
Method Article
Полимерных пьезоэлектрических вибрации энергии комбайн с 3D структура Мешхед Core
В этой статье
Резюме
В этом исследовании мы сфабрикованы структуру гибкие 3D-сетки и применил его на эластичный слой биморфного консольно тип вибрации энергии комбайн с целью снижения частоты резонанса и увеличения выходной мощности.
Аннотация
В этом исследовании мы сфабрикованы структуру гибкие 3D-сетки с периодическим пустот, с помощью метода 3D литографии и применяя его к вибрации энергии комбайн для снижения частоты резонанса и увеличить мощность. Процесс изготовления главным образом делится на две части: Трёхмерный фотолитографии для обработки 3D-сетку структуры и процесса склеивания пьезоэлектрический фильмов и структуру сетки. В структуре сфабрикованные гибкую сетку мы добились снижения резонансной частоты и повышение выходной мощности, одновременно. По результатам испытаний вибрации смыкались ядро тип вибрации энергии комбайн (Вег) выставлены 42,6% выше выходного напряжения чем Вег тип твердого сердечника. Кроме того зацепление основных типа-Вег принесли 18.7 Гц частоты резонанса, 15,8% ниже, чем VEH тип твердого сердечника и 24,6 МВт выходной мощности, 68,5% выше, чем Вег тип твердого сердечника. Преимущество предлагаемого метода является, что сложные и гибкие структуры с пустотами в трех измерениях можно относительно легко сфабрикованы в короткое время методом наклонных экспозиции. Как это возможно для снижения резонансной частоты Вег структурой сетки, использовать в приложениях низкой частоты, например носимых устройств и бытовой, можно ожидать в будущем.
Введение
В последние годы VEHs привлекли большое внимание как Электропитание датчика узлов для реализации беспроводных сетей датчиков и Интернет вещей (IoT) приложения1,2,3,,4, 5,6,,78. Среди нескольких типов преобразования энергии в VEHs пьезоэлектрический тип преобразования представляет высокое выходное напряжение. Этот тип преобразования подходит также для миниатюризации из-за его высокое сродство с технологией микрообработки. Из-за этих привлекательных особенностей многие пьезоэлектрический VEHs были разработаны с использованием пьезоэлектрических керамических материалов и органических полимерных материалов9,10,11,12, 13.
В керамической VEHs консольные типа VEHs с помощью пьезоэлектрического материала высокой производительности PZT (титаната цирконата свинца) являются широко сообщили14,,1516,17,18и VEHs часто используют резонанс для получения высокой эффективности электроэнергии. В общем как резонансная частота увеличивается с миниатюризацией размер устройства, трудно добиться миниатюризации и низкой резонансной частоты одновременно. Таким образом хотя PZT производительность высокого мощности поколения, трудно развивать малогабаритные PZT-на основе устройств, которые работают в низких частот без специальной обработки, таких как nanoribbon сборки19,20, потому что PZT-материал средней жесткости. К сожалению наши окружающих вибрации как бытовой, человеческого движения, здания и мосты являются главным образом на низких частотах, меньше, чем 30 Гц21,22,23. Таким образом VEHs с его высокой мощности поколения эффективность на низких частотах и небольшие размеры идеальны для приложений низкой частоты.
Самый простой способ для снижения частоты резонанса является увеличение массы веса кончика консольный. Как присоединение высокой плотности материала к кончику является все, что требуется, изготовления является простым и легким. Однако тем тяжелее массы, становится более хрупким устройства. Другой способ снижения частоты заключается в том, чтобы удлинить консольные24,25. В методе расстояние от конца фиксированного свободный конец продлевается на двумерной meandered форму. Кремниевой подложке травленная с помощью полупроводникового производства техники для изготовления meandered структуры. Хотя метод является эффективным для снижения частоты резонанса, площадь пьезоэлектрического материала уменьшается, и, таким образом, доступная выходная мощность уменьшается. Кроме того есть недостаток что близости фиксированный конец хрупок. Что касается некоторых полимерных устройств, таких как низкочастотные VEH часто используется гибкий пьезоэлектрический полимерный PVDF. PVDF обычно покрытием методом спин покрытие и фильм тонкие, резонанс частота может быть снижена из-за низкой жесткости26,27. Хотя толщина пленки управляема в диапазоне субмикронных до нескольких микрон, достижимой Выходная мощность мала из-за тонкой толщины. Поэтому даже если частота может быть снижена, мы не можем получить достаточно электроэнергии, и таким образом, трудно практическое применение.
Здесь мы предлагаем со биморфного тип пьезоэлектрический консольные (состоящий из двух слоев пьезоэлектрический слоев и один слой эластичный слой) с двумя гибкий пьезоэлектрический полимерный листы, которые уже подверглись растяжения для улучшения лечения Пьезоэлектрический характеристик. Кроме того мы принимаем гибкие 3D-сетку структуры в эластичный слой биморфного консольные для снижения частоты резонанса и улучшения питания одновременно. Мы производим структуры 3D-сетки, используя зад склонны воздействия метода28,29 , потому что это возможно изготовить изысканные модели с высокой точностью в течение короткого времени. Хотя 3D печать также является кандидатом для изготовления 3D-сетку структуры, пропускная способность является низким, и 3D-принтер уступает Фотолитография в обработке точность30,31. Таким образом в этом исследовании, метод воздействия зад склонны принимается в качестве метода для микрообработки 3D Сетка структуры.
протокол
1. изготовление 3D-сетку структуры
- Очистка стекла субстрата
- Подготовка 30 x 40 мм стеклянные подложки.
- Приготовляют раствор пираньи, поливая 150 мл серной кислоты (концентрация: 96%) в стеклянный стакан. Затем аккуратно добавить 50 мл раствора пероксида водорода (концентрация: 30%). Убедитесь, что объем отношение серной кислоты: водорода перекись воды составляет 3:1.
- Носите защитные очки и одежда для безопасности при заливке решения.
- Посреди стеклянной подложке тефлон джиг для очистки. Затем погрузите его в растворе Пиранья за 1 мин.
- После 1 мин погружения в раствор пираньи, промойте промывают стеклянной подложке 2 - 3 раза с чистой водой (переполнение 2 - 3 раза).
- Удаление капель воды на стеклянной подложке с продувкой.
- Кучность шаблона маска Cr для задней воздействия на стеклянной подложке
- Установите стеклянный субстрат в палате РФ (Radio-Frequency) магнетронного распыления машины. Значение мощности 250 Вт, скорость потока газа Ar для 12 SCCM, давление в камере до 0,5 Па и время распыления на 11 мин. Затем формируют 100-200 Нм хрома фильма на стеклянной подложке путем РФ магнетронного распыления.
Примечание: Толщина контролируется распыления время, принимая во внимание состояние скорость распыления. - Установите субстрата на фиксации сцене в камере спин-нанесения покрытий. Падение позитивного фоторезиста S1813 на фильм хрома и пальто 1-2 мкм тонкой пленки покрытия спина при 4000 об/мин за 30 s.
- Выпекать фоторезиста покрытием субстрата при 115 ° C за 1 мин на горячей плите высохнуть сопротивляться.
- Связаться photomask и подложки фоторезист покрытием. Разоблачить УФ вертикально photomask. Убедитесь, что Экспозиционная доза составляет 80 МДж/см2, и длиной волны 405 нм. Используйте фотошаблонов, показанный на рисунке 1.
- Подготовка двух стаканах 500 мл. Затем залить 150 мл TMAH (Тетраметиламмония гидроксид: 2,38%, растворитель: вода) решения в один стакан и залить 150 мл хрома etchant (церия аммония нитрата: 16%, азотной кислоты: 8%) в другой стакан.
- Погружать субстрата в 150 мл раствора TMAH и развивать фоторезиста для 30 s до 1 мин.
- Промойте субстрат с чистой водой.
- Погружать субстрата в 150 мл хрома, травления решения и etch хрома для около 1-2 мин.
- Промойте субстрат с чистой водой и удалить капельки воды с продувкой.
- Приготовляют раствор пираньи, поливая 150 мл серной кислоты (концентрация: 96%) в стеклянный стакан. Затем аккуратно добавить 50 мл раствора пероксида водорода (концентрация: 30%). Убедитесь, что объем отношение серной кислоты: водорода перекись воды составляет 3:1.
Примечание: Надевайте защитные очки, Одежда и перчатки для безопасности при заливке решения. Пиранья решение теряет активность через некоторое время, так что готовить каждый раз. - Место стеклянной подложке на тефлоновую джиг для очистки. Затем погружая ее в пиранья решение для 15-30 s для удаления фоторезиста.
- Установите стеклянный субстрат в палате РФ (Radio-Frequency) магнетронного распыления машины. Значение мощности 250 Вт, скорость потока газа Ar для 12 SCCM, давление в камере до 0,5 Па и время распыления на 11 мин. Затем формируют 100-200 Нм хрома фильма на стеклянной подложке путем РФ магнетронного распыления.
- Подготовка для покрытия Су-8
- Установите субстрата на стадии фиксации в зале спин coater. Падение приблизительно в 1 мл раствора акриловой смолы (концентрация: 10%, растворителей: толуол) на стороне хрома шаблон подложки выпустить сфабрикованные структуры как жертвенного слоя. Затем, образуют тонкую пленку спин покрытие при 2000 об/мин за 30 s.
- Выпекать при температуре 100 ° C в течение 10 мин.
- Су-8 спрей покрытия
- Запуск спрей coater и залейте ацетона раствор в шприц для очистки.
- Очистки и удаления остатков внутри распылителя, опрыскивание раствором ацетона.
Примечание: Если очистка является недостаточным, это приводит к засорению во время распыления. Повторите этот шаг дважды, чтобы тщательно очистить. - Установите субстрата на прилагаемый пластины в спрей coater.
- Обложка субстрат с краю крышки для предотвращения края борта.
- Залейте негативного фоторезиста 3005 Су-8 в шприц.
- Установите насадку диаметром до 5 мм, сопла движения скорость до 120 мм/сек, давление распыления до 150 кПа, давление жидкости до 60 кПа, расстояние между насадкой и субстрата до 40 мм, шаг расстояние до 3 мм и интервал времени для каждого слоя до 45 s. спрей Су-8 многослойных структурах на подложке. Повторите 10 раз покрытие таким же образом.
- Оставьте субстрат постоять 5 мин после покрытия 10 раз.
Примечание: Во время простоя, фильм Су-8 равномерно выравнивается, и воздушные пузыри, смешанные во время распыления покрытия выпускаются. - Выпекать на горячей плите на 95 ° C в течение 60 мин.
- Измерьте толщину 10 слоев микрометра. Затем рассчитайте толщину в слое.
- Определите количество оставшихся повторений для покрытия спрей от вычисляемых пленки толщиной в слое. Затем спрей многослойных сформировать толстой пленки для достижения целевой толщины пленки. В этом исследовании 40 слоев применяются для толщина 200 мкм.
- Дайте постоять 5 мин после многослойных спрей покрытие субстрата.
- Выпекать на горячей плите на 95 ° C для 240 мин.
- Оставьте Су-8 покрытием субстрата на горячей плите для 60 мин и затем медленно охладить до комнатной температуры.
- 3D Сетка структура формирования
- Место субстрата на таблицу регулировки угла, перевернув субстрата (т.е., фильм Су-8 направлена вниз) как показано на рисунке 2.
- Прикрепите края подложки с лентой.
- Угол настройки таблицы до 45° наклона.
Примечание: 0° означает субстрата в горизонтальном состоянии. Угол в это время определяется законом Снелл, рассчитывается от преломления фоторезиста, преломления воздуха. Путем облучения на инцидент угол 45°, изготовлен структуру сетки с углом структура 64°. - Место в таблице регулировки угла под UV источник света.
- Применять УФ света вертикально к подложке в экспозиционной дозы 150 МДж/см2 и длиной волны 365 Нм. После экспозиции вернитесь угол регулировки таблицы 0° и наклон в 45° в противоположном направлении. Применение УФ света по вертикали в таким же образом.
Примечание: Иллюстрации показаны на рисунке 3а, b. - Поместите основание на горячей плите и установите температуру до 95 ° C для PEB (постконтактная испеките). Выпекать субстрат для 8 мин после того, как температура становится 95 ° C.
- Выключите питание поджарки. Подождите, пока температура поджарки падает до примерно 40 ° C.
- Налейте в стакан стекла 500 мл 150 мл разработчика Су-8. Установите субстрата в тефлоновой джиг для разработки.
- Залейте 150 мл изопропиловый спирт (IPA) в другой стакан стекла 500 мл.
- Разработка для примерно 20-30 мин убедитесь, что если время не достаточно, это приводит к недостаточной открытия сетки пустот.
- Погружайте субстрат с джиг в IPA и ополосните в течение 2 мин.
Примечание: Если поверхности Су-8-видимому белый и грязно, это означает, что развитие является недостаточным. В этом случае повторите развития и полоскание снова. После полного развития формируется структура сетки, как показано на рис. 3 c.
- Структура выпуска от стеклянной подложке
- Залейте 150 мл раствора толуола в 500 мл стеклянный стакан. Обложка стакан с алюминиевой фольгой, потому что толуол легко испаряются при комнатной температуре.
- Погружайте субстрата в раствор для примерно 3-4 ч. обеспечить травленная жертвенный слой акриловой смолы, и Су-8 структуру со структурой сетки, освобождается от субстрата, как показано на рисунке 3d.
- Удар воздуха к подложке и удаления влаги. Храните его в эксикатор, до тех пор, пока он используется в шаге 4.3.
2. Подготовка пьезоэлектрической пленки
- Подготовьте лист PVDF. Кроме того готовят режущий нож с лезвием из нержавеющей стали и резки мат.
- Вырежьте лист PVDF форму устройства с листом2 360 мм (10 x 30 мм для консольные и 6 мм x 10 мм для подключения к электросети), как показано на рисунке 3a.
- Место среза PVDF фильмов на чашку Петри с целлюлозы стеклоочистителя. Храните их в эксикатор.
3. подготовка субстрата для склеивания структуры сетки и пьезоэлектрические фильм
- Залить 10 мл основной агент PDMS и 1 мл Вулканизирующий агент в пластиковых пробирок (т.е., примерный объем соотношение составляет 10:1).
- Установка пластиковых пробирок в планетарной перемешивания и пеногасящие машины и смешать оба решения за 1 мин.
- Подготовьте два 30 x 40 мм стеклянные подложки.
- Установите стеклянной подложке на фиксации сцене в зале спин-нанесения покрытий. Падение PDMS раствор на стеклянной подложке. Затем форме PDMS фильм спин покрытие при 4000 об/мин, как показано на рисунке 3e.
- Выпекать подложкой на горячей плите при 100 ° C 60 мин для просушки PDMS фильм.
- Выключите питание поджарки. Подождите, пока температура поджарки падает до примерно 40 ° C.
4. Изготовление биморфного вибрации энергии комбайн
- Место среза PVDF фильмов по одному на двух разных PDMS субстраты, как показано на рисунке 3f. Убедитесь, что просто размещая PVDF пленки на поверхности PDMS, они соответствуют друг другу. Если морщины видны на фильмы, PVDF, расширить их с роликом.
Примечание: Эти два PVDF фильмы называются PVDF flm1 и PVDF flm2, и двух субстратов PDMS PDMS sbs1 и PDMS sbs2, ясности. - Падение Су-8 3005 на PVDF flm1 на PDMS sbs1. Тогда форма Су-8 тонкопленочных спин покрытие при 4000 об/мин, как показано на рисунке 3 g.
Примечание: Этот Су-8 тонкопленочных становится адгезионный слой между структурой сетки и PVDF flm1. Место, где не был сброшен 3005 Су-8 используется для проводки для получения электроэнергии. - Су-8 структура сетки на PVDF flm1 и облигаций их как показано на рисунке 3 h.
- Падение Су-8 3005 на PVDF flm2 на PDMS sbs2. Тогда форма Су-8 тонкопленочных спин покрытие при 4000 об/мин в так же, как шаг 4.2.
- Отделите PVDF flm2 от PDMS sbs2 и затем поместите поверх структуры сетки Су-8, на PVDF flm1, соблюдая их, как показано на рисунке 3i, j. Храните устройство с подневольным состоянием в контейнере с низкой влажностью, например эксикаторе. Оставьте его для около 12 часов.
- Откладывать пинцет в нижней стороне низкий слой PVDF flm1 и пил кабального 3 слоя PVDF flm1, Су-8 сетка структура и PVDF flm2 одновременно от субстрата, как показано на рисунке 3 k.
Результаты
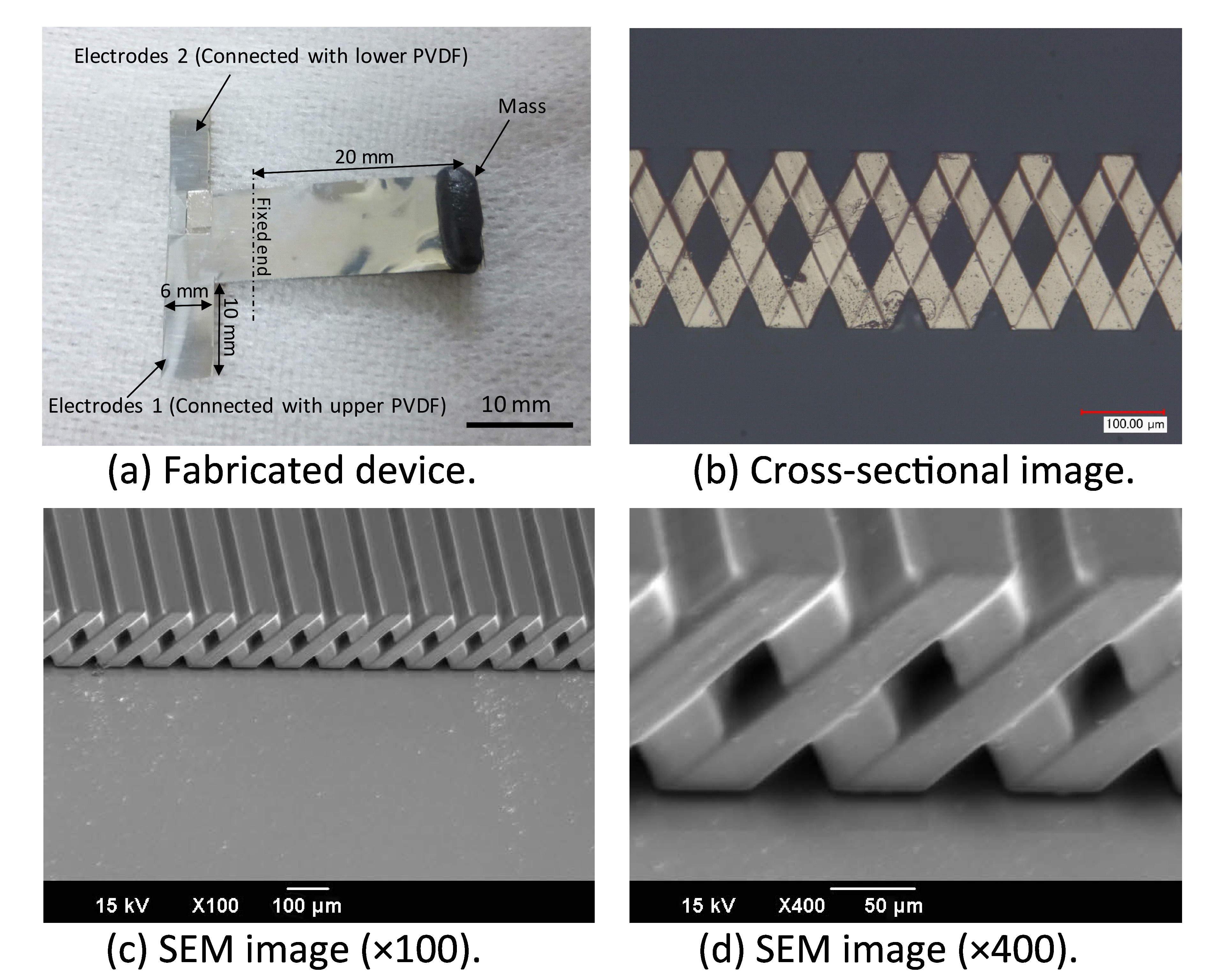
Мы сфабрикованы Вег биморфного тип, состоящий из двух слоев PVDF фильмов и промежуточный слой состоит из структуры сетки Су-8, как показано на рисунке 4. Электроды верхнего и нижнего PVDF подключены в серии для получения выходного напряжения. Оптическое изображение и два изображения SEM, эластичные слои со структурой сетки. Согласно изображения эластичный слой, обрабатываемые воздействия зад склонны, как представляется, прекрасный 3D Сетка модели без развития провал.
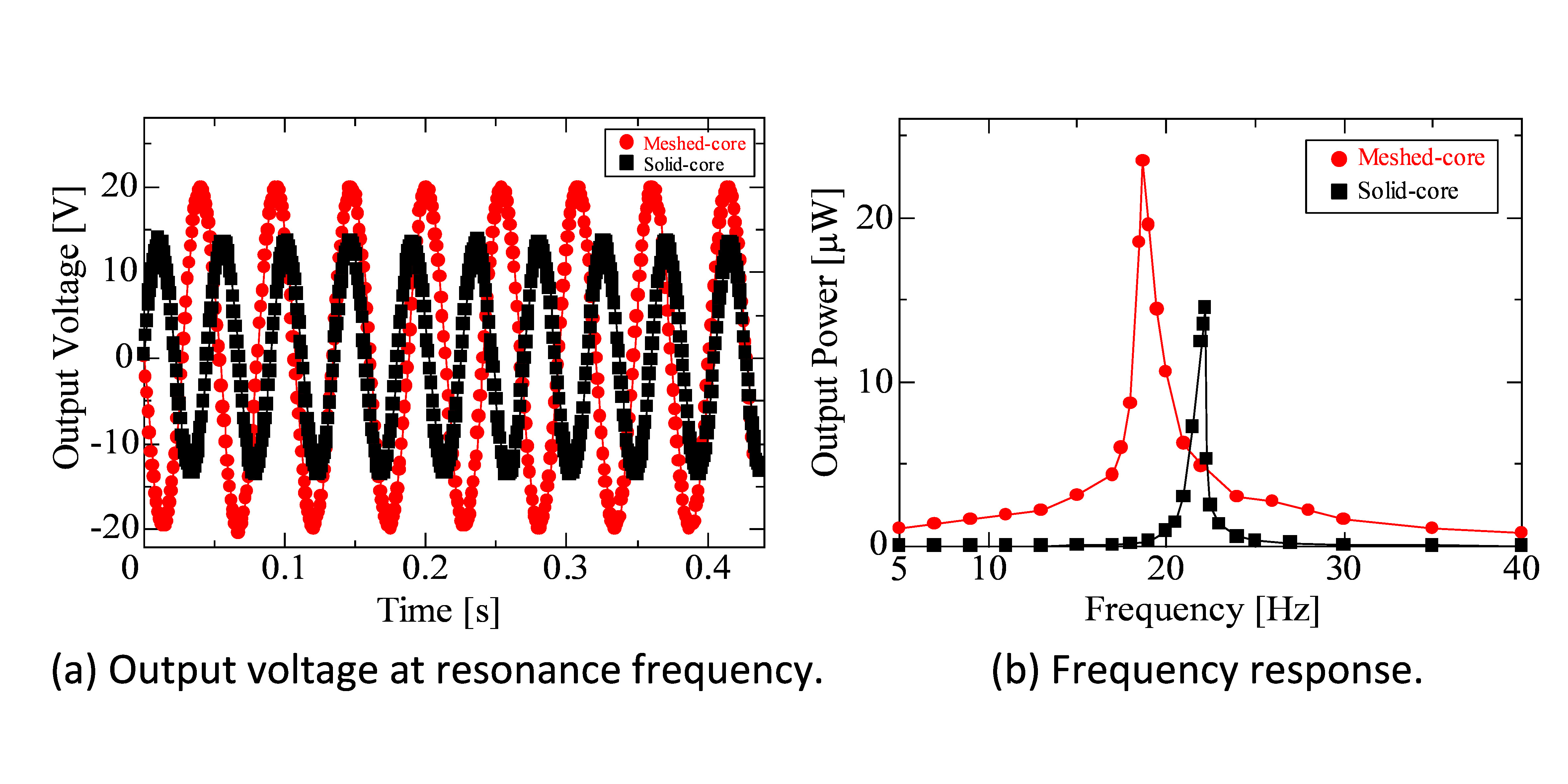
Рисунок 5 показывает результаты испытаний вибрации. В вибрационных испытаний, два VEHs — один с ячеистой ядра и другие с твердых основной структуры — чтобы проверить действительность зацепление основных типа-Вег оцениваются как эластичный слой. VEHs установлены на вибрации шейкер и возбужденных с ускорение вибрации 1.96 м/с2 (0,2 грамма). Зацепление ядро тип и тип твердого сердечника VEHs показал синусоидального выходного синхронизированы с синусоидальным ввода. Зацепление основных типа-Вег выставлены 42,6% выше выходного напряжения чем твердых основной тип ФЕХ. Рисунок 5b показывает частотной максимальной выходной мощности. Зацепление основных типа-Вег выставлены резонансная частота 18.7 Гц, которая составляет 15,8% ниже, чем Вег тип твердого сердечника и выходной мощностью 24.6 мкВт, который является 68,5% выше, чем Вег тип твердого сердечника.

Рисунок 1: Photomask макет для фотолитографии для изготовления эластичный слой с 3D отверстиями основной структуры. Photomask состоит из двух частей. Одна область для зажима, и другой содержит моделей линии и пространства для патронирования сетки структуры. Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.
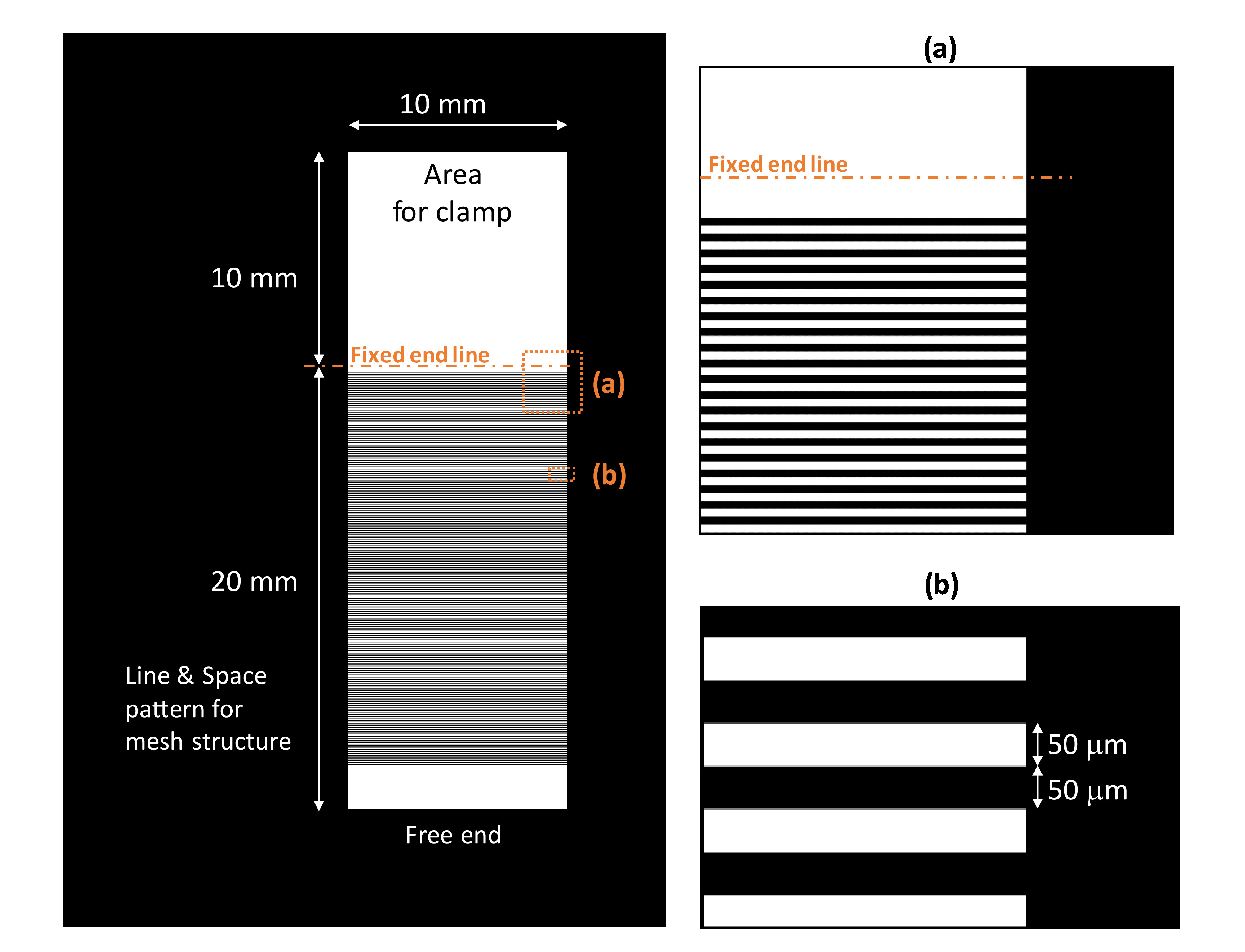{kind=link}

Рисунок 2: Установка для наклонных экспозиции. Ультрафиолетовый свет вертикально подвергается склонен подложке с шаблоном Cr, на столе регулировки угла. Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.
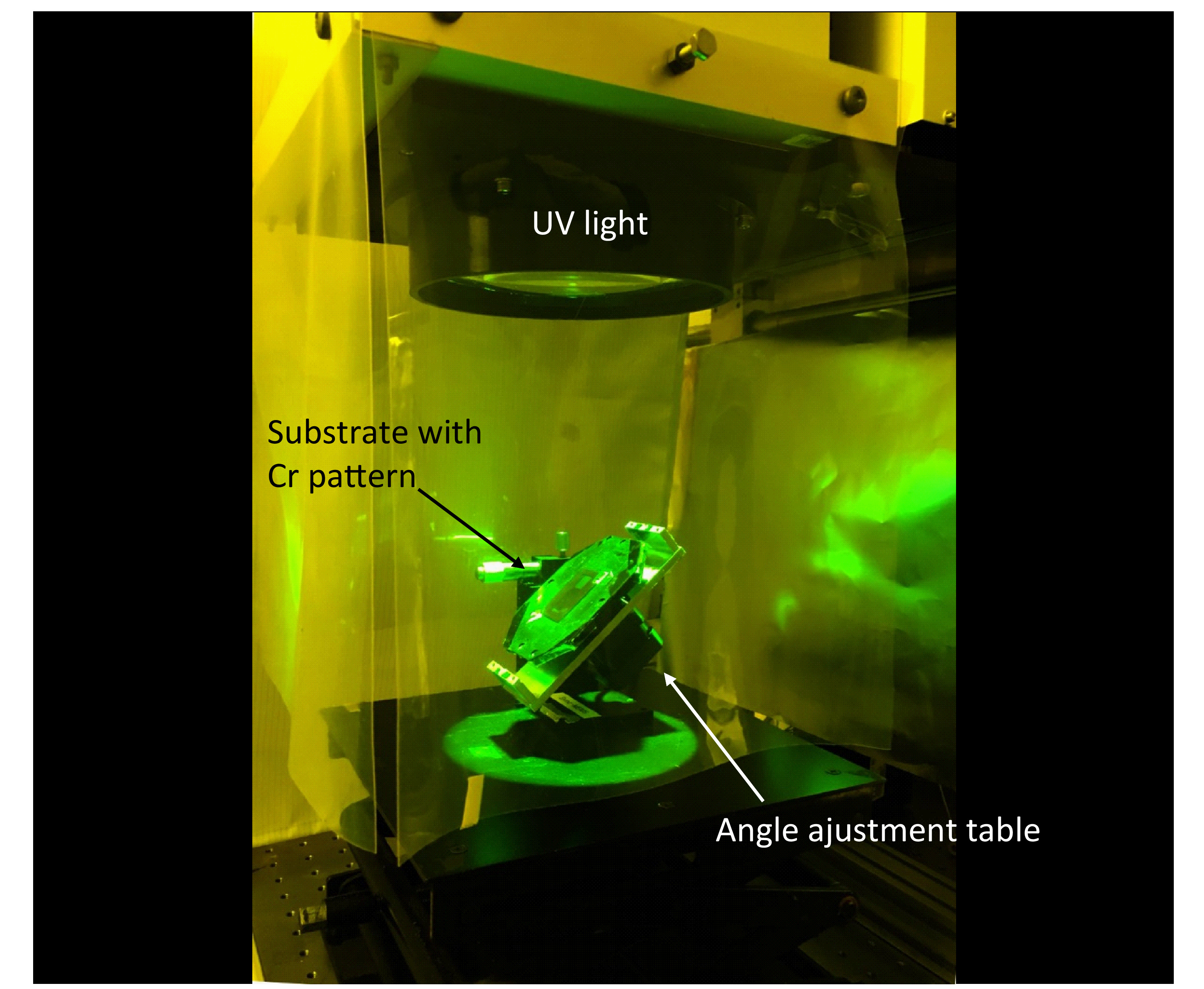{kind=link}

Рисунок 3: схема предлагаемой пьезоэлектрический вибрации энергии комбайн с 3D отверстиями основная структура и процесс изготовления комбайна. Процесс изготовления можно разделить на 3 секции: ()-(d) представляют собой процесс изготовления 3D-сетку структуры, (e) - (g) представляют собой подготовку PVDF фильма на стеклянной подложке и (h)-(j ) представляют собой процесс склеивания сформировать биморфного консольные. (Эти показатели публикуются под золото открытого доступа, Creative Commons лицензии и были изменены [21].) Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.
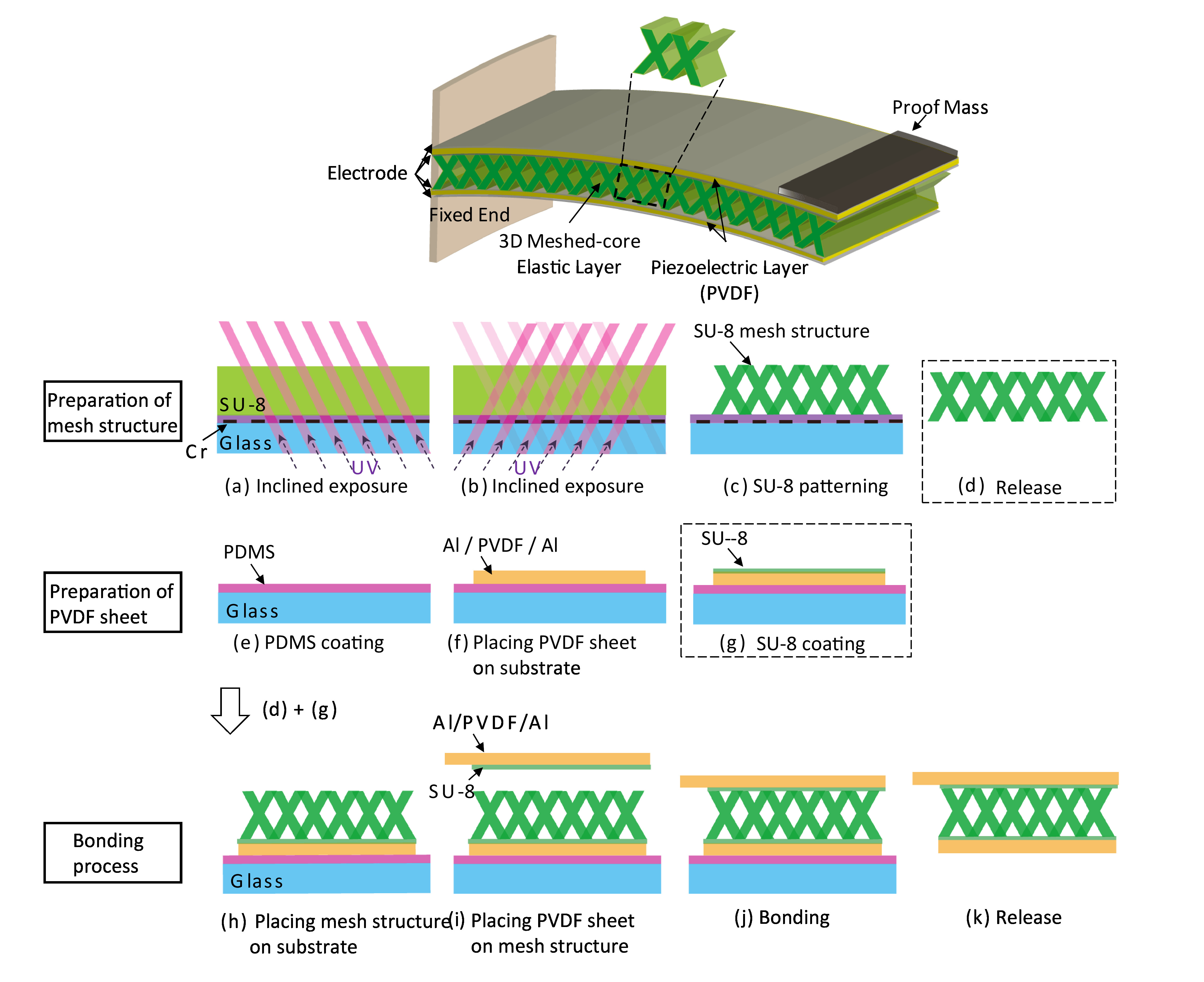{kind=link}

Рисунок 4: () фотография сфабрикованные биморфного отверстиями core вибрации энергии комбайн, (b) поперечного сечения оптические изображения 3D отверстиями основные структуры, (c) и (d) SEM изображения Су-8 отверстиями основной эластичный слой. (Эти показатели публикуются под золото открытого доступа, Creative Commons лицензии и были изменены [21].) Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.
{kind=link}

Рисунок 5: (a) синусоидального выходного напряжения сопротивление нагрузки под каждое условие резонанса (зацепление основных 18.7 Гц, твердое ядро 22.2 Гц) и (b) максимальная выходная мощность как в зависимости от частоты вибрации при оптимальной нагрузки (отверстиями core 17 MΩ, твердое ядро 13 MΩ) и ускорение 0,2 Г. (Эти показатели публикуются под золото открытого доступа, Creative Commons лицензии и были изменены [21].) Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.
{kind=link}
Обсуждение
Успешное изготовление 3D-сетку структуры и предлагаемых биморфного Вег, описанных выше на основе четырех критических и отличительные шагов.
Первым важным шагом является обработка с использованием задней склонны экспозиции. В принципе это возможно для изготовления сетки структуры по наклонной воздействия от верхней поверхности с использованием метода контактной литографии. Однако зад экспозиции представляет более точные точность обработки, чем Контактная литографии и дефектов во время разработки, реже встречаются28,29. Это потому, что разрыв между photomask и фоторезиста может возникнуть вследствие волнистости поверхности фоторезиста. Следовательно дифракция света происходит и точность обработки снижается из-за разрыва. Таким образом в этом исследовании, мы сфабрикованы сетка структуру с помощью метода воздействия зад наклонные. Кроме того измеренное значение структурной угла структуры сфабрикованные сетки находится около 65°, с 1% ошибок по сравнению с дизайном значение 64 °. От результата мы заключаем, что это целесообразно применять метод воздействия зад наклонные для изготовления сетки структуры.
Вторым важным шагом является процесс развития Су-8. Если разработка возникает неисправность, сетка структура теряет гибкость. Для разработки толстых фильм Су-8, обычно используется 10-15 мин. Однако это время недостаточно для разработки структуры 3D-сетки. 3D Сетка структура отличается от 2D шаблон сфабрикованы фотолитографии, потому что она имеет много внутренних пустот внутри мембраны. Если время короткий, развития не прогресс в глубь структуры сетки, вызывая отказ кучность. Именно поэтому, необходимо применять относительно долгий период разработки, 20-30 мин32. Если требуются тонкие узоры, даже больше время может оказаться необходимым. Однако в то время, мы должны рассмотреть опухоль, вызванная долгое время развития33.
Далее метод эксплуатировать подложке PDMS-сформированная в процессе склеивания PVDF кино и Су-8 сетка структура является уникальным. Это позволяет спина покрытие, и в результате, PVDF и Су-8 может легко выполняться с помощью спин покрытием Су-8 тонкий клеевой слой. PVDF и Су-8 может тычковой, даже с помощью коммерчески доступных мгновенного клея. Однако клей материал затвердевает, после того, как клей затвердевает. Кроме того трудно образуют тонкую пленку с мгновенными клей. Если толщина мгновенного клея больше, он будет увеличить жесткость всего устройства. Увеличение жесткости приводит к увеличению частоты резонанса (то есть, он предотвращает снижение частоты резонанса, который является главной целью этого исследования). С другой стороны используя Су-8 тонкопленочных формируется спин покрытие как адгезионный слой не влияет на значительно увеличение жесткости потому что сформированные фильм Су-8 является тонким. Кроме того как структура сетка изготовлена из Су-8, это возможно для увеличения прочности сцепления, используя тот же материал для адгезии слоя. Вот почему адгезии Су-8 имеет достаточно слипчивая прочность склеивания структуру сетки Су-8 и PVDF фильмов. Кроме того с точки зрения воспроизводимость устройства, было бы полезно использовать Су-8 тонкопленочных как адгезионный слой, как фильм постоянной толщины могут быть реализованы путем отжима, покрытие фильм формирования.
В-четвертых отличает метод покрытия Су-8. Мы выбрали метод многослойное покрытие спрей для толстых фильм Су-8. Хотя это возможно сформировать густой фильм спин покрытие, большой волнистости поверхности происходит, и трудно равномерно пальто фильм34. С другой стороны с помощью метода многослойного покрытия спрей уменьшает волнистость и подавляет ошибка толщины пленки в субстрат34. В частности внимание необходимо уделять на большой волнистость потому что когда толщина структуры 3D Сетка становится неравномерным, вибрационные характеристики и жесткость устройства меняется, частично увеличение или уменьшение толщины.
В принципе как фотолитографии использует ультрафиолетовый свет, fabricable формы ограничены. Это правда, что мы можем изготовить сложные структуры, такие как 3D-сетку структуры с помощью наклонных экспозиции. Однако трудно сформировать35,36произвольной формы, такие как трехмерная структура с изогнутой формы в направлении толщины пленки. 3D печать может производить произвольные трехмерные формы, и дизайн является гибким. Однако пропускная способность изготовления является низким, и точность обработки и массового производства уступают фотолитографии. Таким образом это не подходит для изготовления конструкций с тонкой структуры в короткое время. Кроме того обработка 3D CAD данных необходима, и она требует времени для создания 3D-модели. С другой стороны в случае фотолитографии, особенно в методе наклонных экспозиции, CAD данных, необходимых для photomask двумерной, и дизайн является относительно легко. Например ориентированный дизайн для 3D-сетку структуры является только 2D линии и пространства модели, как показано на рисунке 3. Учитывая эти факты, в этом исследовании мы использовали технику 3D литографии разработать гибкие 3D Сетка структуру.
В этом исследовании мы сфабрикованы структуру гибкие 3D-сетки и применил его на эластичный слой биморфного консольные типа Вег с целью снижения резонансной частоты и повышение выходной мощности. Поскольку предлагаемый метод полезен в снижении частоты резонанса, будет полезным для вибрации энергии комбайн предназначен для низкочастотных приложения как носимых устройств, мониторинга датчиков для общественных зданий и мост, бытовой и т.д. Объединив трапециевидную форму, форму треугольника и оптимизации толщины, которая ранее предложенные в другие документы по37,,3839можно ожидать дальнейшее повышение выходной мощности.
Раскрытие информации
У нас есть ничего не разглашать.
Благодарности
Это исследование было частично поддерживается JSP-страницы науки исследовательский грант JP17H03196, JST PRESTO Грант номер JPMJPR15R3. Поддержка от МПКСНТ нанотехнологии платформы проекта (в университете Токио микротехнологий платформа) для изготовления фотошаблонов с благодарностью.
Материалы
| Name | Company | Catalog Number | Comments |
| SU-8 3005 | Nihon Kayaku | Negative photoresist | |
| KF Piezo Film | Kureha | Piezoelectric PVDF film, 40 mm | |
| Vibration Shaker | IMV CORPORATION | m030/MA1 | Vibration Shaker |
| Spray coater | Nanometric Technology Inc. | DC110-EX | |
| Sputtering equipment | Canon Anelva Corporation | E-200S | |
| PDMS | Dow Corning Toray Co. Ltd | SILPOT 184 W/C | Dimethylpolysiloxane |
| Spin coater | MIKASA Co. Ltd | 1H-DX2 | |
| Digital oscilloscope | Teledyne LeCroy Japan Corporation | WaveRunner 44Xi-A | |
| SEM | JEOL Ltd. | JCM-5700LV | |
| Digital microscope | Keyence Corporation | VHX-1000 |
Ссылки
- Karim, F., Zeadally, S. Energy harvesting in wireless sensor networks A comprehensive review. Renewable and Sustainable Energy Reviews. 55, 1041-1054 (2016).
- Wei, C., Jing, X. A comprehensive review on vibration energy harvesting: Modelling and realization. Renewable and Sustainable Energy Reviews. 74, 1-18 (2017).
- Priya, S., et al. A Review on Piezoelectric Energy Harvesting: Materials, Methods, and Circuits. Energy Harvesting and Systems. 4 (1), 3-39 (2017).
- Arroyo, E., Badel, A., Formosa, F., Wu, Y., Qiu, J. Comparison of electromagnetic and piezoelectric vibration energy harvesters: Model and experiments. Sensors and Actuators, A: Physical. 183, 148-156 (2012).
- Inoue, S., et al. A Fluidic Vibrational Energy Harvester for Implantable Medical Device Applications. IEEJ Transactions on Sensors and Micromachines. 137 (6), 152-158 (2017).
- Sano, C., Mitsuya, H., Ono, S., Miwa, K., Toshiyoshi, H., Fujita, H. Triboelectric energy harvesting with surface-charge-fixed polymer based on ionic liquid. Science and Technology of Advanced Materials. 19 (1), 317-323 (2018).
- Tsutsumino, T., Suzuki, Y., Kasagi, N., Sakane, Y. Seismic Power Generator Using High-Performance Polymer Electret. Int. Conf. MEMS'06. 06, 98-101 (2006).
- Arakawa, Y., Suzuki, Y., Kasagi, N. Micro Seismic Power Generator Using Electret Polymer Film. The Fourth International Workshop on Micro and Nanotechnology for Power Generation and Energy Conversion Applications Power MEMS 2004. , 37-38 (2004).
- Kim, S. G., Priya, S., Kanno, I. Piezoelectric MEMS for energy harvesting. MRS Bulletin. 37 (11), 1039-1050 (2012).
- Rocha, J. G., Gonçalves, L. M., Rocha, P. F., Silva, M. P., Lanceros-Méndez, S. Energy harvesting from piezoelectric materials fully integrated in footwear. IEEE Transactions on Industrial Electronics. 57 (3), 813-819 (2010).
- Chen, D., Chen, K., Brown, K., Hang, A., Zhang, J. X. J. Liquid-phase tuning of porous PVDF-TrFE film on flexible substrate for energy harvesting. Applied Physics Letters. 110, 153902(2017).
- Kim, H. S., Kim, J. H., Kim, J. A review of piezoelectric energy harvesting based on vibration. International Journal of Precision Engineering and Manufacturing. 12 (6), 1129-1141 (2011).
- Aktakka, E. E., Peterson, R. L., Najafi, K. Thinned-PZT on SOI process and design optimization for piezoelectric inertial energy harvesting. Transducers'11. , 1649-1652 (2011).
- Xu, R., et al. Screen printed PZT/PZT thick film bimorph MEMS cantilever device for vibration energy harvesting. Sensors and Actuators, A: Physical. 188, 383-388 (2012).
- Shen, D., et al. Micromachined PZT cantilever based on SOI structure for low frequency vibration energy harvesting. Sensors and Actuators, A: Physical. 154 (1), 103-108 (2009).
- Bin Fang, H., et al. Fabrication and performance of MEMS-based piezoelectric power generator for vibration energy harvesting. Microelectronics Journal. 37 (11), 1280-1284 (2006).
- Lefeuvre, E., Badel, A., Richard, C., Petit, L., Guyomar, D. A comparison between several vibration-powered piezoelectric generators for standalone systems. Sensors and Actuators, A: Physical. 126 (2), 405-416 (2006).
- Ishida, K., et al. Insole pedometer with piezoelectric energy harvester and 2 v organic circuits. IEEE Journal of Solid-State Circuits. 48 (1), 255-264 (2013).
- Qi, Y., Kim, J., Nguyen, T. D., Lisko, B., Purohit, P. K., Mcalpine, M. C. Enhanced Piezoelectricity and Stretchability in Energy Harvesting Devices Fabricated from Buckled PZT Ribbons. Nano Letters. 11 (3), 1331-1336 (2011).
- Dagdeviren, C., et al. Conformal piezoelectric systems for clinical and experimental characterization of soft tissue biomechanics. Nature Materials. 14 (7), 728-736 (2015).
- Tsukamoto, T., Umino, Y., Shiomi, S., Yamada, K., Suzuki, T. Bimorph piezoelectric vibration energy harvester with flexible 3D meshed-core structure for low frequency vibration. Science and Technology of Advanced Material. 19 (1), 660-668 (2018).
- Bayrashev, A., Parker, A., Robbins, W. P., Ziaie, B. Low frequency wireless powering of microsystems using piezoelectric-magnetostrictive laminate composites. TRANSDUCERS 2003 - 12th International Conference on Solid-State Sensors, Actuators and Microsystems, Digest of Technical Papers. 2, 1707-1710 (2003).
- Yildirim, T., Ghayesh, M. H., Li, W., Alici, G. A review on performance enhancement techniques for ambient vibration energy harvesters. Renewable and Sustainable Energy Reviews. 71, 435-449 (2017).
- Karami, M. A., Inman, D. J. Electromechanical modeling of the low-frequency zigzag micro-energy harvester. Journal of Intelligent Material Systems and Structures. 22 (3), 271-282 (2011).
- Liu, H., Lee, C., Kobayashi, T., Tay, C. J., Quan, C. Piezoelectric MEMS-based wideband energy harvesting systems using a frequency-up-conversion cantilever stopper. Sensors and Actuators, A: Physical. 186, 242-248 (2012).
- Ramadan, K. S., Sameoto, D., Evoy, S. A review of piezoelectric polymers as functional materials for electromechanical transducers. Smart Materials and Structures. 23 (3), 033001(2014).
- Sharma, T., Je, S. S., Gill, B., Zhang, J. X. J. Patterning piezoelectric thin film PVDF-TrFE based pressure sensor for catheter application. Sensors and Actuators, A: Physical. 177, 87-92 (2012).
- Lee, J. B., Choi, K. H., Yoo, K. Innovative SU-8 lithography techniques and their applications. Micromachines. 6 (1), 1-18 (2015).
- Kim, K., et al. A tapered hollow metallic microneedle array using backside exposure of SU-8. Journal of Micromechanics and Microengineering. 14 (4), 597-603 (2004).
- Vaezi, M., Seitz, H., Yang, S. A review on 3D micro-additive manufacturing technologies. International Journal of Advanced Manufacturing Technology. 67 (5-8), 1721-1754 (2013).
- Gates, B. D., Xu, Q., Stewart, M., Ryan, D., Willson, C. G., Whitesides, G. M. New approaches to nanofabrication: Molding, printing, and other techniques. Chemical Reviews. 105 (4), 1171-1196 (2005).
- Zhang, J., Tan, K. L., Gong, H. Q. Characterization of the polymerization of SU-8 photoresist and its applications in micro-electro-mechanical systems (MEMS). Polymer Testing. 20 (6), 693-701 (2001).
- Chuang, Y. J., Tseng, F. G., Lin, W. K. Reduction of diffraction effect of UV exposure on SU-8 negative thick photoresist by air gap elimination. Microsystem Technologies. 8 (4-5), 308-313 (2002).
- Akamatsu, M., Terao, K., Takao, H., Shimokawa, F., Oohira, F., Suzuki, T. Improvement of coating uniformity for thick photoresist using a partial spray coat. The 7th Annual IEEE International Conference on Nano/Micro Engineered and Molecular Systems (IEEE-NEMS2012). , W3P-33 (2012).
- Ingrole, A., Hao, A., Liang, R. Design and modeling of auxetic and hybrid honeycomb structures for in-plane property enhancement. Materials and Design. 117, 72-83 (2017).
- Schubert, C., Van Langeveld, M. C., Donoso, L. A. Innovations in 3D printing: A 3D overview from optics to organs. British Journal of Ophthalmology. 98 (2), 159-161 (2014).
- Muthalif, A. G. A., Nordin, N. H. D. Optimal piezoelectric beam shape for single and broadband vibration energy harvesting: Modeling, simulation and experimental results. Mechanical Systems and Signal Processing. 54, 417-426 (2015).
- Tai, W. C., Zuo, L. On optimization of energy harvesting from base-excited vibration. Journal of Sound and Vibration. 411, 47-59 (2017).
- Song, J., Zhao, G., Li, B., Wang, J. Design optimization of PVDF-based piezoelectric energy harvesters. Heliyon. 3 (9), e00377(2017).
Перепечатки и разрешения
Запросить разрешение на использование текста или рисунков этого JoVE статьи
Запросить разрешениеThis article has been published
Video Coming Soon
Авторские права © 2025 MyJoVE Corporation. Все права защищены