
Method Article
Изготовление Процесс силиконовой основе диэлектрических эластомеров приводов
В этой статье
Резюме
This manuscript shows the fabrication process for the manufacture of dielectric elastomer soft actuators based on silicone membranes. The three key stages of production are presented in detail: blade casting of thin silicone membranes; pad printing of compliant electrodes; and the assembly of all the components.
Аннотация
Этот вклад демонстрирует процесс изготовления диэлектрических эластомеров преобразователей (дец). Дец растягиваемые конденсаторы, состоящие из эластомерного диэлектрической мембраны, зажатой между двумя электродами, соответствующих. Большие штаммы приведение в этих преобразователей при использовании в качестве приводов (более 300% деформации область) и их мягкими и совместимый природа эксплуатируется в широком диапазоне применений, включая электрически перестраиваемых оптики, тактильных устройств обратной связи, сбора энергии волн, деформируемого клетки -Культура устройства, совместимые захваты, и двигательная из био-вдохновил рыбы, как дирижабль. В большинстве случаев, дец выполнены с коммерческой фирменной акриловой эластомера и с ручной применяется электродов угольного порошка или углерода смазки. Эта комбинация приводит к невоспроизводимых и медленных приводов, обладающих вязкоупругой ползучести и короткий срок службы. Мы представляем здесь полный поток процесса для воспроизводимого изготовления Dets на основе тонкого эластомерного кремнияе фильмы, в том числе литья тонких силиконовых мембран, мембрана выбросов и prestretching, паттерн из прочного совместимой электродов, сборки и испытаний. Мембраны отливают на гибкой Полиэтилентерефталат (ПЭТ) подложках, покрытых временного слоя водорастворимого для простоты выпуска. Электроды состоят из углеродной сажи частиц, диспергированных в матрице силиконовой и рисунком с помощью штамповки техники, что приводит к точно определенной совместимые электроды, которые представляют высокую адгезию к мембране диэлектрической, на котором они применяются.
Введение
Диэлектрические эластомерные преобразователи (дец) мягкие устройства, которые состоят из эластомерного диэлектрической мембраны (как правило, 10-100 мкм), зажатой между двумя электродами, совместимых, образуя эластичную конденсатора 1. Дец может быть использован в качестве исполнительных механизмов, способных производить очень большие деформации (до 1700% поверхности деформации была продемонстрирована) 2, датчики деформации мягких 3, или в виде мягких генераторы 4. При использовании в качестве исполнительных механизмов, напряжение прикладывается между двумя электродами. Сгенерированный электростатическая сила сжимает диэлектрическую мембрану, уменьшая его толщину и увеличения площади поверхности (фиг.1) 1. В дополнение к приводам, так же базовую структуру (тонкая мембрана эластомера и растяжению электроды) могут быть использованы в качестве датчиков деформации или сбора энергии устройств, воспользовавшись изменением емкости, вызванной механической деформации. Большие штаммы, полученные с помощью диэлектрической эластомера аctuators (Deas) и их мягкие и совместимый природа была использована для многих приложений, таких как электрически перестраиваемых линз 5, роторных двигателей 6, деформируемых клеточной культуры устройств 7 и приведения в движение био вдохновил рыбьи дирижабль 8.
Большинство Dets в литературе используют собственный акриловый эластомер фильм от 3M VHB имени в качестве диэлектрика эластомера мембрану, потому что она была показал демонстрируют очень большие деформации элемента 1. Наличие этого материала в виде пленки также является ключевым фактором в его широкого использования для приложений DET, хотя (штамм приведение отложить), она имеет ряд существенных недостатков, таких как механических потерь и вязкоупругой ползучести, которые ограничивают его быстродействие , небольшой диапазон рабочих температур, а склонность к разрыву. Для сравнения, силиконовые эластомеры также могут быть использованы в качестве диэлектрической мембраны для дец, что приводит к устройствам с быстродействием 1000 раз быстреечем акриловые эластомеры, из-за их гораздо сниженным механических потерь 9. Кроме того, они доступны в широком диапазоне твердости, что дает дополнительную свободу при проектировании. Тем не менее, силиконы обычно продают в виде вязкого базовой формы, которая должна быть применена в тонких мембран-который будет использоваться для дец. Тем не менее, это обеспечивает еще дополнительную степень свободы, так как толщина мембраны может быть выбрано произвольно и не накладывается производителем, как и в случае предварительно сделанных для фильмов.
Этот протокол показывает изготовление диэлектрического эластомера привода. Тем не менее, он может быть применен почти без изменения для изготовления диэлектрических эластомеров преобразователей в широком смысле, включая устройства сбора энергии и датчиков деформации. Приведем здесь способ большой площади (А4) литья тонких силиконовых (10-100 мкм) пленок на гибких подложках, покрытых ПЭТ с временного слоя водорастворимого. Временный слой уменьшает силы REQuired отделить силиконовая мембрана от подложки, таким образом уменьшая механические деформации мембраны в течение выпуска. Деформация фильма может привести к анизотропной механических свойств из-за стресс-индуцированной размягчения (эффект Mullins) 10 и, следовательно, его следует избегать. Электроды второго ключевым компонентом DET. Их роль заключается в распределить электрические заряды на поверхности эластомерной мембраной. Для получения надежного привода, электроды должны быть способны выдерживать неоднократные штаммов выше, чем 20% без образования трещин, унижающие человеческое достоинство, расслоения или потери проводимости; Кроме того, они должны быть совместимы, чтобы механически не жесткость структуры 11. Среди различных методов, которые существуют, чтобы сделать совместимые электроды, ручной применяются частицы сажи или углерода смазки являются двумя наиболее широко используемые методы 11. Тем не менее, эти методы имеют немало недостатков: применение рукой предотвращает миниатюризации устройствас, приводит к невоспроизводимых результатов и занимает много времени. Кроме того, порошок углерода или смазка не придерживаться мембраны и электроды, произведенные с помощью этого метода подвержены износу и механическому истиранию. Кроме того, в случае смазки, связывание жидкость может диффундировать в диэлектрический мембраны и изменять ее механические свойства. Срок службы не-инкапсулированных угольный порошок или консистентной электродов, следовательно, довольно короткий. Здесь мы представляем паттерна совместимых электродов штамповки техники имени тампопечати, в котором точный дизайн передается на мембрану с помощью мягкой силиконовой печатью, что позволяет быстро и воспроизводимо шаблон точные электроды, с особенностями вниз до 0,5 мм. Применяемая решение состоит из смеси сажи в силиконовой матрицы, которая является поперечно-сшитый после применения, что приводит к отвержденных электродов с высокой адгезией к эластомерной мембраной, что делает их очень устойчивыми и устойчивы к механическому истиранию и износу.
Следующий протокол описывает все шаги, необходимые для производства быстрых и надежных Deas с точно по образцу, соответствующих электродов. Это включает в себя мембранный литья и prestretching, кучность и выравнивание электродов, сборки, электрического подключения и тестирования. Для видео, мы изготовить простую привод в плоскости с зубчатым электродов в форме, как показано на рисунке 2. Привод состоит из тонкого силикона мембраны, натянутой на держателе мембраны, на которой два совместимые электроды рисунком. Рамы Привод затем вставляется для обеспечения электрического контакта с нижнего электрода. На рисунке 3 показан в разобранном виде узла с различными компонентами привода. Хотя устройство реализуется в видео не имеет никакого практического применения за пределами демонстрируя основной принцип Deas, различные приводы, направленные на конкретных приложений были сделаны с использованием точно такой же процесс, напримеркак мягкие захваты, перестраиваемых линз, настраиваемые фазовращателей мм волна, и т.д.
протокол
1. силиконовая мембрана производства
- Литье Жертвенный слой
- Вырезать длиной 400 мм лист высокого качества 125 мкм толщиной ПЭТ от рулона с.
- Готовят раствор жертвенный (5% поли акриловой кислоты в изопропаноле по весу): Смешать 32 г изопропанола и 8 г поли раствора акриловой кислоты (25% в воде) в 50 мл пластиковую пробирку. Встряхнуть хорошо.
- Очистите ПЭТ подложки с безворсовой салфетки, пропитанные изопропанола.
- Очистите вакуумный стол с безворсовой салфетки, пропитанные изопропанола.
- Уложить ПЭТ подложку, на вакуумном столе и включите вакуумный насос.
- Осмотрите вакуумного стола, чтобы убедиться, что нет крупных частиц пыли не попали между вакуумным столом и ПЭТ подложки. Повторите предыдущие шаги для очистки, если частицы пыли определены.
- Очистите верхнюю поверхность ПЭТ подложки с безворсовой салфетки, пропитанные изопропанола.
- Поместите профиль лозыpplicator на автоматическом устройстве для нанесения покрытия пленки и установленного скорости покрытия на 5 мм / сек.
- Поместите 2 мл раствора жертвенного слоя в передней части профиля стержня и начать устройства для нанесения покрытия машины.
- Когда профиль стержня достиг конец ПЭТ подложки выньте его из устройства для нанесения покрытия и очистить его, протерев безворсовой салфеткой смоченной в горячей воде.
- Отвести фильм аппликатор, но оставить насос работает вакуумный и оставить ПЭТ подложки, на вакуумной пластины. Пусть слой высохнуть на воздухе в течение 2 мин.
- Литье силикона мембраны
- Разогреть духовку до 80 ° C.
- Добавить 15 г силиконовой базе и 1,5 г сшивающего агента в смесительную горшок. Добавьте 10 г силиконового растворителя для уменьшения вязкости.
- Смешайте силиконовую смесь с планетарной мешалке. Используйте 2 мин перемешивания цикл на 2000 оборотов в минуту плюс 2 мин дегазации цикл в 2200 оборотов в минуту.
- Установите высоту универсального аппликатора 225 мкм. Поместите аппликатор на вершине листа ПЭТ и множество Тон снимать скорость аппликатора до 3 мм / сек.
- Передача 15 мл силиконового смеси из смесительной горшок на на ПЭТ подложке с помощью шприца.
- Начало автоматического аппликатора нанести силикон на полной ПЭТ подложку, (фиг.4А).
- Выключите насос и подождите 5 мин, чтобы испариться растворитель из литого слоя.
- Перевести мембраны на стеклянную пластину и поставить в духовку на 30 мин при 80 ° С.
- Очистите аппликатор и вакуумный пластины с безворсовые салфетки, пропитанные изопропанола.
- Через 30 мин удалить мембрану из печи, оставить остывать при комнатной температуре в течение 5 мин и покрыть ее тонким ПЭТ пленкой, чтобы защитить поверхность от загрязнений.
2. Выпуск и Prestretching эластомерных мембран
- Prestretch изготовление поддержка
- Вырезать формата A4 прямоугольник из рулона сухого клея силикона передачи.
- Удалить один выводе защитных чехлов из сухого клея силикона передачи и вручную наносить клей на качестве прозрачности А4 фильме, заботясь, чтобы избежать образования пузырьков во время нанесения.
- Вырезать prestretch поддержки шаблон в клей покрытые прозрачной пленке с помощью числовым программным управлением (ЧПУ) для лазерной гравировки (рис 4В) в соответствии с протоколом производителя.
- Изготовление поддержка мембраны
- Отрежьте 500 мм от 290 мм прямоугольника в рулон сухой силиконовый клей передачи.
- Пил от одного из защитных чехлов из сухого клея силикона передачи и ламинировать фольги на 3 мм толщиной поли (метилметакрилата) (ПММА) пластины.
- В ПММА кадра, вырезать кольца 52 мм наружным диаметром 44 мм и внутренним диаметром, который будет служить в качестве держателей мембран.
- Мембрана выпуск
- Вырезать литье силиконовая мембрана / ПЭТ сэндвич подложки со стадии 1 в кругах 55 мм в диаметреметр с использованием ЧПУ для лазерной гравировки (рис 4В) в соответствии с протоколом производителя и удаляйте защитную пленку.
- Закрепить лазерной резки prestretch поддержки на срез силиконовая мембрана окружности клейкой стороной вниз, таким образом, что клей в контакте с силиконовой поверхности (фиг.4С).
- Подготовьте ванну кипятка и погрузить в сборе (силиконовая мембрана и клея поддержки) в ней.
- Несмотря на то, под водой, мягко и медленно корка ПЭТ подложки от силиконовая мембрана (рис 4D).
- Снимите силиконовая мембрана из водяной бани и дайте ему высохнуть на воздухе или использовать оружие азота для ускорения процесса сушки.
- Мембрана измерения толщины и prestretch
- Измерить толщину мембраны с помощью интерферометра передачи в соответствии с протоколом производителя.
- Установите prestretcher диаметром до 45 мм, и поместите prestrтравление опорно-силиконовая мембрана на носилках пальцами, клей стороной вниз.
- Вырезать поддержку prestretch между пальцами подрамнике (рис 4д).
- Увеличьте диаметр prestretcher до 58,5 мм до равностепенно по двум осям prestretch мембрану на коэффициент 1,3 (30% prestretch), вращая prestretcher кольцевом пространстве против часовой стрелки (рисунок 5).
- Снимите защитную пленку с держателя мембранного ПММА подвергая клей и придерживаться держатель ПММА мембраны на предварительно растянутой поверхности мембраны (рис 4F).
- Вырезать вокруг держателя мембраны, чтобы удалить предварительно растянутой мембраны с носилок.
- Измерить конечной толщины мембраны предварительно растянутой с помощью интерферометра передачи.
3. Соответствует паттерна Электроды по Тампопечать
- Проводящий подготовка чернила
- В 125 мл пластиковую смесителя контейнер, поместите 0,8 г сажу жIth 16 г изопропанола и 6 стальных шариков диаметром 12 мм. Смешайте в 2000 оборотов в минуту в течение 10 мин в планетарной мешалке.
- Добавить 4 г силиконового эластомера часть A, 4 г часть B, и 16 г изооктана. Смешайте в 2000 оборотов в минуту в течение 10 мин в планетарной мешалке.
- Настройка на площадку печатной машины
- Установите клише с желаемым рисунком электродов на магнитное блока (рис 4G).
- Заполните inkcup с проводящей силиконовой основе чернил.
- Поместите клише блок (клише закреплены на магнитной блока) на верхней части чернил заполненный inkcup и установить сборку в машине.
- Закрепите силиконовый коврик на машине.
- Выравнивание
- Поместите выпрямитель пластину (рис 4H) на базе принтера.
- Инициировать цикл печати на площадку печатной машины, которая будет применяться дизайн электрода на выпрямитель пластины в соответствии с протоколом производителя.
- Визуальнопроверить перекрытие печатной электродом и травления опорный структуру выпрямитель пластины. Перемещение этап ху-& thetas для коррекции любой перекос.
- Очистите Aligner тарелку и распечатать другой электрод.
- Осмотрите согласования с опорной структурой и продолжать двигаться в позиции платформы и печати электродов, пока не получите идеальный суперпозицию рисунком на опорном структуры (рис 4H).
- Печать совместимые электроды
- Поставьте предварительно растянутой мембраны на базе принтера.
- На площадку печатной машины, запустить цикл печати штамповать электрода на верхней стороне мембраны (рис 4I). Штамп мембрану дважды, чтобы обеспечить достаточную толщину электрода примерно 4 мкм.
- Снимите мембрану от основания принтера, поместите следующий предварительно растянутой мембраны на основе принтера и повторите процесс печати, пока все предварительно растянутой MEMбран штамп.
- Поместите мембраны с печатью электрода в печи при 80 ° С в течение 30 мин.
- Через 30 мин удалить мембраны из печи.
- Разместите один из печатных мембран с ног на голову на базе принтера, подвергая мембраны заднюю сторону.
- Инициировать цикл печати для шаблона нижнего электрода.
- Снимите мембрану от основания принтера, поместите следующий мембраны на базе принтера и повторите процесс печати, пока все мембраны не штамп с обеих сторон.
- Поместите мембраны в печи при 80 ° С в течение 30 мин для сшивания нижнего электрода.
4. Создание электрических соединений
- Рамы Вырезать привода, которые будут служить в качестве крепежной рамки для привода в то же ПММА пластины, используемой для держателя мембраны (CF 2,2) с помощью лазерного гравировального с ЧПУ.
- Отслаивания подложка клея на верхней рамы привода.
- Применить 18 мм х 2,5 мм кусок проводящего ленты на части рамы привода, которые будут соприкасаться с нижним электродом, и складывать его в сторону рамы, чтобы обеспечить электрический контакт (рисунок 3).
- Затворной раме привода внутри держателя мембраны, и плавно нажмите мембрану с пальцами, чтобы придерживаться его на клей рамы привода.
- Скальпелем, сократить мембраны на границе между держателем мембраны и рамой привода и удалить прежний.
- Нанесите второй кусок 18 мм х 2,5 мм проводящие ленты на контактной зоне верхнего электрода.
- Поместите провод на каждой части проводящей ленты, чтобы сделать электрическое соединение. Подключите два провода к источнику напряжения высокой, и применять 2 Гц прямоугольный сигнал амплитуды 2 кВ. Обратите внимание на периодическое расширение устройства.
Результаты
Литье силикона мембраны
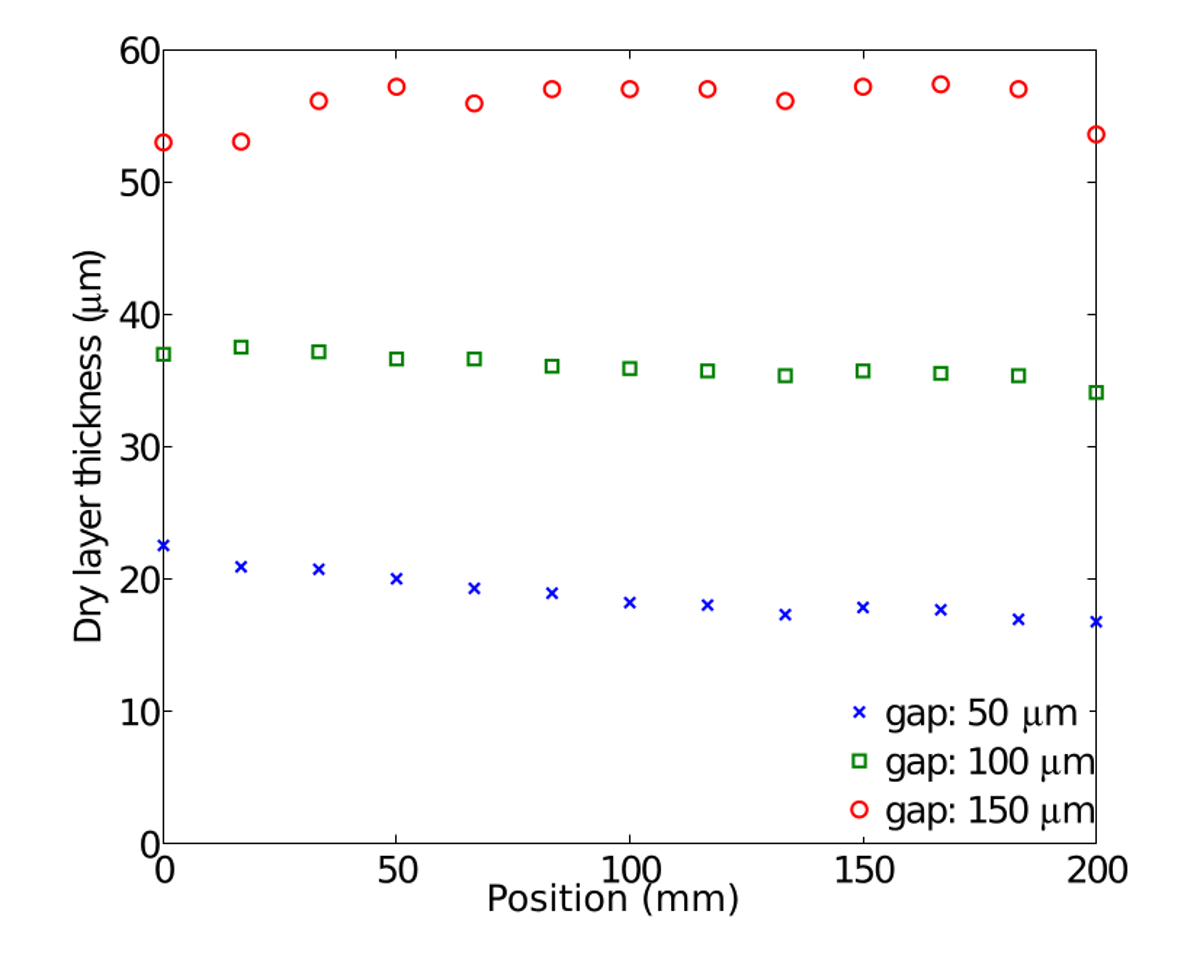
После того, как силиконовые мембраны высвобождаются из ПЭТ подложку, и в свободном положении на раме (в конце стадии 2.2), их толщина может быть измерена, например, путем интерферометрии передачи. На рисунке 6 показана толщина однородность силиконового слоя по всей ширине от 200 мм ПЭТ подложку, в течение 3 разных высотах эффективное зазор (50, 100 и 150 мкм) при скорости разливки 1 мм / сек (обратите внимание, что из-за аппликатор шире, чем ПЭТ подложки, ноги аппликатора отдыхать на вакуум и не на самом ПЭТ подложки, как это можно видеть на фиг.4А. Эффективный зазор между аппликатором и подложкой, следовательно, равна высоте аппликатора минус толщина ПЭТ подложки. Например ПЭТ подложку 125 мкм и при высоте аппликатор 225 мкм, как он использован в протоколе, приводит к эффективному зазор 100 мкм). Длявысота эффективная ширина запрещенной 50 мкм, существует четкое различие по высоте между левой и правой стороне силиконового слоя. Это потому, что высота аппликатора должны быть установлены вручную на левой и правой стороне, и некоторые ошибки неизбежны. Однако при тщательном настройки аппликатора, мы обычно получают мембраны с толщиной стандартное отклонение менее 1 мкм, как это имеет место для 100 мкм эффективной высоты зазора (σ = 0,81 мкм). Когда высота аппликатора становится слишком большим, волнистости начинает появляться на мембране, вызванной выпаривания растворителя в смеси силиконового, как видно в мембране литой с эффективным зазором 150 мкм (фиг.6).
Соотношение между полученной толщины сухой пленки и от высоты аппликатора зависит от силиконовой смеси и скорости разливки. Силикон смесь, используемая в этой статье, состоит из 2-х частей силикона, и растворителем, чтобы уменьшить VIscosity смеси. В качестве растворителя испаряется из мембраны перед отверждением, оценка толщины пленки могут быть получены путем умножения эффективной высоты зазора к объемной доле твердых веществ в смеси силиконового. Тем не менее, существуют динамические эффекты на заднем аппликатора, ведущие создание мениска и тоньше толщины, чем ожидалось. Соотношение между высотой щели и в результате сухой толщины мембраны зависит от скорости разливки, высота аппликатора, а по форме аппликатора. 7 показаны результаты эксперимента, где мембраны, поданных на различных скоростях и высотах, чтобы показать, как эти параметры влияют толщина сухой пленки. Видно, что литье на высоких скоростях приводит к более тонких мембран, и что эффект скорости становится более выраженным, как высота зазора возрастает.
Приведение Производительность
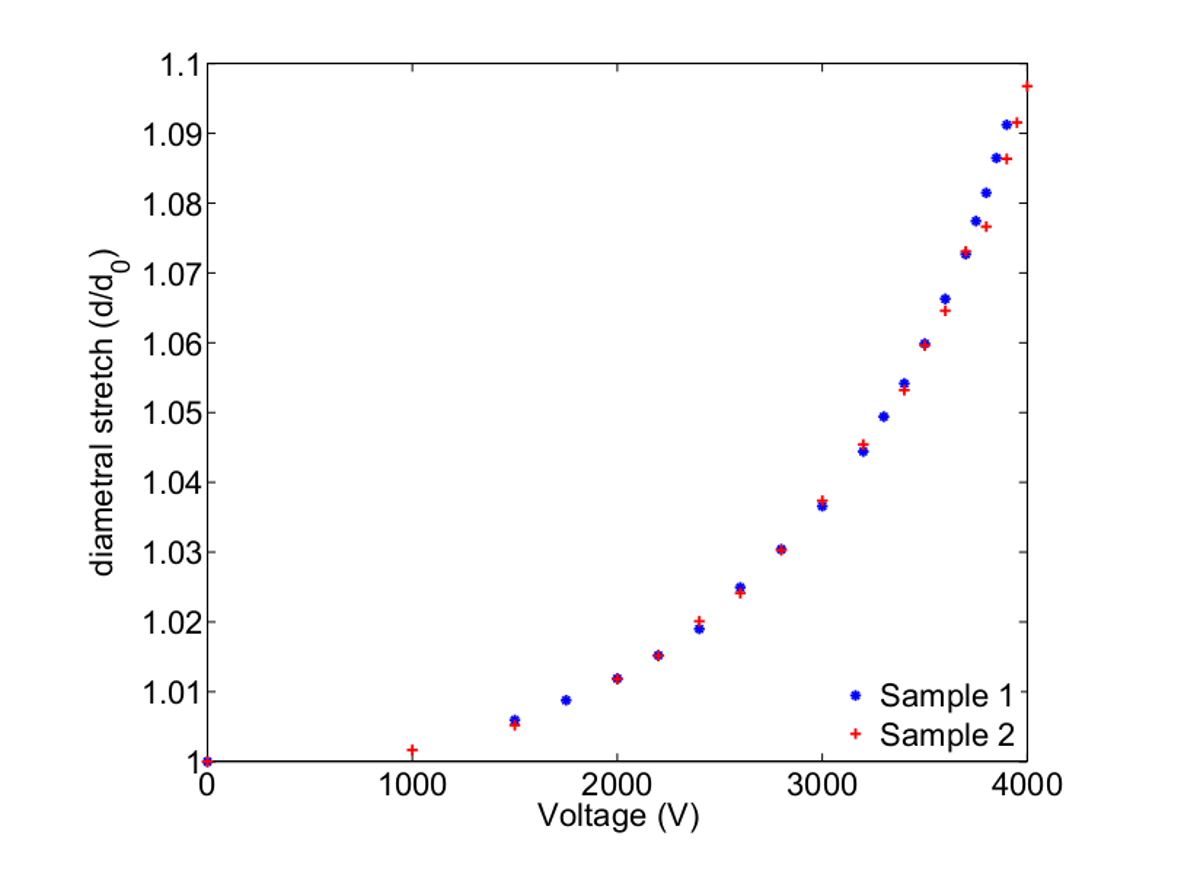
Привод изготовлен здесь характеризуется измIng наружный диаметр зубчатой типа электрода как функции приложенного напряжения. Камера на фиксированной подставке используется, чтобы сфотографировать привод, как увеличивается напряжение. Изображения анализировали с сценарий обработки изображений (Vision, National Instruments) для количественной оценки расширение привода. Это было сделано путем установки круг с внешним периметром винтик как электрод (рис 8). Увеличение диаметра круга с расслабленном состоянии представлен как диаметральной участке (то есть, приводимого в диаметре, деленное на диаметр привода при расслабленном). Результаты двух отдельных исполнительных механизмов одинаковой толщины (34,5 мкм) приведены на рисунке 8. Оба устройства выполняют аналогично с диаметральной участке 10% при напряжении срабатывания 4 кВ.
Время реакции привода измеряли, применяя 2 Гц прямоугольный сигнал от 3 кВ, что приводит к деформации около 4%. Расширение ACTUАТОР был снят с высокоскоростной камерой с временным разрешением 0,25 мс. Нарастающий фронт попал в плен, 200 кадров (50 мс) перед запуском напряжения, и 200 кадров после. Изображения, где затем проанализированы для извлечения зависит от времени, деформации (рисунок 9). Время нарастания (время, необходимое для достижения 90% от конечного деформации) составляет 3,75 мс, и не наблюдается вязкоупругого ползучести до и после стадии напряжения, в отличие от того, что наблюдалось при акриловые эластомеры используются в качестве мембран, для которых поднимаются времена несколько сотен секунд, как правило, наблюдается 12.
Применение технологического потока на другие устройства
Привод производится в этой статье показано наш процесс изготовления, а также основной принцип функционирования DEA с увеличением площади поверхности электродов при приложении напряжения, и, следовательно, является хорошей иллюстрацией для этого урока. Однако, этоПривод не имеет конкретной цели, кроме демонстрации принципа приведение в DEA. Тем не менее, процесс, представленный здесь является очень гибким и может быть использован для производства широкого спектра мягких преобразователей, направленных на конкретных применений. Мы представляем здесь несколько выбранных примеры применения, что мы разработали на основе приводов, изготовленных с использованием методологии подарил.
Мягкие био-вдохновил настраиваемые объективы были сфабрикованы (10А). Они способны изменять фокусное расстояние на 20% меньше, чем 200 мкс 9. Устройство может приводиться в действие в течение более 400 миллионов циклов без заметного снижения производительности привода, который показывает, что сочетание адекватных материалов и процессов изготовления хороших привести к Deas с высокой скоростью реакции и временем жизни. Линзы аналогичной геометрии, но с использованием широко использоваться коммерческие акриловый эластомер VHB иметь пропускную способность более чем на 3 порядка меньше .
Паттерна совместимые электроды тампопечати позволяет сделать очень точно определенных электродов, что позволяет изготавливать независимых мелких электродов на той же мембране. Это, например, показана на изготовление DEA основе поворотного двигателя, содержащей три независимых электрически электроды (рис 10b). Ось и доказательство масса в центре двигателя может вращаться на 1500 оборотов в минуту 13. Концепция двигатель был толкнул дальше, чтобы показать, что тампопечать также может производить надежные приводы. Самостоятельно коммутации прокатки робот был построен, чтобы запустить кругов по круговой трассе (рис 10C). Робот проехал более 25 км со средней скоростью 15 см / сек 13.
Другие приложения, которые были произведены с настоящим процесса (или небольшими вариациями), включают их деформируемых систем клеточных культур 14, диэлектрические эластомеров генераторы 15, мульти-сегментных мягкие захваты 16, или перестраиваемые мм волн радиочастотного фазовращатели 17.

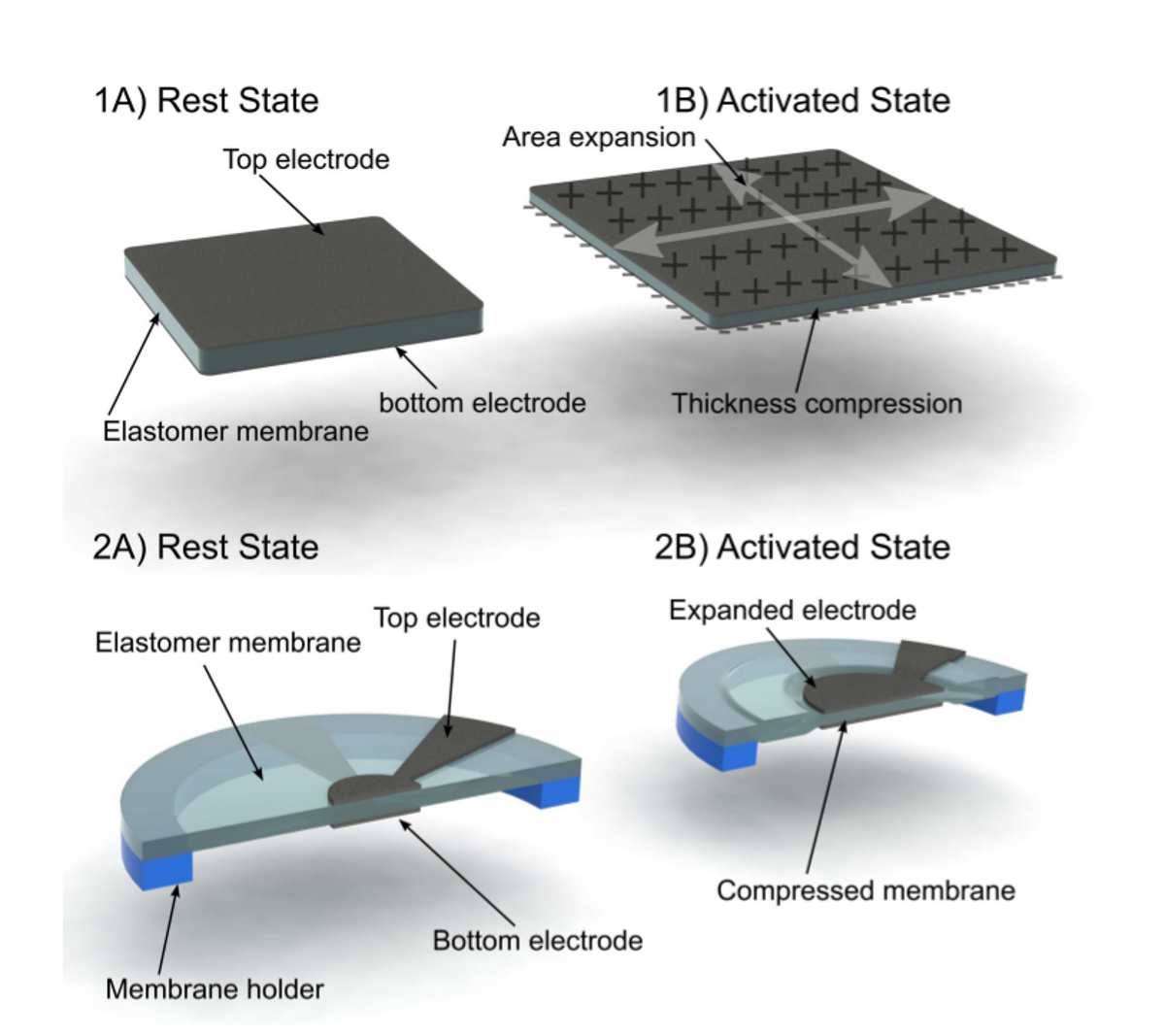
Рисунок 1. Основной принцип приводов диэлектрических эластомеров Топ:. (1A) В наиболее простой форме DEA состоит из мягкого эластомера мембрану зажатой между двумя электродами, совместимых. (1B) Когда напряжение постоянного тока подается между электродами, электростатические заряды принесли на электроды создают сжимающее напряжение, что сжимает мембрану, что приводит к снижению толщины и расширения поверхности. Внизу: (2A) привод описано в протоколе состоит из мембраны, натянутой на раме. Круглые электроды на обеих сторонах мембраны с расширением к границе мембраны, чтобы обеспечить электрические соединения. Активный сотокеа зона, где электроды накладываются два, то есть круг в центре. (2В) При подаче напряжения, электростатическая сила сжимает мембрану. Это приводит к уменьшению толщины мембраны в активной области, и увеличение поверхности электрода. Поскольку мембрана предварительно растянутой, пассивная зона вокруг электрода расслабляет, чтобы приспособить расширение центральной активной области. Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.
{kind=link}

. Рисунок 2. Демонстрационный привод изготовлены в этом протоколе Слева: Готовое устройство, содержащее вытянутую силиконовая мембрана установлена на несущей раме, пара совместимой электрода с рисунком на обеих сторонах мембраны, и электрических соединений. Род-АйлендGHT: фоторобот показывая состояние покоя (черный) и активированное состояние (голубой). Увеличение диаметра структуры 10% наблюдается с 4 кВ, подаваемого на электроды. Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.
{kind=link}

Рисунок 3. разобранном виде привода. Различные компоненты, которые образуют привод изготовленного в видео. Держатель мембраны сохраняет предварительно растянутой силиконовую мембрану и используется для манипулирования мембраны во время стадии печати электрода. После того, как электроды вылечить, рама привода вставляется внутрь держателя мембраны и обеспечивает как структурную раму для удержания привод и электрический контакт с нижнего электрода. После того, как мембрана прикреплена к раме привода, то яmbrane держатель может быть удален. Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.
{kind=link}

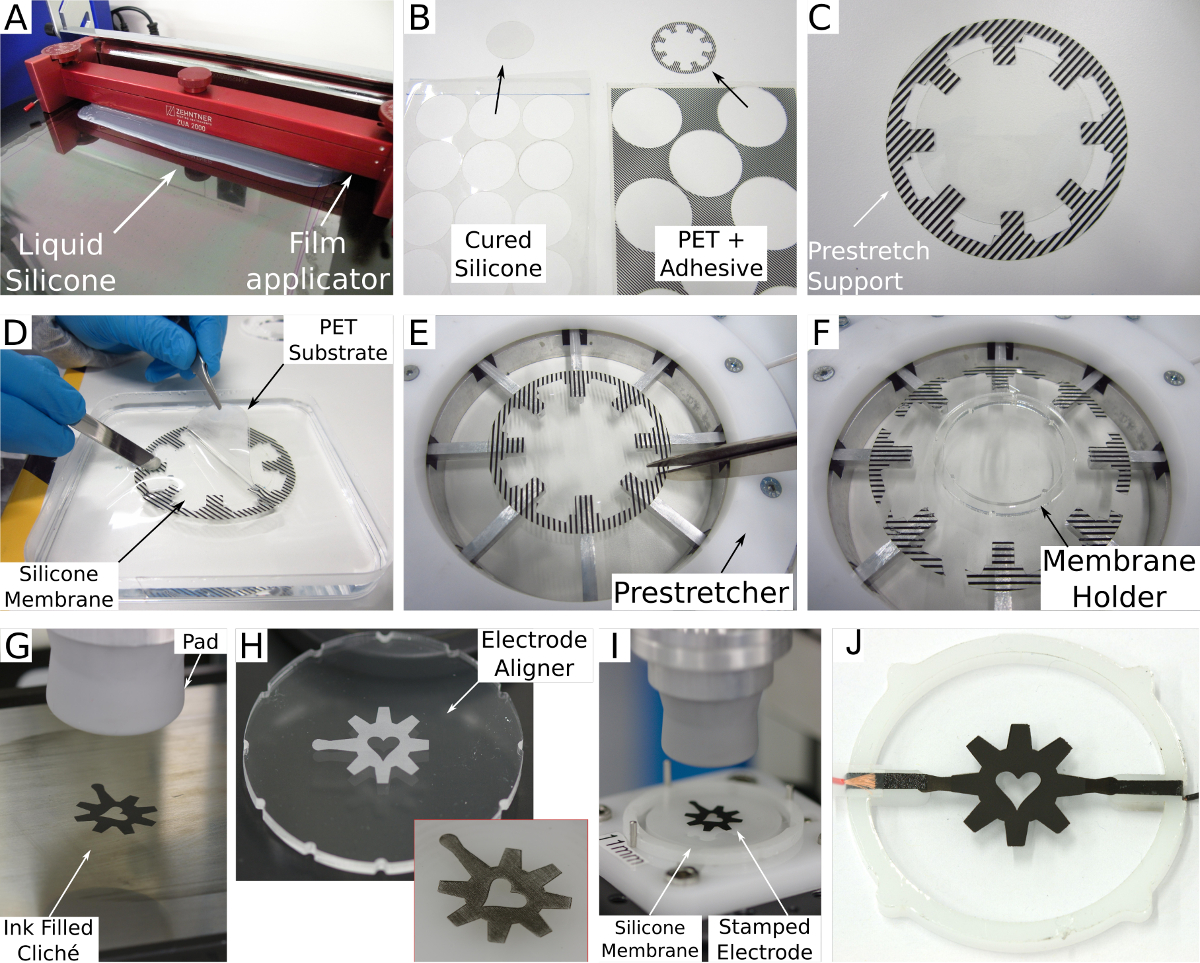
Рисунок 4. Обзор процесса изготовления. (А) Литье силиконовых мембран с использованием автоматического аппликатора пленки для нанесения покрытий. (Б) Лазерная резка вылечить силиконовой мембраной и prestretch опор. (С) Размещение силиконовой мембраной на prestretch поддержки. (D) Освобождение из силиконового мембрану из ПЭТ подложки растворением ПАА временного слоя в горячей воде. (Е) Резка prestretch разделах поддержки, связывающих пальцы. (F) Prestretch и склеивание держатель мембраны к поверхности мембраны. (G) клише заполнены Conductive чернил. (Н) лазером электрода выпрямитель, вставка рисунка видно, пример хорошо выровненной электрода. (I) силиконовая мембрана с гербовой электрода. (J) Готовые устройства. Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.
{kind=link}

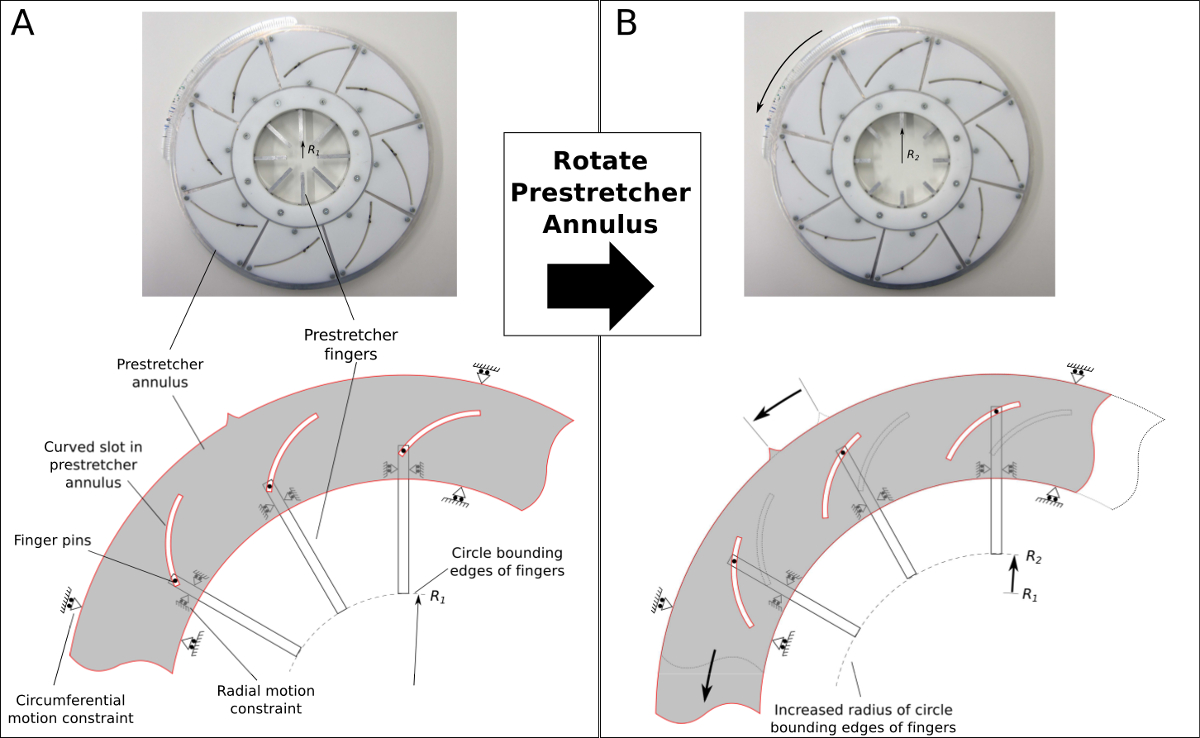
Рисунок 5. Принцип работы мембранного prestretcher. (A) Несколько металлических пальцев прикреплены к пластиковой кольца и ограничены для перемещения в линейном (радиальная) моды вдоль их длины. Кольцевое пространство сдерживается, чтобы переместить окружности. Пластиковый кольцо имеет несколько изогнут слотов обработанные в него, в котором металлические штифты пальцев проживают. Радиус окружности, ограничивающей край пальцев R 1 , (B) prestretcher кольцо вращается против часовой стрелки, пальцы перевести одновременно, увеличивая радиус окружности, ограничивающей пальцем края от R 1 до R 2. Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.
{kind=link}

Рисунок 6. Толщина однородность литых силиконовых слоев. Измерение толщины вулканизованного силоксанового мембраны по всей ширине 200 мм ПЭТ подложку, для трех различных настроек зазор аппликатора. Скорость литья составляет 1 мм / сек. Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.
{kind=link}

Рисунок 7. толщина сухой пленки в зависимости от параметров литья. Толщина сухой пленки при различных высотах аппликатор и скорости для силикона растворитель смеси с 62% содержанием твердых по объему. Чем выше скорость приводит к более тонких мембран для равных параметрах аппликатора, и влияние скорости увеличивается с увеличением толщины мембраны. Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.
{kind=link}

Рисунок 8. Приведение в действие демонстрационного. Снаружи диаметральной растяжения в зависимости от приложенного напряжения для двух устройств с толщиной (после prestretch) 34,5 мкм. Увеличение диаметра приблизительно 10% наблюдается при максимальной приложенного напряжения. Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.
{kind=link}

Рисунок 9. Штамм ответ на этапе входного напряжения. Квадрат, 3 кВ с частотой 2 Гц сигнал подается на устройство, генерации штамма примерно на 4% (рисунок 8). Расширение области наблюдается с высокой скоростью камеры при 4000 кадров в секунду. Она занимает меньше 4 мс для привода, чтобы достичь 90% своего конечного размера. До и после перехода, размерность привода остаются стабильными и не показать вязкоупругой ползучести. Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.
{kind=link}

Рисунок 10. Диэлектрические приводы эластомер с представленной потока процесса. Три примеры приводов диэлектрических эластомеров, сделанных в соответствии с методикой, описанной в этом документе. (А) Быстрые и мягкие линзы настраиваемые способные изменить свою фокусное расстояние на 20% меньше, чем 200 мкс. (B), Ротари эластомер микро-мотор способен спиннинг в 1500 оборотов в минуту. (С) Self-коммутации подвижной робота. Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.
{kind=link}
Обсуждение
Процесс изготовления можно резюмировать следующим образом. Сначала нанесения защитного слоя водорастворимого на ПЭТ подложку, используемого для литья мембраны. Это позволяет избежать чрезмерного деформации в процессе выпуска, которые потенциально могут повредить мембрану. Силикон затем отливают в тонком слое и отверждают в печи. А4 ПЭТ листов с силиконовым покрытием нарезают круглых дисков диаметром 55 мм, и застрял на гибких опорах prestretch. В prestretch опоры используются для манипулирования мембрану во время выпуска слой и prestretching шагов жертвенных. Чтобы отделить мембрану из ПЭТ подложки, то погружают в горячую воду, чтобы растворить временного слоя. Этот процесс позволяет мембрана будет освобожден без натянуть на нее существенно. После того, как мембрана автономная, она может быть предварительно растянутой. Prestretching состоит в механически растяжения мембраны в плоскости до фиксации его на проведение кадров. Этот шаг порождает ввнешнее растягивающие усилия в мембране и является необходимым для в плоскости приводов диэлектрическая резина, такие как демонстратора производится здесь. В протоколе, мы используем на одинаковом двухосного растяжения, т.е. равное значение растяжения в обоих в плоскости направлениях. Тем не менее, в зависимости от применения, различные конфигурации prestretching может быть использован, например, одноосное (растяжения только по х или у, в то время как мембрана возможность его релаксации в другом направлении), так и анизотропной (различные значения вдоль х и у).
Метод под названием тампопечати используется для точного рисунка совместимый электрода на предварительно растянутой силиконовой мембраной, которая позволяет точно определить размер мм электродов на мембране. В этом процессе, чернила наносится ракеля по трафарету (стальной пластины, на которой конструкция для печати протравливают, а затем подается из клише гладкой печатью силикона перед передачей к мембране 13). Когда-либоу дизайн требует своего клише. Они могут быть заказаны от специализированных компаний, которые производят их из электронного чертежа геометрии. Чтобы сделать растяжению проводящий электрод, разогнать сажу в силиконовой матрицы поперечных сил, используя в шаровой мельнице, которая является хорошо известным методом, чтобы разорвать агломератов сажи и гомогенно диспергировать порошок в полимерной матрице 18,19.
При печати, важно, что конструкция, напечатанные с точным позиционированием и ориентации по отношению к мембранным кадра. Чтобы сделать это, используйте этап точность ху-цилиндра и в выпрямитель. Выравнивателя кусок ПММА в ту же форму, мембраны рамы и имеет конструкцию электрода выгравированы на его поверхности с помощью лазерной гравировки CNC. Перед печатью на мембране мы печатаем на выравнивание пластины, чтобы проверить выравнивание. Если печатный рисунок не соответствует травления конструкцию мы не регулировать стадию ху-& thetas до overl двух вариантахAP (рис 4H). В протоколе, в верхней и нижней электрод имеет тот же дизайн, поэтому тампопечать машина может быть осталось нетронутым между приложениями двумя электродами. Тем не менее, в некоторых случаях, электроды геометрии различны для верхнего и нижнего электрода. В этом случае, в то время как мембраны в печи для отверждения верхнего электрода (т.е. между шагами 3.4.3 и 3.4.4), необходимо удалить клише блок (узел, состоящий из клише удерживается на месте на магнитной блока) с чернильницей от колодки печатной машины. Затем устанавливается клише должны быть заменены на один с нижней конструкции электрода. Потому что клише блок был перемещен, необходимо провести новую процедуру выравнивания (шаг 3.3), используя Aligner пластины травления с дизайном второго электрода. После того, как оба электрода применяются, они должны быть подключены к внешней цепи вождения, что поставляет обвинения еили приведение. Есть различные решения для изготовления электрических соединений между совместимыми электродов и управляющей электроникой. Здесь метод хорошо подходит для создания прототипов показано, с помощью клеевых покрытые кадров и проводящий ленту (рисунок 3). Для серийного производства, использование печатных плат с медными колодки контакт электродов является лучшей альтернативой (рис 10A для примера устройства сделаны с коммерческой печатной платы).
Используйте торговое оборудование или продукцию для большинства этапов технологического потока. Два исключения измерение толщины силиконовых мембран и шагов prestretching. Для измерения толщины, использовать самодельный белый пропускания света интерферометра, состоящего из коллимированным источника белого света (размер пятна <1 мм), пересекающего мембрану и собрана спектрометром. Период интерференционных полос передаваемого интенсивности света в фуnction длины волны используется, чтобы вычислить толщину мембраны 20. Следует отметить, что другие методы могут быть использованы для измерения толщины, но они должны быть неразрушающим, а в идеале бесконтактной чтобы избежать деформации очень тонкую мембрану. Для prestretching мембран, использовать домашний радиальную prestretcher, который состоит из 8 металлических пальцев, которые могут быть смещены в радиальном направлении. Чтобы prestretch мембрану, пальцы перемещаются внутрь так, что prestretch поддержка может быть прилипла к пальцам носилки (рисунок 4e). Чтобы prestretch мембрану, пальцы перемещают наружу, таким образом, эффективно увеличивая диаметр силиконовой мембраной, что приводит к равностепенно двухосной prestretching мембраны. Восемь пальцев соединены кольца, чьи вращения определяет радиальное разделение пальцев (рис 5).
Наличие эффективной и устоявшуюся поток процесса, такие как один представлены здесь важнодля производства воспроизводимых устройств, которые прочными и надежными. По сравнению с покупкой готовые фильмы, отливки тонких эластомерных мембран дает большую свободу проектирования, так как она позволяет выбирать и пошив свойства мембран к применению. Например, в случае силиконовых эластомеров, твердость и удлинение при разрыве могут быть выбраны путем выбора продуктов с различными длиной цепи и плотности сшивки, а толщина может варьироваться путем регулировки процесса литья. Последний пункт позволяет, например, выбрать окончательную толщину мембраны и prestretch самостоятельно, что невозможно при использовании готовых пленок.
Способность точно рисунок электрода в небольших масштабах (см с суб-мм), также является важным требованием для Deas, а большинство устройств состоят из активных и пассивных зон на той же мембране. Это означает, что форма электрода должны быть точно определены на мембране. Кроме того, как электроды должны быть применены на обеих сторонахмембраны, необходимо, чтобы выровнять два электрода относительно друг друга: в дополнение к точно определенным форму, электроды должны быть точно позиционирован на мембране. Штамповочный процесс представлен здесь выполняет эти два требования. Кроме того, тампопечать является быстрый процесс, так как только несколько секунд требуется для печати электрод, и исполнительные механизмы могут быть легко обработаны партия, используя этот метод. В отличие от широко используемых углерода жира или сыпучих порошковых электродов наносить вручную, наш подход приводит к точно определены электроды, которые представляют сильную адгезию к мембране, на которой они применяются. Они очень устойчивы к износу, и не может быть отслаивают от мембраны 13. Несмотря на то, что тампопечати является контактный способ, он может быть использован для применения чернил на тонких и хрупких силиконовых мембран, поскольку только часть соприкосновения с мембраной является мягкая силиконовая печать. Тем не менее, существует некоторая липкостью между печатью и тысе мембрана, которая вызывает небольшое деформации мембраны сразу штамп возвращается вверх. Если мембрана слишком тонка, что может привести к разрыву мембраны. Это эффективно ограничивает применение метода тампопечати с мембранами толще, чем 10 мкм. Для более тонких мембран, бесконтактные методы паттерна должны использоваться, например, струйной печати.
Хотя Deas были изучены в течение более чем 15 лет, большинство из сегодняшних Deas по-прежнему основаны на готовых полиакрилатных фильмов в сочетании с ручной смазки применяется электродов. Эти методы ручной работы вызвали Deas оставаться в основном на состоянии лабораторных прототипов, с ограниченным принятия промышленности, несмотря на интересное исполнение Deas в условиях деформации и потребления электроэнергии. Хотя надежные процессы изготовления уже были опубликованы, они касаются производство unprestretched, сложенных приводов сократительных полученных с выделенными автоматизированных установок 21,22. Пиарocess течь мы представляем здесь является универсальным процессом универсальный, который описывает все важные шаги, необходимые для изготовления DEA, и которые могут быть легко применены, чтобы соответствовать определенный целевое приложение.
Раскрытие информации
The authors have nothing to disclose.
Благодарности
This work was partially funded by the Swiss National Science Foundation, grant 200020-153122. The authors wish to thank the member’s of our soft transducers group – past and present – for their contribution to the refining of our fabrication process flow.
Материалы
| Name | Company | Catalog Number | Comments |
| High quality PET substrate, 125 μm thick | DuPont Teijin | Melinex ST-506 | low surface roughness and absence of defects |
| Isopropanol 99.9% | Droguerie Schneitter | ||
| Poly(acylic acid) solution (25%) | Chemie Brunschwig | 00627-50 | Mw=50 kDa |
| Automatic film applicator | Zehntner | ZAA 2300 | with vacuum table |
| Profile rod applicator | Zehntner | ACC378.022 | 22.86 μm |
| Oven | Binder | FD 115 | |
| Dow Corning Sygard 186 silicone kit | Dow Corning | Sylgard 186 | silicone used for casting membranes |
| Dow Corning OS-2 silicone solvent | Dow Corning | OS2 | environmentally-friendly solvent. Mixture of 65% Hexamethyldisiloxane and 35% Octamethyltrisiloxane |
| Thinky planetary mixer | Thinky | ARE-250 | |
| container PE-HD 150 ml | Semadeni | 1972 | Container to mix the silicone for the membrane |
| Medical grade 125 ml PP wide mouth jar with cap | Thinky | 250-UM125ML | Container to mix the ink |
| Bearing-Quality steel balls 12 mm | McMaster-Carr | 9292K49 | |
| Universal applicator with adjustable gap | Zehntner | ZUA 2000.220 | |
| Transparency film for overhead projector | Lyreco | 978.758 | |
| Dry silicone transfer adhesive (roll) | Adhesive Research | Arclear 8932 | |
| poly(methyl methacrylate) plate 500 mm x 290 mm x 3 mm | Laumat | Plexi 3mm | |
| Prestretching rig | "home made" | ||
| USB spectrometer for visible light | Ocean Optics | USB4000-VIS-NIR | Spectrometer for the thickness measurement |
| Tungsten halogen white light source | Ocean Optics | LS-1 | Light source for the thickness measurement |
| 400 micrometer optical fiber | Ocean Optics | QP400-2-VIS-NIR | Optical fiber on the spectrometer side for the thickness measurement |
| 600 micrometer optical fiber | Ocean Optics | P600-2-VIS-NIR | Optical fiber on the light source side for the thickness measurement |
| Carbon black | Cabot | Black Pearl 2000 | |
| Silicone Nusil MED-4901 | Nusil | MED-4901 | silicone used in conductive ink |
| Pad-printing machine | TecaPrint | TCM-101 | |
| Thin steel cliché 100 mm x 200 mm | TecaPrint | E052 100 200 | Steel plate etched with the design you need to print. The etching is performed by the company selling the cliché. |
| 96 mm inkcup | TecaPrint | 895103 | Component of the pad printing machine in which the ink is contained |
| Soft silicone 30 mm printing pad | TecaPrint | T-1013 | Printing pad for the pad printing machine |
| 60 W CO2 Laser engraving machine | Trotec | Speedy 300 | To cut frames and foils |
| Carbon conductive tape | SPI supplies | 05081-AB | For electrical connections to the electrodes |
| 4 channels 5 kV EAP controller | Biomimetics laboratory | low power high voltage source to test the actuators. http://www.uniservices.co.nz/research/centres-of-expertise/biomimetics-lab/eap-controller |
Ссылки
- Pelrine, R., Kornbluh, R., Pei, Q., Joseph, J. High-speed electrically actuated elastomers with strain greater then 100%. Science. 287 (5454), 836-839 (2000).
- Keplinger, C., Li, T., Baumgartner, R., Suo, Z., Bauer, S. Harnessing snap-through instability in soft dielectrics to achieve giant voltage-triggered deformation. Soft Matter. 8 (2), 285-288 (2012).
- Böse, H., Fuss, E. Novel dielectric elastomer sensors for compression load detection. Proc. of SPIE. 9056, 905614 (2014).
- Koh, S., Keplinger, C., Li, T., Bauer, S., Suo, S. Dielectric Elastomer Generators: How Much Energy Can Be Converted?. IEEE. ASME. Trans. Mechatron. 16 (1), 33-41 (2012).
- Carpi, F., Frediani, G., Turco, S., De Rossi, D. Bioinspired Tunable Lens with Muscle-Like Electroactive Elastomers. Adv. Funct. Mater. 21 (21), 4152-4158 (2011).
- Anderson, I., et al. A thin membrane artificial muscle rotary motor. Appl. Phys. A Mater. Sci. Process. 98 (1), 75-83 (2010).
- Akbari, S., Shea, H. R. An array of 100um x 100um dielectric elastomer actuators with 80% strain for tissue engineering applications. Sens. Actuators A-Phys. 186, 236-241 (2012).
- Jordi, C., et al. Large planar dielectric elastomer actuators for fish-like propulsion of an airship. Proc. SPIE. 7642, 764223 (2010).
- Maffli, L., Rosset, S., Ghilardi, M., Carpi, F., Shea, H. Ultrafast all-polymer electrically tuneable silicone lenses. Adv. Funct. Mater. 25 (11), (2015).
- Rosset, S., Maffli, L., Houis, S., Shea, H. R. An instrument to obtain the correct biaxial hyperelastic parameters of silicones for accurate DEA modeling. Proc. SPIE. 9056, 90560M (2014).
- Rosset, S., Shea, H. R. Flexible and stretchable electrodes for dielectric elastomer actuators. Appl. Phys. A Mater. Sci. Process. 110 (2), 281-307 (2013).
- Rosset, S., O’Brien, B., Gisby, T., Xu, D., Shea, H. R., Anderson, A. Self-sensing dielectric elastomer actuators in closed-loop operation. Smart Mater. Struct. 22 (10), 104018 (2013).
- Rosset, S., Shea, H. Towards fast, reliable, and manufacturable DEAs: miniaturized motor and Rupert the rolling robot. Proc. SPIE. 9430, (2015).
- Poulin, A., Rosset, S., Shea, H. Toward compression of small cell population: Harnessing stress in passive regions of dielectric elastomer actuators. Proc. SPIE. 9056, 90561Q (2014).
- McKay, T., Rosset, S., Anderson, I., Shea, H. Dielectric elastomer generators that stack up. Smart Mater. Struct. 24 (1), 015014 (2015).
- Araromi, A., et al. Rollable Multisegment Dielectric Elastomer Minimum Energy Structures for a Deployable Microsatellite Gripper. IEEE. ASME. Trans. Mechatron. 20 (1), 438 (2015).
- Romano, P., Araromi, O., Rosset, S., Shea, H., Perruisseau-Carrier, J. Tunable millimeter-wave phase shifter based on dielectric elastomer actuation. Appl. Phys. Lett. 104 (2), 024104 (2014).
- Awasthi, K., Kamalakaran, R., Singh, A., Srivastava, O. Ball-milled carbon and hydrogen storage. Int. J. Hydrogen Energy. 27 (4), 425-432 (2002).
- Leong, C. K., Chung, D. Carbon black dispersions as thermal pastes that surpass solder in providing high thermal contact conductance. Carbon. 41 (13), 2459-2469 (2003).
- . Transmission Measurements of Polymer Thin Films. Ocean Optics application note. , (2014).
- Lotz, P., Matysek, M., Schlaak, H. Fabrication and application of miniaturized dielectric elastomer stack actuators. IEEE. ASME. Trans. Mechatron. 16 (1), 58-66 (2011).
- Tepel, D., Hoffstadt, T., Maas, J. Automated manufacturing process for DEAP stack-actuators. Proc. SPIE. 9056, 905627 (2014).
Перепечатки и разрешения
Запросить разрешение на использование текста или рисунков этого JoVE статьи
Запросить разрешениеСмотреть дополнительные статьи
This article has been published
Video Coming Soon
Авторские права © 2025 MyJoVE Corporation. Все права защищены