
Method Article
琼脂糖流体凝胶在凝胶过程中通过剪切处理形成,用于悬浮3D生物打印
* 这些作者具有相同的贡献
摘要
水凝胶形成过程中的剪切处理导致产生微凝胶悬浮液,这些悬浮液剪切薄,但在去除剪切力后迅速重组。这些材料已被用作生物打印复杂、充满细胞的结构的支撑基质。这里描述了用于制造支撑床和兼容生物墨水的方法。
摘要
Bhattacharjee等人于2015年首次报道了在生物打印过程中使用颗粒基质来支持部件,从那时起,已经开发了几种用于在3D生物打印中制备和使用支撑凝胶床的方法。本文描述了一种使用琼脂糖(称为流体凝胶)制造微凝胶悬浮液的工艺,其中颗粒的形成由凝胶化过程中的剪切力应用决定。这种处理产生精心定义的微观结构,随后的材料特性在化学和机械上赋予嵌入印刷介质的独特优势。其中包括在零剪切下表现为粘弹性固体状材料,限制长程扩散,并展示絮凝系统的特征剪切稀化行为。
然而,在去除剪切应力时,流体凝胶具有快速恢复其弹性特性的能力。这种缺乏滞后与前面提到的定义的微观结构直接相关;由于加工,颗粒界面处的反应性非凝胶聚合物链促进了颗粒间的相互作用 - 类似于魔术贴效应。这种弹性特性的快速恢复使低粘度生物材料能够生物打印高分辨率部件,因为支撑床的快速重整将生物墨水原 位捕获,保持其形状。此外,琼脂糖流体凝胶的优点是不对称的胶凝/熔融转变(凝胶温度~30°C,熔融温度 ~90°C)。琼脂糖的这种热滞后使得可以在没有支撑流体凝胶熔化的情况下原 位 打印和培养生物打印部件。该协议展示了如何制造琼脂糖流体凝胶,并演示了它们在悬浮层增材制造(SLAM)中支持一系列复杂水凝胶部件的生产。
引言
水凝胶是用作细胞生长支持的完美材料1。根据所使用的材料,它们通过不影响细胞活力的温和机制凝胶2,3。高含水量(通常为>90%)意味着营养物质和氧气很容易扩散到物质中,细胞代谢的废物扩散出来4。因此,细胞活力已被证明可以保存超过1年5,现在有水凝胶用于储存或"暂停"细胞以供将来治疗使用的例子6。它们已广泛用于组织工程中,以生产组织样结构,但它们的使用往往受到难以控制材料结构和组成的限制。从历史上看,由于形成结构的聚合物基质的高含水量和低体积,水凝胶强度相对较低(相对于许多硬组织)。此外,许多凝胶化途径(热、电离、纤维生成)提供了相当缓慢的动力学,这意味着它们的机械性能往往随着时间的推移而稳定发展。除了互穿网络外,低机械刚度和缓慢的固化时间通常会导致生物油墨在沉积时无法自由站立,在最初挤出时容易"坍落"并失去清晰度。
为了克服这一关键问题,已经开发了嵌入式印刷技术,在印刷过程中提供支持,而结构的机械性能正在发展7,8。一旦凝胶的微观结构完全形成并且机械性能达到最佳,通常可以通过温和洗涤或熔化支撑相来去除支撑基质。这种方法的初步工作利用了粘性多聚体分散体,其中第二相分布在9中。最近,Bhattacharjee等人使用颗粒状卡波尔形式的凝胶来证明细胞阵列可以悬浮在支撑凝胶10中。随后,Hinton等人报道了将含有细胞的凝胶基材料挤出到由颗粒明胶11形成的微凝胶悬浮液组成的支撑床中。在挤出含细胞的水凝胶并随后固化后,通过温和加热支撑浴除去明胶,使明胶熔化。不幸的是,此过程仍然存在一些限制。例如,与胶原蛋白相比,明胶的化学结构(因此它是胶原蛋白的水解形式)使得其骨架上的许多化学部分可以与生物实体相互作用;因此,残余支持基质可能会干扰下游生物过程。此外,动物源性产品在寻求技术的可转化性时具有限制性。如果制造部件打算用于临床,或者即使它用于回答基本的生物学问题,这种表面污染可能会导致重大问题,这将带来挑战。
我们随后创造了一种改进的工艺,允许在支持基质内悬浮生产水凝胶,该基质在生理条件下不带电荷,由非动物材料形成。尽管该工艺可以与一系列生物聚合物载体一起使用,但琼脂糖提供了一种对生物相互作用呈惰性的材料,因为它是基于糖的,并且在生理pH12,13下带中性电荷。支撑材料不是破碎已经存在的凝胶,而是通过在凝胶14,15,16期间施加剪切力形成。这会产生一个颗粒基质,其表面表现出石斛状特征,并分散在未凝胶聚合物的二次基质中17,18。结果是一种具有有趣的材料特性19,20,21,22的材料,它可以以类似于先前报道的颗粒凝胶的方式剪切稀薄,但是当剪切力被去除时,粘度往往恢复得更快23。一旦挤出到支撑基质中的含细胞材料完全成熟,就可以在放入培养物之前通过温和搅拌去除支撑基质。已经表明,可以使用该过程来生产具有复杂结构的材料,并概括皮肤和骨软骨区域的生物结构23,24,25。该方法论文详细描述了如何制造支撑材料,并重点介绍了在各种复杂结构中使用的适当生物墨水。
研究方案
注意:有关本协议中使用的所有材料、试剂、设备和软件的详细信息,请参阅 材料表 。
1.流体凝胶悬浮床的制备
- 在 2,000 mL 玻璃瓶中加入 5 g 琼脂糖粉到 1,000 mL 超纯水(1 型,>18 mΩ·cm-1)中,制备 1,000 mL 分散琼脂糖 (0.5% w/v)。
- 将70 mm磁力搅拌棒加入水性混合物中,并通过首先完全拧紧然后松开四分之一圈来固定瓶盖。
- 通过将玻璃瓶放入高压灭菌器的篮子中,关闭盖子并在121°C和1Bar下运行15分钟的循环来溶解和灭菌混合物。
注意:此协议始终用于后续步骤中的高压灭菌溶液。 - 一旦高压釜冷却到80°C,将瓶子从高压釜中取出,并将其放在磁力搅拌器(未加热)上,搅拌设置为800rpm。
注意:瓶子和液体保持高温。 - 在环境条件下冷却溶胶,同时保持恒定搅拌,直到温度低于其 T凝胶 (胶凝点),32°C。
- 从搅拌器中取出瓶子并将其储存在4°C。
注意:液体凝胶可以储存到需要为止。
2. 生物油墨的制备
- 在超纯水(类型 1,>18 mΩ·cm-1)中使用 1% (w/w) 低酰基结冷胶溶胶制备凝胶聚糖基生物墨水。
- 称出0.5克结冷粉放入称量舟中。
- 将 49.5 g 超纯水加入 100 mL 玻璃瓶中,并加入磁力搅拌器。
- 将含有结冷剂的称重船对折,将粉末缓慢加入水中,同时不断搅拌。
- 使用高压釜溶解并灭菌溶胶,使其冷却至20°C。
- 将生物墨水储存在4°C直至进一步使用。
- 在超纯水(1型,>18 mΩ·cm-1)中制备果胶-胶原蛋白混合生物墨水。
- 将 2.5 g 果胶粉称量到称量舟中,制备 5% (w/v) 低甲氧基果胶溶液。
- 将 50 mL 超纯水与磁力搅拌器一起加入 100 mL 玻璃瓶中。
- 将含有果胶力量的称重船对折,将粉末缓慢加入水中,同时不断搅拌。
- 高压灭菌水性混合物并冷却至20°C。
- 通过将 3 mL 果胶溶液分别添加到 3 mL 胶原蛋白溶液中或将 4 mL 果胶溶液添加到 2 mL 胶原蛋白溶液中,制备 1:1 和 2:1 果胶-胶原蛋白混合物。使用移液管轻轻混合混合物,将混合物抽出并分配 10 倍。
注意:此过程最好在冰上使用冷材料进行,以防止胶原蛋白过早凝胶化。果胶和胶原蛋白的预冷可以通过在混合前储存在4°C来实现。 - 储存在4°C直至进一步使用。
- 在超纯水(1型,>18 mΩ·cm-1)中制备藻酸盐-胶原蛋白混合生物墨水。
- 称出2克海藻酸盐粉到称量舟中。
- 将 50 mL 超纯水与磁力搅拌器一起加入 100 mL 玻璃瓶中。
- 将含有海藻酸盐能量的称量船对折,将粉末缓慢加入水中,同时不断搅拌。
- 将分散液加热至60°C,在不断搅拌下,直到藻酸盐完全溶解(透明,微棕色液体),然后冷却至20°C。
- 通过将 25 mL 海藻酸盐溶液添加到 25 mL DMEM 中,用细胞培养基(例如 Dulbecco 的改性鹰培养基 (DMEM))稀释海藻酸盐溶液。
- 通过将 3 mL 海藻酸盐/DMEM 溶液添加到 3 mL 胶原蛋白溶液中来制备藻酸盐-胶原蛋白混合物 (1:1)。使用移液管轻轻混合混合物,将混合物抽出并分配10x并储存在4°C。
注意:此过程最好在冰上使用冷材料进行,以防止胶原蛋白过早凝胶化。果胶和胶原蛋白的预冷可以通过在混合前储存在4°C来实现。
3. 生物油墨的流变学表征
- 打开流变仪,插入 40 mm 锯齿状几何形状,静置 30 分钟。
- 使用零间隙高度功能将流变仪的 间隙高度归零。
- 在底板上加入 ~2 mL 样品并降低顶部几何形状以创建 1 mm 的间隙高度。
- 通过去除从板之间排出的多余材料来修剪样品。为此,请使用平坦的非磨蚀性边缘将多余的液体从间隙中拉开并用薄纸吸收。
注意:在执行以下每个步骤之前,重复步骤 3.2-3.4 以更改示例。 - 进行 粘度测定分析 以确定生物墨水的可注射性。
- 从用户选项中选择粘度测试。
- 输入剪切速率控制斜坡测试的参数: 0.1 至 500 s-1,斜 坡时间为 1 分钟。
- 使用从步骤3.5.2中的剪切速率控制斜坡测试确定的上限和下应力,在应力控制下对新样品重复粘度斜坡测试。
- 进行 小变形测试 ,以确定生物墨水的胶凝特性。
- 从用户选项中选择振荡测试。
- 输入参数进入恒定应变下的单频测试:频率1 Hz,应变0.5%超过1小时,同时油墨凝胶。
- 对凝胶样品进行 原位 幅度和频率测量。
- 从用户选项中选择振荡测试。
- 选择幅度扫描并输入波幅扫描测试的参数,该参数由应变控制: 0.01至500%,恒定频率为 1 Hz 。
- 加载新样品并从用户选项中选择振荡测试。然后,选择频率测试,并输入0.01和10 Hz之间的频率参数和根据步骤3.7.2中获得的幅度扫描数据确定的光谱的线性粘弹性区域(LVR)内的应变(通常值在LVR的50%和80%之间)。
4. 使用3D生物打印机设计和打印3D结构
- 启动 CAD 软件 以开始生成 CAD 模型。
- 选择 工具 | CAD软件中的材料,用于定义所选生物墨水的打印参数。
- 输入与正在使用的打印机相关的打印参数;例如,对于 3D 发现,在厚度选项卡中输入 估计的灯丝直径 (对于大多数生物墨水,~200-500 μm)以确定每层的 Z 厚度 。
注意:最终结构的分层表明需要增加厚度值,而分辨率的损失则突出了减少厚度的必要性。 - 使用软件中的 图层 选项卡逐层设计所需的结构。使用组选项卡对图层 进行分组 ,并使用标高选项卡将每个图层指定给 Z 平面上的标 高 。
- 例如,要生成晶格结构(使用在步骤2.3中制备的藻酸盐 - 胶原蛋白混合生物墨水),请沿x轴创建一层细丝,沿y轴创建第二层。将两者分配到单独的 级别。
- 在 "组 "选项卡下,通过选择结构中重复单元的数量来确定构建高度。
- 单击 生成 工具为设计创建 G 代码并查看结构的 3D 渲染。
- 关闭 BioCAD 并启动 3D 发现人机界面 (HMI) 软件以启动打印过程。
- 根据制造商的说明组装打印头。将微阀安装到打印头上,然后拧入选定的挤出喷嘴。
- 单击 针长测量 功能以校准打印头。
- 将培养容器(例如,6孔板)加载到打印平台上。
- 将生物墨水等分到打印墨盒中,然后拧入微阀上方的打印头。
- 将组装好的打印头连接到气动压力系统,然后在 HMI上 选择要接合的打印头。
- 单击 检查 压力以调整挤出压力。
- 选择适当的压力(~30-120 kPa ,取决于所需的分辨率)后,打开之前生成的 G代码 ,然后单击 "运行 "以启动打印过程。
5. 皮肤类似物的制备
- 在 DMEM 中培养人真皮成纤维细胞 (HDF) 和脂肪来源干细胞 (ADSC),并在 T75 烧瓶中补充胎牛血清 (FBS)(10%)、HEPES 缓冲液 (2.5%) 和青霉素/链霉素 (1%) 直至达到 90% 汇合度。在角质形成细胞生长培养基(KGM)中培养人表皮角质形成细胞(HEK),直到达到70%-80%的汇合度。培养过程中将所有细胞保持在37°C,5%CO2和95%空气的条件下培养箱中。
- 为了制备用于皮肤和脂肪生物墨水的HDF和ADSC,通过将3mL磷酸盐缓冲盐水(PBS)轻轻移液到烧瓶中来洗涤细胞,倾斜烧瓶以使PBS在细胞上旋转,然后吸出,注意不要干扰附着的细胞。
- 为了提起细胞,将 3 mL 的 1x 细胞解离酶移液到烧瓶中以覆盖细胞并将烧瓶放入培养箱中 3 分钟,用力将烧瓶拍打在手掌上以移开细胞。使用 6 mL 的完整 DMEM 中和酶的作用。
注意:如果敲击后细胞仍然附着,请再孵育 2 分钟。 - 为了制备真皮和脂肪生物墨水,将细胞悬浮液移液到单独的 15 mL 管中,并使用血细胞计数器从每个管中取出 10 μL 进行细胞计数。将剩余的细胞悬液以300 ×g 离心5分钟以沉淀细胞。
- 吸出上清液,注意不要干扰沉淀,加入适当的聚合物溶液(在步骤2.2中制备),并通过以以下密度移液使用温和的刺激进行混合:
- 对于脂肪层,每 1:1 胶原蛋白与果胶混合物移液 5 ×10 5 ADSC mL-1 。
- 对于状层,每 2:1 胶原蛋白与果胶混合物移液 3 ×10 6 HDF mL-1 。
- 对于网状层,每 2:1 胶原蛋白与果胶混合物移液 1.5 × 106 HDF mL-1 。
- 为了提起细胞,将 3 mL 的 1x 细胞解离酶移液到烧瓶中以覆盖细胞并将烧瓶放入培养箱中 3 分钟,用力将烧瓶拍打在手掌上以移开细胞。使用 6 mL 的完整 DMEM 中和酶的作用。
- 要打印,将每种生物墨水装入单独的墨盒中,并根据第4节中的说明将结构打印在玻璃培养皿中的支撑液凝胶中。
- 打印完成后,使用注射器和针头将 2 mL 200 mM CaCl 2∙2H2 O 和 3 mL脂肪培养基(补充有 500 μM 异丁基-甲基黄嘌呤 [IBMX]、50 μM 吲哚美辛和 1 μM 地塞米松的完整 DMEM)注入液体凝胶中。放入培养箱中过夜。
- 第二天,使用刮刀从支撑浴中取出构建物,在PBS中轻轻洗涤,并在6孔板中的成脂培养基中培养14天。
- 14天后,除去足够的培养基以在构建体表面形成气液界面,并在构建体顶部播种2×106 个角质形成细胞以形成表皮层。
- 分析前进一步培养1周。
6. 颈动脉模型的制备
- 将结冷胶生物墨水溶液(如步骤2.1中制备)装入打印机墨盒中。
- 根据第4节中的打印说明,在含有液体凝胶支持材料的培养皿内打印颈动脉模型。
- 打印完成后,使用注射器和针头在构建物周围注入 2 mL 200 mM CaCl 2∙2H2O。
- 至少3小时后,使用刮刀从支撑浴中取出结构物,并在PBS中轻轻洗涤。
结果
海藻酸盐和I型胶原蛋白生物墨水
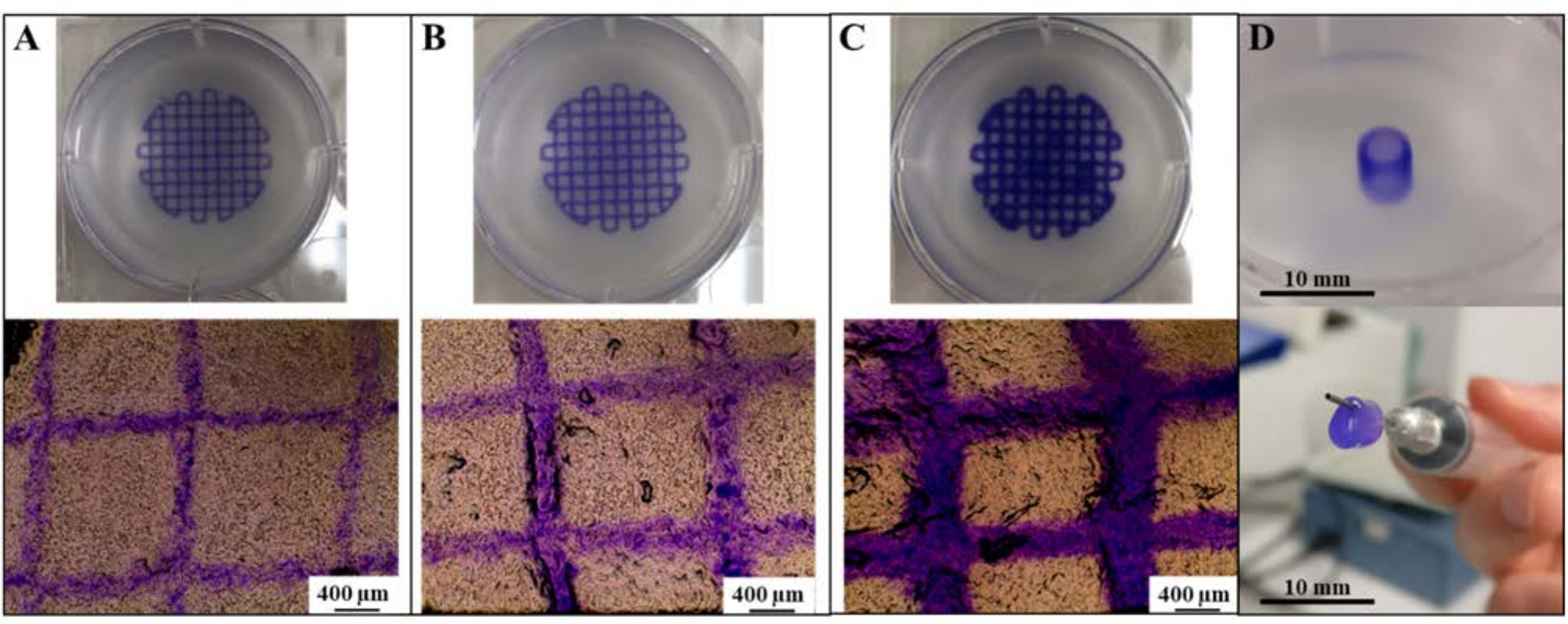
观察到打印分辨率(记录为长丝直径的函数)通过挤出压力的变化直接可调(图1A-C)。挤出压力和印刷分辨率与在30 kPa挤出压力下印刷产生的最小长丝直径直接相关。有趣的是,在30kPa的挤出压力下,可以产生与挤出喷嘴内径相匹配的细丝(平均长丝直径:323μm±50μm;喷嘴直径:300μm),这表明可以实现"最大分辨率"。此外,该分辨率的打印参数可以成功地应用于可提取和灌注的藻酸盐/胶原蛋白血管管的生成(图1D)。

图 1:使用 SLAM 生成高分辨率打印件。通过挤出在 (A) 30 kPa、(B) 60 kPa 和 (C) 120 kPa 下定制藻酸盐/胶原晶格的打印分辨率作为灯丝直径的函数。(D)藻酸盐/胶原血管管的产生。比例尺 = 400 μm (A-C), 10 mm (D)。缩写:SLAM = 悬浮层增材制造。请点击此处查看此图的大图。
{kind=link}
皮肤类似物
SLAM还用于使用由胶原蛋白I和果胶混合物形成的生物墨水创建皮肤状结构(图2A)。为了实现与皮肤相似的机械性能梯度,在真皮层(5% w/w 果胶以 2:1 与 5 mg∙mL−1 胶原蛋白原原液混合)和皮下(5% w/w 果胶以 1:1 与 5 mg∙mL−1 胶原蛋白原原液混合)层中使用了不同比例的果胶和胶原蛋白。所得结构(图2Bi-Bii)在浸入DMEM后很好地整合,没有分层的迹象。重要的是,经过14天的培养后,整个结构的细胞活力水平很高(图2Biii)。有趣的是,在培养期间,材料变硬了24,表明材料进行了重塑。

图2:皮肤状结构的产生 。 (A)显示如何使用SLAM工艺产生嵌入人真皮成纤维细胞的分层结构的示意图。这里的悬浮床是由琼脂糖形成的颗粒制成的,而皮下层和真皮层由不同比例的果胶和胶原蛋白I组成。 (B)分层结构旨在代表皮肤的三层结构(i)。随着成功复制这种结构(ii),整个样品中观察到高水平的细胞活力,如钙黄绿素-AM染色(iii)所示。比例尺 = 5 毫米 (Bii)。缩写:SLAM = 悬浮层增材制造。 请点击此处查看此图的大图。
{kind=link}
颈动脉
为了突破该方法的界限,制作了一系列更复杂的印刷品。在一个这样的例子中,使用1%结冷生物墨水打印分叉的颈动脉(图3A),然后通过在流体凝胶床内挤出200mM CaCl2进行交联(图3B),并在凝胶化后简单地从载体上提起(图3C)。尽管前驱体印刷解决方案表现出低粘度,但支撑床成功地实现了复杂几何形状的生产。动脉在沉积、交联和提取过程中保持其结构(图 3),无需修改打印代码以合并额外的支架。

图 3:使用 SLAM 的结冷颈动脉的制造过程。 (A)打印过程中液体凝胶床内的结冷面挤出,(B)交联期间流体凝胶内完成颈动脉打印,以及(C)从液体凝胶支持中取出后的最终颈动脉模型。比例尺 = 10 mm。 请点击此处查看此图的大图。
{kind=link}
讨论
考虑支撑床所用材料的选择
在开发阶段,支撑床需要各种特性。这些特性包括:i)保持足够的结构来悬浮挤出材料;ii) 剪切稀化能力,使打印头在支撑材料中自由移动;iii)快速重组(自愈特性),在沉积的生物墨水周围形成支撑;iv) 在室温和生理温度下均具有热稳定性;v)中性(即不带电)材料,在pH和电解质(离子种类和浓度)范围内相对生物惰性,防止与细胞和带电生物墨水相互作用;六)无毒;并且,vii)最好来自非动物来源。
尽管有许多生物聚合物材料保持了这些固有特性中的几个,并且能够在不符合所有这些特性的情况下执行悬浮的3D增材制造11,26,27,但这里的目的是生产一种支撑床,以克服与其他支持材料相关的某些实际问题。由于琼脂糖的化学性质,特别是当配制成颗粒流体凝胶时,可以获得所有这些特性。这使得支撑床可用于各种生物墨水23,24,25,28。事实上,材料的生物惰性提供了在整个培养过程中保持印刷结构原位的潜力,允许许多不同的生物墨水充分发育足够的时间尺度,而无需改变生物学。此外,颗粒、稀薄的性质使得易于从最终的印刷结构中去除,而无毒、非动物来源允许快速转化为临床,克服与伦理和监管要求相关的障碍。
生物油墨材料选择的注意事项
在直接挤出生物打印中,生物墨水沉积到2D打印床上。单体生物墨水溶液具有剪切稀化行为是有益的;然而,为了生产具有生理相关尺寸的高保真结构,它们必须具有低触变性并恢复到足够高的粘度,以便在沉积时形成固体细丝29,30,31。随着粘度的增加,挤出所需的压力要高得多,通常会对包封的细胞活力产生负面影响31,32。悬浮生物打印消除了这一限制,因为挤出的材料在整个交联过程中由悬浮浴支撑。这一发展极大地增加了可以使用的生物墨水配方的范围。例如,最近的研究表明,使用低浓度胶原蛋白溶液被打印成类似于心脏内部结构的高度复杂的几何形状33,34,35。在该方法中提到的应用中,嵌入印刷允许选择生物材料油墨以最好地复制其预期的生理环境,而不是为了印刷它们的能力。
结构尺寸的限制
在整个生物制造文献中,已经证明,由替代打印头技术驱动的不同类型的生物打印机可以纳入嵌入式制造技术。这里展示的技术没有什么不同,例如Senior等人所展示的基于气动微挤出的生物打印机(INKREDIBLE)和具有可控微阀的基于挤出的生物打印机(3D Discovery)23。尽管这使得可能已经拥有生物打印机的一系列用户可以使用该技术,但对结构可达到尺寸的限制最终取决于所讨论的生物打印机规格。最初,对大型结构生成的主要限制由打印床的大小,X,Y和Z轨迹的限制以及包含支撑流体凝胶的容器的尺寸定义。
分辨率限制
在制造复杂的微米级结构时,最终的分辨率高度依赖于打印机的精度(控制步长、挤出程度)、打印喷嘴的内径以及一系列可调软件参数,包括打印速度、打印压力和流速36。此外,控制液滴尺寸似乎对于促进高分辨率结构的生成至关重要,在具有可控微阀的挤出打印机中观察到最佳结果。最终,当所有参数都经过优化时,可以实现与挤出喷嘴的内径相匹配甚至小于的打印分辨率,沉积的长丝约为微米级37。然而,这取决于前面提到的所有打印参数的优化,并且分辨率可能会受到打印机制和精度的极大限制。例如,气动挤出似乎不允许与使用可控微阀的挤出相同的印刷分辨率。因此,实现最大打印分辨率可能会涉及成本问题,因为此类系统会大大增加用户的费用。
未来展望和潜力
目前,人们对使用悬浮制造工艺来生产包含嵌入式电池的复杂软结构非常感兴趣,并且无疑将在未来几年取得重大进展。在提高打印分辨率方面取得了持续的进步,尽管鉴于大多数生物系统能够在分子水平上重新排列自己,这有多必要还有待观察。虽然媒体感兴趣的焦点是使用3D打印组织在受伤或疾病后直接替代人体组织,但这些过程实现的任何强大的医疗程序都需要几年的时间38,39。这些复杂培养系统的影响更有可能是在筛选药物甚至用作工具,以增强我们对生物过程的理解38。特别是,发育生物学可以极大地受益于这里,对分子特殊沉积的精确控制将使研究人员能够探索多因素系统在组织发育过程中的作用。
披露声明
作者没有利益冲突需要声明。
致谢
作者要感谢EPSRC(EP / L016346 / 1),MRC和博士培训联盟生物科学促进健康资助和支持这项工作。
材料
| Name | Company | Catalog Number | Comments |
| 3D Discovery Bioprinter | RegenHU | BIOFACTORY | Microvalve extrusion bioprinter |
| Agarose | Merck | 9012-36-6 | Material used to create fluid gel support baths |
| Benchtop autoclave | Prestige Medical | B8L75814 | Classic |
| Brilliant Blue G | Merck | 6104-58-1 | Dye used to stain structures |
| Calcium Chloride Dihydrate | Merck | 10035-04-8 | Used to reticulate printed structures |
| Dexamethasone | Merck | D4902-25MG | Used in adipogenic media |
| DMEM | Merck | D6429 | Cell culture media |
| Duran bottle | Merck | Z305219 | glass bottle |
| EVOS XL Core Imaging System | EVOS™ | AMEX1000 | Brightfield microscope with phase contrast |
| FBS | Fisher Scientific | 10500-064 | Cell culture media supplement |
| Gellan gum | Special Ingredients | 5060341112638 | Low Acyl Gellan gum used to make the bioink for the corotid artery model |
| HEPES buffer | Merck | H9897-10PAK | Buffer for cell culture media |
| Indomethacin | Merck | I7378 | Used in adipogenic media |
| Isobutyl-methylxanthine (IBMX) | Merck | I7018-100MG | Used in adipogenic media |
| Keratinocyte growth medium | Lonza | 00192060 | Used as media to culture keratinocytes |
| Low Methoxy Pectin | CP Kelco | LM-5CS | Pectin used to make pectin/collagen blends |
| Penicillin-streptomycin | Merck | P4333-100ML | Used to inhibit bacterial growth |
| PureCol EZ Gel solution | Merck | 5074 | Collagen solution used to make alginate/collagen blends |
| Sodium Alginate | Merck | 9005-38-3 | Alginate powder used to make alginate/collagen blends |
| TrypLE select | Fisher Scientific | 12563011 | cell dissociation enzyme |
| T75 Flasks | StarLab | CC7682-4175 | Used for culturing cells |
参考文献
- Lee, K. Y., Mooney, D. J. Hydrogels for tissue engineering. Chemical Reviews. 101 (7), 1869-1880 (2001).
- Caliari, S. R., Burdick, J. A. A practical guide to hydrogels for cell culture. Nature Methods. 13 (5), 405-414 (2016).
- Tibbitt, M. W., Anseth, K. S. Hydrogels as extracellular matrix mimics for 3D cell culture. Biotechnology and Bioengineering. 103 (4), 655-663 (2009).
- Drury, J. L., Mooney, D. J. Hydrogels for tissue engineering: scaffold design variables and applications. Biomaterials. 24 (24), 4337-4351 (2003).
- Iordachescu, A., et al. An in vitro model for the development of mature bone containing an osteocyte network. Advanced Biosystems. 2 (2), 1700156 (2018).
- Zhang, C., et al. Hydrogel cryopreservation system: an effective method for cell storage. International Journal of Molecular Sciences. 19 (11), 3330 (2018).
- McCormack, A., Highley, C. B., Leslie, N. R., Melchels, F. P. W. 3D printing in suspension baths: keeping the promises of bioprinting afloat. Trends in Biotechnology. 38 (6), 584-593 (2020).
- Cheng, W., Zhang, J., Liu, J., Yu, Z. Granular hydrogels for 3D bioprinting applications. View. 1 (3), 20200060 (2020).
- Lieben, L. The future of 3D printing of human tissues is taking shape. Nature Reviews Rheumatology. 12 (4), 191 (2016).
- Bhattacharjee, T., et al. Writing in the granular gel medium. Science Advances. 1 (8), 1500655 (2015).
- Hinton, T. J., et al. Three-dimensional printing of complex biological structures by freeform reversible embedding of suspended hydrogels. Science Advances. 1 (9), 1500758 (2015).
- Zarrintaj, P., et al. Agarose-based biomaterials for tissue engineering. Carbohydrate Polymers. 187, 66-84 (2018).
- te Nijenhuis, K. . Thermoreversible Networks: Viscoelastic Properties and Structure of Gels. , 194-202 (1997).
- Norton, I. T., Jarvis, D. A., Foster, T. J. A molecular model for the formation and properties of fluid gels. International Journal of Biological Macromolecules. 26 (4), 255-261 (1999).
- Fernández Farrés, I., Moakes, R. J. A., Norton, I. T. Designing biopolymer fluid gels: A microstructural approach. Food Hydrocolloids. 42, 362-372 (2014).
- Cooke, M. E., et al. Structuring of hydrogels across multiple length scales for biomedical applications. Advanced Materials. 30 (14), 1705013 (2018).
- Foster, N. C., Allen, P., El Haj, A. J., Grover, L. M., Moakes, R. J. A. Tailoring therapeutic responses via engineering microenvironments with a novel synthetic fluid gel. Advanced Healthcare Materials. 10 (16), 2100622 (2021).
- Ellis, A. L., Norton, A. B., Mills, T. B., Norton, I. T. Stabilisation of foams by agar gel particles. Food Hydrocolloids. 73, 222-228 (2017).
- Ghebremedhin, M., Seiffert, S., Vilgis, T. A. Physics of agarose fluid gels: Rheological properties and microstructure. Current Research in Food Science. 4, 436-448 (2021).
- Garrec, D. A., Norton, I. T. Understanding fluid gel formation and properties. Journal of Food Engineering. 112 (3), 175-182 (2012).
- Garrec, D. A., Guthrie, B., Norton, I. T. Kappa carrageenan fluid gel material properties. Part 1: Rheology. Food Hydrocolloids. 33 (1), 151-159 (2013).
- Adams, S., Frith, W. J., Stokes, J. R. Influence of particle modulus on the rheological properties of agar microgel suspensions. Journal of Rheology. 48 (6), 1195-1213 (2004).
- Senior, J. J., Cooke, M. E., Grover, L. M., Smith, A. M. Fabrication of complex hydrogel structures using suspended layer additive manufacturing (SLAM). Advanced Functional Materials. 29 (49), 1904845 (2019).
- Moakes, R. J. A., et al. A suspended layer additive manufacturing approach to the bioprinting of tri-layered skin equivalents. APL Bioengineering. 5 (4), 046103 (2021).
- Moxon, S. R., et al. Suspended manufacture of biological structures. Advanced Materials. 29 (13), 1605594 (2017).
- Noor, N., et al. 3D Printing of personalized thick and perfusable cardiac patches and hearts. Advanced Science. 6 (11), 1900344 (2019).
- Compaan, A. M., Song, K., Huang, Y. Gellan fluid gel as a versatile support bath material for fluid extrusion bioprinting. ACS Applied Materials & Interfaces. 11 (6), 5714-5726 (2019).
- Moxon, S. R., et al. Blended alginate/collagen hydrogels promote neurogenesis and neuronal maturation. Materials Science and Engineering: C. 104, 109904 (2019).
- Hölzl, K., et al. Bioink properties before, during and after 3D bioprinting. Biofabrication. 8 (3), 032002 (2016).
- Chimene, D., Lennox, K. K., Kaunas, R. R., Gaharwar, A. K. Advanced bioinks for 3D printing: a materials science perspective. Annals of Biomedical Engineering. 44 (6), 2090-2102 (2016).
- Schwab, A., et al. Printability and shape fidelity of bioinks in 3D bioprinting. Chemical Reviews. 120 (19), 11028-11055 (2020).
- Rutz, A. L., Lewis, P. L., Shah, R. N. Toward next-generation bioinks: Tuning material properties pre- and post-printing to optimize cell viability. MRS Bulletin. 42 (8), 563-570 (2017).
- Mosadegh, B., Xiong, G., Dunham, S., Min, J. K. Current progress in 3D printing for cardiovascular tissue engineering. Biomedical Materials. 10 (3), 034002 (2015).
- Zhou, K., Sun, Y., Yang, J., Mao, H., Gu, Z. Hydrogels for 3D embedded bioprinting: a focused review on bioinks and support baths. Journal of Materials Chemistry B. 10 (12), 1897-1907 (2022).
- Lee, A., et al. 3D bioprinting of collagen to rebuild components of the human heart. Science. 365 (6452), 482-487 (2019).
- Kyle, S., Jessop, Z. M., Al-Sabah, A., Whitaker, I. S. Printability' of candidate biomaterials for extrusion based 3D printing: state-of-the-art. Advanced Healthcare Materials. 6 (16), 1700264 (2017).
- Hinton, T. J., Lee, A., Feinberg, A. W. 3D bioprinting from the micrometer to millimeter length scales: Size does matter. Current Opinion in Biomedical Engineering. 1, 31-37 (2017).
- Seoane-Viaño, I., Trenfield, S. J., Basit, A. W., Goyanes, A. Translating 3D printed pharmaceuticals: From hype to real-world clinical applications. Advanced Drug Delivery Reviews. 174, 553-575 (2021).
- Jovic, T. H., Combellack, E. J., Jessop, Z. M., Whitaker, I. S. 3D bioprinting and the future of surgery. Frontiers in Surgery. 7, 609836 (2020).
转载和许可
请求许可使用此 JoVE 文章的文本或图形
请求许可探索更多文章
This article has been published
Video Coming Soon
版权所属 © 2025 MyJoVE 公司版权所有,本公司不涉及任何医疗业务和医疗服务。