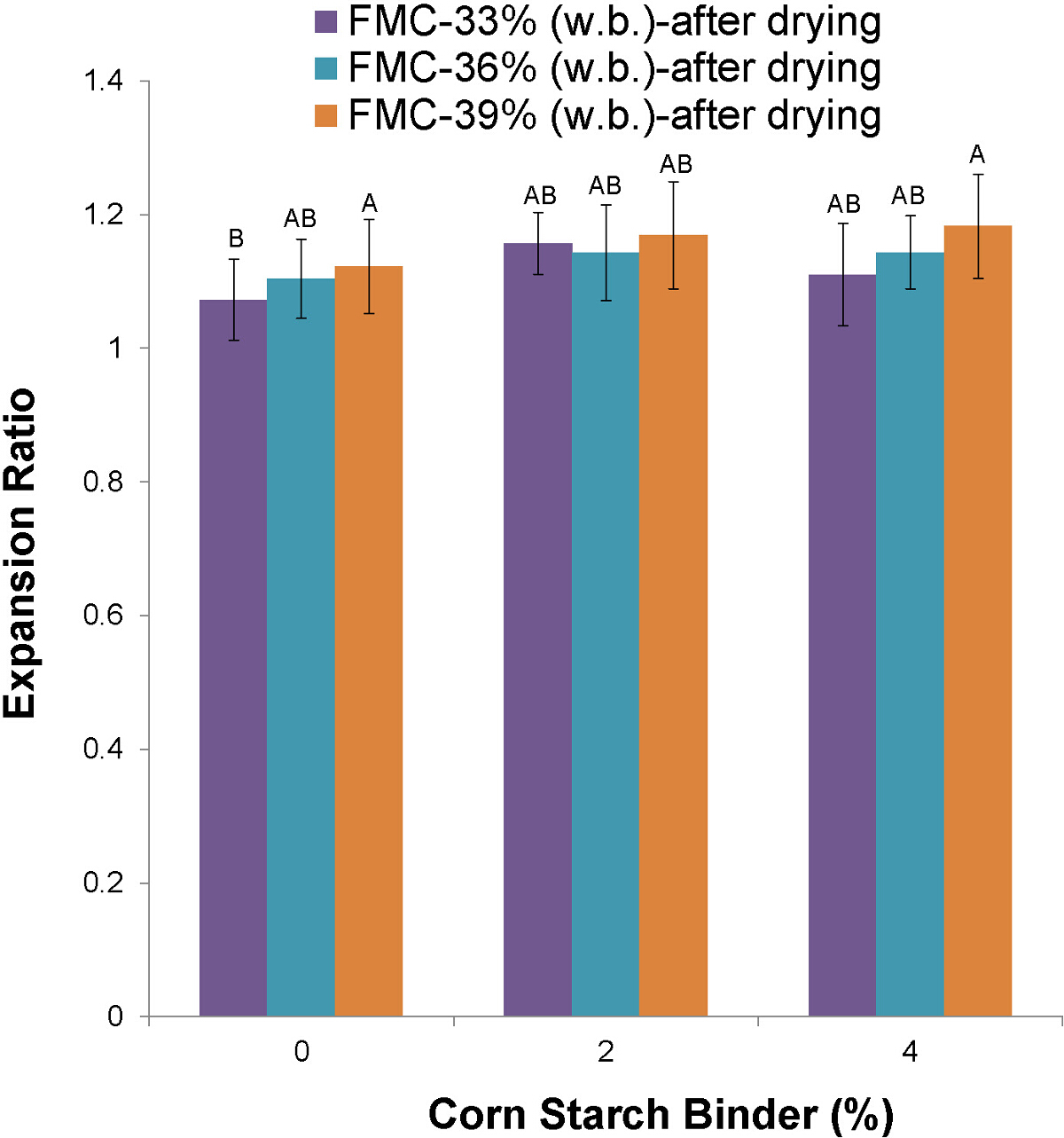
확장 비율
팽창비는 펠릿 직경 (수학 식 3)을 이용하여 계산된다. 팽창비 값 건조 후의 비교하여 냉각시킨 후, 펠릿에 대해 높았다 (데이터는 보이지 않음). 없이 33 %의 수분 함량으로결합제 첨가 후, 냉각 팽창비 값은 1.16-1.20의 범위에 있었다. 또한, (36) 수분 함량을 증가시키고, 바인더를 첨가하지 않은 39 %는 1.35 팽창비 값이 증가 하였다. 건조 된 펠렛은 모두 직경 방향 및 횡 방향으로 인해 펠릿의 수축을 주로 낮았다 팽창비가 있었다. 33 %의 원료의 수분 함량에서와 바인더를 첨가하지 팽창비 값은 1.11-1.07 (도 5)의 범위에 있었다. 36 및 39 %로 원료의 수분 함량을 증가 더 1.10-1.18 (도 5)로 팽창비 값을 증가; 그러나이 바인더를 첨가하여 39 %의 수분 함량 (표 3의 Tukey에 p <0.05)과 비교하여 통계적으로 33 %의 상당한이었다. 전분을 첨가 펠릿 직경 팽창비의 경우, 계 바인더는 원료의 수분 함량 모든 이들 값이 증가하지만, 이러한 차이는 통계적으로 없었다중요한 (Tukey에의 p≥0.05). 건조 후의 팽창비 결과 증가 원료 수분이 팽창비가 증가하고, 상기 벌크 밀도는 28 값 감소 이전 연구의 결과를 확증.

건조 후의 펠릿의 팽창비의 원료의 수분 함량 (FMC) 및 전분 계 바인더도 5 효과 (N = 10).없이 바인더 첨가 원료의 수분 함량의 증가와 함께 증가 펠릿 팽창비. 다른 문자 사후 Tukey에 HSD 테스트 (P <0.05)를 사용하여 유의 한 차이를 나타냅니다. 이 그림의 더 큰 버전을 보려면 여기를 클릭하십시오.
{kind=link}
대량 덴SITY
냉각 후와 결합제없이 33 %의 원료의 수분 함량 측정했다 펠릿의 벌크 밀도가 464~514kg / m 3의 범위 내에 있었다 (결과 미도시). 결합제없이 36 및 39 %의 원료의 수분 함량에서 벌크 밀도 값은 437~442kg / m 3의 범위에 있었다. <가 400kg / m 3에 벌크 밀도를 감소 이들 원료의 수분 함량에 바인더를 추가. 약 3 시간 동안 70 ℃에서 실험실 오븐에서 높은 수분 펠렛을 건조 9 % 미만 (WB)에 펠릿의 수분 함량을 감소시켰다. 건조 후 약 50 ㎏ / m (3)에 의한 벌크 밀도 값에 약간의 증가가 있었다. 건조 후의 벌크 밀도의 증가로 인해 가까운 작은 개방 구조를 갖는 입자를 유지할 수도 적은 입자 간 액상 다리로 될 수있다. Oginni (44)는 관찰 지상 Loblolly 소나무 드의 부피 밀도수분 함량의 증가에 주름. 와 바인더 첨가없이 33 %의 원료의 수분 함량으로 만든 펠렛의 펠렛 벌크 밀도 520-530킬로그램 / m 3 (도 6)의 범위에 있었다. 36 및 39 % (WB)의 더 높은 원료의 수분 함량에서 건조 된 펠렛 벌크 밀도는 상당히 각각 434kg / m 3 <437kg / m 3, <감소. 원료의 수분 함량 및 벌크 밀도 (표 3)에 바인더를 첨가 간의 상호 작용에 유의 한 효과가 있었다. 일반적으로, 체적 밀도는 원료의 수분 함량을 시작 증가 감소 하였다. 또한, 부피 밀도가 전분 함량의 증가 (도 6)으로 감소한 일부 표시가있다.

그림 6. Ef는건조 후의 펠릿의 벌크 밀도에 대한 원료의 수분 함량 (FMC) 및 전분 바인더에는 영향이 (± 1SD 평균, N = 3) 33 % (WB) 및 바인더 낮은 원료의 수분 함량이 높은 벌크 밀도 결과.. 다른 원료의 수분 함량이 추가로 4 % 결합제는 낮은 벌크 밀도 값 결과. 다른 문자 사후 Tukey에 HSD 테스트 (P <0.05)를 사용하여 유의 한 차이를 나타냅니다. 이 그림의 더 큰 버전을 보려면 여기를 클릭하십시오.
{kind=link}
내구성 (%)
냉각 후
녹색 내구성
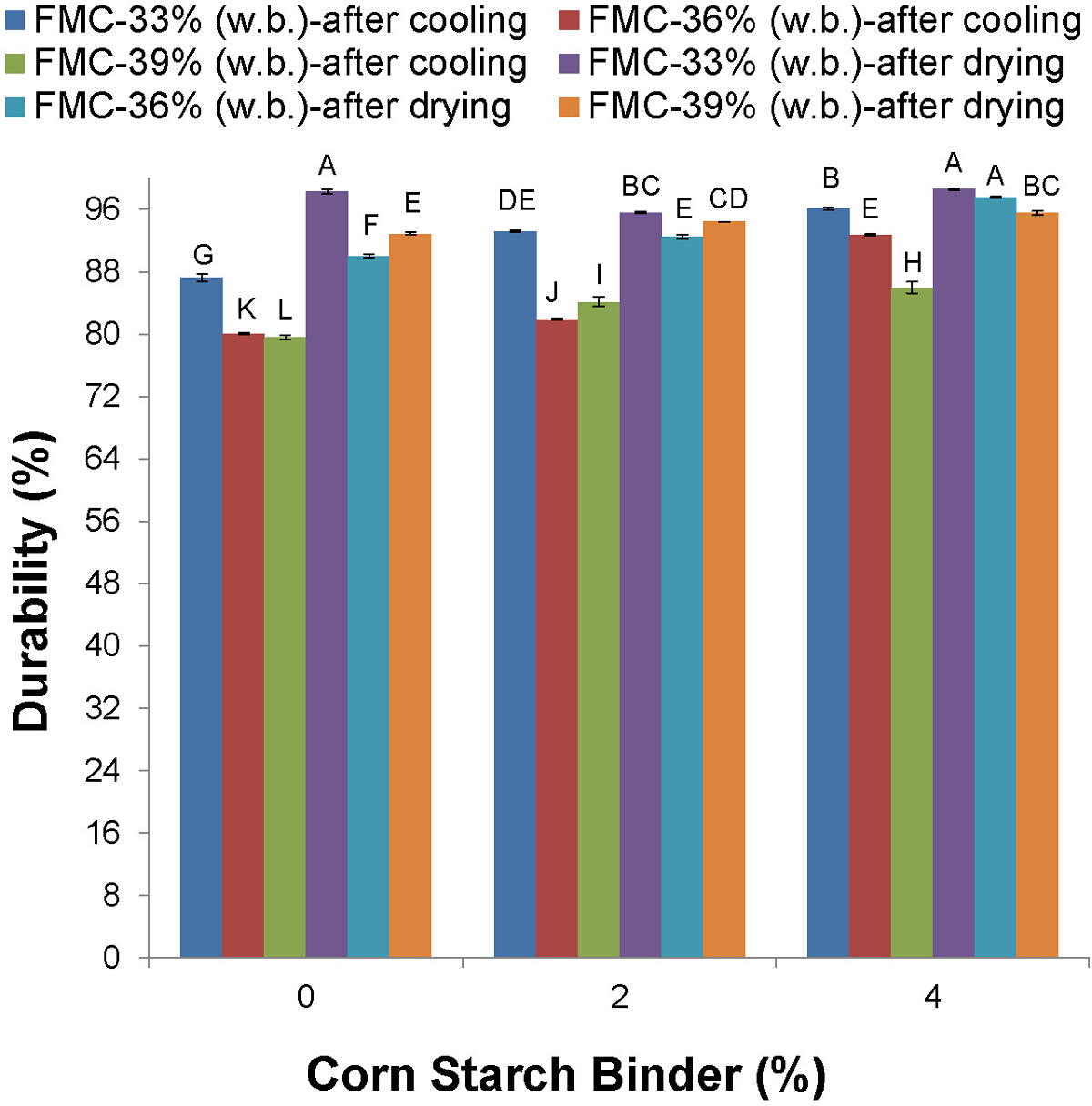
그림 7은 냉각 후 펠릿의 내구성 (g를 보여줍니다재 N 강도) 3-4 시간 (경화 강도) 70 ° C의 오븐에서 건조시킨 후. 이 때문에 전단 및 충격 저항에 취급 및 보관시 덜 파손 발생합니다으로 높은 수분 펠릿의 높은 내구성 값이 바람직하다. 분산 분석의 경우, 상호 작용은 원료의 수분 함량, 바인더 퍼센트, 건조 (표 3) 사이에 유의 하였다. 바인더 함량의 증가와 함께 증가 냉각시킨 후, 펠릿의 내구성 값 (표 3]의 Tukey에 p <0.05). 33 %에서 (WB) 원료의 수분 함량은 바인더없이 내구성 값은 약 87.2 %였다; 반면, 2 및 4 %의 전분, 바인더를 첨가하여, 내구성 값은 93.2 및 96.1 % (도 7)으로 증가 하였다. 경향은 36, 39 % (WB)의 다른 원료의 수분 내용에 대한 유사했다. 결합제없이 내구성이 값은 약 80 %였다; 그러나, 바이오 매스로 추가 결합제 내구성 값이 증가 하였다. 내구성 증분펠릿을 36 %의 원료의 수분 함량이 4 % 전분으로 만든 바인더 때 약 90 % 완화. 39 %의 더 높은 원료의 수분 함량 (WB) 경향은 유사하지만, 전체적인 내구성 값이 다른 원료의 수분 함량에 비해 감소 하였다.

냉각 후 및 건조 후 내구성에 공급 원료의 수분 함량 (FMC) 및 전분 바인더의 그림 7. 효과. (평균 ± 1SD, N = 3) 33, 36, 39 % (WB)에서 생성 된 높은 습기 옥수수 여물 펠릿의 내구성 값 원료의 수분 함량으로 냉각시킨 후, 건조 후에 모두 바인더의 첨가로 증가 하였다. 다른 문자는 사후 Tukey에 HSD 테스트 (P <0.05)를 사용하여 유의 한 차이를 나타냅니다. 이 그림의 더 큰 버전을 보려면 여기를 클릭하십시오.
{kind=link}
건조 후
경화 내구성
3 ~ 4 시간 후에 70 ℃에서 실험실 오븐에서 높은 수분 펠릿 건조시켜 펠릿의 내구성을 증가 펠릿 경화 결과. 33, 36 및 39 % (WB) 원료의 수분 함량에서 제조 된 펠릿의 내구성 값은 (도 7)> 92 % 증가했다. 33 %의 원료의 수분 함량에서의 내구성이 값은 (도 7)을 건조시킨 후 약 98 %로 증가 하였다. 이러한 결과는 이전 작업 21,28와 밀접하게 일치합니다. 바인더를 이용하여 제조 된 펠릿의 내구성 값 (Tukey에의 p <0.05) 증가 된 후 건조. 33 %의 원료의 수분 함량 4 % 결합제에서 관찰 최종 내구성 값은 약 98 %였다. 경향은 36과 39 %의 공급 원료에서 유사했다바인더 내구성 값에 긍정적 인 영향을 미쳤다 수분량 (Tukey에의 p <0.05). 2 및 4 %의 바인더 첨가하여 39 %의 원료의 수분 함량에서 내구성 값은 약 94-95% 증가.
비율 벌금
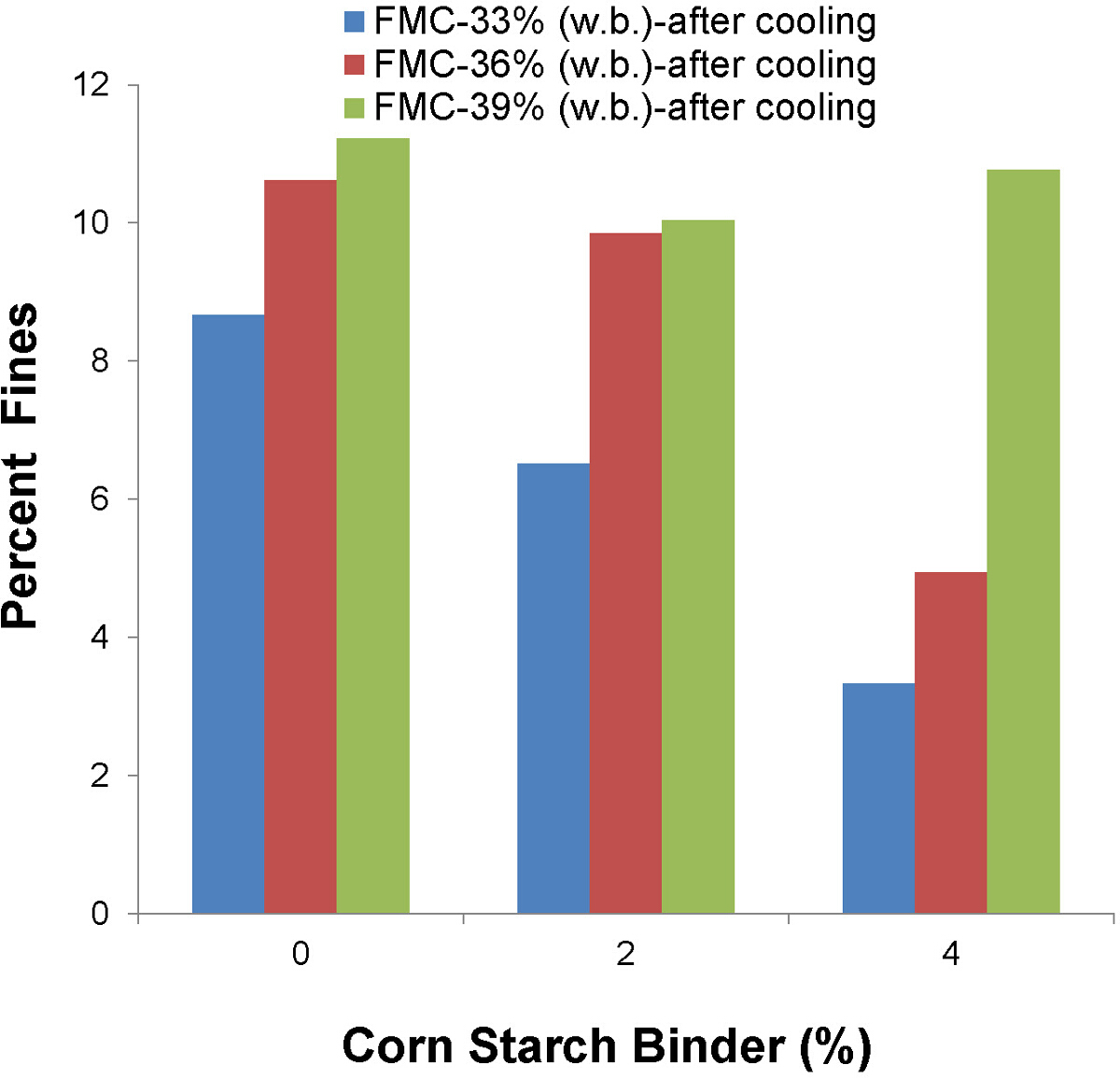
본 연구에서, 펠렛 중에 생성 된 미립자 퍼센트는 33 % (WB) 원료의 수분 함량에 비해 36 및 39 % (WB)에서 더 높았다. 추가 바인더없이 바인더 또한 (그림 8)과 테스트에 비해 모든 원료의 수분 내용을 생성 %의 벌금을 낮추는 결과. 더 바인더와 실시 펠렛 테스트는 39 % (WB) 원료의 수분 함량 약 11 %의 가장 높은 %의 벌금을 보였다. 옥수수 여물 2 및 4 % 결합제를 추가, 33 % 및 36 % 바인더를 첨가하지 펠릿에 비해 (WB)에 대한 펠렛 중에 생성 된 미립자 퍼센트를 감소시켰다. 티이 연구에서 관찰 된 낮은 퍼센트 그 미분말은 4 % 결합제 첨가와 33 % (WB) 원료의 수분 함량 (약 3 %)로 하였다.

펠렛 재료로 제조 된 퍼센트 미분말의 원료의 수분 함량 및 녹말 결합제도 8 효과. 33, 36 및 39 % (WB) 결합제의 첨가 원료의 수분 함량에서의 펠릿 재료 퍼센트 벌금을 감소시켰다. 여기를 클릭하세요 이 그림의 더 큰 버전을 볼 수 있습니다.
{kind=link}
특정 에너지 소비
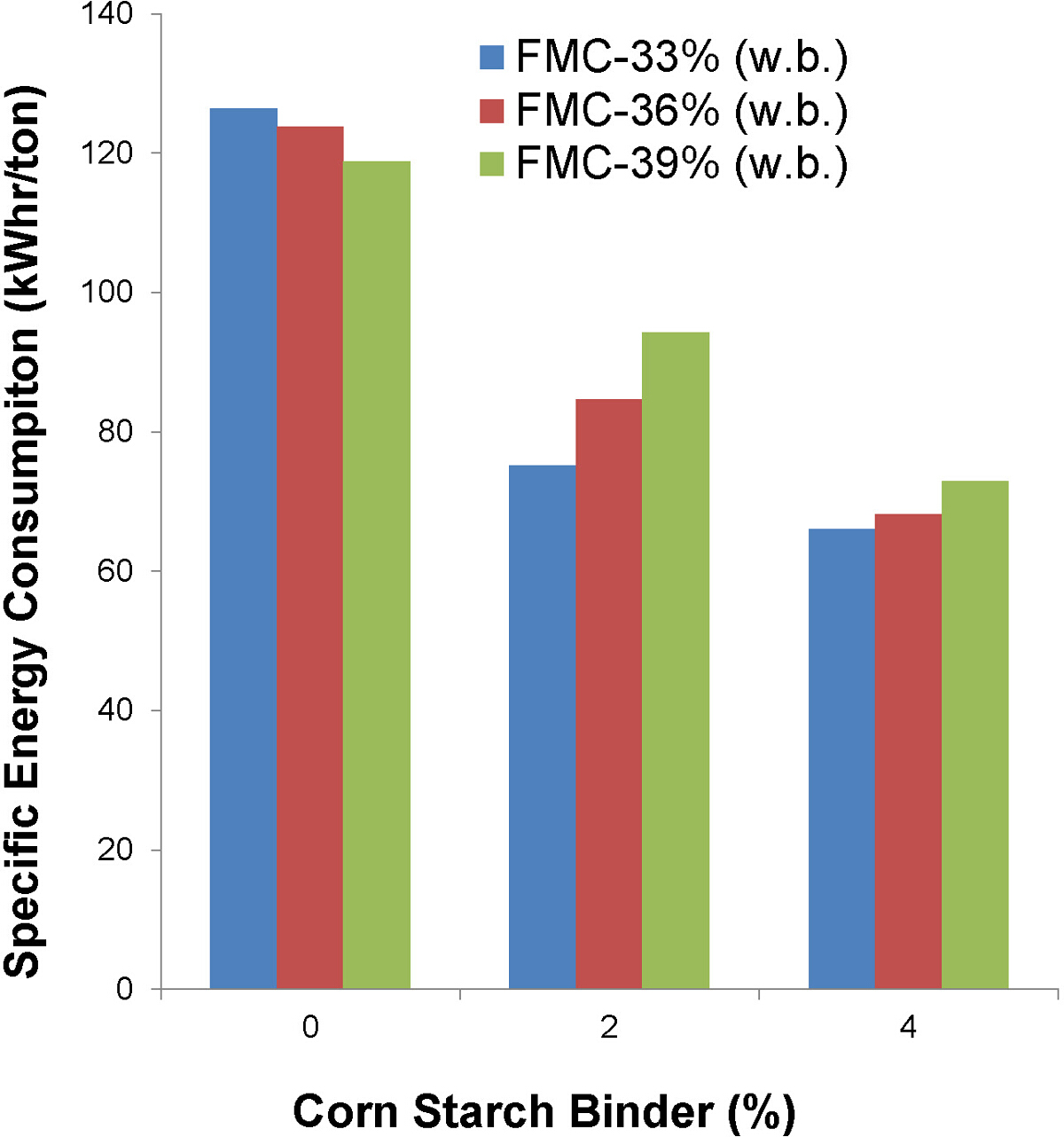
비 에너지 소비는 또한 바인더 (도 9)에 의해 영향을 받았다. 바인더와 특정 EN33, 36, 및 39 %의 원료의 수분 함량은 118-126 ergy kWhr / 톤 사이였다. 2 %의 결합제를 추가 / t 약 75-94 kWhr에 비 에너지 소비를 감소시켰다. 또한, 4 %의 바인더 비율이 상기 시험 된 모든 원료의 수분 함량에 대해 68-75 kWhr / t로 비 에너지 소비를 감소 증가시킨다. 2 및 4 %의 바인더를 첨가는 20-40 %의 비 에너지 소비를 감소시켰다.

높은 수분 펠렛 공정의 비 에너지 소비에 대한 원료의 수분 함량 및 녹말 결합제도 9 효과. 고수 옥수수 여물의 펠렛 화 공정의 비 에너지 소비는 2와 4 %의 전분을 첨가 한 20-40 % 감소시켰다 계 바인더. 더 큰 버전?을 보려면 여기를 클릭하십시오 이 그림의 N.
{kind=link}
통계 분석
통계 분석은 JMP (10) (43)에 완성되었다. ANOVA는 N (펠렛 수분량의 원료의 수분 함량 (33, 36, 39 %), 옥수수 전분, 바인더 (0, 2, 4 %)의 영향을 결정하기 위해 사용 된 양방향 = 3) 펠릿 직경 (N = 10), 팽창비 (N = 10) 및 벌크 밀도 (N = 3). 삼원 ANOVA는 (N = 3 내구성 (건조 후, 건조 전) 수분 함량 (33, 36, 39 %), 옥수수 전분, 바인더 (0, 2, 4 %) 및 건조의 효과를 측정 하였다 ). 잔차는 정상과 분산의 동질성에 대한 ANOVA 가정을 만났다. 이러한 가정을 충족하기 위해 펠렛의 수분 함량은 4 번째의 전력으로 데이터를 상승시킴으로써 변형되었다. 분산 분석에서 시험 요소 p <0.05에서 유의한다면, Tukey에 HSD 테스트는 사후 쌍대 비교에 사용 하였다.
1 "> :"유지 - together.within 페이지 = FO "십t
표 3. 분산 분석 (ANOVA)에 기초하여 상기 프로세스 변수의 통계적 유의성.
토론
낮은 비 에너지 소비로 원하는 내구성 펠릿을 생산하는 고수 펠렛 화 방법에서의 핵심 단계는 1) 원하는 수분 수준으로 높은 수분 옥수수 여물 (33~39%, WB)를 건조, 2) 비율 바인더 이외에 3) 펠렛 공장에 균일하게 높은 수분 바이오 매스를 공급. 원료 수분 %의 결합제는 (건조 냉각 전후 밀도와 펠릿의 내구성) 펠릿의 특성에 영향을 처리 변수와 펠렛 화 처리의 비 에너지 소비이다. 이 펠렛 화 과정에 사용되기 전에 원료의 수분 함량을 테스트 할 것을 권장한다. 균일 펠릿 밀에 33, 36 및 39 % (WB)에서 높은 수분 옥수수 대를 공급하는 품질 및 에너지 소비에 영향을 미친다. 가변 주파수 드라이브와 펠렛 밀 공급 장치를 수정 펠렛 밀에 균일 바이오 매스를 공급하는 것이 필수적이었다.
로부터 결과본 연구는 고수 옥수수 여물에 바인더를 추가하여 소폭 펠렛 벌크 밀도를 감소했다는 것을 지시하지만, 상당히 향상된 내구성을 보여. 바인더 계 전분 추가 압축 및 압출 후의 펠릿의 수분 함량이 증가하지만, 증가 공부 거의 모든 경우에 통계적으로 유의 한 것으로 밝혀졌다 없다. 더 높은 (7-8%, WB)는 바인더 선수 반면 펠렛 중에 수분의 손실은 약 3 내지 4 %의 결합제를 추가로 4 %였다. 1) 일반적으로 사용되는 옥수수 여물에 결합제의 첨가는 상기 다이의 물질의 체류 시간을 단축하고 2) 이에 의해 압축 중에 낮은 수분 손실로 이어질 수있는 금형의 온도를 감소시켜 다이의 마찰 저항을 감소 펠릿의 압출 죽을.
이 펠릿을 다이로부터 압출하고 (도 4)을 건조한 후, 펠릿 직경의 증가가 있었다. 이러한 증가는 컸다높은 원료의 수분 함량 및 전분 바인더 첨가 ER. 펠릿의 벌크 밀도와 결합제없이 33 % (WB) 원료의 수분 함량 510-530kg / m 3의 범위에 있었다. 이전 연구는 주로 펠릿의 확장에 약 38 % (WB) 낮은 벌크 밀도 결과, 높은 원료의 수분 함유량 21,28 다이들이 출구를 통해 같이 지적하고있다. 높은 수분 바이오 매스 물질이 압력 하에서 다이를 통해 압출 될 때 수분 플래시 오프 12,21가 발생하는 일반적인 현상이다. 수분 플래시 오프는 축 방향 및 직경 방향 모두에서 펠렛의 확장 방법을 제공합니다. 일반적으로, 직경 확장 축 확장에 비해 더 유명하다. 펠렛 다이를 통해 압출, 압축 후의 미생물의 팽창 동작에 대한 또 다른 이유는 매스 섬유는 수분의 존재 하에서 이완 것이 될 수있다. Ndiema 등. (45)마니 외. (18)는 압축 된 바이오 매스의 이완 다이 결과에 가해진 압력의 방출을 나타내었다. 완화 특성은 입자 크기, 공급 원료의 수분 함량 및인가 된 압력과 같은 많은 요인에 의존한다. 또한, 본 연구에서 우리는 관찰이 때문에 가까운 입자를 유지하고 덜 개방 구조를 제조 수도 적은 입자 간 액상 교량 수 건조 후의 벌크 밀도 증가. Oginni 45 지상 Loblolly 소나무의 벌크 밀도가 증가 된 수분 함량이 감소하는 것이 관찰 하였다.
펠릿의 내구성 펠릿의 강도를 이해를 측정 하였다. 일반적으로, 펠렛 전단 및 저장, 운송시의 저항에 영향을 될 수 있으며, 처리 과정 4,46. Kaliyan와 모리 (47)은 생산 (녹색 강도) 직후 생성 된 펠릿의 내구성 뒤 다른 것을 제안생산 (경화 강도) 후 몇 일 동안 저장되는 펠릿의 rability. 낮은 내구성 값 펠렛 휴식 및 오프 가스 처리 펠릿 제조 업체에 대한 매출 손실이 발생할 수 있으며, 자연 발화 등의 저장 문제의 위험을 증가시킨다. 표준화를위한 유럽위원회 (CEN)과 미국 펠릿 연료 협회 (PFI)에 따르면, 내구성의 권장 값은 높은 품질과 프리미엄 등급의 펠렛 31> 96.5 %이다. 건조 후의 83-85%의 범위에서 내구성이 값을 가지고 바인더로 이루어지는 펠릿에 비해 39 %의 수분 함량에서 전분 바인더 펠렛 때 본 연구에서는 내구성이 값은 약 94-95% 증가. 33 %에서 생성 된 펠릿 (WB) 원료 수분 내구성 값> 96.5 %이며 국제 표준을 충족시킨다.
사이 1) 무 다리 형성 : 수분을 포함, 바이오 매스 펠렛 동안 다른 기능을 가지고있다바이오 매스 입자 의한 반 데르 발스 힘, 2)와 같은 조직 특성에 강한 영향을 젤라틴과 변성 등에 기초하여 반응을 상기 매스 단백질, 전분 및 리그닌 본 같은 천연 바인더를 활성화, 3) 전분과 단백질을 촉진 경도 4-12. (4) 목질 바이오 매스의 경우, 주 결합제 리그닌 (: 27-33%, 초본 매스 12~16% 목질 바이오 매스)이다. 옥수수 여물의 리그닌 함량을 문헌 소스 및 원료 데이터베이스 (48)를 포함하여 구성 데이터의 평가에 기초하여 약 16 %의 평균을 결정 하였다. 높은 수분 함량으로 더 높은 이동도를 갖고, 접착제의 역할을 강하게 결합 될 리그닌 분자; 그러나, 매우 높은 수준의 수분은 더 적은 결합에 기인하는 윤활유처럼 작용한다. 본 연구에서, 약 39 %의 매우 높은 수분 함량 (WB)보다 수분 윤활유처럼 행동 수도 낮은 내구성 A를 초래펠릿 제조 공정에 더 많은 미세 ND 생성. 높은 내구성 값이 금형 온도 및 공급 원료의 수분 함량의 존재하에 전분의 젤라틴 화에 의해 야기 될 수있다 (36) 및 39 % (WB)의 더 높은 원료의 수분 함량, 결합제의 첨가에 의해 관찰되었다. 이러한 호화 반응은 다른 미생물 성분과 전분, 가교의 형성을 초래할 수있다.
펠렛 화 공정 중에 생성 된 미립자 퍼센트 펠릿을 형성하는 방법을 잘 매스에 대한 좋은 지표이다. 펠렛 생산 업체에 제품 및 수익 손실의 펠렛의 처리 결과 중 미세 입자의 생성. 펠렛 프로세스 동안 과도한 벌금 세대는 품질에 미치는 영향은 밀도와 내구성 등의 특성 수 있습니다. 펠릿 제조 공정 중에 미립자 생성은 미생물 조성물 (예, 전분, 단백질, 리그닌, 왁스) 펠릿 밀 공정 변수에 의해 영향을 받는다 즉, 직경 비 (L / D 비)로 길이)의 회전 속도, 증기 상태 예열) 및 원료의 변수 (즉, 원료의 수분 함량, 입자 크기 다이 공급 속도 4. 본 결과는 결합제의 첨가뿐만 아니라 생성 된 미립자의 비율을 감소시키는 것으로 나타낼뿐만 아니라, 비 에너지 소비를 감소시키면서 물성을 개선하는 데 도움이. 생성 낮은 %의 벌금은 바이오 매스가 더 큰 pelletability을 가지고 있음을 나타냅니다.
상품 형 제품으로 바이오 매스를 확인하기에 적합한 고밀도 시스템들은 리뷰 Tumuluru 외. (4) 바인더를 추가하는 비 에너지 소비를 줄이는 결과 압출 에너지를 감소 시키는데 도움 것으로 나타났다. 일반적으로, 직경 길이 (L / D)의 비율은 상기 다이의 물질의 체류 시간을 조절하여, 바이오 매스의 결합을 돕는다. 또한, L / D 비율은 압출 에너지와 정시를 제어FIC 에너지 소모. 높은 L / D 비율은 펠릿의 물리적 특성을 향상 체류 시간을 증가 시키지만, 압출에 필요한 에너지를 증가시킨다. 바이오 매스에 바인더를 첨가하여 낮은 L / D 비율의 바이오 결합 도와 압출 에너지를 줄일 수있다. 본 연구에서는 직경 일정한 길이 (L / d를) (2.6)의 비율이 선정되었다. 앞으로의 연구는 L / D의 펠릿 다이의 비율 펠렛 품질 특성에 원료의 수분 함량과의 상호 작용의 효과를 겨냥한 이해된다.
바이오 매스 국립 사용자 시설에서 얻은 바이오 매스 전처리 (분쇄, 건조 펠렛) (https://www.inl.gov/bfnuf/) INL에 위치하며 테크노 경제적 분석을 관련의 실험 데이터가 표시가 30에서 바이오 매스 건조 (WB) 10 % 많은 양의 에너지 (미발표 데이타)를 소비한다. INL에서 개발 고수 펠렛 화 공정은 종래에 비해 펠릿 펠릿 제조 비용을 줄일 수제조 방법 (24). 본 연구는 높은 수분 펠렛 공정 전분 계 바인더를 첨가하여 36 및 39 % (WB)의 원료의 수분 함량에서 냉각 후> 96 % 펠렛의 내구성을 향상시킬 것을 지시하고, 또한 비 에너지 절감 20-40 %만큼 펠렛 공정 소비. 들이 컨베이어에 의해 효율적으로 처리 될 수있는 더 높은 원료의 수분으로 이루어지는 펠릿의 내구성 큰 값이 중요하다. 일반적으로 낮은 내구성 펠릿을 처리하고 펠릿 생산을위한 수익 손실을 초래 저장시 벌금에 무너질. 또한, 상기 공정에서 생성 된 미세 자발 연소 28,41 오프 가스 배출 등 안전 사고가 발생할 수있다. 바인더의 비용을 능가 바인더를 사용하여 약 20-40% 비 에너지 절감. 또한, 본 연구에 기초하여, 우리는 식품 가공 산업에서 부산물의 일부는 매스 펠렛에 사용될 수 있다는 결론을 내릴 수있다바이오 에너지 응용 프로그램. 현재, 높은 수분 펠렛 공정은 실험실 규모 플랫 다이 펠릿 밀을 사용하여 입증되었다. 실험실 규모의 펠릿 공장 여기에 설명 된 프로토콜은 스케일 업 모델을 개발하기위한 파일럿 규모의 상업 규모의 펠릿 공장에서 프로세스를 테스트하기위한 기초가 될 것입니다.
공개
No competing financial interests exist. This information was prepared as an account of work sponsored by an agency of the U.S. government. Neither the U.S. government nor any agency thereof, nor any of their employees, makes any warranty, express or implied, or assumes any legal liability or responsibility for the accuracy, completeness, or usefulness of any information, apparatus, product, or process disclosed, or represents that its use would not infringe privately owned rights. References herein to any specific commercial product, process, or service by trade name, trademark, manufacturer, or otherwise, do not necessarily constitute or imply its endorsement, recommendation, or favouring by the U.S. government or any agency thereof. The views and opinions of the authors expressed herein do not necessarily state or reflect those of the U.S. government or any agency thereof.
감사의 말
The authors would like to acknowledge Matt Dee for supporting the experimental work, Matthew Anderson and Rod Shurtliff for instrumenting the pellet mill. This work was supported by the Department of Energy, Office of Energy Efficiency and Renewable Energy under the Department of Energy Idaho Operations Office Contract DE-AC07-05ID14517. Accordingly, the publisher, by accepting the article for publication, acknowledges that the U.S. government retains a nonexclusive, paid-up, irrevocable, worldwide license to publish or reproduce the published form of this manuscript, or allow others to do so, for U.S. government purposes.
자료
| Name | Company | Catalog Number | Comments |
| Flat die pellet mill | Colorado Mill Equipment, Canon City, CO, USA | ECO-10 pellet mill | |
| Heating tapes | BriskHeat, Columbus, OH, USA | Silicon Rubber Heater, Etched foil elements | |
| Thermocouples | Watlow, Burnaby, BC, Canada | J-type | |
| Variable frequency drive | Schneider Electric, Palatine, IL, USA | Altivar 71 | |
| Pellet cooler | Colorado Mill Equipment, Canon City, CO, USA | CME ECO-HC6 | |
| Data logging software | National Instruments Corporation, Austin, TX, USA | Labview software | |
| Durability tester | Seedburo Equipment Co., Des Plaines, IL, USA | Pellet durability tester | |
| Hammer mill | Bliss Industries | CME ECO-HC6 | |
| Grinder | Vermeer | HG200 | |
| Horizontal mixer | Colorado Mill Equipment, Canon City, CO, USA | ECO-RB 500 | |
| Blue grit utilty cloth | 3M | Part No.05107-150J grade | |
| Insulation materail | McMaster Carr | Flexible fiberglass insulation | |
| Feeder controller | KB Electornics, INC | KBIC-DC-MTR direct current motor controller | |
| Dust exhaust system | Delta | Model No: 50-763, Serial No: 2010 11OI1415 | |
| Vernier calipers | VWR® Digital Calipers | Part Number: 12777-830 | |
| Binder | ACH Food Companies Inc., Memphis, TN, USA | ARGO 100% pure corn starch | |
| Corn stover | Harvested in Iowa and procurred in bale form |
참고문헌
- Bapat, D. W., Kulkarni, S. V., Bhandarkar, V. P. Design and operating experience on fluidized bed boiler burning biomass fuels with high alkali ash. , 165-174 (1997).
- Sokhansanj, S., Fenton, J. . Cost benefit of biomass supply and preprocessing: BIOCAP (Canada) research integration program synthesis paper. , (2011).
- Mitchell, P., Kiel, J., Livingston, B., Dupont-Roc, G. Torrefied biomass: A foresighting study into the business case for pellets from torrefied biomass as a new solid fuel. All Energy 2007. , (2007).
- Tumuluru, J. S., Wright, C. T., Hess, J. R., Kenney, K. L. A review of biomass densification systems to develop uniform feedstock commodities for bioenergy application. Biofuels, Bioprod. Biorefin. 5, 683-707 (2011).
- Tumuluru, J. S., Igathinathane, C., Archer, D. Energy analysis and break-even distance of transportation for biofuels in comparison to fossil fuels. ASABE Paper No. 152188618. , (2015).
- Searcy, E. M., Hess, J. R., Tumuluru, J. S., Ovard, L., Muth, D. J., Jacobson, J., Goh, M., Sheng, C., Andre, F., et al. Optimization of biomass transport and logistics. International Bioenergy Trade. , 103-123 (2013).
- Ray, A., Hoover, A. N., Nagle, N., Chen, X., Gresham, G. Effect of pelleting on the recalcitrance and bioconversion of dilute-acid pretreated corn stover under low - and high - solids conditions. Biofuels. 4 (3), 271-284 (2013).
- Sarkar, M., Kumar, A., Tumuluru, J. S., Patil, K. N., Bellmer, D. D. Gasification performance of switchgrass pretreated with torrefaction and densification. Appl. Energ. 127, 194-201 (2014).
- Yang, Z., Sarkar, M., Kumar, A., Tumuluru, J. S., Huhnke, R. L. Effects of torrefaction and densification on switchgrass pyrolysis products. Bioresource Technol. 174, 266-273 (2014).
- Mani, S., Tabil, L. G., Sokhansanj, S. An overview of compaction of biomass grinds. Powder Handling Process. 15 (3), 160-168 (2003).
- Thomas, M., van Vliet, T., van der Poel, A. F. B. Physical quality of pelleted animal feed, part 3: Contribution of feedstuff components. Anim. Feed Sci. Technol. 70, 59-78 (1998).
- Shankar, T. J., Bandyopadhyay, S. Process variables during single-screw extrusion of fish and rice-flour blends. J. Food Process. Pres. 29, 151-164 (2004).
- Collado, L. S., Corke, H., Kaletun, G., Breslauer, K. J. Starch properties and functionalities. Characterization of cereals and flours: properties, analysis,and applications. , 473-506 (2003).
- Alebiowu, G., Itiola, O. A. Compression characteristics of native and pregelatinized forms of sorghum, plantain, and corn starches and the mechanical properties of their tablets. Drug Dev. Ind. Pharm. 28 (6), 663-672 (2002).
- Sokhansanj, S., Mani, S., Bi, X., Zaini, P., Tabil, L. G. Binderless pelletization of biomass. ASAE Paper No. 056061. , (2005).
- Briggs, J. L., Maier, D. E., Watkins, B. A., Behnke, K. C. Effects of ingredients and processing parameters on pellet quality. Poult. Sci. 78, 1464-1471 (1999).
- Tabil, L. G. . Binding and pelleting characteristics of alfalfa. , (1996).
- Mani, S., Tabil, L. G., Sokhansanj, S. Specific energy requirement for compacting corn stover. Bioresource Technol. 97, 1420-1426 (2006).
- Tumuluru, J. S., Tabil, L. G., Song, Y., Iroba, K. L., Meda, V. Impact of process conditions on the density and durability of wheat, oat, canola and barley straw briquettes. BioEnergy Res. 8 (1), 388-401 (2015).
- van Dam, J. E. G., van den Oever, M. J. A., Teunissen, W., Keijsers, E. R. P., Peralta, A. G. Process for production of high density/high performance binderless boards from whole coconut husk, part 1: Lignin as intrinsic thermosetting binder resin. Ind. Crops Prod. 19 (3), 207-216 (2004).
- Tumuluru, J. S. Effect of process variables on the density and durability of the pellets made from high moisture corn stover. Biosystems Eng. 119, 44-57 (2014).
- Lehtikangas, P. . Quality properties of fuel pellets from forest biomass. Licentiate Thesis. Report number 4. , (1999).
- Shinners, K. J., Boettcher, G. C., Hoffman, D. S., Munk, J. T., Muck, R. E., Weimer, P. J. Single-pass harvesting of corn grain and stover: Performance of three harvester configurations. Transactions of the ASABE. 52 (1), 51-60 (2009).
- Lamers, P., Roni, M. S., Tumuluru, J. S., Jacobson, J. J., Cafferty, K. G., Hansen, J. K., et al. Technoeconomic analysis of decentralized biomass processing depots. Bioresource Technol. 194, 205-213 (2015).
- Yancey, N. A., Tumuluru, J. S., Wright, C. T. Drying grinding and pelletization studies on raw and formulated biomass feedstock's for bioenergy applications. J. Biobased Mater. Bioenergy. 7, 549-558 (2013).
- Tumuluru, J. S., Cafferty, K. G., Kenney, K. L. Techno-economic analysis of conventional, high moisture pelletization and briquetting process. Paper No. 141911360. , (2014).
- McCoy, G. Improving energy efficiency through biomass drying. , (2014).
- Tumuluru, J. S. High moisture corn stover pelleting in a flat die pellet mill fitted with a 6 mm die: physical properties and specific energy consumption. Energy Sci. Eng. 3 (4), 327-341 (2015).
- Brackley, A. M., Parrent, D. J. Production of wood pellets from Alaska-grown white spruce and hemlock. General Technical Report PNW-GTR-845. , (2011).
- Demirbas, A., Sahin-Demirbas, A. Briquetting properties of biomass waste materials. Energy Sources. 26, 83-91 (2004).
- Kaliyan, N., Morey, R. V. Densification characteristics of corn stover and switchgrass. Transactions of ASABE. 52 (3), 907-920 (2009).
- Larsson, S. H., Thyrel, M., Geladi, P., Lestander, T. A. High quality biofuel pellet production from pre-compacted low density raw materials. Bioresource Technol. 99, 7176-7182 (2008).
- Li, Y., Liu, H. High-pressure densification of wood residues to form an upgraded fuel. Biomass and Bioenergy. 19, 177-186 (2000).
- Nielsen, N. P. K., Gardner, D. J., Poulsen, T., Felby, C. Importance of temperature, moisture content, and species for the conversion process of wood residues into pellets. Wood and Fiber Science. 41 (4), 414-425 (2009).
- Serrano, C., Monedero, E., Laupuerta, M., Portero, H. Effect of moisture content, particle size and pine addition on quality parameters of barley straw pellets. Fuel Processing Technology. 92, 699-706 (2011).
- Zafari, A., Kianmehr, M. H. Factors affecting mechanical properties of biomass pellets from compost. Environ. Technol. 35, 478-486 (2013).
- Poddar, S., Kamruzzaman, M., Sujan, S. M. A., Hossain, M., Jamal, M. S., Gafur, M. A., Khanam, M. Effect of compression pressure on lignocellulosic biomass pellet to improve fuel properties: Higher heating value. Fuel. 131, 43-48 (2014).
- Hoover, A. N., Tumuluru, J. S., Teymouri, F., Moore, J., Gresham, G. Effect of pelleting process variables on physical properties and sugar yields of ammonia fiber expansion (AFEX) pretreated corn stover. Bioresource Technol. 164, 128-135 (2014).
- Tumuluru, J. S., Tabil, L., Opoku, A., Mosqueda, M. R., Fadeyi, O. Effect of process variables on the quality characteristics of pelleted wheat distiller's dried grains with solubles. Biosystems Engineering. 105, 466-475 (2010).
- Tumuluru, J. S., Conner, C. Specific energy consumption and quality of wood pellets producing using high moisture lodgepole pine. , (2005).
- Tumuluru, J. S., Sokhansanj, S., Lim, C. J., Bi, X. T., Lau, A. K., Melin, S., et al. Quality of wood pellets produced in British Columbia for export. Appl. Eng. Agric. 26, 1013-1020 (2010).
- ASABE Standards. . S269.4 Cubes, pellets, and crumbles - definitions and methods for determining density, durability, and moisture content. , (2007).
- Oginni, O. J. . Contribution of particle size and moisture content to flowability of fractioned ground loblolly pine. , (2014).
- Ndiema, C. K. W., Manga, P. N., Ruttoh, C. R. Influence of die pressure on relaxation characteristics of briquetted biomass. Energy Conversion and Management. 43, 2157-2161 (2002).
- Al-Widyan, M. I., Al-Jalil, H. F., Abu-Zreig, M. M., Abu-Handeh, N. H. Physical durability and stability of olive cake briquettes. Can. Biosyst. Eng. 44, 341-345 (2002).
- Kaliyan, N., Morey, R. V. Factors affecting the strength and durability of densified products. , (2006).
- Gresham, G., Emerson, R., Hoover, A., Miller, A., Kenney, K., Bauer, W. . Evolution and development of effective feedstock specifications. , INL/EXT-14-31510 (2013).
재인쇄 및 허가
JoVE'article의 텍스트 или 그림을 다시 사용하시려면 허가 살펴보기
허가 살펴보기더 많은 기사 탐색
This article has been published
Video Coming Soon
Copyright © 2025 MyJoVE Corporation. 판권 소유