
Method Article
עמודי רשת אבזור רך בתהליך הזרקה של רכיב 3D עם מיקרו
In This Article
Summary
פרוטוקול עבור בדיית הזרקה מוסיף על גאומטריה מורכבת עם תכונות מיקרו על משטחים העסקת כתוסף בייצור (AM) מוצג.
Abstract
מטרת מאמר זה היא להציג את השיטה של שרשרת תהליך אבזור רך העסקת כתוסף בייצור (AM) להרכבת מוסיף לכייר הזרקת עם תכונות פני השטח מיקרו. התוספות חריטת רך מיוצרים על ידי דיגיטלית אור עיבוד (מע מ צילום הפילמור) באמצעות photopolymer כי יכול לעמוד temperaturea גבוה יחסית. החלק מיוצרים כאן יש ארבע שיני עם זווית של 60 מעלות. עמודי מיקרו (Ø200 מיקרומטר, יחס גובה-רוחב של 1) מסודרות על המשטחים לפי שתי שורות. פוליאתילן (PE) הזרקה עם התוספות אבזור רך משמש כדי לפברק את החלקים הסופי. שיטה זו ממחישה כי זה ריאלי להשיג חלקים הזריקה יצוק עם מזערים על גאומטריה מורכבת על ידי תוסף מוסיף מיוצרים. עלות וזמן עיבוד שבבי פוחת באופן משמעותי בהשוואה לתהליכים אבזור קונבנציונאלי המבוסס על מחשב בקרת נומרית (CNC) עיבוד שבבי. הממדים של התכונות מיקרו מושפעים תהליך הייצור מוספים יישומית. החיים של התוספות קובע כי תהליך זה מתאים יותר לייצור נסיוני. הדיוק של ההפקה מוסיף הוא מוגבל על ידי תהליך הייצור מוספים גם כן.
Introduction
השיטה הציג שמטרתה ייצור מורכב משטח עם תכונות מיקרו של תהליך חריטת רך, קרי, להשתמש הייצור מוספים פולימרים לייצר הכנסות עבור פולימר הזרקה. במילים אחרות, פולימר חלקים עם תפקודי משטחים הם הזרקת מכויר על-ידי הוספת פולימר.
פונקציות פני השטח ניתן למימוש על-ידי תכונות מיקרו; למשל, Doan. et al. 1 ו- Luchetta. et al. 2 להדגים תפקודי משטחים בתחום ביולוגיה של התא, ו- Hu. et al. 3 מראה דוגמה של רכיבים אופטיים, וכו '. סוג אחד של תכונה משטח, עמודים מיקרו, נחקר נמרצות לקידום התפשטות תאים. הם מסוגלים לשפר לקשר בין הרקמות proliferated פני השטח אם העמודים מיקרו הם בדוגמת דרכים מסוימות,4,5.
פולימר שכפולי של תכונות מיקרו נחקרו באינטנסיביות, לכייר מדויק יכולה להיות מושגת על ידי תהליכים רבים6. למשל, Metwally. et al. דיווח דיוק גבוה בין חלקים יצוקים עובש לצורך שכפול של תכונות מיקרו מיקרו תת על משטחים שטוחים7.
ישנם פרוטוקולים רבים עבור ייצור מיקרו העמודים או תכונות; עם זאת, ניתן להחיל רובם רק על משטחים שטוחים או משטחים עם עקמומיות קבועה. למשל, Nian. et al. 8 הראה כי תכונות מיקרו יכולה להיות מושגת על ידי הטבעה חמה על משטח מעוקל. פרוטוקולים אלה אינם מתאימים עבור צורות מורכבות במשטחים תלת מימדי, אשר נדרשים על-ידי רוב מכשירי החיים האמיתיים. ככל הנראה, הזיוף של שלוש חלל תלת-ממדי עם תכונות מיקרו על פני אתגרים פרוטוקולים הנוכחי; בינתיים, הוצאה של החלקים עלול להיכשל עבור עמודי יחס גבוה על משטח מורכב אם הם שאינה ניצבת לכיוון demolding. . Bissacco et al. 9 משמש תבנית תלת-ממד מוסיף והשיג תכונות תת מיקרו על ידי הזרקה; במחקר שלהם, תכונות ספציפיות תת מיקרו עם יחס רוחב-גובה נמוך שנוצר על ידי אלומיניום אלגון תהליך, בהצלחה משוכפלים על-ידי פולימר על רכיב מורכבים.
החוקרים ניסו כרוך הייצור מוספים בשלשלאות תהליך השכפול פולימר על מנת להשיג את מרקם פני השטח מעוצב. . Lantada et al. תיאר שרשרת התהליך מתחיל מ AM טיפוס ולאחר מכן מפעיל טכניקות ציפוי להשגת עובש מתכתי מוסיף עבור הזרקה10. חלקים פולימר המיוצר על ידי AM הוכיחו להיות ישים ישירות כמו עובש מוסיף11,12, זהו התהליך אבזור רך הוצג פרוטוקול זה.
בעבודה הקודמת שלנו, אנחנו הראו כי Ø4 מיקרומטר הצצה עמודים (גבוהה 2 מיקרומטר) היו demolded בהצלחה על קיר אנכי על ידי הזרקה13. פרוטוקול זה, הגורם הנבדק היא טבעת עם ארבע שיני, כל אחד מאופיין על ידי בעל זווית של 60 מעלות. מוצר זה נחקר על ידי ג'אנג. et al. 14, שבו תכונות מיקרו הוכנסו על-ידי יישום pre-fabricated צלחות ניקל, עמודים מיקרו (Ø4 מיקרומטר) עם יחס של 0.5 התקבלו על ידי הזרקה גומי סיליקון על שיני.
ב שיטת שהוצגו, ניתן להשיג תכונות מיקרו על משטחים מורכבות שנוצרו על-ידי שרשרת תהליך אבזור רך. עובש פלדה חללים מוחלפים על-ידי קבוצת מוסיף שנעשו על ידי מע מ AM המבוססות על צילום-הפילמור. לעומת מתכת AM, photopolymer מבוסס אני טכנולוגיה הוא מסוגל להשיג דיוק גבוה15. יתר על כן, עלות וזמן עיבוד שבבי פוחת באופן משמעותי בהשוואה לתהליכים אבזור המקובלת המבוססת על עיבוד שבבי CNC. על-פי האחרונות חקר מקרה16, באמצעות חריטת קלים עבור thermoforming, העלות הוא מופחת על ידי 91%, ואילו הפעם נצרך הוא מופחת על ידי 93%. פרוטוקול זה מתאים מוצרים הדורשים גמישות עיצוב גבוהה בעלת נפח הייצור ביניים. הוכח, מוסיף המיוצרים סיב פחמן מחוזק photopolymers יכול לעמוד עד 2500 הזרקה מחזורים פוליאתילן לפני עובש ניכרת הידרדרות17. הבחירה של החומר הזריקה יצוק מוגבל על ידי תכונות תרמיות photopolymer שבחרת עבור מוסיף. לא ניתן להחיל פולימרים עם טמפרטורות ההיתוך גבוהה בחור photopolymer. במחקר זה, פוליאתילן (PE) נבחרה לנהל במבחן ההזרקה.
Protocol
1. הוספת פבריקציה נוספת על ידי תוסף ייצור (AM)
- עיצוב חללים הדרושים על-ידי תוכנת תכנון בעזרת מחשב (ראה תוספת חומרים עבור הקבצים שבה נעשה שימוש בעבודה זו).
הערה: מייצרים את הכיסויים ישירות על הבמה הבניין ללא תמיכה כדי להימנע עיקום התוספות במהלך ריפוי. הסובלנות הוא מ מ 0.05. - בחר שרף עבור צילום פלמור, בפרט אחד כי יכול לעמוד בלחץ וחום במהלך הזרקה.
הערה: שרף שבחרנו (ראה טבלה של חומרים) יש כוח מתיחה של MPa 56, התארכות-הפסקה של 3.5%, חוזק flexural של 115 MPa, של מודולוס flexural של 3350 MPa, סטיה חום לטמפרטורה של 140 ° C18. - לערבב את התערובת photopolymer מורכב (קניינית חומצתי, אקרילאמיד להשתלב, עם היוזם צילום TiO2 מבוסס) ביסודיות למשך תקופה מינימלית של 30 דקות על-ידי הפעלת המיכל גשמי על גלגלת רטוב-מעבדה בקבוק, flask בשייקר או התקן ערבול דומה.
- הכן את המכונה פלמור של צילום (voxel בגודל של מיקרומטר 16):
- מכונות AM מלמטה למעלה, בדוק כי הציפוי מע מ הוא ניזוק וניקו ביסודיות.
- מכונות מלמעלה למטה, בדוק את מערכת ניגוב עבור כל פגמים.
- בדוק את הבמה לבנות ולהתאים את הצלחת לבנות באמצעות תשובה מכשילה 100 מיקרומטר מד להסטת כראוי את הצלחת לבנות מהר.
- מראש להצית את מקור האור של הכלי מכונת אם אפשר להגיע לטמפרטורה מצב יציב לפני מתקדמים. טמפרטורה זו צריכה להיות 65 ° C במנוע אור ו- 30 מעלות צלזיוס בתוך המיכל.
- יבא את הגיאומטריה לתוכנה הכנת העבודה. בצע את ההנחיות יצרן המכונה19.
- הקצה המכונה המתאימה פרמטרים כדי להתאים את photopolymer שבחרת (אור בעוצמה, שכבת עובי למכונת שימוש).
- להפעיל את ה-build לרזולוציה הגבוהה ביותר המכונה אנכי (25 מיקרומטר במחקר זה).
- לנקות את הכיסויים המודפס.
- יש לשטוף אותם אלכוהול איזופרופיל נחשפים באמבט אולטרא במשך 3 דקות יש לשטוף ביסודיות שלוש פעמים, ולוודא כי לא נמצאו שאריות של photopolymer נשאר על פני השטח של התוספות המודפס.
- לאפשר הממס להתאדות לחלוטין בטמפרטורת החדר, להגדיר את הכיסויים desiccator כדי לילה יבש בטמפרטורת החדר.
- פוסט לרפא את הכיסויים מיובשים באמצעות UV מהבהבת פעמיים, בכל פעם על-ידי 2000 מהבהבת עם תדירות של 10 הבהובים בשנייה (ראה טבלה של חומרים).
2. הזרקה (IM)
- להתקין את המודול הזרקת המיקרו על-קונבנציונאלי הזרקה מכונת (ראה טבלה של חומרים).
הערה: במקרה שלנו, המודול הזרקת היה בורג רכוב בזווית של 45°, קוטר בורג היה 8 מ"מ, כח היה 100 kN. - לטעון את המכסים על צלחות עובש.

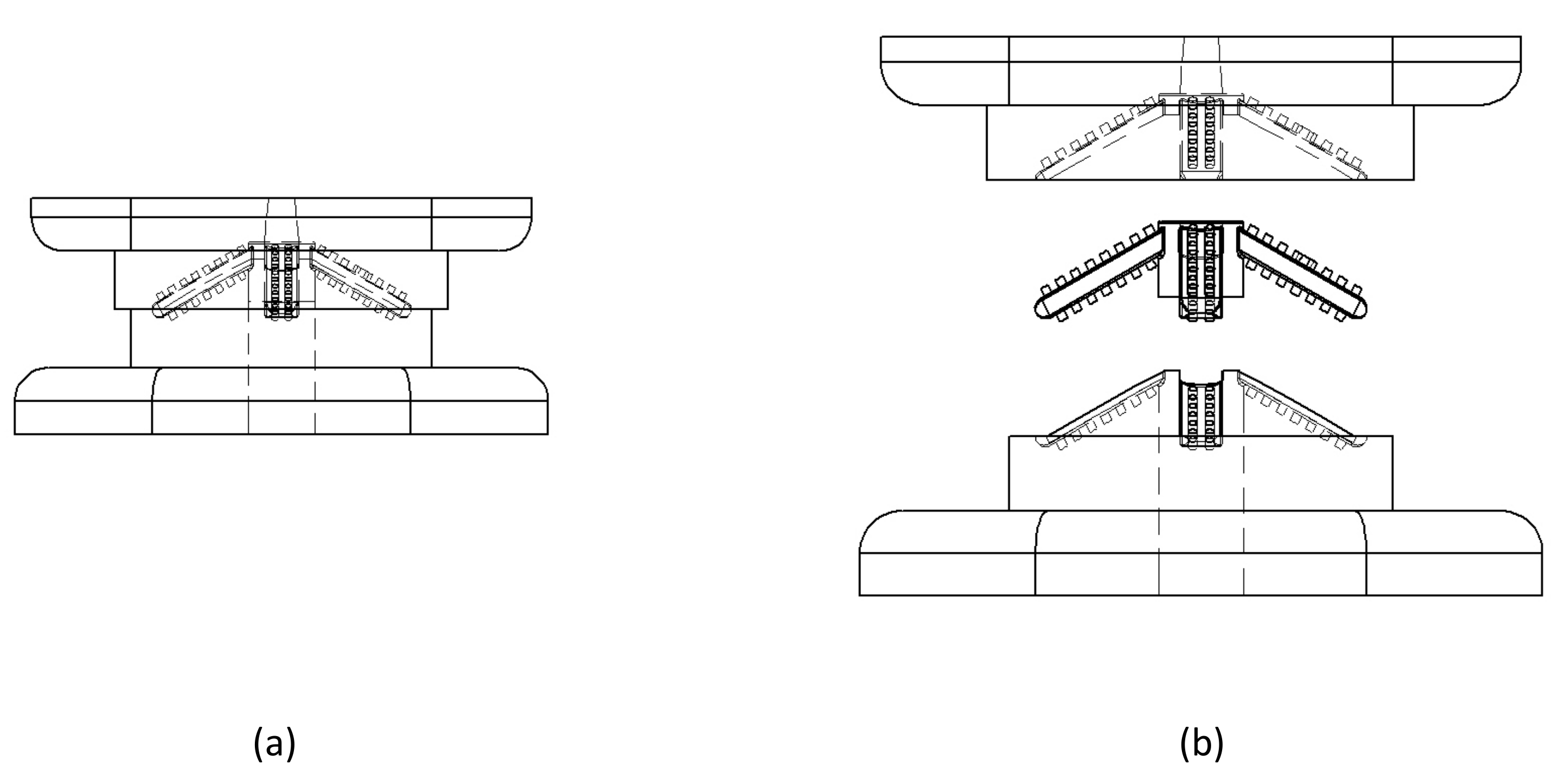
איור 1: מחשב הזרקת עם עובש. (א) בצד הזריקה מורכב עם הצלחות. תותב מודגשת על ידי עיגול אדום. (ב) הצד מטלטלין מורכב עם הצלחות עם הוצאה ה-pin. תותב מודגשת על ידי עיגול אדום. אנא לחץ כאן כדי להציג גירסה גדולה יותר של הדמות הזאת.
{kind=link}
- לקחת בחשבון וריאציות במהלך תהליך ההדפסה, ידנית שינויים כלשהם קלה כדי התוספות הדרושים כדי להתאים את התבנית.
- בורג הלוחות עובש על המכונה.
- לטעון PE בגרגרים על הופר.
- להגדיר את הפרמטר המכונה Tעובש -60 ° C, Tחבית ב 175 ° C, Vהזרקת 65 מ"מ/ס לאפשר מספיק זמן קירור עבור החלק להיות demolded.
- מחממים את הבורג 31 ° C, 155 מעלות צלזיוס, 165 מעלות צלזיוס, 170 ° C, ו 175 ° C מ-1 עד הפגישה החמישית. כאשר הטמפרטורה להמיס 175 ° C, להתחיל הזרקה מדויקת. ברגע החלל מלא, לשמור על הלחץ אריזה של סרגל 300 במשך 5 שניות לפצות על PE הצטמקות.
- פתח את התבנית ולאפשר את הסיכה הפליטה לדחוף את החלק PE מהצד ניד של הוספה. אם החלק PE היא המאמצים על הוספה להוציא את החלק בעבודת יד.
- לעצור את המכונה ב- 100 מחזורים של הזרקה (מחזור מוגדר מתוך העובש סגור עד הוצאת החלק).
3. איכות הערכה
- למדוד את קוטר ועומק של החורים על השרוול לפני הזרקת פלסטיק על ידי לייזר סורק מיקרוסקופ דיגיטלי20 . למדוד על שני מוסיף; על כל הוספה, למדוד ארבעה חורים על שני אזורים עם מרחק שונה לשער "ליד שער" ו- "רחוק מהשער".

איור 2: למדוד אזורים מסומנים התמונה CAD של התוספות. (א) הוספה לצד להזזה שיתאימו התחת של העותק המשוכפל; (ב) הצד הזרקת מקביל הצדדים העליונה של העותק המשוכפל. השער הזרקת מאתר במרכז. שני אזורים עם ההבדל המרחק אל השער, "רחוק מהשער" ו "ליד שער" מושווים במחקר. (איור זה שונה מג'אנג. ואח 201722) אנא לחץ כאן כדי להציג גירסה גדולה יותר של הדמות הזאת.
{kind=link}
- קוטר מדידה, גובה העמודים על שיני מסומנים המתקבל הזרקה.
הערה: לקבץ את החלקים PE שהושג אצוות של-10 חלקים; קרי, 1-10 האצווה הראשונה, 11-20 הוא החבילה השנייה; עד החתיכה האחרונה. להשתמש במדגם אקראי אחד בכל אצווה ולעשות את המידות העליונה או הצדדים האחוריים; בכל צד, למדוד ארבעה עמודים על שני אזורים עם מרחק שונה לשער ("ליד שער" ו "רחוק מהשער"). - ניתוח נתונים בסיועם של עיבוד תוכנה21 על מנת לקבל את המידות התמונה.
תוצאות
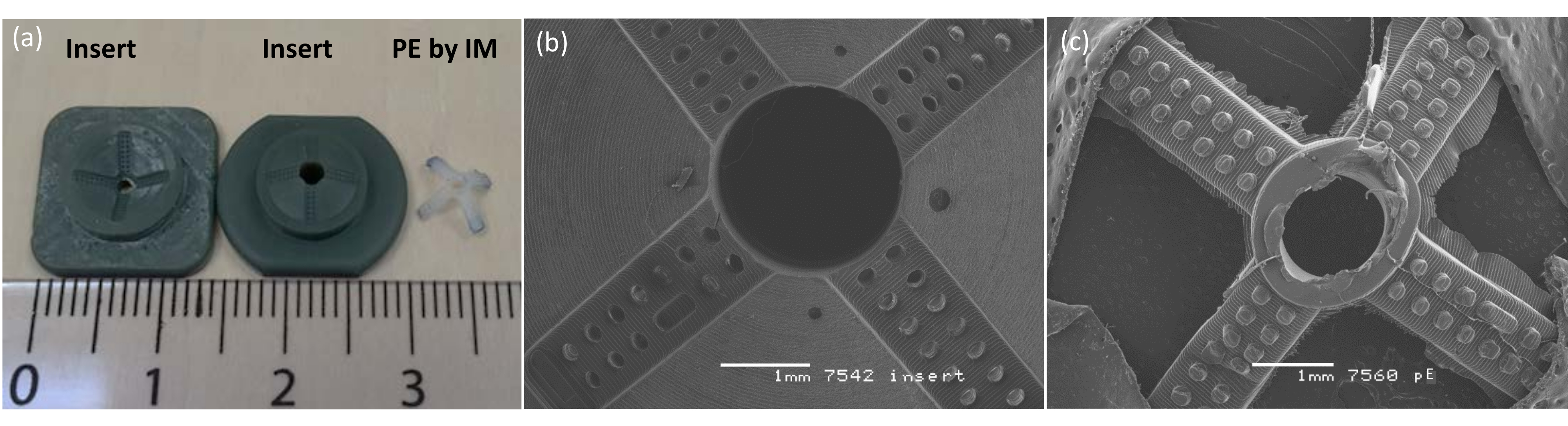
איור 3 מראה את הכיסויים מפוברק על ידי AM ואת החלקים PE המיוצר על ידי הזרקת פלסטיק. שתי שורות של בורות עגולים היו אנכי אל פני השטח על שיני (איור 3 (b)). המימד הנומינלי של החורים על השרוול הוא Ø200 מיקרומטר מיקרומטר 200 לעומק, עם מיקרומטר מרכז למרכז מרחק 400. המבנים שכבה עקב תהליך AM הם נראים בבירור. על קו ימין למטה יש סימן מתקפלים גלוי, אשר התקיימה בשוגג במהלך ההכנות ב- SEM.
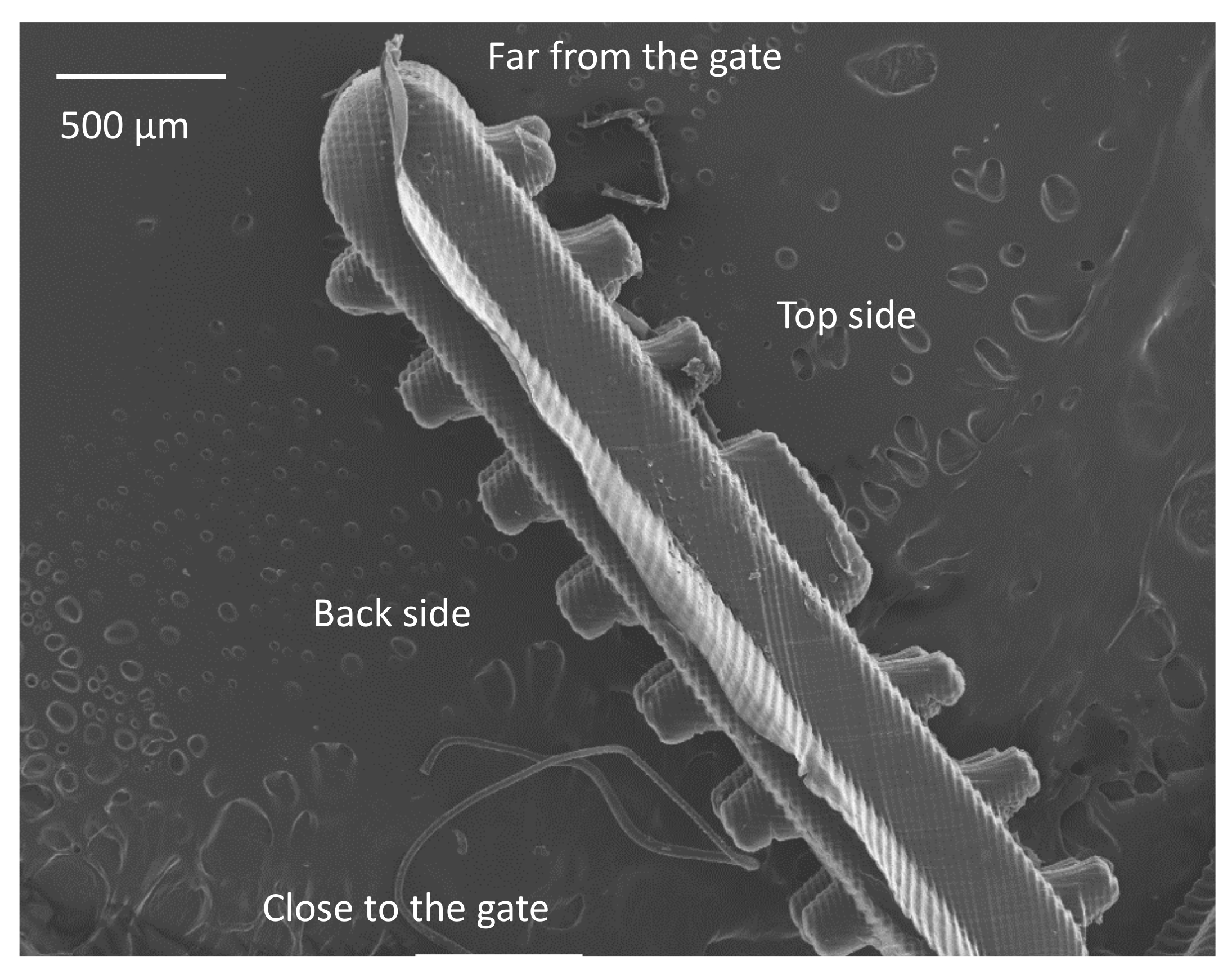
תהליך demolding מודגם באיור4. עמודי אינם מקבילים לכיוון demolding. לא עמוד שבירת נצפתה כל הדגימות למדה (איור 5). במובן זה, demolding היה מוצלח. זה כבר נראה לעין כי התווך על המיקום הרחוק-מה-שער הם יותר נמוך בעיקר בצדו העליון בשל הירידה בלחץ. לגבי הקוטר, ההבדל בין עמדות אינם בולטים כמו לגבי הגובה.
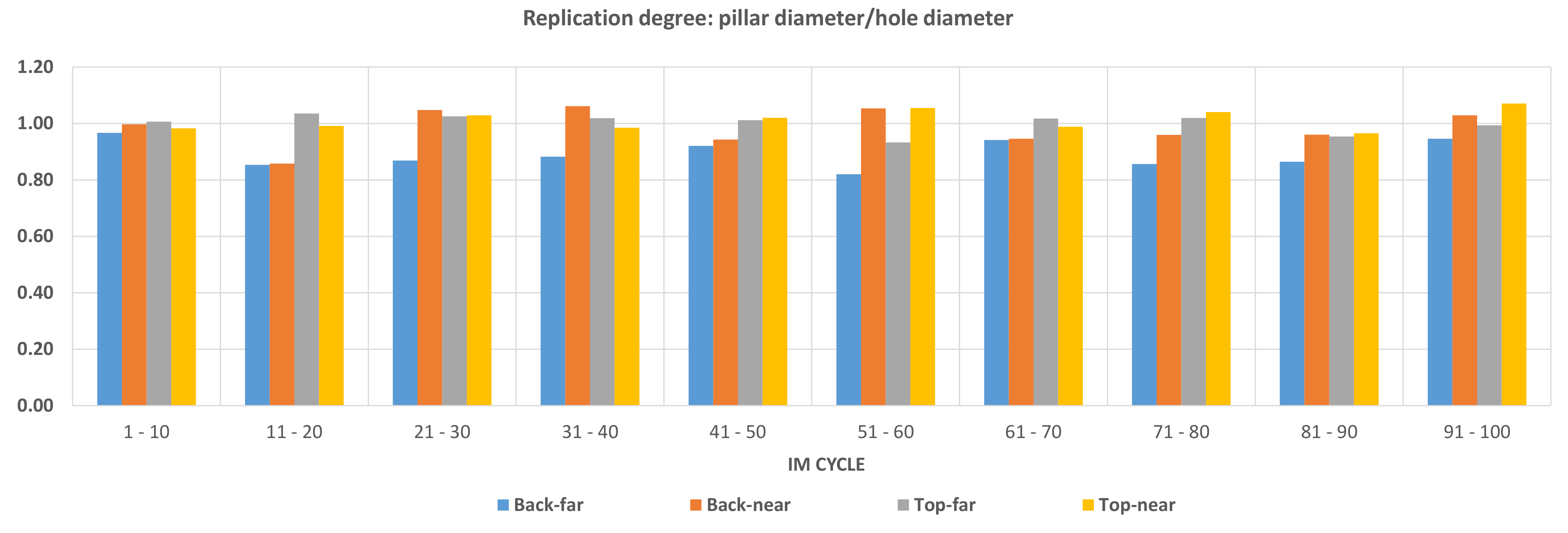
איור 6 ו- 7 איור להמחיש איך השכפול מופצות לאורך 100 במחזורים של הזרקת פלסטיק. מידת שכפול מוגדרת על-ידי היחס בין המימד של העמודים לבין המימד של התוספות. לאורך 100 המחזורים, תהליך יציב הושג בבית כל עמדה לגבי שכפול אנכי והן לרוחב. המימד של החורים על התוספות היו ללא שינוי לאחר הזרקת פלסטיק, אשר אישרה מסקנה זו. גובה העמודים ממוקם רחוק מהשער היו נמוכות יותר מאשר להציב ליד השער, כי פולימר זרימה עולה צמיגות שלה. כאשר אורך זרימה מגביר.
הפרמטרים לכייר הזרקת היו מגוונות בתוך הטווח המותר ע י חומרים גליון הנתונים. בחלון תהליך בחנו, רוב מסלולי הגיעו יותר מ-80 מחזורים, המאשר כי הכלי חיי אני מוסיף לא הושפע בחלון תהליך בחנו. עם זאת, פיצוח התרחשה המכסים על הצד הזרקת ב בדיקות כאשר הלחץ הזרקת היה גבוה. זאת בשל החלק במרכז תותב להיות הרבה יותר רזה.

איור 3: מוסיף והעתקים. (א) מוסיף המיוצר על ידי תהליך הייצור מוספים יוצרים את חלל עובש; מוצג בעותק משוכפל אחד פוליאתילן (PE) המיוצר על ידי הזרקת פלסטיק. הסימנים על הסרגל הפניה מילימטרים; מספרים לסמן סנטימטרים. (ב) מיקרוסקופ אלקטרונים סריקה (SEM) תמונת מראה פני תותב; (ג) במיקרוסקופ אלקטרוני מראה פני השטח החלקים PE שנעשו על ידי הזרקת פלסטיק. ((א) ו- (ב) שונו מ מ. ואח 2017 ג'אנג22) אנא לחץ כאן כדי להציג גירסה גדולה יותר של הדמות הזאת.
{kind=link}

איור 4: מוצלח demolding. Demolding היה מוצלח למרות עמודי אינם מקבילים לכיוון demolding. (א) בתבניות לסגור ולפתוח (ב) תבניות עבור demolding. (איור זה שונה מג'אנג. ואח 201722) אנא לחץ כאן כדי להציג גירסה גדולה יותר של הדמות הזאת.
{kind=link}

איור 5: SEM דימוי להציג צד של שן אחת אקראית. העמדות ארבע ובדוקים מסומנות על התמונה. (איור זה שונה מג'אנג. ואח 201722) אנא לחץ כאן כדי להציג גירסה גדולה יותר של הדמות הזאת.
{kind=link}

איור 6: עמוד גובה שכפול מעלות. מידת שכפול גובה עמוד מוגדרת על-ידי הגובה של העמוד/עומק החור. הערך הממוצע של דרגת שכפול-ארבע העמדות הוצגה בכל אצווה. דוגמא שנבחרו באקראי אחת נמדדה בכל אצווה. ארבע העמדות "גב-פאר" עבור המיקום רחוק מהשער בצדו האחורי, "גב-ליד" עבור המיקום ליד השער בצד האחורי, "העליונה הרחוקה" עבור המיקום רחוק מהשער-למעלה, "העליון-ליד" עבור המיקום ליד השער בצד העליון. (איור זה שונה מג'אנג. ואח 2017 22) אנא לחץ כאן כדי להציג גירסה גדולה יותר של הדמות הזאת.
{kind=link}

איור 7: עמוד קוטר שכפול מעלות. מידת שכפול קוטר עמודי מוגדרת על-ידי קוטר של העמוד/קוטר החור. הערך הממוצע של דרגת שכפול-ארבע העמדות הוצגה בכל אצווה. דוגמא שנבחרו באקראי אחת נמדדה בכל אצווה. ארבע העמדות "גב-פאר" עבור המיקום רחוק מהשער בצדו האחורי, "גב-ליד" עבור המיקום ליד השער בצד האחורי, "העליונה הרחוקה" עבור המיקום רחוק מהשער-למעלה, "העליון-ליד" לתפקיד ליד השער בצד העליון. (איור זה השתנה מ. ואח 2017 ג'אנג 22). אנא לחץ כאן כדי להציג גירסה גדולה יותר של הדמות הזאת.
{kind=link}
Discussion
שיטה זו מתאימה להרכבת מוסיף עבור פולימר חלקים עם צורות מורכבות. הוא מחליף את חלל עובש פלדה הכלי של מכונת עם סט של כלי רך מוסיף מחומרים פולימרים ההזרקה. עלות וזמן עיבוד שבבי מופחתת בהשוואה שבבי מתכת קונבנציונאלי; לכן, מחזור הייצור מתקצר. זו שרשרת תהליכים מתאים מוצרים בייצור סולם ביניים (מ-10,000 1000 מחזורים בזריקה molding או דומה), אבל הווריאציה גבוהה בעיצוב. יתר על כן, עבור תלת-ממד מוסיף המודפס, בלי לוחיות עובש מיוחדים נדרשים. צלחות פלסטיק הזרקת מסחרי רגיל היו שנרכשו, במכונה כדי להתאים את התוספות.
הטכנולוגי הנוכחי של המדינה, רכה חריטת נכשל על ידי מנגנון ייחודי17. מנגנון כשל זוהתה יקושרו הטמפרטורה סטיה חום של הקדמי רך אבזור, ריקבון הגופה זוהתה עקב outgassing. לכן, השלב הקריטי ביותר הוא לבחור שרף נכון עבור מוסיף המיוצר על ידי הייצור מוספים. המאפיין מכאני ותרמי קובע את החיים של התוספות, קרי, כמה מחזורים זה יכול לעמוד בזמן הזרקת פלסטיק. זה גם קובע את טווח פולימר עי; הטמפרטורה עובש של הפולימר עי לא צריך להיות גבוה יותר מאשר הטמפרטורה הסטה של החומר הוספה.
השלב הקריטי השני בפרוטוקול הוא העיצוב של הקדמי. צריכה להיות מלווה את החוקים הכלליים של שבלונה, יש להימנע חלקים חלש באופן מכני על הוספה פולימר מודפס 3D; אחרת, החיים כלי יושפעו בשל כשלים כמו סדקים.
איכות פני השטח החלקים הזריקה יצוק שהושג הוא מוגבל על ידי תהליך הייצור מוספים יישומית. פוסט עיבוד כמו צריבה כימי הוא פיתרון אפשרי כדי לשפר את איכות השטח. דיוק של תכונות פני השטח הוא בעיה נוספת עקב תהליך הייצור מוספים.
שיטה זו תיצור את האפשרות ליצירת מיקרו תכונות פני השטח בצורה חופשית אמיתית על דרישות חדשות הפגישה פלטפורמה לייצור תעשייתי. לכן, בשיטה זו יש פוטנציאל להיות מיושם, חקר עבור יישומים בקשר הבא הדור מכשירים רפואיים הדורשים מיקרו תכונות על צורות מורכבות, למשל לגבי מכשירים רפואיים או התקנים implanting14 . שיטה זו להקל על יצירת ערך דרך הוצאות מופחתת באופן משמעותי עבור אמצעי אחסון קטנים עד בינוניים סדרת הפקות, בהחלט משפיעים על ציר הזמן עבור הייצור בהפער בין 1-10 התקנים אינדיווידואליים לבין הייצור ההמוני האמיתי. זה יפתח מוצרים חדשים בעלי ערך גבוה, פתרונות עיצוב.
Disclosures
המחברים אין לחשוף.
Acknowledgements
מאמר זה מדווח על עבודה שנערך במסגרת פרוייקט "מתקדם משטח הטיפול עבור מכשירים רפואיים להשתלה" ממומן על ידי קרן חדשנות דנמרק. המחבר לאשר בתודה התמיכה של אירופה חדשני הכשרה הרשת MICROMAN "תהליך טביעות אצבע על MICROMANufacturing Net-צורה Zero-defect" במימון בתכנית המסגרת 2020 אופק עבור מחקר וחדשנות של האירופאי איחוד.
Materials
| Name | Company | Catalog Number | Comments |
| Photopolymer resin | EnvisionTec | HTM140 V2 | |
| Resin mixing device | IKA | Vortex Genius 3 | |
| 3d printer | Envisiontec | Perfactory 3 | |
| UV light flash unit | EnvisionTec | Otoflash unit | |
| Polyethylene | lyondellbasell | PE Purell 1840 | |
| Injection moulding machine | Arburg | Allrounder 370A | |
| Image processing | SPIP | 6.2.8 |
References
- Doan, N., et al. Low-Cost Photolithographic Fabrication of Nanowires and Microfilters for Advanced Bioassay Devices. Sensors. 15 (3), 6091-6104 (2015).
- Lucchetta, G., et al. Effect of injection molded micro-structured polystyrene surfaces on proliferation of MC3T3-E1 cells. Express Polymer Letters. 9 (4), 354-361 (2015).
- Hu, H., Tian, H., Shao, J., Ding, Y., Jiang, C., Liu, H. Fabrication of bifocal microlens arrays based on controlled electrohydrodynamic reflowing of pre-patterned polymer. Journal of Micromechanics and Microengineering. 24 (9), 095027 (2014).
- Kolind, K., Dolatshahi-Pirouz, A., Lovmand, J., Pedersen, F. S., Foss, M., Besenbacher, F. A combinatorial screening of human fibroblast responses on micro-structured surfaces. Biomaterials. 31 (35), (2010).
- Wilkinson, C. D., Riehle, M., Wood, M., Gallagher, J., Curtis, A. S. G. The use of materials patterned on a nano- and micro-metric scale in cellular engineering. Materials Science and Engineering C. 19 (1-2), 263-269 (2002).
- Hansen, H. N., Hocken, R. J., Tosello, G. Replication of micro and nano surface geometries. CIRP Annals. 60 (2), 695-714 (2011).
- Metwally, K., Barriere, T., Khan-Malek, C. Replication of micrometric and sub-micrometric structured surfaces using micro-injection and micro-injection compression moulding. International Journal of Advanced Manufacturing Technology. 83 (5-8), 779-789 (2016).
- Nian, S. -. C. Novel embossing system for replicating micro-structures on curved surfaces. International Polymer Processing. 29 (3), 364-370 (2014).
- Bissacco, G., et al. Application of functional nano-patterning to polymer medical micro implants. Proceedings of the 4m/icomm2015 Conference. , (2015).
- Diaz Lantada, A., Piotter, V., Plewa, K., Barie, N., Guttmann, M., Wissmann, M. Toward mass production of microtextured microdevices: Linking rapid prototyping with microinjection molding. International Journal of Advanced Manufacturing Technology. 76 (5-8), 1011-1020 (2015).
- Volpato, N., Solis, D. M., Costa, C. A. An analysis of Digital ABS as a rapid tooling material for polymer injection moulding. International Journal of Materials and Product Technology. 52 (1-2), 3-16 (2016).
- Mischkot, M., Hansen, H. N., Pedersen, D. B. Additive manufacturing for the production of inserts for micro injection moulding. Proceedings of Euspen's 15th International Conference & Exhibition. , (2015).
- Zhang, Y., Hansen, H. N., Sørensen, S. Injection molding of micro pillars on vertical side walls using polyether-ether-ketone (PEEK). Proceeding of 11th International Conference on Micro Manufacturing. , (2016).
- Zhang, Y., Mischkot, M., Hansen, H. N., Hansen, P. Replication of microstructures on three-dimensional geometries by injection moulding of liquid silicone rubber. Proceedings of the 15th International Conference on Metrology and Properties of Engineering Surfaces, ASPE, March 2015. , (2015).
- . . Envisiontec Perfactory MML with ERM. Technical Specifications Document no. MK-MCS-P3MiniMulti-V01-FN-EN. , (2018).
- Hofstätter, T., Mischkot, M., Pedersen, D. B., Tosello, G., Hansen, H. N. Evolution of surface texture and cracks during injection molding of fiber-reinforced, additively-manufactured, injection molding inserts. Proceedings of ASPE Summer Topical Meeting 2016: Dimensional Accuracy and Surface Finish in Additive Manufacturing. , (2016).
- . Perfactory® Material Available from: https://envisiontec.com/wp-content/uploads/2016/09/MK-MTS-HTM140IndustrialIV-V01-FN-EN.pdf (2017)
- . Software Manual, 2010 Available from: https://digfablab.wikispaces.com/file/view/Getting+started.pdf (2010)
- . . Olympus LEXT OLS4100 laser scanning digital microscope Manual. , (2018).
- . SPIP™ - Analytical Software for Microscopy Available from: https://www.imagemet.com/products/spip/ (2017)
- Zhang, Y., Pedersen, D. B., Gøtje, A. S., Mischkot, M., Tosello, G. A soft tooling process chain employing additive manufacturing for injection molding of a 3d component with micro pillars. Journal of Manufacturing Processes. 27, 138-144 (2017).
Reprints and Permissions
Request permission to reuse the text or figures of this JoVE article
Request PermissionThis article has been published
Video Coming Soon
Copyright © 2025 MyJoVE Corporation. All rights reserved