
Method Article
Цепь процесса мягкая оснастка для литья 3D компонента с микро столбы
В этой статье
Резюме
Протокол для изготовления литья вставки для сложной геометрии с микро функций на поверхности, используя Аддитивные производства (AM) представил.
Аннотация
Цель данного документа – представить метод мягкой оснастка технологической цепочки, используя Аддитивные производства (AM) для изготовления вставки литье инъекций с микро особенности поверхности. Мягкие инструментальные вставки производятся цифровой свет обработки (НДС фото полимеризации) с использованием фотополимера, который может выдерживать относительно высокой temperaturea. Часть производства здесь имеет четыре зубец с углом 60°. Микро столбов (Ø200 мкм, пропорции 1) располагаются на поверхности двумя рядами. Полиэтилен (PE) для литья под давлением с вставками мягкая оснастка используется для изготовления заключительной части. Этот метод показывает, что это возможно для получения инъекции формованных деталей с микроструктур на сложной геометрии Аддитивные производства вставками. Стоимость и время обработки уменьшается значительно по сравнению с обычными оснастка процессов на основе компьютерной обработки числового программного управления (ЧПУ). Размеры микро компоненты находятся под влиянием процесса прикладной аддитивного производства. Время существования вставок определяет, что этот процесс является более подходящим для экспериментального производства. Точность изготовления вставки ограничивается Аддитивные производства.
Введение
Представленным методом направлена на производство сложных поверхности с микро особенности мягкой оснастка процессом, т.е. использовать полимерные аддитивного производства производить вставки для литья полимеров. Другими словами полимерных частей с функциональными поверхностями являются инъекции формованных полимерных вставками.
Функциональные поверхности могут быть реализованы путем микро функций; к примеру, Доун и др. 1 и Luchetta и др. 2 демонстрации функциональных поверхностей в области клеточной биологии и Ху и др. 3 показывает пример оптических элементов и т.д. Один тип поверхности компонента, микро столбов, интенсивно исследована для содействия пролиферации клеток. Они способны усилить связь между поверхностью и распространение тканей, если микро столбов узорной в определенных путей4,5.
Полимерные репликаций микро функций интенсивно изучали, и точного литья может быть достигнуто путем многих процессов6. Например Metwally et al. сообщили высокой верности между формованных деталей и формы для репликации микро и югу микро функций на плоских поверхностях7.
Существует множество протоколов для изготовления столбов и микро или функции; Однако большинство из них может применяться только на плоских поверхностей или поверхностей с постоянной кривизны. К примеру, нянь и др. 8 показал, что микро функции может быть достигнуто путем горячего тиснения на изогнутой поверхности. Эти протоколы не подходят для сложных фигур с трехмерной поверхности, которые необходимы для большинства реальных устройств. По-видимому, изготовление трех размеров полость с микро компоненты на поверхности проблем нынешних протоколов; Тем временем, выброс частей может не для высокой пропорции столбов на сложной поверхности, если они являются номера перпендикулярных в опалубку направлении. Bissacco и др. 9 используемые 3D прессформы вставки и югу микро функции путем литья; в их исследовании особенностей югу микро с низким соотношением сторон были порожденных алюминиевые анодированные процесс и успешно реплицирована полимера на сложный компонент.
Исследователи пытались привлечь аддитивного производства в цепи процесса для полимерных репликации для достижения разработан текстуры поверхности. Lantada et al. описал процесс цепочки, которая начинается с утра прототипов и затем использует методы покрытие для получения металлических прессформы вставки для литья под давлением10. Полимерных частей, производимых AM оказались непосредственно применяться, как плесень вставляет11,12, который является процесс мягких инструментов, представленных в настоящем Протоколе.
В нашей предыдущей работы мы продемонстрировали, что Ø4 мкм PEEK столбов (высокая 2 мкм) были успешно demolded на вертикальной стене, литья13. В этом протоколе исследуемого продукта является кольцо с четырех пальцев, каждый характеризуется углом 60°. Этот продукт был изучен Чжан и др. 14, где микро функций были введены путем реализации готовых пластин никеля и микро столбов (Ø4 мкм) с соотношением сторон 0.5 были получены путем силиконовые резины для литья под давлением на зубцы.
В методе представленных микро возможностей можно получить на сложных поверхностях, созданный мягкая оснастка технологической цепочки. Сталь прессформы полостей заменяются на набор вставок, сделанные НДС на основе фото полимеризации утра. По сравнению с металлом утра, на основе фотополимерных ам-технология может достичь более высокой точности15. Кроме того стоимость и время обработки уменьшается значительно по сравнению с обычными оснастка процессов, основанных на ЧПУ. Согласно недавней тематическое исследование16с помощью мягкой оснастка для термоформования, стоимость уменьшается на 91%, в то время как потребляемых время сокращается на 93%. Этот протокол предназначен для продуктов, требующих высокой гибкости проектирования и производства промежуточные объем. Уже доказано, что пластины изготовлены из углеродного волокна армированных Фотополимеры может выдерживать до 2500 циклов для полиэтилена перед заметные формы ухудшения17литья под давлением. Выбор материала инъекции формованных ограничивается тепловые свойства выбранного фотополимерные для вставок. Полимеров с высокой температурой плавления не может применяться в полость фотополимера. В этом исследовании полиэтилен (PE) был выбран для проведения литья тест.
протокол
1. Вставьте изготовление, Аддитивные производства (AM)
- Дизайн полости необходимо программным обеспечением автоматизированного проектирования (см. Дополнительные материалы для файлов, используемых в этой работе).
Примечание: Производство вставок непосредственно на стадии строительства без поддержки во избежание деформации вставок в процессе отверждения. Допуск составляет 0,05 мм. - Выбор смолы для фото полимеризации, в частности один, который может выдержать давления и тепла в течение литья.
Примечание: Смолы, который мы выбрали, (см. Таблицу материалы) имеет прочность 56 МПа, удлинение 3,5%, прочность на изгиб 115 МПа, упругости 3350 МПа и температура тепловой прогиб 140 ° C18. - Тщательно перемешать осложняется фотополимерных смесь (несвободных метилметакрилата и акриламида смесь, с TiO2 на основе фото инициатора) как минимум 30 минут, запустив материала канистра на мокрой Лаборатория бутылка ролик, настой шейкер или Подобные перемешивающим устройством.
- Подготовьте фото машины полимеризации (voxel размер 16 мкм):
- Для машин AM снизу вверх убедитесь, что покрытие НДС неповрежденные и тщательно очищены.
- Для машин сверху вниз осмотрите вытирая системы для любых дефектов.
- Осмотрите этапа построения и отрегулировать пластину построения фольги датчика 100 мкм правильно компенсировать пластину построения НДС.
- Предварительно зажечь источник света станка если возможно достичь устойчивого состояния температуры до прогрессирует. Эта температура должна быть 65 ° C в свет двигателя и 30 ° C внутри НДС.
- Импорт геометрии для подготовки работу программного обеспечения. Следуйте рекомендациям производителя машины19.
- Назначьте соответствующие машины параметры для соответствия выбранной фотополимерные (света интенсивности и слоя толщиной для использования машины).
- Запустите построение с высоким разрешением вертикальная машина (25 мкм в этом исследовании).
- Очистите печатных пластин.
- Промойте их в изопропаноле, подвергаются ультразвуковой ванне на 3 мин промыть тщательно три раза и убедитесь, что не фотополимерных остаток остается на поверхности печатной пластины.
- Разрешить растворитель испаряется полностью при комнатной температуре и вставки в эксикатор для высыхания на ночь при комнатной температуре.
- Сообщение вылечить сушеные вставки с помощью УФ свет мигает дважды, каждый раз к 2000 году мигает с частотой 10 вспышек в секунду (см. Таблицу материалы).
2. литья (IM)
- Установка модуля микро инъекции на обычных литьевая машина (см. Таблицу материалы).
Примечание: В нашем случае, инъекции модуль был винт монтируется под углом 45 °, винт диаметром 8 мм, и усилие зажима 100 кН. - Смонтируйте вставки на плесень плиты.

Рисунок 1: машины с прессформы. (a) на стороне инъекции собран с пластинами. Insert подсвечивается красным кружком. (b) стороне движимого собран с пластины с выбросом ПИН. Insert подсвечивается красным кружком. Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.
{kind=link}
- Для учета изменений во время процесса печатания, вручную сделать любые незначительные изменения для вставки необходимых для того, чтобы по готовому.
- Винт пластины формы на компьютере.
- Загрузите PE гранул на воронку.
- Установите для параметра машина TMold при 60 ° C, Tствол на 175 ° C и Vинъекций на 65 мм/с. Допускается достаточное время охлаждения для части, чтобы быть demolded.
- Тепло винт на 31 ° C, 155 ° C, 165 ° C, 170 ° C и 175 ° C от 1-го до 5-й сессии. Когда температура расплава 175 ° C, начните точного литья. После заполнения полости, поддерживайте упаковки давлением 300 бар за 5 секунд для компенсации усадки PE.
- Откройте форму и позволяют отстрела pin подтолкнуть PE из подвижной боковой частью вставки. Если PE часть зажимается на вставку, вывезти часть вручную.
- Остановите машину на 100 циклов формования (цикл определяется от когда плесень будет закрыт до тех пор, пока часть выбрасывается).
3. качество оценки
- Измерьте диаметр и глубина отверстия на вставки перед литья лазерное сканирование цифровой микроскоп20 . Измерения на обе пластины; на каждой вставки Измерьте четыре отверстия на двух областях с различными расстояние до ворот «возле ворот» и «далеко от ворот».

Рисунок 2: измеренная областях, выявленных на изображении CAD вставок. () подвижных стороне пластины соответствуют какать реплики; (b) стороне инъекции соответствует верхней стороны реплики. Инъекции ворота находит в центре. В исследовании сравниваются две области с разница расстояние до ворот, «далеко от ворот» и «у ворот». (Эта цифра была изменена с Чжан et al. 201722) Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.
{kind=link}
- Мера диаметр и Высота столбов на гусеничные зубья, полученные от литья.
Примечание: Группа полученные PE частей на пакеты по 10 штук; т.е., 1-10 1-й партии, 11-20 является 2-й партии; до последний кусок. Использование одной случайной выборки в каждом пакете и делать измерения на верхней и задней сторонах; на каждой стороне Измерьте четыре столпа на двух областях с различными расстояние до ворот («у ворот» и «далеко от ворот»). - Анализируйте данные с помощью обработки программного обеспечения21 для того, чтобы получить размеры изображений.
Результаты
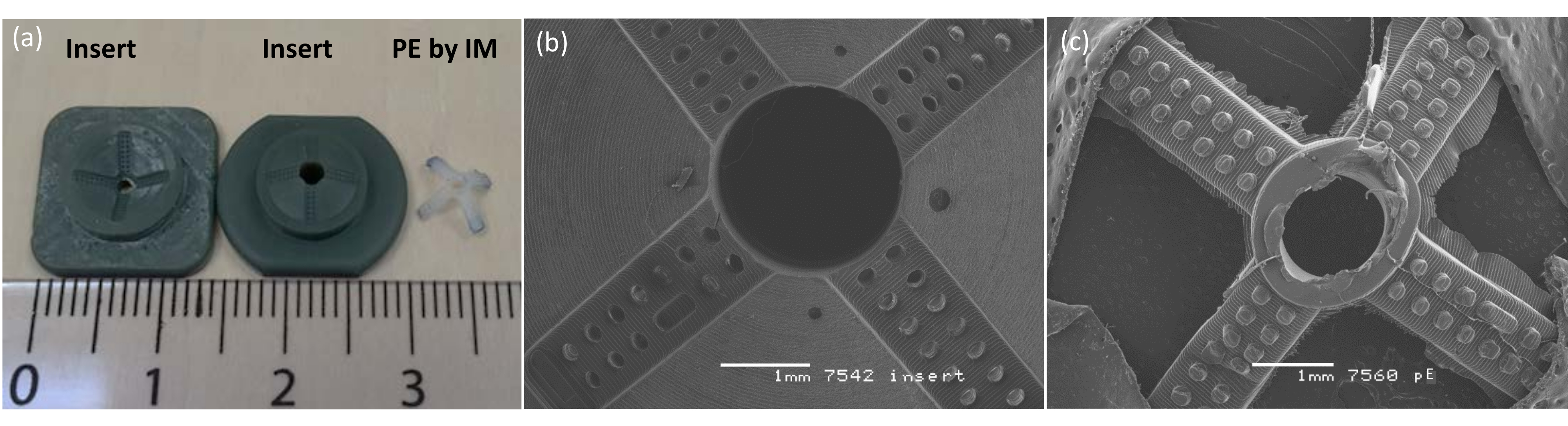
Рисунок 3 показывает вставок, сфабрикованы утра и PE частей, производимых методом литья. Два ряда круглые отверстия были вертикальные поверхности зубьев (рис. 3 (b)). Номинальный размер отверстия на вставки является Ø200 мкм и 200 мкм в глубину, с-центр расстояние 400 мкм. Слой структуры из-за процесса AM хорошо видны. На нижней левой линии есть знак видимый складной, которая состоялась непреднамеренно при подготовке к SEM.
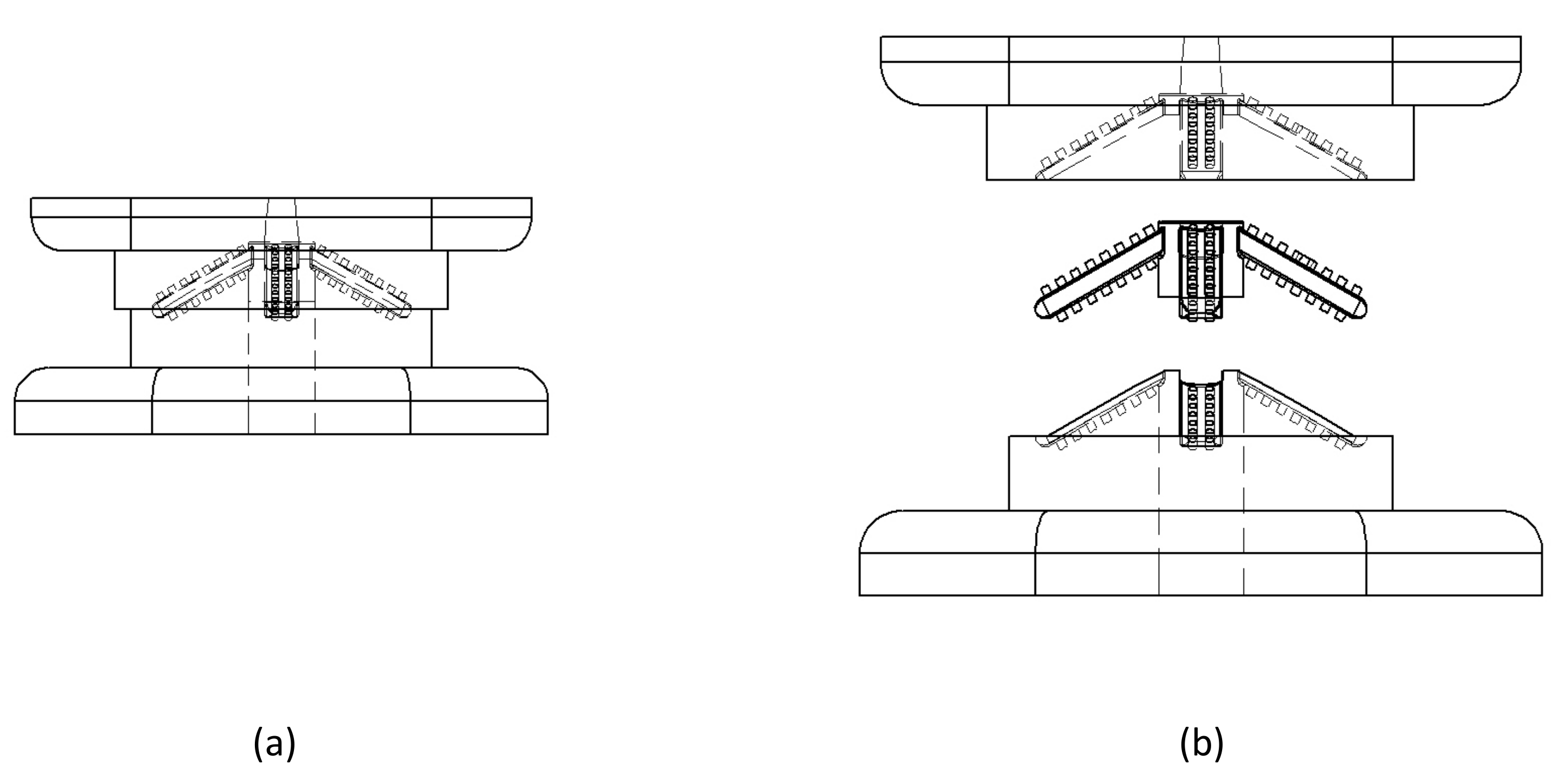
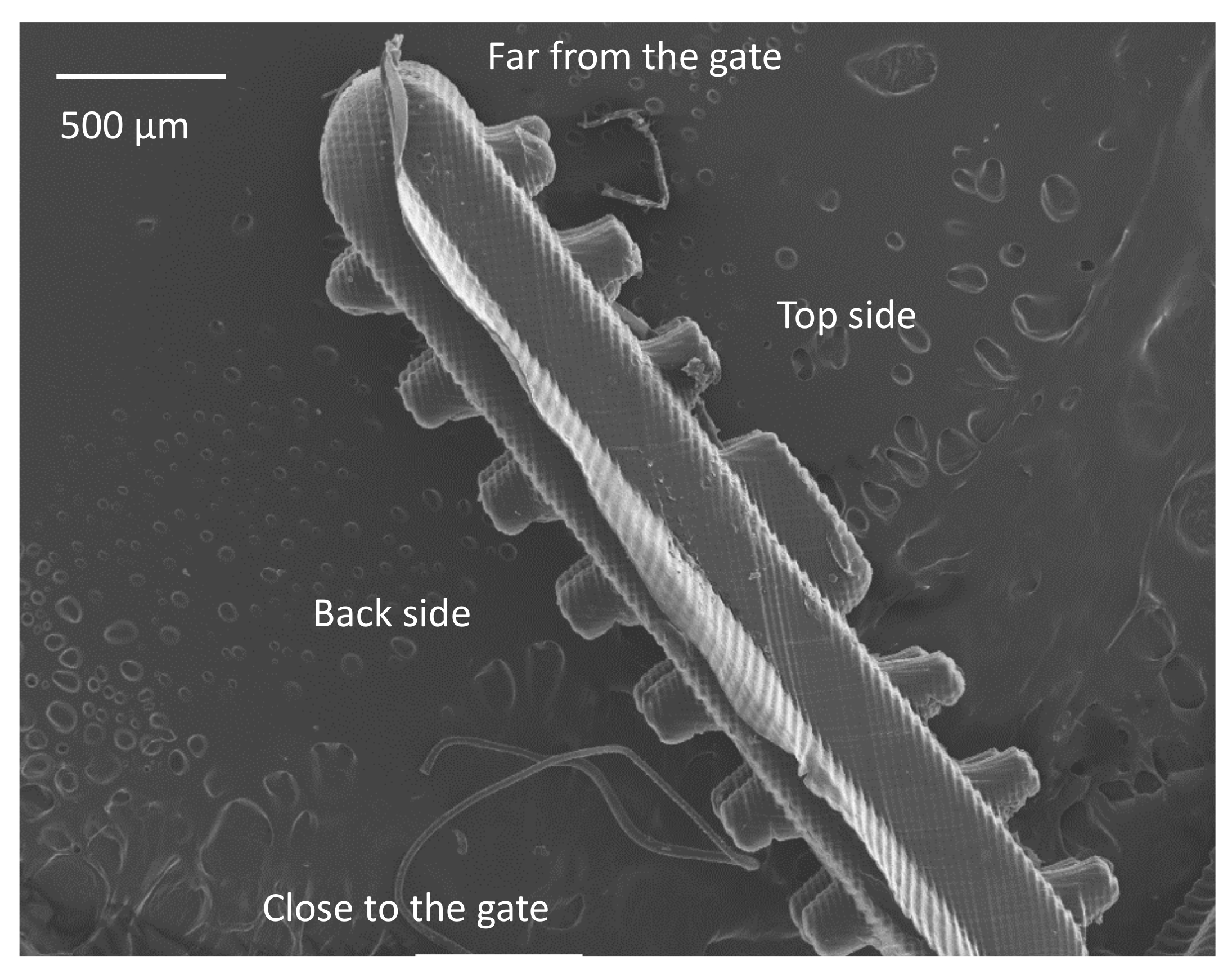
Опалубку процесс проиллюстрирован на рисунке 4. Столпы не параллельна оси опалубку. Не нарушая столба наблюдалось во всех исследованных образцах (рис. 5). В этом смысле распалубки был успешным. Это уже видно, что на положении далеко от-ворот столбов заметно ниже, чем на верхней стороне из-за падения давления. Что касается диаметра отличие от позиций не видно, что касается высоты.
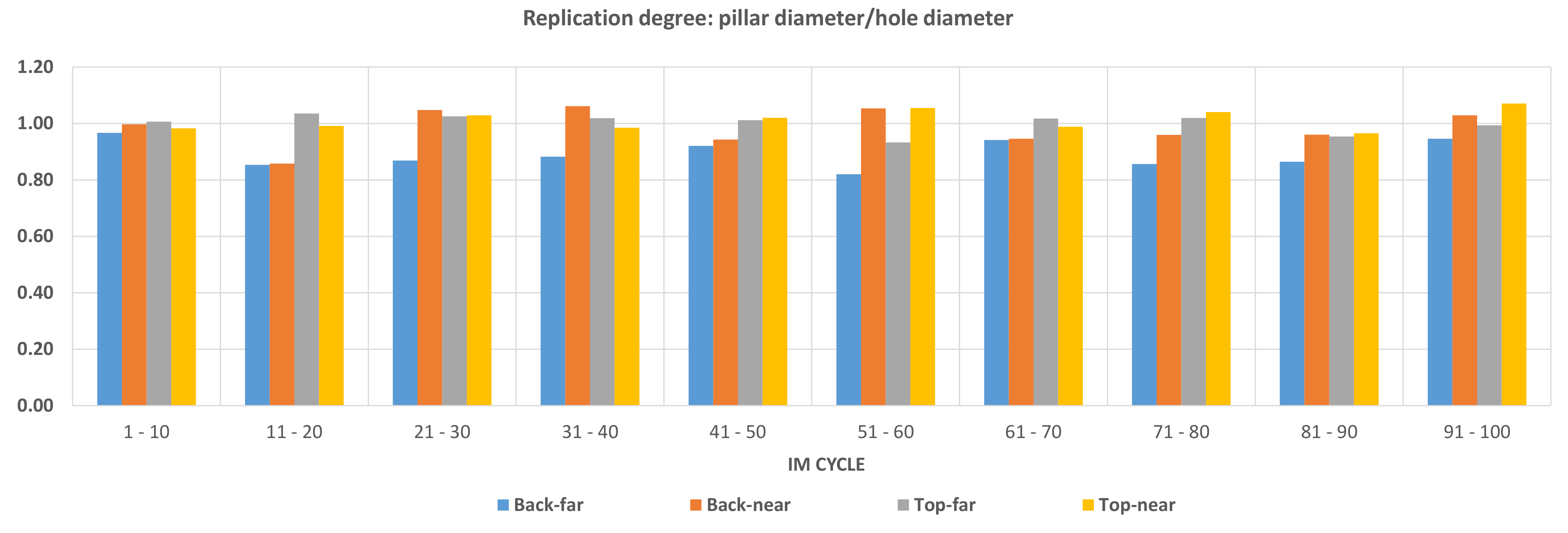
Рисунок 6 и 7 цифра иллюстрируют, как репликации распространяется вдоль 100 циклов для литья под давлением. Степень репликации определяется соотношение между штендеров и измерений вставок. Вдоль 100 циклов стабильный процесс был достигнут в каждой позиции относительно вертикальных и боковых репликации. Размер отверстия на вставки были неизменными после литья, который подтвердил этот вывод. Высота колонны, расположены далеко от ворот были ниже, чем те, которые размещены возле ворот, потому что полимерные потока увеличивает ее вязкость, когда длина потока увеличивается.
Параметры Литье инъекций были разнообразны в пределах диапазона, разрешенного материала таблицы. В окне изучение процесса, большинство трасс, достигли более чем 80 циклов, подтверждающий, что инструмент жизни ам вставляет не пострадал в окне изучение процесса. Однако растрескивание произошло для вставки для инъекций стороны в некоторых тестах, когда давление впрыска был высоким. Это связано с центральной части вставки, будучи намного тоньше.

Рисунок 3: вставки и реплик. () вставками, производимые Аддитивные производства образуют полости формы; отображается одна реплика полиэтилен (PE), производимых методом литья. Маркировка на линейке ссылки являются миллиметров; Номера Марк сантиметров. (b) сканирующего электронного микроскопа (SEM) изображение показывает на поверхности пластины; (c) SEM изображение показывает поверхности PE частей, изготовленных методом литья. ((a) и (b) были изменены с Чжан et al. 201722) пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.
{kind=link}

Рисунок 4: успешный распалубка. Распалубка была успешной, даже несмотря на то, что колонны не параллельна оси опалубку. () закрыть формы и (b) формы открыть для распалубка. (Эта цифра была изменена с Чжан et al. 201722) Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.
{kind=link}

Рисунок 5: SEM изображение сбоку одной случайной Тине. Исследованы четыре позиции помечены на изображении. (Эта цифра была изменена с Чжан et al. 201722) Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.
{kind=link}

Рисунок 6: компонент степени репликация высоту. Высота столба/глубина отверстия определяется степень репликация высоту столба. Среднее значение степени репликации на четырех позициях были отображены в каждой партии. Один из случайно выбранных образец измерялась в каждом пакете. Четыре позиции являются «Back далеко» для позиции далеко от ворот на обратной стороне, «Back возле «позиции возле ворот на обратной стороне, «Топ далеко» для позиции далеко от ворот на верхней, и «Топ районе» для позиции возле ворот на верхней стороне. (Эта цифра была изменена с Чжан et al. 2017 22) Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.
{kind=link}

Рисунок 7: компонент репликации степени диаметр. Диаметр столба/диаметр отверстия определяется степень репликации столбов диаметром. Среднее значение степени репликации на четырех позициях были отображены в каждой партии. Один из случайно выбранных образец измерялась в каждом пакете. Четыре позиции являются «Back далеко» для позиции далеко от ворот на обратной стороне, «Back возле «позиции возле ворот на обратной стороне, «Топ далеко» для позиции далеко от ворот на верхней, и «Топ районе» для позиции возле ворот на верхней стороне. (Эта цифра была изменена с Чжан et al. 2017 22). Пожалуйста, нажмите здесь, чтобы посмотреть большую версию этой фигуры.
{kind=link}
Обсуждение
Этот метод подходит для изготовления пластин для полимерных деталей со сложной формы. Он заменяет инструмент стальные формы полости в литьевая машина с набором мягкой инструмент вставки из полимеров. стоимость и время обработки уменьшается по сравнению с обычными обработки металлов; Таким образом сокращается цикл производства. Этот процесс цепь подходит для продуктов в производстве среднего масштаба (от 1000-10000 циклов инъекций литье или аналогичные), но высокие изменения в дизайне. Кроме того для 3D печатной пластины, требуются без специальных плесень плиты. Стандартные коммерческие инъекции формовки плит были приобретены и точностью по размеру вставки.
В текущем технологическом государство, мягкая оснастка не собственный механизм17. Механизм был выявлен связана температура тепловой деформации Вставка мягкая оснастка и разложение была обнаружена быть вследствие дегазации. Таким образом наиболее важным этапом является выбрать правильный смолы для вставок, производимые аддитивного производства. Тепловые и механические свойства определяет жизнь вставок, то есть, сколько циклов может выдержать в течение литья. Он также определяет диапазон лепных полимера; температура формы лепных полимера не должно быть выше, чем температура деформации материала вставки.
Второй критический шаг в протоколе является разработка вставки. Должны соблюдаться общие правила формы дизайна и механически слабые частей следует избегать на 3D печатной полимера вставить; в противном случае из-за сбоев как трещины будут затронуты стойкость инструмента.
Качество поверхности полученные инъекции формованных деталей ограничивается прикладным добавка производственного процесса. Пост-обработки например, химическое травление является возможное решение для улучшения качества поверхности. Точность поверхности функций является еще одним вопросом из-за процесса аддитивного производства.
Этот метод создаст возможность для создания микро особенности реальных свободной формы поверхности на новые требования промышленного производства платформы совещание. Таким образом этот метод имеет потенциал, чтобы быть применены и расследование для приложений в связи с следующего поколения медицинских устройств, которые требуют микро функции на сложных фигур, например в связи с медицинской или разработке устройств14 . Этот метод облегчения создания стоимости путем значительно снижение расходов для малого среднего тома серии продукций и положительно влияет на время, необходимое для производства в зазоре между 1-10 отдельных устройств и реальных массового производства. Она откроет новые высокоценных продуктов и дизайнерских решений.
Раскрытие информации
Авторы не имеют ничего сообщать.
Благодарности
Этот документ сообщает о работе, проделанной в рамках проекта «передовые обработки поверхности для имплантируемых медицинских устройств» финансируется фонд инноваций Дании. Автор с благодарностью отметить поддержку от европейских инновационные учебные сети MICROMAN «Процесс отпечатков пальцев для неисправностей Net форма Микропроизводственные» финансируется Horizon 2020 Рамочной программы научных исследований и инноваций Европейского Союз.
Материалы
| Name | Company | Catalog Number | Comments |
| Photopolymer resin | EnvisionTec | HTM140 V2 | |
| Resin mixing device | IKA | Vortex Genius 3 | |
| 3d printer | Envisiontec | Perfactory 3 | |
| UV light flash unit | EnvisionTec | Otoflash unit | |
| Polyethylene | lyondellbasell | PE Purell 1840 | |
| Injection moulding machine | Arburg | Allrounder 370A | |
| Image processing | SPIP | 6.2.8 |
Ссылки
- Doan, N., et al. Low-Cost Photolithographic Fabrication of Nanowires and Microfilters for Advanced Bioassay Devices. Sensors. 15 (3), 6091-6104 (2015).
- Lucchetta, G., et al. Effect of injection molded micro-structured polystyrene surfaces on proliferation of MC3T3-E1 cells. Express Polymer Letters. 9 (4), 354-361 (2015).
- Hu, H., Tian, H., Shao, J., Ding, Y., Jiang, C., Liu, H. Fabrication of bifocal microlens arrays based on controlled electrohydrodynamic reflowing of pre-patterned polymer. Journal of Micromechanics and Microengineering. 24 (9), 095027 (2014).
- Kolind, K., Dolatshahi-Pirouz, A., Lovmand, J., Pedersen, F. S., Foss, M., Besenbacher, F. A combinatorial screening of human fibroblast responses on micro-structured surfaces. Biomaterials. 31 (35), (2010).
- Wilkinson, C. D., Riehle, M., Wood, M., Gallagher, J., Curtis, A. S. G. The use of materials patterned on a nano- and micro-metric scale in cellular engineering. Materials Science and Engineering C. 19 (1-2), 263-269 (2002).
- Hansen, H. N., Hocken, R. J., Tosello, G. Replication of micro and nano surface geometries. CIRP Annals. 60 (2), 695-714 (2011).
- Metwally, K., Barriere, T., Khan-Malek, C. Replication of micrometric and sub-micrometric structured surfaces using micro-injection and micro-injection compression moulding. International Journal of Advanced Manufacturing Technology. 83 (5-8), 779-789 (2016).
- Nian, S. -. C. Novel embossing system for replicating micro-structures on curved surfaces. International Polymer Processing. 29 (3), 364-370 (2014).
- Bissacco, G., et al. Application of functional nano-patterning to polymer medical micro implants. Proceedings of the 4m/icomm2015 Conference. , (2015).
- Diaz Lantada, A., Piotter, V., Plewa, K., Barie, N., Guttmann, M., Wissmann, M. Toward mass production of microtextured microdevices: Linking rapid prototyping with microinjection molding. International Journal of Advanced Manufacturing Technology. 76 (5-8), 1011-1020 (2015).
- Volpato, N., Solis, D. M., Costa, C. A. An analysis of Digital ABS as a rapid tooling material for polymer injection moulding. International Journal of Materials and Product Technology. 52 (1-2), 3-16 (2016).
- Mischkot, M., Hansen, H. N., Pedersen, D. B. Additive manufacturing for the production of inserts for micro injection moulding. Proceedings of Euspen's 15th International Conference & Exhibition. , (2015).
- Zhang, Y., Hansen, H. N., Sørensen, S. Injection molding of micro pillars on vertical side walls using polyether-ether-ketone (PEEK). Proceeding of 11th International Conference on Micro Manufacturing. , (2016).
- Zhang, Y., Mischkot, M., Hansen, H. N., Hansen, P. Replication of microstructures on three-dimensional geometries by injection moulding of liquid silicone rubber. Proceedings of the 15th International Conference on Metrology and Properties of Engineering Surfaces, ASPE, March 2015. , (2015).
- . . Envisiontec Perfactory MML with ERM. Technical Specifications Document no. MK-MCS-P3MiniMulti-V01-FN-EN. , (2018).
- Hofstätter, T., Mischkot, M., Pedersen, D. B., Tosello, G., Hansen, H. N. Evolution of surface texture and cracks during injection molding of fiber-reinforced, additively-manufactured, injection molding inserts. Proceedings of ASPE Summer Topical Meeting 2016: Dimensional Accuracy and Surface Finish in Additive Manufacturing. , (2016).
- . Perfactory® Material Available from: https://envisiontec.com/wp-content/uploads/2016/09/MK-MTS-HTM140IndustrialIV-V01-FN-EN.pdf (2017)
- . Software Manual, 2010 Available from: https://digfablab.wikispaces.com/file/view/Getting+started.pdf (2010)
- . . Olympus LEXT OLS4100 laser scanning digital microscope Manual. , (2018).
- . SPIP™ - Analytical Software for Microscopy Available from: https://www.imagemet.com/products/spip/ (2017)
- Zhang, Y., Pedersen, D. B., Gøtje, A. S., Mischkot, M., Tosello, G. A soft tooling process chain employing additive manufacturing for injection molding of a 3d component with micro pillars. Journal of Manufacturing Processes. 27, 138-144 (2017).
Перепечатки и разрешения
Запросить разрешение на использование текста или рисунков этого JoVE статьи
Запросить разрешениеThis article has been published
Video Coming Soon
Авторские права © 2025 MyJoVE Corporation. Все права защищены