
Method Article
Le sfide in reologico Caratterizzazione di sospensioni altamente concentrato - un caso di studio per la serigrafia paste d'argento
In questo articolo
Riepilogo
A protocol for a robust and application relevant rheological characterization of highly concentrated suspensions is presented. Silver pastes used for screen-printing application in solar cell production are employed as model systems.
Abstract
A comprehensive rheological characterization of highly concentrated suspensions or pastes is mandatory for a targeted product development meeting the manifold requirements during processing and application of such complex fluids. In this investigation, measuring protocols for a conclusive assessment of different process relevant rheological parameters have been evaluated. This includes the determination of yield stress, viscosity, wall slip velocity, structural recovery after large deformation and elongation at break as well as tensile force during filament stretching.
The importance of concomitant video recordings during parallel-plate rotational rheometry for a significant determination of rheological quantities is demonstrated. The deformation profile and flow field at the sample edge can be determined using appropriate markers. Thus, measurement parameter settings and plate roughness values can be identified for which yield stress and viscosity measurements are possible. Slip velocity can be measured directly and measuring conditions at which plug flow, shear banding or sample spillover occur can be identified clearly.
Video recordings further confirm that the change in shear moduli observed during three stage oscillatory shear tests with small deformation amplitude in stage I and III but large oscillation amplitude in stage II can be directly attributed to structural break down and recovery. For the pastes investigated here, the degree of irreversible, shear-induced structural change increases with increasing deformation amplitude in stage II until a saturation is reached at deformations corresponding to the crossover of G' and G'', but the irreversible damage is independent of the duration of large amplitude shear.
A capillary breakup elongational rheometer and a tensile tester have been used to characterize deformation and breakup behavior of highly filled pastes in uniaxial elongation. Significant differences were observed in all experiments described above for two commercial screen-printing silver pastes used for front side metallization of Si-solar cells.
Introduzione
Fronte metallizzazione lato delle celle solari al silicio è comunemente realizzato con serigrafia tradizionale. Inoltre la stampa stencil, stampa a getto d'inchiostro e stampa flessografica 1, serigrafia è stata utilizzata dal 1970 per numerose applicazioni di stampa 2. Si tratta di una tecnica versatile e nella produzione di celle solari, assicura metallizzazione semplice e veloce ad un costo di stampa bassa. Tuttavia, le proprietà di flusso di paste serigrafiche devono essere regolati con cura per garantire indisturbati, senza difetti di lavorazione. Questo è particolarmente impegnativo metallizzazione cella solare dal strette motivi a linee uniformi devono essere raggiunti. Inoltre, pasta ricette devono essere adattati con attenzione per evitare la sedimentazione delle particelle di argento alta densità, separazione di fase e aggregazione delle particelle.
Le paste serigrafiche conduttrici altamente concentrati per metallizzazione lato anteriore delle celle solari Mainly costituiti da tre componenti 3, 4, 5, 6: il materiale conduttivo, particelle di argento generalmente micron dimensioni fornendo buona conduttività elettrica 7, 8; la fase continua, il cosiddetto veicolo, una miscela di leganti organici, solventi e additivi che promuovono bagnatura particella, formazione della pellicola e l'adesione al substrato che comprende anche additivi per regolare il comportamento del flusso, in particolare permettendo la pasta di passare le maglie dello schermo strette facilmente; e il legante inorganico (polvere di vetro) agisce come promotore di adesione e attiva il processo di sinterizzazione a temperature più basse.
Stampa di linee sottili con un elevato rapporto di aspetto richiede paste d'argento che esibiscono uno stress alto rendimento e un comportamento shear-assottigliamento pronunciato 9. Lo stress alto rendimento garantisce una buona shape precisione e di formato alto, mentre forte shear-assottigliamento e corrispondentemente bassa viscosità ad alte velocità di taglio sono necessari quando la pasta scorre attraverso le aperture delle maglie strette, dove la pasta viene esposta ad alte velocità di taglio prevede che saranno oltre 10 3 s -1 10.
Durante il processo di stampa, paste sono esposti a molto differenti tassi di deformazione e sollecitazioni. In primo luogo, la pasta riposa sullo schermo; quindi gli atti tergipavimento e la pasta penetra attraverso aperture schermo sul substrato. Dopo l'applicazione della colla sul wafer di silicio, la struttura e la viscosità deve recuperare rapidamente vietare pasta diffusione sul substrato. Ciò ridurrebbe prestazioni della cella solare a causa di maggiori perdite di schermatura 10, 11, 12, 13, 14, 15. Interruzioni, i cosiddetti meshmarks, in linee barretta stampati possono verificarsi in punti di incrocio di fili della maglia seconda pasta reologia. Il tempo per il riassorbimento degli meshmarks dovrebbe essere tutto il tempo necessario, ma anche abbastanza breve per mantenere la linea dito diffondere il più basso possibile 16.
La pressione della racla richiesta per la pasta di fluire attraverso le maglie sul substrato deve essere attentamente regolata allo stress alto rendimento necessario fornire una buona precisione di figura 3, 6, 9, 17, 18. Le particelle sono strettamente imballati, interagiscono con forza e formano strutture complesse. Di conseguenza, oltre a snervamento, assottigliamento delle cesoie e tissotropia, vari altri fenomeni di flusso complessi come bande taglio o valanga possono verificarsi in tali sospensioni 19, 20 </ sup>, 21. Slittamento parete è anche fondamentale per sospensioni concentrate 22, 23, 24, 25. Un sottile strato di liquido di viscosità più bassa, cioè uno strato impoverito o privo di particelle è formata vicino alla parete 25, 26, 27, 28, 29, 30, 31 e può controllare il flusso attraverso spazi ristretti o canali.
Quindi, una caratterizzazione reologica completa di paste serigrafiche è essenziale al fine di migliorare le caratteristiche di lavorazione e le caratteristiche del prodotto. In questo studio, due paste d'argento commerciali sono caratterizzati. Queste paste presentano sostanzialmente diverse prestazioni di stampa. Il char reologicoacterization di tali materiali è molto esigente. Anche il semplice determinazione della viscosità di taglio costante utilizzando un reometro rotazionale è una sfida importante causa di slittamento parete, a flusso a pistone, taglio strisce e pasta fuoriuscita. Di conseguenza, gli studi precedenti focalizzati su misurazioni oscillatori di taglio 10, 17, 21 o sulla caratterizzazione di basse paste d'argento concentrate, cosiddetti inchiostri 3, 6, 15, per cui difficilmente verificarsi i suddetti fenomeni.
Protocolli per una caratterizzazione robusta e significativa del comportamento del flusso di paste d'argento concentrate possono essere definite con l'aiuto di registrazioni video. Un reometro rotazionale di taglio con un apparecchio campione parallelo-piastra è usata in questo studio, dimostrando chiaramente che il flusso spina, slittamento parete e taglio bande dipendono dalla piastra grezzaness in modo non banale.
Nel lavoro precedente, dipendente dal tempo sviluppo di slittamento parete a flusso costante di torsione sospensioni concentrate stata esaminata per differenti rugosità piastra. Il flusso di sospensioni altamente concentrate di sfere di vetro solide in soluzione legante polimerico è stato visualizzato e un aumentato piastra o ruvidità cilindro interno impedito slittamento parete. Tuttavia, aumentando piastra rugosità portato frattura dei campioni 22, 25. Rottura è avvenuta a piccole velocità di taglio apparenti quando la rugosità delle pareti è stata aumentata. Le punte delle asperità delle superfici ruvide possono fungere da punti di concentrazione delle tensioni alla superficie della piastra, avviando frattura a sollecitazioni di taglio T si minore della tensione di snervamento τ y 25.
slittamento parete è considerata importante per le prestazioni dello schermo-stampa di paste altamente concentrati. Il passato e scivola attraverso le maglie più facile a maggior slittamento parete e suo deposito sul substrato aumenta significativamente 32. Con l'aiuto di registrazioni video, slittamento parete può essere osservato direttamente per diversi protocolli sperimentali. La velocità di scorrimento può essere determinata direttamente dalla velocità angolare del piatto rotante utilizzando piastre lisce con bassa rugosità. Ma la determinazione comportamento di flusso su paste d'argento è una limitazione intrinseca. Le sospensioni non sono trasparenti, osservazioni sul campo di flusso in modo ottico possono essere fatte solo al bordo del campione. Studi precedenti hanno tentato di determinare slittamento parete e deformazione all'interno dei campioni simultaneamente. Essi hanno osservato slittamento sotto della tensione di snervamento e trovarono una dipendenza quadratica velocità di scorrimento sulla sollecitazione di taglio. Il comportamento reologico delle sospensioni argilla trasparenti è stata studiata mediante Pignon 27 a seguito della deformazione di una linea di pigmento colorante iniettato nel materiale sfuso. Persello et al.xref "> 26 hanno studiato sospensioni di silice acquose concentrate. Essi hanno scoperto che l'aumento piastra rugosità per sopprimere slittamento parete non comporta una deformazione campione omogeneo ma provocò frattura rinfusa. slittamento e deformazione del campione in paste di particelle microgel morbide ed emulsioni concentrate è stata intensamente discusso in una serie di articoli 28, 29, 30, 31. particelle traccianti fluorescenti sono stati usati per determinare il campo di flusso all'interno di questi campioni trasparenti in una geometria cono piastra. Hanno trovato una caratteristica velocità di scorrimento V * alla tensione di snervamento del rispettivo materiale ed una legge di potenza per l'aumento della velocità di scorrimento con taglio τ sforzo inferiore τ y. esponente di una trovata per particelle non aderenti e due nel caso di debole attrazione tra particelle e la parete.
Nello studio presentato la suae lo sviluppo di deformazione e di flusso sotto sforzo controllato e condizioni shear rate di regolazione vengono controllati. In contrasto con i risultati riportati nell'Esempio di Riferimento 25, piastra di aumento rugosità non comporta frattura per entrambe le paste esaminati. Inoltre, slittamento parete e flusso spina non possono essere soppressi semplicemente aumentando piastra rugosità. Questi fenomeni sembrano essere controllata dal rapporto delle dimensioni delle particelle e la piastra rugosità. insiemi fuoriuscita del campione in una velocità di rotazione caratteristica presumibilmente determinato dall'equilibrio tra le forze centrifughe che agiscono su e attrito sulla piastra reometro. Tuttavia, la gamma shear rate in cui la determinazione della viscosità è possibile può essere determinato, e simultaneamente slittamento parete può essere quantificato. Inoltre, un reometro capillare viene utilizzato per determinare la viscosità a velocità di taglio più elevate rilevanti per il processo di stampa.
Nonostante le difficoltà con costante taglio reometria, ben definita taglio oscillatorio deformazione cun essere implementato facilmente. Un test in tre fasi oscillazione (frequenza costante, diverse ampiezze di oscillazione) simula il processo serigrafico 10 e consente lo studio strutturale recupero della pasta:
Nel primo "pre-stampa" passo, una piccola deformazione viene applicato per determinare le proprietà elastiche e viscose a riposo. Il secondo "stampa" step simula il rivestimento lama e la pasta passa retino applicando una sufficientemente elevata ampiezza di deformazione rompere la struttura pasta. Nella fase "post-stampa" finale, una piccola deformazione è utilizzata per individuare il recupero strutturale della pasta. Il valore di modulo iniziale dovrebbe essere raggiunta rapidamente per evitare la diffusione di pasta, ma non troppo veloce per evitare meshmarks. Le indagini qui presentati confermano che la ripresa strutturale è incompleta, come precedentemente riportato da Zhou 21. Zhou potrebbe dimostrare che il cambiamento strutturale è causatodalla rottura di cluster di riempimento di filler-matrice disaccoppiamento utilizzando particelle di argento sospese in soluzione etil cellulosa. registrazioni video in questo studio rivelano che l'osservato cambiamento strutturale irreversibile non è un artefatto relativo al verificarsi dello slittamento parete, taglio strisce, a flusso a pistone o fuoriuscita del campione. Inoltre, si è trovato che il grado di rottura strutturale dipende fortemente l'ampiezza di deformazione applicata nello stadio due, ma difficilmente dipende dall'intervallo di tempo della deformazione applicata. Questo aspetto non è stato percepito negli esperimenti di Zhou. L'influenza della composizione pasta sulla composizione strutturale e recupero sarà discusso in un documento successivo.
Infine, un metodo per simulare il comportamento di pasta durante la schermata di scatto-off è presentato. Un capillare rottura reometro elongazionale e un dinamometro commerciale vengono utilizzati per determinare il rapporto di stiro a cui rompere le paste e la forza assiale massima durante lo stretching come funzionedella velocità di allungamento.
registrazioni video sono rivelati indispensabili per reperire i protocolli di misura appropriati per una caratterizzazione reologica significativa di paste d'argento con piatti paralleli reometria rotazionale. dati video abilitati alla determinazione del tasso di taglio e regimi di sollecitazione di taglio in cui i valori fisicamente snervamento ben definita e viscosità può essere determinata. La scelta appropriata della piastra rugosità e parametri di separazione piastra era basata su queste registrazioni video. impostazioni sperimentali per cui si verificano slittamento parete, a flusso a pistone puro, taglio delle bande o fuoriuscite di esempio potrebbero essere inequivocabilmente identificati. Le paste esaminati qui sono usati per metallizzazione lato anteriore delle celle solari. Tuttavia, un video attenta supportato caratterizzazione reologica è importante anche per vari altri tipi di sospensioni concentrate compreso alta densità, particelle micron di dimensioni.
Protocollo
Attenzione: Si prega di consultare tutte le schede di sicurezza pertinenti (MSDS) prima dell'uso. Molti dei componenti utilizzati per la formulazione pasta d'argento sono altamente tossici, cancerogeni e sostanze inquinanti. Si prega di utilizzare tutte le pratiche di sicurezza appropriate durante la manipolazione con paste d'argento (attrezzature di protezione individuale - occhiali, guanti, camice da laboratorio, i pantaloni a lunghezza intera, chiuso-toe scarpe). lavorando anche con il reometro richiede un lavoro con attenzione. Proteggere le mani da essere intrappolati durante i movimenti geometrici nella posizione di misurazione.
1. Misure di rotazione Shear - rapporto di misura
- determinazione della viscosità apparente - misurazione della frequenza controllata taglio
- Effettuare esperimenti di taglio rotazionale utilizzando reometro A con piatti paralleli geometria (piastra rugosità R = q di 2 - 4 um, diametro piastra d = 25 mm). Il volume di pasta richiesto è 0,49 ml.
- Aggiusta ilmisurazione impostazioni per la determinazione della viscosità. Effettuare misurazioni in modalità velocità di taglio graduale controllata
 = 0.01 s -1 - 1000 s -1 a 40 passi. Il tempo di misura è di 1.200 s.
= 0.01 s -1 - 1000 s -1 a 40 passi. Il tempo di misura è di 1.200 s. - Posizionare l'attrezzatura per registrare il divario di misurazione in posizione: treppiede della macchina fotografica con la fotocamera collegata endoscopica, faretto LED, e il computer esterno per salvare le registrazioni. Regolare le impostazioni della fotocamera endoscopiche, ad esempio contrasto e luminosità del campo di esposizione.
- Poco prima di riempire il gap reometro, mescolare il campione nel serbatoio in modo che la pasta viene miscelato in modo omogeneo.
- Riempire il gap reometro con il campione pasta d'argento misto.
NOTA: per un'altezza gap misura di h fine = 1 mm, prima andare a una posizione di gap h 1 = 1,05 millimetri per rimuovere il campione in eccesso dal bordo della geometria reometro. dopo cistruzionene il campione in eccesso, modificare la posizione effettiva altezza gap da 1 h al fine h. - Per visualizzare il flusso pasta nel tagliato misurazione, contrassegnare l'impasto con particelle di fuliggine in una linea verticale.
- Prima di iniziare la misurazione, attendere circa 5 minuti fino a quando forze normali nel gap hanno decaduto.
- Avviare la misurazione. Avviare il dispositivo di misurazione e la registrazione video allo stesso tempo per seguire la pasta nello spazio e di correlare correttamente le impostazioni di misura, risultati reometria, e registrazioni video.
- Ripetere la misurazione i punti 1.1.1.3 - 1.1.1.7 almeno tre volte.
- Tracciare la viscosità apparente η app vs. velocità di taglio apparente App logaritmica. Valutare le registrazioni video di controllare la sezione di dominare slittamento muro, la sezione di pasta deformazione, e la sezione di fuoriuscita del campione. Le impostazioni dei parametri per i quali un sh uniformeprofilo orecchio è formato può essere rilevato facilmente sulla base delle registrazioni video (Figura 1).
NOTA: Lo sforzo di taglio al bordo della lastra viene calcolata dalla coppia registrata applicata dal reometro e la velocità di taglio apparente sul bordo della lastra allo stato stazionario. Il gradiente di velocità apparente si riferisce alla velocità angolare della piastra e l'altezza h gap al raggio massimo piastra.
- Aggiusta ilmisurazione impostazioni per la determinazione della viscosità. Effettuare misurazioni in modalità velocità di taglio graduale controllata
- Effettuare esperimenti di taglio rotazionale utilizzando reometro A con piatti paralleli geometria (piastra rugosità R = q di 2 - 4 um, diametro piastra d = 25 mm). Il volume di pasta richiesto è 0,49 ml.
- Resa determinazione dello stress - un confronto delle misurazioni sforzo di taglio regolabile con diversa rugosità piastra e geometria palette
- Resa misurazione stress con un piatto di rugosità R q = 1,15 um.
- Per misure con R q = 1,15 micron, uso reometro B con un diametro della piastra di d = 20 mm. Il volume di pasta richiesto è 0,31 ml.
- Regolare le impostazioni di misura per la misurazione snervamento. Effettuare misurazioni in graduale controllata sforzo di taglio mode. Variare la sollecitazione di taglio tra 1 Pa a 3000 Pa a 35 passi con un tempo di misurazione totale di 1.050 s.
- Assemblare un treppiede della macchina fotografica con la fotocamera collegata endoscopica, un faretto a LED, e il computer esterno con il software per salvare le registrazioni video. Regolare le impostazioni della fotocamera endoscopiche, ad esempio il contrasto e luminosità del campo di esposizione.
- Prima di riempire il gap di misura con pasta di argento, mescolare il campione nel suo serbatoio per assicurarsi che viene miscelato omogeneamente. Utilizzare un mixer di velocità (30 s a 1.000 giri al minuto). Dopo la miscelazione, riempire il gap con pasta.
- Prendere una piccola quantità di pasta mescolato, applicare alla piastra inferiore del reometro a piastre parallele e per portare la piastra superiore ad una posizione di misura.
NOTA: per una misurazione con un'altezza h gap fine = 1 mm, prima andare a posizione gap h 1 = 1,05 millimetri e rimuovere il campione in eccesso dal bordo della geometria reometro. Dopo aver eliminato l'eccesso sample, modificare la posizione effettiva altezza gap da 1 h al fine h. - Segnare la pasta nel tagliato misura con particelle di fuliggine in una linea verticale. Questo permette la visualizzazione della deformazione pasta e il flusso nel traferro nonché lo slittamento parete.
- Prima di avviare la misurazione, attendere circa 5 minuti fino a quando la forza normale sulla piastra superiore è svanito.
- Avviare la misurazione ora. Avviare il dispositivo di misura e la registrazione video allo stesso tempo per seguire la pasta nel tagliato e di attribuire le impostazioni di misura corrette per registrazioni video.
- Continuare la misura fino a quando la pasta viene rovesciato fuori del divario.
- Ripetere la misurazione in totale per tre volte. Per ciascuna misurazione, pulire il divario di misura con etanolo e ripetere i punti 1.2.1.4 - 1.2.1.9.
- Quando la misurazione è terminata, tracciare la deformazione γ vs. taglio τ sforzo logaritmicamente e determinare la sollecitazione di snervamento del mezzo con il Tangenmetodo del punto di intersezione 33 t.
- Resa misurazione della tensione in un piatto di rugosità R = q di 2 - 4 um.
- Per misure con R = q di 2 - 4 um, uso reometro A con un diametro della piastra di d = 25 mm. Il volume di pasta richiesto è 0,49 ml.
- Ripetere i passaggi 1.2.1.2 - 1.2.1.11 per misure di tensione resa con una piastra con rugosità R q = 2 - 4 ìm.
- Resa misurazione della tensione in un piatto di rugosità R q = 9 um.
- Per misure con R q = 9 um, uso reometro B con un diametro della piastra di d = 20 mm e il volume richiesto pasta 0,31 mL. Utilizzare doppio nastro adesivo affrontato per fissare pezzi di carta vetrata per piastre corrispondenti loro diametro.
- Ripetere i passaggi 1.2.1.2 - 1.2.1.11 per la misura limite di elasticità con una piastra di rugosità R q = 9 um.
- Stres yieldmisura s con la geometria a palette.
- Per misure snervamento con geometria a palette, utilizzare reometro C.
- Regolare le impostazioni di misura per la misurazione snervamento. Effettuare le misurazioni in modo graduale sollecitazione di taglio regolabile come misurazioni a piatti paralleli in 1.2.1, 1.2.2 o 1.2.3. I valori dei parametri sono τ = 1 - 3.000 Pa in 35 passi e un tempo di misurazione totale di 1.050 s.
- Prima di riempire il misurino cilindrica con il campione, miscelare il campione nel suo serbatoio per assicurare che il campione viene miscelato omogeneamente. Dopo la miscelazione compili il misurino cilindrico con 10 mL di pasta d'argento.
- Spostare la geometria paletta alla posizione di misura ed attendere 5 min.
- Avviare la misurazione ora.
- Per ottenere risultati affidabili, ripetere la misurazione almeno tre volte.
- Quando la misurazione è terminata, tracciare i γ deformazione rispetto al taglio τ sforzo logaritmicamente e determinare la sollecitazione di snervamento usandoil metodo del punto di tangenza di intersezione come descritto sopra.
- Resa misurazione stress con un piatto di rugosità R q = 1,15 um.
- osservazione slittamento parete
- Eseguire osservazioni parete scorrimento con una piastra di rugosità R q = 1,15 um mediante reometro B con un diametro piastra d = 20 mm.
- Regolare le impostazioni di misura per la determinazione parete slittamento. Effettuare misurazioni in modalità shear stress controllata per sollecitazioni di taglio selezionati tra 400 Pa e 1300 Pa e un tempo di misurazione di 300 s totale.
- Posizionare l'apparecchiatura per registrazioni del gap di misurazione in posizione: cavalletto con la telecamera endoscopica allegata, faretto LED e il computer esterno per salvare le registrazioni. Regolare le impostazioni della fotocamera endoscopiche, ad esempio contrasto e luminosità del campo di esposizione.
- Prima di riempire il gap di misura con pasta di argento, mescolare il campione nel suo serbatoio per assicurarsi che viene miscelato omogeneamente.
- Riempire il gap reometro con il campione pasta d'argento misto.
- Segnare la pasta nel tagliato misura con particelle di fuliggine in una linea verticale per l'osservazione comportamento del flusso.
- Prima di iniziare la misurazione attendere circa 5 minuti fino a che le forze normali nel gap hanno decaduto.
- Avviare la misurazione. Avviare il dispositivo di misurazione e la registrazione video allo stesso tempo per seguire la pasta nello spazio e di correlare correttamente le impostazioni di misura, risultati reometria e registrazioni video.
- Ripetere i passaggi 1.3.1.3 - 1.3.1.7 tre volte per ogni sforzo di taglio selezionato.
- Tracciare la parete slittamento velocità v slittamento vs. taglio τ stress per visualizzare il comportamento parete scorrimento (Figura 9).
- Eseguire osservazioni parete scorrimento con una piastra di rugosità R q = 1,15 um mediante reometro B con un diametro piastra d = 20 mm.
- indagine fuoriuscita del campione durante la misurazione taglio rotazionale
- Svolgere indagini campione fuoriuscita con reometro A (diametro piastra d = 25 mm e il volume richiesto pasta 0,49 mL).
- Per determinare la dipendenza della insorgenza di fuoriuscita campione altezza gap hrun passaggi 1.1.1.1 - 1.1.1.8 a diverse altezze gap.
NOTA: Per una misurazione con
h = 0,2 millimetri fine prima di andare alla posizione gap h 1 = 0,21 millimetri e rimuovere il campione in eccesso
dal bordo della geometria reometro
h = 0,5 millimetri fine → h 1 = 0,51 millimetri
h = 1,0 millimetri fine → h 1 = 1,05 millimetri
h fine di 1.5 mm, h → 1 = 1,55 millimetri
h end = 2,0 millimetri → h 1 = 2,05 millimetri - Presentare i risultati come un grafico della viscosità apparente η app vs. velocità di taglio apparente applicazione per diverse altezze gap (Figura 10). Determinare il nodo in questa curva e la corrispondente n crit velocità di rotazione critica e tracciare questa contro l'altezza h gap (Figura 11).
- Per determinare la dipendenza della insorgenza di fuoriuscita campione altezza gap hrun passaggi 1.1.1.1 - 1.1.1.8 a diverse altezze gap.
- Svolgere indagini campione fuoriuscita con reometro A (diametro piastra d = 25 mm e il volume richiesto pasta 0,49 mL).
- Reologico caratterizzazione unt alti tassi di taglio eseguite con reometro capillare
- Effettuare misure reometro capillare usando un ugello a sezione circolare. Utilizzare un ugello con diametro d = 0,5 mm e lunghezza L = 40 mm qui. Il diametro del serbatoio feed è d avanzamento = 20 mm.
- Regolare le impostazioni di misura (velocità del pistone tra 0,001 millimetri s -1 a 20 mm s -1). Effettuare misurazioni in gradiente di velocità a passo controllato, 5 s per ogni punto di misura.
- Mescolare il campione per verificare la pasta viene miscelato omogeneamente e riempire il serbatoio di alimentazione con 78,5 mL pasta d'argento.
- Portare il pistone nella posizione di misura e avviare la misurazione.
- Calcolare la sollecitazione di taglio dalla differenza di pressione tra la camera del campione e l'uscita capillare. Determinare questo calo di pressione utilizzando un trasduttore di pressione 500 bar. Registrare almeno 5 valori di pressione per ogni velocità del pistone selezionato.
- Continuare la misurazione fino a che le res alimentazioneervoir è vuoto.
- Ripetere la misurazione (punti 1.5.1.2 - 1.5.1.5) per tre volte.
- Calcolare la velocità di taglio evidenti dalla portata volumetrica con velocità del pistone e diametro del serbatoio di alimentazione ed eseguire la correzione Weissenberg-Rabinowitsch. Calcolare la parete sforzo di taglio τ w dalla differenza di pressione misurata 34. La viscosità apparente viene data come η app = τ w / app. Infine, tracciare la viscosità apparente vs. velocità di taglio apparente per completare la caratterizzazione reologica a tassi elevati di taglio (Figura 12).
- Effettuare misure reometro capillare usando un ugello a sezione circolare. Utilizzare un ugello con diametro d = 0,5 mm e lunghezza L = 40 mm qui. Il diametro del serbatoio feed è d avanzamento = 20 mm.
2. Misure oscillatorio Shear
- spazzata Amplitude
- Effettuare misure spazzata ampiezza con reometro A utilizzando un diametro piatto di d = 25 mm e una rugosità R = q di 2 - 4 um. il requirvolume di pasta ed è 0,49 ml.
- Regolare le impostazioni di misura per la misurazione spazzata ampiezza. Effettuare misurazioni a deformazione controllata ampiezza
 = 0,01 - 100% e una frequenza costante di f = 1 Hz a 35 gradini.
= 0,01 - 100% e una frequenza costante di f = 1 Hz a 35 gradini. - Ripetere i punti 1.2.1.3 - 1.2.1.8 per completare l'ampiezza spazzare tre volte. Pulire il divario di misura con etanolo prima di ogni misurazione.
- Tracciare i moduli G' e G '' contro l'ampiezza di deformazione logaritmicamente (Figura 13). L'intervallo di deformazione di ampiezza in cui G'> G '' e due moduli eseguita indipendentemente parallelo dell'ampiezza deformazione , È il regime viscoelastico lineare (LVE). Per le prove di recupero strutturali scegliere uno ampiezza di deformazione da questa zona per la fase I e fase III . Per fase II della successiva prova di recupero strutturale a tre stadi selezionare l'ampiezza di deformazione del 10% superiore a quello attraversare in cui G'= G '' per garantire una rottura strutturale giù tra le prove di recupero strutturali.
- Regolare le impostazioni di misura per la misurazione spazzata ampiezza. Effettuare misurazioni a deformazione controllata ampiezza
- Effettuare misure spazzata ampiezza con reometro A utilizzando un diametro piatto di d = 25 mm e una rugosità R = q di 2 - 4 um. il requirvolume di pasta ed è 0,49 ml.
- test di recupero strutturale a tre stadi
- Effettuare test di ripristino strutturali con reometro Un equipaggiate, utilizzando una piastra con diametro d = 25 mm e rugosità R = q di 2 - 4 um. Utilizzare le impostazioni determinate negli esperimenti di sweep di ampiezza (2.1). Il volume di pasta richiesto è 0,49 ml.
- Eseguire la prova di oscillazione a tre stadi con differenti ampiezze di oscillazione a frequenza costante (f = 1 Hz).
NOTA:
Fase I: piccola ampiezza di oscillazione nel LVE viene applicato per un periodo di 300 s per ottenere i moduli di taglio dello stato iniziale. Per incollare Bfile / ftp_upload / 55377 / 55377eq2.jpg"/> I = 0,025%.
Fase II: L'ampiezza grande sforzo ( II = 80%) determinata nella fase 2.1 viene applicata in modalità di taglio oscillatoria per donna II = 50 s, 150 s o 600 s per le indagini dipendenza dal tempo. Per le indagini Dipendenza dalla deformazione delle ampiezze di deformazione tra II = 0,025% e II = 100% vengono applicati per ogni costante di tempo (t II = 150 s).
Stadio III: La stessa piccola ampiezza di oscillazione come nella fase I è applicato per 1.200 s per seguire il recupero per un periodo di tempo più lungo. - Ripetere i punti 1.2.1.3 - 1.2.1.8 per completare tre oscillazione fase test tre volte. Pulire la misurazione gap con etanolo prima di ogni misurazione.
- Tracciare i moduli G' e G '' in funzione del tempo in un grafico semi-log (vedi Figura 14 e Figura 15 (a)).
- Eseguire la prova di oscillazione a tre stadi con differenti ampiezze di oscillazione a frequenza costante (f = 1 Hz).
- Effettuare test di ripristino strutturali con reometro Un equipaggiate, utilizzando una piastra con diametro d = 25 mm e rugosità R = q di 2 - 4 um. Utilizzare le impostazioni determinate negli esperimenti di sweep di ampiezza (2.1). Il volume di pasta richiesto è 0,49 ml.
3. Stretching Comportamento Determinazione - una simulazione Snap-off
- Stretching misure di comportamento con il capillare rottura reometro elongazionale
- Eseguire estende esperimenti con il capillare rottura reometro elongazionale. Utilizzare due pistoni cilindrici con un diametro d = 6 mm. Allungare le paste a varie velocità dall'iniziale altezza gap h = 1 mm fino alle pause filamento.
NOTA: Si prega di notare che questo non è un tipico esperimento filamento diradamento controllato dalla tensione superficiale. Questo test può essere fatto con un retino attaccato con il lato emulsione sul pistone superiore ed un substrato di wafer sul fondo. Questo waprocesso di stampa y durante metallizzazione di mono- e policristallino industrialmente pretrattato Si-wafer viene imitato.- Regolare le impostazioni di misura per lo stretching esperimenti. Variare le velocità di stretching (es: 7,5 millimetri s -1, 11 millimetri s -1 e 110 mm s -1) per visualizzare il cambiamento di filamento deformazione e comportamento rottura.
- Accendere la macchina fotografica ad alta velocità per registrare il cambiamento di forma del filamento. Impostare il frame rate di minimo 250 fps e accendere la retroilluminazione per tracciare la deformazione filamento. Anche regolare le impostazioni della fotocamera ad alta velocità, in particolare la nitidezza, il contrasto e luminosità del campo di esposizione.
- Prima di riempire il gap di misura con pasta di argento, mescolare il campione nel suo serbatoio per assicurare la pasta viene omogeneamente miscelato. Dopo la miscelazione, riempire il gap di misura con pasta.
- Prendete una piccola quantità (28.3 mL) della pasta miscelati per applicarlo sul pistone in basso. Portare l'UPPer pistone nella posizione di misura (misurazione dell'altezza gap h = 1 mm) e pulire il campione in eccesso dal bordo della geometria.
- Avviare il dispositivo di misura e le registrazioni della deformazione filamento contemporaneamente.
- Ripetere la misurazione per tre volte. Per ciascuna misurazione, pulire il divario di misura con etanolo e ripetere i punti 3.1.1.3 - 3.1.1.5.
- Scegliere la prima immagine che mostra rottura del filamento per valutare la posizione del pistone x pausa in cui le interruzioni filamento. Calcolare il rapporto di stiro critico (x br - x 0) / x = 0 Ax br / x 0. Determinare questo quantitativo per diverse velocità di tesatura (Figura 16).
- Eseguire estende esperimenti con il capillare rottura reometro elongazionale. Utilizzare due pistoni cilindrici con un diametro d = 6 mm. Allungare le paste a varie velocità dall'iniziale altezza gap h = 1 mm fino alle pause filamento.
- Allungamento misurazione della forza con il tester di trazione
- Per gli esperimenti di trazione tester utilizzano un pistone con un diametro d = 5 mm. Registrare la risultante dieciforza sile durante lo stretching.
- Regolare le impostazioni di misura per lo stretching esperimenti. Variare le velocità di stretching, ad esempio v 10 mm s -1 20 mm s -1, 40 mm s 30 millimetri s -1, e -1 e misurare la variazione tirati con una cella di carico di 50 N. Impostare l'altezza gap iniziale h per h = 1 mm e la posizione finale di fine h = 12 mm.
- Prima di riempire il gap di misura con pasta di argento, mescolare il campione nel suo serbatoio per assicurare la pasta viene omogeneamente miscelato.
- Applicare la pasta per la piastra inferiore del tester di trazione. Portare la piastra superiore nella posizione di misura e pulire il campione in eccesso dal bordo della geometria.
- Avviare il dispositivo di misura e le registrazioni del filamento allungamento allo stesso tempo.
- Ripetere la misurazione per tre volte. Per ogni misurazione pulire il divario di misura e ripetere i punti 3.2.1.2 - 3.2.1.4.
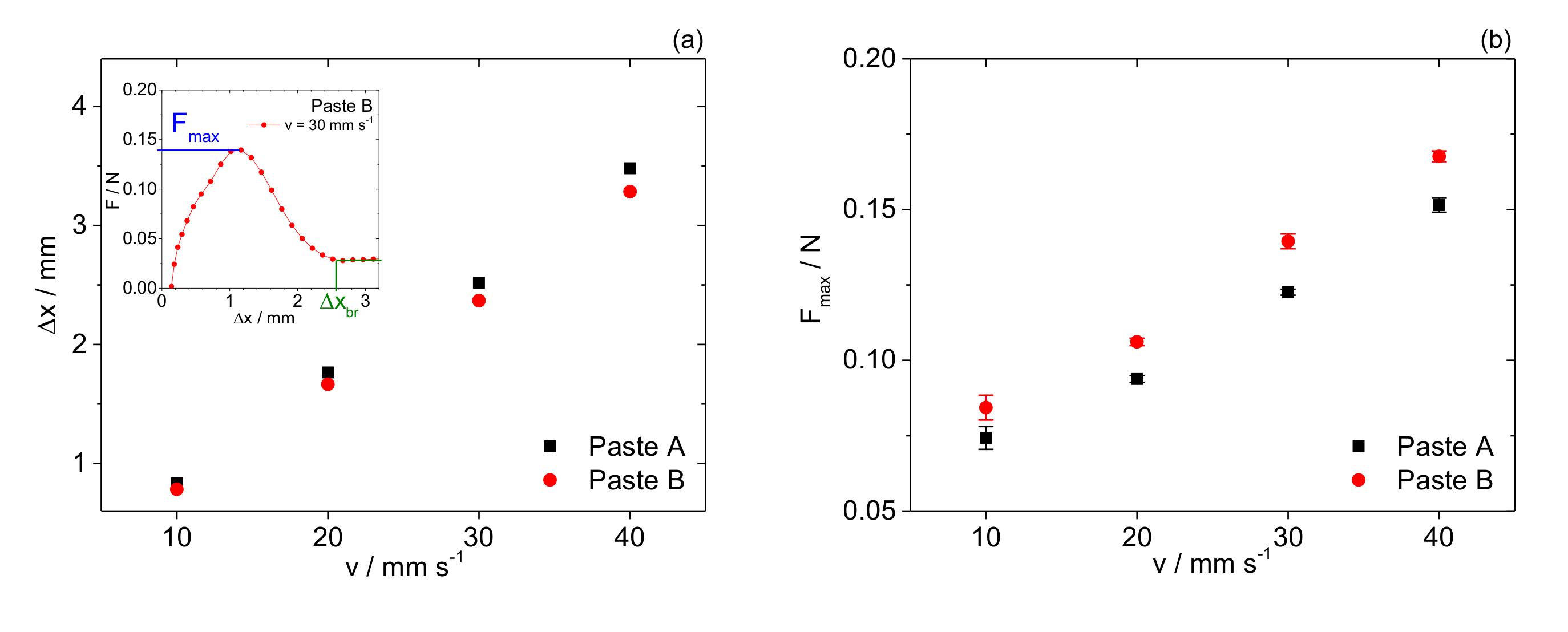
- Dal F vs [6; x dati massima forza F max rilevata durante l'estensione e il rapporto di stiro a rottura Ax br / x 0 sono ottenuti come mostrato in Figura 17 (a). Trama Ax br / x 0 contro le diverse velocità di tesatura (Figura 17 (a)). Trama F max vs. velocità allungamento (Figura 17 (b)).
- Per gli esperimenti di trazione tester utilizzano un pistone con un diametro d = 5 mm. Registrare la risultante dieciforza sile durante lo stretching.
Risultati
La viscosità è un parametro chiave nella trasformazione del fluido e per fluidi multifase sua dipendenza gradiente di velocità è spesso determinato utilizzando piastre parallele reometria rotazionale. Per sospensioni altamente concentrate non è né né un compito semplice e banale la definizione di un adeguato protocollo di misura può essere difficile. Qui si dimostra come altamente concentrate paste d'argento possono essere caratterizzati reologicamente combinando registrazioni Reometria e video rotazionali. Una robusta protocollo sperimentale per la determinazione della viscosità di taglio costante è stabilito e la gamma shear rate accessibili è determinata. La figura 1 rappresenta una panoramica di viscosità apparente e apparente sforzo di taglio rispetto al gradiente di velocità apparente richiesto pasta B. La misurazione viene eseguita con una rugosità piatto di R = q di 2 - 4 um. Ritagli di registrazioni video consentono la divisione della curva di flusso ottenuta in tresezioni. Nella sezione uno slittamento parete domina. La piastra superiore scivola senza pasta deformazione. In questa sezione la sollecitazione di taglio è costante. Pasta deformazione imposta in alle min, app = 0.07 s -1 che segnano l'inizio della sezione di due. Allo stesso tempo, lo sforzo di taglio comincia ad aumentare. La deformazione della pasta e l'aumento dello stress monotonicamente fino a raggiungere la sezione tre. A un gradiente critico o velocità angolare la pasta insinua fuori dell'intervallo e, allo stesso tempo viscosità apparente e taglio goccia sollecitazioni fortemente a causa della fuoriuscita di esempio. Di conseguenza, le curve di viscosità e shear stress presentano una piega caratteristica che avviene a circa max, app = 2,5 s -1. Questo max, app segna l'inizio dellafuoriuscita del campione. Più alto è il tasso di taglio più velocemente la pasta viene espulso. La viscosità della pasta è accessibile solo nell'intervallo gradiente di velocità a min, app < App < max, app. Tuttavia, poiché la deformazione nell'interstizio non sia noto a priori non deve essere lo stesso osservato alla bordo i dati di viscosità anche in tale intervallo gradiente di velocità nominale deve essere trattato come valori apparenti. L'applicazione τ tensione tangenziale al bordo della piastra r max è calcolata dalla coppia applicata T nel modo seguente
τ app = T (2π r max 3) -1 [3 + d (ln T) / d (ln app)]. La velocità di taglio apparente  applicazione al bordo della lastra viene calcolata dalla velocità angolare Ω della piastra e l'altezza h gap secondo app = Ω (R max / h) 34. Poiché il vero deformazione e sollecitazioni nell'interstizio non sono noti questo valore di velocità di sollecitazione di taglio e calcolati devono essere trattati come valori apparenti o nominali.
applicazione al bordo della lastra viene calcolata dalla velocità angolare Ω della piastra e l'altezza h gap secondo app = Ω (R max / h) 34. Poiché il vero deformazione e sollecitazioni nell'interstizio non sono noti questo valore di velocità di sollecitazione di taglio e calcolati devono essere trattati come valori apparenti o nominali.
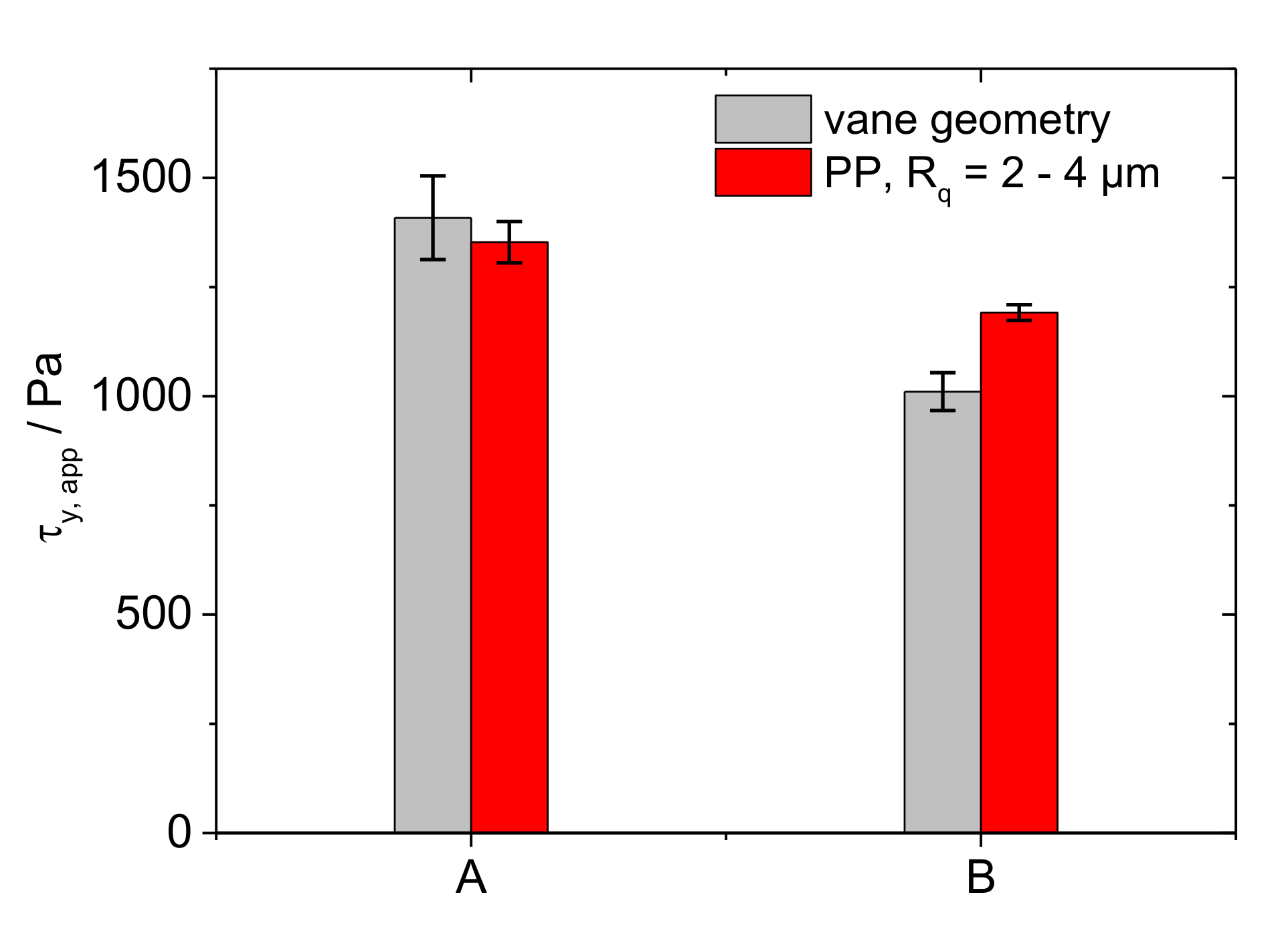
In materia soffice spesso una tensione critica, il cosiddetto limite di snervamento τ y, app, si trova alla quale si osserva una transizione da una deformazione elastica reversibile al flusso irreversibile. Questa tensione di snervamento è un fattore chiave in pasta formulazione relativa serigrafia classici e tecniche di fabbricazione additivo emergenti. Uno stress alto rendimento è desiderabile per assicurare la precisione forma dopo la stampa. Generalmente, la tensione di snervamento èdeterminata dalla strozzatura nella deformazione curva della sollecitazione di taglio con il metodo tangente incrocio come esemplarmente illustrato nella figura 2. Spesso questo viene fatto utilizzando un cosiddetto geometria palette garantire risultati affidabili e significativi senza l'effetto di scorrimento 35, 36. Misurare la tensione di snervamento con geometria a piatti paralleli è un'altra opzione che deve essere accuratamente convalidato. slittamento parete o tranciare bande fenomeni spesso osservati in sospensioni altamente caricate possono interferire con la valutazione snervamento. Pertanto, l'effetto di piastra rugosità τ y, determinazione app è indagato. Risultati per i valori snervamento ottenuti per pasta A e B in esperimenti di sweep di stress a diversa rugosità piastra sono mostrati in Figura 3. Aumentando la rugosità piastra provoca un aumento della sollecitazione di snervamento calcolato, mentre la variazione di altezza h gap non influisce detine di questa quantità. La figura 4 mostra ritagli del video presa per pasta A ad una rugosità piatto di R q = 1,15 micron e un'altezza gap di h = 1 mm. particelle di fuliggine sono stati collocati sul bordo campione come immagini e video, marcatore endoscopica è stato utilizzato per caratterizzare la deformazione del cerchio del campione. La pasta scivola sul fondo piatto a sollecitazioni fino a T si app = 600 Pa, mentre si attacca alla piastra superiore. Un flusso a pistone è formata nello spazio di misura, cioè il campione non si deforma e la determinazione di un carico di snervamento o viscosità è inutile anche se piegare il corrispondente deformazione apparente curva della sollecitazione di taglio sembra implicare una transizione dalla deformazione elastica flusso viscoso. Comportamento simile viene ottenuta per altre altezze gap per incollare un nonché pasta B. Quindi un piatto di rugosità R q = 1,15 um non è appropriato per la determinazione della tensione di snervamento o viscosità di tali paste d'argento altamente caricate. Al contrario, per un piatto rugosità R q = di 2 - 4 pm (dichiarata dal costruttore) immagini video conferma la formazione di un profilo di deformazione di taglio al cerchione (Figura 5) come necessario per una misurazione reologica affidabile e ben definita. Flusso Plug è evitata e per incollare un flusso uniforme regola dentro a τ app = 1.360 Pa. Comportamento del flusso simile è stato osservato per la pasta di B. Quindi questa scelta di una piastra rugosità permette una misurazione tensione di snervamento affidabile. La scelta di un elevato piastra rugosità R q = 9 um produce valori tensione di snervamento superiore ottenuta per piastra rugosità R q = 1,15 um e R = q di 2 - 4 micron. Questo effetto è più pronunciato per incollare una pasta che per B. Le registrazioni video mostrano che nessun profilo di taglio è formata con pasta A durante questa misurazione (Figura 6). In uno stress τ app = 1.880 Pa PLA superiorete inizia a muoversi senza pasta deformazione. Uno stress di τ app = 2.605 Pa provoca volo a vela della pasta sul fondo piatto ancora senza pasta di deformazione. La tensione critica corrispondente al nodo nella deformazione vs. curva sforzo non segna la transizione da elastico a deformazione viscosa, cioè non è la tensione di snervamento apparente. Invece segna l'inizio del flusso di slittamento e la spina e deve essere considerato come lo stress τ slittamento critica slittamento. Al contrario, nessun flusso a pistone è stato osservato per pasta B usando l'R q = 9 um piastra (Figura 7). La deformazione della pasta inizia τ app = 1.430 Pa ed è completamente sviluppato a τ app = 1,597 Pa. In più elevato sforzo di taglio si verifica (τ app = 1.880 Pa) shear bande, cioè solo uno strato sottile intermedio del campione viene tagliato. Lo stress resa ottenuta dalla deformazione vs. dati tensione con la R q = 9 um piastra è vicino a quello ottenuto con R = q di 2 - 4 pm in caso di pasta B, ma è inutile usare questa piastra agitato per τ y, determinazione app di pasta A. Per fare doppio controllare la piatti paralleli R q = 2 - 4 um risultati, la tensione di snervamento è stato misurato anche con la geometria a palette. Questa geometria è intrinsecamente non influenzata da effetti di slittamento parete e l'inizio della rotazione rapida paletta ad una certa sollecitazione applicata è univocamente legato alla rottura strutturale all'interno della pasta nel piano cilindrico definito dal diametro della paletta 35, 36. La Figura 8 mostra che i risultati ottenuti utilizzando la geometria a palette concordano molto bene con quelli ottenuti da piastre parallele reometria con R = q di 2 - 4 um. Sulla base dei risultati di cui sopra, tutte le ulteriori esperimenti sono stati eseguiti utilizzando un piatto con rugosità R q = 2 - & #160; 4 um tranne le misure di velocità parete slittamento. Le piastre con rugosità R q = 1,15 um e R q = 9 pm non sono raccomandati per snervamento e la determinazione della viscosità delle paste d'argento o altre sospensioni altamente caricate simili a quelli esaminati qui. Infine, si afferma che la tensione di snervamento di pasta A è superiore a quello della pasta di B.
slittamento Wall è un altro parametro importante per la stampa di successo. Maggiore è lo slittamento parete, migliore è la colla fluisce attraverso le aperture di maglia schermo 32. La velocità di slittamento parete, ossia la velocità relativa del piano mobile e lo strato di pasta adiacente, può essere valutata direttamente da registrazioni video indipendentemente plug flow o deformazione di taglio prevalenti nel tagliato. Una piastra superiore liscia ed una piastra di fondo ruvido devono essere utilizzati durante l'esecuzione di questi esperimenti 25 , 27, 28, 30. Se il campione entro l'interstizio è a riposo, la velocità di scorrimento è dato direttamente dalla velocità della piastra superiore. Figura 9 mostra la velocità di scorrimento della parete vs. sforzo di taglio determinata forza di quest'ultima condizioni utilizzando una piastra con R q = 1,15 um. Scivolare chiaramente avviene a tensioni decisamente inferiori alla tensione di snervamento analoga a quelle osservate per emulsioni e paste concentrate di particelle microgel morbido 28, 29, 30. Per pasta A, velocità di slittamento parete superiore sono ottenuti rispetto a pasta B indipendentemente dalla tensione applicata. In entrambi i casi, scivolare velocità aumenta linearmente con sollecitazione applicata. Tuttavia, la pendenza ottenuta m A = 0,33 um (Pa s) -1 per pasta A è quasi tre volte superiore alla pendenza m B = 0,12 μm (Pa s) -1 ottenuto per pasta B. simili come osservato in precedenza 28, 29, 30, si trova una caratteristica velocità di scorrimento V * circa ad un livello di stress corrispondente alla tensione di snervamento e soprattutto τ y slittamento è difficilmente misurabile. Per pasta A e B, V A * = 0,37 millimetri s -1 e V B * = 0,11 millimetri s -1, rispettivamente.
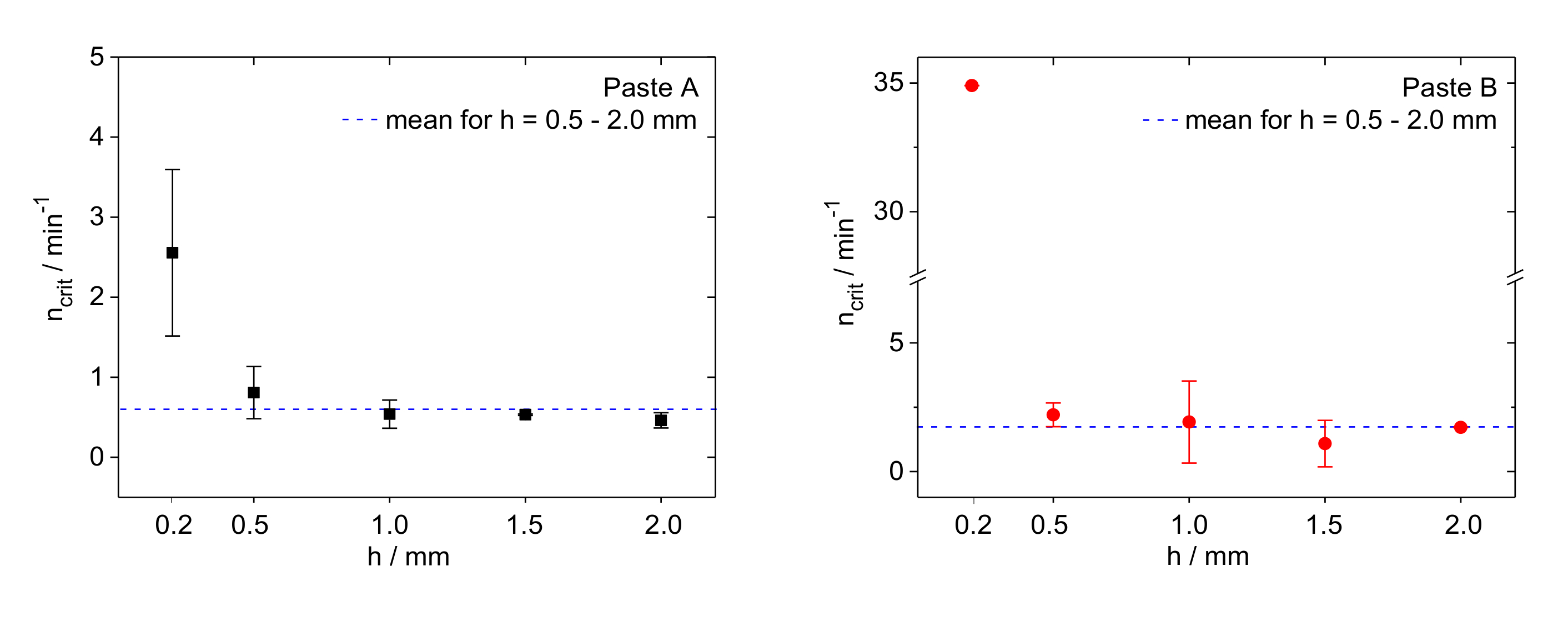
Le ripercussioni campione viene attribuita alla forte forza centrifuga agente sulle particelle ad alta densità micron di dimensioni e deve pertanto essere controllato dalla velocità n crit angolare o rotazionale in cui la forza centrifuga domina attrito viscoso. Per verificare questa, il divario di misura altezza h è stata aumentata da 0,2 mm a 2 mm. L'intensità di ricaduta campione aumenta con altezza h gap e velocità di taglio. Il più ampio l'altezza gap i campioni precedenti set di cadutaa, ossia crit è inferiore (Figura 10). Figura 11 dimostra che i set campione fuoriuscita in a n crit critico velocità angolare prescindere dall'altezza campione h tra 0,5 mm e 2 mm. Per pasta A, la velocità di rotazione critica è n crit, A ≈ 0,6 min -1 e per pasta B è n crit, B ≈ 1,7 min -1. La scoperta n crit, A crit, B potrebbe essere dovuto a diverse viscosità veicolo oa causa di varie dimensioni delle particelle di argento. Tuttavia, entrambe le paste presentare valori di n crit molto più elevati per una misurazione altezza gap h = 0,2 mm. Così, diminuendo l'altezza gap consente una più ampia gamma shear rate in cui la determinazione della viscosità è possibile. La ragione per i valori crit alta n trovato h = 0.2 mm se non è ancora chiaro. Questo potrebbe essere dovuto ad un contributo più forte di superficie diecisione al bordo campione o dovuto alla formazione di aggregati intasamento della stretta fessura. Ulteriori indagini sono necessarie per chiarire che. Figura 10 conferma inoltre che per APP = 0,07 s -1 - 2.5 s -1 i dati viscosità apparente ottenuti a differenti altezze gap non variano sistematicamente, cioè slittamento parete è trascurabile in queste condizioni sperimentali. Variando la velocità di taglio da alto a basso o dal basso verso valori elevati produce gli stessi dati di viscosità finché n crit non venga superato, cioè nessuna fuoriuscita avviene, cioè non v'è alcuna prova di cambiamento strutturale irreversibile all'interno del campione.
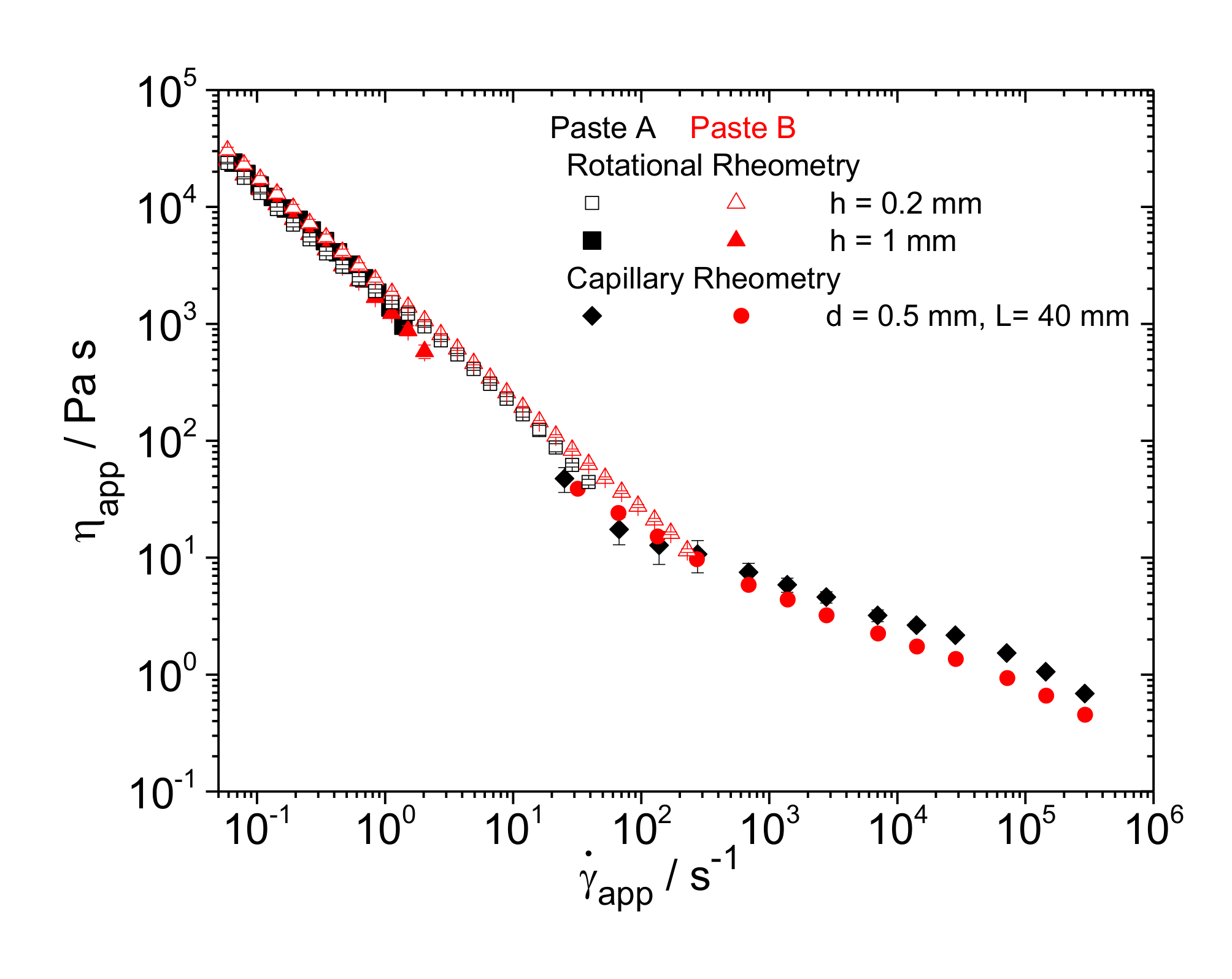
Un reometro capillare è utilizzato per determinare la viscosità della pasta specialmente con taglio elevato di processo. La correzione Weissenberg-Rabinowitsch per non parabolica profilo di velocità is fatto qui per ottenere la vera velocità di taglio nel caso di fluidi non newtoniani 34. La perdita di pressione ingresso è trascurabile a causa dell'elevato rapporto / d L >> 1, ma il verificarsi dello slittamento muro non è stato studiato in questo caso, pertanto i dati devono essere trattati come valori di viscosità apparente. Figura 12 mostra la viscosità apparente sia per paste A e B determinate con piatti paralleli reometria rotazione e capillare reometria. Sorprendentemente, i dati ottenuti da entrambe le tecniche sperimentali sembrano essere d'accordo molto bene per entrambe le paste che suggeriscono che slittamento muro è di minore rilevanza nelle misure capillare reometria eseguite qui. Infine, pasta A e B presentano viscosità apparente simile alla velocità di taglio basse ma viscosità della pasta A è superiore a quello della pasta B nel regime a taglio elevato.
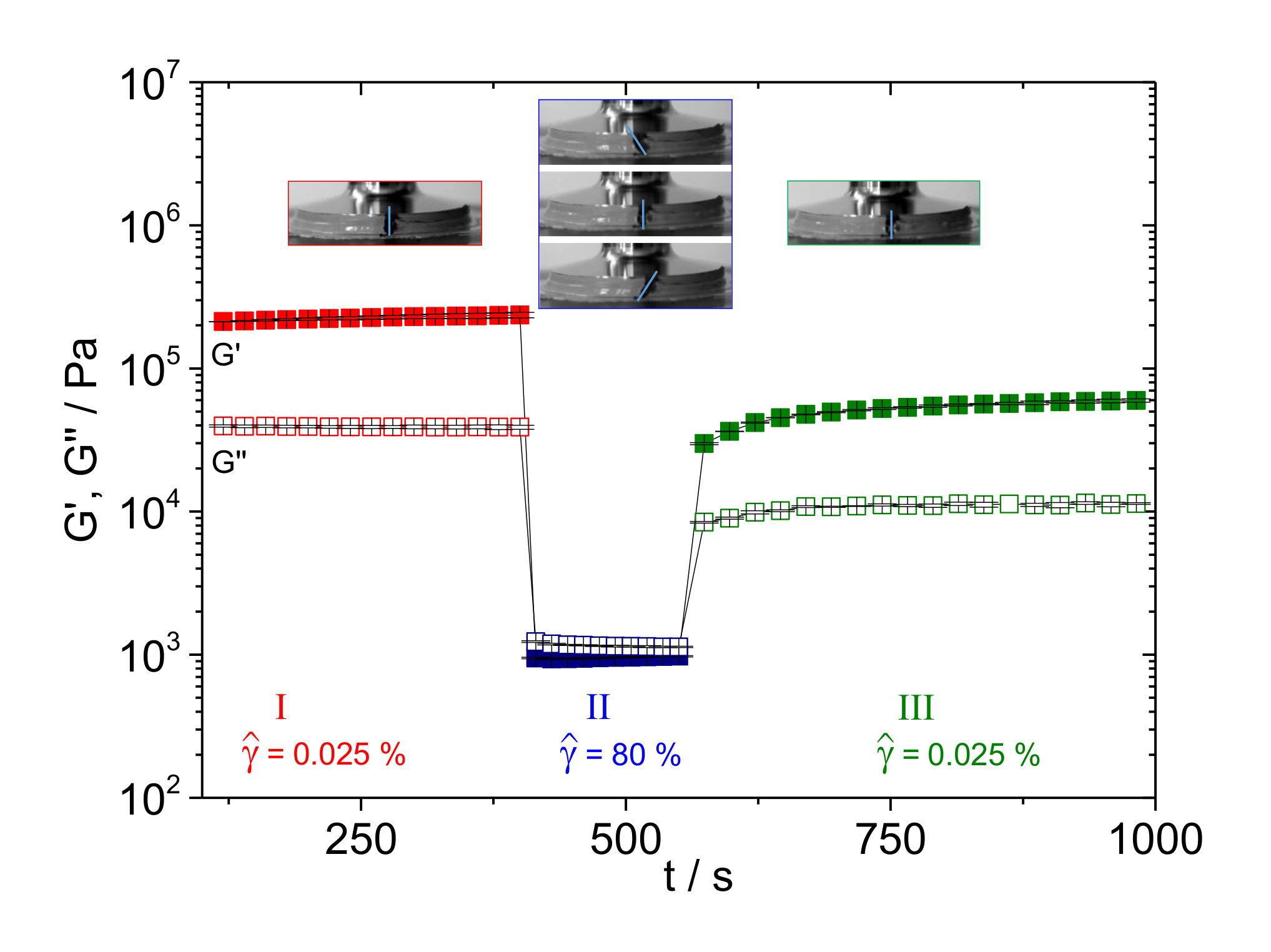
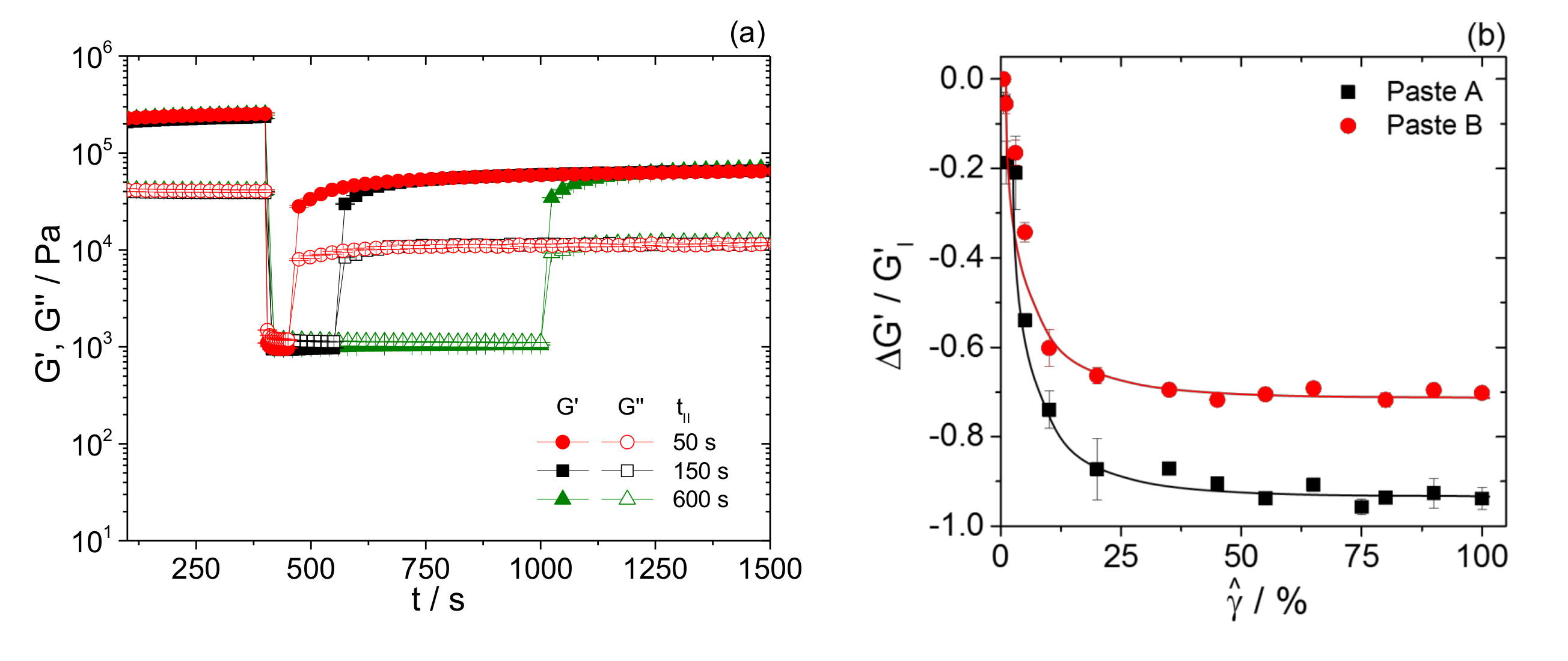
misure di taglio costante utilizzando piastre parallele reometri rotazione devono essere eseMed attentamente e può essere disturbato da slittamento parete, taglio delle bande o fuoriuscite campione, come ampiamente discusso sopra. Pertanto, usando esperimenti di taglio oscillatorie sono state suggerite per caratterizzare composizione strutturale e recupero di paste d'argento durante il processo di serigrafia. Questo viene fatto in un test oscillatorio tre stadi come suggerito da Hoornstra, Zhou e Thibert 10, 15, 21. In primo luogo, uno sweep di ampiezza deve essere eseguita per determinare il regime lineare e risposta non lineare ad una frequenza preselezionata (Figura 13). Il regime viscoelastico lineare si distingue per costante, valori di modulo -indipendenti e G'> G ''. Il decadimento del modulo di immagazzinamento G' in generale viene scelto come criterio per identificare l'inizio della non-liregime risposta quasi. L'ampiezza di deformazione caratteristica segna la transizione da lineare a risposta non lineare c è definita come l'ampiezza in cui G 'è scesa al 80% del suo valore medio iniziale G' 0 in regime lineare: G '( c) = 0,8 G' 0. Nello stadio I e III del test, una piccola ampiezza di oscillazione nel regime risposta viscoelastica lineare, vale a dire < c è scelto per caratterizzare la struttura resto della pasta (fase I) e la dipendenza dal tempo e il grado di recupero nella terza fase del test dopo la distruzione della struttura iniziale a causa di un'elevata ampiezza di deformazione applicato nella fase II. Figura 14mostra risultati corrispondenti per pasta B. In fase I, la pasta viene deformato = 0,025% e G' è maggiore di G '', cioè il comportamento elastico della pasta è predominante. Quando la deformazione aumenta in fase II, G '' è maggiore di G' garantire la ripartizione strutturale all'interno della pasta durante questo periodo di grandi deformazioni. Fase III simula il riposo delle linee delle dita sul substrato dopo la stampa. In questa fase G 'è maggiore di G '' nuovo, ma G' e G anche '' sono entrambi inferiori al rispettivo G iniziale' e G '' valori prima struttura pasta è stata distrutta. Le registrazioni video confermano che questo non è correlato agli effetti come slittamento muro, il flusso spina o fuoriuscita di campione. La pasta deforma uniformemente durante shear oscillatorio, si attacca alla piastra, e indica né slittamento parete né fuoriuscita del campione. Pertanto, si può concludere che l'incompletarecupero dei moduli di taglio indica un cambiamento strutturale irreversibile nel campione a causa del taglio applicata grande ampiezza nella fase II. I dati mostrati nella figura 15 (a) rivelano che il grado di cambiamento strutturale irreversibile non dipende dalla durata della grande deformazione ampiezza di taglio oscillatorio applicato in fase II. I risultati in stadio III non variano per diversi periodi di tempo t tosatura II. Tuttavia, il valore dell'ampiezza deformazione selezionata in fase II ha un forte impatto sul grado di recupero strutturale. Questo è evidente dalla Figura 15 (b) mostra la differenza tra i valori di modulo di stoccaggio determinati in fase III e I DeltaG 'normalizzata dal valore del modulo iniziale G' I. Per > 20%, ossia a deformazioni corrispondenti al crossover di G' e G ''(vedi figura 13) pasta B recupera solo il 30% del suo valore iniziale e incolla A solo il 10%. Questo è considerato una proprietà pasta cruciale per varie operazioni di rivestimento e la sua dipendenza pasta composizione verrà risolto in futuro lavoro. Si noti, il recupero strutturale immediatamente dopo la cessazione del grande taglio oscillatorio ampiezza nella fase II sarebbe di fondamentale importanza soprattutto per il processo di serigrafia ma reometro commerciale utilizzato qui non consente la determinazione dei dati affidabili entro il primo secondo dopo la modifica .
esperimenti di filamenti che si estende sono stati condotti per simulare lo snap-off durante la serigrafia. Lo snap-off appartiene alla fase finale di serigrafia. Figura 16 dimostra che le lunghezze incandescenza a rottura aumenta con l'aumentare della velocità si estende per entrambi pAstes. Rottura avviene sempre in basso rapporto di stiro (x br - x 0) / x = 0 Ax br / x 0 per pasta B che per pasta A, ma questa differenza sembra diminuire leggermente con l'aumentare della velocità allungamento. Poiché la rottura del filamento di pasta B accade in un rapporto di stiro inferiore questa pasta può avere migliori proprietà a spezzare.
I risultati ottenuti con il capillare rottura configurazione di imaging elongazionale reometro sono confermate dagli esperimenti trazione tester. Corrispondenti risultati sono mostrati in Figura 17. Ancora una volta il rapporto di stiro in cui i filamenti rompono aumentano con l'aumentare della velocità di stretching (Figura 17 (a)) e si rompe pasta B a basso Ax br / x 0 valori di pasta A. Tuttavia, i valori assoluti Ax br / x 0 ottenuti con la elongati capillare disfacimentoreometro onale sono sempre superiori a quelli ottenuti con il tester di trazione corrispondente. Questo è attribuito ai diversi diametri piastra d = 6 mm e spessore 5 mm, cioè diversi volumi iniziali del campione per il capillare rottura reometro elongazionale e dinamometro. Infine il dinamometro fornisce anche un secondo parametro caratteristico della forza massima F max agendo sul filamento nella filatura. Questa quantità aumenta linearmente con l'aumentare della velocità di separazione, ma in questo caso i valori ottenuti per pasta B sono più grandi di quelli per pasta A. saranno necessarie ulteriori indagini per rivelare la rilevanza di F max per il processo di serigrafia o altre operazioni di rivestimento.

Figura 1. viscosità apparente nella controllata shear rate a piatti paralleli reometria rotazionale. Panoramica del resulting viscosità apparente e sforzo di taglio espresso in modalità velocità di taglio controllata con un reometro a piastre parallele (breve: PP), piastra rugosità R = q di 2 - 4 pm e altezza gap h = 1 mm. Classificazione di velocità di taglio apparente in tre sezioni sulla base di registrazioni video durante la misurazione. slittamento a parete, pasta di deformazione e la fuoriuscita del campione sono evidenziati nei ritagli di registrazione video. Pasta B è scelto esemplare qui, ma risultati simili sono stati ottenuti per pasta A. Le barre di errore sono calcolati come la deviazione standard ottenuta da almeno tre misurazioni indipendenti. Si prega di cliccare qui per vedere una versione più grande di questa figura.
{kind=link}

Figura 2. L'applicazione del metodo punto di tangenza di intersezione per la determinazione snervamento. I γ deformazione, ovvero lo spostamento della piastra superiore diviso per l'altezza gap, è rappresentata graficamente rispetto al taglio nominale sollecitazioni τ app applicato. La grandezza controllata sollecitazione di taglio viene fatto con una piastra di rugosità R = q di 2 - 4 pm e un'altezza gap h = 1 mm. Incolla B è scelto in modo esemplare qui, ma risultati simili sono stati ottenuti per la pasta di A. Si prega di cliccare qui per vedere una versione più grande di questa figura.
{kind=link}

Figura 3. Effetto della piastra rugosità limite di elasticità apparente. La risultante tensione di snervamento apparente per differente piastra rugosità R q = 1,15 um, R = q di 2 - 4 um e R q = 9 um vs. altezza gap h. I risultati dipendono sulla piastra roughness R q ed è indipendente variando l'altezza gap di misurazione (sinistra: pasta A, a destra: pasta B). Le barre di errore sono calcolati come la deviazione standard ottenuta da almeno tre misurazioni indipendenti. Si prega di cliccare qui per vedere una versione più grande di questa figura.
{kind=link}

Figura 4. ritagli di registrazioni video al variare sollecitazione di taglio. Qui utilizzando l'esempio di pasta A determinata con piastra rugosità R q = 1,15 um. Si prega di cliccare qui per vedere una versione più grande di questa figura.
{kind=link}

Figura 5. ritagli di registrazioni video al variare sollecitazione di taglio. Qui utilizzando l'esempio di pasta A determinata con piastra rugosità R = q di 2 - 4 um. Si prega di cliccare qui per vedere una versione più grande di questa figura.
{kind=link}

Figura 6. ritagli di registrazioni video al variare sollecitazione di taglio. Qui utilizzando l'esempio di pasta A determinata con piastra rugosità R q = 9 um. Si prega di cliccare qui per vedere una versione più grande di questa figura.
{kind=link}

Figura 7. ritagli da video regi ammaccature al variare shear stress. Qui utilizzando l'esempio di pasta B misurata con piastra rugosità R q = 9 um. Si prega di cliccare qui per vedere una versione più grande di questa figura.
{kind=link}

Figura 8. risultante tensione di snervamento. Un confronto tra la tensione di snervamento per pasta A e B determinato con la geometria delle pale e R = q di 2 - 4 um a piatti paralleli geometria. Le barre di errore sono calcolati come la deviazione standard ottenuta da almeno tre misurazioni indipendenti. Si prega di cliccare qui per vedere una versione più grande di questa figura.
{kind=link}
PLOAD / 55377 / 55377fig9.jpg"/>
Figura 9. Dipendenza di slittamento parete su sollecitazione di taglio. Slittamento parete velocità v slittamento vs. sforzo di taglio τ per pasta A e B determinate con R q = 1,15 um a piatti paralleli geometria all'altezza gap h = 1 mm. La velocità di slittamento parete caratteristica ottenuta alla tensione di snervamento del materiale è indicata come V *. Le barre di errore sono calcolati come la deviazione standard ottenuta da almeno tre misurazioni indipendenti. Si prega di cliccare qui per vedere una versione più grande di questa figura.
{kind=link}

Figura 10. Effetto dell'altezza gap fuoriuscita del campione. Viscosità apparente variando misurare gap altezza h in modalità gradiente di velocità controllata per pasta B e la piastra rugosità R = q di 2 - 4micron. L'altezza gap viene variata tra h = 0.2 mm e h = 2,0 mm. nodo verso il basso della curva di viscosità pone in alle velocità di taglio elevate quando si sceglie un'altezza sgancio inferiore. L'altezza gap viene variata tra h = 0.2 mm e h = 2,0 mm. Le barre di errore sono calcolati come la deviazione standard ottenuta da almeno tre misurazioni indipendenti. Si prega di cliccare qui per vedere una versione più grande di questa figura.
{kind=link}

Figura 11. La velocità di rotazione critica a cui insiemi campione fuoriuscita di Velocità di rotazione n crit alla quale il nodo verso il basso dei gruppi di curve viscosità di altezza gap vs h utilizzando la geometria a piatti paralleli con R = q di 2 - 4 pm (sinistra.: incollare A, a destra: pasta B). Esempio spillover regola dentro a questo characteristic velocità rotazionale come confermato da registrazioni video. Per incollare un campione insiemi fuoriuscita in alle n crit, A = 0,6 min -1 e per pasta B a n crit, B = 1,7 min -1 per altezza gap h ≥ 0,5 mm. Le barre di errore sono calcolati come la deviazione standard ottenuta da almeno tre misurazioni indipendenti. Si prega di cliccare qui per vedere una versione più grande di questa figura.
{kind=link}

Figura 12. viscosità nell'intervallo velocità di taglio largo. Viscosità apparente di pasta A e B determinata in un intervallo di frequenza di taglio usando largo piatti paralleli reometria rotazionale (altezza gap h = 0.2 mm e h = 1 mm; R q = di 2 - 4 um) e capillare reometria (d = 0,5 mm e L = 40 mm). Le barre di errore sono calcolati come standar d deviazione ottenuta da almeno tre misurazioni indipendenti. Si prega di cliccare qui per vedere una versione più grande di questa figura.
{kind=link}

Figura 13. Determinazione del regime lineare e risposta non lineare a taglio oscillatorio. Test spazzata ampiezza per pasta B: G', G '' vs. ampiezza di deformazione alla frequenza f = 1 Hz fissa. Prova effettuata utilizzando un reometro rotazionale dotato geometria a piatti paralleli (R = q di 2 - 4 pm, altezza gap h = 1 mm). Le barre di errore sono calcolati come la deviazione standard ottenuta da almeno tre misurazioni indipendenti.large.jpg" target = '_ blank'> Clicca qui per vedere una versione più grande di questa figura.

Figura 14. Tre fase di test recupero strutturale. Tre stadi prova di recupero strutturale per pasta B eseguito a frequenza costante f = 1 Hz con un reometro rotazionale a piastre parallele (piastra rugosità R = q di 2 - 4 um). L'ampiezza di deformazione applicata in stadio I è di 0,025%, in stadio II = 80% e in fase III = 0,025%. registrazioni video confermano omogenea deformazione del campione durante il gap, scivolamento parete, taglio strisce, spina verifica flusso o campione fuoriuscite. Le barre di errore sono calcolati come la deviazione standard ottenuta da almeno tremisurazioni indipendenti. Si prega di cliccare qui per vedere una versione più grande di questa figura.
{kind=link}

Figura 15. test di ripristino strutturali. (A) Effetto del tempo di taglio sul recupero strutturale. il recupero strutturale di pasta B per II = 80% e diversa durata della fase II, t II = 50 s, 150 s e 600 s. (B) Effetto di ampiezza di deformazione sul recupero strutturale. Variazione relativa strutturale irreversibile
(G '(t → ∞) - G' (t = 0)) / G '(t = 0) = DeltaG' / G' I come funzione dell'ampiezza deformazione applicato in fase II dei tre stage prova di recupero strutturale determinato per pasta A e B in costante t II = 150 s. Le barre di errore sono calcolati come la deviazione standard ottenuta da almeno tre misurazioni indipendenti. Si prega di cliccare qui per vedere una versione più grande di questa figura.
{kind=link}

Figura 16. determinazione ottico di rottura del filamento a deformazione elongazionale. rapporto di trazione tratto critica a cui si verifica la rottura del filamento per paste A e B a velocità diverse di stretching come ottenuta utilizzando il reometro capillare elongazionale rottura (iniziale altezza gap h = 1 mm). Si prega di cliccare qui per vedere una versione più grande di questa figura.
{kind=link}

Figura 17. trazione test - forza assiale durante la deformazione elongazionale. Risultante Ax br / x 0 (a) e forza risultante F max (b) vs. estende velocità ottenuta per pasta A e B con il tester di trazione. L'altezza gap iniziale è h = 1 mm e il diametro del pistone d = 5 mm. L'inserto mostra forza F greggio vs. dati rapporto di stiro per pasta B ottenuta per v = 30 mm s -1 per dimostrare la determinazione di F max e Ax br. Le barre di errore sono calcolati come la deviazione standard ottenuta da almeno tre misurazioni indipendenti. Si prega di cliccare qui per vedere una versione più grande di questa figura.
{kind=link}

Tabella 1. Panoramica dei metodi applicati, corrispondenti informazioni caratteristiche e le differenze tra specifiche proprietà di flusso di pasta A e B. Si prega di cliccare qui per vedere una versione più grande di questa tabella.
{kind=link}
Discussione
Una caratterizzazione reologica completo di sospensioni o paste altamente concentrate è obbligatoria per una riunione sviluppo del prodotto mirato le molteplici esigenze durante l'elaborazione e l'applicazione di tali fluidi complessi. Questa indagine include la determinazione di snervamento, viscosità, velocità di scorrimento della parete, recupero strutturale dopo grandi deformazioni e allungamento a rottura, così come forza di trazione durante filamento allungamento. Una sintesi di tutti i metodi applicati, ottenuto informazioni, e le caratteristiche della colla sono riassunti nella Tabella 1.
è dimostrato l'importanza di registrazioni video per la determinazione affidabile di quantitativi reologiche delle sospensioni altamente caricate mostrando slittamento parete, taglio a strisce e ricaduta campione a piatti paralleli reometria rotazionale. registrazioni video consentono la determinazione del vero profilo deformazione e il campo di flusso in corrispondenza del bordo del campione utilizzando marcatori appropriati. È necessARY studiare questo comportamento di deformazione prima di analizzare i risultati di esperimenti reologiche. Così impostazioni dei parametri di misurazione e valori di rugosità lastra possono essere identificati per le quali misure di viscosità sono possibili. Lo stress pasta resa può essere determinato utilizzando una geometria geometria palette o piastra-piastra con appropriata rugosità.
Determinazione della viscosità è possibile utilizzando la geometria piastra-piastra solo con una rugosità piastra selezionato a seconda della composizione del campione. Rugosità maggiore non comporta necessariamente inferiore slittamento parete. La velocità di taglio o l'intervallo sollecitazione di taglio in cui la determinazione della viscosità può essere fatto è limitata dalla tensione di snervamento e l'insorgenza di fuoriuscita del campione.
Inoltre, la velocità di scorrimento può essere misurato direttamente e condizioni di misura in cui flusso a stantuffo, taglio delle bande o ricaduta campione verificano può essere identificato chiaramente. Per misure di slittamento parete superfici lisce sono state usate come pla taglio superioreTE e una piastra di fondo ruvido per consentire slittamento solo alla piastra superiore. Questa velocità di scorrimento può essere calcolato direttamente dalla velocità angolare della piastra superiore. Per entrambe le paste slittamento avviene a livelli di stress nettamente inferiori al limite di elasticità apparente. Osservazioni simili sono stati riportati per sospensioni di microsfere di vetro 25, sospensioni argilla 27, paste microgel molli nonché per emulsioni 28, 29, 30. Qui un aumento lineare di v slittamento con τ app è trovato. Ciò è in linea con le osservazioni di Aral et al. 25 che determinata anche v slittamento usando la visualizzazione del campo di moto in corrispondenza del bordo delle sospensioni branello di vetro investigati.
Seth et al. hanno dimostrato che la scala della velocità di scorrimento con sollecitazione applicata è controllata dalla interazione tra il partic morbidoles hanno usato nel loro studio e la parete. Per il caso in cui non v'è alcuna adesione specifica di particelle alla parete, trovano anche una relazione lineare tra v slittamento e stress ma un ridimensionamento quadratica è trovato che le particelle debolmente aderenti alla parete 28, 29, 30. Gli studi su paste particelle morbide rivelano anche una caratteristica velocità di scorrimento V * alla tensione di snervamento e un modello elastoidrodinamica è presentato 29 consente di calcolare V * dai parametri fisiche del fluido e particelle che possono essere determinate indipendentemente: V * ~ γ y 2 (G 0 R / η s) (G P / G 0) 1/3. Questa velocità di scorrimento caratteristica dipende dalle paste resa ceppo γ y e modulo elastico G 0, solvente viscosità η s, nonché particle raggio R e il modulo G P. I valori risultanti da questa semplice stima (V A * = 375 micron s -1 e V B * = 118 micron s -1) accordo molto bene con i risultati sperimentali (Figura 9), non solo per quanto riguarda l'ordine di grandezza ma anche per quanto riguarda la differenza tra pasta A e B.
fuoriuscite campione viene osservato qui ad una caratteristica critica velocità di rotazione per ciascuna pasta. Fuoriuscita non si verifica nei veicoli puri. Questo fenomeno limita caratterizzazione reologica delle paste e può anche essere rilevante per talune operazioni di trattamento o di rivestimento, ma la sua origine fisica rimane irrisolto.
registrazioni video indicano inoltre che slittamento parete, a flusso a pistone e la fuoriuscita del campione possono essere esclusi durante prove di taglio oscillatorie. Pertanto, la diminuzione e aumento dei moduli di taglio osservati durante i test oscillatorio taglio tre stadi con Small ampiezza di oscillazione in fase I e III nonché grande ampiezza di deformazione > c può essere direttamente attribuita a rottura strutturale giù e recupero. Si è potuto dimostrare che il grado di irreversibile cambiamento strutturale durante oscillatori taglio aumenta con l'aumentare dell'ampiezza di deformazione in fase seconda fino a saturazione viene raggiunta a deformazioni corrispondenti al crossover di G' e G '' nel test di ampiezza scansione, ma il danno irreversibile è indipendente dalla durata di alto taglio ampiezza in fase II. La variazione in modulo e struttura quindi campione a causa di grande deformazione di taglio nella fase II è definito irreversibile qui poiché dopo tempi di attesa di più di 10 s 4, il modulo elastico è di gran lunga inferiore al suo valore iniziale (dati non mostrati). I dati mostrati nella figura 15 sono limitati a attesatempi di 1.500 s per motivi di chiarezza. Tuttavia, va notato che la scala temporale del processo di stampa è nell'ordine di secondi o anche al di sotto. Questo non è accessibile con la configurazione reometro rotazionale convenzionale utilizzato in questo studio.
Le altezze Gap utilizzati in questo studio sono anche molto più grandi aperture tipiche di maglia in serigrafia dei moderni elettronica stampata. misure reologiche con geometria piastra-piastra non può essere fatto a tali aperture gap piccole a causa dei limiti di regolazione meccanica per grandi lastre tipicamente utilizzati nelle misurazioni reologiche. Inoltre, grandi separazioni gap sono stati scelti qui per facilitare la visualizzazione della deformazione campione al cerchio.
test filamento si estende con un capillare rottura reometro elongazionale e un tester di trazione possono essere utilizzati per caratterizzare il comportamento di deformazione e rottura delle paste altamente caricate nei flussi elongazionale. L'allungamento a rottura e il mforza assima durante l'allungamento sono parametri ottenuti da queste prove e può essere correlata al tergipavimento snap-off durante la serigrafia.
Infine, state osservate differenze significative in tutti gli esperimenti descritti sopra per le due paste d'argento commerciali esaminati in questo studio. Una discussione estesa della rilevanza delle proprietà reologiche di pasta per le loro prestazioni sarà affrontato in un successivo documento sulla base di dati per una vasta gamma di diverse paste e veicoli.
Divulgazioni
The authors have nothing to disclose.
Riconoscimenti
The authors would like to thank to Heraeus Precious Metals GmbH & Co. KG for their support and supply of commercial silver pastes, especially M. König for fruitful discussions. Special thanks go to M. Schmalz for experimental support. C. Yüce gratefully acknowledges financial support by the 100 prozent erneuerbar stiftung. Finally, we acknowledge financial support from the Federal Ministry for Economic Affairs and Energy (Grant no. 0325775G).
Materiali
| Name | Company | Catalog Number | Comments |
| endoscopy | Visitool | TVS80.280.BF6.AD10.2 | full name: TV-Endoskop, C-Mount, Variookular 2X, Ø 8 mm x ca. 280 mm, 0°, BF: 6 mm, AD 10 mm |
| commercial silver paste | Heraeus Deutschland GmbH & Co. KG Global Business Unit Heraeus Photovoltaics | ||
| rheometer A | Anton Paar | Physica MCR 501 | Rq = 2 - 4 µm |
| rheometer B | Thermo Scientific | Haake Mars II | Rq = 1.15 µm Rq = 9 µm |
| rheometer C | Thermo Scientific (formerly Haake GmbH) | Rheostress 150 | vane geometry |
| sandpaper | Jean Wirtz Düsseldorf Metallographie | P320 C | Rq = 9 µm grain size = 46.2 ± 1.5 |
| recording software | Debut Video Capture | ||
| LED Spotlight | Kaleep | 48W Led Work Lights Offroads Lights Lamp Spotlight Floodlight | |
| capillary breakup elongational rheometer | Thermo Scientific (Haake) | HAAKE CaBER1 | |
| tensile tester | Stable Micro Systems, Godalming, UK | TA.XT plus Texture Analyzer | |
| 50 N load cell | Stable Micro Systems, Godalming, UK | Serialnumber: 10256249 | |
| a modified capillary rheometer | Göttfert Rheograph 2000 (Göttfert Werkstoff-Prüfmaschinen GmbH, Buchen Germany) | ||
| 500 bar pressure transducer | Gefran, Selingenstadt, Germany |
Riferimenti
- Mathews, N., Lam, Y. M., Mhaisalkar, S. G., Grimsdale, A. C. Printing materials for electronic devices. Int. J. Mater. Res. 101 (2), 236-250 (2010).
- Ralph, E. L. Recent advancements in low cost solar cell processing. Proceedings of the 11th Photovoltaic Specialists Conference. 1, 315 (1975).
- Faddoul, R., Reverdy-Bruas, N., Blayo, A. Formulation and screen printing of water based conductive flake silver pastes onto green ceramic tapes for electronic applications. Mater. Sci. Eng. B Solid-State Mater. Adv. Technol. 177 (13), 1053-1066 (2012).
- Rane, S. B., Seth, T., Phatak, G. J., Amalnerkar, D. P., Das, B. K. Influence of surfactants treatment on silver powder and its thick films. Mater. Lett. 57 (20), 3096-3100 (2003).
- Rane, S. B., et al. Firing and processing effects on microstructure of fritted silver thick film electrode materials for solar cells. Mater. Chem. Phys. 82 (1), 237-245 (2003).
- Faddoul, R., Reverdy-Bruas, N., Bourel, J. Silver content effect on rheological and electrical properties of silver pastes. J. Mater. Sci. Mater. Electron. 23 (7), 1415-1426 (2012).
- Szlufcik, J., Poortmans, J., Sivoththaman, S., Mertens, R. P. Advanced manufacturing concepts for crystalline silicon solar cells. IEEE Trans. Electron Devices. 46 (10), 1948-1969 (1999).
- Gomatam, R., Mittal, K. L. . Electrically Conductive Adhesive. , (2008).
- Pospischil, M., et al. Investigations of thick-film-paste rheology for dispensing applications. Energy Procedia. 8, 449-454 (2011).
- Hoornstra, J., Weeber, A. W., De Moor, H. H., Sinke, W. C. The importance of paste rheology in improving fine line, thick film screen printing of front side metallization. Netherlands Energy Found. , (1997).
- Gilleo, K. Rheology and surface chemistry for screen printing. Screen Print. Mag. , 128-132 (1989).
- Lin, H. W., Chang, C. P., Hwu, W. H., Ger, M. D. The rheological behaviors of screen-printing pastes. J. Mater. Process. Technol. 197, 284-291 (2008).
- Shiyong, L., Ning, W., Wencai, X., Yong, L. Preparation and rheological behavior of lead free silver conducting paste. Mater. Chem. Phys. 111 (1), 20-23 (2008).
- Reichl, H., Feil, M. Hybridintegration: Technologie und Entwurf von Dickschichtschaltungen. Hüthig Verlag GmbH. , (1986).
- Thibert, S., et al. Study of the high throughput flexographic process for silicon solar cell metallisation. Prog. Photovoltaics Res. Appl. 24 (2), 240-252 (2016).
- Glunz, S. W., Mette, A., Richter, P. L., Filipovic, A., Willeke, G. New concepts for the front side metallization of silicon solar cells. 21st Eur. Photovolt. Sol. Energy Conf. , 4-7 (2006).
- Thibert, S., Jourdan, J., Bechevent, B., Chaussy, D., Reverdy-Bruas, N., Beneventi, D. Influence of silver paste rheology and screen parameters on the front side metallization of silicon solar cell. Mater. Sci. Semicond. Process. 27, 790-799 (2014).
- Pospischil, M., et al. Dispensing technology on the route to an industrial metallization process. Energy Procedia. 67, 138-146 (2015).
- Coussot, P. . Rheometry of pastes, suspensions, and granular materials: Application in Industry and Environment. , (2005).
- Coussot, P. Rheophysics of pastes: a review of microscopic modelling approaches. Soft Matter. 3 (5), 528 (2007).
- Zhou, H., Hong, J., Piao, L., Kim, S. -. H. Dual rheological responses in Ag pastes. J. Appl. Polym. Sci. 129 (3), 1328-1333 (2013).
- Buscall, R., McGowan, J. I., Morton-Jones, A. J. The rheology of concentrated dispersions of weakly attracting colloidal particles with and without wall slip. J. Rheol. 37 (4), 621 (1993).
- Kalyon, D. M., Yaras, P., Aral, B., Yilmazer, U. Rheological behavior of a concentrated suspension: A solid rocket fuel simulant. J. Rheol. (N. Y. N. Y). 37 (1), 35-53 (1993).
- Yilmazer, U., Kalyon, D. M. Slip effects in capillary and parallel disk torsional flows of highly filled suspensions. J. Rheol. (N. Y. N. Y). 33 (8), 1197-1212 (1989).
- Aral, B. K., Kalyon, D. M. Effects of temperature and surface roughness on time-dependent development of wall slip in steady torsional flow of concentrated suspensions. J. Rheol. 38 (4), 957-972 (1994).
- Persello, J., Magnin, A., Chang, J., Piau, J. M., Cabane, B. Flow of colloidal aqueous silica dispersions. J. Rheol. (N. Y. N. Y). 38 (6), 1845-1870 (1994).
- Pignon, F., Magnin, A., Piau, J. M. Thixotropic colloidal suspensions and flow curves with minimum: Identification of flow regimes and rheometric consequences. J. Rheol. (N. Y. N. Y). 40 (4), 573-587 (1996).
- Meeker, S. P., Bonnecaze, R. T., Cloitre, M. Slip and flow in pastes of soft particles: Direct observation and rheology. J. Rheol. (N. Y. N. Y). 48 (6), 1295-1320 (2004).
- Seth, J. R., Cloitre, M., Bonnecaze, R. T. Influence of short-range forces on wall-slip in microgel pastes. J. Rheol. (N. Y. N. Y). 52 (5), 1241-1268 (2008).
- Seth, J. R., Locatelli-Champagne, C., Monti, F., Bonnecaze, R. T., Cloitre, M. How do soft particle glasses yield and flow near solid surfaces?. Soft Matter. 8 (1), 140-148 (2012).
- Meeker, S. P., Bonnecaze, R. T., Cloitre, M. Slip and flow in soft particle pastes. Phys. Rev. Lett. 92 (19), 1-4 (2004).
- Xu, C., Fieß, M., Willenbacher, N. Impact of wall slip on screen printing of front-side silver pastes for silicon solar cells. IEEE Journal of Photovoltaics. 7, 129-135 (2017).
- Brummer, R. . Rheology Essentials of Cosmetic and Food Emulsions. , (2006).
- Macosko, C. W. . Rheology Principles, Measurements, and Applications. , (1994).
- Dzuy, N. Q., Boger, D. V. Yield stress measurement for concentrated suspensions. J. Rheol. (N. Y. N. Y). 27 (4), 321-349 (1983).
- Da Cruz, F., Chevoir, F., Bonn, D., Coussot, P. Viscosity bifurcation in granular materials, foams, and emulsions. Phys. Rev. E. 66, 1-7 (2002).
Ristampe e Autorizzazioni
Richiedi autorizzazione per utilizzare il testo o le figure di questo articolo JoVE
Richiedi AutorizzazioneThis article has been published
Video Coming Soon
Personale delle biblioteche
Copyright © 2025 MyJoVE Corporation. Tutti i diritti riservati