
Method Article
Une chaîne de processus doux outillage de moulage par Injection d’un composant 3D avec Micro piliers
Dans cet article
Résumé
Un protocole de fabrication d’inserts pour des géométries complexes avec des caractéristiques micro sur surfaces employant additif de fabrication (AM) de moulage par injection est présenté.
Résumé
Le but de cet article est de présenter la méthode d’une chaîne de processus doux outillage employant additif de fabrication (AM) pour la fabrication des plaquettes de moulage par injection avec micro caractéristiques de surface. Les inserts mous outillage sont fabriqués par Digital Light Processing (TVA photo polymérisation) à l’aide d’un photopolymère qui peut résister à temperaturea relativement élevé. La partie fabriquée ici a quatre dents avec un angle de 60°. Micro piliers (Ø200 µm, aspect ratio de 1) sont disposées sur les surfaces de deux lignes. Moulage par injection de polyéthylène (PE) avec les inserts mous outillage est utilisée pour fabriquer les parties finales. Cette méthode montre qu’il est possible d’obtenir des pièces moulée par injection avec microstructures sur géométrie complexe par des inserts de fabrication additives. Le temps d’usinage et le coût est réduit significativement par rapport aux procédés classiques outillage basés sur ordinateur usinage de commande numérique (CNC). Les dimensions des micro caractéristiques sont influencées par le processus de fabrication additive appliquée. La durée de vie des plaquettes détermine que ce processus est plus adapté à la production pilote. La précision de la production de plaquettes est limitée par le processus de fabrication additive.
Introduction
La méthode présentée vise à surface complexe, avec des caractéristiques micro par un procédé doux-outillage, c'est-à-dire d’utiliser fabrication additive de polymère pour produire des inserts pour moulage par injection de polymère de fabrication. En d’autres termes, des pièces de polymère avec les surfaces fonctionnelles sont moulées par des inserts de polymère par injection.
Fonctionnalités de surface peuvent être réalisées par micro caractéristiques ; par exemple, Doan et al. 1 et Luchetta et al. 2 démontrer les surfaces fonctionnelles dans le domaine de la biologie cellulaire et Hu et al. 3 montre un exemple d’éléments optiques, etc. Un seul type de surface caractéristique, micro piliers, a étudié intensivement pour la promotion de la prolifération cellulaire. Ils sont en mesure d’améliorer les liaisons entre les tissus de prolifération et de la surface si les piliers micro sont modelés dans certaines façons4,5.
Les réplications de polymère de fonctionnalités micro ont été intensivement étudiées et moulage précis peut être réalisé en plusieurs processus6. Par exemple, Moussa al a rapporté haute fidélité entre les pièces moulées et moule pour la réplication des caractéristiques micro et micro Sub sur surfaces planes7.
Il existe de nombreux protocoles pour les piliers de micro fabrication ou fonctionnalités ; Cependant, la plupart d'entre eux ne peut s’appliquer sur des surfaces plates ou courbure constante. Par exemple, Nian et al. 8 a montré que les caractéristiques micro pourraient être atteint par gaufrage chaud sur une surface courbe. Ces protocoles ne conviennent pas pour des formes complexes avec des surfaces en trois dimensions, qui sont requis par la plupart des appareils de la vie réelle. Apparemment, la fabrication de trois dimension cavité avec micro caractéristiques sur la surface défie les protocoles actuels ; pendant ce temps, éjection des pièces peut échouer pour les piliers de haut rapport d’aspect sur une surface complexe, si elles sont non perpendiculaire à la direction de démoulage. Bissacco et al. 9 utilisé moule 3D insertions et caractéristiques Sub micro a obtenu par injection moulage ; dans leur étude, caractéristiques Sub micro avec un faible allongement ont été générés par un processus d’anodisation d’aluminium et reproduits avec succès de polymère sur un composant complex.
Chercheurs ont tenté d’associer fabrication additive dans les chaînes de processus pour la réplication de polymère afin d’obtenir la texture de surface conçue. Lantada et coll. décrit une chaîne de processus qui commence à partir de prototypes d’AM et puis emploie des techniques de revêtement pour l’obtention des inserts de moule métallique pour10de moulage par injection. Pièces de polymère produits par AM ont été prouvés pour être directement applicable comme moule insère11,12, qui est le processus d’outillage doux présenté dans le présent protocole.
Dans nos travaux précédents, nous avons démontré que Ø4 µm PEEK piliers (2 µm de haut) ont été avec succès demolded sur un mur vertical par13de moulage par injection. Dans ce protocole, le produit étudié est un anneau à quatre dents, chacune caractérisée par la présence d’un angle de 60°. Ce produit a été étudié par Zhang et al. 14, où micro fonctionnalités ont été introduites en mettant en place des plaques préfabriquées de nickel, et micro piliers (Ø4 µm) avec l’allongement de 0,5 ont été obtenues par moulage par injection de caoutchouc silicone sur les dents.
Dans la méthode présentée, micro caractéristiques peuvent être obtenues sur des surfaces complexes créés par une chaîne de processus outillage doux. Cavités du moule en acier sont remplacées par un ensemble d’insertions effectuées par TVA-polymérisation-photographes AM. Par rapport au métal AM, photopolymère basé suis technologie est capable d’atteindre le plus élevé de précision15. De plus, le temps d’usinage et le coût est réduit significativement par rapport aux processus d’outillage classique basées sur l’usinage CNC. Selon une récente étude de cas16à l’aide de soft-outillages pour le thermoformage, le coût est réduit de 91 %, tandis que le temps consommé est réduit de 93 %. Ce protocole est adapté pour les produits nécessitant une flexibilité de conception élevé et un volume de production intermédiaire. Il a été prouvé que les insertions fabriquées à partir de fibre de carbone renforcée photopolymères peuvent supporter jusqu'à 2500 cycles pour polyéthylène avant de détérioration notable moule17à injection. Le choix du matériau moulé par injection est limité par les propriétés thermiques de la photopolymère choisie pour les inserts. Polymères à hautes températures de fusion ne peuvent être appliquées dans une cavité de photopolymère. Dans cette étude, en polyéthylène (PE) a été choisie pour effectuer la test à injection.
Protocole
1. Insérez la Fabrication par l’additif de fabrication (AM)
- Les cavités nécessaires la conception de logiciels de conception assistée par ordinateur (voir la Documentation supplémentaire pour les fichiers utilisés dans ce travail).
NOTE : Fabriquer les inserts directement sur la scène de l’immeuble sans le support pour éviter de déformer les inserts au cours du mûrissement. La tolérance est de 0,05 mm. - Choisir d’une résine pour la polymérisation de la photo, en particulier celui qui peut résister à la pression et la chaleur pendant le moulage par injection.
Remarque : La résine, que nous avons choisi (voir Table des matières) a une résistance à la traction de 56 MPa, allongement à la rupture de 3,5 %, une résistance à la flexion de 115 MPa, un module de flexion de 3350 MPa et une température de fléchissement de 140 ° C18. - Bien mélanger le mélange composé de photopolymère (propriétaire du méthacrylate de méthyle et acrylamide se mélangent, avec un initiateur de photo basée sur2 TiO) pendant au moins 30 minutes en exécutant la cuve matière sur un rouleau de humide-laboratoire bouteille, shaker ballon ou dispositif de mélange similaire.
- Préparer la machine de polymérisation de photo (voxel-taille de 16 µm) :
- Pour les machines de bas en haut de AM, vérifier que le revêtement de la TVA est intact et soigneusement nettoyés.
- Pour les machines de haut en bas, inspecter le système d’essuyage pour les défauts.
- Inspecter la phase de construction et d’ajuster la plaque de build à l’aide d’une feuille de jauge 100 µm pour compenser correctement la plaque de construction à la TVA.
- Avant de s’enflammer la source lumineuse de la machine-outil si possible pour atteindre la température d’équilibre avant de progresser. Cette température doit atteindre 65 ° C dans le moteur de la lumière et à 30 ° C à l’intérieur de la cuve.
- Importez la géométrie dans le logiciel de préparation de travail. Suivez les indications du fabricant machine19.
- Affecter des paramètres de la machine appropriée pour faire correspondre le photopolymère choisie (lumière intensité et couche d’épaisseur pour la machine utilisée).
- Exécuter la génération à la résolution maximale de la machine verticale (25 µm dans cette recherche).
- Nettoyer les inserts imprimés.
- Rinçage dans l’isopropanol exposé à ultrasons pendant 3 min. rincer soigneusement trois fois et s’assurer qu’aucun résidu de photopolymère n’est laissé sur la surface des plaquettes imprimées.
- Laisser le solvant s’évapore complètement à température ambiante et mettre les inserts dans un dessicateur sécher jusqu’au lendemain à la température ambiante.
- Post cure les inserts séchées à l’aide d’UV lumière clignote deux fois, chaque fois par 2000 clignote avec une fréquence de 10 flashs par seconde (voir Table des matières).
2. injection Molding (IM)
- Installer le module de micro-injection sur une machine à injection conventionnelle (voir Table des matières).
Remarque : Dans notre cas, le module d’injection avait une vis montée selon un angle de 45°, le diamètre de la vis était de 8 mm et la force de serrage est de 100 kN. - Montez les inserts sur plaques de moisissure.

Figure 1 : machine à Injection avec moules. (a) le côté de l’injection est assemblé avec les plaques. L’insert est mis en évidence par un cercle rouge. (b) le côté mobile est assemblé avec les plaques avec goupille d’éjection. L’insert est mis en évidence par un cercle rouge. S’il vous plaît cliquez ici pour visionner une version agrandie de cette figure.
{kind=link}
- Pour tenir compte des variations au cours du processus d’impression, manuellement faire aucune modification légère pour les inserts nécessaires afin de remplir le moule.
- Visser les plaques de moisissures sur la machine.
- Granules de charge PE sur la trémie.
- Définissez le paramètre de la machine Tmoule à 60 ° C, TCanon à 175 ° C et Vinjection à 65 mm/s. ramener le temps de refroidissement suffisant pour la partie à être démoulées.
- Faire chauffer la vis à 31 ° C, 155 ° C, 165 ° C, 170 ° C et 175 ° C de la 1re à la 5e session. Lorsque la température de fusion est de 175 ° C, commencer le moulage par injection de précision. Une fois que la cavité est remplie, maintenir la pression d’emballage de 300 bars pendant 5 secondes pour compenser PE d’écrasement.
- Ouvrir le moule et laisser la tige d’éjection pousser la partie PE hors de la partie mobile de l’insert. Si la partie PE est fixée sur l’insert, retirez la partie à la main.
- Arrêter la machine à 100 cycles de moulage par injection (un cycle est défini à partir lorsque le moule est fermé jusqu'à ce que la partie est éjectée).
3. évaluation de la qualité
- Mesurer le diamètre et la profondeur des trous sur les plaquettes avant moulage par injection par un laser scanning microscope numérique20 . Mesurer sur les deux plaquettes ; à chaque insertion, mesurer quatre trous sur deux zones avec une distance différente à la porte « près de la porte » et « loin de la porte ».

Figure 2 : mesurer les domaines mis en évidence sur l’image de CAD des inserts. (a) l’insert côté mobile correspondent aux fesses de la réplique ; (b) la partie injection correspond aux côtés supérieurs de la réplique. La barrière d’injection se localise au centre. Nous comparons les deux domaines avec la distance de la différence à la porte, « loin de la porte » et « près de la porte » dans la recherche. (Ce chiffre a été modifié par Zhang et al. 201722) S’il vous plaît cliquez ici pour visionner une version agrandie de cette figure.
{kind=link}
- Mesure de diamètre et la hauteur des piliers sur les chenilles dents provenant de moulage par injection.
NOTE : Grouper les pièces PE obtenues en lots de 10 pièces ; c.-à-d., 1-10 est le 1er lot, 11-20 est le 2ème lot ; jusqu'à la dernière pièce. Utilisez un échantillon au hasard dans chaque lot et faire les mesures sur le dessus et les côtés arrière ; de chaque côté, mesurer les quatre piliers sur deux zones avec une distance différente de la porte (« près de la porte » et « loin de la porte »). - Analyser les données avec l’aide du traitement logiciel21 afin d’obtenir les dimensions de l’image.
Résultats
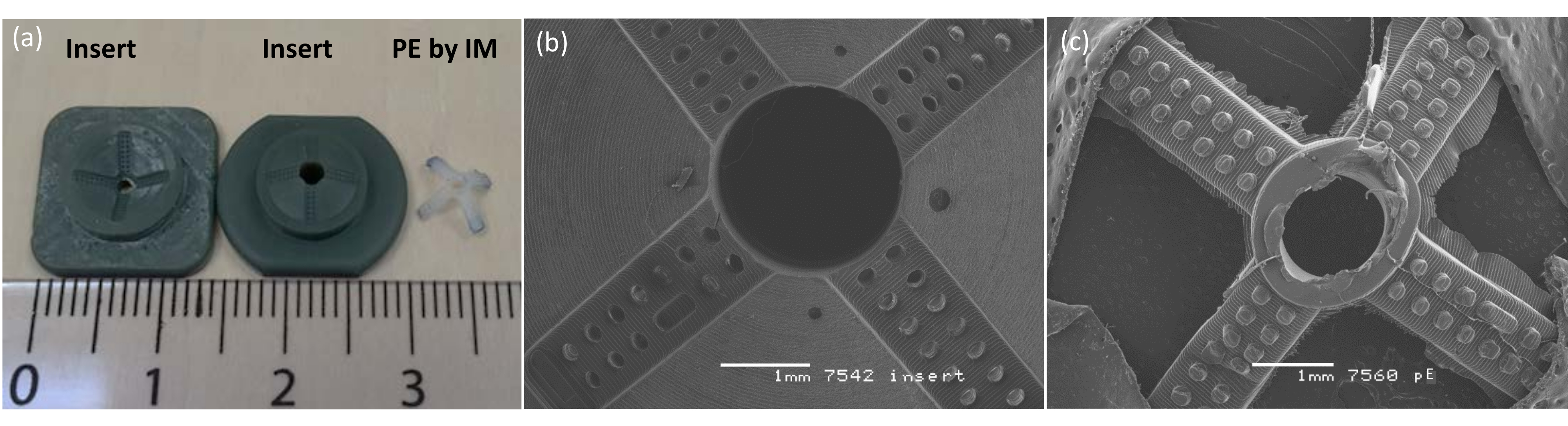
La figure 3 montre les inserts fabriqués par AM et les pièces PE produites par moulage par injection. Deux rangées de trous circulaires étaient verticales vers la surface sur les dents (Figure 3 (b)). La dimension nominale des trous sur les plaquettes est Ø200 µm et 200 µm de profondeur, avec une distance Centre-à 400 µm. Les structures de la couche en raison du processus d’AM sont clairement visibles. En bas à gauche de ligne, il y a une marque visible de pliage, qui a eu lieu par inadvertance lors de la préparation pour SEM.
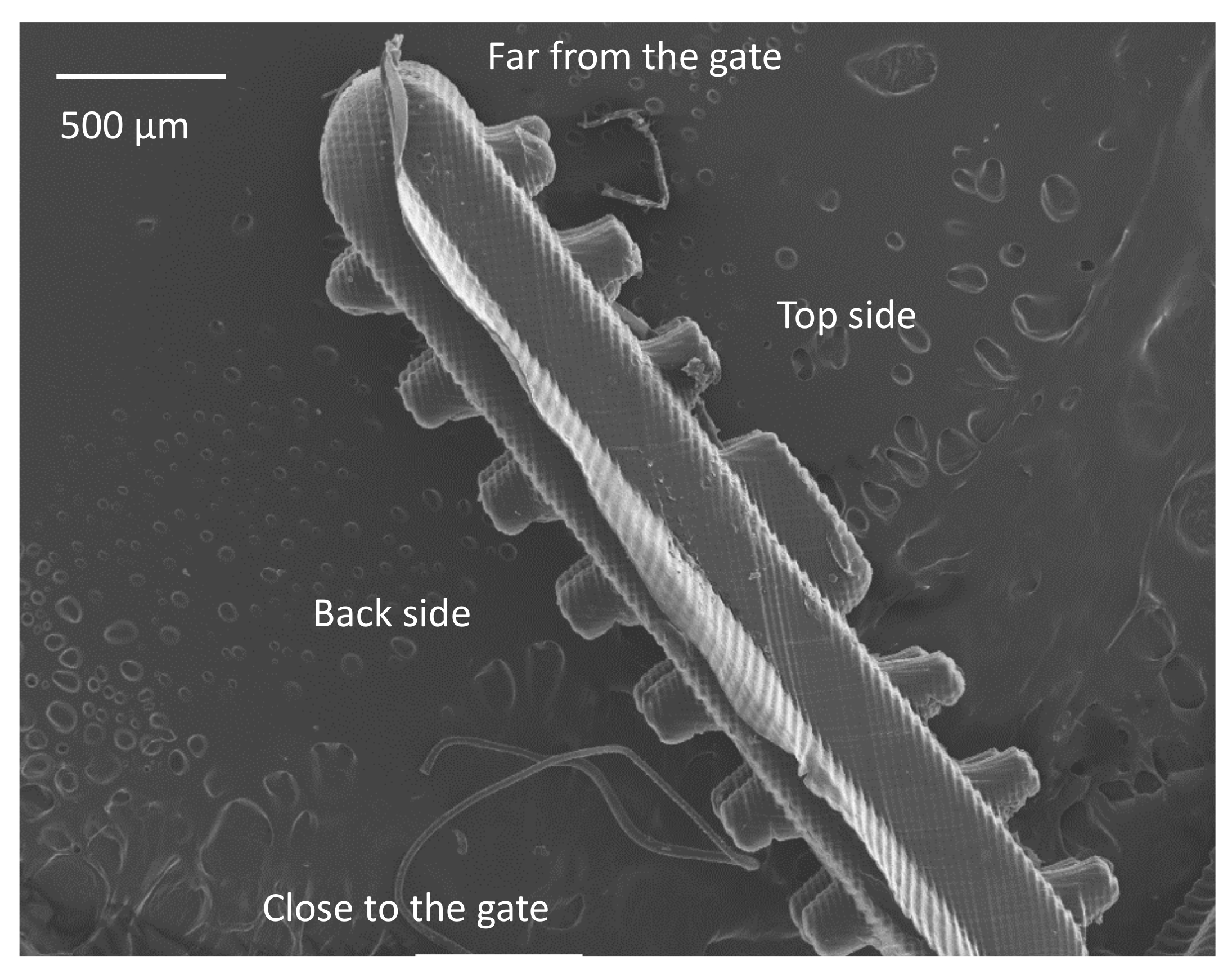
Le processus de DEMOULAGE est illustré à la Figure 4. Piliers ne sont pas parallèles à la direction de démoulage. Aucun pilier briser a été observée dans tous les échantillons étudiés (Figure 5). En ce sens, le démoulage a réussi. On voit déjà que les piliers sur la position de loin-de-la-porte sont notamment inférieurs sur la face supérieure due à la chute de pression. Concernant le diamètre, la différence de positions ne sont pas aussi importants en ce qui concerne la hauteur.
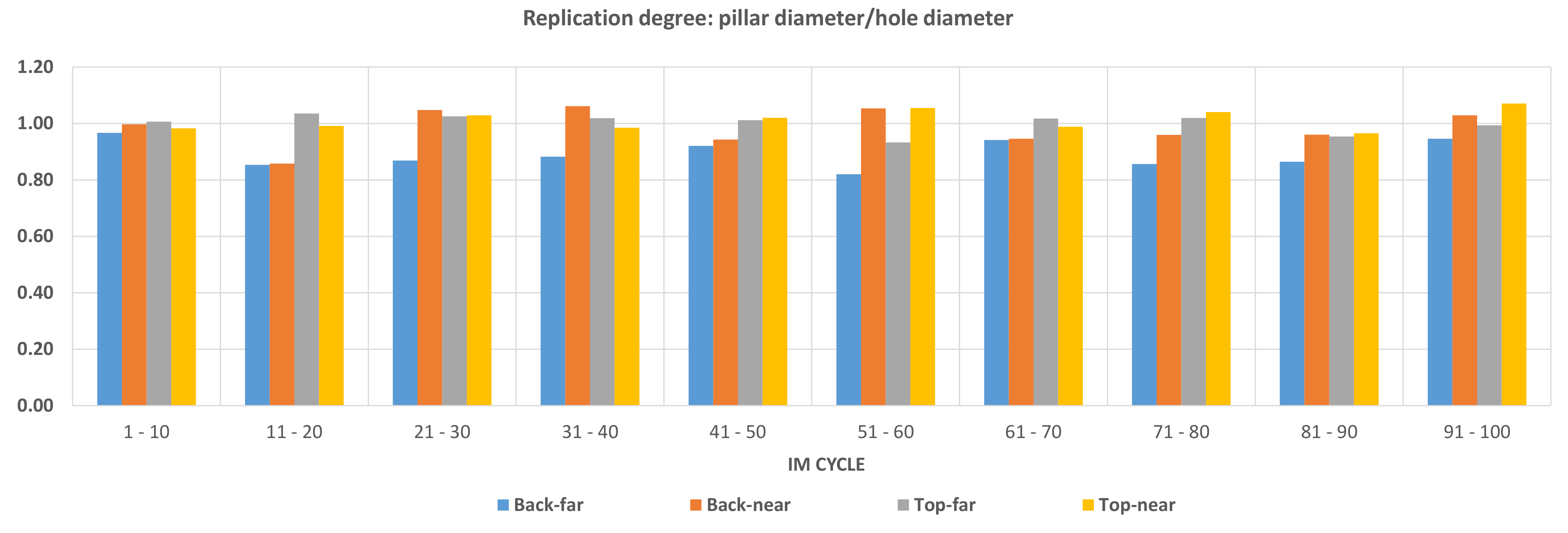
Figure 6 et Figure 7 illustrent comment la réplication propage le long des 100 cycles de moulage par injection. Le degré de réplication est défini par le rapport entre la dimension des piliers et la dimension des inserts. Le long des 100 cycles, processus stable a été réalisé à chaque position concernant la réplication verticale et latérale. La dimension des trous sur les plaquettes sont demeurées inchangées après moulage par injection, qui a confirmé cette conclusion. La hauteur des piliers placé loin de la porte étaient inférieurs à ceux placés près de la porte, parce que le débit de polymère augmente sa viscosité lorsque la longueur de flux augmente.
Les paramètres de moulage par injection sont variées dans la plage autorisée par la feuille de données matériel. Dans la fenêtre processus explorés, la plupart des pistes ont atteints plus de 80 cycles, confirmant que la durée de vie de l’AM insère n’est pas affectée dans la fenêtre processus explorés. Cependant, fissuration vint les inserts pour le côté de l’injection dans certains tests lorsque la pression d’injection était élevée. Cela est dû à la partie centrale de l’insert étant beaucoup plus minces.

Figure 3 : Inserts et répliques. (a) les inserts fabriqués selon le procédé de fabrication additive forment la cavité du moule ; une réplique de polyéthylène (PE) produite par moulage par injection est affichée. Marquages sur la règle de référence sont millimètres ; numéros de marquent centimètres. (b) microscope électronique à balayage (SEM) image montre la surface de l’insert ; (c) SEM image montre la surface des pièces PE faite par moulage par injection. ((a) et (b) ont été modifiés de Zhang et al. 201722) s’il vous plaît cliquez ici pour visionner une version agrandie de cette figure.
{kind=link}

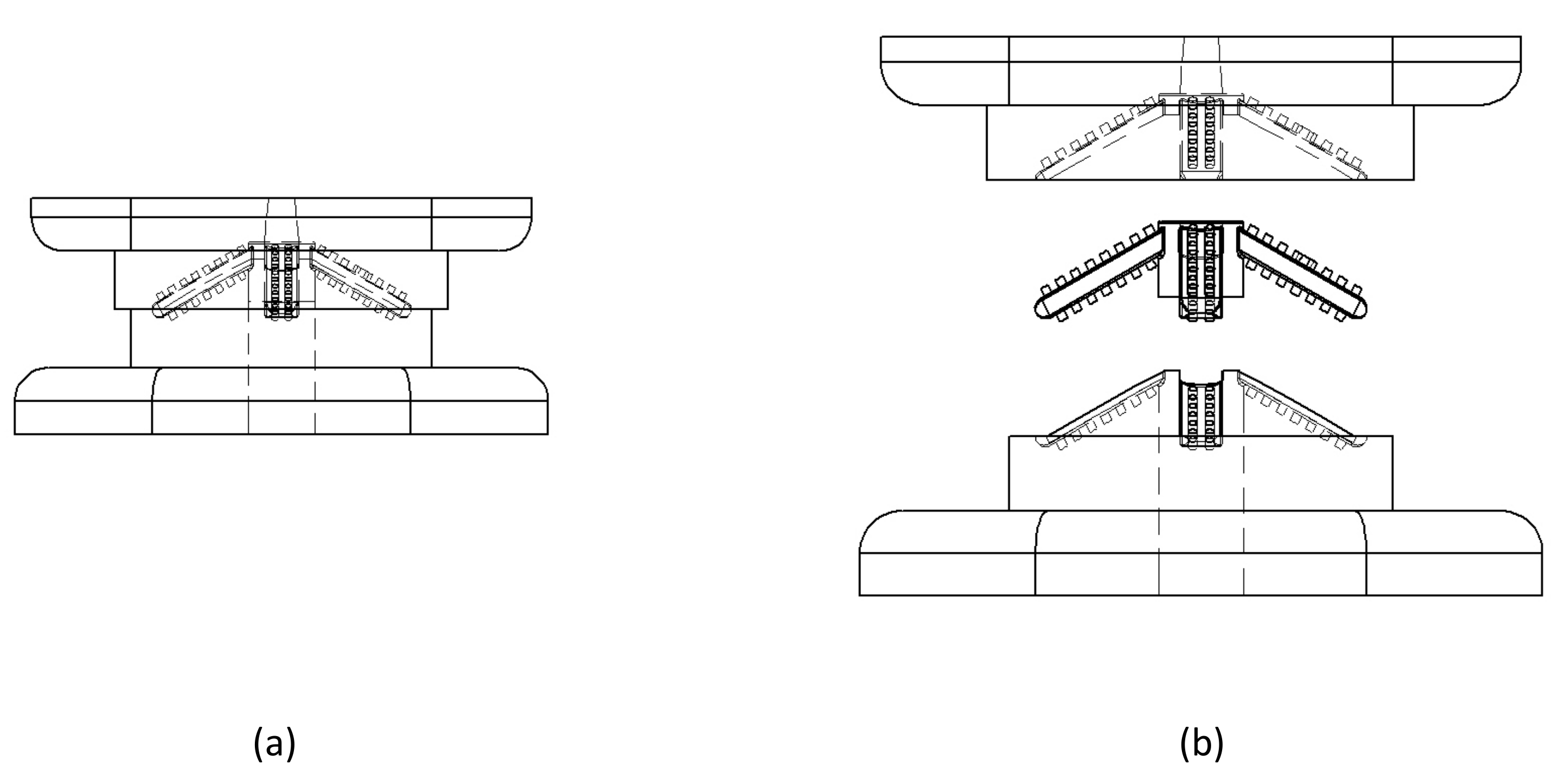
Figure 4 : démoulage réussi. Le démoulage a réussi, même si les piliers ne sont pas parallèles à la direction de démoulage. (a) fermer des moules et (b) moules ouvrent pour démoulage. (Ce chiffre a été modifié par Zhang et al. 201722) S’il vous plaît cliquez ici pour visionner une version agrandie de cette figure.
{kind=link}

Figure 5 : image SEM de la vue de côté de tine au hasard un. L’enquêtées quatre positions sont indiquées sur l’image. (Ce chiffre a été modifié par Zhang et al. 201722) S’il vous plaît cliquez ici pour visionner une version agrandie de cette figure.
{kind=link}

Figure 6 : degré de réplication de hauteur de la borne. Le degré de réplication de la hauteur de la borne est défini par la hauteur de la borne/profondeur du trou. La valeur moyenne de la mesure de la réplication dans les quatre positions a été affichée dans chaque lot. Un échantillon aléatoire a été mesurée dans chaque lot. Les quatre positions sont « Back-extrême » pour le poste loin de la porte à l’arrière, « Dos-près » pour la position près de la porte à l’arrière, « Top-extrême » pour le poste loin de la porte à la partie supérieure, et « Top-près » pour la position près de la porte sur le dessus. (Ce chiffre a été modifié par Zhang et al. 2017 22) S’il vous plaît cliquez ici pour visionner une version agrandie de cette figure.
{kind=link}

Figure 7 : degré de réplication de diamètre de la borne. Le degré de réplication du diamètre piliers est défini par le diamètre du pilier/diamètre du trou. La valeur moyenne de la mesure de la réplication dans les quatre positions a été affichée dans chaque lot. Un échantillon aléatoire a été mesurée dans chaque lot. Les quatre positions sont « Back-extrême » pour le poste loin de la porte à l’arrière, « Dos-près » pour la position près de la porte à l’arrière, « Top-extrême » pour le poste loin de la porte à la partie supérieure, et « Top-près » pour la position près de la porte sur le dessus. (Ce chiffre a été modifié de Zhang et al. 2017 22). S’il vous plaît cliquez ici pour visionner une version agrandie de cette figure.
{kind=link}
Discussion
Cette méthode convient pour la fabrication des plaquettes pour les pièces de polymère avec des formes complexes. Elle remplace la cavité du moule en acier outil dans la machine avec un jeu d’inserts outil souple constitués de polymères à injection. le temps d’usinage et le coût est réduit par rapport à l’usinage des métaux classiques ; par conséquent, le cycle de production est réduit. Cette chaîne de processus est adaptée aux produits en production à l’échelle intermédiaire (à partir de 1000-10 000 cycles par injection moulage ou similaire), mais une variation importante dans la conception. En outre, pour les inserts imprimés 3D, sans plaque de moule spécial est nécessaires. Plaques de moulage par injection commerciale standard ont été achetés et usinés pour s’adapter les inserts.
À la technologie actuelle État, doux outillage n’est pas par un mécanisme distinct17. Le mécanisme de rupture a été identifié pour être liée à la température de fléchissement de l’insert d’outillage doux et la décomposition a été identifiée comme étant due à dégazage. Par conséquent, l’étape la plus critique est de choisir la bonne résine pour les inserts produites par la fabrication additive. La propriété thermique et mécanique détermine la durée de vie des plaquettes, c'est-à-dire, le nombre de cycles il peut supporter pendant le moulage par injection. Il détermine également la portée de polymère moulé ; la température de moule du polymère moulé ne doit pas être supérieure à la température de déformation de la matière de l’insert.
La deuxième étape critique dans le protocole est la conception de l’insert. Règles générales de conception du moule doivent être suivies et pièces mécaniquement faibles sont à proscrire sur un insert polymère imprimés 3D ; dans le cas contraire, la durée de vie sera affectée en raison de défaillances comme des fissures.
La qualité de surface des pièces moulée par injection obtenues est limitée par le processus de fabrication additive appliquée. Poste évoluées telles que la gravure chimique est une solution possible pour améliorer la qualité de surface. Précision les caractéristiques de surface est une autre question en raison du processus de fabrication additive.
Cette méthode va créer la possibilité pour la création de micro caractéristiques sur la surface de forme réelle libre sur une nouvelles exigences industrielles réunion de plate-forme de production. Par conséquent, cette méthode a le potentiel d’être appliqué et étudié pour des applications dans le cadre de dispositifs médicaux de la prochaine génération qui nécessitent des fonctionnalités micro sur des formes complexes, par exemple dans le cadre de dispositifs médicaux ou des dispositifs implanter14 . Cette méthode facilitera la création de valeur par le biais de frais considérablement réduits pour les productions de série de volume de PME-PMI et une incidence positive sur l’échelle de temps pour la production de l’écart entre 1-10 appareils individuels et la production de masse réelle. Il ouvrira de nouveaux produits de haute qualité et des solutions de conception.
Déclarations de divulgation
Les auteurs n’ont rien à divulguer.
Remerciements
Cet article fait état des travaux entrepris dans le cadre le projet « avancés de traitement de surface pour les dispositifs médicaux implantables » financé par le Fonds d’Innovation de Danemark. L’auteur leur gratitude le soutien européen innovant formation réseau MICROMAN « Processus d’empreintes digitales pour zéro défaut MICROMANufacturing Net-shape » financé par le Programme-cadre Horizon 2020 pour la recherche et l’Innovation de l’Union européenne L’Union.
matériels
| Name | Company | Catalog Number | Comments |
| Photopolymer resin | EnvisionTec | HTM140 V2 | |
| Resin mixing device | IKA | Vortex Genius 3 | |
| 3d printer | Envisiontec | Perfactory 3 | |
| UV light flash unit | EnvisionTec | Otoflash unit | |
| Polyethylene | lyondellbasell | PE Purell 1840 | |
| Injection moulding machine | Arburg | Allrounder 370A | |
| Image processing | SPIP | 6.2.8 |
Références
- Doan, N., et al. Low-Cost Photolithographic Fabrication of Nanowires and Microfilters for Advanced Bioassay Devices. Sensors. 15 (3), 6091-6104 (2015).
- Lucchetta, G., et al. Effect of injection molded micro-structured polystyrene surfaces on proliferation of MC3T3-E1 cells. Express Polymer Letters. 9 (4), 354-361 (2015).
- Hu, H., Tian, H., Shao, J., Ding, Y., Jiang, C., Liu, H. Fabrication of bifocal microlens arrays based on controlled electrohydrodynamic reflowing of pre-patterned polymer. Journal of Micromechanics and Microengineering. 24 (9), 095027 (2014).
- Kolind, K., Dolatshahi-Pirouz, A., Lovmand, J., Pedersen, F. S., Foss, M., Besenbacher, F. A combinatorial screening of human fibroblast responses on micro-structured surfaces. Biomaterials. 31 (35), (2010).
- Wilkinson, C. D., Riehle, M., Wood, M., Gallagher, J., Curtis, A. S. G. The use of materials patterned on a nano- and micro-metric scale in cellular engineering. Materials Science and Engineering C. 19 (1-2), 263-269 (2002).
- Hansen, H. N., Hocken, R. J., Tosello, G. Replication of micro and nano surface geometries. CIRP Annals. 60 (2), 695-714 (2011).
- Metwally, K., Barriere, T., Khan-Malek, C. Replication of micrometric and sub-micrometric structured surfaces using micro-injection and micro-injection compression moulding. International Journal of Advanced Manufacturing Technology. 83 (5-8), 779-789 (2016).
- Nian, S. -. C. Novel embossing system for replicating micro-structures on curved surfaces. International Polymer Processing. 29 (3), 364-370 (2014).
- Bissacco, G., et al. Application of functional nano-patterning to polymer medical micro implants. Proceedings of the 4m/icomm2015 Conference. , (2015).
- Diaz Lantada, A., Piotter, V., Plewa, K., Barie, N., Guttmann, M., Wissmann, M. Toward mass production of microtextured microdevices: Linking rapid prototyping with microinjection molding. International Journal of Advanced Manufacturing Technology. 76 (5-8), 1011-1020 (2015).
- Volpato, N., Solis, D. M., Costa, C. A. An analysis of Digital ABS as a rapid tooling material for polymer injection moulding. International Journal of Materials and Product Technology. 52 (1-2), 3-16 (2016).
- Mischkot, M., Hansen, H. N., Pedersen, D. B. Additive manufacturing for the production of inserts for micro injection moulding. Proceedings of Euspen's 15th International Conference & Exhibition. , (2015).
- Zhang, Y., Hansen, H. N., Sørensen, S. Injection molding of micro pillars on vertical side walls using polyether-ether-ketone (PEEK). Proceeding of 11th International Conference on Micro Manufacturing. , (2016).
- Zhang, Y., Mischkot, M., Hansen, H. N., Hansen, P. Replication of microstructures on three-dimensional geometries by injection moulding of liquid silicone rubber. Proceedings of the 15th International Conference on Metrology and Properties of Engineering Surfaces, ASPE, March 2015. , (2015).
- . . Envisiontec Perfactory MML with ERM. Technical Specifications Document no. MK-MCS-P3MiniMulti-V01-FN-EN. , (2018).
- Hofstätter, T., Mischkot, M., Pedersen, D. B., Tosello, G., Hansen, H. N. Evolution of surface texture and cracks during injection molding of fiber-reinforced, additively-manufactured, injection molding inserts. Proceedings of ASPE Summer Topical Meeting 2016: Dimensional Accuracy and Surface Finish in Additive Manufacturing. , (2016).
- . Perfactory® Material Available from: https://envisiontec.com/wp-content/uploads/2016/09/MK-MTS-HTM140IndustrialIV-V01-FN-EN.pdf (2017)
- . Software Manual, 2010 Available from: https://digfablab.wikispaces.com/file/view/Getting+started.pdf (2010)
- . . Olympus LEXT OLS4100 laser scanning digital microscope Manual. , (2018).
- . SPIP™ - Analytical Software for Microscopy Available from: https://www.imagemet.com/products/spip/ (2017)
- Zhang, Y., Pedersen, D. B., Gøtje, A. S., Mischkot, M., Tosello, G. A soft tooling process chain employing additive manufacturing for injection molding of a 3d component with micro pillars. Journal of Manufacturing Processes. 27, 138-144 (2017).
Réimpressions et Autorisations
Demande d’autorisation pour utiliser le texte ou les figures de cet article JoVE
Demande d’autorisationThis article has been published
Video Coming Soon
À PROPOS DE JoVE
Copyright © 2025 MyJoVE Corporation. Tous droits réservés.