
Method Article
Fabrication d’actionneurs mous électromécaniquement électromécaniques à base de carbone
Dans cet article
Résumé
Cet article décrit un processus de fabrication rapide et simple de matériaux composites ioniques électromécaniquement actifs pour les actionneurs dans les applications biomédicales, biomimétiques et robotiques douces. Les principales étapes de fabrication, leur importance pour les propriétés finales des actionneurs et certaines des principales techniques de caractérisation sont décrites en détail.
Résumé
Les stratifiés capacitifs électromécaniquement actifs ioniques sont un type de matériau intelligent qui se déplacent en réponse à la stimulation électrique. En raison de la nature douce, conforme et biomimétique de cette déformation, les actionneurs faits du stratifié ont reçu un intérêt croissant pour la robotique douce et (bio)applications médicales. Cependant, des méthodes pour fabriquer facilement le matériau actif en grandes quantités (même industrielles) et avec une forte répétabilité par lots à lot et en lot sont nécessaires pour transférer les connaissances d’un laboratoire à l’autre. Ce protocole décrit une méthode simple, industriellement évolutive et reproductible pour la fabrication de laminates électromécaniques de capacité électromécaniquement actifs à base de carbone ionique et la préparation d’actionneurs qui en sont fabriqués. L’inclusion d’une couche moyenne passive et chimiquement inerte (insoluble) (par exemple, un réseau de polymères renforcés par textile ou un téflon microporous) distingue la méthode des autres. Le protocole est divisé en cinq étapes : préparation de membrane, préparation d’électrodes, attachement actuel de collecteur, coupe et mise en forme, et actionnement. Suivre le protocole entraîne un matériau actif qui peut, par exemple, saisir et tenir un objet de forme aléatoire comme le démontre l’article.
Introduction
Les composites polymères ou polymères ioniques électromécaniques actifs sont des matériaux intrinsèquement mous et conformes qui ont suscité un intérêt croissant pour différentes applications robotiques et biomimétiques douces (p. ex., en tant qu’actionneurs, pinceurs ou robots bioinspirés1,2). Ce type de matériau répond aux signaux électriques de la gamme de quelques volts, ce qui les rend faciles à intégrer à l’électronique conventionnelle et aux sources d’énergie3. De nombreux types différents de matériaux de base d’actionneur ionique sont disponibles, comme décrit en détail ailleurs4, et encore très récemment5. En outre, il a été particulièrement souligné récemment que le développement de dispositifs robotiques mous sera très étroitement lié au développement de procédés de fabrication de pointe pour les matériaux actifs pertinents et les composants6. De plus, l’importance d’un flux de processus efficace et bien établi dans la préparation d’actionneurs reproductibles qui ont le potentiel de passer du laboratoire à l’industrie a également été soulignée dans les études précédentes fondées sur des méthodes7.
Au cours des dernières décennies, de nombreuses méthodes de fabrication ont été développées ou adaptées à la préparation des actionneurs (p. ex., coulée couche par couche8 et9,10, réduction de l’imprégnation11, peinture12,13, ou pulvérisation et synthèse électrochimique subséquente14,15, impression en jet d’encre16 et spin-coating17); certaines méthodes sont plus universelles, et certaines sont plus limitatives en termes de sélection des matériaux que d’autres. Cependant, bon nombre des méthodes actuelles sont assez compliquées et/ou plus adaptées à la fabrication à l’échelle de laboratoire. Le protocole actuel met l’accent sur une méthode de fabrication rapide, répétable, fiable, automatisable et évolutive pour produire des stratifiés actifs avec une faible variabilité par lots et en lot et une longue durée de vie d’actionneur18. Cette méthode peut être utilisée par les scientifiques des matériaux pour développer des actionneurs de haute performance pour la prochaine génération d’applications bio-inspirées. En outre, suivre cette méthode sans modifications donne aux ingénieurs et aux enseignants en robotique douce un matériau actif pour le développement et le prototypage de nouveaux appareils, ou pour l’enseignement de concepts de robotique douce.
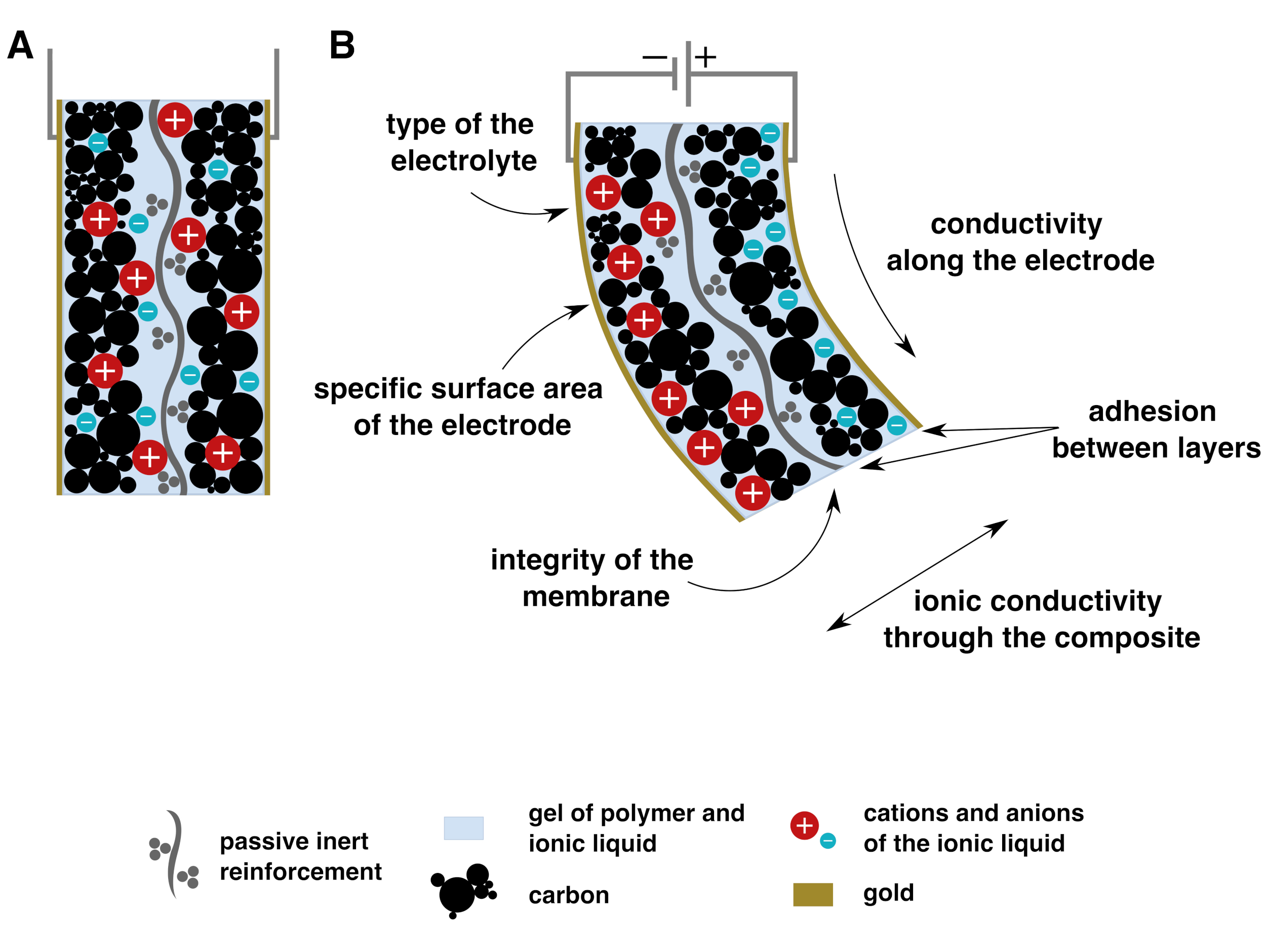
Les actionneurs polymères ou polymères ioniques électromécaniques actifs sont généralement faits de composites laminaires à deux ou trois couches et se plient en réponse à la stimulation électrique dans la gamme de quelques volts(figure 1). Ce mouvement de flexion est causé par les effets de gonflement et de contraction dans les couches d’électrodes, et il est généralement apporté soit par des réactions faradaïques (redox) sur les électrodes (par exemple, en cas de polymères électromécaniquement actifs (PPE) comme les polymères conductifs) ou par charge capacitif de la double couche (par exemple, dans les électromérites polymères à base de carbone, où le polymère pourrait seulement agir comme un liant). Dans ce protocole(figure 2), nous nous concentrons sur ce dernier; nous montrons la fabrication d’un composite électromécaniquement actif qui se compose de deux hautes surfaces spécifiques électrodes à base de carbone conducteurs électroniques qui sont séparées par une membrane inerte ion-conductive qui facilite le mouvement des cations et des anions entre les électrodes - une configuration très similaire aux supercapacitors. Ce type d’actionneur se plie en réponse à la charge/décharge capacitif et à l’enflure/contraction résultante des électrodes est généralement attribuée aux différences dans le volume et la mobilité des cations et des anions de l’électrolyte8,10,19. À moins que le carbone fonctionnalisé en surface ne soit utilisé comme matériau actif ou que le composite capacitif ne soit utilisé en dehors de la fenêtre potentielle de stabilité électrochimique de l’électrolyte, aucune réaction faradaïque ne devrait avoir lieu sur ce type d’électrodes20. L’absence de réactions faradaïques est le principal contributeur à la durée de vie bénéfiquement longue de ce matériel d’actionneur (c.-à-d. des milliers de cycles dans l’air8,18 montrés pour différents actionneurs capacitifs).

Figure 1 : La structure de l’actionneur à base de carbone dans le neutre (A) et dans l’état actionné (B). (B) souligne également les principales caractéristiques qui déterminent la performance d’un actionneur ionique. Remarque : le chiffre n’est pas dessiné à l’échelle. La taille de l’ion a été exagérée pour illustrer le mécanisme d’actionnement le plus couramment cité répandu dans le cas d’une membrane inerte qui permet la mobilité des anions et des cations de l’électrolyte (par exemple, le liquide ionique). S’il vous plaît cliquez ici pour voir une version plus grande de ce chiffre.
{kind=link}
L’obtention d’une membrane fonctionnelle qui reste intacte tout au long du processus de fabrication est l’une des étapes clés de la préparation réussie de l’actionneur. Une membrane haute performance pour un actionneur est aussi mince que possible et permet une conductivité ionique entre les électrodes tout en bloquant toute conductivité électronique. La conductivité ionique dans la membrane peut résulter de la combinaison de l’électrolyte avec un réseau poreux inerte (par exemple, l’approche utilisée dans ce protocole) ou par l’utilisation de polymères spécifiques avec des unités ionisées covalententement collées ou d’autres groupes qui permettent des interactions avec l’électrolyte. La première approche est préférée ici pour sa simplicité, tandis que les interactions spécifiquement adaptées entre l’électrolyte et le réseau polymère pourraient également avoir des avantages, si des interactions défavorables (par exemple, le blocage ou le ralentissement du mouvement des ions de manière significative en raison d’interactions) peuvent être exclus. La vaste sélection de membranes ionomériques ou autrement actives pour les actionneurs électromécaniques actifs et leurs mécanismes d’actionnement qui en résultent a été revue récemment21. La sélection de membranes, en plus de la sélection d’électrodes, joue un rôle crucial dans le mécanisme de performance, de vie et d’actionnement de l’actionneur. Le protocole actuel se concentre principalement sur les membranes inertes qui fournissent la structure poreuse pour la migration des ions (comme indiqué sur la figure 1), bien que certaines parties du protocole (par exemple, l’option membrane C) pourraient également s’avérer bénéfiques pour les membranes actives.
En plus de la sélection du matériau membranaire, sa méthode de fabrication joue également un rôle important dans l’obtention d’un séparateur fonctionnel pour le composite. Les membranes coulées précédemment utilisées ont tendance à fondre au cours de l’étape plus tard de pressage à chaud et peuvent donc former des points chauds de court-circuit22. En outre, les membranes ionomériques commerciales (p. ex., Nafion) ont tendance à gonfler et à boucler de manière significative en réponse aux solvants utilisés dans les étapes de fabricationultérieures 12, et certains polymères (p. ex., cellulose23)sont connus pour se dissoudre dans une certaine mesure dans certains liquides ioniques, ce qui peut causer des problèmes de répétabilité du processus de fabrication et entraînant une faiblesse uniforme des électrodes. Par conséquent, ce protocole se concentre sur les actionneurs avec un composant passif intégral et chimiquement inerte dans la membrane (par exemple, la fibre de verre ou de soie avec PVDF ou PTFE) qui empêche le composite de gonfler et de boucler dans les étapes de fabrication ultérieures ou de former des points chauds court-circuit. En outre, l’ajout d’un composant inerte et passif simplifie le processus de fabrication de manière significative et permet de plus grandes tailles de lots par rapport à des méthodes plus traditionnelles.
L’inclusion d’un renforcement passif dans la membrane a d’abord été introduite par Kaasik et al. 18 pour s’attaquer aux problèmes susmentionnels dans le processus de fabrication des actionneurs. L’inclusion d’un renforcement textile tissé (voir aussi figure 3B et 3D) introduit en outre la capacité d’intégrer des outils dans le composite actif24 ou de développer des textiles intelligents18. Par conséquent, l’option de membrane C dans le protocole est plus appropriée pour de telles applications. Toutefois, dans le cas des actionneurs miniaturisés (au niveau du sous-millimètre), le rapport de composant passif-actif dans la membrane devient de plus en plus défavorable et l’inclusion d’un renforcement textile ordonné pourrait commencer à influencer négativement la performance de l’actionneur et la répétabilité de l’échantillon à l’échantillon. De plus, la direction du renfort (le long ou en diagonale en ce qui concerne la direction de flexion) pourrait avoir un impact inattendu sur la performance d’actionneurs de forme plus complexe. Par conséquent, une structure inerte moins ordonnée et très poreuse serait plus bénéfique pour les actionneurs miniaturisés et les formes d’actionneurs plus complexes.
Polytetrafluoroethylene (PTFE, également connu sous le nom commercial Téflon) est l’un des polymères les plus inertes que l’on sache à ce jour. Il est généralement très hydrophobe, mais les versions traitées en surface qui sont rendus hydrophiles existent, qui sont plus facilement utilisables dans la fabrication d’actionneur. La figure 3A illustre la structure aléatoire d’une membrane de filtration hydrophile inerte PTFE qui a été utilisée dans ce protocole pour la préparation des actionneurs. En plus de l’uniformité de ce matériau dans toutes les directions qui est bénéfique pour découper les actionneurs miniaturisés ou les formes complexes, en utilisant une membrane de filtration commerciale avec porosité contrôlée simplifie davantage le processus de fabrication d’actionneur en éliminant presque le besoin de toute préparation de membrane. En outre, les épaisseurs de membrane aussi basses que 30 m sont extrêmement difficiles à obtenir dans la configuration précédemment décrite textile-renforcée. Par conséquent, les méthodes de fabrication d’actionneurs basées sur le PTFE (options A et B) de ce protocole devraient être préférées dans la plupart des cas, en tenant compte davantage de l’option A, mais les actionneurs effectués à l’aide de l’option B montrent des souches plus grandes (dans la plage de fréquence présentée dans la figure 4B). La pince molle introduite dans la section des résultats représentatifs a également été préparée à l’aide de la membrane PTFE d’abord trempée dans l’électrolyte.
Après qu’une membrane fonctionnelle a été préparée, le protocole se poursuit avec la préparation de l’électrode et l’attachement actuel de collecteur. Les électrodes à base de carbone sont ajoutées à l’aide de l’enduit de pulvérisation, une procédure établie industriellement qui permet un contrôle élevé sur l’épaisseur de la couche d’électrode qui en résulte. Des électrodes plus uniformes sont produites avec un revêtement de pulvérisation par rapport, par exemple, à la méthode de coulée (ou peut-être aussi d’autres méthodes liquides) où la sédimentation des particules de carbone pendant le séchage du film25 sont connues pour se produire. En outre, une autre caractéristique de la méthode de fabrication présentée repose dans la stratégie de sélection des solvants qui est la plus importante dans le cas des membranes renforcées par le textile. Plus précisément, la 4-méthyl-2-pentanone (le solvant dans la suspension d’électrode et la solution de colle) ne dissout pas les renforts de membrane inerte ou PVDF qui est utilisé dans la solution de membrane de la membrane textile-renforcée. Par conséquent, le risque de créer des points chauds de court-circuit dans le composite pendant le revêtement de pulvérisation est encore réduit.
Le stratifié capacitif est déjà actif après l’application d’électrodes de carbone. Cependant, un ordre de grandeur plus rapide actionneurs26 sont obtenus avec l’application de collecteurs de courant d’or. Une autre étape importante dans le protocole est l’attachement des capteurs actuels tandis que l’électrode correspondante est dans l’état étiré (c.-à-d., le composite est plié). Par conséquent, dans l’état plat neutre de l’actionneur, la feuille d’or sera bouclée au niveau du sous-millimètre. Cette approche tampon par27 permet des déformations plus élevées sans se casser que ce qui serait autrement possible pour une feuille de métal fine (100 nm).
Toutes les étapes de fabrication d’actionneurs (préparation de membrane, pulvérisation d’électrodes, pièce jointe actuelle du collecteur) ont également été résumées à la figure 2. Pour la démonstration de caractérisation de performance, nous avons préparé une pince qui est conforme saisissant, tenant et libérant un objet de forme aléatoire avec une texture de surface aléatoire. Des géométries plus simples, telles que des échantillons rectangulaires avec un rapport d’aspect 1:4 ou plus élevé (p. ex., 4 mm à 20 mm ou même 1 mm à 20 mm28)découpées du matériau actif et serrées dans la position en porte-à-faux sont également très typiques pour la caractérisation matérielle ou d’autres applications utilisant le comportement de type flexion.
L’article se termine par une brève introduction dans les techniques de caractérisation et de dépannage électromécaniquement actives typiques de matériel et de dépannage utilisant la géométrie d’actionneur rectangulaire plus simple. Nous montrons comment utiliser des techniques de caractérisation électrochimique communes comme la voltammétrie cyclique (CV) et la spectroscopie électrochimique d’impedance (EIS) pour caractériser et dépanner le matériel d’actionneur plus en détail. La visualisation du composite au niveau du sous-millimètre se fait à l’aide de la microscopie électronique à balayage (SEM), pour laquelle nous utilisons la technique de cryo-fracturation pour préparer les échantillons. La nature polymère du matériau rend difficile l’obtention de coupes transversales claires avec juste la coupe régulière. Cependant, la rupture d’échantillons congelés entraîne des sections transversales bien définies.

Figure 2 : Aperçu du processus de fabrication. Les étapes les plus importantes sont mises en évidence. S’il vous plaît cliquez ici pour voir une version plus grande de ce chiffre.
{kind=link}
Protocole
CAUTION: De nombreux produits chimiques et composants utilisés dans ce protocole sont dangereux, s’il vous plaît consulter les fiches de données de sécurité pertinentes (SDS) pour plus d’informations avant de commencer l’expérience. Veuillez utiliser une hotte à fumée et un équipement de protection individuelle (gants, lunettes, manteau de laboratoire) pour la manipulation des solvants volatils pendant l’expérience (p. ex., pendant la préparation des solutions, fabrication de la membrane renforcée, enrobage des électrodes et en attachant les capteurs actuels). Empêcher le contact direct de la peau avec le composite final (sauf s’il est encapsulé28) en portant toujours des gants.
1. Faire la membrane du séparateur
- Prenez un cadre, comme un cadre de broderie.
REMARQUE : Nous avons utilisé des tailles standard de cadre de 7,5 cm à 25 cm selon la taille du lot désiré. Plus important encore, le cadre doit être fait de matériaux qui peuvent résister aux solvants et autres matériaux utilisés dans la recette. Par exemple, un cadre de broderie en polypropylène est utilisé dans ce protocole. Toutefois, s’il n’est pas certain, il est recommandé de faire un test de solvant sur le cadre. - Choisissez entre les options A à C (discutées ci-dessus et présentées dans la figure 2) pour trouver la configuration membranaire la plus appropriée pour l’application prévue. Seulement une membrane sur trois est nécessaire pour préparer le matériel d’actionneur fonctionnel.
- Option A: Utilisation de membranes de filtration commerciales très poreuses dans la préparation de séparateurs ion-conductifs
- Prenez une membrane de filtration à haute porosité (comme un filtre à membrane PTFE de porosité de 30 m d’épaisseur et de 80 %). Si le filtre standard est trop grand pour le cadre, puis le couper en forme à l’aide de ciseaux. Couper la membrane entre les feuilles de transfert pour éviter la contamination.
- Attachez et entrez la membrane de filtration sèche sur le cadre.
REMARQUE : Certaines membranes de filtration peuvent être assez fragiles à l’état sec. Attachez les membranes sèches extrêmement soigneusement pour éviter les déchirures. - Passez à l’étape 2 pour poursuivre la préparation composite électromécaniquement active.
- Option B: Utilisation de membranes de filtration commerciales imprégnées d’électrolyte dans la préparation de séparateurs ion-conductifs
- Prenez une membrane de filtration à haute porosité (comme un filtre à membrane PTFE de porosité de 30 m d’épaisseur et de 80 %). Si le filtre standard est trop grand pour le cadre, puis le couper en forme à l’aide de ciseaux. Couper la membrane entre les feuilles de transfert pour éviter la contamination.
- Enregistrez la masse de la membrane sèche à l’aide d’un équilibre analytique pour calculer l’absorption d’électrolytes plus tard. Cette étape n’est nécessaire que pour la surveillance de la répétabilité par lots à lot et peut autrement être ignorée.
- Placer la membrane sèche dans un plat Petri et utiliser une pipette pour ajouter un excès de liquide ionique (p. ex., 1-ethyl-3-méthylimidazolium trifluoromethansulfonate ([EMIM][OTf])).
AVERTISSEMENT : Utilisez des gants pour éviter tout contact avec la peau. - Inclinez légèrement le disque Petri pour s’assurer que toute la membrane est recouverte de liquide ionique ou utiliser une pipette pour transférer le liquide ionique vers les zones où la membrane est encore sèche.
- Laisser tremper la membrane dans du liquide ionique pour obtenir une absorption d’électrolyte maximale.
- Une fois que la membrane est suffisamment trempée (dans la vidéo après environ 1 minute), pipet hors de la plupart de l’excès de liquide ionique.
- À l’aide d’une pince à épile, placez soigneusement la membrane entre les papiers de filtre pour enlever le reste du liquide ionique qui n’a pas été absorbé par la membrane. La membrane finale doit être semi-transparente mais non humide.
- Enregistrez la masse de la membrane trempée et séchée de l’étape 1.4.7 à l’aide d’un équilibre analytique. Cette étape est nécessaire pour la surveillance de la répétabilité par lots à lot seulement et peut autrement être ignorée.
REMARQUE : En cas de membranes PTFE très poreuses et de liquides ioniques relativement peu viscés (p. ex., [EMIM][OTf]), l’absorption maximale de liquide ionique est réalisée presque immédiatement. L’utilisation de différents liquides ioniques et de membranes de polymères commerciales différentes (moins poreuses) peut entraîner des temps de trempage plus longs. Ce besoin peut être déterminé en répétant les étapes 1.4.1 à 1.4.8. jusqu’à ce qu’une masse de membrane constante soit obtenue. Cependant, si l’électrolyte est trop visqueux ou la membrane pas assez poreuse alors la performance de l’actionneur pourrait ne pas être très élevé non plus. - Attachez et entrez la membrane trempée et séchée sur le cadre en évitant les rides et les plis.
- Option C:Faire une membrane ion-conductive renforcée textile qui pourrait être utile lors de la planification d’utiliser des polymères personnalisés (c.-à-d., polymères non disponibles sous forme de membranes commerciales (filtration), les épaisseurs de membrane personnalisées, les liquides ioniques avec une viscosité plus élevée ou lors de l’intégration des outils dans l’actionneur. Ici, nous montrons la procédure de base pour la fabrication de membranes renforcées par le textile qui peut, par exemple, être modifiée pour inclure des outils ou des tubes (voir Ref24pour plus d’informations).
- Dans un flacon Erlenmeyer de 100 ml, mélanger 2 g de fluorure de polyvinylidene (PVDF), 2 g de liquide ionique (p. ex., [EMIM][OTf]), 4 ml de carbonate de propylène (PC) et 18 ml de N,N-dimethylacetamide (DMAc).
CAUTION: DMAc et PC sont toxiques et les dangers pour la santé et peuvent irriter la peau et les yeux. Manipuler avec soin, utiliser une hotte à fumée et de l’équipement de protection individuelle. - Ajouter une barre d’agitateur magnétique et fermer le flacon avec un bouchon.
- Scellez le flacon avec un film d’étirement en laboratoire à base de polyéthylène pour prévenir l’évaporation des solvants.
REMARQUE : Utilisez un film extensible qui peut résister à l’agitation à 70 oC (p. ex., le point de fusion de Parafilm n’est que de 60 oC, et donc Parafilm ne serait pas adapté à cette application). - Remuer la solution pendant la nuit à 70 oC à l’aide d’un agitateur magnétique et d’une plaque chauffante à température contrôlée. Réglez la vitesse de remuation à moyen. Une vitesse de remuation trop élevée peut introduire trop d’air dans la solution, tandis qu’une agitation trop lente peut entraîner un temps de préparation beaucoup plus long.
REMARQUE : L’expérience peut être mise en pause ici et poursuivie plus tard. La solution préparée peut être stockée dans un navire scellé pendant une période prolongée. Réchauffer et mélanger la solution stockée avant de recommencer à l’utiliser (le mélange à 70 oC pendant 1 heure est généralement suffisant). - Découpez un morceau de tissu (p. ex. tissu en soie ou en fibre de verre) à l’aide de ciseaux.
REMARQUE : Les textiles avec la composition inerte de fibre tels que la soie ou la fibre de verre fonctionnent mieux parce que les solvants de la solution de membrane ne dissolvent pas ceux-ci. Cependant, il est conseillé d’effectuer un test de solvant avant d’utiliser n’importe quel tissu. Les tissus légers sont préférés parce que ces tissus influencent le moins l’actionnement du composite final. Dans la vidéo, nous avons utilisé du tissu en soie tissé (11,5 g/m2). - Attachez et entrez le tissu sur un cadre.
- Couper tout tissu excédentaire à l’aide de ciseaux et enlever soigneusement les fibres lâches à la main.
- Tout en travaillant sous le capot de fumée, couvrir le tissu avec une fine couche de solution de membrane à l’aide d’un pinceau.
- Laisser sécher complètement la couche. Un pistolet à air chaud à basse vitesse seul d’abord et plus tard avec une configuration dédiée (voir la figure 5 pour plus de détails) peut être utilisé pour accélérer le processus d’évaporation des solvants.
REMARQUE : L’utilisation d’un taux de rotation trop élevé avec la configuration dédiée sur une membrane relativement humide peut causer des déformations aux couches de membrane et pourrait entraîner la perte de matériel membranaire. - Une fois la couche séchée, inspecter le composite contre le rétroéclairage pour les trous d’épingle. Un microscope peut également être utilisé à cette fin.
- S’il y a des trous d’épingle dans la membrane, appliquez une autre couche de revêtement en répétant les étapes 1.5.8. et 1,5,9.
- Alternez entre les côtés du textile lors de l’application de la solution de membrane pour s’assurer que le renforcement (c.-à-d. le plan neutre) reste au milieu de la membrane (voir l’image SEM dans la figure 3D qui montre les fibres textiles positionnées au milieu de la couche de membrane).
REMARQUE : Les solvants de la solution polymère dissolvent lentement les couches précédemment appliquées. Par conséquent, ajoutez des couches de membrane ultérieures avec une extrême prudence pour empêcher des dommages à la membrane déjà appliquée. Appliquer des couches aussi minces que possible et ne jamais passer sur les surfaces déjà humides deux fois. - Une fois qu’une membrane sans défaut a été obtenue, vérifiez son épaisseur finale à l’aide d’une jauge à vis micromètre. Typiquement, au moins trois couches doivent être appliquées, ce qui entraîne une membrane d’environ 50 m d’épaisseur.
- Laisser la membrane finie après séchage sous le capot de fumée pendant au moins 24 heures.
REMARQUE : L’expérience peut être mise en pause ici et poursuivie plus tard avec la pulvérisation des électrodes. Cependant, il est conseillé de protéger la membrane préparée contre les particules de poussière pendant le séchage.
- Dans un flacon Erlenmeyer de 100 ml, mélanger 2 g de fluorure de polyvinylidene (PVDF), 2 g de liquide ionique (p. ex., [EMIM][OTf]), 4 ml de carbonate de propylène (PC) et 18 ml de N,N-dimethylacetamide (DMAc).
2. Faire les électrodes
REMARQUE : La suspension de l’électrode se compose de la solution d’électrode A (une solution polymère) et de la suspension d’électrode B (contenant la poudre de carbone et l’électrolyte) qui sont préparées séparément, puis mélangées ensemble pour obtenir la suspension finale. Le solvant sélectionné pour la suspension de l’électrode ne dissout pas les renforts de membrane inerte ou PVDF qui est utilisé dans la configuration de la membrane textile-renforcée. Par conséquent, le risque d’endommager la membrane déjà obtenue lors de l’ajout d’électrodes est réduit au minimum.
- Préparation de la solution d’électrode A
- Dans un flacon Erlenmeyer de 100 ml, mélanger 2 g de poly(vinylidene fluoride-co-hexafluoropropylene) (PVDF-HFP) et 24 ml de 4-méthyl-2-pentanone (MP).
CAUTION : LE MP est inflammable et extrêmement toxique. Utilisez une hotte à fumée et un équipement de protection individuelle. - Ajouter une barre d’agitateur magnétique et fermer le flacon avec un bouchon.
- Scellez le flacon avec un film d’étirement en laboratoire à base de polyéthylène.
- Remuer la solution à vitesse moyenne à 70 oC à l’aide d’un agitateur magnétique et d’une plaque chauffante à température contrôlée jusqu’à ce que le polymère se soit dissous complètement, généralement pendant la nuit.
REMARQUE : Le protocole peut être mis en pause ici. La solution préparée peut être stockée dans un navire fermé et scellé pendant une période prolongée. Si la solution s’est transformée en gel, réchauffez -70 oC et mélangez-la avant de l’utiliser dans l’étape 2.3. Il n’est pas nécessaire d’ajouter plus de solvant. Typiquement, les quantités dans cette recette donnent environ 150 cm2 de matériel actif (épaisseur composite finale d’environ 150 m). Cela correspond à deux lots de cadre de broderie de 10 cm de diamètre.
- Dans un flacon Erlenmeyer de 100 ml, mélanger 2 g de poly(vinylidene fluoride-co-hexafluoropropylene) (PVDF-HFP) et 24 ml de 4-méthyl-2-pentanone (MP).
- Préparation de la suspension à l’électrode B
- Dans un autre flacon Erlenmeyer de 100 ml, mélanger 1,75 g de carbone (p. ex., carbone dérivé du carbure de TiC ou B4C précurseur), 2 g de liquide ionique (p. ex., [EMIM][OTf]) et 10 ml de MP.
CAUTION : Des effets électrostatiques indésirables de charge pourraient rendre la pesée de la poudre de carbone très difficile. Portez des chaussures dissipatives statiques pendant la pesée pour réduire l’accumulation d’électricité statique. En outre, utilisez des équipements de protection individuelle pour prévenir l’inhalation de particules de carbone fin. - Mélanger la suspension dans un récipient fermé à température ambiante pendant au moins 1 h à l’aide d’un agitateur magnétique. Alternativement, la sonde à ultrasons peut déjà être utilisée dans cette étape (voir étape 2.3.4)
REMARQUE : L’expérience peut être interrompue ici, et la suspension B peut être stockée ou mélangée dans un récipient fermé et scellé pendant une période prolongée avant de le mélanger avec la solution A pour obtenir la suspension finale d’électrode.
- Dans un autre flacon Erlenmeyer de 100 ml, mélanger 1,75 g de carbone (p. ex., carbone dérivé du carbure de TiC ou B4C précurseur), 2 g de liquide ionique (p. ex., [EMIM][OTf]) et 10 ml de MP.
- Préparation de la suspension finale de l’électrode
- Assurez-vous que le polymère dans la solution A est complètement dissous en inclinant le flacon légèrement pour détecter les granulés de polymère non résolus (ou morceaux) et que la solution est visqueuse mais liquide. Si ce n’est pas le cas, puis remuer à 70 oC avant de poursuivre l’étape suivante.
- Verser la solution d’électrode A (la solution polymère) dans le flacon contenant la suspension d’électrode B (carbone, liquide ionique, solvant).
- Utilisez un supplément de 10 ml de MP pour rincer tout matériau restant sur les murs du flacon A et le verser à la suspension finale en flacon B.
- Submergez la sonde à ultrasons dans la suspension finale, définissez le cycle à 0,5 (impulsions) et homogénéisez la suspension sous le capot de fumée pendant une heure. Évitez tout contact entre la sonde et les parois du récipient en verre. Alternativement, si aucune sonde à ultrasons n’est disponible, le mélange avec un agitateur magnétique pendant plusieurs heures à la nuit dans un récipient scellé peut être utilisé.
REMARQUE : L’expérience peut être interrompue ici, et la suspension finale d’électrode peut être stockée ou mélangée dans un récipient fermé et scellé pendant une période prolongée.
- Pulvérisation des électrodes
REMARQUE: Un aérographe Iwata HP TR-2 est utilisé ici pour la préparation des électrodes. Cependant, d’autres types de pistolets à pulvérisation et de systèmes de pulvérisation automatique industrielle pourraient être utilisés.- Couvrez les murs du capot de fumée avec du papier lourd et du ruban adhésif pour faciliter le nettoyage par la suite. Ne couvrez pas la zone d’admission d’air. Gardez le couvercle du capot de fumée aussi bas que possible pendant la pulvérisation.
- Connectez l’aérographe à l’approvisionnement en air comprimé et ajustez la pression (ici, des connexions standard et la pression de 2 barres sont utilisées).
REMARQUE : La pression doit être suffisante pour supporter la suspension, mais pas trop élevée pour endommager la membrane. - Remplissez le réservoir de l’aérographe d’acétone (ou de tout autre solvant compatible) et testez la pulvérisation sur un morceau de papier ou de carton d’abord pour vérifier que l’aérographe est propre et exempt de blocages.
- Vérifiez si la suspension d’électrode préparée dans l’étape 2.3 est sous forme liquide en inclinant le flacon. Dans certains cas, il peut se transformer en gel s’il est stocké pendant une période prolongée. Réchauffer à 70 oC tout en mélangeant avec une barre d’agitateur magnétique à l’aide d’une plaque chauffante à température contrôlée pour le transformer en liquide à nouveau. Il n’est pas nécessaire d’ajouter plus de solvant.
- Verser la suspension d’électrode du flacon Erlenmeyer dans le réservoir propre de l’aérographe.
- Testez d’abord le débit de suspension sur un morceau de papier. Ensuite, passez à couvrir la membrane préparée.
- Commencez à déplacer l’aérographe avant de commencer à pulvériser. Vaporiser à une distance d’environ 20 cm et tenir l’aérographe perpendiculaire à la membrane. Gardez l’aérographe se déplaçant dans les traits droits et contrôlés pour couvrir toute la membrane.
- Notez le nombre de tours qu’il faut pour couvrir un côté de la membrane, ou surveillez alternativement le volume de suspension ajouté au réservoir pour assurer des épaisseurs d’électrodes égales des deux côtés de la membrane.
- Laisser sécher l’électrode d’un côté de la membrane sous le capot de fumée. Un pistolet à air chaud peut être utilisé pour accélérer le processus de séchage si nécessaire (voir l’étape 1.5.9).
- Appliquer la deuxième électrode de l’autre côté de la membrane en répétant les étapes 2.4.7 à 2.4.9.
- Couvrir les deux côtés de la membrane plusieurs fois jusqu’à ce que l’épaisseur composite désirée soit atteinte (ici, l’épaisseur totale finale était d’environ 150 m). Surveillez l’épaisseur du composite sec à l’aide d’une jauge à vis micromètre.
REMARQUE: L’expérience peut être mise en pause ici. Le composite sec peut être stocké dans un sac zip-lock pendant une période prolongée avant d’attacher les collecteurs de courant d’or dans l’étape 3.
3. Attacher les collecteurs de courant d’or
- Préparation de la solution de colle
REMARQUE : Cette solution peut être préparée à l’avance avec la suspension d’électrode (et la solution de membrane). Assurez-vous de réchauffer la colle avant de l’utiliser pour la rendre moins visqueuse.- Dans un flacon Erlenmeyer de 100 ml, mélanger 2 g de PVDF-HFP, 2 g de liquide ionique (p. ex., [EMIM][OTf]), 4 ml de PC et 40 ml de MP.
- Ajouter un agitateur magnétique, fermer le flacon et le sceller avec un film d’étirement en laboratoire à base de polyéthylène.
- Laissez la solution remuer à 70 oC sur une plaque chauffante à température contrôlée jusqu’à ce que le polymère se soit dissous, généralement pendant la nuit.
- Attacher le collecteur actuel au composite de carbone (un côté)
- Retirez délicatement le matériau d’actionneur préparé dans l’étape 2 du cadre.
- Découpez une pièce de 4 cm x 3 cm à l’aide d’une règle et d’un scalpel. Si une membrane textile-renforcée a été utilisée, puis aligner la coupe avec les fibres (visible à partir des bords du matériau composite).
REMARQUE : La taille de coupe suggérée est plus pratique pour les lots de petite et moyenne taille. Cependant, il n’est pas crucial pour l’obtention d’actionneurs de travail. - Prenez un tuyau métallique (ici d ' 3 cm) et fixez le morceau coupé étroitement sur elle à l’aide de ruban adhésif. Essayez de chevaucher seulement environ 1 mm du matériel d’actionneur avec du ruban adhésif pour éviter de gaspiller le matériel actif.
REMARQUE : Le matériau du tuyau ou son revêtement doit résister aux solvants qui ont été utilisés dans la solution de colle. La composition exacte n’est pas cruciale pour obtenir des actionneurs de travail. Les matériaux qui conduisent bien la chaleur (p. ex., les métaux) peuvent être bénéfiques pour accélérer le processus de séchage. Cependant, des tubes ou des tuyaux en céramique ou en polymère pourraient également convenir. - À l’aide de ciseaux, découpez des morceaux d’or de 4 cm x 4 cm sur du papier de transfert et placez l’une des pièces sur un papier de soie.
REMARQUE : Il est crucial de placer les feuilles d’or sur du papier de transfert sur une surface plus douce pour obtenir des collecteurs actuels de bonne qualité. - Préparer une station d’amarrage pour le pistolet à pulvérisation, où il peut être stocké rapidement et en toute sécurité en position verticale. La colle commencera à sécher dès que la pulvérisation est arrêtée et il est donc crucial qu’il n’y ait pas de retards dans l’application des collecteurs de courant d’or.
- Pendant qu’il travaille sous le capot de fumée, vaporisez la solution de colle de l’étape 3.1.3 sur le matériau d’actionneur qui a été fixé sur un tuyau (étape 3.2.3).
- Rouler le tuyau sur la feuille d’or (étape 3.2.4) pendant que la colle est encore mouillée. Aucune pression excessive n’est nécessaire pour rouler.
- Retirez le papier de transfert et retournez sur le papier de soie à nouveau pour s’assurer que l’or a correctement attaché.
- Placer le matériau sous une lumière infrarouge (IR) (distance de 10 à 15 cm) ou dans un four à vide (plus haut vide possible à température ambiante) pour sécher pendant environ 20 à 30 minutes.
- Si le collecteur actuel ne s’est pas joint correctement ou s’il y a des défauts plus importants, répétez les étapes 3.2.3 à 3.2.9 pour ajouter une deuxième couche une fois que la première couche a séché pour obtenir un collecteur de courant complètement exempt de défauts.
- Attacher le collecteur actuel de l’autre côté du composite.
- Retirez délicatement le ruban adhésif et relâchez le matériau du tuyau.
- Nettoyez le tuyau avec de l’acétone et du papier de soie pour enlever toute colle et résidu d’or.
- Réparez à nouveau le matériau d’actionneur sur le tuyau avec un côté enduit d’or face au tuyau.
- Répétez les étapes 3.2.3 à 3.2.10 pour attacher le collecteur actuel de l’autre côté du matériau aussi.
- Retirez soigneusement le composite fini du tuyau et laissez-le sécher sous le capot de fumée pendant au moins 24 heures.
REMARQUE : Protégez le matériau contre les particules de poussière. Après le séchage, le matériau peut être stocké dans un sac de fermeture éclair. Laisser l’échantillon sécher sur le tuyau à des températures élevées au lieu pendant une période prolongée (plusieurs heures à jours) thermoforme l’actionneur et donc il doit être évité à moins que la thermoformation est l’objectif.
4. Couper, façonner, prendre contact et caractériser les actionneurs
- Couper l’actionneur
- Utilisez un scalpel pointu (et une règle métallique) pour couper l’actionneur dans la forme désirée. Coupez toujours tous les côtés du matériau pour éviter tout court-circuit causé par l’excès d’or sur les côtés de l’actionneur.
REMARQUE : Il n’est pas conseillé de couper le matériau à l’aide de ciseaux, car cela peut déformer le matériau et provoquer des circuits courts sur les côtés de l’échantillon.
- Utilisez un scalpel pointu (et une règle métallique) pour couper l’actionneur dans la forme désirée. Coupez toujours tous les côtés du matériau pour éviter tout court-circuit causé par l’excès d’or sur les côtés de l’actionneur.
- Façonner l’actionneur (p. ex., en pince)
REMARQUE : La forme de ce matériau composite polymère peut facilement être changée d’un stratifié plat à quelque chose de plus avancé pour des applications plus intéressantes. Selon la configuration souhaitée, il pourrait être nécessaire d’attacher d’abord les contacts.- Prenez l’actionneur coupé et placez-le dans un moule (p. ex., dans une petite fiole de verre comme le montre la vidéo).
- Placer l’échantillon dans un four pendant au moins 1 heure et chauffer jusqu’à 60 oC.
- Utilisation de l’actionneur
REMARQUE : Dans la vidéo, nous montrons des contacts magnétiques personnalisés et des clips Kelvin modifiés pour la prise de contact. Dans les deux cas, les plaques d’or 24k sont le seul matériau en contact direct avec l’actionneur.- Serrez l’actionneur entre les contacts électrochimiques non réactifs (p. ex., or).
REMARQUE : La pression de contact doit être suffisante pour obtenir un contact électrique fiable, mais pas trop élevée pour causer des déformations permanentes. - Appliquez la tension de l’étape (ou le courant) ou utilisez des signaux de commande plus compliqués pour contrôler l’actionneur. En règle générale, des tensions d’étape de 2 V ou moins ont été utilisées pour conduire ce type d’actionneurs. Voir Ref24 pour plus d’informations sur les considérations de contrôle des actionneurs.
- Enregistrez simultanément l’actionnement à l’aide d’un compteur de déplacement laser ou d’une caméra vidéo.
- Serrez l’actionneur entre les contacts électrochimiques non réactifs (p. ex., or).
- Cryo-fracturation pour l’imagerie SEM (actionneurs basés sur PTFE)
REMARQUE : Briser les échantillons après les avoir congelés dans de l’azote liquide est l’approche privilégiée pour obtenir des sections transversales propres pendant l’imagerie SEM.
CAUTION : Ne fermez jamais le bouchon d’un contenant d’azote liquide étroitement. L’accumulation de pression et son dégagement subséquent pourraient causer des blessures graves. De plus, l’azote liquide s’achbe à 196 oC, il faut donc aussi faire attention à la prévention des blessures dues aux basses températures.- Verser l’azote liquide dans un contenant isolant thermiquement (p. ex., une tasse de mousse jetable)
- Tout d’abord, placez l’échantillon et plus tard les outils métalliques dans l’azote liquide et laissez l’échantillon geler pendant environ 1 min.
REMARQUE : Il est conseillé de refroidir les outils métalliques (p. ex. un scalpel ou une pince à épiler) afin d’éviter toute déclamination possible en raison des différences de température. Cependant, les outils ont besoin de temps de refroidissement plus courts que le composite polymère grâce à une meilleure conductivité thermique des métaux. En outre, des outils métalliques trop refroidis pourraient être impossibles à manipuler. - Prenez l’échantillon congelé avec deux ensembles de pincettes refroidies et cassez-le.
- Cryo-fracturation pour l’imagerie SEM (actionneurs renforcés textiles).
REMARQUE : Les actionneurs renforcés par le textile (surtout si la fibre de verre est utilisée) pourraient ne pas atteindre l’équilibre à l’état gelé. Des coupes transversales propres peuvent être obtenues en coupant à l’aide d’une lame refroidie.- Congeler l’actionneur et un scalpel dans de l’azote liquide (voir la note dans l’étape 4.4.2).
- Placez l’échantillon congelé sur une surface de coupe antiadhésive (p. ex., un bloc de PTFE) et hachez le matériau d’actionneur à l’aide du scalpel refroidi.
Résultats
Le principal critère d’évaluation pour faire la distinction entre une expérience réussie et une expérience ratée est la réponse du matériau aux signaux électriques après avoir été contacté à une alimentation électrique. En génie électrique, le cuivre est un matériau bien connu pour la prise de contact. Cependant, le cuivre est également électrochimiquement actif et donc pas adapté pour entrer en contact avec un système ionique introduit ici. L’utilisation de contacts en cuivre pourrait provoquer des courts-circuits en raison de la formation de dendrite à travers le composite. En outre, en cas de caractérisation matérielle, il est impossible de faire la distinction entre les courants (et l’actionnement) provenant du matériau électroactif et celui découlant de l’activité électrochimique du cuivre29. Nous avons déjà montré que l’actionnation , bien qu’peu fiable, sans aucun matériau actif supplémentaire (c.-à-d. sans les électrodes en polymère à base de carbone ou conductrices) est possible en cas de membranes d’ionomères humides (p. ex., Nafion) et de terminaux de cuivreseulement 29. Par conséquent, toutes les expériences avec le matériel actif ici ont été effectuées en utilisant des contacts en or inerte seulement.
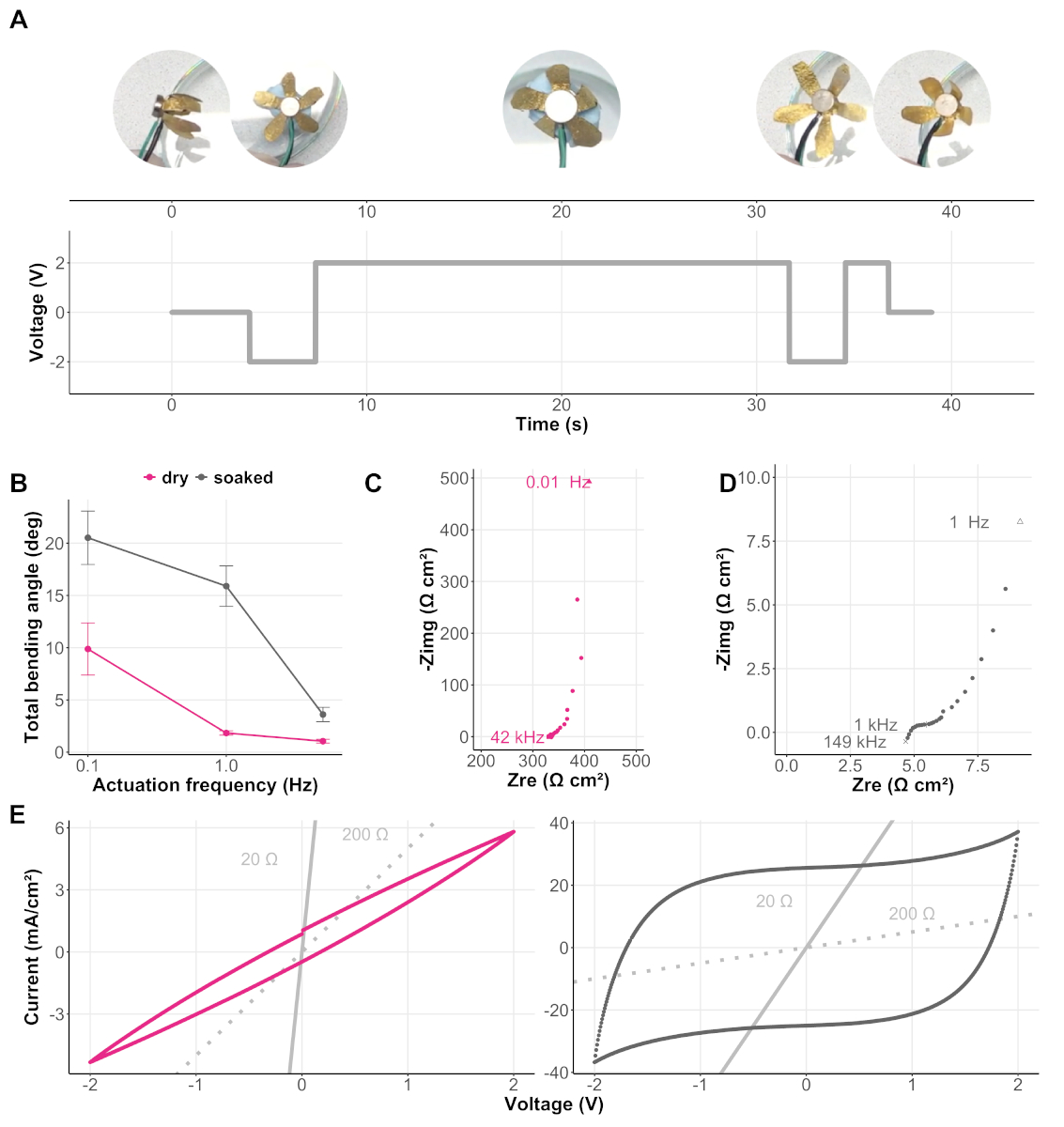
La spectroscopie d’impedance électrochimique (EIS) est une méthode nontructive pour la caractérisation et le dépannage du matériau d’actionneur capacitif avant l’utilisation. Les spectres d’entrave dans la figure 4C et 4D ont été capturés à l’aide d’un potentiostat/galvanostat/FRA en configuration à deux électrodes. L’échantillon (20 mm x 4 mm x 150 m) a été placé entre les contacts en or, l’amplitude du signal d’entrée pendant la mesure de l’impedance a été réglée à 5 mVRMS et les fréquences de 200 kHz à 0,01 Hz ont été numérisées. La figure 4C et la 4D montrent les spectres d’impédance typiques des actionneurs avec une résistance interne élevée (300cm 2)ou avec une faible résistance interne (5 cm2),respectivement. Les spectres ont été enregistrés à l’aide d’un échantillon avec la membrane sèche PTFE et un autre échantillon avec la membrane trempée, respectivement. Une conductivité ionique plus élevée à travers le matériau tend à correspondre à des actionneurs plus rapides et peut-être aussi à plus de déplacement à la même fréquence d’actionnement (voir la figure 4B), si tous les autres paramètres (p. ex., paramètres mécaniques) sont maintenus inchangés et que le matériau en général est actif.
La nature non-destructive de l’EIS est particulièrement bénéfique pour la détection des circuits courts dans le composite. En cas d’actionneurs préparés selon le protocole actuel, les circuits courts sont le plus souvent causés par des débris de collecte actuels sur les côtés de l’actionneur (voir les instructions de coupe dans l’étape 4.1.1) ou plus rarement par une membrane défectueuse (p. ex., lorsqu’ils ne couvrent pas tous les trous d’épingle dans la membrane renforcée par le textile comme indiqué à la section 1.5). Une résistance (dans ce cas un court-circuit) serait présentée comme un point sur l’intrigue nyquiste d’une expérience EIS. L’observation d’une telle réponse est un certain indicateur d’un échantillon défectueux (voir les chiffres 4C et 4D pour les spectres de référence des actionneurs capacitifs fonctionnels). Les échantillons court-circuités ne seraient généralement pas actionnés. En outre, ceux-ci seraient le plus souvent rendus définitivement inutiles en raison du chauffage résistant et de la fonte résultante du composite lorsqu’ils sont essayés d’actionner.
Dans sa forme fonctionnelle, ce matériau est un condensateur à double couche qui montre le mouvement de flexion en réponse à la charge et le déchargement de la double couche grâce à des électrolytes spécifiquement adaptés utilisés dans sa fabrication. La voltammétrie cyclique (CV) est une technique largement utilisée dans l’électrochimie pour étudier différents systèmes. Au cours d’une expérience CV, le potentiel de l’électrode de travail (dans ce cas l’une des électrodes de l’actionneur) est varié en ce qui concerne une électrode de comptoir (ici l’autre électrode de l’actionneur) avec une vitesse constante (par exemple, 800 mV/s entre 2 V) et la réponse actuelle du système est enregistrée à l’aide d’un potentstatio. Une réponse actuelle typique du stratifié capacitif est présentée dans la figure 4E. La réponse actuelle de l’échantillon à la membrane PTFE trempée (en gris foncé en 4E)ressemble à celle d’un condensateur idéal : le courant ne dépend pas du potentiel d’électrode et de l’inversion du potentiel, de la direction actuelle (et donc de son signe) est modifiée (presque) immédiatement, ce qui entraîne un voltammogramme rectangulaire (presque). La réponse actuelle de l’échantillon avec une membrane initialement sèche (en rose en 4E) montre moins de comportement de condensateur idéal à ce taux d’analyse, probablement en raison de la forte résistance interne du matériau (comme également démontré par EIS dans la figure 4C). Pourtant, les deux échantillons montrent la nature capacitive du composite. D’autre part, les lignes gris clair de la figure 4E montrent un comportement possible à partir d’échantillons défectueux (p. ex., les courts-circuités) qui suivraient de près la loi de l’Ohm.
Le rendement des différents actionneurs fonctionnels est présenté dans la figure 4A et la figure 4B. Figure 4A montre des instantanés de la vidéo où un actionneur thermoformé à 5 doigts saisit, retient et libère un objet de forme aléatoire en réponse aux étapes de tension. Des géométries plus simples sont généralement utilisées à des fins de caractérisation matérielle. Par exemple, la figure 4B met en évidence l’angle de flexion maximal des actionneurs de membrane PTFE sec et trempé28,,30 en réponse aux signaux de tension triangulaires entre 2 V. Afin de caractériser différents matériaux d’actionneur, des échantillons (4 mm x 20 mm x 150 m) ont été placés entre des pinces d’or en position de porte-à-faux (laissant 18 mm de longueur libre pour l’actionnement) et l’angle de flexion a été enregistré à l’aide d’une caméra vidéo. Alternativement, le mouvement d’un seul point le long de l’actionneur (p. ex., 5 mm des contacts) a été généralement surveillé à temps et utilisé dans les calculs de différence de contrainte31,32. Le traitement vidéo, bien que plus compliqué, donne plus d’informations sur l’ensemble du profil de flexion de l’échantillon et permet également de réanalyser les performances plus tard, si un tel besoin devrait se poser. Le point de 0,1 Hz de la figure 4B correspond exactement au même signal que celui utilisé dans les expériences cycliques de voltammétrie de la figure 4E,tant en termes de tension d’actionnement que de fréquence d’actionnement. L’utilisation du même signal pour la caractérisation et l’actionnation nous permet, par exemple, de tirer des conclusions sur la nature capacitive du matériau et sur la stabilité et l’absence de réactions électrochimiques pendant l’actionnement.
Les méthodes électrochimiques (EIS, CV), la visualisation de la structure de l’actionneur au niveau (typiquement) du micromètre (SEM) et la caractérisation des déplacements sont les méthodes les plus courantes pour caractériser les actionneurs ioniques et évaluer le succès du processus de fabrication. Cependant, des expériences personnalisées pour évaluer les performances de l’actionneur dans une application plus spécifique sont souvent développées pour évaluer les performances spécifiques à l’application (p. ex., la capacité de transporter une charge).

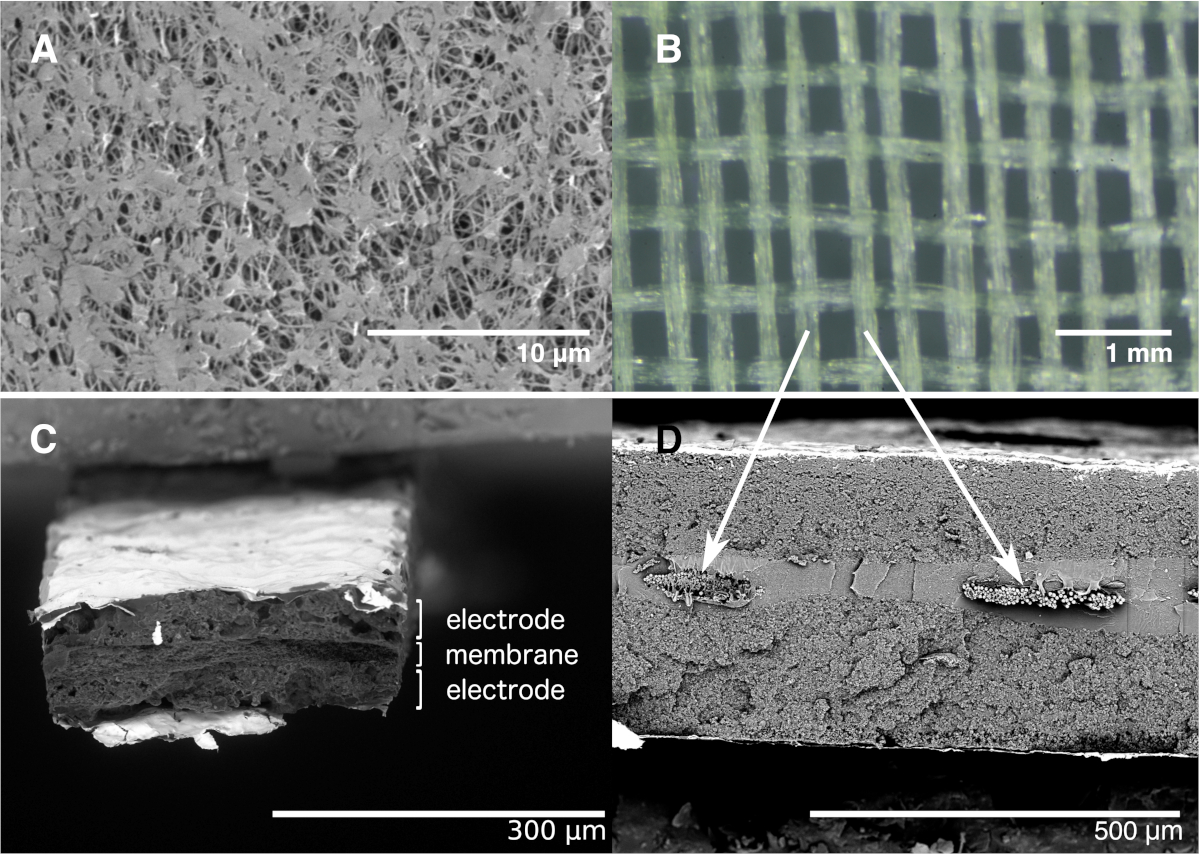
Figure 3 : Imagerie. Micrographes d’électrons de balayage montrant la membrane PTFE fortement poreuse (A) et une section transversale d’un actionneur fait utilisant la même membrane ne montrant aucune délamination (C). Micrographe SEM montrant une section transversale d’un actionneur textile-renforcé (D) et une photographie optique du renforcement de la soie correspondant (B). Les échantillons pour les sections transversales SEM ont d’abord été cryo-fracturés à l’aide d’azote liquide, montés sur un porte-échantillons métalliques, puis crachés avec 5 nm d’or pour une meilleure définition à l’aide d’un manteau à pulvérisation. Un microscope électronique de balayage de table a été employé pour l’imagerie à la tension d’accélération de 15 keV. S’il vous plaît cliquez ici pour voir une version plus grande de ce chiffre.
{kind=link}

Figure 4 : Résultats représentatifs de l’actionneur. (A) Étapes de tension et images correspondantes de la pince à cinq bras saisissant conformement un objet avec la forme aléatoire (actionneur sans contact 21 mg; charge de mousse de polystyrène 17,8 mg); (B) angle de flexion total de 4 mm x 20 mm x 150 euros à base de PTFE coincés entre les contacts en or (longueur libre de 18 mm) en réponse à un signal d’actionnement triangulaire (2 V) à différentes fréquences d’actionnement (n -3, les barres d’erreur représentent une déviation standard de la moyenne); (C et D) spectres électrochimiques typiques d’impedance des laminates capacitifs électromécaniquement actifs (amplitude de signalRMS de 5 mV); (E) voltammétrie cyclique typique des laminates capacitifs (signal d’actionnement triangulaire utilisant la vitesse d’analyse de 800 mV/s qui correspond aux points de 0,1 Hz en B). Les lignes grises sur les voltammogrammes cycliques sont à comparer et montrent la réponse d’un actionneur défectueux potentiel (essentiellement une résistance) qui suivrait de près la loi de l’Ohm. S’il vous plaît cliquez ici pour voir une version plus grande de ce chiffre.
{kind=link}

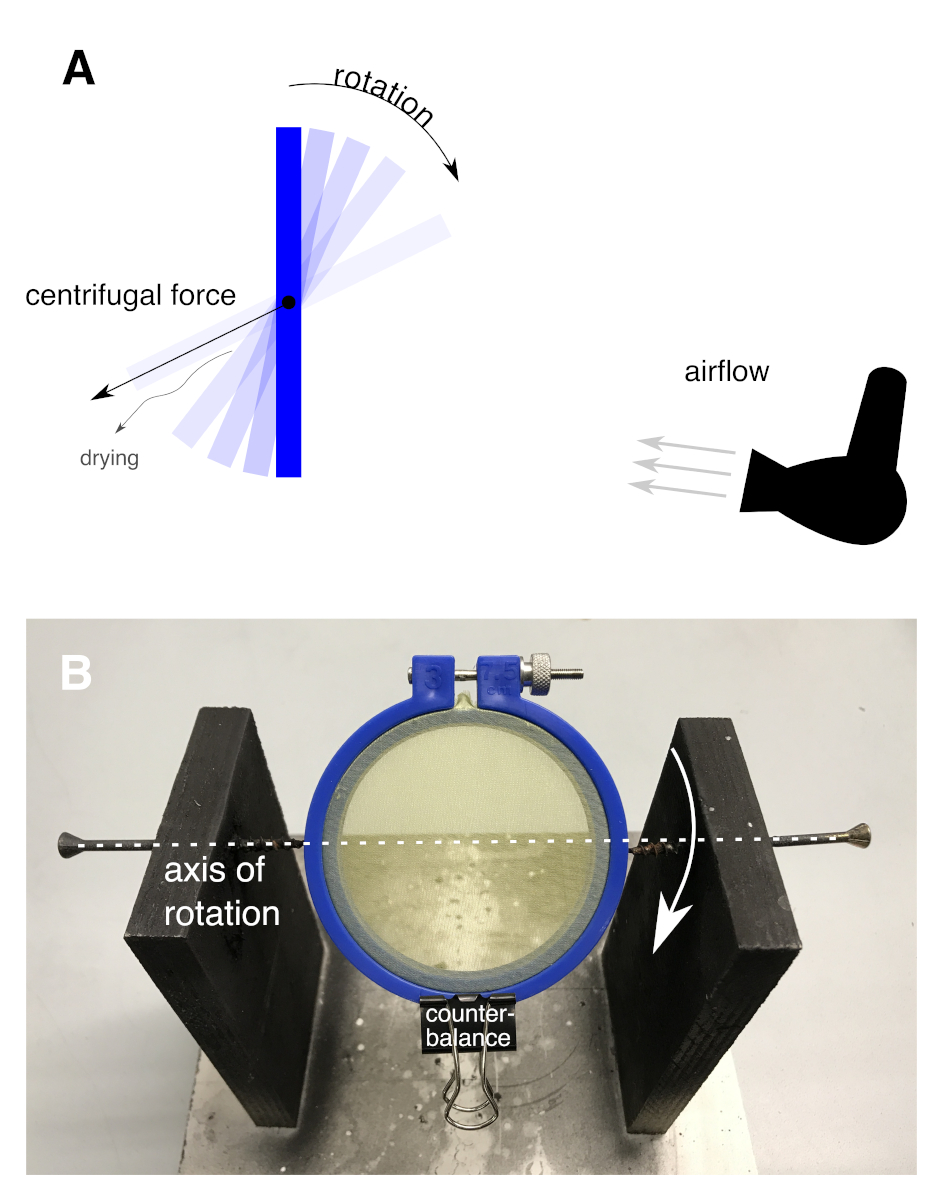
Figure 5 : Séchage de rotation pendant la préparation de la membrane. (A) schémas de la configuration (B) image de la configuration avec un cadre avec renforcement attaché. Pendant le séchage de rotation, la force centrifuge dirige le solvant résiduel dans la couche de membrane vers le bord du cadre. Cela peut être bénéfique pour accélérer le processus de séchage. Cependant, en cas de membranes complètement humides, cela pourrait entraîner la perte de matière active (polymère et liquide ionique) et devrait donc être évitée. S’il vous plaît cliquez ici pour voir une version plus grande de ce chiffre.
{kind=link}
Discussion
Nous avons présenté une méthode de fabrication simple, rapide, répétable et polyvalente pour la préparation composite électromécaniquement active pour diverses applications d’actionneur, et avec des modifications mineures également pour le stockage d’énergie, la récoltede 33 ou la détectionde 34 applications. La méthode actuelle se concentre sur les membranes avec un composant passif intégral et chimiquement inerte (par exemple, un réseau de polymères renforcés par le textile ou une membrane de téflon très poreuse, voir aussi la figure 3) parce que ces membranes simplifient considérablement le processus de préparation des actionneurs également à grande échelle. En outre, les membranes qui en résultent présentent un risque plus faible d’enflure et de boucle en raison de solvants (ou électrolytes) dans la suspension des électrodes ou de formation de points chauds de court-circuit par rapport à de nombreuses autres méthodes et matériaux communs de fabrication d’actionneurs.
Les étapes critiques de la préparation du stratifié de l’actionneur capacitif sont la préparation de la membrane, la fabrication d’électrodes, l’attachement actuel du collecteur, la coupe et le contact (figure 2). Chacune de ces étapes laisse place à la personnalisation et à l’optimisation des performances, mais aussi aux erreurs. Dans la section suivante, nous discuterons plus en détail des modifications bénéfiques et des stratégies de dépannage de cette méthode de fabrication. Un composite haute performance résulte de l’interaction de plusieurs aspects clés qui doivent être gardés à l’esprit : une conductivité électronique suffisante le long de l’électrode (ajouter le collecteur de courant d’or aux électrodes de carbone); conductivité ionique suffisante à travers la membrane (utiliser une membrane poreuse mince et une quantité suffisante d’électrolyse à faible viscosité, réduire le risque sur les interactions défavorables entre la membrane et l’électrolyte à l’aide d’un réseau de polymères inertes); surface élevée de l’électrode (sélectionnez un type de carbone approprié); électrolytes sur mesure qui entraînent un gonflement/contraction asymétrique des électrodes (sélectionnez un électrolyte approprié); paramètres mécaniques (moduli de Young des composants). Ces principaux aspects d’un actionneur à base de carbone à haute performance sont également mis en évidence à la figure 1B.
Une membrane haute performance est la partie centrale de ce composite. Il a deux tâches: prévenir la conductivité des électrons (circuits courts) entre les électrodes tout en permettant une conductivité ionique élevée. Les modifications apportées à la membrane pourraient servir à plusieurs fins, par exemple l’intégration des outils introduites par Must et coll.24 ou l’ajout de nouvelles propriétés (p. ex., biocompatibilité, biodégradabilité ou différentes propriétés mécaniques). La méthode de fabrication actuelle pourrait être modifiée pour utiliser d’autres polymères et électrolytes dans la membrane pour introduire de nouvelles propriétés au stratifié actif. Comme la stratégie de sélection des solvants introduite ici pour les actionneurs renforcés de textiles, il est conseillé de sélectionner des solvants plus pauvres pour la fabrication ultérieure d’électrodes par rapport à la préparation de la membrane. Cela garantit que la membrane reste fonctionnelle et intacte aussi après l’ajout d’électrodes.
La performance d’actionnement du composite final est influencée par le matériau électrode sélectionné (carbone), l’électrolyte et peut-être leur compatibilité les uns avec les autres. Ce protocole introduit la fabrication de stratifiés capacitifs à base de carbone à l’aide de carbone dérivé du carbure de bore et du liquide ionique 1-ethyl-3-methylimidazolium trifluorometulfonate ([EMIM][OTf]). Cependant, le même protocole est adaptable à d’autres matériaux de carbone de surface spécifiques élevés, tels que les carbones dérivés du carbure provenant d’autres sources (par exemple, TiC35, SiC ou Mo2C36), nanotubes de carbone8,37, aerogel de carbone38 ou graphène39, et d’autres, comme également examiné récemment40. En outre, d’autres électrolytes pourraient également être utilisés dans la préparation de l’actionneur. L’obtention d’un composite fonctionnel ne se limite pas aux types de carbone et de liquide ionique présentés dans ce protocole. La taille des particules de carbone, leur agrégation possible dans la suspension d’électrode et la viscosité de suspension sont des paramètres plus cruciaux pour le processus de pulvérisation-revêtement.
Cette méthode permet la production de matériaux stratifiés électromécaniquement actifs avec des propriétés reproductibles en grandes quantités. La miniaturisation des actionneurs fabriqués à partir de ce matériau est principalement effectuée à l’aide d’une coupe de haute précision (p. ex., figure 3C). D’autres méthodes pour la préparation des structures fines, telles que le masquage, et le modelage sont possibles lors du revêtement de pulvérisation41. En outre, les structures à l’échelle du millimètre peuvent également être modelées dans l’étape subséquente d’attachement de collecteur de courant d’or. Cependant, à l’échelle inférieure aux millimètres, cela pourrait devenir assez difficile. D’autres types d’actionneurs ou d’actionneur à base de carbone sans collecteurs de courant d’or pourraient être plus faciles à préparer, si les caractéristiques patternables doivent être à l’échelle du micromètre.
Les actionneurs intrinsèquement doux qui répondent aux stimuli électriques ont de nombreux avantages grâce à leur nature douce et conforme, leur fonctionnement silencieux et leurs faibles niveaux de tension requis. Le protocole actuel montre comment produire de tels matériaus en plus grandes quantités et avec une forte répétabilité par lots à lot et à l’intérieur du lot sans compromettre les performances d’actionnement. Des modifications à la méthode actuelle pour incorporer des composants plus bio-amicals et peut-être aussi biodégradables qui permettraient d’utiliser des organismes vivants proches ou à l’intérieur en plus des approches d’encapsulation totale réussies, et l’intégration du matériel actif introduit dans des dispositifs robotiques ou biomédicaux mous sont envisagées pour l’avenir.
Déclarations de divulgation
Les auteurs n’ont rien à divulguer.
Remerciements
Les auteurs tient à remercier Ron Hovenkamp et Marcel Mulder de Philips Research pour des discussions utiles. Ces travaux ont été partiellement soutenus par le financement institutionnel de la recherche IUT (IUT 20-24) du Ministère estonien de l’éducation et de la recherche, par la subvention du Conseil estonien de la recherche (PUT1696), par le Fonds européen de développement régional, par le programme Mobilitas Pluss (Grant No MOBTP47), par le programme de recherche et d’innovation Horizon 2020 de l’Union européenne dans le cadre de l’accord de subvention Marie Skôodowska-Curie No 793377 (BIOACT), et par le projet IMPACT-MII , un projet d’innovation EIT Health. EIT Health est soutenu par L’EIT, un organe de l’Union européenne.
matériels
| Name | Company | Catalog Number | Comments |
| ~150 µm thick gold plates for custom contacts | local jeweler | 99.9% purity (24K) | |
| 1-ethyl-3-methylimidazolium trifluoromethanesulfonate ([EMIM][OTf]) | Solvionic | 99.5% | |
| 100 ml Erlenmeyer flask | |||
| 4-methyl-2-pentanone (MP) | Sigma Aldrich | ≥99% | |
| acetone | technical grade | ||
| analytical balance | Mettler Toledo AB204-S/PH | ||
| carbon powder | Y Carbon | boron carbide derived carbon, particle size <10 µm, specific surface area 1800 m2/g, pore volume 0.5 cm3/g | |
| carbon powder | Skeleton Technologies | titanium carbide derived carbon | |
| circular disk magnets (neodymium) for custom contacts | local hardware store | d = 2 mm, thickness 1 mm | |
| compressed air supply for the airbrush | |||
| crocodile clips with jaws insulated from each other (Kelvin clips) | local hardware store | Optional for making custom contacts. Regular crocodile clips are not suitable because there the jaws are connected to each other at the spring. | |
| disposable foam cup | |||
| epoxy glue | local hardware store | preferaby fast cure epoxy for attaching gold contacts to magnets | |
| filter paper for drying | Munktell, Filtrak | e.g. diameter 150 mm and up if 142 mm PTFE sheet is used. | |
| flat nose tweezers | |||
| glass funnel | |||
| gold leaf on transfer sheets | Giusto Manetti Battiloro | 24K | |
| graduated glass cylinder | |||
| hairdryer or a heat gun | e.g. Philips | ||
| infrared ligth bulb | e.g. Philips | ||
| liquid nitrogen | CAUTION: Never close the lid of a liquid nitrogen container tightly. The pressure build-up could cause serious injuries. | ||
| magnetic stirrer / hotplate | |||
| magnetic stirrer bars | about 1 cm long | ||
| metal pipe | e.g. d = 3 cm | ||
| metal ruler | |||
| micrometer thickness gauge | Mitotuyo | range 0-25 mm, precision 0.001 mm | |
| N,N-dimethylacetamide (DMAc) | Sigma Aldrich | 99.5% | |
| paintbursh | |||
| plastic embroidery hoops | e.g. Pony | select the diameter depending on the desired batch size (e.g. 7.5 cm to 25 cm) | |
| plastic Pasteur pipettes | |||
| polyethylene-based laboratory stretch film | DuraSeal | ||
| polyvinylidene difluoride-co-hexafluoropropylene (PVDF-HFP) | Sigma Aldrich | Mn = 130000, Mw = 400000 | |
| polyvinylidene fluoride (PVDF) | Sigma Aldrich | Mw (g/mol) = 534000 | |
| potentiostat/galvanostat/FRA | PARSTAT 2273 | needed for electrochemical characterization | |
| propylene carbonate (PC) | Merck | 99% | |
| PTFE filtration membrane | Omnipore | JVWP14225 | 0.1 µm pore size, hydrophilic , 142 mm diameter, 30 µm thickness, 80% porosity |
| PTFE filtration membrane | Omnipore | JGWP14225 | 0.2 µm pore size, hydrophilic , 142 mm diameter, 65 µm thickness, 80% porosity |
| scalpel | |||
| scotch tape | |||
| silk (woven textile) | Esaki Model Manufacturing | #3 | 11.5 g/m2 |
| soldering equipment | local hardware store | For connecting the ~150 µm gold plates to the clips | |
| spray gun, airbrush | Iwata HP TR-2 | ||
| sputter coater | Leica EM ACE600 | ||
| tabletop scanning electron microscope | Hitachi TM3000 | ||
| ultrasonic processor | Hielscher UP200S |
Références
- Must, I., et al. Ionic and Capacitive Artificial Muscle for Biomimetic Soft Robotics. Advanced Engineering Materials. 17 (1), 84-94 (2015).
- McGovern, S., Alici, G., Truong, V. T., Spinks, G. Finding NEMO (novel electromaterial muscle oscillator): A polypyrrole powered robotic fish with real-time wireless speed and directional control. Smart Materials and Structures. 18 (9), (2009).
- Hines, L., Petersen, K., Lum, G. Z., Sitti, M. Soft Actuators for Small-Scale Robotics. Advanced Materials. 29 (13), (2017).
- Carpi, F. . Electromechanically Active Polymers. , (2016).
- Bar-Cohen, Y., Anderson, I. A. Electroactive polymer (EAP) actuators-background review. Mechanics of Soft Materials. 1 (1), 5 (2019).
- Schmitt, F., Piccin, O., Barbé, L., Bayle, B. Soft robots manufacturing: A review. Frontiers Robotics AI. 5, (2018).
- Rosset, S., Araromi, O. a., Schlatter, S., Shea, H. R. Fabrication Process of Silicone-based Dielectric Elastomer Actuators. Journal of Visualized Experiments. (108), 1-13 (2016).
- Fukushima, T., Asaka, K., Kosaka, A., Aida, T. Fully Plastic Actuator through Layer-by-Layer Casting with Ionic-Liquid-Based Bucky Gel. Angewandte Chemie International Edition. 44 (16), 2410-2413 (2005).
- Takeuchi, I., et al. Electromechanical behavior of fully plastic actuators based on bucky gel containing various internal ionic liquids. Electrochimica Acta. 54 (6), 1762-1768 (2009).
- Mukai, K., et al. High performance fully plastic actuator based on ionic-liquid-based bucky gel. Electrochimica Acta. 53 (17), 5555-5562 (2008).
- Fedkiw, P. S., Her, W. H. An Impregnation-Reduction Method to Prepare Electrodes on Nafion SPE. Journal of the Electrochemical Society. 136 (3), 899-900 (1989).
- Akle, B. J., Bennett, M. D., Leo, D. J., Wiles, K. B., McGrath, J. E. Direct assembly process: a novel fabrication technique for large strain ionic polymer transducers. Journal of Materials Science. 42 (16), 7031-7041 (2007).
- Akle, B., Nawshin, S., Leo, D. Reliability of high strain ionomeric polymer transducers fabricated using the direct assembly process. Smart Materials and Structures. 16 (2), 1-6 (2007).
- Otero, T. F., Angulo, E., Rodríguez, J., Santamaría, C. Electrochemomechanical properties from a bilayer: polypyrrole / non-conducting and flexible material - artificial muscle. Journal of Electroanalytical Chemistry. 341 (1-2), 369-375 (1992).
- Smela, E., Inganäs, O., Pei, Q., Lundström, I. Electrochemical muscles: Micromachining fingers and corkscrews. Advanced Materials. 5 (9), 630-632 (1993).
- Simaite, A., Mesnilgrente, F., Tondu, B., Souères, P., Bergaud, C. Towards inkjet printable conducting polymer artificial muscles. Sensors and Actuators B: Chemical. 229, 425-433 (2016).
- Põldsalu, I., Mändmaa, S. -. E., Peikolainen, A. -. L., Kesküla, A., Aabloo, A. Fabrication of ion-conducting carbon-polymer composite electrodes by spin-coating. Electroactive Polymer Actuators and Devices (EAPAD). , 943019 (2015).
- Kaasik, F., et al. Scalable fabrication of ionic and capacitive laminate actuators for soft robotics. Sensors and Actuators, B: Chemical. 246, 154-163 (2017).
- Sugino, T., Shibata, Y., Kiyohara, K., Asaka, K. Actuation mechanism of dry-type polymer actuators composed by carbon nanotubes and ionic liquids. Sensors and Actuators, B: Chemical. 273, 955-965 (2018).
- Conway, B. E. Transition from "Supercapacitor" to "Battery" Behavior in Electrochemical Energy Storage. Journal of The Electrochemical Society. 138 (6), 1539 (1991).
- White, B. T., Long, T. E. Advances in Polymeric Materials for Electromechanical Devices. Macromolecular Rapid Communications. 40 (1), 1-13 (2019).
- Addinall, R., et al. Integration of CNT-based actuators for bio-medical applications - Example printed circuit board CNT actuator pipette. IEEE/ASME International Conference on Advanced Intelligent Mechatronics, AIM. , 1436-1441 (2014).
- Zhang, J., Wu, J., Yu, J., Zhang, X., He, J., Zhang, J. Application of ionic liquids for dissolving cellulose and fabricating cellulose-based materials: State of the art and future trends. Materials Chemistry Frontiers. 1 (7), 1273-1290 (2017).
- Must, I., Rinne, P., Krull, F., Kaasik, F., Johanson, U., Aabloo, A. Ionic Actuators as Manipulators for Microscopy. Frontiers in Robotics and AI. 6, (2019).
- Torop, J., Palmre, V., Arulepp, M., Sugino, T., Asaka, K., Aabloo, A. Flexible supercapacitor-like actuator with carbide-derived carbon electrodes. Carbon. 49 (9), 3113-3119 (2011).
- Torop, J., Sugino, T., Asaka, K., Jänes, A., Lust, E., Aabloo, A. Nanoporous carbide-derived carbon based actuators modified with gold foil: Prospect for fast response and low voltage applications. Sensors and Actuators B: Chemical. 161 (1), 629-634 (2012).
- Vella, D. Buffering by buckling as a route for elastic deformation. Nature Reviews Physics. 1 (7), 425-436 (2019).
- Rinne, P., et al. Encapsulation of ionic electromechanically active polymer actuators. Smart Materials and Structures. , (2019).
- Nakshatharan, S. S., Punning, A., Johanson, U., Aabloo, A. Effect of electrical terminals made of copper to the ionic electroactive polymer actuators. Proceedings of SPIE - The International Society for Optical Engineering. 10163, 101632 (2017).
- Punning, A., et al. Ionic electroactive polymer artificial muscles in space applications. Scientific Reports. 4 (1), 6913 (2014).
- Sugino, T., Kiyohara, K., Takeuchi, I., Mukai, K., Asaka, K. Actuator properties of the complexes composed by carbon nanotube and ionic liquid: The effects of additives. Sensors and Actuators B: Chemical. 141 (1), 179-186 (2009).
- Punning, A., Vunder, V., Must, I., Johanson, U., Anbarjafari, G., Aabloo, A. In situ scanning electron microscopy study of strains of ionic electroactive polymer actuators. Journal of Intelligent Material Systems and Structures. 27 (8), 1061-1074 (2016).
- Must, I., Kaasik, F., Põldsalu, I., Johanson, U., Punning, A., Aabloo, A. A carbide-derived carbon laminate used as a mechanoelectrical sensor. Carbon. 50 (2), 535-541 (2012).
- Kruusamäe, K., Punning, A., Aabloo, A. Electrical model of a carbon-polymer composite (CPC) collision detector. Sensors. 12 (2), 1950-1966 (2012).
- Palmre, V., et al. Nanoporous carbon-based electrodes for high strain ionomeric bending actuators. Smart Materials and Structures. 18 (9), 095028 (2009).
- Torop, J., et al. Microporous and mesoporous carbide-derived carbons for strain modification of electromechanical actuators. Langmuir. 30 (10), 2583-2587 (2014).
- Baughman, R. H. Carbon Nanotube Actuators. Science. 284 (5418), 1340-1344 (1999).
- Palmre, V., et al. Electroactive polymer actuators with carbon aerogel electrodes. Journal of Materials Chemistry. 21 (8), 2577 (2011).
- Lu, L., et al. Highly stable air working bimorph actuator based on a graphene nanosheet/carbon nanotube hybrid electrode. Advanced Materials. 24 (31), 4317-4321 (2012).
- Kong, L., Chen, W. Carbon Nanotube and Graphene-based Bioinspired Electrochemical Actuators. Advanced Materials. 26 (7), 1025-1043 (2014).
- Nakshatharan, S. S., Johanson, U., Punning, A., Aabloo, A. Modeling, fabrication, and characterization of motion platform actuated by carbon polymer soft actuator. Sensors and Actuators, A: Physical. 283, 87-97 (2018).
Réimpressions et Autorisations
Demande d’autorisation pour utiliser le texte ou les figures de cet article JoVE
Demande d’autorisationThis article has been published
Video Coming Soon
À PROPOS DE JoVE
Copyright © 2025 MyJoVE Corporation. Tous droits réservés.