
Method Article
Eine weiche Werkzeuge Prozesskette für das Spritzgießen von ein 3D-Bauteil mit Micro Säulen
In diesem Artikel
Zusammenfassung
Ein Protokoll für die Herstellung von Spritzguss-Einsätze für komplexe Geometrie mit Mikro-Features auf Oberflächen mit Additive Manufacturing (AM) wird vorgestellt.
Zusammenfassung
Der Zweck dieses Papiers ist die Methode einer weichen Werkzeuge Prozesskette beschäftigt Additive Manufacturing (AM) für die Herstellung von Injektion Molding Einsätze mit Mikro Oberflächeneigenschaften zu präsentieren. Die Soft Tooling-Einsätze werden von Digital Light Processing (MwSt Foto Polymerisation) mit einem Photopolymer, die relativ hohen Temperaturea standhalten hergestellt. Die hier gefertigten Teil hat vier Zinken mit einem Winkel von 60°. Mikro-Säulen (Ø200 µm, Seitenverhältnis von 1) sind auf den Oberflächen von zwei Reihen angeordnet. Polyethylen (PE)-Spritzguss mit den weichen Werkzeuge Einsätzen wird verwendet, um die letzten Teile zu fertigen. Diese Methode zeigt, dass es möglich ist, Spritzteile mit Mikrostrukturen auf komplexe Geometrie durch additive hergestellten Einsätze zu erhalten. Die Bearbeitungszeit und die Kosten im Vergleich zum konventionellen Werkzeugbau Prozesse basierend auf Computer Numerical Control (CNC) Bearbeitung deutlich reduziert. Die Abmessungen der micro Funktionen werden durch die angewandte additive Fertigungsprozess beeinflusst. Die Lebensdauer der Einsätze feststellt, dass dieser Prozess für Pilotproduktion besser geeignet ist. Die Präzision der Einsätze wird durch die additive Fertigungsprozess sowie begrenzt.
Einleitung
Die vorgestellte Methode zielt auf die Herstellung von komplexen Oberflächen mit Mikro-Funktionen durch ein Soft-Tooling-Verfahren, d. h. Polymer additive Fertigung verwenden, um Einsätze für den Kunststoff-Spritzguss produzieren. Das heißt, sind Polymer Teile mit funktionalen Oberflächen Spritzguss von Polymer-Einsätze.
Oberfläche-Funktionalitäten können durch Mikro-Funktionen realisiert werden; zum Beispiel Doan Et al. 1 und Luchetta Et al. 2 zeigen funktionelle Oberflächen im Bereich der Zellbiologie und Hu Et al. 3 zeigt ein Beispiel für optische Elemente, etc. Eine Art von Flächenelementen, Mikro Säulen wurde intensiv untersucht, für die Förderung der Zellproliferation. Sie sind in der Lage, die Bindung zwischen der proliferierte Gewebe und der Oberfläche zu verbessern, wenn die Mikro Säulen in bestimmter Weise4,5gemustert sind.
Polymer Replikationen von Mikro-Funktionen wurden intensiv untersucht und präzise Formen kann durch viele Prozesse6erreicht werden. Zum Beispiel hat Metwally Et Al. High-Fidelity zwischen den Formteilen und Formenbau für die Replikation von Mikro und Sub-micro-Funktionen auf flachen Oberflächen7berichtet.
Es gibt viele Protokolle für Herstellung Mikro Säulen oder Features; jedoch können die meisten von ihnen nur auf flachen Oberflächen oder Flächen mit konstanter Krümmung angewendet werden. Zum Beispiel Nian Et al. 8 zeigte, dass Mikro-Funktionen durch Heißprägen auf einer gekrümmten Oberfläche erreicht werden können. Diese Protokolle sind nicht geeignet für komplexe Formen mit dreidimensionalen Oberflächen, die von den meisten realen Geräten benötigt werden. Offenbar, die Herstellung von drei dimensionale Hohlraum mit Mikro-Funktionen auf der Oberfläche stellt aktuelle Protokolle; Unterdessen kann Auswurf der Teile für hohes Aspektverhältnis Säulen auf eine komplexe Oberfläche fehlschlagen, wenn sie nicht senkrecht sind auf die demolding Richtung. Bissacco Et al. 9 verwendet 3D Formeinsätze und Sub-micro Funktionen durch Spritzguss erhalten; in ihrer Studie wurden Sub-micro Besonderheiten mit einem niedrigen Seitenverhältnis durch eine Aluminium Eloxieren Prozess erzeugt und durch Polymer auf ein komplexes Bauteil erfolgreich repliziert.
Forscher haben versucht, die Additiven Fertigung in den Prozessketten für Polymer-Replikation einbezogen werden, damit um die gestaltete Oberflächenstruktur zu erreichen. Lantada Et Al. beschrieben eine Prozesskette, die AM Prototypen beginnt, und dann beschäftigt Beschichtungstechniken für den Erhalt der metallischen Formeinsätze für Spritzguss-10. Polymer gefertigte Uhr Teile sind nachweislich unmittelbar anwendbar sein, da Schimmel11,12, fügt die soft Tooling Verfahren präsentiert in diesem Protokoll ist.
In unserer bisherigen Arbeit haben wir bewiesen, dass Ø4 µm PEEK Säulen (2 µm hoch) wurden erfolgreich demolded an einer senkrechten Wand durch Spritzguss-13. In diesem Protokoll der untersuchte Produkt ist ein Ring mit vier Zinken, jeweils mit einem Winkel von 60° charakterisiert. Dieses Produkt wurde von Zhang Et Al. untersucht 14, wo micro Funktionen wurden eingeführt, durch die Implementierung von vorgefertigten Nickel-Platten und Mikro Säulen (Ø4 µm) mit Aspect Ratio von 0,5 wurden von Silikon-Kautschuk-Spritzguss auf die Zinken erhalten.
In der vorgestellten Methode erhalten Sie Mikro Funktionen auf komplexen Oberflächen durch eine weiche Werkzeuge Prozesskette erstellt. Stahlform Hohlräume werden durch eine Reihe von Einsätzen von MwSt Foto-Polymerisation-basierte AM gemacht ersetzt. Im Vergleich zu Metall Uhr, AM Photopolymer basierend Technologie in der Lage, höhere Präzision15zu erreichen. Darüber hinaus die Bearbeitungszeit und die Kosten sinkt signifikant im Vergleich zu konventionellen Werkzeugen Prozesse basierend auf CNC-Bearbeitung. Laut einer aktuellen Fallstudie16mit Soft-Werkzeuge für das Thermoformen, die Kosten um 91 % reduziert während die verbrauchte Zeit um 93 % reduziert wird. Dieses Protokoll eignet sich für Produkte erfordern eine hohe Gestaltungsfreiheit und Fortgeschrittene Produktionsvolumen. Es ist erwiesen, dass Einsätze aus carbonfaserverstärkten Photopolymeren gefertigt bis zu 2500 Spritzguss-Zyklen für Polyethylen vor spürbar Schimmel Verschlechterung17standhalten können. Die Wahl der Spritzguss-Material wird durch die thermischen Eigenschaften der gewählten Photopolymer für Einsätze begrenzt. Polymere mit hohen Schmelztemperaturen können nicht in einem Photopolymer-Hohlraum angewendet werden. In dieser Studie wurde Polyethylen (PE) gewählt, um die Spritzguss-Test durchführen.
Protokoll
1. Legen Sie die Fabrikation durch Additive Manufacturing (AM)
- Entwerfen die erforderlichen Hohlräume von CAD-Software (siehe Zusatzmaterialien für Dateien, die in dieser Arbeit verwendet).
Hinweis: Fertigen Sie die Einsätze direkt auf die Bauphase ohne Unterstützung zu vermeiden, verziehen die Einsätze während der Härtung. Die Toleranz beträgt 0,05 mm. - Wählen Sie ein Harz für Foto-Polymerisation, insbesondere eine, die Druck und Hitze beim Spritzguss standhalten können.
Hinweis: Das Harz wählten wir (siehe Tabelle der Materialien) hat eine Zugfestigkeit von 56 MPa, Dehnung bei Bruch von 3,5 %, eine Biegefestigkeit von 115 MPa, einen Biege e-Modul von 3350 MPa und eine Hitze Durchbiegung Temperatur von 140 ° C18. - Mischen die geklammerten Photopolymer-Mischung (proprietäre Methylmethacrylat und Acrylamid mischen, mit einem TiO2 basierend Foto Initiator) für mindestens 30 Minuten durch Ausführen den materiellen Kanister auf einer Walze nass-Labor Flasche, Flasche Shaker oder ähnliche Mischvorrichtung.
- Bereiten Sie die fotomaschinen Polymerisation (Voxel-Größe von 16 µm):
- Überprüfen Sie für Bottom-Up-AM Computer, dass die Mehrwertsteuer Beschichtung unbeschädigt und gründlich gereinigt.
- Inspizieren Sie für Top-Down-Maschinen das Wischsystem für Mängel.
- Überprüfen Sie die Build-Phase zu und passen Sie die Build-Platte mit Manometer 100 µm Folie korrekt die Build-Platte, um die Mehrwertsteuer ausgleichen.
- Pre-entzünden Sie die Lichtquelle der Werkzeugmaschine, wenn möglich, stationäre Temperatur bevor voran zu erreichen. Diese Temperatur sollte 65 ° C in der light-Engine und 30 ° C im Inneren der Mehrwertsteuer.
- Importieren Sie die Geometrie in der Job-Vorbereitung-Software. Befolgen Sie die Anweisungen aus der Maschine Hersteller19.
- Weisen Sie geeignete Maschinen-Parameter entsprechend der gewählten Photopolymer (leichte Intensität und Schichtdicke für die eingesetzten Maschine).
- Führen Sie den Build mit der höchsten Auflösung Vertikalmaschine (25 µm in dieser Forschung).
- Reinigen Sie die gedruckten Einsätze.
- Spülen sie in Isopropanol ausgesetzt Ultraschallbad für 3 min. Spülen gründlich dreimal und sicherstellen, dass keine Photopolymer-Rückstände auf der Oberfläche der bedruckten Einsätze übrig ist.
- Lassen Sie das Lösungsmittel vollständig verdunsten bei Raumtemperatur und die Einsätze in einem Exsikkator über Nacht bei Raumtemperatur trocknen.
- Post zu heilen die getrockneten Einsätze mit UV Licht blinkt zweimal, jeweils bis zum Jahr 2000 mit einer Frequenz von 10 Blitze pro Sekunde blinkt (siehe Tabelle der Materialien).
(2) Spritzguss (IM)
- Die Mikro-Injektion-Modul auf einer konventionellen Spritzgießmaschine zu installieren (siehe Tabelle der Materialien).
Hinweis: In unserem Fall das Einspritzmodul hatte eine Schraube montiert in einem Winkel von 45°, der Schraubendurchmesser war 8 mm und die Spannkraft 100 kN. - Montieren Sie die Einsätze auf Formplatten.

Abbildung 1: Spritzgießmaschine mit Gußformen. (a) die spritzseite wird mit den Platten montiert. Der Einsatz wird durch einen roten Kreis markiert. (b) die beweglichen Seite setzt sich mit den Platten mit Auswurf Pin. Der Einsatz wird durch einen roten Kreis markiert. Bitte klicken Sie hier für eine größere Version dieser Figur.
{kind=link}
- Um Variationen während des Druckvorgangs berücksichtigen, manuell machen Sie leichte Änderungen an den Einsätzen notwendig, um die Form zu passen.
- Die Maschine der Formplatten anschrauben.
- PE-Granulat auf den Trichter zu laden.
- Einstellen der Maschinenparameter TForm bei 60 ° C, TLauf bei 175 ° C und VInjektion bei 65 mm/s. ermöglichen ausreichende Kühlzeit für den Teil zu auszuschmelzen werden.
- Erhitzen Sie die Schraube bei 31 ° C, 155 ° C, 165 ° C, 170 ° C, und 175 ° C vom 1. bis 5. Sitzung. Wenn die Schmelzetemperatur ist 175 ° C, genaue Spritzgießen zu starten. Sobald die Kavität gefüllt ist, pflegen Sie die Verpackung Druck von 300 Bar für 5 Sekunden zum Ausgleich von PE-Schrumpfung.
- Öffnen der Formwerkzeugs und die Auswurf Pin, schieben Sie den PE-Teil aus der beweglichen Seite einfügen lassen. Wenn der PE-Teil auf dem Einsatz eingespannt ist, nehmen Sie den Teil von hand heraus.
- Stoppen Sie die Maschine bei 100 Zyklen von Spritzguss (ein Zyklus wird vom definiert, wenn die Form geschlossen wird, bis der Teil ausgeworfen wird).
3. die Qualitätsbeurteilung
- Messen Sie den Durchmesser und die Tiefe der Löcher auf die Einsätze vor dem Kunststoffspritzguss durch eine Laser-scanning-digital-Mikroskop20 . Messen Sie auf beide Einsätze; Messen Sie bei jeder Einfügung vier Löcher auf zwei Bereiche mit unterschiedlichen Abstand zum Tor "in der Nähe von the Gate" und "Far from the Gate".

Abbildung 2: auf dem CAD-Bild der Einsätze hervorgehobenen Bereiche gemessen. (a) das beweglichen Seite einfügen entsprechen den Hintern des Replikats; (b) die spritzseite entspricht die Oberseiten des Replikats. Die Injektion Tor lokalisiert in der Mitte. Zwei Bereiche mit Unterschied-Entfernung zum Tor, "Far from the Gate" und "in der Nähe von the Gate" werden in der Forschung verglichen. (Diese Abbildung wurde von Zhang Et Al. 201722modifiziert) Bitte klicken Sie hier für eine größere Version dieser Figur.
{kind=link}
- Durchmesser messen und die Höhe der Säulen auf die nachverfolgten Zinken aus Spritzguss gewonnen.
Hinweis: Gruppieren Sie die erhaltenen PE Teile in Chargen von 10 Stück; d. h. 1-10 ist die 1. Charge, 11-20 ist die 2. Charge; bis das letzte Stück. Verwenden Sie eine Stichprobe in jeder Charge zu und führen Sie die Messungen an der Ober- und Rückseite; Messen Sie auf jeder Seite vier Säulen auf zwei Bereiche mit unterschiedlichen Abstand zum Tor ("nahe dem Tor" und "Far from the Gate"). - Analysieren von Daten mit Hilfe von Bildverarbeitungs-Software21 um die Dimensionen zu erhalten.
Ergebnisse
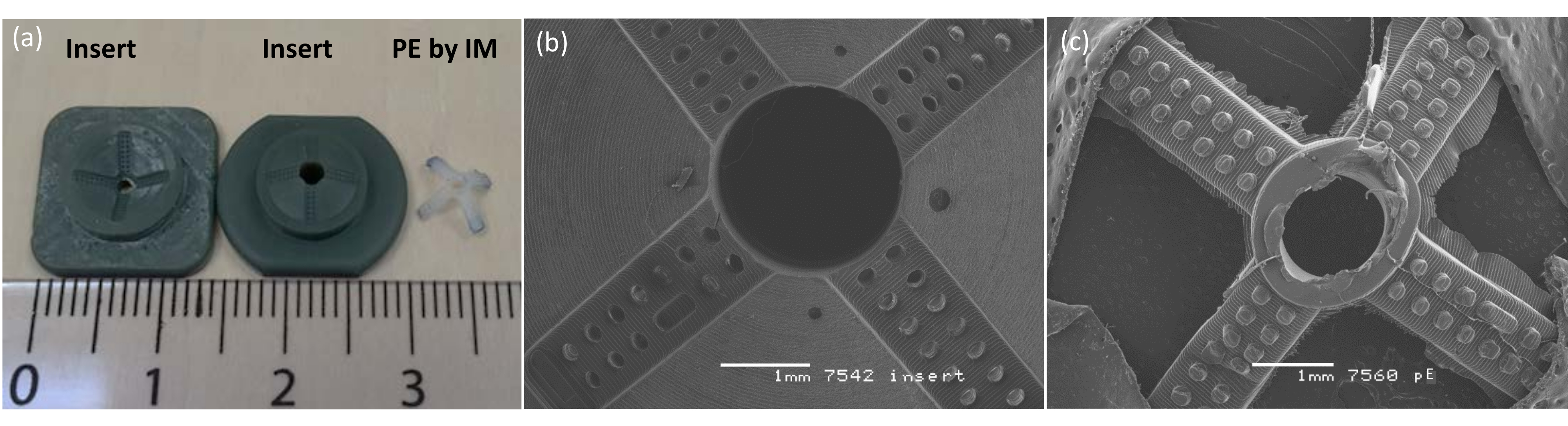
Abbildung 3 zeigt die Einsätze von AM hergestellt und die PE-Teile von Spritzguss hergestellt. Zwei Reihen von kreisförmigen Löcher wurden senkrecht auf die Oberfläche, auf die Zinken (Abbildung 3 (b)). Das Nennmaß der Löcher auf der Einsätze ist Ø200 µm und 200 µm in der Tiefe, mit einem Abstand von Mitte zu Mitte 400 µm. Die Schichtstrukturen aufgrund der AM Prozess sind deutlich sichtbar. Linie links unten gibt es eine sichtbare faltende Markierung, die unbeabsichtigt während der Vorbereitung für SEM stattfand
Der demolding Prozess ist in Abbildung 4dargestellt. Säulen sind nicht parallel zur Richtung demolding. Keine Säule brechen wurde in allen untersuchten Proben (Abbildung 5) beobachtet. In diesem Sinne war die Entformung erfolgreich. Es ist schon sichtbar, dass die Säulen, auf die Position des weit vom Tor vor allem niedriger als auf der Oberseite durch den Druckabfall. Der Durchmesser der Unterschied zu Positionen sind nicht so prominent wie für die Höhe.
Abbildung 6 und Abbildung 7 veranschaulichen, wie die Replikation entlang der 100 Zyklen von Spritzguss propagiert. Der Grad der Replikation wird definiert durch das Verhältnis zwischen der Säule und die Dimension der Einsätze. Entlang der 100 Zyklen wurde in jeder Position über vertikale und laterale Replikation stabiler Prozess erreicht. Die Dimension der Löcher auf die Einsätze waren unverändert nach dem Spritzgießen, die diese Schlussfolgerung bestätigt. Die Höhe der Säulen positioniert weit von das Tor waren niedriger als die nahe dem Tor platziert, weil polymerfluss seine Viskosität erhöht, steigt die Fließlänge.
Formteil Spritzparameter wurden innerhalb des Bereichs erlaubt durch die Werkstoffdatenblatt variiert. Im Prozessfenster erforschten, die meisten Abfahrten erreicht mehr als 80 Zyklen wurde bestätigt, dass die Standzeit der HV fügt im erforschten Prozessfenster nicht beeinflusst. Allerdings knacken traten zu den Einsätzen für spritzseite in einigen Tests wenn der Einspritzdruck hoch war. Dies liegt an den Mittelteil des Einsatzes wird viel dünner.

Abbildung 3: Einsätze und Repliken. (a) Einsätze von additive Fertigungsprozess hergestellt bilden die Kavität; ein Polyethylen (PE) Replikat von Spritzguss hergestellt wird angezeigt. Markierungen auf dem Lineal Referenz sind Millimeter; Zahlen markieren Zentimeter. (b) Rasterelektronenmikroskop (REM) Bild zeigt die Oberfläche des Einsatzes; (c) SEM Bild zeigt die Oberfläche der PE Teile Spritzgussverfahren hergestellt. ((a) und (b) von Zhang Et Al. 201722geändert wurden) Bitte klicken Sie hier für eine größere Version dieser Figur.
{kind=link}

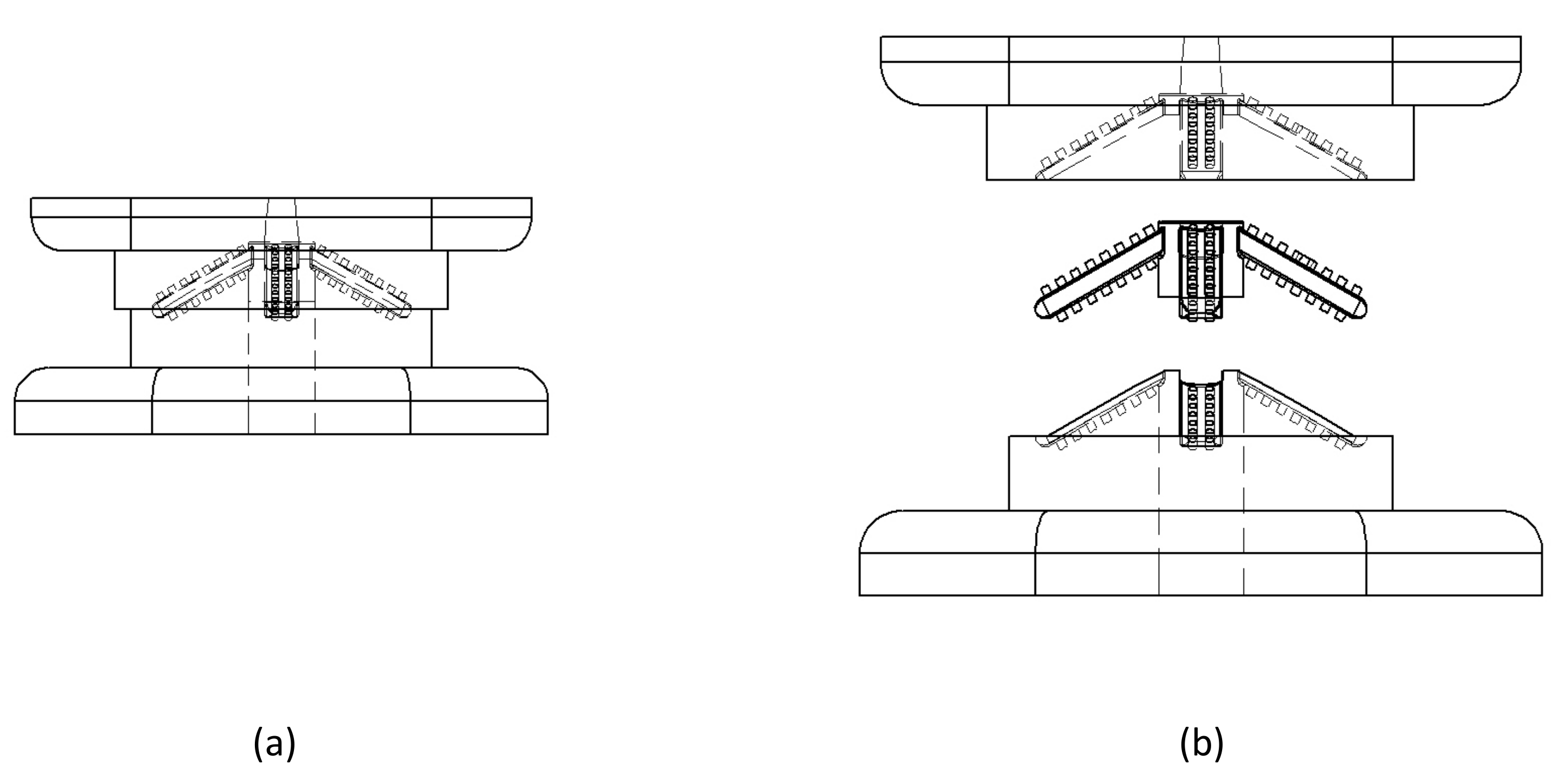
Abbildung 4: erfolgreiche Entformung. Die Entformung war erfolgreich, obwohl Säulen nicht parallel zur Richtung demolding sind. (a) Formen schließen und (b) Formen öffnen für Entformung. (Diese Abbildung wurde von Zhang Et Al. 201722modifiziert) Bitte klicken Sie hier für eine größere Version dieser Figur.
{kind=link}

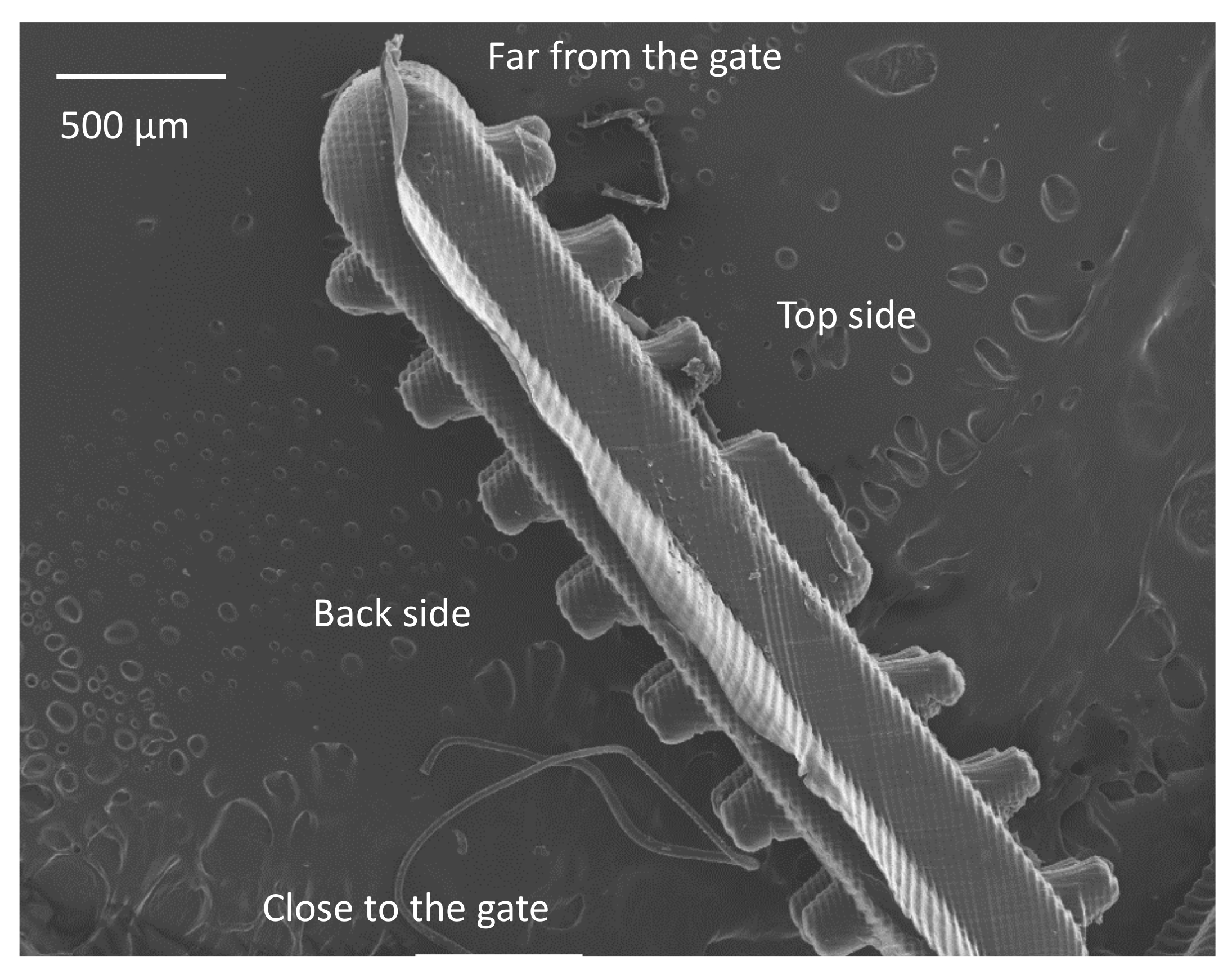
Abbildung 5: REM-Aufnahme der Seitenansicht eine zufällige Zinke. Die untersuchten vier Positionen sind auf dem Bild gekennzeichnet. (Diese Abbildung wurde von Zhang Et Al. 201722modifiziert) Bitte klicken Sie hier für eine größere Version dieser Figur.
{kind=link}

Abbildung 6: Säule Höhe Replikation Grad. Replikation ist der Säule Höhe durch die Höhe der Säule/Tiefe des Loches definiert. Der Mittelwert der Replikation Grad an den vier Positionen wurde in jeder Charge angezeigt. Eine zufällig ausgewählte Stichprobe wurde in jeder Charge gemessen. Die vier Positionen sind für die Position weit von das Tor auf der Rückseite "Rücken-in der Nähe von" für die Position neben dem Tor auf der Rückseite, "Top-weit" für die Position weit von das Tor an der Oberseite "Rücken-weit" und "Top-in der Nähe von" für die Position in der Nähe von das Tor auf der Oberseite. (Diese Abbildung wurde von Zhang Et Al. 2017 22modifiziert) Bitte klicken Sie hier für eine größere Version dieser Figur.
{kind=link}

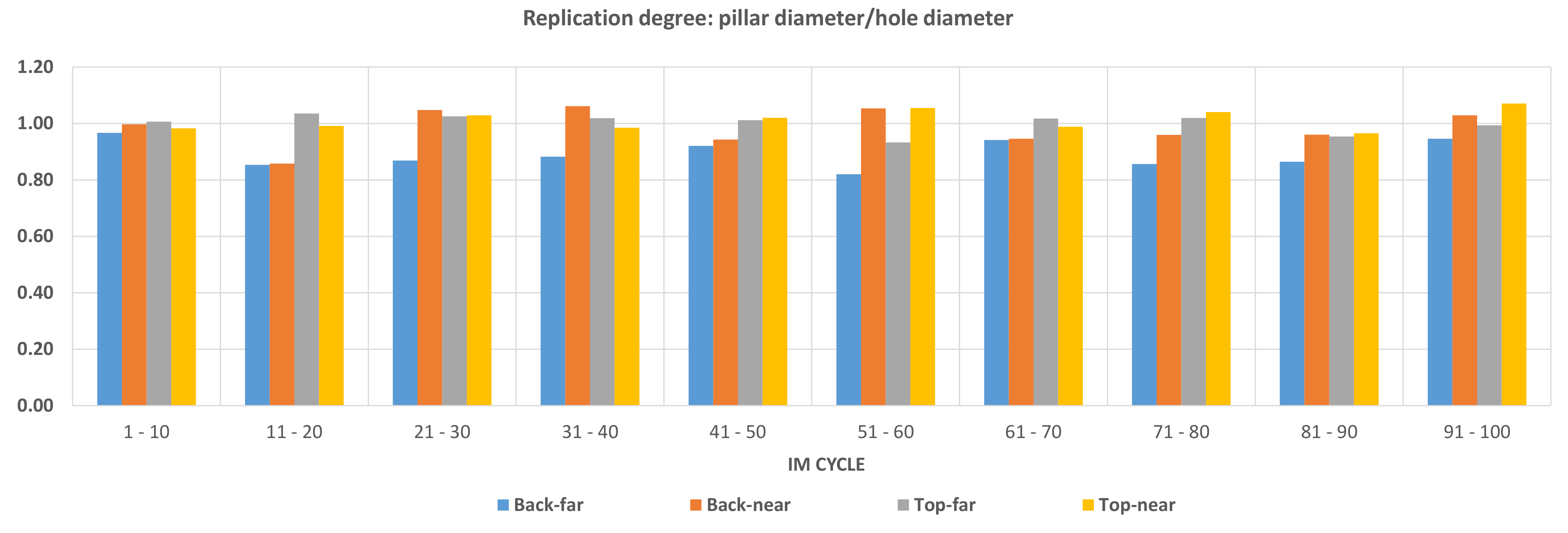
Abbildung 7: Säule Durchmesser Replikation Grad. Replikation ist der Säulen-Durchmesser vom Durchmesser der Säule/Durchmesser der Bohrung definiert. Der Mittelwert der Replikation Grad an den vier Positionen wurde in jeder Charge angezeigt. Eine zufällig ausgewählte Stichprobe wurde in jeder Charge gemessen. Die vier Positionen sind für die Position weit von das Tor auf der Rückseite "Rücken-in der Nähe von" für die Position neben dem Tor auf der Rückseite, "Top-weit" für die Position weit von das Tor an der Oberseite "Rücken-weit" und "Top-in der Nähe von" für die Lage in der Nähe von das Tor auf der Oberseite. (Diese Abbildung wurde von Zhang Et Al. 2017 22geändert). Bitte klicken Sie hier für eine größere Version dieser Figur.
{kind=link}
Diskussion
Diese Methode ist geeignet für die Herstellung von Einlagen für Polymer-Teile mit komplexen Formen. Es ersetzt die Stahlform Werkzeugraum in der Spritzgießmaschine mit einer Reihe von weichen einsatzwerkzeuge aus Polymeren gefertigt. die Bearbeitungszeit und die Kosten reduziert im Vergleich zu konventionellen Metallbearbeitung; Daher ist der Zyklus der Produktion verkürzt. Diese Prozesskette eignet sich für Produkte in der mittleren Skala (von 1000-10.000 Zyklen durch Injektion Molding o.ä.) Produktion, aber große Unterschiede im Design. Darüber hinaus sind keine speziellen Formplatten für 3D gedruckte Beilagen erforderlich. Standard kommerzielle Injection Molding Platten wurden gekauft und bearbeitet, um die Einsätze passen.
Bei der aktuellen Technologie versagt Zustand weich Werkzeugbau durch eine ausgeprägte Mechanismus17. Den Versagensmechanismus ist gekennzeichnet worden, um die Hitze Durchbiegung Temperatur des weichen Werkzeuge Einsatzes verknüpft werden und die Zersetzung durch Ausgasung zu identifiziert worden. Daher ist die wichtigste Schritt, wählen das richtige Harz für die Einsätze von Additiven Fertigung produziert. Die thermische und mechanische Eigenschaft bestimmt das Leben der Einsätze, d. h. wie viele Zyklen es beim Spritzguss standhalten kann. Es bestimmt auch den Bereich der geformte Polymer; die Formtemperatur geformte Polymer sollte nicht höher als die Temperatur der Durchbiegung des Werkstoffes einfügen.
Der zweite wichtige Schritt in das Protokoll ist das Design des Einsatzes. Allgemeine Regeln der Formengestaltung befolgt werden und mechanisch schwachen Teile vermieden werden, auf eine 3D gedruckte Polymer-Insert; Andernfalls wird die Standzeit aufgrund von Ausfällen wie Risse beeinflusst werden.
Die Oberflächenqualität der erhaltenen Spritzguss-Teile wird durch die angewandte additive Fertigungsprozess begrenzt. Post-processing-wie z. B. chemische Ätzung ist eine mögliche Lösung für die Oberflächenqualität verbessern. Präzision von der Oberflächenmerkmalen ist ein anderes Thema aufgrund der additiven Fertigung.
Diese Methode erstellt die Möglichkeit zum Erstellen von Mikro Features auf echte Freiform-Oberfläche auf eine neue Produktions-Plattform-Meeting industrielle Anforderungen. Daher hat diese Methode das Potenzial, angewendet und für Anwendungen im Zusammenhang mit der nächsten Generation medizinische Geräte, die Mikro Funktionen auf komplexen Formen, zum Beispiel im Zusammenhang mit medizinischen Geräten oder implantieren Geräte14 müssen untersucht werden . Diese Methode erleichtert Wertschöpfung durch deutlich reduzierte Kosten für kleine bis mittlere Volumen Serienproduktionen, und die Zeitskala für die Produktion in die Lücke zwischen 1-10 Einzelgeräte und echte Massenproduktion positiv zu beeinflussen. Es öffnet sich neuen qualitativ hochwertigen Produkten und Design-Lösungen.
Offenlegungen
Die Autoren haben nichts preisgeben.
Danksagungen
Dieses Papier berichtet arbeiten im Zusammenhang mit dem Projekt "Erweiterte Oberflächenbehandlung für implantierbare Medizinprodukte" Innovationsfonds Dänemark finanziert. Der Autor dankbar anerkennen, die Unterstützung von europäischen Innovative Ausbildung Netzwerk MICROMAN "Fingerabdruck für Null-Fehler-Net-Shape Mikrofertigungstechnik Prozess" gefördert durch das Horizon 2020-Rahmenprogramm für Forschung und Innovation der Europäischen Union.
Materialien
| Name | Company | Catalog Number | Comments |
| Photopolymer resin | EnvisionTec | HTM140 V2 | |
| Resin mixing device | IKA | Vortex Genius 3 | |
| 3d printer | Envisiontec | Perfactory 3 | |
| UV light flash unit | EnvisionTec | Otoflash unit | |
| Polyethylene | lyondellbasell | PE Purell 1840 | |
| Injection moulding machine | Arburg | Allrounder 370A | |
| Image processing | SPIP | 6.2.8 |
Referenzen
- Doan, N., et al. Low-Cost Photolithographic Fabrication of Nanowires and Microfilters for Advanced Bioassay Devices. Sensors. 15 (3), 6091-6104 (2015).
- Lucchetta, G., et al. Effect of injection molded micro-structured polystyrene surfaces on proliferation of MC3T3-E1 cells. Express Polymer Letters. 9 (4), 354-361 (2015).
- Hu, H., Tian, H., Shao, J., Ding, Y., Jiang, C., Liu, H. Fabrication of bifocal microlens arrays based on controlled electrohydrodynamic reflowing of pre-patterned polymer. Journal of Micromechanics and Microengineering. 24 (9), 095027 (2014).
- Kolind, K., Dolatshahi-Pirouz, A., Lovmand, J., Pedersen, F. S., Foss, M., Besenbacher, F. A combinatorial screening of human fibroblast responses on micro-structured surfaces. Biomaterials. 31 (35), (2010).
- Wilkinson, C. D., Riehle, M., Wood, M., Gallagher, J., Curtis, A. S. G. The use of materials patterned on a nano- and micro-metric scale in cellular engineering. Materials Science and Engineering C. 19 (1-2), 263-269 (2002).
- Hansen, H. N., Hocken, R. J., Tosello, G. Replication of micro and nano surface geometries. CIRP Annals. 60 (2), 695-714 (2011).
- Metwally, K., Barriere, T., Khan-Malek, C. Replication of micrometric and sub-micrometric structured surfaces using micro-injection and micro-injection compression moulding. International Journal of Advanced Manufacturing Technology. 83 (5-8), 779-789 (2016).
- Nian, S. -. C. Novel embossing system for replicating micro-structures on curved surfaces. International Polymer Processing. 29 (3), 364-370 (2014).
- Bissacco, G., et al. Application of functional nano-patterning to polymer medical micro implants. Proceedings of the 4m/icomm2015 Conference. , (2015).
- Diaz Lantada, A., Piotter, V., Plewa, K., Barie, N., Guttmann, M., Wissmann, M. Toward mass production of microtextured microdevices: Linking rapid prototyping with microinjection molding. International Journal of Advanced Manufacturing Technology. 76 (5-8), 1011-1020 (2015).
- Volpato, N., Solis, D. M., Costa, C. A. An analysis of Digital ABS as a rapid tooling material for polymer injection moulding. International Journal of Materials and Product Technology. 52 (1-2), 3-16 (2016).
- Mischkot, M., Hansen, H. N., Pedersen, D. B. Additive manufacturing for the production of inserts for micro injection moulding. Proceedings of Euspen's 15th International Conference & Exhibition. , (2015).
- Zhang, Y., Hansen, H. N., Sørensen, S. Injection molding of micro pillars on vertical side walls using polyether-ether-ketone (PEEK). Proceeding of 11th International Conference on Micro Manufacturing. , (2016).
- Zhang, Y., Mischkot, M., Hansen, H. N., Hansen, P. Replication of microstructures on three-dimensional geometries by injection moulding of liquid silicone rubber. Proceedings of the 15th International Conference on Metrology and Properties of Engineering Surfaces, ASPE, March 2015. , (2015).
- . . Envisiontec Perfactory MML with ERM. Technical Specifications Document no. MK-MCS-P3MiniMulti-V01-FN-EN. , (2018).
- Hofstätter, T., Mischkot, M., Pedersen, D. B., Tosello, G., Hansen, H. N. Evolution of surface texture and cracks during injection molding of fiber-reinforced, additively-manufactured, injection molding inserts. Proceedings of ASPE Summer Topical Meeting 2016: Dimensional Accuracy and Surface Finish in Additive Manufacturing. , (2016).
- . Perfactory® Material Available from: https://envisiontec.com/wp-content/uploads/2016/09/MK-MTS-HTM140IndustrialIV-V01-FN-EN.pdf (2017)
- . Software Manual, 2010 Available from: https://digfablab.wikispaces.com/file/view/Getting+started.pdf (2010)
- . . Olympus LEXT OLS4100 laser scanning digital microscope Manual. , (2018).
- . SPIP™ - Analytical Software for Microscopy Available from: https://www.imagemet.com/products/spip/ (2017)
- Zhang, Y., Pedersen, D. B., Gøtje, A. S., Mischkot, M., Tosello, G. A soft tooling process chain employing additive manufacturing for injection molding of a 3d component with micro pillars. Journal of Manufacturing Processes. 27, 138-144 (2017).
Nachdrucke und Genehmigungen
Genehmigung beantragen, um den Text oder die Abbildungen dieses JoVE-Artikels zu verwenden
Genehmigung beantragenWeitere Artikel entdecken
This article has been published
Video Coming Soon
Copyright © 2025 MyJoVE Corporation. Alle Rechte vorbehalten