
Method Article
عملية تصنيع عازل المرنة الأجهزة التنفيذية القائمة على السيليكون
In This Article
Summary
This manuscript shows the fabrication process for the manufacture of dielectric elastomer soft actuators based on silicone membranes. The three key stages of production are presented in detail: blade casting of thin silicone membranes; pad printing of compliant electrodes; and the assembly of all the components.
Abstract
توضح هذه المساهمة في عملية تصنيع محولات المطاط الصناعي عازلة (DETs). DETs هي المكثفات لمط تتكون من غشاء عازل من اللدائن المرنة تقع بين قطبين المتوافقة. سلالات يشتغل كبيرة من هذه المحولات عندما تستخدم المحركات (أكثر من 300٪ سلالة منطقة) وتم استغلال طبيعتها الناعمة والمتوافقة مع مجموعة واسعة من التطبيقات، بما في ذلك البصريات الانضباطي كهربائيا وأجهزة ردود فعل لمسي، حصاد موجة الطاقة، خلية تشوه أجهزة ğ ثقافة، القابضون المتوافقة، والدفع من الأسماك مثل المنطاد مستوحاة الحيوي. في معظم الحالات، يتم إجراء DETs مع الملكية التجارية المطاط الصناعي الاكريليك ومع أقطاب التطبيقية يد من مسحوق الكربون أو الشحوم الكربون. هذا المزيج يؤدي إلى المحركات غير قابلة للتكرار وبطيئة واظهار زحف اللزجة والعمر قصير. نقدم هنا تدفق عملية كاملة لتصنيع استنساخه من DETs على أساس السيليكون المرنة رقيقةأفلام الإلكترونية، بما في ذلك صب أغشية رقيقة سيليكون، وإطلاق سراح الغشاء وprestretching، الزخرفة من قوي متوافق مع الأقطاب، التجميع والاختبار. ويلقي الأغشية على مرنة البولي اثيلين (PET) ركائز مغلفة بطبقة ذوبان في الماء فداء لسهولة الإصدار. تتكون الأقطاب من الكربون الأسود جزيئات متناثرة في مصفوفة سيليكون ومنقوشة باستخدام تقنية ختم، الأمر الذي يؤدي إلى تعريف أدق-أقطاب المتوافقة التي تعرض التصاق عالية لغشاء عازل التي يتم تطبيقها.
Introduction
محولات المطاط الصناعي عازلة (DETs) هي أجهزة الناعمة التي تتكون من غشاء عازل من اللدائن المرنة (عادة 10-100 ميكرون سميكة)، تقع بين قطبين المتوافقة، وبالتالي تشكيل مكثف مطاطي 1. DETs يمكن استخدام المحركات قادرة على إنتاج سلالات كبيرة جدا (وقد ثبت تصل إلى 1700٪ سلالة السطح) 2، وأجهزة استشعار الضغط لينة 3، أو مولدات القوة الناعمة إلى 4. عندما تستخدم المحركات، يتم تطبيق الجهد بين القطبين. القوة الكهروستاتيكية ولدت وساقيها وغشاء عازل، والحد من سماكة، وزيادة مساحة سطحه (الشكل 1) 1. بالإضافة إلى المحركات، ونفس الهيكل الأساسي (رقيقة الغشاء المطاط الصناعي وأقطاب لمط) ويمكن استخدام أجهزة الاستشعار سلالة أو حصاد الطاقة، والاستفادة من تغير السعة الناجم عن تشوه الميكانيكية. سلالات كبيرة تم إنشاؤها بواسطة عازل المطاط الصناعي لctuators (DEAS) وطبيعتها الناعمة والمتوافقة قد استخدمت للعديد من التطبيقات، مثل العدسات الانضباطي كهربائيا 5، والمحركات الدوارة 6، تشوه أجهزة الخلوي الثقافة 7، والدفع من الحيوية مستوحاة من الأسماك مثل المنطاد 8.
ذكرت معظم DETs في الأدبيات استخدام الملكية الاكريليك فيلم المطاط الصناعي من 3M اسمه بنك فيرجين للصحة كما غشاء المطاط الصناعي عازلة، لأنه قد تم أظهرت أن تظهر سلالات يشتغل كبيرة جدا 1. توافر هذه المواد في شكل الفيلم هو أيضا عامل رئيسي في استخدام على نطاق واسع لتطبيقات ديت، على الرغم من (سلالة يشتغل جانبا)، أن لديها عددا من العوائق الهامة، مثل الخسائر الميكانيكية واللزجة زحف التي تحد من سرعة استجابتها وتتراوح درجة حرارة التشغيل صغير، والميل للتمزق. في المقابل، اللدائن سيليكون يمكن أن تستخدم أيضا غشاء عازل للDETs، مما أدى إلى الأجهزة مع سرعة استجابة أسرع 1000 مرةمن اللدائن الاكريليك، بسبب الخسائر الميكانيكية بهم أقل بكثير 9. وبالإضافة إلى ذلك، فهي متوفرة في مجموعة كبيرة من القسوة، والذي يعطي حرية التصميم الإضافية. ومع ذلك، وعادة ما تباع السيليكون في شكل قاعدة لزج، والتي يجب أن تطبق في أغشية رقيقة لاستخدامها في DETs. ومع ذلك، وهذا يوفر حتى الآن درجة إضافية من الحرية، وسمك الغشاء يمكن اختيار بحرية ولا تفرض من قبل الشركة المصنعة، كما هو الحال بالنسبة للأفلام ولم يضف.
ويظهر هذا البروتوكول تلفيق من المطاط الصناعي المحرك عازلة. ومع ذلك، فإنه يمكن تطبيقها أيضا مع قليل من دون تعديل لتصنيع محولات المطاط الصناعي عازلة بمعنى أوسع، بما في ذلك أجهزة حصاد الطاقة وأجهزة استشعار الضغط. نقدم هنا طريقة لمساحة كبيرة (A4) صب رقيقة الأفلام (10-100 ميكرون) سيليكون على ركائز PET مرنة المغلفة بطبقة فداء للذوبان في الماء. طبقة الأضاحي يقلل من مسا القواتuired لفصل غشاء السيليكون من الركيزة، وبالتالي تقليل التشوه الميكانيكي للغشاء خلال الإصدار. تشوه الفيلم يمكن أن يؤدي إلى الخواص الميكانيكية متباين الخواص بسبب التوتر الناجم عن تليين (مولينز المفعول) 10، وبالتالي يجب تجنبها. الأقطاب هي العنصر الرئيسي الثاني لديت. ويتمثل دورهم في توزيع الشحنات الكهربائية على سطح الغشاء من اللدائن المرنة. لإنتاج المحرك موثوق بها، ويجب أن تكون الأقطاب قادرة على تحمل الضغوط المتكررة أعلى من 20٪ بدون تكسير، مهينة، delaminating، أو فقدان الموصلية. وعلاوة على ذلك، يجب أن تكون متوافقة حتى لا تشديد ميكانيكيا هيكل 11. ومن بين التقنيات المختلفة التي توجد لجعل أقطاب متوافقة مع جزيئات الكربون الأسود التطبيقية اليد أو الشحوم الكربون هما الأساليب المستخدمة على نطاق واسع (11). ومع ذلك، وهذه الأساليب لها عدد غير قليل من العيوب: تطبيق باليد يمنع التصغير من الجهازالصورة، يؤدي إلى نتائج غير قابلة للتكرار وهو مضيعة للوقت. وبالإضافة إلى ذلك، ومسحوق الكربون أو الشحوم لا يتقيد الغشاء والأقطاب الكهربائية التي تنتجها هذه الطريقة قابلة للارتداء والكشط الميكانيكي. أيضا، في حالة من الشحوم، يمكن أن السائل ملزمة منتشر في غشاء عازل وتعديل خصائصه الميكانيكية. عمر الكربون مسحوق أو الشحوم الأقطاب الكهربائية مغلفة الامم المتحدة هو بالتالي قصير جدا. هنا، نقدم الزخرفة من الأقطاب الكهربائية متوافقة قبل ختم تقنية اسمه وحة الطباعة التي يتم نقلها تصميم دقيق لغشاء عن طريق ختم سيليكون لينة، مما يسمح لبسرعة وبتكاثر نمط الأقطاب الكهربائية الدقيقة، مع ميزات وصولا الى 0.5 ملم. يتكون الحل تطبيقها من خليط من الكربون الأسود في مصفوفة السيليكون، والتي هي مرتبطة عبر بعد التطبيق، مما يؤدي إلى أقطاب علاجه مع التصاق قوي للالغشاء من اللدائن المرنة، مما يجعلها مرنة للغاية ومقاومة للتآكل الميكانيكية وارتداء.
يصف بروتوكول التالي كافة الخطوات اللازمة لتصنيع DEAS سريعة وموثوق بها مع أقطاب المتوافقة مع نمط وجه التحديد. وهذا يشمل الصب الغشاء وprestretching، الزخرفة والمواءمة بين الأقطاب، والتجمع، الربط الكهربائي والاختبار. لغرض الفيديو، ونحن افتعال المحرك بسيط في الطائرة مع القطب على شكل والعتاد، كما هو مبين في الشكل 2. ويتكون المحرك من غشاء السيليكون رقيقة امتدت على مدى حامل الغشاء، والتي هي نمط قطبين المتوافقة. ثم يتم إدخال إطار المحرك لتوفير الاتصال الكهربائية إلى القطب السفلي الشكل 3 يبين وجهة نظر انفجرت في الجمعية مع مختلف مكونات المحرك. على الرغم من أن جهاز تتحقق في الفيديو ليس لديه التطبيق العملي خارج يدل على المبدأ الأساسي لDEAS، بذلت المحركات المختلفة التي تهدف في تطبيقات محددة باستخدام نفس العملية بالضبط، مثلكما القابضون لينة، العدسات الانضباطي، الانضباطي المغيرون المرحلة مم الموجة، الخ
Protocol
1. سيليكون غشاء الإنتاج
- الذبيحه طبقة الصب
- قطع ورقة 400 ملم طويلة من جودة عالية 125 PET ميكرون سميكة من لفة.
- يعد حل الذبيحة (5٪ حمض بولي الاكريليك في الأيسوبروبانول بالوزن): مزيج معا 32 غرام من الأيسوبروبانول و 8 غرام من بولي محلول حمض الاكريليك (25٪ في الماء) في 50 مل أنبوب بلاستيكي. هز جيدا.
- تنظيف الركيزة PET مع مناديل الوبر مجانا مشربة الأيسوبروبانول.
- تنظيف الجدول فراغ مع مناديل الوبر مجانا مشربة الأيسوبروبانول.
- وضع الركيزة PET على الطاولة فراغ وبدوره على مضخة فراغ.
- تفقد البصر الجدول فراغ لضمان عدم وجود جزيئات الغبار الكبيرة محاصرون بين الجدول فراغ والركيزة PET. كرر الخطوات التنظيف السابقة إذا تم تحديد جزيئات الغبار.
- تنظيف السطح العلوي للالركيزة PET مع مناديل الوبر مجانا مشربة الأيسوبروبانول.
- ضع الملف الشخصي قضيب لpplicator على المغطي الفيلم التلقائي وضبط سرعة الطلاء إلى 5 ملم / ثانية.
- ضع 2 مل من محلول طبقة الأضاحي أمام قضيب الشخصي وبدء تشغيل الجهاز المغطى.
- عندما وصلت قضيب الشخصي نهاية PET الركيزة رفع عليه للخروج من المغطي وتنظيفه عن طريق المسح مع محو غارقة في الماء الساخن خالية من الوبر.
- سحب قضيب فيلم ولكن ترك فراغ مضخة التشغيل وترك الركيزة PET على لوحة فراغ. السماح للطبقة تجف في الهواء لمدة 2 دقيقة.
- سيليكون صب الغشاء
- سخن الفرن إلى 80 ° C.
- إضافة 15 غرام من قاعدة السيليكون و 1.5 غرام من عبر رابط إلى وعاء الخلط. إضافة 10 غرام من السيليكون المذيبات لتقليل اللزوجة.
- مزج الخليط سيليكون مع خلاط الكواكب. استخدام خلط دورة 2 دقيقة في 2000 دورة في الدقيقة، بالإضافة إلى دورة التفريغ 2 دقيقة في 2200 دورة في الدقيقة.
- تعيين ارتفاع قضيب العالمي إلى 225 ميكرون. وضع قضيب في أعلى ورقة PET ومجموعة تيانه فيلم سرعة قضيب إلى 3 ملم / ثانية.
- نقل 15 مل من خليط السيليكون من وعاء الخلط إلى الركيزة PET مع حقنة.
- بدء قضيب التلقائي لتطبيق السيليكون على الركيزة PET كاملة (الشكل 4A).
- إيقاف المضخة والانتظار لمدة 5 دقائق للسماح للتتبخر المذيبات من طبقة صوت.
- نقل الغشاء على لوحة زجاجية ووضعه في الفرن لمدة 30 دقيقة في 80 ° C.
- تنظيف قضيب وصفيحة فراغ مع مناديل خالية من الوبر مشربة الأيسوبروبانول.
- بعد 30 دقيقة، وإزالة غشاء من الفرن، ويترك ليبرد في RT لمدة 5 دقائق أخرى، وتغطية ذلك مع احباط PET رقيقة لحماية السطح من الملوثات.
2. إطلاق وPrestretching من الأغشية المرنة
- Prestretch دعم تلفيق
- قطع مستطيل بحجم A4 من لفة الجافة نقل سيليكون لاصق.
- إزالة أحد سو الأغطية الواقية من جفاف نقل سيليكون لاصق ويدويا تطبيق لاصق على فيلم الشفافية A4، مع الحرص على تجنب تشكيل فقاعات أثناء التطبيق.
- قطع نمط الدعم prestretch في الفيلم الشفافية المغطاة لاصقة باستخدام الحاسب الآلي. (CNC) ليزر حفارة (الشكل 4B) وفقا لبروتوكول الشركة الصانعة.
- غشاء دعم تلفيق
- قطع 500 مم 290 مم مستطيل في لفة الجافة نقل سيليكون لاصق.
- قشر بعيدا واحدة من الأغطية الواقية من جفاف نقل سيليكون لاصق وصفح احباط على 3 مم بولي سميكة (ميتاكريليت الميثيل) (PMMA) لوحة.
- في إطار PMMA، وقطع حلقات من 52 مم خارج القطر و 44 ملم داخل القطر التي ستكون بمثابة أصحاب الغشاء.
- الإفراج الغشاء
- قطع غشاء يلقي سيليكون / PET الركيزة شطيرة من الخطوة 1 إلى دوائر بقطر 55 مم فيالعطر باستخدام الليزر حفارة CNC (الشكل 4B) وفقا لبروتوكول الشركة الصانعة وقشر بعيدا فيلم واقية.
- إصلاح يزر لقطع prestretch دعم على قطع سيليكون دائرة غشاء الجانب لاصقة أسفل، بحيث لاصقة على اتصال مع سطح السيليكون (الشكل 4C).
- يعد حمام من الماء المغلي وغمر التجمع (غشاء السيليكون والدعم اللصق) في ذلك.
- بينما المغمورة، برفق وببطء قشر الركيزة PET بعيدا عن غشاء السيليكون (الشكل 4D).
- إزالة غشاء السيليكون من حمام الماء واتركها لتجف في الهواء أو استخدام بندقية النيتروجين لتسريع عملية التجفيف.
- غشاء قياس سماكة وprestretch
- قياس سمك الغشاء مع تداخل الإرسال وفقا لبروتوكول الشركة الصانعة.
- تعيين prestretcher ليبلغ قطرها 45 ملم، ووضع prestrحفر غشاء الدعم السيليكون على الأصابع نقالة، الجانب اللاصق لأسفل.
- خفض الدعم prestretch بين الأصابع نقالة (الشكل 4E).
- زيادة قطر prestretcher إلى 58.5 ملم إلى prestretch EQUI-ثنائية المحور الغشاء بمعامل 1.3 (30٪ prestretch) عن طريق تدوير حلقة prestretcher بعكس اتجاه عقارب الساعة (الشكل 5).
- إزالة الفيلم غطاء من صاحب غشاء PMMA فضح لاصقة والعصا صاحب غشاء PMMA على سطح غشاء prestretched (الشكل 4F).
- خفض حول الغشاء حامل لإزالة غشاء prestretched من نقالة.
- قياس سماكة النهائي للغشاء prestretched مع تداخل الإرسال.
3. الزخرفة أقطاب المتوافقة بواسطة الطباعة وسادة
- إعداد الحبر موصل
- في 125 مل من البلاستيك خلاط الحاويات، ضع 0.8 ز الكربون الأسود ثإيث 16 ز الأيسوبروبانول و 6 كرات الصلب من 12 مم. خلط في 2000 دورة في الدقيقة لمدة 10 دقيقة في خلاط الكواكب.
- إضافة 4 ز سيليكون المطاط الصناعي جزء A، 4 ز جزء B، و 16 غرام الأيزو أوكتين. خلط في 2000 دورة في الدقيقة لمدة 10 دقيقة في خلاط الكواكب.
- الإعداد لآلة الطباعة وسادة
- تثبيت كليشيهات مع نمط القطب المطلوب على كتلة المغناطيسي (الشكل 4G).
- ملء inkcup مع موصل القائمة على الحبر السيليكون.
- وضع كتلة كليشيهات (كليشيهات ثابتة على كتلة المغناطيسي) على رأس inkcup شغل الحبر وتثبيت التجميع في الجهاز.
- إصلاح لوحة سيليكون على الجهاز.
- المحاذاة
- وضع لوحة اليجنر (الشكل 4H) على قاعدة الطابعة.
- بدء دورة الطباعة على آلة الطباعة وسادة، والتي سيتم تطبيقها في تصميم الكهربائي على لوحة اليجنر وفقا لبروتوكول الشركة الصانعة.
- بصرياتفقد التداخل من القطب المطبوعة وهيكل إشارة محفورا من لوحة اليجنر. نقل المرحلة XY-θ لتصحيح أي اختلال.
- تنظيف لوحة اليجنر وطباعة القطب أخرى.
- تفقد البصر المواءمة مع هيكل المرجعية والمضي موقف منصة والطباعة أقطاب حتى الحصول على تراكب مثالي من نمط المطبوعة على هيكل المرجعية (الشكل 4H).
- طباعة أقطاب المتوافقة
- وضع غشاء prestretched على قاعدة الطابعة.
- على منصة آلة الطباعة، وإطلاق دورة الطباعة للقضاء القطب على أعلى الجانب غشاء (الشكل 4I). ختم غشاء مرتين للتأكد من سمك القطب كاف من حوالي 4 ميكرون.
- إزالة غشاء من قاعدة الطابعة، وضع غشاء prestretched المقبل على قاعدة الطابعة وتكرار عملية الطباعة حتى عن ذاكرة prestretchedوختم الأغشية.
- ضع الأغشية مع القطب ختمها في الفرن على 80 درجة مئوية لمدة 30 دقيقة.
- بعد 30 دقيقة، وإزالة الأغشية من الفرن.
- مكان واحد من الأغشية المطبوعة رأسا على عقب على قاعدة الطابعة، وفضح الجانب الخلفي الغشاء.
- بدء دورة الطباعة على نمط القطب السفلي.
- إزالة غشاء من قاعدة الطابعة، وضع غشاء المقبل على قاعدة الطابعة وتكرار عملية الطباعة حتى يتم ختمها جميع أغشية على كلا الجانبين.
- ضع الأغشية في الفرن على 80 درجة مئوية لمدة 30 دقيقة لعبور الارتباط القطب السفلي.
4. إنشاء التوصيلات الكهربائية
- إطارات قطع المحرك التي من شأنها أن تكون بمثابة عقد الإطار لالمحرك في نفس لوحة PMMA تستخدم لصاحب الغشاء (راجع 2.2) باستخدام الليزر CNC.
- قشر قبالة دعم لاصق على الجزء العلوي من الإطار المحرك.
- تطبيق 18 مم × 2.5 مم قطعة من الشريط موصل على جزء من الإطار المحرك التي سوف تأتي في اتصال مع القطب السفلي، وأضعاف ذلك إلى جانب الإطار إلى توفير الاتصال الكهربائية (الشكل 3).
- حرك إطار المحرك داخل حامل الغشاء، ثم اضغط بلطف الغشاء مع الأصابع إلى عصا لاصقة من الإطار المحرك.
- مع مشرط، وقطع غشاء على الحدود بين صاحب الغشاء والإطار المحرك وإزالة السابق.
- تطبيق قطعة ثانية من 18 ملم × 2.5 ملم موصل الشريط على منطقة الاتصال من القطب العلوي.
- وضع سلك على كل قطعة من شريط موصل لإجراء اتصال الكهربائية. قم بتوصيل السلكين لمصدر الجهد العالي، وتطبيق 2 هرتز إشارة مربع من 2 كيلو فولت السعة. مراقبة التوسع الدوري للجهاز.
النتائج
سيليكون صب الغشاء
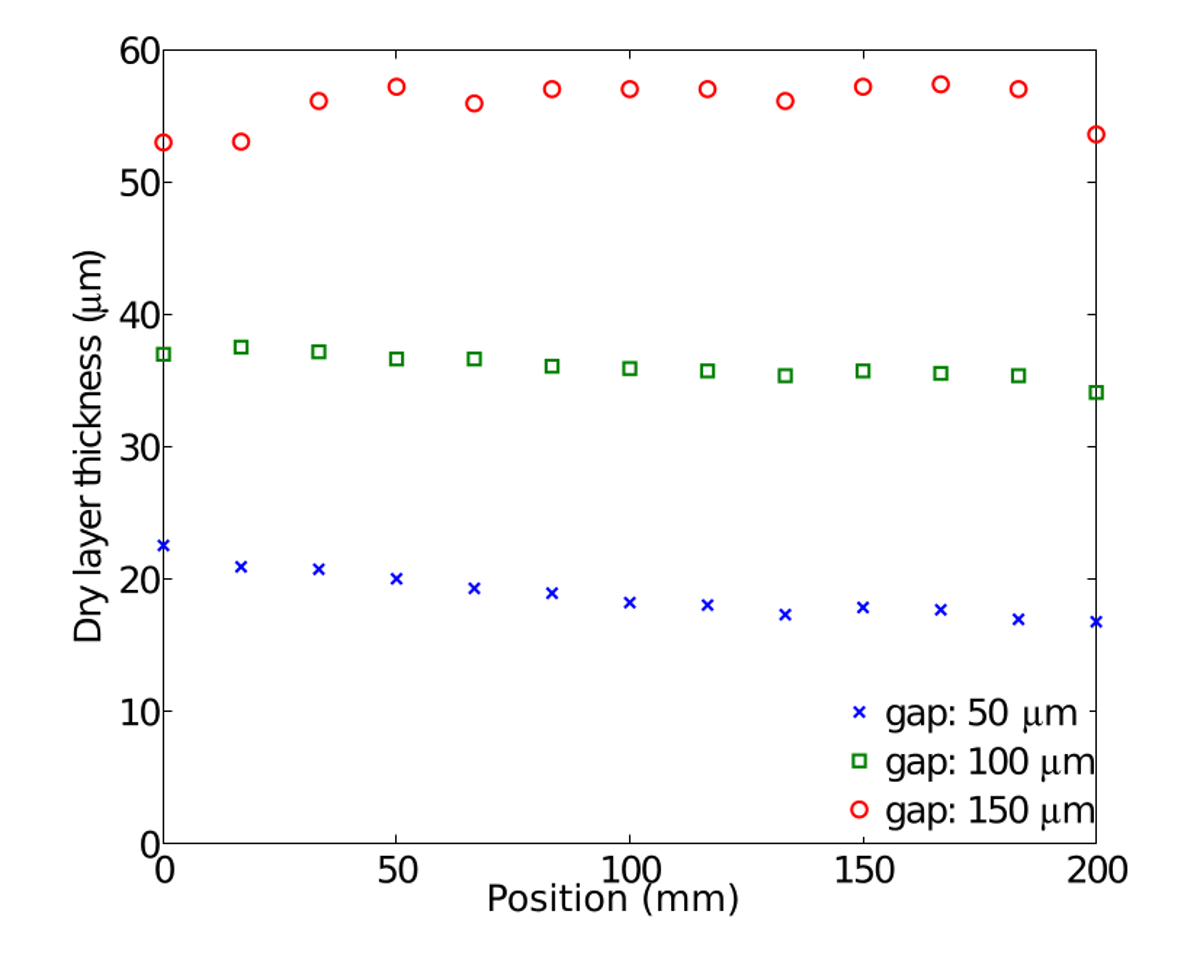
مرة واحدة يتم الافراج الأغشية السيليكون من الركيزة PET وقائما بذاته في إطار (في نهاية الخطوة 2.2)، ويمكن قياس سمك، على سبيل المثال عن طريق التداخل انتقال الشكل 6 يظهر التجانس سمك طبقة السيليكون عبر عرض من 200 ملم الركيزة PET لمدة 3 مختلف مرتفعات الفجوة الفعالة (50 و 100 و 150 ميكرون) في سرعة الصب من 1 ملم / ثانية (لاحظ أن لقضيب هو أوسع من الركيزة PET، أقدام بقية قضيب على فراغ وليس على الركيزة PET نفسه، كما يمكن أن يرى في الشكل 4A. الفجوة فعالة بين قضيب والركيزة لذلك مساويا لارتفاع قضيب ناقص سمك الركيزة PET. على سبيل المثال الركيزة PET من 125 ميكرون و وارتفاع قضيب من 225 ميكرون، كما تستخدم في البروتوكول، ويؤدي إلى وجود فجوة فعالة من 100 ميكرون). ل50 ميكرون ارتفاع الفجوة فعالة، هناك فرق واضح بين ارتفاع اليسار والجانب الأيمن من طبقة السيليكون. وذلك لأن ارتفاع قضيب يجب تعيين يدويا على الجانب الأيمن والأيسر، وبعض الخطأ أمر لا مفر منه. ولكن مع تحديد دقيق للقضيب، ونحن الحصول عموما الأغشية مع انحراف معياري بسمك أقل من 1 ميكرون، وهو الحال بالنسبة ل100 ميكرون ارتفاع الفجوة الفعال (σ = 0.81 ميكرون). عندما يصبح ارتفاع قضيب كبير جدا، والتموج يبدأ في الظهور على الغشاء، والناجمة عن تبخر المذيب في الخليط السيليكون، كما هو ظاهر في الغشاء يلقي مع فجوة فعالة من 150 ميكرون (الشكل 6).
العلاقة بين سماكة الطبقة الجافة التي تم الحصول عليها وارتفاع قضيب تعتمد على خليط السيليكون وسرعة الصب. يتكون خليط السيليكون المستخدمة في هذه المقالة من السيليكون 2-قطع الغيار، ومذيب لتقليل السادسscosity من الخليط. كما يتبخر المذيب من الغشاء قبل المعالجة، تقديرا لسمك الفيلم يمكن الحصول بضرب ارتفاع الفجوة الفعلي من أية نسبة حجم المواد الصلبة في خليط السيليكون. ومع ذلك، هناك تأثيرات حيوية في زائدة من قضيب، مما أدى إلى خلق الغضروف المفصلي وسمك أرق مما كان متوقعا. العلاقة بين ارتفاع الفجوة وما ينتج عنها من سمك الغشاء الجاف تعتمد على سرعة الصب، وارتفاع قضيب، وعلى شكل قضيب ويبين الشكل 7 نتائج تجربة حيث يلقي الأغشية بسرعة وارتفاعات مختلفة لإظهار كيفية تأثير هذه المعلمات سمك الفيلم الجاف. ويمكن ملاحظة أن يلقي بسرعات عالية يؤدي إلى الأغشية أرق، وأن تأثير سرعة يصبح أكثر وضوحا كما يزيد من ارتفاع الفجوة.
الأداء يشتغل
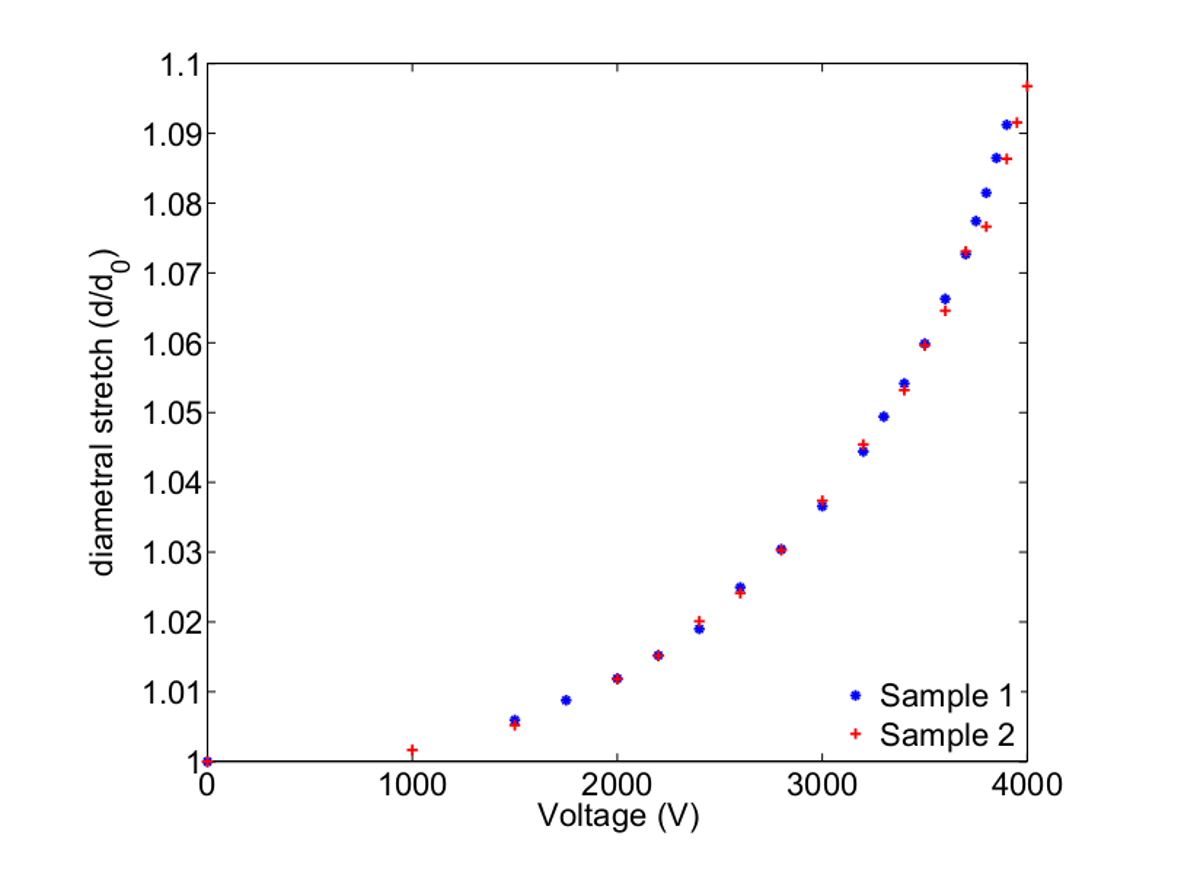
ويتميز المحرك ملفقة هنا قياس آثافةجي خارج القطر من القطب مثل لعب دورا مهما بوصفها وظيفة من الجهد التطبيقي. يتم استخدام الكاميرا على حامل ثابت لالتقاط الصور من المحرك كما يتم زيادة الجهد. ويتم تحليل الصور مع برنامج نصي معالجة الصور (الرؤية، الصكوك الوطنية) لتحديد التوسع في المحرك. وقد تم ذلك عن طريق تركيب دائرة لمحيط الخارجي للترس مثل القطب (الشكل 8). ويرد الزيادة في قطر الدائرة من حالة استرخاء كما تمتد الدفق القطري (أي قطر دفعتها مقسوما على قطر المحرك عند استرخاء). وأظهرت نتائج دراستين المحركات منفصلة من سمك متطابقة (34.5 ميكرون) في الشكل رقم 8. كلا الجهازين أداء مماثل مع امتداد الدفق القطري من 10٪ في الجهد يشتغل من 4 كيلو فولت.
وقد تم قياس سرعة استجابة المحرك عن طريق تطبيق 2 هرتز إشارة مربع من 3 كيلو فولت، مما يؤدي لظهور سلالة من حوالي 4٪. التوسع فى هىator تم تصويره بكاميرا عالية السرعة مع دقة الساعة 0.25 ميللي ثانية. واعتقل حافة ارتفاع، مع إطارات 200 (50 ميللي ثانية) قبل الجهد الزناد، و 200 لقطة بعد. الصور حيث ثم تحليلها لاستخراج تشوه تعتمد على الوقت (الشكل 9). الساعة ارتفاع (الوقت اللازم لتصل إلى 90٪ من تشوه النهائي) هو 3.75 ميللي ثانية، وليس هناك اللزجة زحف ملاحظتها قبل وبعد خطوة الجهد، على عكس ما يلاحظ عند استخدام اللدائن الاكريليك والأغشية، والتي ترتفع أوقات وعادة ما تكون لاحظت عدة مئات من ثواني 12.
تطبيق عملية تدفق بأجهزة أخرى
يوضح المحرك المصنعة في هذه المقالة عملية التصنيع لدينا، فضلا عن مبدأ عمل الأساسي للDEA مع زيادة في المساحة السطحية للأقطاب بناء على طلب من الجهد، وبالتالي فهو مثال جيد لهذا البرنامج التعليمي. ومع ذلك، هذاالمحرك لا يوجد لديه غرض محدد بخلاف يدل على مبدأ يشتغل من DEA. ومع ذلك، فإن عملية المعروضة هنا هي متعددة للغاية، ويمكن استخدامها لتصنيع مجموعة واسعة من محولات الناعمة التي تهدف إلى تطبيقات محددة. نقدم هنا بعض أمثلة مختارة من التطبيقات التي قمنا بتطويرها على أساس المحركات ملفقة باستخدام المنهجية المقدمة.
تم ملفقة الناعمة العدسات الانضباطي مستوحاة الحيوي (الشكل 10A). هذه هي قادرة على تغيير البعد البؤري بنسبة 20٪ في أقل من 200 μsec 9. الجهاز يمكن حفزه لأكثر من 400 مليون دورات دون انخفاض ملحوظ في الأداء يشتغل، مما يدل على أن الجمع بين المواد المناسبة وعمليات التصنيع الجيدة يؤدي إلى DEAS مع بسرعة الاستجابة السريعة وعمر طويل. العدسات الهندسة مماثلة ولكن مصنوعة باستخدام المستخدمة على نطاق واسع المطاط الصناعي الاكريليك التجاري بنك فيرجين للصحة ديك عرض النطاق الترددي أكثر من 3 أوامر من حجم أصغر 9.
الزخرفة الأقطاب متوافقة مع لوحة الطباعة يسمح صنع أقطاب جدا بدقة محددة، مما يمكن تلفيق أقطاب مستقلة على نطاق صغير في نفس الغشاء. هذا هو على سبيل المثال أثبتت من خلال تصنيع المحركات الدوارة استنادا DEA-تضم ثلاثة أقطاب مستقلة كهربائيا (الشكل 10B). محور وكتلة مقاوم في مركز للمحرك يمكن أن تدور في 1500 دورة في الدقيقة 13. وقد دفعت مفهوم محرك آخر لإظهار أن الطباعة وسادة يمكن أن تنتج أيضا المحركات موثوقة. بنيت الروبوت المتداول-قطعها الذاتي لتشغيل لفات على طول مسار دائري الشكل (10C). سافر الروبوت أكثر من 25 كم بمتوسط سرعة 15 سم / ثانية (13).
وتشمل التطبيقات الأخرى التي تم إنتاجها في العملية الحالية (أو اختلافات طفيفة منها) تشوه أنظمة زراعة الخلايا 14، مولدات المطاط الصناعي عازل 15، متعددة الأجزاء القابضون لينة 16، أو الانضباطي مم الموجة مرحلة الترددات الراديوية المغيرون 17.

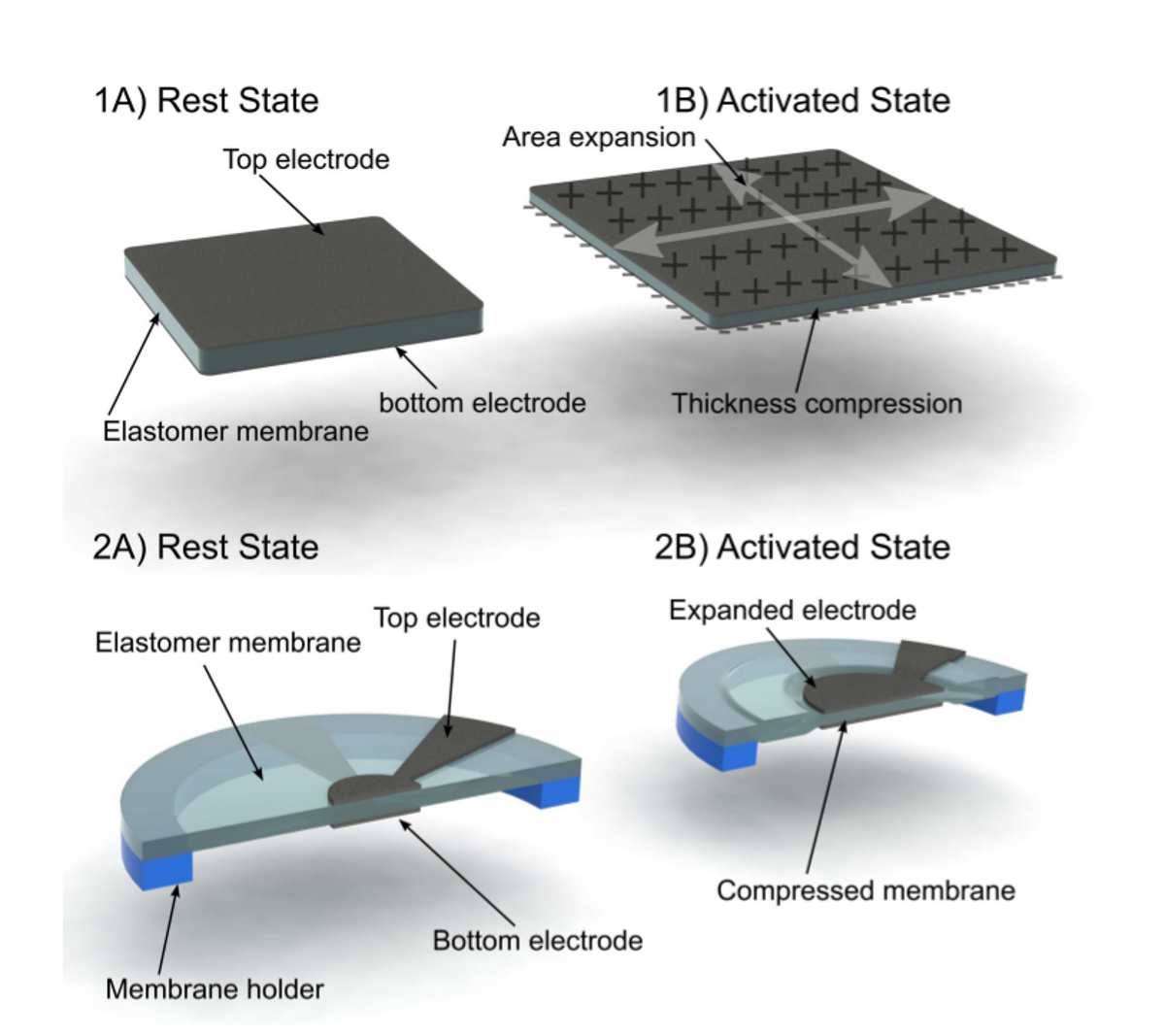
الشكل 1. المبدأ الأساسي من المحركات المطاط الصناعي عازلة الأعلى: (1A) في شكله الأكثر بسيطة، وDEA تتكون من غشاء المطاط الصناعي لينة تقع بين قطبين المتوافقة. (1B) عندما يتم تطبيق DC الجهد بين الأقطاب، فإن التهم كهرباء على الأقطاب تخلق الضغط الضغط الذي يضغط على الغشاء، مما يؤدي إلى انخفاض سماكة والتوسع السطح. أسفل: (2A) المحرك هو موضح في البروتوكول يتكون من الغشاء المشدود على إطار. أقطاب دائرية هي على جانبي الغشاء مع ملحقات من الحدود الغشاء للسماح للاتصالات الكهربائية. ع نشطعصام هي المنطقة التي تتداخل فيها القطبين، أي دائرة في المركز. (2B) وعندما يتم تطبيق الجهد، والقوة الكهروستاتيكية الكمادات الغشاء. هذا يؤدي إلى انخفاض سماكة الغشاء في منطقة نشطة، وبزيادة قدرها سطح القطب. لأن prestretched الغشاء، والمنطقة السلبية حول القطب يرتاح لاستيعاب التوسع في المنطقة النشطة المركزية. الرجاء انقر هنا لعرض نسخة أكبر من هذا الرقم.
{kind=link}

. الشكل 2. معيد المحرك ملفقة في هذا البروتوكول اليسار: الجهاز النهائي تتألف من غشاء السيليكون امتدت ثابتة على الإطار، وزوج من القطب متوافقة منقوشة على جانبي الغشاء، والتوصيلات الكهربائية. ريGHT: صورة مركبة تظهر حالة الراحة (أسود) والدولة المنشط (السماوي). ويلاحظ وجود زيادة بنسبة 10٪ في قطر هيكل مع 4 كيلو فولت تطبيقها عبر الأقطاب. الرجاء انقر هنا لعرض نسخة أكبر من هذا الرقم.
{kind=link}

الشكل 3. ضوء المحرك انفجرت. المكونات المختلفة التي تشكل المحرك المصنوعة في الفيديو. صاحب غشاء يحتفظ غشاء السيليكون prestretched ويستخدم لمعالجة الغشاء أثناء الخطوة الطباعة القطب. مرة واحدة يتم علاجه الأقطاب، يتم إدراج إطار المحرك داخل حامل الغشاء ويوفر كل من الإطار الهيكلي لعقد المحرك، والاتصال الكهربائية إلى القطب السفلي. مرة واحدة يتم إصلاح الغشاء إلى الإطار المحرك، ولييمكن إزالة حامل mbrane. الرجاء انقر هنا لعرض نسخة أكبر من هذا الرقم.
{kind=link}

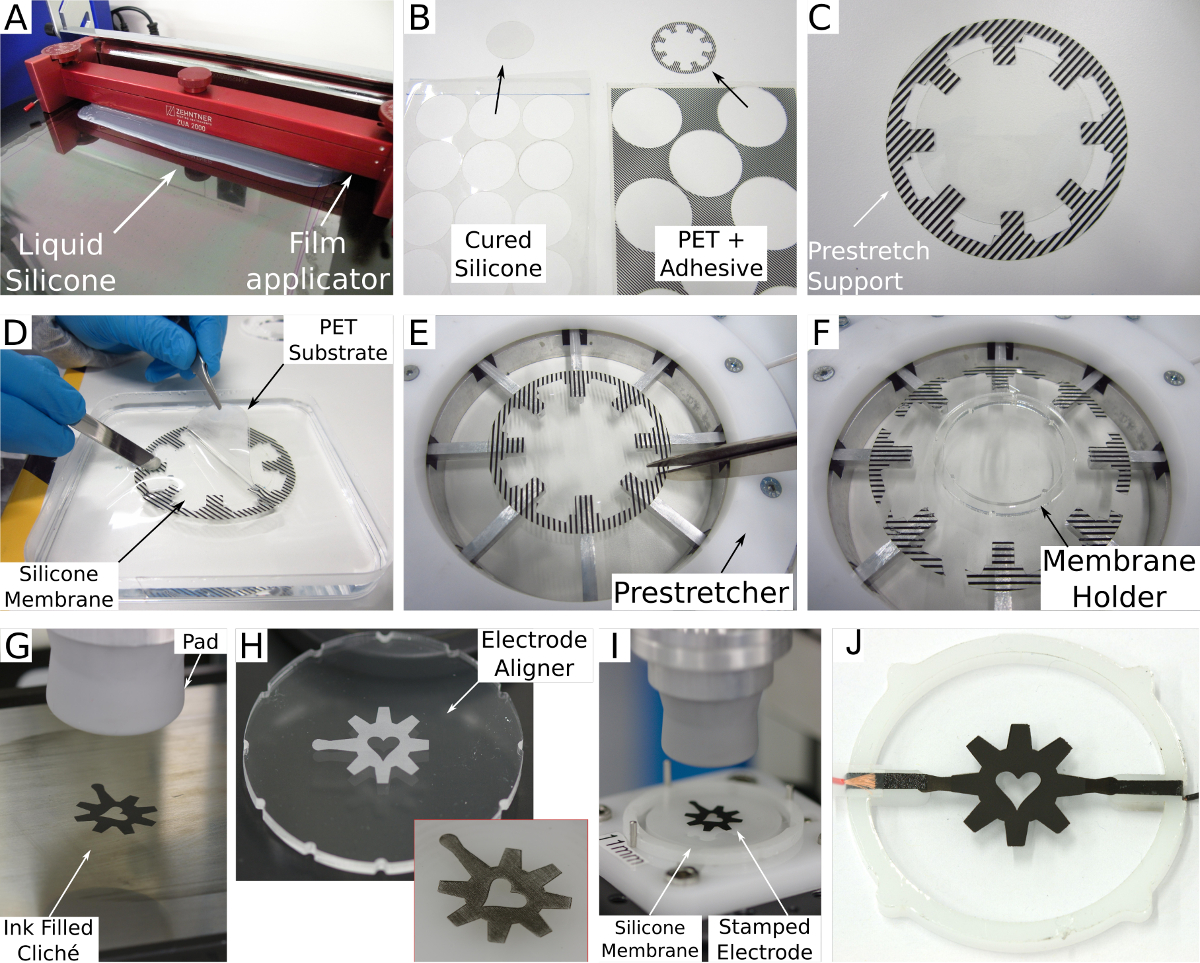
الرقم 4. لمحة عامة عن عملية التصنيع. (A) صب الأغشية السيليكون باستخدام التلقائي فيلم قضيب المغطى. (B) الليزر قطع من الشفاء غشاء السيليكون والدعم prestretch. (C) الصب من غشاء السيليكون على دعم prestretch. (D) الافراج من السيليكون الغشاء من PET الركيزة عن طريق إذابة طبقة الأضاحي با في الماء الساخن. (E) قطع من أقسام الدعم prestretch ربط الأصابع. (F) Prestretch والتمسك حامل غشاء على سطح الغشاء. (G) كليشيهات مليئة كوندالحبر uctive. (H) الليزر محفورا الكهربائي اليجنر، ويبين الشكل أقحم مثال على القطب متماشية بشكل جيد. (I) غشاء السيليكون مع القطب مختومة. (J) جهاز مصنعة. الرجاء انقر هنا لعرض نسخة أكبر من هذا الرقم.
{kind=link}

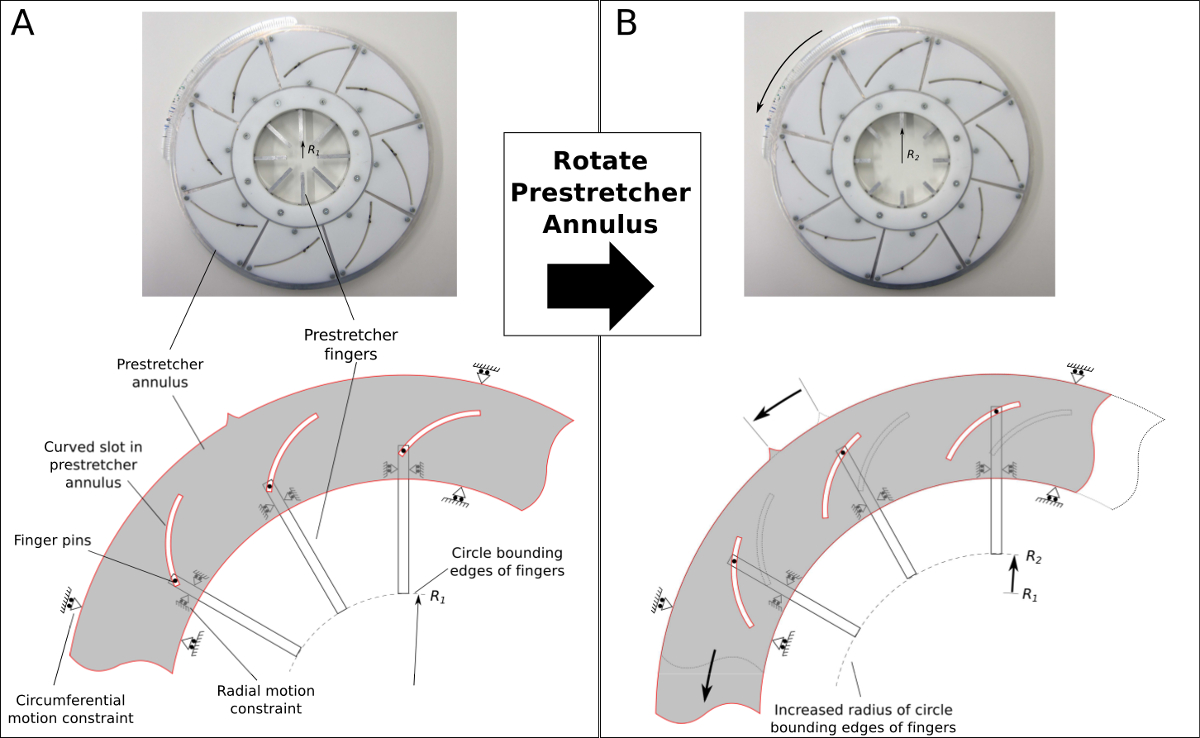
الرقم 5. مبدأ التشغيل من prestretcher الغشاء. وترد (A) عدة أصابع المعادن إلى الحلقة البلاستيكية ومقيدة للتحرك في خطي (شعاعي) الأزياء طول امتدادها. يتم تقييد بالطوق للتحرك محيطي. في الحلقة البلاستيكية والعديد من منحني فتحات تشكيله في ذلك، إلى الذي المسامير المعدنية الأصابع الموجودة. نصف قطر دائرة إحاطة حافة الأصابع هو R 1 . (ب) يتم استدارة الحلقة prestretcher عكس اتجاه عقارب الساعة، وأصابع تترجم في وقت واحد، وزيادة نصف قطر الدائرة إحاطة الاصبع حواف من R 1 إلى R 2. الرجاء انقر هنا لعرض نسخة أكبر من هذا الرقم.
{kind=link}

الرقم 6. التجانس سمك طبقات سيليكون مسبوكة. قياس سماكة غشاء السيليكون علاجه عبر عرض من 200 ملم الركيزة PET، لمدة ثلاثة إعدادات فجوة مختلفة من قضيب. سرعة الصب هي 1 ملم / ثانية. الرجاء انقر هنا لعرض نسخة أكبر من هذا الرقم.
{kind=link}

الرقم 7. سمك الفيلم الجاف بوصفها وظيفة من المعلمات الصب. سمك الفيلم الجاف الحصول على ارتفاعات مختلفة قضيب وسرعة لمزيج من السيليكون المذيبات مع المحتوى الصلب 62٪ من حيث الحجم. A سرعة أعلى يؤدي إلى الأغشية أرق لضبط قضيب متساوية، وتأثير زيادة سرعة مع زيادة سمك الغشاء. الرجاء النقر هنا لمشاهدة نسخة أكبر من هذا الرقم.
{kind=link}

الرقم 8. يشتغل من المتظاهرين. الدفق القطري تمتد خارج بوصفها وظيفة من الجهد المطبق للجهازين مع سمك (بعد prestretch) من 34.5 ميكرون. بزيادة قدرها قطرها حوالي 1 لوحظ 0٪ في القصوى المطبقة الجهد. الرجاء انقر هنا لعرض نسخة أكبر من هذا الرقم.
{kind=link}

الرقم 9. استجابة سلالة إلى إدخال خطوة الجهد. ويطبق مربع، 3 كيلو فولت إشارة 2 هرتز إلى الجهاز، وتوليد سلالة من حوالي 4٪ (انظر الشكل 8). لوحظ توسع المنطقة مع كاميرا عالية السرعة 4000 إطار في الثانية الواحدة. فإنه يأخذ أقل من 4 مللي ثانية للالمحرك لتصل إلى 90٪ من البعد النهائي. قبل وبعد الانتقال، والبعد من المحرك تبقى مستقرة ولا تظهر زحف اللزجة. الرجاء انقر هنا لعرض نسخة أكبر من هذا الرقم.
{kind=link}
هين صفحة = "دائما"> 
الرقم 10. المحركات المطاط الصناعي عازل المحرز في عملية تدفق قدمت ثلاثة أمثلة من المحركات المطاط الصناعي عازلة مصنوعة باتباع منهجية المبينة في هذه الوثيقة. (A) عدسة سريعة وميسرة الانضباطي قادرة على تغيير البعد البؤري بنسبة 20٪ في أقل من 200 μsec. (B) المطاط الصناعي الروتاري الصغرى المحرك قادر على الغزل في 1500 دورة في الدقيقة. (C) المتداول الروبوت قطعها الذاتي. الرجاء انقر هنا لعرض نسخة أكبر من هذا الرقم.
{kind=link}
Discussion
عملية التصنيع يمكن تلخيصها على النحو التالي. تبدأ من خلال تطبيق طبقة للذوبان في الماء الأضاحي على الركيزة PET المستخدمة في الصب من الغشاء. هذا يتجنب تشوه المفرط أثناء عملية الإفراج التي يمكن أن تلحق الضرر المحتمل الغشاء. ثم يتم محمل السيليكون في طبقة رقيقة والشفاء في الفرن. هو قطع ورقة A4 PET مع طلاء السيليكون إلى أقراص دائرية من 55 مم، وتمسك لدعم prestretch مرنة. يتم استخدام دعامات prestretch للتلاعب في الغشاء أثناء فترة الإفراج طبقة وprestretching الخطوات فداء. لفصل غشاء من الركيزة PET، وغمسها في الماء الساخن لإذابة طبقة فداء. هذه العملية تسمح للغشاء الذين سيتم اطلاق سراحهم دون الحاجة إلى سحب عليه بشكل كبير. وبمجرد أن الغشاء قائما بذاته، ويمكن prestretched. Prestretching يتكون في تمتد ميكانيكيا الغشاء في الطائرة قبل تحديد ذلك على عقد الإطارات. هذه الخطوة يولد فيقوات ternal الشد في الغشاء وضروري لفي الطائرة المحركات المطاط الصناعي عازلة، مثل المتظاهر يتم إنتاجها هنا. في البروتوكول، ونحن استخدام الجل ذو محورين تمتد، أي قيمة تمتد متساوية في كلا الاتجاهين في الطائرة. ومع ذلك، اعتمادا على التطبيق، تكوينات prestretching مختلفة يمكن استخدامها، مثل أحادي المحور (تمتد فقط على طول x أو y، بينما يسمح الغشاء للاسترخاء في الاتجاه الآخر)، أو متباين الخواص (قيم مختلفة على طول x و y).
يتم استخدام تقنية تسمى لوحة الطباعة على وجه التحديد نمط القطب متوافقة على غشاء السيليكون prestretched، والذي يسمح لتحدد بدقة أقطاب مم الحجم على الغشاء. في هذه العملية، يتم تطبيق الحبر مع شفرة الطبيب على كليشيهات (لوحة الصلب الذي التصميم المراد طباعتها محفورا، وبعد ذلك التقطت من كليشيهات من قبل ختم سيليكون السلس قبل نقله إلى غشاء 13). أبداتصميم ذ يتطلب كليشيهات الخاصة به. ويمكن طلب هذه من الشركات المتخصصة، التي تنتج لهم من الرسم الالكتروني للهندسة. لجعل القطب موصل لمط، تفريق أسود الكربون في مصفوفة سيليكون بواسطة قوى القص باستخدام طحن الكرة، وهي تقنية معروفة لكسر التكتلات من الكربون الأسود ومتجانس تفريق مسحوق في مصفوفة البوليمر 18،19.
عند الطباعة، من المهم أن تصميم وطباعة مع تحديد المواقع بدقة والتوجيه بالنسبة إلى الإطار الغشاء. للقيام بذلك، استخدم مرحلة الدقة XY-θ واليجنر. اليجنر هو قطعة من PMMA في نفس شكل إطار الغشاء ولديه تصميم القطب محفورا إلى سطحه باستخدام الليزر CNC. قبل الطباعة على الغشاء نحن الطباعة على لوحة المحاذاة للتحقق من المحاذاة. إذا لم تصميم مطبوع تطابق تصميم محفورا علينا أن نعدل مرحلة XY-θ حتى overl تصميمينا ف ب (الشكل 4H). في البروتوكول، أعلى وأسفل القطب لديهم نفس التصميم، وبالتالي فإن منصة آلة الطباعة يمكن يمسها بين التطبيقات من القطبين. ومع ذلك، في بعض الحالات، وهندستها أقطاب مختلفة عن القطب العلوي والسفلي. في هذه الحالة، في حين أن الأغشية في الفرن لعلاج من القطب العلوي (أي بين الخطوات 3.4.3 و3.4.4)، فمن الضروري إزالة كتلة كليشيهات (الجمعية التي تتكون من كليشيهات الذي عقد في مكان على كتلة المغناطيسي) مع المحبرة من آلة الطباعة وسادة. ثم، يجب أن يكون تبادل كليشيهات تثبيت لواحد مع تصميم القطب السفلي. لأنه قد تم نقل كتلة كليشيهات، فمن الضروري إجراء عملية محاذاة جديد (الخطوة 3.3) باستخدام لوحة اليجنر محفورا مع تصميم القطب الثاني. مرة واحدة يتم تطبيقها كل من الأقطاب الكهربائية، فإنها تحتاج إلى أن تكون متصلا إلى دائرة القيادة الخارجية التي تزود التهم وأو يشتغل. هناك حلول مختلفة لجعل التوصيلات الكهربائية بين الأقطاب المتوافقة والالكترونيات القيادة. هنا، يظهر طريقة مناسبة تماما لالنماذج، وذلك باستخدام إطارات المغطاة لاصقة وشريط موصل (الشكل 3). لإنتاج دفعة، واستخدام لوحات الدوائر المطبوعة مع منصات النحاس الاتصال الأقطاب يعتبر بديل افضل (انظر الشكل 10A للحصول على مثال جهاز المصنوع من PCB التجاري).
استخدام المعدات التجارية أو المنتجات لأكثر من الخطوات من تدفق العملية. الاستثناءات هما قياس سمك الأغشية السيليكون والخطوات prestretching. لقياس سمك، استخدم الأبيض تداخل نقل الضوء محلية الصنع تتكون من مصدر الضوء الأبيض موازى (حجم البقعة <1 مم) عبور الغشاء والتي جمعتها مطياف. فترة هامش تدخل من شدة الضوء المنقولة باعتباره فويستخدم nction من الطول الموجي لحساب سمك الغشاء 20. لاحظ أن أساليب أخرى يمكن استخدامها لقياس سماكة، ولكن يجب أن تكون غير مدمرة، ومثالي تماس لتجنب تشويه غشاء رقيق جدا. لprestretching الأغشية، واستخدام prestretcher شعاعي محلية الصنع، والتي تتكون من 8 أصابع المعدنية التي يمكن النازحين شعاعيا. لprestretch غشاء، يتم نقل الأصابع إلى الداخل بحيث يمكن أن يكون عالقا الدعم prestretch إلى أصابع نقالة (الشكل 4E). لprestretch الغشاء، يتم نقل الأصابع إلى الخارج، وبالتالي زيادة فعالية القطر من غشاء السيليكون، مما يؤدي إلى EQUI-ذو محورين prestretching من الغشاء. ترتبط ثمانية أصابع إلى بالطوق الذي يحدد الفصل شعاعي من الأصابع (الشكل 5) التناوب.
وجود تدفق عملية فعالة وراسخة مثل تلك المعروضة هنا مهملتصنيع أجهزة استنساخه التي هي قوية ويمكن الاعتماد عليها. بالمقارنة مع شراء الأفلام مسبقة الصنع، صب أغشية رقيقة المطاط الصناعي يعطي الكثير من الحرية في التصميم، كما أنها تتيح اختيار والخياطة خصائص الأغشية إلى التطبيق. على سبيل المثال في حالة اللدائن سيليكون، وصلابة واستطالة عند الكسر يمكن اختيارها من قبل اختيار المنتجات مع مختلف طول السلسلة وكثافة عبر ربط، ويمكن أن تختلف سماكة عن طريق ضبط عملية الصب. النقطة الأخيرة تسمح على سبيل المثال لاختيار سمك الغشاء النهائي وprestretch بشكل مستقل، وهو غير ممكن مع الأفلام مسبقة الصنع.
القدرة على وجه التحديد نمط القطب على نطاق صغير (سم إلى مم الفرعي) هو أيضا مطلب مهم لDEAS، كما تتكون معظم الأجهزة من المناطق النشطة والسلبية على نفس الغشاء. وهذا يعني أن شكل القطب لا بد من تحديد على وجه التحديد على الغشاء. بالإضافة إلى ذلك، كما يجب تطبيق أقطاب كهربائية على كلا الجانبينمن الغشاء، فمن الضروري لمحاذاة اثنين من أقطاب بالنسبة لبعضها البعض: بالإضافة إلى شكل محددة بدقة، الأقطاب كما يجب وضعه على وجه التحديد على الغشاء. عملية ختم المقدمة هنا تلبي هذين المطلبين. وعلاوة على ذلك، وسادة الطباعة هي عملية سريعة، ومطلوبة فقط بضعة ثوان لطباعة الكهربائي، ويمكن أن تكون المحركات بسهولة باستخدام هذه الطريقة المصنعة دفعة واحدة. على عكس الشحوم الكربون المستخدمة على نطاق واسع أو أقطاب مسحوق فضفاضة تطبيقها يدويا، نهجنا يؤدي إلى تعريف دقيق للأقطاب التي تعرض التصاق قوي لغشاء التي يتم تطبيقها. وهي مقاومة جدا للارتداء، ولا يمكن delaminated من الغشاء 13. على الرغم من أن لوحة الطباعة هو وسيلة اتصال، ويمكن استخدامها لتطبيق حبر على أغشية رقيقة سيليكون والهشة، لأن الجزء الوحيد القادمة في اتصال مع الغشاء هو ختم سيليكون لينة. ومع ذلك، هناك بعض stiction لا مفر منه بين الطابع والعشرينالبريد الغشاء، مما يسبب تشوه طفيف من الغشاء مرة واحدة يتحرك ختم الخلفي صعودا. إذا كان غشاء رقيق جدا، وهذا يمكن أن يؤدي إلى تمزق الغشاء. هذا يحد من فعالية تطبيق أسلوب الطباعة وسادة لأغشية أكثر سمكا من 10 ميكرون. لأغشية أرق، ينبغي أن تستخدم أساليب الزخرفة عدم الاتصال، مثل الطباعة النافثة للحبر.
على الرغم من DEAS تم دراستها لأكثر من 15 عاما، أكثر من DEAS اليوم لا تزال مبنية على أفلام polyacrylate الجاهزة جنبا إلى جنب مع أقطاب الشحوم التطبيقية اليد. وقد تسببت هذه الأساليب اليد التي قدمت DEAS أن يبقى في الغالب في حالة نماذج المختبر، مع اعتماد محدود من جانب الصناعة، على الرغم من الأداء المثير للDEAS من حيث السلالة واستهلاك الطاقة. على الرغم من أن عمليات تصنيع موثوقة تم نشرها بالفعل، فإنها تهم صناعة unprestretched، المحركات مقلص مكدسة تم الحصول عليها مع الاجهزة مخصصة الآلي 21،22. العلاقات العامةocess تدفق نقدم هنا هو عملية لجميع الأغراض متعددة الاستخدامات التي تصف كل من الخطوات الهامة اللازمة لافتعال DEA، والتي يمكن بسهولة تطبيقها لتناسب التطبيق الهدف المحدد.
Disclosures
The authors have nothing to disclose.
Acknowledgements
This work was partially funded by the Swiss National Science Foundation, grant 200020-153122. The authors wish to thank the member’s of our soft transducers group – past and present – for their contribution to the refining of our fabrication process flow.
Materials
| Name | Company | Catalog Number | Comments |
| High quality PET substrate, 125 μm thick | DuPont Teijin | Melinex ST-506 | low surface roughness and absence of defects |
| Isopropanol 99.9% | Droguerie Schneitter | ||
| Poly(acylic acid) solution (25%) | Chemie Brunschwig | 00627-50 | Mw=50 kDa |
| Automatic film applicator | Zehntner | ZAA 2300 | with vacuum table |
| Profile rod applicator | Zehntner | ACC378.022 | 22.86 μm |
| Oven | Binder | FD 115 | |
| Dow Corning Sygard 186 silicone kit | Dow Corning | Sylgard 186 | silicone used for casting membranes |
| Dow Corning OS-2 silicone solvent | Dow Corning | OS2 | environmentally-friendly solvent. Mixture of 65% Hexamethyldisiloxane and 35% Octamethyltrisiloxane |
| Thinky planetary mixer | Thinky | ARE-250 | |
| container PE-HD 150 ml | Semadeni | 1972 | Container to mix the silicone for the membrane |
| Medical grade 125 ml PP wide mouth jar with cap | Thinky | 250-UM125ML | Container to mix the ink |
| Bearing-Quality steel balls 12 mm | McMaster-Carr | 9292K49 | |
| Universal applicator with adjustable gap | Zehntner | ZUA 2000.220 | |
| Transparency film for overhead projector | Lyreco | 978.758 | |
| Dry silicone transfer adhesive (roll) | Adhesive Research | Arclear 8932 | |
| poly(methyl methacrylate) plate 500 mm x 290 mm x 3 mm | Laumat | Plexi 3mm | |
| Prestretching rig | "home made" | ||
| USB spectrometer for visible light | Ocean Optics | USB4000-VIS-NIR | Spectrometer for the thickness measurement |
| Tungsten halogen white light source | Ocean Optics | LS-1 | Light source for the thickness measurement |
| 400 micrometer optical fiber | Ocean Optics | QP400-2-VIS-NIR | Optical fiber on the spectrometer side for the thickness measurement |
| 600 micrometer optical fiber | Ocean Optics | P600-2-VIS-NIR | Optical fiber on the light source side for the thickness measurement |
| Carbon black | Cabot | Black Pearl 2000 | |
| Silicone Nusil MED-4901 | Nusil | MED-4901 | silicone used in conductive ink |
| Pad-printing machine | TecaPrint | TCM-101 | |
| Thin steel cliché 100 mm x 200 mm | TecaPrint | E052 100 200 | Steel plate etched with the design you need to print. The etching is performed by the company selling the cliché. |
| 96 mm inkcup | TecaPrint | 895103 | Component of the pad printing machine in which the ink is contained |
| Soft silicone 30 mm printing pad | TecaPrint | T-1013 | Printing pad for the pad printing machine |
| 60 W CO2 Laser engraving machine | Trotec | Speedy 300 | To cut frames and foils |
| Carbon conductive tape | SPI supplies | 05081-AB | For electrical connections to the electrodes |
| 4 channels 5 kV EAP controller | Biomimetics laboratory | low power high voltage source to test the actuators. http://www.uniservices.co.nz/research/centres-of-expertise/biomimetics-lab/eap-controller |
References
- Pelrine, R., Kornbluh, R., Pei, Q., Joseph, J. High-speed electrically actuated elastomers with strain greater then 100%. Science. 287 (5454), 836-839 (2000).
- Keplinger, C., Li, T., Baumgartner, R., Suo, Z., Bauer, S. Harnessing snap-through instability in soft dielectrics to achieve giant voltage-triggered deformation. Soft Matter. 8 (2), 285-288 (2012).
- Böse, H., Fuss, E. Novel dielectric elastomer sensors for compression load detection. Proc. of SPIE. 9056, 905614 (2014).
- Koh, S., Keplinger, C., Li, T., Bauer, S., Suo, S. Dielectric Elastomer Generators: How Much Energy Can Be Converted?. IEEE. ASME. Trans. Mechatron. 16 (1), 33-41 (2012).
- Carpi, F., Frediani, G., Turco, S., De Rossi, D. Bioinspired Tunable Lens with Muscle-Like Electroactive Elastomers. Adv. Funct. Mater. 21 (21), 4152-4158 (2011).
- Anderson, I., et al. A thin membrane artificial muscle rotary motor. Appl. Phys. A Mater. Sci. Process. 98 (1), 75-83 (2010).
- Akbari, S., Shea, H. R. An array of 100um x 100um dielectric elastomer actuators with 80% strain for tissue engineering applications. Sens. Actuators A-Phys. 186, 236-241 (2012).
- Jordi, C., et al. Large planar dielectric elastomer actuators for fish-like propulsion of an airship. Proc. SPIE. 7642, 764223 (2010).
- Maffli, L., Rosset, S., Ghilardi, M., Carpi, F., Shea, H. Ultrafast all-polymer electrically tuneable silicone lenses. Adv. Funct. Mater. 25 (11), (2015).
- Rosset, S., Maffli, L., Houis, S., Shea, H. R. An instrument to obtain the correct biaxial hyperelastic parameters of silicones for accurate DEA modeling. Proc. SPIE. 9056, 90560M (2014).
- Rosset, S., Shea, H. R. Flexible and stretchable electrodes for dielectric elastomer actuators. Appl. Phys. A Mater. Sci. Process. 110 (2), 281-307 (2013).
- Rosset, S., O’Brien, B., Gisby, T., Xu, D., Shea, H. R., Anderson, A. Self-sensing dielectric elastomer actuators in closed-loop operation. Smart Mater. Struct. 22 (10), 104018 (2013).
- Rosset, S., Shea, H. Towards fast, reliable, and manufacturable DEAs: miniaturized motor and Rupert the rolling robot. Proc. SPIE. 9430, (2015).
- Poulin, A., Rosset, S., Shea, H. Toward compression of small cell population: Harnessing stress in passive regions of dielectric elastomer actuators. Proc. SPIE. 9056, 90561Q (2014).
- McKay, T., Rosset, S., Anderson, I., Shea, H. Dielectric elastomer generators that stack up. Smart Mater. Struct. 24 (1), 015014 (2015).
- Araromi, A., et al. Rollable Multisegment Dielectric Elastomer Minimum Energy Structures for a Deployable Microsatellite Gripper. IEEE. ASME. Trans. Mechatron. 20 (1), 438 (2015).
- Romano, P., Araromi, O., Rosset, S., Shea, H., Perruisseau-Carrier, J. Tunable millimeter-wave phase shifter based on dielectric elastomer actuation. Appl. Phys. Lett. 104 (2), 024104 (2014).
- Awasthi, K., Kamalakaran, R., Singh, A., Srivastava, O. Ball-milled carbon and hydrogen storage. Int. J. Hydrogen Energy. 27 (4), 425-432 (2002).
- Leong, C. K., Chung, D. Carbon black dispersions as thermal pastes that surpass solder in providing high thermal contact conductance. Carbon. 41 (13), 2459-2469 (2003).
- . Transmission Measurements of Polymer Thin Films. Ocean Optics application note. , (2014).
- Lotz, P., Matysek, M., Schlaak, H. Fabrication and application of miniaturized dielectric elastomer stack actuators. IEEE. ASME. Trans. Mechatron. 16 (1), 58-66 (2011).
- Tepel, D., Hoffstadt, T., Maas, J. Automated manufacturing process for DEAP stack-actuators. Proc. SPIE. 9056, 905627 (2014).
Reprints and Permissions
Request permission to reuse the text or figures of this JoVE article
Request PermissionExplore More Articles
This article has been published
Video Coming Soon
Copyright © 2025 MyJoVE Corporation. All rights reserved