
Method Article
Visualizzazione meccanoluminescente della propagazione delle cricche per la valutazione congiunta
In questo articolo
Riepilogo
In questo studio, viene presentato un protocollo che descrive l'uso della visualizzazione meccanoluminescente (ML) per monitorare la propagazione delle cricche e il comportamento meccanico durante i test di valutazione dei giunti adesivi.
Abstract
In questo studio, vengono dimostrati e spiegati metodi per la visualizzazione meccanoluminescente (ML) della propagazione delle fessure e del comportamento meccanico per valutare i giunti adesivi. Il primo passo prevedeva la preparazione del campione; è stato utilizzato uno spray d'aria per applicare la vernice ML sulla superficie dei campioni di giunti adesivi. Le prestazioni del sensore ML sono state descritte per esaminare le condizioni di misurazione. I risultati del rilevamento ML durante un test a doppio fascio a sbalzo (DCB) e un test di lap-shear (LS) sono dimostrati in quanto questi sono i metodi più frequentemente e ampiamente utilizzati per valutare gli adesivi. Originariamente, era difficile quantificare direttamente la punta della fessura e la distribuzione e la concentrazione della deformazione/sollecitazione perché la punta della fessura era troppo piccola e gli effetti della tensione non potevano essere osservati. La meccanoluminescenza, la propagazione delle cricche e il comportamento meccanico durante i test meccanici possono essere visualizzati tramite il modello ML durante la valutazione dell'adesivo. Ciò consente il riconoscimento della posizione precisa delle punte di fessura e di altri comportamenti meccanici legati al cedimento strutturale.
Introduzione
I materiali sensibili meccanoluminescenti (ML) sono polveri ceramiche funzionali che emettono ripetutamente luce intensa sotto stimoli meccanici. Questo fenomeno si osserva anche all'interno di regioni di deformazione elastica 1,2,3,4. Quando vengono disperse sulla superficie di una struttura, le singole particelle ML funzionano come sensori meccanici sensibili e il modello ML bidimensionale (2D) riflette la distribuzione dinamica della deformazione. Il modello di emissione ML presenta una simulazione meccanica della distribuzione della deformazione 2,3,4,5,6,7,8,9,10,11,12 (Figura 1A).
Come mostrato nella Figura 1B, i sensori ML sono stati applicati per visualizzare i comportamenti meccanici dinamici bidimensionali (2D) e tridimensionali (3D) nei processi elastici, plastici e di distruzione utilizzando campioni di prova di coupon comprendenti materiali strutturali leggeri avanzati recenti (ad esempio, acciaio ad alta resistenza alla trazione 5,6, alluminio, plastica rinforzata con fibra di carbonio [CFRP]7), il giunto adesivo per la progettazione della tolleranza al danno8, 9,10,11 e componenti del prodotto (ad esempio, file di ingranaggi ed elettronica flessibile per telefoni pieghevoli 12 e complicati giunti adesivi e/o di saldatura utilizzati per la convalida dell'ingegneria assistita da computer [CAE] risultati in test a livello di laboratorio 2,8,9,10,11 ). Inoltre, i sensori ML sono stati utilizzati con successo in applicazioni pratiche, come il monitoraggio dello stato strutturale (SHM) di edifici e ponti per rilevare la propagazione delle cricche o la probabilità di una concentrazione di deformazione che porta al degrado strutturale 2,6,13, il monitoraggio della propagazione della fessura interna negli strati interlaminari7,9, la previsione della durata della vita dei serbatoi di idrogeno ad alta pressione. 9, test di impatto della mobilità per visualizzare la propagazione o l'eccitazione dell'onda d'impatto in modalità vibrazione14 e rilevamento visivo degli strumenti sportivi per determinare le impostazioni fisiche appropriate per aumentare le possibilità di vincita. Nel protocollo, la visualizzazione ML è stata selezionata per monitorare la propagazione delle cricche e le successive modifiche nel comportamento meccanico durante i test di valutazione dei giunti adesivi.
Ci sono diversi motivi per scegliere questo tema. Il primo motivo è il significativo aumento dell'importanza dei giunti adesivi negli ultimi anni. Recentemente, a causa della necessità di una significativa riduzione di CO2 e di un risparmio energetico, sono stati sviluppati e applicati vari tipi di materiali leggeri nei settori della mobilità e dei trasporti, come per automobili, aerei e treni. Come parte di questa tendenza, la tecnologia adesiva ha acquisito importanza come tecnologia chiave per unire liberamente diversi materiali leggeri (giunti di materiali diversi) in una strategia multi-materiale15. Inoltre, il metodo di visualizzazione ML per determinare la forza adesiva, specialmente in materiali dissimili, è stato suggerito da vari standard internazionali 16,17,18,19,20. La valutazione della forza adesiva è essenzialmente un test distruttivo e la forza adesiva ottenuta può essere classificata principalmente in due tipi: (1) energia di tenacità alla frattura (Gc), che viene determinata utilizzando la posizione di propagazione della fessura durante l'applicazione del carico, e (2) forza adesiva, che viene determinata utilizzando il carico alla rottura del giunto adesivo. Sebbene il test a doppio fascio a sbalzo (DCB) e il test a singolo giro (LS) siano metodi di valutazione rappresentativi della tenacità alla frattura e della forza adesiva, rispettivamente, e rappresentino i metodi di prova adesivi più frequentemente utilizzati in tutto il mondo 15,16,17,18,19,20 , la punta della fessura è troppo piccola per distinguere la distribuzione stress/deformazione. Quindi, il valore dell'energia di tenacità alla frattura (Gc) è altamente disperso. Come risultato delle raccomandazioni dei ricercatori che esaminano adesivi e altri individui nel settore, la visualizzazione meccanoluminescente (ML) è stata studiata per monitorare la propagazione delle cricche e i successivi cambiamenti nel comportamento meccanico durante i test di valutazione dei giunti adesivi 8,9,10,11,21 . Il secondo motivo per scegliere questo tema in questo protocollo è che lo stress / deformazione è altamente concentrato sulla punta della fessura, che genera un'intensa meccanoluminescenza nel punto ML durante la propagazione della fessura, e questa è potenzialmente la metodologia più user-friendly tra le varie applicazioni di test ML. Inoltre, questo metodo può essere utilizzato senza esperienza avanzata nella preparazione dei campioni e materiali ML altamente efficienti.
Pertanto, in questo studio, viene spiegato il protocollo di visualizzazione ML per monitorare la propagazione delle cricche e le successive modifiche nel comportamento meccanico durante i test di valutazione dei giunti adesivi, come mostrato in Figura 2.
Protocollo
Il presente studio è stato condotto utilizzando campioni di DCB. Il DCB è un campione di prova standard che viene spesso utilizzato per studiare la crescita delle cricche e la meccanica della frattura16,17,18.
1. Preparazione della provetta
- Eseguire il pretrattamento superficiale prima dell'applicazione della vernice ML (vedere Tabella dei materiali). Pulire la superficie del campione di prova (su cui l'utente desidera spruzzare la vernice ML) con un solvente come alcool isopropilico (IPA) o etanolo per lo sgrassaggio superficiale.
- Prepara e applica il colore ML seguendo i passaggi seguenti.
- Pesare 20 g del reattivo epossidico principale per la vernice ML (vedere la tabella dei materiali), compreso il materiale SrAl2O4:Eu2+ ML, e 3,1 g del reagente di polimerizzazione, e mescolarli con un solvente organico come toluene e acetato di etile in un misurino per ottenere una viscosità di 100 mPa·s.
- Applicare la vernice ML sulla superficie del campione DCB spruzzando con uno spray d'aria o una bomboletta spray (Figura 3).
- Asciugare gradualmente il campione durante la notte a temperatura ambiente.
NOTA: La vernice ML è stata preparata mescolando ML e resine polimeriche. I materiali ML 1,2,3,4 e i materiali polimerici possono essere utilizzati al contrario delle vernici ML commerciali. Tuttavia, il protocollo in questo studio è descritto utilizzando bombolette di vernice o spray ML commerciali (come mostrato nella Figura 3) per garantire buone prestazioni. Sebbene la velocità di contenuto del materiale ML dipenda dall'efficienza, è stato selezionato il 25% in peso o oltre il 50% in peso del materiale ML come tasso di contenuto nel ML paint22. La viscosità descritta al punto 1.2.1 è stata valutata utilizzando un viscosimetro 8,9 (cfr. tabella dei materiali).
- Dopo il trattamento, polimerizzare il campione riscaldando la vernice ML spruzzata sul campione a 80 °C per 1 ora.
NOTA: Le condizioni del post-trattamento devono rientrare nell'intervallo di condizioni appropriate per l'indurimento della resina della vernice ML e che non influiscono sulle prestazioni del provino e dell'incollaggio. - Eseguire la conferma della qualità.
- Verificare che la vernice ML spruzzata sia approssimativamente uniforme sulla superficie.
- Garantire uno spessore di circa 50-100 μm utilizzando un microscopio o un misuratore di spessore del rivestimento8 (Figura 4).
NOTA: Il basso spessore è appropriato per impedire la distribuzione del carico nel reagente epossidico ML. L'uniformità della vernice ML spruzzata è necessaria per utilizzare la visualizzazione ML per i test adesivi perché è possibile osservare un'intensa meccanoluminescenza sulla punta della fessura a causa dell'elevata concentrazione di stress. Pertanto, la vernice ML spruzzata è espressa come "approssimativamente uniforme" nel passaggio 1.4.1.
2. Misurazione ML per il test DCB
- Per la configurazione sperimentale per la misurazione ML, eseguire i passaggi seguenti.
- Montare il campione spruzzato di vernice ML sulla macchina di prova meccanica utilizzando uno zig speciale (vedere la tabella dei materiali) per la prova DCB16,17,18, come mostrato nella Figura 5A.
NOTA: Le provette DCB devono essere conformi agli standard internazionali per le prove DCB16,17,18. - Posizionare le telecamere (un CCD, un dispositivo ad accoppiamento di carica, o un CMOS, semiconduttore complementare di ossido di metallo; vedere la tabella dei materiali) davanti a ciascuna superficie della provetta in modo che siano rivolti verso la posizione della punta della fessura da monitorare 8,9,10,11,12 (Figura 5B ). Controllare le condizioni della telecamera per assicurarsi che possa registrare l'afterglow (AG) durante il tempo di misurazione stimato del test meccanico.
NOTA: sebbene un sistema di telecamere a quattro vie non sia obbligatorio per tutte le direzioni del campione, il numero di telecamere dipende dal volto del campione su cui l'utente desidera concentrarsi e registrare.
- Montare il campione spruzzato di vernice ML sulla macchina di prova meccanica utilizzando uno zig speciale (vedere la tabella dei materiali) per la prova DCB16,17,18, come mostrato nella Figura 5A.
- Eseguire l'osservazione ML nel test DCB.
- Imposta l'ambiente circostante per garantire condizioni di oscurità.
- Impostare le condizioni di registrazione della fotocamera: velocità di registrazione = 1 o 2 fotogrammi al secondo (fps); tempo di esposizione = 0,5 s o 1 s; e guadagno = massimo.
- Irradiare il campione DCB spruzzato con vernice ML con luce blu a 470 nm per l'eccitazione utilizzando un LED blu (vedere la tabella dei materiali) da ogni direzione della telecamera per 1 minuto.
- Avviare la registrazione della fotocamera 5 s prima di terminare l'irradiazione della luce blu.
- Attendere al buio per 1 minuto per assicurarsi che il bagliore residuo si stabilizzi.
NOTA: Il tempo di assestamento può essere modificato in base al tipo di materiale di rilevamento ML e alla telecamera, in particolare in relazione al bilanciamento delle intensità della meccanoluminescenza e del bagliore residuo nei filmati registrati. - Applicare un carico meccanico16,17,18 utilizzando una macchina di prova meccanica con una velocità di carico di 1 mm/min per ottenere l'immagine ML (Figura 5C e Filmato 1).
- Calcolare la lunghezza della fessura (a) utilizzando le informazioni sulla posizione della punta della fessura, che viene determinata dal punto ML durante la propagazione della fessura nel campione spruzzato di vernice ML (Filmato 1), per ottenere la tenacità alla frattura, G1c (kJ/m2), valore utilizzando l'equazione 1 8,9,16,17,18.
NOTA: (Equazione 1)
(Equazione 1)
dove 2 H indica lo spessore (mm) del provino DCB, B indica la larghezza del provum, λ indica la conformità allo spostamento dell'apertura della fessura (COD) (mm/N), Pc indica il carico (N) e α 1 indica la pendenza di (a/2H) e (B/λ)1/3.
3. Misurazione ML per la prova lap-shear (LS)
- Per la configurazione sperimentale per le misurazioni ML, montare il campione LS spruzzato con vernice ML su una macchina di prova meccanica19,20, come mostrato in Figura 6A.
- Posizionare le telecamere (una telecamera CCD o CMOS) davanti a ciascuna superficie della provetta in modo che siano rivolte verso la posizione della punta della fessura da monitorare (Figura 6A).
NOTA: Le provette LS devono essere conformi agli standard internazionali per il test LS19,20. Nel caso di giunti di materiale dissimili, appariranno diverse distribuzioni di deformazione su ciascuna delle quattro superfici dei campioni LS. Pertanto, si consiglia di utilizzare un sistema di telecamere a quattro vie o almeno un sistema di telecamere bidirezionali su ciascuna delle quattro superfici, come mostrato nella Figura 6A, per acquisire due superfici con ciascuna telecamera con un angolo di 45° rispetto a ciascuna superficie. - Eseguire l'osservazione ML nel test lap-shear (LS).
- Mantenere condizioni di oscurità.
- Impostare le condizioni di registrazione della fotocamera: velocità di registrazione = 10-50 fps; tempo di esposizione = 0,02 s o 0,1 s; guadagno = massimo.
- Irradiare il campione DCB spruzzato con vernice ML con luce blu a 470 nm per l'eccitazione utilizzando un LED blu da ogni direzione della telecamera per 1 minuto.
- Avviare la registrazione della fotocamera 5 s prima di terminare l'irradiazione della luce blu.
- Attendere al buio per 30 secondi affinché il bagliore residuo si stabilizzi.
NOTA: Il tempo di assestamento può essere modificato in base al materiale di rilevamento ML e alla telecamera utilizzata, in particolare in relazione all'equilibrio delle intensità della meccanoluminescenza e del bagliore residuo nei filmati registrati. - Applicare un carico meccanico19,20 utilizzando una macchina di prova meccanica con una velocità di carico di 1-5 mm/min per ottenere le immagini ML (Figura 6B e Filmato 2).
4. Informazioni per la misurazione ML e l'analisi dei dati
- Eseguire l'eccitazione prima del test ML.
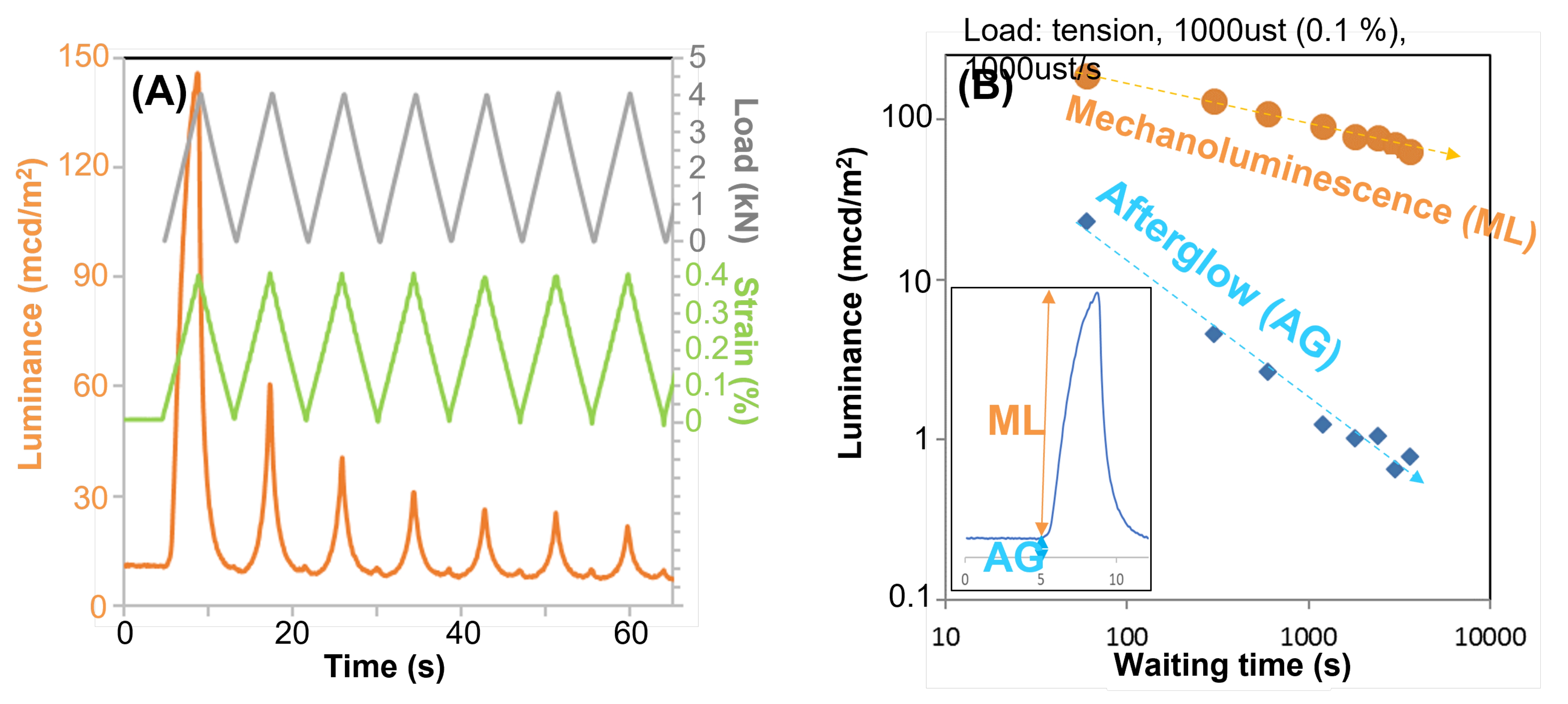
- Sebbene l'intensità ML sia proporzionale all'energia di deformazione, l'intensità ML diminuisce gradualmente in base ai cicli di carico 2,3,6,12, come mostrato nella Figura 7A. Pertanto, eseguire l'eccitazione prima del test ML per generare risultati ML riproducibili, come indicato nei passaggi 2.2.3 e 3.2.3.
- Scegli il tempo di attesa per un elevato rapporto ML/AG.
NOTA: Il sensore ML mostra il bagliore residuo (AG) dopo l'eccitazione come fosforo persistente lungo e mostra la meccanoluminescenza al momento dell'applicazione del carico, come mostrato nella Figura 7B.- Selezionare il tempo di attesa dopo l'eccitazione e le condizioni della telecamera per garantire che il rapporto ML/AG (il cosiddetto indice ML) sia sufficientemente elevato (come indicato nei punti 2.2.4 e 3.2.4) perché il bagliore residuo funge da rumore di base rispetto al modello ML (cioè il segnale di misurazione)2,3,4.
- Determinare il punto ML più alto.
- Determinare la posizione della punta della fessura riconoscendo la posizione con il punto ML più alto come punta della fessura 8,9.
NOTA: il punto ML più alto può essere determinato tramite ispezione visiva, software di elaborazione delle immagini, un sistema di monitoraggio automatico e un filmato ML, come mostrato nella Figura supplementare 1.
- Determinare la posizione della punta della fessura riconoscendo la posizione con il punto ML più alto come punta della fessura 8,9.
- Creare un'immagine di contorno ML.
- Se i punti e i pattern ML sono difficili da distinguere, creare un'immagine di contorno ML e utilizzare i pattern ML convertendo le immagini raw ML utilizzando un software di elaborazione delle immagini, come ImageJ (vedere la tabella dei materiali), come illustrato nella Figura 8.
Risultati
Le immagini e i filmati ML durante il test DCB e LS sono stati raccolti utilizzando rispettivamente telecamere a due e quattro vie.
La Figura 5C mostra le immagini e i filmati ML nella vista laterale, che possono essere utilizzati per riconoscere la punta della fessura. Inoltre, la vista dall'alto viene mostrata per riflettere il fronte di guasto al momento della propagazione della fessura durante il test DCB. In questo caso, gli aderenti erano in alluminio sabbiato (A5052, vedi la tabella dei materiali), l'adesivo era composto da due componenti di adesivo epossidico e la geometria era conforme agli standard internazionali. Per quanto riguarda i comportamenti ML nella vista laterale, è stata osservata un'intensa meccanoluminescenza nella posizione della fessura iniziale a causa della concentrazione di deformazione in questo punto. Successivamente, il movimento del punto ML, che riflette la punta della fessura, è stato osservato sullo strato adesivo al momento della propagazione della fessura. Utilizzando immagini ML nella prova DCB, la posizione della punta della fessura durante la propagazione della cricca è stata definita e utilizzata per calcolare la lunghezza di propagazione della cricca (a) e il valore di tenacità alla frattura associata, G1c, come spiegato nella fase 2.2.7.
La Figura 6B mostra le immagini e i filmati del contorno ML durante il test LS. Le immagini e i filmati sono stati registrati utilizzando un sistema di telecamere a quattro vie. In questo caso, gli aderenti erano in alluminio sabbiato (A5052) e l'adesivo era un adesivo epossidico bicomponente. La figura 6B fornisce chiaramente informazioni sul comportamento meccanico durante il processo di distruzione del giunto adesivo a giro singolo. In breve, è stata osservata per la prima volta un'intensa meccanoluminescenza ai bordi delle aree incollate e lappate. In secondo luogo, i punti ML si sono spostati dai bordi adesivi al centro lungo lo strato adesivo per apparire insieme nelle viste sinistra e destra dell'immagine ML. Infine, dopo aver combinato i due punti ML al centro, è stata osservata un'intensa meccanoluminescenza nel punto centrale dello strato adesivo. Le immagini ML nel test LS possono essere utilizzate per comprendere il comportamento meccanico dei giunti adesivi durante il processo di distruzione, che è difficile da simulare.

Figura 1: Proprietà del sensore ML . (A) Meccanoluminescenza sotto carico di trazione per una piastra di acciaio inossidabile con foro e analisi numerica (simulazione) della distribuzione della deformazione di Mises. (B) Esempi di rilevamento visivo ML per visualizzare il comportamento meccanico dinamico 2D / 3D di prodotti, materiali strutturali e materiali di stampa 3D sotto l'applicazione di carico meccanico, vibrazioni e impatto. Le frecce con una "F" indicano la direzione della forza sotto carico meccanico. Fare clic qui per visualizzare una versione ingrandita di questa figura.
{kind=link}

Figura 2: Rilevamento visivo ML per vari test di valutazione adesivi standardizzati a livello internazionale. Questi standard descrivono i metodi per ottenere vari indici di forza adesiva, come l'energia di tenacità alla frattura (Gc), la resistenza al taglio a trazione (TSS), la resistenza alla pelatura e la resistenza alla tensione incrociata (CTS). Le frecce indicano la direzione della forza sotto carico meccanico. Fare clic qui per visualizzare una versione ingrandita di questa figura.
{kind=link}

Figura 3: Applicazione della vernice del sensore ML. (A) Esempi di vernice ML e bombolette spray e (B) una fotografia di spruzzatura. Fare clic qui per visualizzare una versione ingrandita di questa figura.
{kind=link}

Figura 4: Illustrazione di campioni di vernice spray ML . (A) Un campione DCB e (B) un campione LS. Fare clic qui per visualizzare una versione ingrandita di questa figura.
{kind=link}

Figura 5: Misurazione del ML durante la prova DCB . (A) Fotografia della configurazione sperimentale e (B) illustrazione delle posizioni della telecamera. (C) Misurazione del ML durante la prova DCB. CAM 1 e CAM 2 indicano la telecamera CCD descritta al punto 2.1.2. Le frecce indicano la direzione della forza sotto carico meccanico. Fare clic qui per visualizzare una versione ingrandita di questa figura.
{kind=link}

Figura 6: Misurazione ML durante il test LS. (A) La configurazione sperimentale e (B) la misurazione ML durante la prova LS utilizzando un sistema di telecamere a quattro vie. Le frecce indicano la direzione della forza sotto carico meccanico. Fare clic qui per visualizzare una versione ingrandita di questa figura.
{kind=link}

Figura 7: Proprietà di base del sensore ML impiegato . (A) L'intensità ML attraverso i cicli di carico e (B) la relazione tra le intensità ML e AG e il tempo di attesa dopo l'eccitazione utilizzando un LED blu. Il riquadro illustra la definizione delle intensità ML e AG nella curva tempo-luminanza. Fare clic qui per visualizzare una versione ingrandita di questa figura.
{kind=link}

Figura 8: Confronto dell'espressione ML nelle immagini ML . (A) L'immagine raw in scala di grigi a 12 bit e (B) l'immagine di contorno. Le frecce con "F" indicano la direzione della forza sotto carico meccanico. Fare clic qui per visualizzare una versione ingrandita di questa figura.
{kind=link}
Filmato 1: Filmato ML durante il test DCB. Velocità di registrazione: 1 fps. Clicca qui per scaricare questo film.
Filmato 2: Filmato ML durante il test LS. Velocità di registrazione: 25 fps. Clicca qui per scaricare questo film.
Figura supplementare 1: Metodi per distinguere la posizione del punto di massima intensità ML. (A) Ispezione visiva, (B) software di elaborazione delle immagini e (C) sistema di monitoraggio automatico. Clicca qui per scaricare questo file.
Discussione
In termini di comportamento ML osservato dalla vista laterale, è stata registrata un'intensa meccanoluminescenza originata dalla concentrazione di deformazione sulla punta della fessura iniziale (Figura 5C). Successivamente, è stato osservato il movimento del punto ML lungo lo strato adesivo al momento della propagazione della fessura, riflettendo la punta della fessura. In studi precedenti, osservazioni microscopiche hanno mostrato che il punto ML più alto era solo 0-20 μm davanti alla punta della fessura e poteva essere adottato come riferimento perla posizione 8 della punta della fessura. Nel metodo convenzionale, la punta della fessura viene identificata tramite ispezione visiva, ma ciò porta a una quantità significativa di errore umano a causa delle piccole dimensioni della punta della fessura, anche quando si utilizza una lente d'ingrandimento. In particolare, è necessaria pazienza per marcare la posizione della punta della fessura durante il test DCB, che, a sua volta, richiede diversi minuti, in particolare per i giunti adesivi strutturali16,17,18. Pertanto, la visualizzazione ML nel test DCB è importante per identificare la posizione della punta della fessura automaticamente e con maggiore precisione. In precedenza, la posizione e la forma della linea ML nella vista superiore venivano mostrate sincronizzarsi con la linea frontale del cedimento della fessura nello strato adesivo9. Pertanto, il rilevamento ML nella vista superiore dell'aderente è stato utilizzato come indicatore delle fessure interne dalla superficie esterna dell'aderente.
Tuttavia, i limiti di questo metodo includono l'ambiente di prova buio e la diminuzione dell'intensità ML e AG durante il test DCB per diversi minuti, come mostrato nella Figura 7B. Ciò porta a un punto ML poco chiaro e a un modello AG, che riflettono rispettivamente la punta della fessura e la geometria del campione. Per superare questa limitazione, la luce infrarossa, come la luce a una lunghezza d'onda di 850 nm che non influenza il materiale SrAl2O4:Eu2+ ML, è stata utilizzata per irradiare il campione DCB durante il test DCB per chiarire le condizioni del campione9. In alternativa, luce blu a 470 nm utilizzata per illuminare il campione per 1 s ogni 5 minuti o 10 minuti per recuperare le intensità ML e AG anche durante il test DCB2,9, come spiegato in Figura 7A.
Le immagini e i filmati del contorno ML durante il test LS sono stati registrati utilizzando un sistema di telecamere a quattro vie (Figura 6C). In questo caso, gli aderenti erano in alluminio sabbiato (A5052) e l'adesivo era un adesivo epossidico bicomponente. Il valore di resistenza al taglio a trazione (TSS) era di 23 MPa, calcolato utilizzando il valore di carico (N) alla rottura sotto carico di trazione e l'area incollata (mm2). Inoltre, il valore TSS può essere considerato come un indicatore della resistenza di un giunto adesivo strutturale18. Sebbene il valore TSS sia solitamente utilizzato come indice di forza adesiva, le proprietà fisiche di fondo, come il comportamento meccanico, che sono cruciali per migliorare il design del giunto, non sono state studiate.
Le immagini ML hanno fornito chiaramente informazioni sul comportamento meccanico durante il processo di distruzione del giunto adesivo a giro singolo (Figura 6C). In breve, è stata osservata per la prima volta un'intensa meccanoluminescenza sul bordo dell'area legata e lappata adesivamente, che mostra la concentrazione di deformazione nella fase iniziale del test LS. In secondo luogo, i punti ML si sono spostati da entrambi i bordi adesivi al centro lungo lo strato adesivo per apparire insieme nelle viste sinistra e destra delle immagini ML. Ciò indica la deformazione di taglio e la propagazione della fessura lungo lo strato adesivo, che in questo caso denota un fallimento coesivo (CF).
Inoltre, le linee ML nelle viste anteriore e posteriore indicavano il verificarsi della propagazione della cricca, che è lo stesso fenomeno del test DCB. Infine, dopo che i due punti ML combinati al centro, è stata osservata un'intensa meccanoluminescenza nel punto centrale dello strato adesivo. Ciò indicava la concentrazione di deformazione nello strato adesivo e la successiva generazione di una fessura trasversale attraverso lo strato adesivo, simile a un precedente lavoro11. Queste informazioni sono utili per determinare la posizione della concentrazione di stress/deformazione. Quindi, implica che è necessario un miglioramento della dispersione delle sollecitazioni per ottenere un progetto articolare forte e affidabile.
A differenza del test DCB, il test LS provoca la rottura ad alta velocità dei giunti adesivi. Il test LS genera un elevato tasso di deformazione nello strato adesivo, seguito da una meccanoluminescenza altamente intensa che satura l'immagine ML registrata, accumula molti eventi in un'immagine e produce un'immagine ML poco chiara. In questi casi, è possibile utilizzare una scelta intelligente della velocità di registrazione per la risoluzione dei problemi (ad esempio, selezionando una velocità di registrazione elevata, ad esempio 25 fps, che si adatta alla velocità dell'evento nel test LS)11.
Divulgazioni
Gli autori non hanno nulla da rivelare.
Riconoscimenti
Questa ricerca è stata supportata da un progetto pionieristico commissionato dalla New Energy and Industrial Technology Development Organization (NEDO) e dal Programma di ricerca e sviluppo per la promozione di tecnologie energetiche pulite innovative attraverso la collaborazione internazionale (JPNP20005) commissionato da NEDO. N. T. è grata a Shimadzu Co. per aver fornito il software di auto-monitoraggio per distinguere i punti di massima intensità ML nella Figura supplementare 1. N. T. è grato alla signora Y. Nogami e alla signora H. Kawahara per aver spruzzato la vernice ML per i test ML. Inoltre, N. T. è grato alla signora Y. Kato, alla signora M. Iseki, alla signora Y. Sugawa, alla signora C. Hirakawa, alla signora Y. Sakamoto e alla signora S. Sano per l'assistenza con le misurazioni e l'analisi ML nel team di rilevamento visivo 4D (AIST).
Materiali
| Name | Company | Catalog Number | Comments |
| Aluminum plate | Engineering Test Service Co.,Ltd. | A5052 | A5052 is defined name as quality of aluminum in standards. |
| Blue LED | MORITEX Co. | MBRL-CB13015 | |
| Camera | Baumer | TXG04 or VLU-12 | CCD or CMOS |
| Coating thickness gauge | KETT | LZ-373 | |
| Epoxy adhesive | Nagase ChemteX Co. | Denatite2202 | structual adehsive |
| ImageJ | National Institutes of Health | Image J 1.53K | Image processing software |
| Mechanical testing machine | SHIMADZU Co. | EZ Test EZ-LX | |
| Mechanoluminescnet (ML) paint | Sakai Chemical Industry Co. Ltd. | ML-F2ET3 | The ML paint in 1.1 is 2 components epoxy paint , and consisting of epoxy main reagent and curing reagent as described in 1.2.1. SrAl2O4:Eu2+ ML ceramic perticle is including in main epoxy reagent. |
| Microscope | keyence | VHX-6000 | |
| Stainless steel plate | Engineering Test Service Co.,Ltd. | SUS631 | A631 is defined name as quality of stainless steel in standards. |
| Viscometer | Sekonic. Co. | Viscomate VM-10A |
Riferimenti
- Xu, C. -. N., Watanabe, T., Akiyama, M., Zheng, X. -. G. Direct view of stress distribution in solid by mechanoluminescence. Applied Physics Letters. 74 (17), 2414-2417 (1999).
- Xu, C. -. N., Ueno, N., Terasaki, N., Yamada, H. Mechanoluminescence and Novel Structural Health Diagnosis. NTS Inc. , (2012).
- Terasaki, N. Innovative first step toward mechanoluminescent ubiquitous light source for trillion sensors. Sensors and Materials. 28 (8), 827-836 (2016).
- Feng, A., Smet, P. F. A review of mechanoluminescence in inorganic solids: Compounds, mechanisms, models and applications. Materials. 11 (4), 484 (2018).
- Terasaki, N., Xu, C. -. N. Mechanoluminescence recording device integrated with photosensitive material and europium-doped SrAl2O4. Japanese Journal of Applied Physics. 48, (2009).
- Terasaki, N., Xu, C. -. N. Historical-log recording system for crack opening and growth based on mechanoluminescent flexible sensor. IEEE Sensors Journal. 13 (10), 3999-4004 (2013).
- Terasaki, N., Fujio, Y., Sakata, Y. Visualization of strain distribution and portent of destruction in structural material through mechanoluminescence. 35th International Committee on Aeronautical Fatigue and Structural Integrity (ICAF) Conference and 29th ICAF Symposium (ICAF. 75, 1961-1967 (2017).
- Terasaki, N., Fujio, Y., Sakata, Y., Horiuchi, S., Akiyama, H. Visualization of crack propagation for assisting double cantilever beam test through mechanoluminescence). The Journal of Adhesion. 94 (11), 867-879 (2018).
- Terasaki, N., Fujio, Y., Horiuchi, S., Akiyama, H. Mechanoluminescent studies of failure line on double cantilever beam (DCB) and tapered-DCB (TDCB) test with similar and dissimilar material joints. International Journal of Adhesion and Adhesives. 93, 40-46 (2019).
- Terasaki, N., Fujio, Y., Horiuchi, S., Akiyama, H., Itabashi, M. Mechanoluminescent study for optimization of joint design on cross tension test. The Journal of Adhesion. 98 (6), 637-646 (2022).
- Terasaki, N., Fujio, Y., Sakata, Y., Uehara, M., Tabaru, T. Direct visualization of stress distribution related to adhesive through mechanoluminescence. ECS Transactions. 75 (45), 9-16 (2017).
- Terasaki, N., Ando, N., Hyodo, K. Mechanoluminescence visual inspection of micro-crack generation through fatigue process in flexible electronics film. Japanese Journal of Applied Physics. 61, (2022).
- Terasaki, N., Xu, C. -. N., Yasuda, K., Ichinose, L. Fatigue crack detection of steel truss bridge by using mechanoluminescent sensor. Proceedings of Sixth International Conference on Bridge Maintenance, Safety and Management (IABMAS). 6, 2542-2549 (2012).
- Fujio, Y., et al. Sheet sensor using SrAl2O4: Eu mechanoluminescent material for visualizing inner crack of high-pressure hydrogen vessel). International Journal of Hydrogen Energy. 41 (2), 1333-1340 (2015).
- Da Silva, L. F. M., Öchsner, A., Adams, R. . Handbook of Adhesion Technology., 2nd edition. , (2018).
- International Organization for Standardization. ISO 22838:2020. Composites and reinforcements fibres - Determination of the fracture energy of bonded plates of carbon fibre reinforced plastics (CFRPs) and metal using double cantilever beam specimens. International Organization for Standardization. , (2020).
- International Organization for Standardization. ISO 25217:2009. Adhesives - Determination of the mode 1 adhesive fracture energy of structural adhesive joints using double cantilever beam and tapered double cantilever beam specimens. International Organization for Standardization. , (2009).
- International Organization for Standardization. ISO 15024:2001. Fibre-reinforced plastic composites - Determination of mode I interlaminar fracture toughness, GIC, for unidirectionally reinforced materials. International Organization for Standardization. , (2001).
- International Organization for Standardization. ISO 4587:2003. Adhesives-Determination of tensile lap-shear strength of rigid-to-rigid bonded assemblies. International Organization for Standardization. , (2003).
- International Organization for Standardization. ISO 22841:2021. Composites and reinforcements fibres-Carbon fibre reinforced plastics(CFRPs) and metal assemblies-Determination of the tensile lap-shear strength. International Organization for Standardization. , (2021).
- International Organization for Standardization. ISO/CD 8065. Composites and reinforcements fibres - Mechanoluminescent visualization method of crack propagation for joint evaluation. International Organization for Standardization. , (2022).
- Azad, A. I., Rahimi, M. R., Yun, G. J. Quantitative full-field strain measurements by SAOED (SrAl2O4:Eu2+,Dy3+) mechanoluminescent materials. Smart Material Structure. 25 (9), 095032 (2016).
Ristampe e Autorizzazioni
Richiedi autorizzazione per utilizzare il testo o le figure di questo articolo JoVE
Richiedi AutorizzazioneEsplora altri articoli
This article has been published
Video Coming Soon
Personale delle biblioteche
Copyright © 2025 MyJoVE Corporation. Tutti i diritti riservati