
Method Article
Eklem Değerlendirmesi için Çatlak Yayılımının Mekanoluminesan Görselleştirilmesi
Bu Makalede
Özet
Bu çalışmada, yapışkan eklem değerlendirme testi sırasında çatlak yayılımını ve mekanik davranışı izlemek için mekanoluminesan (ML) görselleştirmenin kullanımını açıklayan bir protokol sunulmuştur.
Özet
Bu çalışmada, yapışkan derzleri değerlendirmek için çatlak yayılımının mekanoluminesan (ML) ve mekanik davranışın görüntülenmesine yönelik yöntemler gösterilmekte ve açıklanmaktadır. İlk adım numune hazırlamayı içeriyordu; yapışkan derz numunelerinin yüzeyine ML boya uygulamak için bir hava spreyi kullanıldı. Ölçüm koşullarını incelemek için ML sensörünün performansı açıklanmıştır. Çift konsollu kiriş (DCB) testi ve bir kucak kesme (LS) testi sırasında ML algılamanın sonuçları, yapıştırıcıları değerlendirmek için en sık ve yaygın olarak kullanılan yöntemler olduğu için gösterilmiştir. Başlangıçta, çatlak ucunu ve gerinim / stres dağılımını ve konsantrasyonunu doğrudan ölçmek zordu, çünkü çatlak ucu çok küçüktü ve gerinimin etkileri gözlenemedi. Mekanik test sırasında mekanoluminesans, çatlak yayılımı ve mekanik davranış, yapıştırıcı değerlendirmesi sırasında ML paterni aracılığıyla görselleştirilebilir. Bu, çatlak uçlarının kesin konumunun ve yapısal arıza ile ilgili diğer mekanik davranışların tanınmasını sağlar.
Giriş
Mekanoluminesan (ML) algılama malzemeleri, mekanik uyaranlar altında tekrar tekrar yoğun ışık yayan fonksiyonel seramik tozlarıdır. Bu fenomen, elastik deformasyon 1,2,3,4 bölgelerinde bile gözlenir. Bir yapının yüzeyine dağıldığında, bireysel ML parçacıkları hassas mekanik sensörler olarak işlev görür ve iki boyutlu (2D) ML paterni dinamik gerinim dağılımını yansıtır. ML emisyon paterni, gerinim dağılımı 2,3,4,5,6,7,8,9,10,11,12'nin mekanik bir simülasyonunu sunar (Şekil 1A).
Şekil 1B'de gösterildiği gibi, ML sensörleri, son zamanlarda gelişmiş hafif yapısal malzemelerden (örneğin, yüksek çekme dayanımlı çelik5,6, alüminyum, karbon fiber takviyeli plastik [CFRP]7), hasar toleransı tasarımı8 için yapışkan bağlantı içeren kupon test numunelerini kullanarak elastik, plastik ve imha işlemlerinde iki boyutlu (2D) ve üç boyutlu (3D) dinamik mekanik davranışları görselleştirmek için uygulanmıştır. 9,10,11 ve ürün bileşenleri (örneğin, katlanabilir telefonlar için dişli ve esnek elektronik dosyası 12 ve bilgisayar destekli mühendisliği [CAE] doğrulamak için kullanılan karmaşık yapıştırıcı ve / veya kaynak bağlantıları laboratuvar düzeyinde test 2,8,9,10,11 ile sonuçlanır ). Ek olarak, ML sensörleri, çatlak yayılımını veya yapısal bozulmaya yol açan bir gerinim konsantrasyonu olasılığını tespit etmek için binaların ve köprülerin yapısal sağlık izlemesi (SHM) 2,6,13, interlaminar katmanlarda iç çatlak yayılımının izlenmesi 7,9, yüksek basınçlı hidrojen kaplarının ömrünün tahmini gibi pratik uygulamalarda başarıyla kullanılmıştır. 9, titreşim modu14'te darbe dalgası yayılımını veya uyarılmasını görselleştirmek için hareketliliğin darbe testleri ve kazanma şansını artırmak için uygun fiziksel ayarları belirlemek için spor aletlerinin görsel olarak algılanması. Protokolde, yapışkan eklem değerlendirme testi sırasında çatlak yayılımını ve ardından mekanik davranıştaki değişiklikleri izlemek için ML görselleştirme seçildi.
Bu temayı seçmenin birkaç nedeni vardır. İlk sebep, son yıllarda yapışkan derzlerin öneminin önemli ölçüde artmasıdır. Son zamanlarda, önemli CO2 azaltma ve enerji tasarrufu ihtiyacı nedeniyle, otomobiller, uçaklar ve trenler gibi mobilite ve ulaşım endüstrilerinde çeşitli hafif malzemeler geliştirilmiş ve uygulanmıştır. Bu eğilimin bir parçası olarak, yapıştırıcı teknolojisi, çok malzemeli bir stratejide farklı hafif malzemelerin (farklı malzeme bağlantıları) serbestçe birleştirilmesi için anahtar bir teknoloji olarak önem kazanmıştır15. Ayrıca, özellikle farklı malzemelerde yapışma mukavemetini belirlemek için ML görselleştirme yöntemi, çeşitli uluslararası standartlar16,17,18,19,20 tarafından önerilmiştir. Yapışkan mukavemetinin değerlendirilmesi esasen yıkıcı bir testtir ve elde edilen yapışkan mukavemet esas olarak iki tipte sınıflandırılabilir: (1) yük uygulaması sırasında çatlak yayılımının konumu kullanılarak belirlenen kırılma tokluğu enerjisi (Gc) ve (2) yapışkan eklemin kopmasındaki yük kullanılarak belirlenen yapışkan mukavemeti. Çift konsollu kiriş (DCB) testi ve tek tur kesme (LS) testi, sırasıyla kırılma tokluğu ve yapışkan mukavemetinin temsili değerlendirme yöntemleri olmasına ve dünya çapında en sık kullanılan yapışkan test yöntemlerini temsil etmesine rağmen 15,16,17,18,19,20 , çatlak ucu gerilme/gerinim dağılımını ayırt etmek için çok küçük. Bu nedenle, kırılma tokluğu enerjisi (Gc) değeri oldukça dağınıktır. Yapıştırıcıları ve sektördeki diğer bireyleri inceleyen araştırmacıların önerileri sonucunda, yapışkan eklem değerlendirme testisırasında çatlak yayılımını ve ardından mekanik davranıştaki değişiklikleri izlemek için mekanoluminesan (ML) görselleştirme araştırılmıştır 8,9,10,11,21 . Bu protokolde bu temayı seçmenin ikinci nedeni, çatlak yayılımı sırasında ML noktasında yoğun mekanoluminesans üreten çatlak ucunda stres / gerinimin yüksek oranda yoğunlaşmasıdır ve bu, çeşitli ML test uygulamaları arasında potansiyel olarak en kullanıcı dostu metodolojidir. Ek olarak, bu yöntem numune hazırlama ve yüksek verimli ML malzemelerde ileri düzeyde deneyim olmadan kullanılabilir.
Bu nedenle, bu çalışmada, Şekil 2'de gösterildiği gibi, yapışkan eklem değerlendirme testi sırasında çatlak yayılımını ve ardından mekanik davranıştaki değişiklikleri izlemek için ML görselleştirme protokolü açıklanmaktadır.
Protokol
Bu çalışma DCB örnekleri kullanılarak gerçekleştirilmiştir. DCB, çatlak büyümesi ve kırılma mekaniği16,17,18'i incelemek için sıklıkla kullanılan standart bir test örneğidir.
1. Test numunesinin hazırlanması
- ML boya uygulamasından önce yüzey ön işlemi gerçekleştirin (bkz. Test numunesi yüzeyini (kullanıcının ML boyasını püskürtmek istediği) yüzey yağını almak için izopropil alkol (IPA) veya etanol gibi bir çözücü ile silin.
- Aşağıdaki adımları izleyerek ML boyasını hazırlayın ve uygulayın.
- SrAl 2 O4:Eu 2+ ML malzeme ve 3,1 g kürleme reaktifi de dahil olmak üzere ML boya için20 g ana epoksireaktifini tartın (Malzeme Tablosuna bakınız) ve bunları 100 mPa·s viskozite elde etmek için bir ölçüm kabında toluen ve etil asetat gibi organik bir çözücü ile karıştırın.
- ML boyayı DCB numunesinin yüzeyine bir hava spreyi veya sprey kabı kullanarak püskürterek uygulayın (Şekil 3).
- Numuneyi oda sıcaklığında gece boyunca yavaş yavaş kurulayın.
NOT: ML boya, ML ve polimer reçineleri karıştırılarak hazırlanmıştır. Ticari ML boyaların aksine ML malzemeler 1,2,3,4 ve polimer malzemeler kullanılabilir. Bununla birlikte, bu çalışmadaki protokol, iyi performans sağlamak için ticari ML boya veya sprey kutuları (Şekil 3'te gösterildiği gibi) kullanılarak tanımlanmıştır. ML malzemenin içerik oranı verimliliğe bağlı olsa da, ML boya 22'deki içerik oranı olarak ML malzemesinin ağırlıkça %25'i veya ağırlıkça %50'sinden fazlası seçilmiştir. Adım 1.2.1'de tanımlanan viskozite,bir viskozimetre 8,9 kullanılarak değerlendirilmiştir (bakınız Malzeme Tablosu).
- İşlemden sonra, numune üzerine püskürtülen ML boyayı 80 °C'de 1 saat boyunca ısıtarak numuneyi kürleyin.
NOT: İşlem sonrası koşullar, ML boyanın reçinesini kürlemek için uygun olan ve test parçasını ve yapıştırma performansını etkilemeyen koşullar aralığında olmalıdır. - Kalite onayı gerçekleştirin.
- Püskürtülen ML boyanın yüzeyde kabaca düzgün olduğunu onaylayın.
- Bir mikroskop veya kaplama kalınlığı ölçer8 kullanarak yaklaşık 50-100 μm'lik bir kalınlık sağlayın (Şekil 4).
NOT: Düşük kalınlık, ML epoksi reaktifinde yük dağılımını önlemek için uygundur. Püskürtülen ML boyanın homojenliği, yapışkan testi için ML görselleştirmeyi kullanmak için gereklidir, çünkü yüksek stres konsantrasyonu nedeniyle çatlak ucunda yoğun mekanoluminesans gözlenebilir. Bu nedenle, püskürtülen ML boya, adım 1.4.1'de "kabaca tekdüze" olarak ifade edilir.
2. DCB testi için ML ölçümü
- ML ölçümüne yönelik deneysel kurulum için aşağıdaki adımları gerçekleştirin.
- ML boya püskürtülmüş numuneyi, Şekil 5A'da gösterildiği gibi, DCB testi16,17,18 için özel bir zig (Malzeme Tablosuna bakınız) kullanarak mekanik test makinesine monte edin.
NOT: DCB test numuneleri, DCB testleri16,17,18 için uluslararası standartlara uygun olmalıdır. - Test numunesinin her yüzeyinin önüne, kameraları (CCD, şarj bağlantılı bir cihaz veya bir CMOS, tamamlayıcı metal oksit yarı iletkeni; Malzeme Tablosuna bakınız) izlenecek çatlak ucunun konumuna bakacak şekilde yerleştirin 8,9,10,11,12 (Şekil 5B ). Mekanik testin tahmini ölçüm süresi boyunca son ışımayı (AG) kaydedebildiğinden emin olmak için kamera koşullarını kontrol edin.
NOT: Dört yönlü bir kamera sistemi, numunenin tüm yönleri için zorunlu olmasa da, kamera sayısı, kullanıcının odaklanmak ve kaydetmek istediği numunenin yüzüne bağlıdır.
- ML boya püskürtülmüş numuneyi, Şekil 5A'da gösterildiği gibi, DCB testi16,17,18 için özel bir zig (Malzeme Tablosuna bakınız) kullanarak mekanik test makinesine monte edin.
- DCB testinde ML gözlemi gerçekleştirin.
- Karanlık koşulları sağlamak için çevreyi ayarlayın.
- Kamera kayıt koşullarını ayarlayın: kayıt hızı = saniyede 1 veya 2 kare (fps); maruz kalma süresi = 0,5 s veya 1 sn; ve kazanç = maksimum.
- ML boya püskürtülmüş DCB numunesini, 1 dakika boyunca her kamera yönünden mavi bir LED ( Malzeme Tablosuna bakın) kullanarak uyarma için 470 nm mavi ışıkla ışınlayın.
- Mavi ışık ışınlamasını bitirmeden önce kamera kaydını 5 s başlatın.
- Son parıltının yerleşmesini sağlamak için karanlık durumda 1 dakika bekleyin.
NOT: Kapanma süresi, ML algılama malzemesinin ve kameranın türüne göre, özellikle kaydedilen filmlerdeki mekanoluminesans ve son ışıma yoğunluklarının dengesi ile ilgili olarak değiştirilebilir. - ML görüntüsünü elde etmek için yükleme hızı 1 mm/dak olan bir mekanik test makinesi kullanarak16,17,18 mekanik yük uygulayın (Şekil 5C ve Film 1).
- Çatlak uzunluğunu (a), ML boya püskürtülen numunede (Film 1) çatlak yayılımı sırasında ML noktasından belirlenen çatlak ucu pozisyonu hakkındaki bilgileri kullanarak, kırılma tokluğunu, G1c (kJ/m2), Denklem 1 8,9,16,17,18 değerini elde etmek için hesaplayın.
NOT: (Denklem 1)
(Denklem 1)
burada 2 H, DCB numunesinin kalınlığını (mm), B, numunenin genişliğini, λ, çatlak açma yer değiştirmesi (COD) uyumluluğunu (mm / N), Pc yükü (N) ve α 1, (a / 2H) ve (B / λ) 1/3'ün eğimini gösterir.
3. Tur kesme (LS) testi için ML ölçümü
- ML ölçümleri için deneysel kurulum için, ML boya püskürtülmüş LS örneğini, Şekil 6A'da gösterildiği gibi mekanik bir test makinesi 19,20'ye monte edin.
- Test numunesinin her yüzeyinin önüne kameralar (bir CCD veya CMOS kamera), izlenecek çatlak ucunun konumuna bakacak şekilde yerleştirin (Şekil 6A).
NOT: LS test numuneleri, LS testi19,20 için uluslararası standartlara uygun olmalıdır. Farklı malzeme bağlantıları durumunda, LS numunelerinin dört yüzeyinin her birinde farklı gerinim dağılımları görünecektir. Bu nedenle, Şekil 6A'da gösterildiği gibi, dört yüzeyin her birinde, her bir kamera ile her yüzeye 45° açıyla iki yüzey yakalamak için dört yönlü bir kamera sistemi veya en az iki yönlü bir kamera sistemi kullanılması önerilir. - ML gözlemini tur kesme (LS) testinde gerçekleştirin.
- Karanlık koşulları koruyun.
- Kamera kayıt koşullarını ayarlayın: kayıt hızı = 10-50 fps; maruz kalma süresi = 0,02 s veya 0,1 sn; kazanç = maksimum.
- ML boya püskürtülmüş DCB örneğini, 1 dakika boyunca her kamera yönünden mavi bir LED kullanarak uyarma için 470 nm mavi ışıkla ışınlayın.
- Mavi ışık ışınlamasını bitirmeden önce kamera kaydını 5 s başlatın.
- Son parıltının yerleşmesi için karanlık durumda 30 s bekleyin.
NOT: Kapanma süresi, özellikle kaydedilen filmlerdeki mekanoluminesans dengesi ve son parlama yoğunlukları ile ilgili olarak, kullanılan ML algılama malzemesine ve kameraya göre değiştirilebilir. - ML görüntülerini elde etmek için1-5 mm/dak yükleme hızına sahip bir mekanik test makinesi kullanarak 19,20 mekanik yük uygulayın (Şekil 6B ve Film 2).
4. ML ölçümü ve veri analizi için bilgiler
- ML testinden önce uyarma işlemi gerçekleştirin.
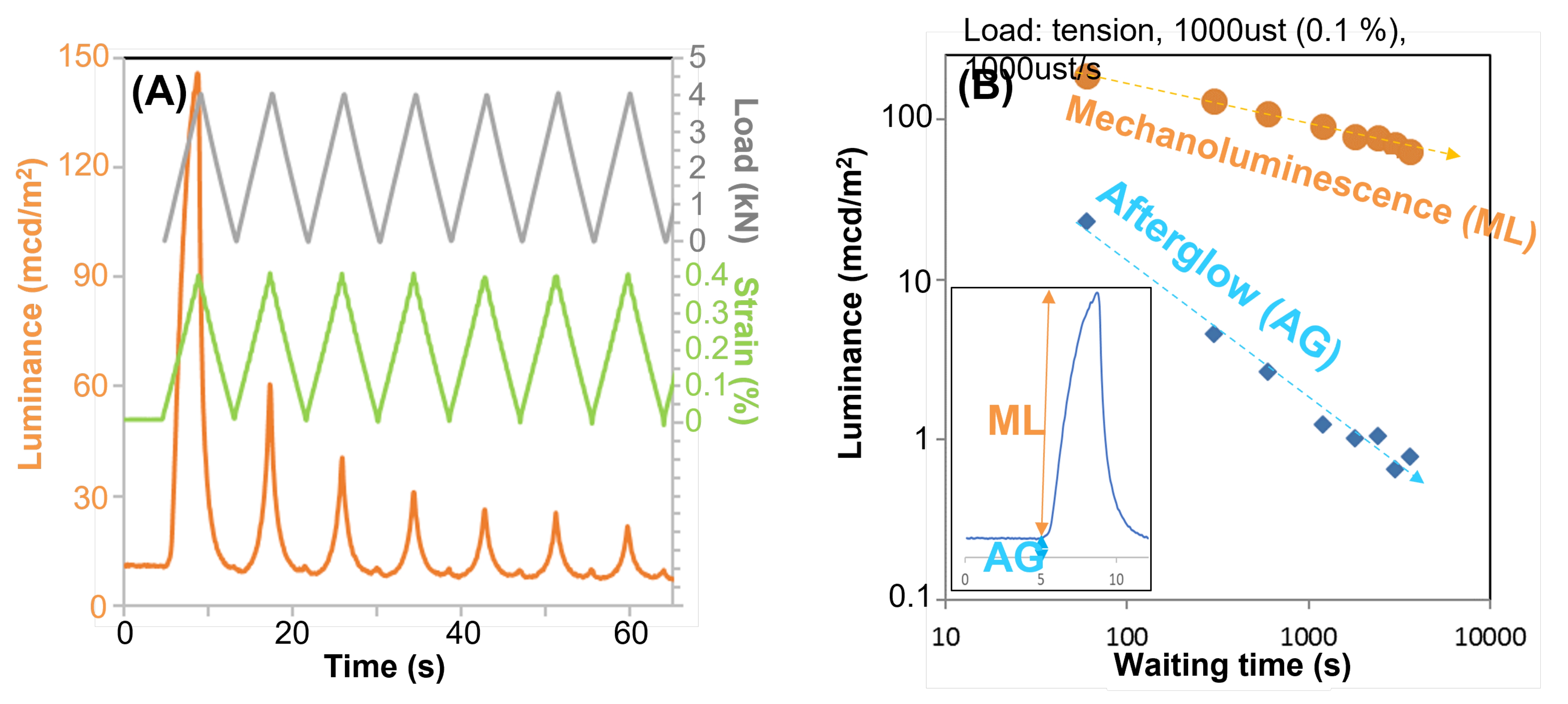
- ML yoğunluğu gerinim enerjisiyle orantılı olmasına rağmen, ML yoğunluğu Şekil 7A'da gösterildiği gibi 2,3,6,12 yük döngülerine göre kademeli olarak azalır. Bu nedenle, adım 2.2.3 ve adım 3.2.3'te belirtildiği gibi tekrarlanabilir ML sonuçları oluşturmak için ML testinden önce uyarma gerçekleştirin.
- Yüksek ML/AG oranı için bekleme süresini seçin.
NOT: ML sensörü, uyarıldıktan sonra son ışımayı (AG) uzun süre kalıcı fosfor olarak gösterir ve Şekil 7B'de gösterildiği gibi yük uygulaması anındaki mekanoluminesansı gösterir.- ML/AG oranının (ML indeksi olarak adlandırılır) yeterince yüksek olduğundan emin olmak için uyarma sonrası bekleme süresini ve kamera koşullarını seçin (adım 2.2.4 ve adım 3.2.4'te belirtildiği gibi), çünkü son ışıma ML modeline (yani ölçüm sinyaline) karşı temel gürültü olarak işlev görür2,3,4.
- En yüksek ML noktasını belirleyin.
- En yüksek ML noktasına sahip konumu çatlak ucu 8,9 olarak tanıyarak çatlak ucunun konumunu belirleyin.
NOT: En yüksek ML noktası, Ek Şekil 1'de gösterildiği gibi görsel inceleme, görüntü işleme yazılımı, otomatik izleme sistemi ve ML filmi ile belirlenebilir.
- En yüksek ML noktasına sahip konumu çatlak ucu 8,9 olarak tanıyarak çatlak ucunun konumunu belirleyin.
- ML kontur görüntüsü oluşturun.
- ML noktalarının ve desenlerinin ayırt edilmesi zorsa, Şekil 8'de gösterildiği gibi bir ML kontur görüntüsü oluşturun ve ML ham görüntülerini ImageJ gibi bir görüntü işleme yazılımı kullanarak dönüştürerek ML desenlerini kullanın (bkz.
Sonuçlar
DCB ve LS testi sırasında ML görüntüleri ve filmler sırasıyla iki yönlü ve dört yönlü kameralar kullanılarak toplandı.
Şekil 5C , ML görüntülerini ve filmlerini yan görünümde gösterir ve bu da çatlak ucunu tanımak için kullanılabilir. Ayrıca, üstten görünümün, DCB testi sırasında çatlak yayılma süresindeki arıza önünü yansıttığı gösterilmiştir. Bu durumda, yapışkanlar kumlanmış alüminyumdu (A5052, Malzeme Tablosuna bakınız), yapıştırıcı epoksi yapıştırıcının iki bileşeninden oluşuyordu ve geometri uluslararası standartlara uygundu. Yan görünümdeki ML davranışları ile ilgili olarak, bu noktada gerinim konsantrasyonu nedeniyle ilk çatlak pozisyonunda yoğun mekanoluminesans gözlenmiştir. Daha sonra, çatlak ucunu yansıtan ML noktasının hareketi, çatlak yayılma zamanında yapışkan tabaka üzerinde gözlenmiştir. DCB testinde ML görüntüleri kullanılarak, çatlak yayılımı sırasında çatlak ucunun konumu tanımlanmış ve adım 2.2.7'de açıklandığı gibi çatlak yayılma uzunluğunu (a) ve ilişkili kırılma tokluğunu, G1c değerini hesaplamak için kullanılmıştır.
Şekil 6B, LS testi sırasında ML kontur görüntülerini ve filmlerini göstermektedir. Görüntüler ve filmler dört yönlü bir kamera sistemi kullanılarak kaydedildi. Bu durumda, yapışkanlar kumlanmış alüminyum (A5052) idi ve yapıştırıcı iki bileşenli bir epoksi yapıştırıcıydı. Şekil 6B , tek turlu yapışkan bağlantının yıkım işlemi sırasındaki mekanik davranış hakkında açıkça bilgi sağlar. Kısacası, yoğun mekanoluminesans ilk olarak yapışkan olarak bağlanmış ve kıvrılmış alanların kenarlarında gözlenmiştir. İkincisi, ML noktaları, ML görüntüsünün sol ve sağ görünümlerinde birlikte görünmek için yapışkan katman boyunca yapışkan kenarlardan merkeze taşındı. Son olarak, merkezdeki iki ML noktasını birleştirdikten sonra, yapışkan tabakadaki merkez noktada yoğun mekanoluminesans gözlendi. LS testindeki ML görüntüleri, simüle edilmesi zor olan yıkım işlemi sırasında yapışkan bağlantıların mekanik davranışını anlamak için kullanılabilir.

Şekil 1: ML sensörünün özellikleri. (A) Delikli paslanmaz çelik bir plaka için çekme yükü altında mekanoluminesans ve Mises gerinim dağılımının sayısal analizi (simülasyon). (B) Mekanik yük, titreşim ve darbe uygulaması altında ürünlerin, yapısal malzemelerin ve 3D baskı malzemelerinin dinamik 2D / 3D mekanik davranışını görselleştirmek için ML görsel algılama örnekleri. "F" harfli oklar, mekanik yük altındaki kuvvetin yönünü gösterir. Bu şeklin daha büyük bir versiyonunu görüntülemek için lütfen buraya tıklayın.
{kind=link}

Şekil 2: Çeşitli uluslararası standartlaştırılmış yapışkan değerlendirme testleri için ML görsel algılama. Bu standartlar, kırılma tokluğu enerjisi (Gc), çekme kesme mukavemeti (TSS), soyulma mukavemeti ve çapraz gerilim mukavemeti (CTS) gibi çeşitli yapışkan mukavemet indekslerini elde etme yöntemlerini açıklamaktadır. Oklar, mekanik yük altındaki kuvvetin yönünü gösterir. Bu şeklin daha büyük bir versiyonunu görüntülemek için lütfen buraya tıklayın.
{kind=link}

Şekil 3: ML sensör boyasının uygulanması . (A) ML boya ve sprey kutularına örnekler ve (B) püskürtme fotoğrafı. Bu şeklin daha büyük bir versiyonunu görüntülemek için lütfen buraya tıklayın.
{kind=link}

Şekil 4: ML boya püskürtülen örneklerin çizimi . (A) Bir DCB örneği ve (B) bir LS örneği. Bu şeklin daha büyük bir versiyonunu görüntülemek için lütfen buraya tıklayın.
{kind=link}

Şekil 5: DCB testi sırasında ML ölçümü . (A) Deney düzeneğinin fotoğrafı ve (B) kamera konumlarının çizimi. (C) DCB testi sırasında ML ölçümü. CAM 1 ve CAM 2, adım 2.1.2'de açıklanan CCD kamerayı gösterir. Oklar, mekanik yük altındaki kuvvetin yönünü gösterir. Bu şeklin daha büyük bir versiyonunu görüntülemek için lütfen buraya tıklayın.
{kind=link}

Şekil 6: LS testi sırasında ML ölçümü. (A) Deney kurulumu ve (B) dört yönlü bir kamera sistemi kullanılarak LS testi sırasında ML ölçümü. Oklar, mekanik yük altındaki kuvvetin yönünü gösterir. Bu şeklin daha büyük bir versiyonunu görüntülemek için lütfen buraya tıklayın.
{kind=link}

Şekil 7: Kullanılan ML sensörünün temel özellikleri . (A) Yük döngüleri boyunca ML yoğunluğu ve (B) mavi LED kullanılarak uyarma sonrası ML ve AG yoğunlukları ve bekleme süresi arasındaki ilişki. İç kısım, zaman-parlaklık eğrisindeki ML ve AG yoğunluklarının tanımını gösterir. Bu şeklin daha büyük bir versiyonunu görüntülemek için lütfen buraya tıklayın.
{kind=link}

Şekil 8: ML görüntülerindeki ML ifadesinin karşılaştırılması . (A) 12 bit gri tonlamalı ham görüntü ve (B) kontur görüntüsü. "F" harfli oklar, mekanik yük altındaki kuvvetin yönünü gösterir. Bu şeklin daha büyük bir versiyonunu görüntülemek için lütfen buraya tıklayın.
{kind=link}
Film 1: DCB testi sırasında ML filmi. Kayıt hızı: 1 fps. Bu Filmi indirmek için lütfen tıklayınız.
Film 2: LS testi sırasında ML filmi. Kayıt hızı: 25 fps. Bu Filmi indirmek için lütfen tıklayınız.
Ek Şekil 1: En yüksek ML yoğunluğuna sahip noktanın konumunu ayırt etme yöntemleri. (A) Görsel inceleme, (B) görüntü işleme yazılımı ve (C) otomatik izleme sistemi. Bu Dosyayı indirmek için lütfen tıklayınız.
Tartışmalar
Yan görünümden gözlenen ML davranışı açısından, ilk çatlağın ucunda gerinim konsantrasyonundan kaynaklanan yoğun mekanoluminesans kaydedildi (Şekil 5C). Daha sonra, ML noktasının hareketi, çatlak yayılma zamanında yapışkan tabaka boyunca gözlendi ve çatlak ucunu yansıttı. Önceki çalışmalarda, mikroskobik gözlemler, en yüksek ML noktasının çatlak ucunun sadece 0-20 μm önünde olduğunu ve çatlak ucu pozisyonu8 için referans olarak kabul edilebileceğini göstermiştir. Geleneksel yöntemde, çatlak ucu görsel muayene ile tanımlanır, ancak bu, bir büyüteç kullanırken bile, çatlak ucunun küçük boyutu nedeniyle önemli miktarda insan hatasına yol açar. Özellikle, DCB testi sırasında çatlak ucunun konumunu işaretlemek için sabır gerekir, bu da özellikle yapısal yapışkan bağlantılar için birkaç dakika gerektirir16,17,18. Bu nedenle, DCB testinde ML görselleştirmesi, çatlak ucunun konumunu otomatik olarak ve daha yüksek hassasiyetle tanımlamak için önemlidir. Daha önce, ML hattının üst görünümdeki konumu ve şeklinin, yapışkan katman9'daki çatlak arızası ön hattı ile senkronize olduğu gösterildi. Bu nedenle, aderansın üst görünümündeki ML algılaması, aderansın dış yüzeyinden gelen iç çatlakların bir göstergesi olarak kullanılmıştır.
Bununla birlikte, bu yöntemin sınırlamaları, karanlık test ortamını ve Şekil 7B'de gösterildiği gibi, DCB testi sırasında birkaç dakika boyunca ML ve AG yoğunluğundaki azalmayı içerir. Bu, sırasıyla çatlak ucunu ve numune geometrisini yansıtan belirsiz bir ML noktasına ve AG desenine yol açar. Bu sınırlamanın üstesinden gelmek için, SrAl 2 O4: Eu2+ ML malzemesini etkilemeyen 850 nm dalga boyundaki ışık gibi kızılötesi ışık, örnek9'un durumunu açıklığa kavuşturmak için DCB testi sırasında DCB örneğini ışınlamak için kullanılmıştır. Alternatif olarak, 470 nm'deki mavi ışık, Şekil 7A'da açıklandığı gibi, DCB testi 2,9 sırasında bile ML ve AG yoğunluklarını geri kazanmak için numuneyi her 5 dakikada bir 1 s veya 10 dakikada bir aydınlatmak için kullanılır.
LS testi sırasında ML kontur görüntüleri ve filmler dört yönlü bir kamera sistemi kullanılarak kaydedildi (Şekil 6C). Bu durumda, yapışkanlar kumlanmış alüminyum (A5052) idi ve yapıştırıcı iki bileşenli bir epoksi yapıştırıcıydı. Çekme kayma dayanımı (TSS) değeri 23 MPa idi ve bu değer, çekme yükü altında kopmadaki yük değeri (N) ve yapışkan bağlı alan (mm2) kullanılarak hesaplandı. Ayrıca, TSS değeri, yapısal bir yapışkan bağlantının gücünün bir göstergesi olarak düşünülebilir18. TSS değeri genellikle yapışkan mukavemetin bir indeksi olarak kullanılmasına rağmen, eklem tasarımını iyileştirmek için çok önemli olan mekanik davranış gibi arka plan fiziksel özellikleri araştırılmamıştır.
ML görüntüleri, tek turlu yapışkan eklemin yıkım işlemi sırasındaki mekanik davranış hakkında açıkça bilgi sağlamıştır (Şekil 6C). Kısacası, yoğun mekanoluminesans ilk olarak yapışkan olarak bağlanmış ve kucaklı alanın kenarında gözlenmiştir, bu da LS testinin erken aşamasında gerinim konsantrasyonunu göstermektedir. İkincisi, ML noktaları, ML görüntülerinin sol ve sağ görünümlerinde birlikte görünmek için yapışkan katman boyunca her iki yapışkan kenardan merkeze taşındı. Bu, yapışkan tabaka boyunca kayma gerinimini ve çatlak yayılımını gösterir, bu da bu durumda yapışkan arızayı (CF) gösterir.
Ek olarak, ön ve arka görünümlerdeki ML çizgileri, DCB testinde olduğu gibi aynı fenomen olan çatlak yayılımının oluşumunu göstermiştir. Son olarak, merkezde birleştirilen iki ML noktasından sonra, yapışkan tabakanın merkez noktasında yoğun mekanoluminesans gözlendi. Bu, yapışkan tabakadaki gerinim konsantrasyonunu ve önceki bir çalışmada olduğu gibi yapışkan tabaka boyunca sonraki enine bir çatlak neslini gösterdi11. Bu bilgi, gerilme/gerinim konsantrasyonunun yerini belirlemek için yararlıdır. Bu nedenle, güçlü ve güvenilir bir bağlantı tasarımı elde etmek için stres dağılımındaki iyileşmenin gerekli olduğu anlamına gelir.
DCB testinden farklı olarak, LS testi yapışkan bağlantıların yüksek hızda yırtılmasına neden olur. LS testi, yapışkan tabakada yüksek bir gerinim oranı oluşturur ve bunu kaydedilen ML görüntüsünde doyurucu, tek bir görüntüde birçok olay biriktiren ve net olmayan bir ML görüntüsü üreten oldukça yoğun mekanoluminesans izler. Bu gibi durumlarda, sorun giderme için akıllı bir kayıt hızı seçimi kullanılabilir (örneğin, LS testindeki etkinliğin hızına uyan 25 fps gibi yüksek bir kayıt hızı seçme)11.
Açıklamalar
Yazarların açıklayacak hiçbir şeyleri yoktur.
Teşekkürler
Bu araştırma, Yeni Enerji ve Endüstriyel Teknoloji Geliştirme Örgütü (NEDO) tarafından görevlendirilen öncü bir proje ve NEDO tarafından görevlendirilen Uluslararası İşbirliği Yoluyla Yenilikçi Temiz Enerji Teknolojilerinin Teşvik Edilmesi için Araştırma ve Geliştirme Programı (JPNP20005) ile desteklenmiştir. N. T., Ek Şekil 1'deki en yüksek ML yoğunluğuna sahip noktaları ayırt etmek için otomatik izleme yazılımı sağladığı için Shimadzu Co.'ya minnettardır. N. T., ML testi için ML boyasını püskürttükleri için Bayan Y. Nogami ve Bayan H. Kawahara'ya minnettardır. Ek olarak, N. T., 4D görsel algılama ekibinde (AIST) ML ölçümlerine ve analizine yardımcı oldukları için Bayan Y. Kato, Bayan M. Iseki, Bayan Y. Sugawa, Bayan C. Hirakawa, Bayan Y. Sakamoto ve Bayan S. Sano'ya minnettardır.
Malzemeler
| Name | Company | Catalog Number | Comments |
| Aluminum plate | Engineering Test Service Co.,Ltd. | A5052 | A5052 is defined name as quality of aluminum in standards. |
| Blue LED | MORITEX Co. | MBRL-CB13015 | |
| Camera | Baumer | TXG04 or VLU-12 | CCD or CMOS |
| Coating thickness gauge | KETT | LZ-373 | |
| Epoxy adhesive | Nagase ChemteX Co. | Denatite2202 | structual adehsive |
| ImageJ | National Institutes of Health | Image J 1.53K | Image processing software |
| Mechanical testing machine | SHIMADZU Co. | EZ Test EZ-LX | |
| Mechanoluminescnet (ML) paint | Sakai Chemical Industry Co. Ltd. | ML-F2ET3 | The ML paint in 1.1 is 2 components epoxy paint , and consisting of epoxy main reagent and curing reagent as described in 1.2.1. SrAl2O4:Eu2+ ML ceramic perticle is including in main epoxy reagent. |
| Microscope | keyence | VHX-6000 | |
| Stainless steel plate | Engineering Test Service Co.,Ltd. | SUS631 | A631 is defined name as quality of stainless steel in standards. |
| Viscometer | Sekonic. Co. | Viscomate VM-10A |
Referanslar
- Xu, C. -. N., Watanabe, T., Akiyama, M., Zheng, X. -. G. Direct view of stress distribution in solid by mechanoluminescence. Applied Physics Letters. 74 (17), 2414-2417 (1999).
- Xu, C. -. N., Ueno, N., Terasaki, N., Yamada, H. Mechanoluminescence and Novel Structural Health Diagnosis. NTS Inc. , (2012).
- Terasaki, N. Innovative first step toward mechanoluminescent ubiquitous light source for trillion sensors. Sensors and Materials. 28 (8), 827-836 (2016).
- Feng, A., Smet, P. F. A review of mechanoluminescence in inorganic solids: Compounds, mechanisms, models and applications. Materials. 11 (4), 484 (2018).
- Terasaki, N., Xu, C. -. N. Mechanoluminescence recording device integrated with photosensitive material and europium-doped SrAl2O4. Japanese Journal of Applied Physics. 48, (2009).
- Terasaki, N., Xu, C. -. N. Historical-log recording system for crack opening and growth based on mechanoluminescent flexible sensor. IEEE Sensors Journal. 13 (10), 3999-4004 (2013).
- Terasaki, N., Fujio, Y., Sakata, Y. Visualization of strain distribution and portent of destruction in structural material through mechanoluminescence. 35th International Committee on Aeronautical Fatigue and Structural Integrity (ICAF) Conference and 29th ICAF Symposium (ICAF. 75, 1961-1967 (2017).
- Terasaki, N., Fujio, Y., Sakata, Y., Horiuchi, S., Akiyama, H. Visualization of crack propagation for assisting double cantilever beam test through mechanoluminescence). The Journal of Adhesion. 94 (11), 867-879 (2018).
- Terasaki, N., Fujio, Y., Horiuchi, S., Akiyama, H. Mechanoluminescent studies of failure line on double cantilever beam (DCB) and tapered-DCB (TDCB) test with similar and dissimilar material joints. International Journal of Adhesion and Adhesives. 93, 40-46 (2019).
- Terasaki, N., Fujio, Y., Horiuchi, S., Akiyama, H., Itabashi, M. Mechanoluminescent study for optimization of joint design on cross tension test. The Journal of Adhesion. 98 (6), 637-646 (2022).
- Terasaki, N., Fujio, Y., Sakata, Y., Uehara, M., Tabaru, T. Direct visualization of stress distribution related to adhesive through mechanoluminescence. ECS Transactions. 75 (45), 9-16 (2017).
- Terasaki, N., Ando, N., Hyodo, K. Mechanoluminescence visual inspection of micro-crack generation through fatigue process in flexible electronics film. Japanese Journal of Applied Physics. 61, (2022).
- Terasaki, N., Xu, C. -. N., Yasuda, K., Ichinose, L. Fatigue crack detection of steel truss bridge by using mechanoluminescent sensor. Proceedings of Sixth International Conference on Bridge Maintenance, Safety and Management (IABMAS). 6, 2542-2549 (2012).
- Fujio, Y., et al. Sheet sensor using SrAl2O4: Eu mechanoluminescent material for visualizing inner crack of high-pressure hydrogen vessel). International Journal of Hydrogen Energy. 41 (2), 1333-1340 (2015).
- Da Silva, L. F. M., Öchsner, A., Adams, R. . Handbook of Adhesion Technology., 2nd edition. , (2018).
- International Organization for Standardization. ISO 22838:2020. Composites and reinforcements fibres - Determination of the fracture energy of bonded plates of carbon fibre reinforced plastics (CFRPs) and metal using double cantilever beam specimens. International Organization for Standardization. , (2020).
- International Organization for Standardization. ISO 25217:2009. Adhesives - Determination of the mode 1 adhesive fracture energy of structural adhesive joints using double cantilever beam and tapered double cantilever beam specimens. International Organization for Standardization. , (2009).
- International Organization for Standardization. ISO 15024:2001. Fibre-reinforced plastic composites - Determination of mode I interlaminar fracture toughness, GIC, for unidirectionally reinforced materials. International Organization for Standardization. , (2001).
- International Organization for Standardization. ISO 4587:2003. Adhesives-Determination of tensile lap-shear strength of rigid-to-rigid bonded assemblies. International Organization for Standardization. , (2003).
- International Organization for Standardization. ISO 22841:2021. Composites and reinforcements fibres-Carbon fibre reinforced plastics(CFRPs) and metal assemblies-Determination of the tensile lap-shear strength. International Organization for Standardization. , (2021).
- International Organization for Standardization. ISO/CD 8065. Composites and reinforcements fibres - Mechanoluminescent visualization method of crack propagation for joint evaluation. International Organization for Standardization. , (2022).
- Azad, A. I., Rahimi, M. R., Yun, G. J. Quantitative full-field strain measurements by SAOED (SrAl2O4:Eu2+,Dy3+) mechanoluminescent materials. Smart Material Structure. 25 (9), 095032 (2016).
Yeniden Basımlar ve İzinler
Bu JoVE makalesinin metnini veya resimlerini yeniden kullanma izni talebi
Izin talebiDaha Fazla Makale Keşfet
This article has been published
Video Coming Soon
JoVE Hakkında
Telif Hakkı © 2020 MyJove Corporation. Tüm hakları saklıdır