
Method Article
Gel fluidi di agarosio formati dalla lavorazione a taglio durante la gelificazione per la bioprinting 3D sospesa
* Questi autori hanno contribuito in egual misura
In questo articolo
Riepilogo
La lavorazione a taglio durante la formazione di idrogel provoca la produzione di sospensioni di microgel che si tagliano sottili ma si ristrutturano rapidamente dopo la rimozione delle forze di taglio. Tali materiali sono stati utilizzati come matrice di supporto per la bioprinting di strutture complesse e cariche di cellule. Qui vengono descritti i metodi utilizzati per produrre il letto di supporto e i bioink compatibili.
Abstract
L'uso di matrici granulari per supportare le parti durante il processo di bioprinting è stato segnalato per la prima volta da Bhattacharjee et al. nel 2015 e da allora sono stati sviluppati diversi approcci per la preparazione e l'uso di letti di gel di supporto nella bioprinting 3D. Questo articolo descrive un processo per produrre sospensioni di microgel utilizzando agarosio (noto come gel fluido), in cui la formazione di particelle è governata dall'applicazione di taglio durante la gelificazione. Tale lavorazione produce microstrutture accuratamente definite, con successive proprietà del materiale che conferiscono vantaggi distinti come l'incorporamento dei supporti di stampa, sia chimicamente che meccanicamente. Questi includono il comportamento come materiali viscoelastici simili a solidi a taglio zero, limitando la diffusione a lungo raggio e dimostrando il caratteristico comportamento di assottigliamento del taglio dei sistemi flocculati.
Alla rimozione dello sforzo di taglio, tuttavia, i gel fluidi hanno la capacità di recuperare rapidamente le loro proprietà elastiche. Questa mancanza di isteresi è direttamente collegata alle microstrutture definite precedentemente accennate; A causa della lavorazione, le catene polimeriche reattive e non gelificate all'interfaccia delle particelle facilitano le interazioni interparticellari, simili a un effetto Velcro. Questo rapido recupero delle proprietà elastiche consente la biostampa di parti ad alta risoluzione da biomateriali a bassa viscosità, poiché la rapida riforma del letto di supporto intrappola il bioink in situ, mantenendone la forma. Inoltre, un vantaggio dei gel fluidi di agarosio sono le transizioni asimmetriche gelificante/fusione (temperatura di gelificazione di ~30 °C e temperatura di fusione di ~90 °C). Questa isteresi termica dell'agarosio consente di stampare e coltivare la parte biostampata in situ senza che il gel fluido di supporto si sciolga. Questo protocollo mostra come produrre gel fluidi di agarosio e dimostra il loro utilizzo per supportare la produzione di una gamma di parti complesse in idrogel all'interno della produzione additiva a strato sospeso (SLAM).
Introduzione
Gli idrogel sono materiali perfetti da utilizzare come supporti per la crescita cellulare1. A seconda del materiale utilizzato, gelificano tramite meccanismi delicati che non compromettono la vitalità cellulare 2,3. L'elevato contenuto di acqua (tipicamente >90%) significa che i nutrienti e l'ossigeno possono facilmente diffondersi nel materiale e i prodotti di scarto del metabolismo cellulare si diffondono4. Come tale, la vitalità cellulare ha dimostrato di essere preservata per periodi superiori a 1 anno5, e ora ci sono esempi di idrogel utilizzati per immagazzinare o "mettere in pausa" le cellule per un futuro uso terapeutico6. Sono stati ampiamente utilizzati nell'ingegneria tissutale per la produzione di strutture simili ai tessuti, ma il loro uso tende ad essere limitato dalla difficoltà di controllare sia la struttura che la composizione del materiale. Storicamente, la resistenza dell'idrogel è relativamente bassa (in relazione a molti tessuti duri), a causa dell'elevato contenuto di acqua e dei bassi volumi occupati dalla matrice polimerica che forma la struttura. Inoltre, molte vie di gelificazione (termica, ionotropica, fibrillogenesi) offrono una cinetica ragionevolmente lenta, il che significa che le loro proprietà meccaniche tendono a svilupparsi costantemente nel tempo. Ad eccezione delle reti compenetranti, la bassa rigidità meccanica e i lenti tempi di polimerizzazione spesso si traducono in bioink che non sono in grado di stare in piedi per deposizione, tendendo a "crollare" e perdere definizione quando inizialmente estrusi.
Nel tentativo di superare questo problema chiave, sono state sviluppate tecniche di stampa incorporate che forniscono supporto durante la stampa, mentre le proprietà meccaniche del costrutto stanno sviluppando 7,8. Una volta che la microstruttura del gel si è completamente sviluppata e le proprietà meccaniche raggiungono un ottimale, la matrice di supporto può essere rimossa, tipicamente attraverso un lavaggio delicato o la fusione della fase di supporto. Il lavoro iniziale su questo approccio ha utilizzato una dispersione pluronica viscosa in cui la fase secondaria è stata distribuita9. Più recentemente, Bhattacharjee et al. hanno usato gel sotto forma di carbopol granulato per dimostrare che matrici di cellule potrebbero essere sospese nel gel di supporto10. Successivamente, Hinton et al. hanno riferito sull'estrusione di materiali a base di gel contenenti cellule in un letto di supporto costituito da una sospensione di microgel formata da gelatina granulare11. Dopo l'estrusione dell'idrogel contenente cellule e la sua successiva polimerizzazione, la gelatina è stata rimossa mediante un delicato riscaldamento del bagno di supporto, consentendo la fusione della gelatina. Sfortunatamente, questo processo presenta ancora diverse limitazioni. Ad esempio, la struttura chimica della gelatina rispetto al collagene (di conseguenza essendo una forma idrolizzata di collagene) è tale che molte parti chimiche attraverso la sua spina dorsale possono interagire con entità biologiche; Pertanto, una matrice di supporto residua potrebbe interferire con i processi biologici a valle. Inoltre, i prodotti di origine animale presentano un uso restrittivo quando si guarda alla traducibilità di una tecnologia. Ciò crea sfide se la parte prodotta è destinata ad essere utilizzata clinicamente, o anche se deve essere utilizzata per rispondere a domande biologiche fondamentali, in cui questa contaminazione superficiale può causare un problema significativo.
Successivamente abbiamo creato un processo raffinato che consente la produzione sospesa di idrogel, all'interno di una matrice di supporto, che non ha carica in condizioni fisiologiche ed è formata da materiali non animali. Sebbene il processo possa essere utilizzato con una gamma di supporti biopolimerici, l'agarosio fornisce un materiale inerte alle interazioni biologiche in quanto è a base di zucchero e caricato in modo neutro a pH fisiologico12,13. Piuttosto che frammentare un gel già esistente, il materiale di supporto viene formato attraverso l'applicazione di taglio durante la gelificazione14,15,16. Questo produce una matrice di particelle che mostrano caratteristiche simili a dendroni sulla loro superficie e sono disperse in una matrice secondaria di polimero non gelificato17,18. Il risultato è un materiale con interessanti proprietà del materiale 19,20,21,22 che può tagliare sottile in modo simile ai gel granulari precedentemente riportati, ma tende a recuperare viscosità più rapidamente quando il taglio viene rimosso 23. Una volta che il materiale cellulare estruso nella matrice di supporto è completamente maturo, la matrice di supporto può essere rimossa attraverso una leggera agitazione prima di essere messa in coltura. È stato dimostrato che è possibile utilizzare questo processo per produrre materiali con strutture complesse e ricapitolare le strutture biologiche sia della pelle che della regione osteocondrale23,24,25. Questo documento sui metodi descrive in dettaglio come produrre il materiale di supporto ed evidenzia i bioink appropriati utilizzati all'interno di una varietà di strutture complesse.
Protocollo
NOTA: vedere la tabella dei materiali per i dettagli relativi a tutti i materiali, i reagenti, le apparecchiature e il software utilizzati in questo protocollo.
1. Preparazione del letto di sospensione in gel fluido
- Preparare 1.000 ml di agarosio disperso (0,5% p/v) aggiungendo 5 g di polvere di agarosio a 1.000 ml di acqua ultrapura (Tipo 1, >18 mΩ·cm-1) in una bottiglia di vetro da 2.000 ml.
- Aggiungere una barra agitatrice magnetica da 70 mm alla miscela acquosa e fissare il tappo della bottiglia stringendo prima completamente e poi allentando di un quarto di giro.
- Sciogliere e sterilizzare la miscela mettendo la bottiglia di vetro nel cestello dell'autoclave, chiudendo il coperchio ed eseguendo un ciclo di 15 minuti a 121 °C e 1 Bar.
NOTA: questo protocollo viene sempre utilizzato per le soluzioni in autoclave nelle fasi successive. - Rimuovere il flacone dall'autoclave una volta che l'autoclave si è raffreddata a 80 °C e posizionarla su un agitatore magnetico (non riscaldato), con l'agitazione impostata a 800 giri/min.
ATTENZIONE: Il flacone e il liquido rimangono caldi. - Raffreddare il sol in condizioni ambientali, mantenendo costante l'agitazione, fino a quando la temperatura è inferiore al suo gel T (punto gelificante), 32 °C.
- Togliere il flacone dall'agitatore e conservarlo a 4 °C.
NOTA: Il gel fluido può essere conservato fino al momento del bisogno.
2. Preparazione di bioink
- Preparare un bioink a base di gellan utilizzando un sol all'1% (p/p) di gomma a basso contenuto di gellano acilico in acqua ultrapura (Tipo 1, >18 mΩ·cm-1).
- Pesare 0,5 g di polvere di gellano in una barca di pesata.
- Aggiungere 49,5 g di acqua ultrapura in una bottiglia di vetro da 100 ml, insieme a un agitatore magnetico.
- Piegare a metà il battello di pesatura contenente energia gellan e aggiungere lentamente la polvere all'acqua, mescolando costantemente.
- Sciogliere e sterilizzare il sol con un'autoclave e lasciarlo raffreddare a 20 °C.
- Conservare il bioink a 4 °C fino a un ulteriore utilizzo.
- Preparare un bioink miscelato pectina-collagene in acqua ultrapura (Tipo 1, >18 mΩ·cm-1).
- Preparare le soluzioni di pectina a basso contenuto di metossi al 5% (p/v) pesando 2,5 g di polvere di pectina in un recipiente di pesata.
- Aggiungere 50 ml di acqua ultrapura in una bottiglia di vetro da 100 ml, insieme a un agitatore magnetico.
- Piegare a metà il battello di pesatura contenente la potenza della pectina e aggiungere lentamente la polvere all'acqua, mescolando costantemente.
- Autoclavare la miscela acquosa e raffreddare a 20 °C.
- Preparare miscele di pectina-collagene 1:1 e 2:1 aggiungendo 3 ml della soluzione di pectina a 3 ml di soluzione di collagene o aggiungendo 4 ml di soluzione di pectina a 2 ml di soluzione di collagene, rispettivamente. Mescolare delicatamente le miscele con una pipetta, estraendo ed erogando la miscela 10x.
NOTA: Questa procedura è meglio intrapresa utilizzando materiali freddi su ghiaccio per prevenire la gelificazione prematura del collagene. Il preraffreddamento della pectina e del collagene può essere ottenuto conservando a 4 °C prima della miscelazione. - Conservare a 4 °C fino a ulteriore utilizzo.
- Preparare un bioink miscelato alginato-collagene in acqua ultrapura (Tipo 1, >18 mΩ·cm-1).
- Pesare 2 g di polvere di alginato in una barca di pesata.
- Aggiungere 50 ml di acqua ultrapura in una bottiglia di vetro da 100 ml, insieme a un agitatore magnetico.
- Piegare a metà il battello di pesatura contenente energia alginato e aggiungere lentamente la polvere all'acqua, mescolando costantemente.
- Riscaldare la dispersione a 60 °C, agitando costantemente, fino a completa dissoluzione dell'alginato (liquido limpido, leggermente bruno), quindi raffreddare a 20 °C.
- Diluire la soluzione di alginato con terreno di coltura cellulare come il terreno di aquila modificato di Dulbecco (DMEM) aggiungendo 25 ml della soluzione di alginato a 25 ml di DMEM.
- Preparare miscele di alginato e collagene (1:1) aggiungendo 3 ml della soluzione di alginato/DMEM a 3 ml di soluzione di collagene. Mescolare delicatamente le miscele con una pipetta estraendo ed erogando la miscela 10x e conservare a 4 °C.
NOTA: Questa procedura è meglio intrapresa utilizzando materiali freddi su ghiaccio per prevenire la gelificazione prematura del collagene. Il preraffreddamento della pectina e del collagene può essere ottenuto conservando a 4 °C prima della miscelazione.
3. Caratterizzazione reologica dei bioink
- Accendere il reometro, inserire geometrie seghettate da 40 mm e lasciare riposare per 30 minuti.
- Azzerare l'altezza del reometro utilizzando la funzione di altezza zero-gap.
- Aggiungere ~ 2 ml di campione sulla piastra inferiore e abbassare la geometria superiore per creare un'altezza di spazio di 1 mm.
- Rifilare il campione rimuovendo il materiale in eccesso espulso tra le piastre. Per fare ciò, utilizzare un bordo piatto e non abrasivo per allontanare il fluido in eccesso dallo spazio e assorbire con carta velina.
Nota : i passaggi 3.2-3.4 vengono ripetuti per modificare il campione prima di ciascuno dei passaggi seguenti. - Intraprendere profili di vicometria per determinare l'iniettabilità del bioink.
- Selezionare il test di viscometria dalle opzioni utente .
- Immettere i parametri per un test di rampa controllato dalla velocità di taglio: da 0,1 a 500 s-1, con un tempo di rampa di 1 minuto.
- Ripetere la prova di rampa viscometrica su nuovi campioni sotto controllo delle sollecitazioni, utilizzando le sollecitazioni superiori e inferiori determinate dalla prova di rampa controllata dalla velocità di taglio al punto 3.5.2.
- Eseguire piccoli test di deformazione per determinare le caratteristiche gelificanti del bioink.
- Selezionare il test oscillatorio dalle opzioni utente .
- Parametri di input in un singolo test di frequenza sotto sforzo costante: frequenza 1 Hz, deformazione 0,5% su 1 h, mentre l'inchiostro gelifica.
- Effettuare misurazioni in situ di ampiezza e frequenza su campioni gelificati.
- Selezionare il test oscillatorio dalle opzioni utente .
- Selezionare sweep di ampiezza e immettere i parametri per un test di sweep di ampiezza controllato dalla deformazione: da 0,01 a 500%, a una frequenza costante di 1 Hz .
- Caricare un nuovo campione e selezionare il test oscillatorio dalle opzioni utente . Quindi, selezionare il test di frequenza e i parametri di frequenza di ingresso compresi tra 0,01 e 10 Hz e una deformazione che si trova all'interno della regione viscoelastica lineare (LVR) degli spettri determinata dai dati di ampiezza ottenuti nel passaggio 3.7.2 (tipicamente un valore compreso tra il 50% e l'80% del LVR).
4. Progettazione e stampa di strutture 3D utilizzando un bioprinter 3D
- Avviare il software CAD per avviare la generazione di un modello CAD.
- Seleziona Strumenti | Materiali nel software CAD per definire i parametri di stampa per il bioink scelto.
- Parametri di stampa di input relativi alla stampante utilizzata; ad esempio, per la scoperta 3D, immettere il diametro stimato del filamento (~ 200-500 μm per la maggior parte dei bioink) nella scheda dello spessore per determinare lo spessore Z di ciascun strato.
NOTA: La delaminazione del costrutto finale è indicativa della necessità di aumentare il valore dello spessore, mentre la perdita di risoluzione evidenzia la necessità di ridurre lo spessore. - Progetta la struttura desiderata strato per strato utilizzando le schede Livello nel software. Raggruppate i livelli utilizzando la scheda Raggruppa e assegnate ogni livello a un livello sul piano Z utilizzando la scheda Livello .
- Ad esempio, per generare una struttura reticolare (utilizzando un bioink miscelato alginato-collagene preparato nel passaggio 2.3), creare uno strato con i filamenti lungo l'asse x e un secondo strato con i filamenti lungo l'asse y. Assegna entrambi a un livello separato.
- Nella scheda Raggruppa , determinare l'altezza di costruzione selezionando il numero di unità ripetute nella struttura.
- Fare clic sullo strumento Genera per creare un codice G per il progetto e visualizzare un rendering 3D della struttura.
- Chiudere BioCAD e avviare il software HMI (Human Machine Interface) 3D Discovery per avviare il processo di stampa.
- Assemblare la testina di stampa secondo le istruzioni del produttore. Montare la microvalvola sulla testina di stampa e avvitare l'ugello di estrusione scelto.
- Fare clic sulla funzione Misurazione lunghezza ago per calibrare la testina di stampa.
- Caricare un recipiente di coltura (ad esempio, una lastra a 6 pozzetti) sulla piattaforma di stampa.
- Aliquot il bioink nella cartuccia di stampa e avvitare la testina di stampa sopra la microvalvola.
- Collegare la testina di stampa assemblata al sistema di pressione pneumatico e selezionare la testina di stampa sull'HMI per attivarla.
- Fare clic su Controlla pressione per consentire la regolazione della pressione di estrusione.
- Una volta selezionata una pressione appropriata (~30-120 kPa a seconda della risoluzione desiderata), aprire il codice G generato in precedenza e fare clic su Esegui per avviare il processo di stampa.
5. Preparazione di analoghi della pelle
- Coltura di fibroblasti dermici umani (HDF) e cellule staminali derivate dal tessuto adiposo (ADSC) in DMEM integrati con siero fetale bovino (FBS) (10%), tampone HEPES (2,5%) e penicillina/streptomicina (1%) in matraccio T75 fino al raggiungimento del 90% di confluenza. Coltura di cheratinociti epidermici umani (HEK) in terreni di crescita dei cheratinociti (KGM) fino al raggiungimento del 70%-80% di confluenza. Mantenere tutte le cellule in condizioni di 37 °C, 5% di CO2 e 95% di aria in un'incubatrice durante la coltura.
- Per la preparazione di HDF e ADSC per bioink dermici e adiposi, lavare le cellule pipettando delicatamente 3 ml di soluzione salina tamponata fosfato (PBS) in palloni, inclinare il pallone per far roteare il PBS sulle cellule e aspirare, facendo attenzione a non disturbare le cellule attaccate.
- Per sollevare le cellule, pipettare 3 mL di enzima di dissociazione cellulare 1x nel pallone per coprire le cellule e posizionare il matraccio in un incubatore per 3 minuti, picchiettando con decisione il matraccio contro il palmo della mano per rimuovere le cellule. Neutralizzare l'azione dell'enzima utilizzando 6 ml di DMEM completo.
NOTA: Incubare per altri 2 minuti se le celle rimangono attaccate dopo aver toccato. - Per la preparazione dei bioink dermici e adiposi, pipettare le sospensioni cellulari in provette separate da 15 ml e prelevare 10 μL da ciascuna per il conteggio delle cellule utilizzando un emocitometro. Centrifugare le sospensioni di celle rimanenti a 300 × g per 5 minuti per pellettare le celle.
- Aspirare il surnatante, facendo attenzione a non disturbare il pellet, aggiungere la soluzione polimerica appropriata (preparata al punto 2.2) e miscelare mediante stimolazione delicata mediante pipettaggio alle seguenti densità:
- Per lo strato adiposo, pipettare 5 × 105 ADSCs mL-1 per miscela 1:1 collagene-pectina .
- Per lo strato papillare, pipettare 3 × 106 HDF mL-1 per miscela 2:1 collagene-pectina .
- Per lo strato reticolare, pipettare 1,5 × 106 HDF mL-1 per miscela 2:1 collagene-pectina .
- Per sollevare le cellule, pipettare 3 mL di enzima di dissociazione cellulare 1x nel pallone per coprire le cellule e posizionare il matraccio in un incubatore per 3 minuti, picchiettando con decisione il matraccio contro il palmo della mano per rimuovere le cellule. Neutralizzare l'azione dell'enzima utilizzando 6 ml di DMEM completo.
- Per stampare, caricare ogni bioink in una cartuccia separata e stampare il costrutto nel gel fluido di supporto in una capsula di Petri di vetro secondo le istruzioni nella sezione 4.
- Una volta completata la stampa, iniettare 2 mL di 200 mM CaCl 2∙2H2 O attorno alcostrutto e 3 mL di terreno adipogenico (DMEM completo integrato con 500 μM di isobutil-metilxantina [IBMX], 50 μM di indometacina e 1 μM di desametasone) nel gel fluido usando una siringa e un ago. Mettere in un'incubatrice durante la notte.
- Il giorno seguente, rimuovere il costrutto dal bagno di supporto usando una spatola, lavare delicatamente in PBS e coltivare per 14 giorni in mezzo adipogeno in una piastra a 6 pozzetti.
- Dopo 14 giorni, rimuovere abbastanza terreno per creare un'interfaccia aria-liquido sulla superficie del costrutto e seminare 2 × 106 cheratinociti in cima al costrutto per creare uno strato epidermico.
- Ulteriore coltura per 1 settimana prima dell'analisi.
6. Preparazione del modello di arteria carotidea
- Caricare la soluzione di gomma gellan bioink (come preparato al punto 2.1) in una cartuccia per stampante.
- Stampare il modello dell'arteria carotide all'interno di una capsula di Petri contenente il materiale di supporto del gel fluido secondo le istruzioni di stampa nella sezione 4.
- Una volta completata la stampa, iniettare 2 mL di 200 mM CaCl 2∙2H2 O attorno alcostrutto usando una siringa e un ago.
- Dopo un minimo di 3 ore, rimuovere il costrutto dal bagno di supporto usando una spatola e lavare delicatamente in PBS.
Risultati
Alginato e collagene di tipo I bioink
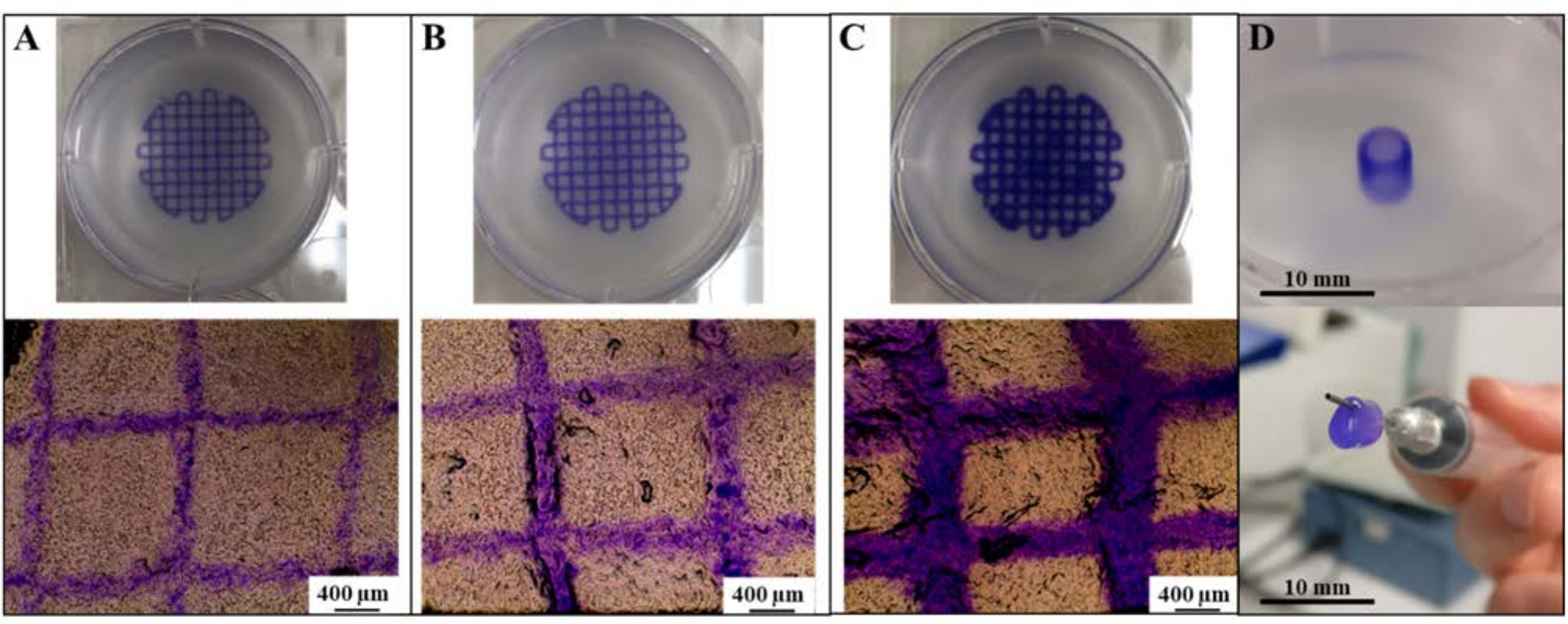
La risoluzione di stampa (registrata in funzione del diametro del filamento) è stata osservata essere direttamente sintonizzabile tramite variazioni della pressione di estrusione (Figura 1A-C). La pressione di estrusione e la risoluzione di stampa erano direttamente correlate ai diametri di filamento più piccoli generati dalla stampa a una pressione di estrusione di 30 kPa. È interessante notare che, a una pressione di estrusione di 30 kPa, potrebbero essere generati filamenti che corrispondono al diametro interno dell'ugello di estrusione (diametro medio del filamento: 323 μm ± 50 μm; diametro dell'ugello: 300 μm), suggerendo che potrebbe essere raggiunta una "risoluzione massima". Inoltre, i parametri di stampa per questa risoluzione potrebbero essere applicati con successo alla generazione di un tubo vascolare di alginato / collagene che può essere estratto e perfuso (Figura 1D).

Figura 1: Generazione di stampe ad alta risoluzione utilizzando SLAM. Risoluzione di stampa su misura dei reticoli di alginato/collagene in funzione del diametro del filamento tramite estrusione a (A) 30 kPa, (B) 60 kPa e (C) 120 kPa. (D) Generazione di un tubo vascolare alginato/collagene. Barre della scala = 400 μm (A-C), 10 mm (D). Abbreviazione: SLAM = produzione additiva a strato sospeso. Fare clic qui per visualizzare una versione ingrandita di questa figura.
{kind=link}
Analoghi della pelle
SLAM è stato anche utilizzato per creare una struttura simile alla pelle (Figura 2A) utilizzando un bioink formato da una miscela di collagene I e pectina. Per ottenere un gradiente di proprietà meccaniche simili a quelle presenti nella pelle, sono state utilizzate diverse proporzioni di pectina e collagene negli strati dermici (5% p/p di pectina miscelata a 2:1 con uno stock di collagene di 5 mg∙mL−1) e ipodermici (5% p/p di pectina miscelata a 1:1 con un brodo di collagene di 5 mg∙mL−1). La struttura risultante (Figura 2Bi-Bii) era ben integrata dopo l'immersione in DMEM, senza alcun segno di delaminazione. È importante sottolineare che c'era un alto livello di vitalità cellulare in tutta la struttura (Figura 2Biii) dopo un periodo di 14 giorni di coltura. È interessante notare che, durante il periodo della cultura, i materiali si sono irrigiditi24, indicando un rimodellamento del materiale.

Figura 2: Produzione di una struttura simile alla pelle . (A) Uno schema che mostra come il processo SLAM è stato utilizzato per produrre una struttura stratificata incorporata con fibroblasti dermici umani. Il letto di sospensione qui era costituito da particelle formate da agarosio, mentre gli strati ipodermici e dermici erano formati da proporzioni variabili di pectina e collagene I. (B) La struttura stratificata era destinata a rappresentare la struttura a tre strati della pelle (i). Con successo nel replicare questa struttura (ii), sono stati osservati alti livelli di vitalità cellulare in tutti i campioni, come mostrato dalla colorazione calceina-AM (iii). Barra scala = 5 mm (Bii). Abbreviazione: SLAM = produzione additiva a strato sospeso. Fare clic qui per visualizzare una versione ingrandita di questa figura.
{kind=link}
Carotide
Per spingere i confini del metodo, è stata prodotta una selezione di stampe più complesse. In uno di questi esempi, un'arteria carotide biforcata è stata stampata utilizzando bioink gellano all'1% (Figura 3A), che è stato poi reticolato mediante estrusione di 200 mM CaCl2 all'interno del letto di gel fluido (Figura 3B) e semplicemente sollevato dal supporto dopo la gelificazione (Figura 3C). Nonostante le soluzioni di stampa precursori presentassero una bassa viscosità, il letto di supporto è riuscito a consentire la produzione della geometria complessa. L'arteria ha mantenuto la sua struttura durante la deposizione, la reticolazione e l'estrazione (Figura 3), senza la necessità di modificare i codici di stampa per incorporare impalcature aggiuntive.

Figura 3: Processo di fabbricazione dell'arteria carotide gellana utilizzando SLAM . (A) Estrusione di gellano all'interno del letto di gel fluido durante la stampa, (B) stampa completa dell'arteria carotide all'interno del gel fluido durante la reticolazione e (C) modello finale dell'arteria carotide dopo il recupero dal supporto del gel fluido. Barre della scala = 10 mm. Fare clic qui per visualizzare una versione ingrandita di questa figura.
{kind=link}
Discussione
Considerazione della selezione dei materiali utilizzati per il letto di supporto
Durante la fase di sviluppo, c'erano varie caratteristiche richieste al letto di supporto. Tali caratteristiche includevano: i) mantenere una struttura sufficiente per sospendere il materiale estruso; ii) capacità di assottigliamento del taglio per consentire alla testina di stampa di muoversi liberamente attraverso il materiale di supporto; iii) rapida ristrutturazione (proprietà autorigeneranti), formando supporto attorno al bioink depositato; iv) termicamente stabile sia a temperatura ambiente che a temperature fisiologiche; v) materiale neutro (cioè non carico) che è relativamente bioinerte, attraverso una gamma di pH ed elettroliti (specie ioniche e concentrazioni), impedendo interazioni con cellule e bioink carichi; vi) non tossico; e, vii) preferibilmente da una fonte non animale.
Sebbene ci siano molti materiali biopolimerici che mantengono molte di queste caratteristiche intrinseche, con una capacità di eseguire la produzione additiva 3D sospesa senza conformarsi a tutte queste caratteristiche 11,26,27, l'intenzione qui era quella di produrre un letto di supporto che superasse alcuni problemi pratici associati ad altri materiali di supporto. A causa delle proprietà chimiche dell'agarosio e, in particolare, quando formulato come gel fluido particolato, è stato possibile ottenere tutte queste caratteristiche. Ciò ha permesso un letto di supporto che poteva essere utilizzato in un'ampia varietà di bioink23,24,25,28. In effetti, la natura bioinerte del materiale ha fornito il potenziale per mantenere la struttura stampata in situ durante tutta la coltura, consentendo tempi sufficienti per lo sviluppo completo di molti bioink diversi, senza modifiche alla biologia. Inoltre, la natura particolata e assottigliata ha permesso una facile rimozione dal costrutto finale stampato, mentre l'origine non tossica e non animale consente il potenziale per una rapida traslazione verso la clinica, superando le barriere relative ai requisiti etici e normativi.
Considerazioni nella selezione dei materiali per i bioink
Nel bioprinting a estrusione diretta, i bioink vengono depositati su un letto di stampa 2D. È vantaggioso che le soluzioni di monomero bioink abbiano un comportamento di assottigliamento del taglio; Tuttavia, per produrre costrutti ad alta fedeltà con dimensioni fisiologicamente rilevanti, devono avere una bassa tissotropia e recuperare viscosità sufficientemente elevate in modo da formare filamenti solidi alla deposizione 29,30,31. Con l'aumento della viscosità, la pressione richiesta per l'estrusione è molto più elevata, spesso influenzando negativamente la vitalità della cella incapsulata31,32. La bioprinting in sospensione rimuove questa limitazione, poiché il materiale estruso è supportato dal bagno di sospensione durante la reticolazione. Questo sviluppo aumenta enormemente la gamma di formulazioni bioink che possono essere utilizzate. Ad esempio, lavori recenti hanno dimostrato l'uso di soluzioni di collagene a bassa concentrazione stampate in geometrie altamente complesse analoghe alla struttura interna del cuore33,34,35. Nelle applicazioni menzionate in questo metodo, la stampa incorporata ha permesso di scegliere gli inchiostri biomateriali per replicare al meglio l'ambiente fisiologico per il quale erano destinati, anziché per la loro capacità di essere stampati.
Limitazioni nelle dimensioni della struttura
In tutta la letteratura sulla biofabbricazione, è stato dimostrato che diversi tipi di bioprinter, guidati da tecnologie alternative di testina di stampa, possono essere incorporati nelle tecniche di produzione embedded. La tecnologia dimostrata qui non è diversa, con esempi che includono un bioprinter pneumatico basato su microestrusione (INKREDIBLE), come dimostrato da Senior et al., e bioprinters basati sull'estrusione con microvalvole controllabili (3D Discovery)23. Sebbene ciò renda la tecnologia accessibile a una serie di utenti che potrebbero già possedere una bioprinter, le limitazioni sulle dimensioni raggiungibili della struttura dipendono in ultima analisi dalle specifiche del bioprinter in questione. Inizialmente, la principale restrizione alla generazione di grandi strutture è definita dalla dimensione del letto di stampa, dai limiti delle traiettorie X, Y e Z e anche dalla dimensione del recipiente in cui è contenuto il gel fluido di supporto.
Limitazioni nella risoluzione
Quando si fabbricano strutture complesse di dimensioni micrometriche, la risoluzione risultante dipende fortemente dalla precisione della stampante (controllo delle dimensioni del passo, grado di estrusione), dal diametro interno dell'ugello di stampa e da una gamma di parametri software regolabili, tra cui velocità di stampa, pressione di stampa e velocità del flusso36. Inoltre, il controllo sulla dimensione delle gocce sembra essere fondamentale per facilitare la generazione di strutture ad alta risoluzione, con i migliori risultati osservati nelle stampanti per estrusione con una microvalvola controllabile. In definitiva, quando tutti i parametri sono ottimizzati, è possibile ottenere risoluzioni di stampa per corrispondere, o addirittura essere inferiori, al diametro interno degli ugelli di estrusione, con il filamento depositato dell'ordine della scala micrometrica37. Tuttavia, ciò dipende dall'ottimizzazione di tutti i parametri di stampa precedentemente menzionati e la risoluzione può essere notevolmente limitata dal meccanismo di stampa e dalla precisione. L'estrusione pneumatica, ad esempio, non sembra consentire la stessa risoluzione di stampa dell'estrusione con una microvalvola controllabile. Esiste quindi una potenziale implicazione sui costi per ottenere la massima risoluzione di stampa, in quanto tali sistemi comportano una spesa significativamente maggiore per l'utente.
Prospettive future e potenziale
Al momento, c'è molto interesse intorno all'uso di processi di produzione sospesi per consentire la produzione di strutture morbide complesse contenenti celle incorporate, e ci saranno senza dubbio progressi significativi nei prossimi anni. Viene dato un continuo progresso nel migliorare la risoluzione di stampa, anche se resta da vedere quanto sarà necessario, dato che la maggior parte dei sistemi biologici sono in grado di riorganizzarsi a livello molecolare. Mentre il focus di interesse nei media riguarda l'uso di tessuti stampati in 3D per sostituire direttamente i tessuti umani a seguito di lesioni o malattie, qualsiasi solida procedura medica abilitata da questi processi è lontana alcuni anni38,39. È più probabile che l'impatto di questi complessi sistemi di coltura sarà nello screening dei farmaci o addirittura utilizzato come strumenti, per migliorare la nostra comprensione dei processi biologici38. In particolare, la biologia dello sviluppo potrebbe trarre grandi benefici qui, dove un controllo preciso sulla deposizione speciale di molecole consentirà ai ricercatori di esplorare il ruolo dei sistemi multifattoriali sui processi di sviluppo dei tessuti.
Divulgazioni
Gli autori non hanno conflitti di interesse da dichiarare.
Riconoscimenti
Gli autori desiderano ringraziare l'EPSRC (EP / L016346 / 1), MRC e la Doctoral Training Alliance Biosciences for Health per il finanziamento e il sostegno a questo lavoro.
Materiali
| Name | Company | Catalog Number | Comments |
| 3D Discovery Bioprinter | RegenHU | BIOFACTORY | Microvalve extrusion bioprinter |
| Agarose | Merck | 9012-36-6 | Material used to create fluid gel support baths |
| Benchtop autoclave | Prestige Medical | B8L75814 | Classic |
| Brilliant Blue G | Merck | 6104-58-1 | Dye used to stain structures |
| Calcium Chloride Dihydrate | Merck | 10035-04-8 | Used to reticulate printed structures |
| Dexamethasone | Merck | D4902-25MG | Used in adipogenic media |
| DMEM | Merck | D6429 | Cell culture media |
| Duran bottle | Merck | Z305219 | glass bottle |
| EVOS XL Core Imaging System | EVOS™ | AMEX1000 | Brightfield microscope with phase contrast |
| FBS | Fisher Scientific | 10500-064 | Cell culture media supplement |
| Gellan gum | Special Ingredients | 5060341112638 | Low Acyl Gellan gum used to make the bioink for the corotid artery model |
| HEPES buffer | Merck | H9897-10PAK | Buffer for cell culture media |
| Indomethacin | Merck | I7378 | Used in adipogenic media |
| Isobutyl-methylxanthine (IBMX) | Merck | I7018-100MG | Used in adipogenic media |
| Keratinocyte growth medium | Lonza | 00192060 | Used as media to culture keratinocytes |
| Low Methoxy Pectin | CP Kelco | LM-5CS | Pectin used to make pectin/collagen blends |
| Penicillin-streptomycin | Merck | P4333-100ML | Used to inhibit bacterial growth |
| PureCol EZ Gel solution | Merck | 5074 | Collagen solution used to make alginate/collagen blends |
| Sodium Alginate | Merck | 9005-38-3 | Alginate powder used to make alginate/collagen blends |
| TrypLE select | Fisher Scientific | 12563011 | cell dissociation enzyme |
| T75 Flasks | StarLab | CC7682-4175 | Used for culturing cells |
Riferimenti
- Lee, K. Y., Mooney, D. J. Hydrogels for tissue engineering. Chemical Reviews. 101 (7), 1869-1880 (2001).
- Caliari, S. R., Burdick, J. A. A practical guide to hydrogels for cell culture. Nature Methods. 13 (5), 405-414 (2016).
- Tibbitt, M. W., Anseth, K. S. Hydrogels as extracellular matrix mimics for 3D cell culture. Biotechnology and Bioengineering. 103 (4), 655-663 (2009).
- Drury, J. L., Mooney, D. J. Hydrogels for tissue engineering: scaffold design variables and applications. Biomaterials. 24 (24), 4337-4351 (2003).
- Iordachescu, A., et al. An in vitro model for the development of mature bone containing an osteocyte network. Advanced Biosystems. 2 (2), 1700156 (2018).
- Zhang, C., et al. Hydrogel cryopreservation system: an effective method for cell storage. International Journal of Molecular Sciences. 19 (11), 3330 (2018).
- McCormack, A., Highley, C. B., Leslie, N. R., Melchels, F. P. W. 3D printing in suspension baths: keeping the promises of bioprinting afloat. Trends in Biotechnology. 38 (6), 584-593 (2020).
- Cheng, W., Zhang, J., Liu, J., Yu, Z. Granular hydrogels for 3D bioprinting applications. View. 1 (3), 20200060 (2020).
- Lieben, L. The future of 3D printing of human tissues is taking shape. Nature Reviews Rheumatology. 12 (4), 191 (2016).
- Bhattacharjee, T., et al. Writing in the granular gel medium. Science Advances. 1 (8), 1500655 (2015).
- Hinton, T. J., et al. Three-dimensional printing of complex biological structures by freeform reversible embedding of suspended hydrogels. Science Advances. 1 (9), 1500758 (2015).
- Zarrintaj, P., et al. Agarose-based biomaterials for tissue engineering. Carbohydrate Polymers. 187, 66-84 (2018).
- te Nijenhuis, K. . Thermoreversible Networks: Viscoelastic Properties and Structure of Gels. , 194-202 (1997).
- Norton, I. T., Jarvis, D. A., Foster, T. J. A molecular model for the formation and properties of fluid gels. International Journal of Biological Macromolecules. 26 (4), 255-261 (1999).
- Fernández Farrés, I., Moakes, R. J. A., Norton, I. T. Designing biopolymer fluid gels: A microstructural approach. Food Hydrocolloids. 42, 362-372 (2014).
- Cooke, M. E., et al. Structuring of hydrogels across multiple length scales for biomedical applications. Advanced Materials. 30 (14), 1705013 (2018).
- Foster, N. C., Allen, P., El Haj, A. J., Grover, L. M., Moakes, R. J. A. Tailoring therapeutic responses via engineering microenvironments with a novel synthetic fluid gel. Advanced Healthcare Materials. 10 (16), 2100622 (2021).
- Ellis, A. L., Norton, A. B., Mills, T. B., Norton, I. T. Stabilisation of foams by agar gel particles. Food Hydrocolloids. 73, 222-228 (2017).
- Ghebremedhin, M., Seiffert, S., Vilgis, T. A. Physics of agarose fluid gels: Rheological properties and microstructure. Current Research in Food Science. 4, 436-448 (2021).
- Garrec, D. A., Norton, I. T. Understanding fluid gel formation and properties. Journal of Food Engineering. 112 (3), 175-182 (2012).
- Garrec, D. A., Guthrie, B., Norton, I. T. Kappa carrageenan fluid gel material properties. Part 1: Rheology. Food Hydrocolloids. 33 (1), 151-159 (2013).
- Adams, S., Frith, W. J., Stokes, J. R. Influence of particle modulus on the rheological properties of agar microgel suspensions. Journal of Rheology. 48 (6), 1195-1213 (2004).
- Senior, J. J., Cooke, M. E., Grover, L. M., Smith, A. M. Fabrication of complex hydrogel structures using suspended layer additive manufacturing (SLAM). Advanced Functional Materials. 29 (49), 1904845 (2019).
- Moakes, R. J. A., et al. A suspended layer additive manufacturing approach to the bioprinting of tri-layered skin equivalents. APL Bioengineering. 5 (4), 046103 (2021).
- Moxon, S. R., et al. Suspended manufacture of biological structures. Advanced Materials. 29 (13), 1605594 (2017).
- Noor, N., et al. 3D Printing of personalized thick and perfusable cardiac patches and hearts. Advanced Science. 6 (11), 1900344 (2019).
- Compaan, A. M., Song, K., Huang, Y. Gellan fluid gel as a versatile support bath material for fluid extrusion bioprinting. ACS Applied Materials & Interfaces. 11 (6), 5714-5726 (2019).
- Moxon, S. R., et al. Blended alginate/collagen hydrogels promote neurogenesis and neuronal maturation. Materials Science and Engineering: C. 104, 109904 (2019).
- Hölzl, K., et al. Bioink properties before, during and after 3D bioprinting. Biofabrication. 8 (3), 032002 (2016).
- Chimene, D., Lennox, K. K., Kaunas, R. R., Gaharwar, A. K. Advanced bioinks for 3D printing: a materials science perspective. Annals of Biomedical Engineering. 44 (6), 2090-2102 (2016).
- Schwab, A., et al. Printability and shape fidelity of bioinks in 3D bioprinting. Chemical Reviews. 120 (19), 11028-11055 (2020).
- Rutz, A. L., Lewis, P. L., Shah, R. N. Toward next-generation bioinks: Tuning material properties pre- and post-printing to optimize cell viability. MRS Bulletin. 42 (8), 563-570 (2017).
- Mosadegh, B., Xiong, G., Dunham, S., Min, J. K. Current progress in 3D printing for cardiovascular tissue engineering. Biomedical Materials. 10 (3), 034002 (2015).
- Zhou, K., Sun, Y., Yang, J., Mao, H., Gu, Z. Hydrogels for 3D embedded bioprinting: a focused review on bioinks and support baths. Journal of Materials Chemistry B. 10 (12), 1897-1907 (2022).
- Lee, A., et al. 3D bioprinting of collagen to rebuild components of the human heart. Science. 365 (6452), 482-487 (2019).
- Kyle, S., Jessop, Z. M., Al-Sabah, A., Whitaker, I. S. Printability' of candidate biomaterials for extrusion based 3D printing: state-of-the-art. Advanced Healthcare Materials. 6 (16), 1700264 (2017).
- Hinton, T. J., Lee, A., Feinberg, A. W. 3D bioprinting from the micrometer to millimeter length scales: Size does matter. Current Opinion in Biomedical Engineering. 1, 31-37 (2017).
- Seoane-Viaño, I., Trenfield, S. J., Basit, A. W., Goyanes, A. Translating 3D printed pharmaceuticals: From hype to real-world clinical applications. Advanced Drug Delivery Reviews. 174, 553-575 (2021).
- Jovic, T. H., Combellack, E. J., Jessop, Z. M., Whitaker, I. S. 3D bioprinting and the future of surgery. Frontiers in Surgery. 7, 609836 (2020).
Ristampe e Autorizzazioni
Richiedi autorizzazione per utilizzare il testo o le figure di questo articolo JoVE
Richiedi AutorizzazioneEsplora altri articoli
This article has been published
Video Coming Soon
Personale delle biblioteche
Copyright © 2025 MyJoVE Corporation. Tutti i diritti riservati