
Method Article
Monitoraggio delle crepe nei test di fatica di risonanza di campioni saldati utilizzando la correlazione digitale delle immagini
In questo articolo
Riepilogo
La correlazione digitale delle immagini viene utilizzata nei test di fatica su una macchina di prova di risonanza per rilevare crepe macroscopiche e monitorare la propagazione delle crepe nei campioni saldati. Le crepe sulla superficie del provino diventano visibili come ceppi aumentati.
Abstract
Viene presentata una procedura che utilizza la correlazione digitale delle immagini (DIC) per rilevare le crepe sui campioni saldati durante i test di fatica sulle macchine per i test di risonanza. È inteso come una procedura pratica e riproducibile per identificare le crepe macroscopiche in una fase precoce e monitorare la propagazione delle crepe durante i test di fatica. Consiste in misure del campo di deformazione alla saldatura utilizzando DIC. Le immagini vengono scattate a intervalli di ciclo di carico fissi. Le crepe diventano visibili nel campo di deformazione calcolato come ceppi elevati. In questo modo, l'intera larghezza di un campione su piccola scala può essere monitorata per rilevare dove e quando inizia una crepa. Successivamente, è possibile monitorare lo sviluppo della lunghezza della fessura. Poiché le immagini risultanti vengono salvate, i risultati sono verificabili e confrontabili. La procedura è limitata alle crepe che si avviano in superficie ed è destinata alle prove di fatica in condizioni di laboratorio. Visualizzando la fessura, la procedura presentata consente l'osservazione diretta delle macrofessure dalla loro formazione fino alla rottura del campione.
Introduzione
Le saldature sono particolarmente soggette a danni da fatica. Le loro proprietà di fatica sono comunemente determinate su campioni su piccola scala che possono essere testati in modo efficiente. Durante i test, viene applicato un carico ciclico. Alla fine una crepa avvierà e crescerà fino a dimensioni macroscopiche. La fessura crescerà e si propaga attraverso l'esemplare. Il test viene di solito eseguito fino a quando il campione non fallisce completamente. Il risultato del test è il numero di cicli di carico fino a quando non si verifica un errore per il carico applicato. Questo fallimento finale è di solito ovvio. D'altra parte, l'avvio della crepa è più complesso da determinare. Tuttavia, potrebbe essere interessante nelle indagini su parametri non uniformi rispetto allo spessore del campione o che influiscono specificamente sull'inizio della fessura (ad esempio, sollecitazioni residue o trattamenti post-saldatura).
Esistono diversi metodi per il rilevamento di crepe durante i test di fatica. I più semplici sono l'ispezione visiva, i test di penetrazione del colore o l'applicazione di misuratori di deformazione. Metodi più sofisticati includono termografia, ultrasuoni o test di corrente eddy. La propagazione delle crepe può essere determinata utilizzando misuratori di deformazione appositi, emissione acustica o il potenziale metodo di caduta.
La procedura proposta utilizza la correlazione digitale delle immagini (DIC) per visualizzare i ceppi di superficie sul campione. Permette di rilevare la formazione di crepe macroscopiche durante i test di affaticamento. Inoltre, la propagazione delle crepe può essere monitorata per tutta la durata del test. Per DIC, un modello irregolare viene applicato alla superficie del provino e monitorato dalle telecamere. Dalla distorsione del modello sotto carico, vengono calcolati i ceppi di superficie. Le crepe appariranno quando i ceppi elevati superano un valore soglia definito (> 1%) e quindi diventano visibili.
Con il progredire delle tecnologie computazionali, DIC sta diventando sempre più popolare per le applicazioni industriali e di ricerca. Sono disponibili diversi sistemi software di misurazione commerciale e software open source1. La procedura proposta offre un altro uso di una tecnologia già disponibile in un numero crescente di strutture di ricerca in ingegneria meccanica e civile.
Rispetto alle ispezioni visive o ai test di penetrazione del colorante, la procedura proposta non si basa sulla percezione soggettiva, che dipende dall'esperienza dell'operatore e dalla geometria locale sulla svolta. Anche con un ingrandimento elevato può essere difficile rilevare le crepe in una fase precoce (cioè l'iniziazione di crack), soprattutto se la posizione esatta non è nota in anticipo. Inoltre, utilizzando DIC i risultati vengono salvati e quindi riproducibili e comparabili, mentre l'ispezione visiva è possibile solo momentaneamente.
Utilizzando una misurazione a campo completo, la procedura consente di monitorare l'intera larghezza del campione o la lunghezza della saldatura. Utilizzando misuratori di deformazione, sarebbe necessario applicare diversi indicatori sulla larghezza del provino, perché la loro misurazione è localizzata. I cambiamenti nel segnale del misuratore di deformazione dipenderebbero dalla distanza e dalla posizione rispetto alla fessura. Il risultato dipenderebbe dal fatto che la fessura si avvii tra due indicatori o per caso di fronte a uno.
Un altro vantaggio di DIC è che è visivo, e dà un'immagine descrittiva della crepa. Utilizzando misuratori di deformazione per il rilevamento delle crepe o l'emissione acustica per la crescita delle crepe, la lunghezza stessa della fessura non è monitorata, ma è determinata dai cambiamenti rispettivamente nella deformazione misurata o nei segnali acustici. Ad esempio, in Shrama et al.2 DIC ha permesso la comprensione e l'interpretazione dei segnali acustici di emissione. Altri fattori che influenzano o interferiscono i segnali possono influenzare il segnale misurato, causando incertezze e richiedendo un'attenta interpretazione dei risultati.
Sono state segnalate varie applicazioni di DIC per monitorare le crepe nei test di fatica. In molti casi DIC viene utilizzato per valutare il campo di deformazione alla punta di fessura3,4,5 e determinare i fattori di intensità di stress6,7,8 o rilevare i danni da fatica su un microscopico scala9,10. In questi casi, le immagini microscopiche vengono utilizzate per studiare le aree di interesse nell'intervallo di pochi millimetri. I campioni testati sono costituiti da materiale di base lavorato con dimensioni nella gamma millimetrisa. Aree di misura più grandi sono state registrate da Tavares et al.11 per determinare i fattori di intensità di stress, da Shrama et al.2 per studiare i segnali di emissione acustica e da Hasheminejad et al.12 per studiare le crepe nel cemento asfalto. Il Poncelet et al.13 ha applicato DIC per rilevare l'avvio della crepa in base all'incremento di deformazione relativo su un certo numero di cicli di carico. I test sono stati eseguiti su campioni con superficie lavorata. Sono stati studiati14,15 o campioni brasati16 utilizzando DIC per registrare lo sviluppo di ceppi durante i test di fatica. Gli esemplari sono stati osservati di lato, mostrando lo sviluppo della fessura nella direzione di profondità, sul bordo del campione.
Tutti gli esperimenti di cui sopra sono stati condotti su macchine di prova servo-idrauliche con frequenze di carico di pochi hertz (< 15 Hz). Di solito i test sono stati interrotti per registrare le immagini per DIC. Vanlanduit et al.17 ha scattato immagini durante il test in esecuzione e ha applicato algoritmi per compensare le diverse frequenze di test e registrazione delle immagini. Lorenzino et al.18 ha eseguito test su una macchina per il test di risonanza e ha catturato immagini DIC con telecamere microscopiche. 19,20 hanno eseguito test su una macchina per il test di risonanza con una frequenza di 100 Hz senza interruzioni, utilizzando una procedura molto simile a quella qui presentata. I test sono stati condotti su campioni piatti rivestiti sotto carichi di piegatura. Una singola telecamera e un flash innescato sono stati utilizzati per catturare immagini di un'area di 20 x 15 mm. Sono state applicate diverse valutazioni delle crepe basate sul campo di deformazione e sul campo di spostamento.
La procedura presentata in questo documento viene applicata ai campioni saldati che presentano una tacca e quindi una concentrazione di sollecitazione. Viene impiegato un sistema 3D DIC con due telecamere, che consente di tenere conto degli spostamenti fuori piano del campione. Le telecamere vengono attivate mentre l'illuminazione è costante. Il rilevamento delle crepe si basa sul campo di deformazione misurato su un'area di 55 x 40 mm.
La procedura offre un modo robusto e comparabile per rilevare le crepe nei test di fatica. Inoltre, fornisce un record di propagazione crack. È applicabile su macchine per i test di risonanza con alte frequenze di carico. Le prove non devono essere interrotte per le misurazioni e nessun operatore deve essere presente durante il test. La procedura può quindi essere applicata in modo efficiente a un gran numero di test per recuperare informazioni sull'avvio e la propagazione delle crepe.
Protocollo
1. Preparazione degli esemplari
AVVISO: L'uso di attrezzature di saldatura o lavorazione è potenzialmente pericoloso. Il lavoro deve essere eseguito da personale qualificato e secondo le istruzioni fornite dai produttori.
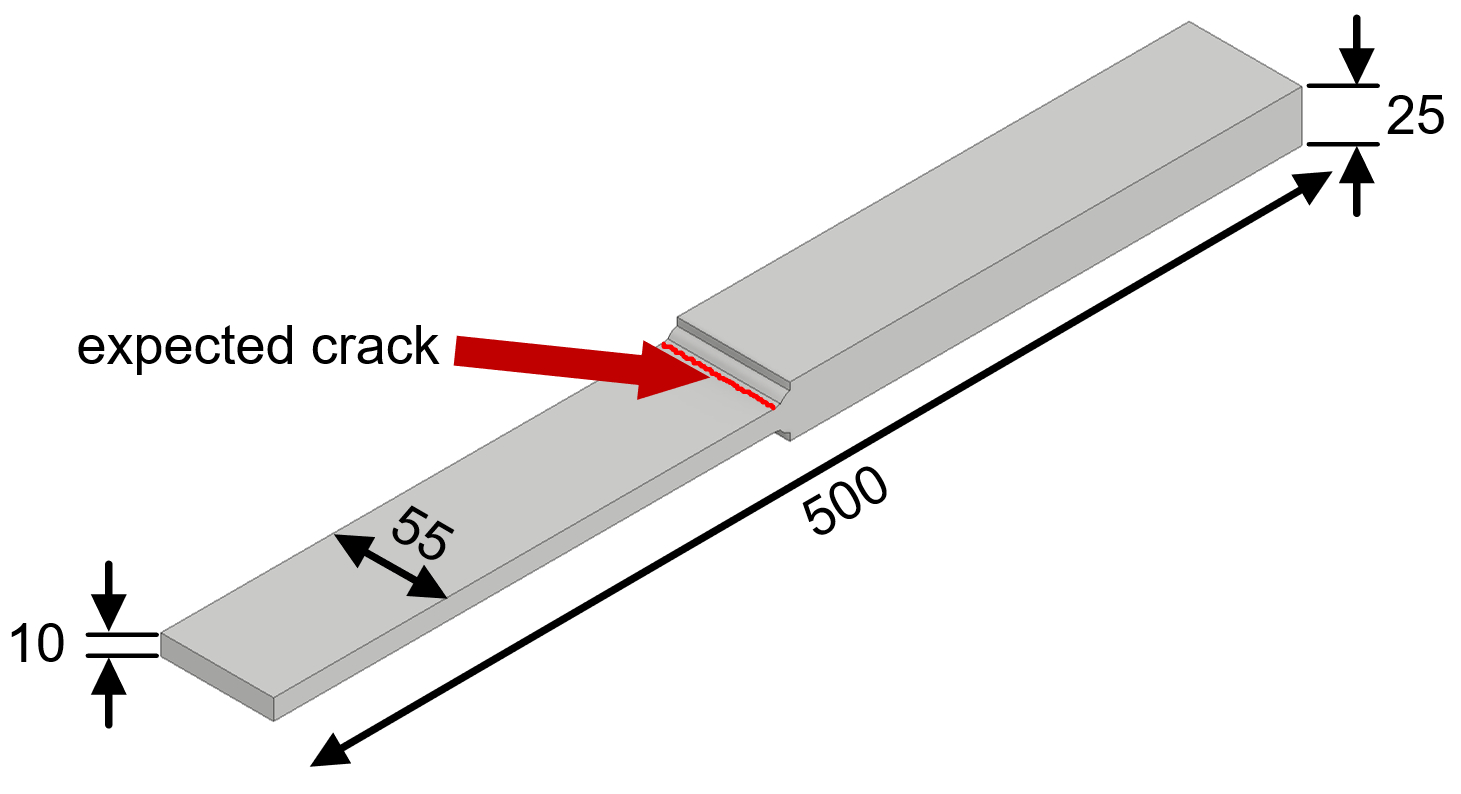
- Preparare gli esemplari con la geometria di saldatura desiderata (ad esempio, saldatura a culo, irrigidimento longitudinale, saldatura del raccordo). Se si misura l'intera larghezza del campione, la dimensione del campione potrebbe essere limitata dall'area raffigurata dal sistema di telecamere impiegato. Nei test qui presentati, sono stati utilizzati campioni contenenti una saldatura a più strati K-butt tra due piastre di spessori diversi (Figura 1). Gli esemplari erano realizzati in acciaio strutturale S355 utilizzando la saldatura a gas attivo in metallo. Ulteriori informazioni sulla preparazione del campione sono disponibili in Friedrich ed Ehlers21.
- Se necessario, mitigare le posizioni di fessura concorrenti mediante la macinazione. Questi potrebbero essere la dito saldato sul lato opposto della piastra o l'altra estremità di un irrigiditore. Qui, la superficie deve essere macinata fino a quando liscia e priva di tacche taglienti per evitare crepe.
- Pulire la superficie del campione nell'area intorno alla saldatura utilizzando un panno di pulizia e un detergente per sgrassare. Rimuovere con attenzione tutto il materiale sciolto dalla superficie di saldatura e la punta di saldatura utilizzando un pennello a filo di ottone. La superficie deve essere priva di olio e grasso.
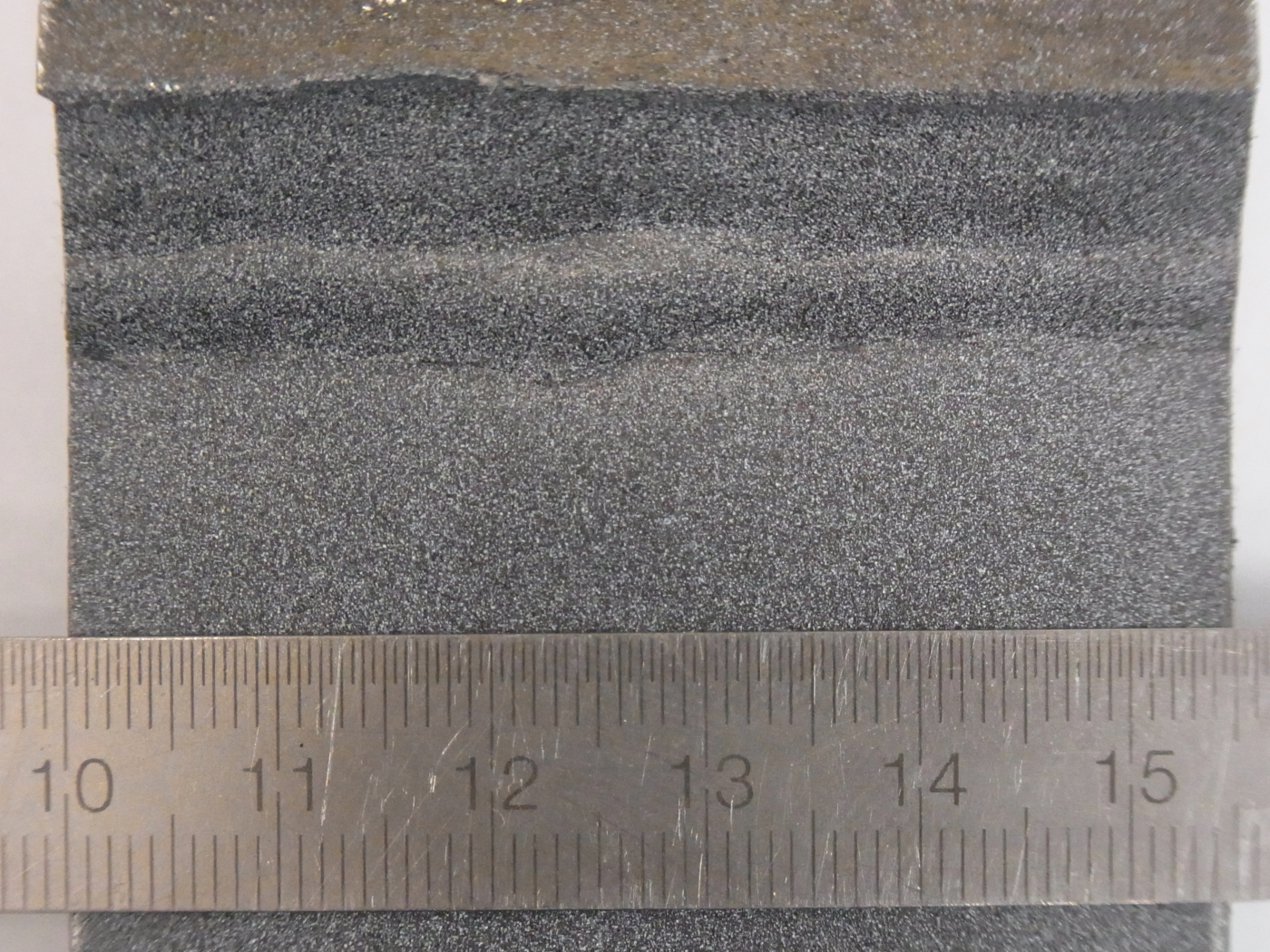
- Applicare il motivo delle macchie per DIC utilizzando applicazioni alternate di vernice spray in bianco e nero. Non puntare lo spray direttamente sulla superficie, ma lasciare che la nebbia spray si stabilizzi sul campione. Non è necessario alcun livello continuo. La dimensione della macchia dovrebbe essere il più fine possibile, nella grandezza di 0,1 mm (vedere Figura 2).
NOTA: La vernice opaca è preferibile per ridurre i riflessi.
2. Configurazione del test
AVVISO: L'uso di apparecchiature di test meccaniche o servoidraulice è potenzialmente pericoloso. Operare con cautela e seguire le istruzioni fornite dal produttore.
- Posizionare le telecamere DIC per catturare l'area di interesse sul campione inserito nella macchina di prova. L'esatta configurazione dipenderà dall'attrezzatura utilizzata. Nei test qui presentati, le telecamere sono state montate su un ponteggio che ha superato il campione disposto orizzontalmente nella macchina di prova (Figura 3).
- Regolare meticolosamente la messa a fuoco degli obiettivi della telecamera per garantire che l'area misurata sia a fuoco. Sulle telecamere impiegate questo viene fatto avvitando gli obiettivi dentro o fuori per cambiare la distanza tra le lenti e il sensore della fotocamera.
- Regolare la posizione delle luci per massimizzare l'illuminazione (qui sono state utilizzate quattro luci LED da 16 Watt; questo ha permesso un'illuminazione uniforme dell'area di misura, ma sono possibili anche altre configurazioni). Si raccomanda l'uso di filtri di polarizzazione correttamente installati sulle luci e sugli obiettivi per ridurre i riflessi sulla superficie metallica.
- Scegliere un tempo di esposizione adeguato. Dipenderà dalla frequenza di test e dovrebbe essere una frazione sufficientemente piccola (1/35) della durata di un ciclo di carico. Nel test qui presentato, il tempo di esposizione era di 0,8 ms per una frequenza di prova di 34 Hz.
- Calibrare il sistema DIC. La procedura dipenderà dal sistema impiegato e dovrebbe essere descritta nel manuale dell'utente specifico.
- Scattare alcune foto con il tempo di esposizione selezionato. Strammi di calcolo utilizzando il software DIC dell'apposito. Verificare che la qualità dell'immagine sia sufficiente per calcolare eventuali ceppi, che la dispersione nei risultati non sia eccessiva (nei ceppi di stato scaricati dovrebbe essere vicina a zero) e che i risultati coprano l'intera regione di interesse. Se le immagini sono troppo scure, regolare l'illuminazione. Potrebbe essere necessario aprire l'apertura sugli obiettivi, anche se questo ridurrà la profondità di messa a fuoco. Un modello di macchie più luminoso potrebbe aiutare pure.
- Collegare l'uscita del segnale di forza dalla macchina di prova per attivare le telecamere. È stato utilizzato un sistema DIC commerciale che include hardware e software che consente di attivare il trigger a intervalli specifici dei cicli di carico. A tale scopo, i cicli di carico sono conteggiati dal segnale di forza in aumento che attraversa un certo valore. Quando viene raggiunto il numero specificato di cicli di carico, le telecamere vengono attivate e il conteggio ricomincia. Un triggerlist esemplare viene fornito come file supplementare.
- Eseguire un'esecuzione di test per determinare il ritardo tra il segnale di innesco e l'esposizione della fotocamera. Impostare il grilletto prima del picco del segnale di carico per compensare il ritardo. Se si utilizza il triggerlist (vedere il passaggio 2.7) regolare il valore del parametro sul segnale di carico richiesto in tensione. Nei test mostrati, le telecamere sono state attivate rispettivamente al 91% e al 96% della forza massima. Questi valori sono forniti solo come esempio e non sono sempre adatti.
NOTA: non è necessario che le immagini vengano scattate esattamente al picco di carico. Le crepe dovrebbero comunque diventare visibili. - Impostare il trigger su un intervallo di cicli di carico in modo che il numero totale di immagini nella durata del test prevista sia compreso nella magnitudine di 10-200 (ad esempio, ogni 10.000 cicli per un test con 106 cicli di carico). Nell'elenco dei trigger (vedere il passaggio 2.7) regolare il valore dei cicli in base al numero di cicli di carico desiderato.
3. Test della fatica
AVVISO: L'uso di apparecchiature di test meccaniche o servoidraulice è potenzialmente pericoloso. Operare con cautela e seguire le istruzioni fornite dal produttore.
- Installare il campione nella macchina di prova.
- Se necessario, prendere le immagini DIC prima del caricamento. Questo non è necessario per il rilevamento delle crepe, ma permette di utilizzare DIC per misurare la deformazione superficiale sotto carico.
- Applicare il primo ciclo di carico in modo statico. Fermati al massimo carico e prendi alcune immagini per DIC. Un'immagine dovrebbe essere sufficiente, ma poiché la qualità dei risultati DIC potrebbe non essere sempre ottimale, potrebbe essere utile avere qualche altra immagine tra cui scegliere per l'analisi. Per queste immagini, è possibile utilizzare un tempo di esposizione più lungo nel modo appropriato.
NOTA: Questo ciclo di carico statico può essere omesso, ma le immagini acquisite staticamente sono probabilmente di migliore qualità rispetto a quelle acquisite durante il test dinamico, migliorando così i risultati DIC. - Impostare l'intervallo di carico e avviare il test ciclico. Facoltativamente, ottenere i segni di spiaggia includendo gli intervalli in cui viene mantenuto il carico superiore ma l'intervallo di carico è ridotto. Per gli esempi illustrati di seguito, una metà dell'intervallo di carico è stata applicata in 15.000 cicli ogni 40.000 cicli regolari. I segni di spiaggia non sono necessari per la procedura presentata, ma offrono la possibilità di convalidare le lunghezze di fessura rilevate.
- Specificare il carico statico e dinamico ed eseguire il test fino a quando il provino non ha esito negativo. Nei test presentati sono stati applicati un carico statico di 0 kN e un'ampiezza dinamica di 22,5 kN. Rispettivamente sono stati utilizzati 50 kN di carico statico e dinamico da 50 kN sul campione alleviato dallo stress.
4. Post-elaborazione
- Valutare il DIC e calcolare la deformazione nella direzione assiale (caricamento) del campione utilizzando il software di ricambio. È stato impiegato un software commerciale (cfr. tabella dei materiali)che include il calcolo automatizzato dei ceppi. Informazioni sul calcolo dei ceppi possono essere trovate in Grédiac e Hild22 e una panoramica del software DIC commerciale e open source corrente è data in Belloni etal. Utilizzare l'immagine del primo ciclo di carico statico acquisito nel passaggio 3.3 come immagine di riferimento. In questo caso, per la valutazione DIC è stata applicata una dimensione di facet di 19 x 19 pixel (0,32 x 0,32 mm) e una distanza di sfaccettatura di 15 x 15 pixel.
- Creare un grafico della deformazione calcolata e impostare la legenda del grafico su valori relativamente alti (0,5% a 1,0%) per sopprimere il possibile rumore. A seconda del software applicato, questi grafici saranno disponibili nella sezione dei risultati dopo che sono stati calcolati spostamenti e ceppi (4.1).
- Eseguire la sequenza di immagini acquisita per tutta la durata del test. Una crepa che si forma diventerà visibile in termini di ceppi elevati. Una crepa macroscopica può verificarsi quando i ceppi superano l'1%.
- Per confrontare i diversi risultati dei test, potrebbe essere interessante determinare quando la crepa raggiunge una lunghezza specificata. Le lunghezze di fessura di 2 mm sono state considerate crepe tecniche o macroscopiche.
Risultati
Per rilevare le crepe e monitorare la propagazione delle crepe è stato tracciato il ceppo nella direzione di carico del campione. Le crepe sono diventate visibili in termini di ceppi elevati (> 1%).
Vengono presentati i risultati ottenuti da due prove di fatica. I test sono stati eseguiti con carichi e rapporti di carico diversi. I risultati non sono destinati al confronto diretto tra i due test, ma rappresentano i risultati tipici di questi test e dimostrano le capacità della procedura presentata.
Lo sviluppo di una crepa in un campione in condizioni così saldati è mostrato nella Figura 4. Il campione conteneva sollecitazioni residue causate dal restringimento della saldatura durante il raffreddamento. Sono stati misurati mediante diffrazione a raggi X e fori e calcolati mediante simulazioni di saldatura21. A causa delle sollecitazioni residue di tensione al centro del campione, la fessura inizia alla linea centrale. In primo luogo, il ceppo ha cominciato ad aumentare nella posizione della crepa di formazione. Si è assunto un crack tecnico quando i ceppi hanno superato l'1% su una lunghezza di 2 mm (N - 755.000). La fessura propagava quindi simmetricamente su entrambi i lati. La lunghezza della fessura rilevata è stata confrontata con i marchi di spiaggia generati durante il test e ha mostrato un buon accordo. Il video dei risultati DIC mostra come la propagazione delle crepe ha rallentato durante la formazione dei segni della spiaggia.
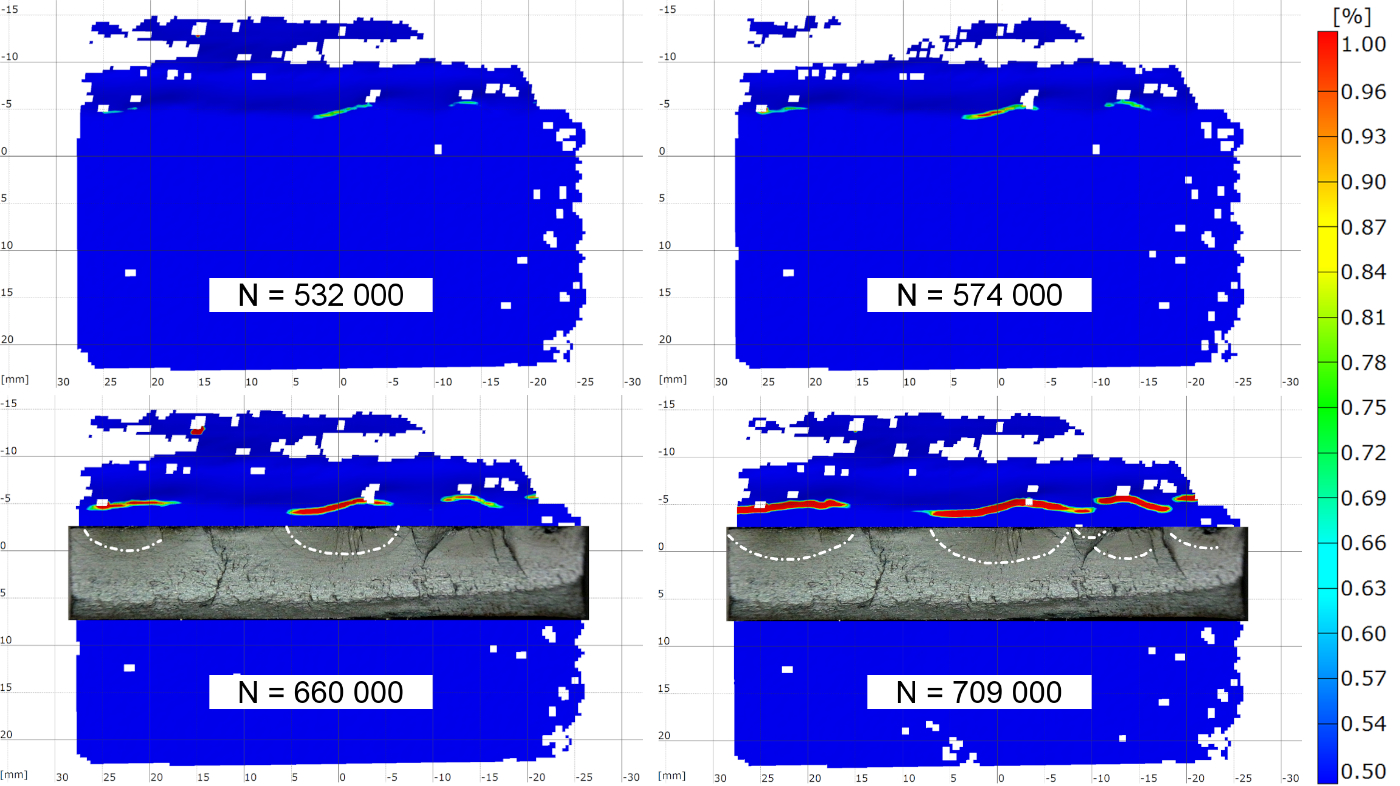
Lo sviluppo di una crepa su un campione alleviato dallo stress è mostrato in Figura 5. L'avvio del crack non è stato influenzato da sollecitazioni residue. Diverse crepe formate in diverse posizioni lungo la saldatura. Una crepa di 2 mm è stata rilevata dopo 574.000 cicli. Le singole crepe poi crebbero e alla fine si unirono. La lunghezza della crepa rilevata è stata confrontata di nuovo con i segni della spiaggia.
La generazione di marchi da spiaggia offre una buona possibilità di convalidare le lunghezze di fessura rilevate utilizzando la tecnica DIC. Inoltre, offre la possibilità di correlare la profondità della fessura con la lunghezza misurata sulla superficie del provino. In una fase iniziale della fessura, vicino alla superficie, potrebbe essere difficile ottenere segni di spiaggia che sono chiaramente visibili. In questo caso, i risultati hanno mostrato il vantaggio dell'approccio DIC.
Come presentato in Figura 4 e Figura 5 il risultato della procedura è una serie di immagini (o un video) che mostralo lo sviluppo di crepe alla saldatura. Da queste immagini, è possibile determinare l'origine e il numero di crepe. Inoltre, possono essere utilizzati per determinare quando una crepa ha raggiunto una lunghezza specifica. Le crepe di 2 mm di lunghezza sono state considerate macroscopiche o tecniche. Questa lunghezza della fessura potrebbe essere recuperata in modo affidabile dalle immagini e in questo studio è stato utilizzato per confrontare il risultato di una serie di test. Inoltre, dal punto di vista ingegneristico, questa lunghezza della fessura sarebbe rilevabile in servizio utilizzando le tecniche di ispezione disponibili. Misurando la lunghezza della fessura dalle immagini risultanti e correlandola al numero di cicli di carico, è anche possibile tracciare una curva di crescita della fessura o determinare i tassi di crescita della fessura. Questi possono essere di interesse nei calcoli meccanici di frattura della propagazione delle crepe.

Figura 1: campioni di saldatura Multilayer K-butt utilizzati per le prove di fatica. Dimensioni in millimetri. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}

Figura 2: Modello di macchie per la correlazione delle immagini digitali alla saldatura. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}

Figura 3: Configurazione di prova con telecamere DIC e luci supportate da una struttura di scaffolding installata sopra il campione. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}

Figura 4: Deformazione percentuale nella direzione di carico (verticale) che mostra lo sviluppo di una crepa e il confronto con i segni di spiaggia su un campione in condizioni di saldatura. N - numero di cicli di carico. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}

Figura 5: Deformazione percentuale nella direzione di carico (verticale) che mostra lo sviluppo di crepe e il confronto con i segni di spiaggia su un campione alleviato dallo stress. N - numero di cicli di carico. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}

Figura 6: Deformazione percentuale nella direzione di carico al carico massimo sul primo ciclo di carico statico (N ) e all'inizio della prova di fatica a diversi numeri di cicli di carico. Fare clic qui per visualizzare una versione più grande di questa figura.
{kind=link}
File supplementare 1: Elenco trigger. Fare clic qui per visualizzare questo file (fare clic con il pulsante destro del mouse per scaricare).
Discussione
La procedura presentata consiste nell'utilizzare DIC per rilevare e monitorare le crepe di affaticamento su campioni saldati testati su una macchina di prova di risonanza senza interrompere il test. La sfida principale nell'applicazione è l'alta frequenza di carico della macchina di prova di risonanza. Richiede tempi di esposizione relativamente brevi e quindi un'illuminazione elevata per l'acquisizione delle immagini per i test DIC. Pertanto, l'illuminazione deve essere massimizzata. D'altra parte, i riflessi sulla superficie metallica possono richiedere l'uso di filtri di polarizzazione, che ridurranno la quantità di luce che entra nelle telecamere. Per sfruttare al meglio la luce disponibile, l'apertura degli obiettivi può essere ingrandita. Questo ridurrà la profondità di messa a fuoco. È quindi necessario impostare la messa a fuoco esattamente alla distanza della superficie del provino e il movimento fuori piano del campione non deve superare l'intervallo di messa a fuoco. La configurazione delle telecamere e l'illuminazione richiede particolare attenzione.
Tuttavia, i ceppi calcolati da DIC potrebbero non essere molto precisi (Figura 6). I ceppi calcolati potrebbero mostrare un rumore elevato. In alcuni aspetti utilizzati per DIC, il modello di macchie potrebbe non essere riconosciuto e le tensioni non verranno calcolate. Ma la procedura proposta si è dimostrata solida per quanto riguarda la qualità dei risultati DELC. Anche se i risultati non sono sufficienti per determinare con precisione i ceppi alla saldatura, dovrebbe comunque essere possibile rilevare le crepe.
La saldatura a base di mozzo qui presentata ha una saldatura relativamente liscia rispetto ad altre geometrie di saldatura. È probabile che le crepe si avviino alle imperfezioni lungo la discarica con una tacca affilata e quindi un'elevata concentrazione di sollecitazione. Sfortunatamente, potrebbe non essere possibile valutare i ceppi da DIC in queste posizioni esatte perché gli sfaccettature utilizzati per il calcolo potrebbero non essere riconosciuti. Ad esempio, la figura 5 mostra una crepa che si inietta sul lato sinistro del campione, sfaccettature mancanti a 25 mm orizzontali / -5 mm verticali. Ma come mostrato nell'esempio, anche se alcuni facet non vengono valutati è ancora possibile determinare quando la crepa inizia e inizia a crescere. Per le saldature con un angolo più ripido e tacche più nitide (ad esempio, irrigidimento longitudinale, saldatura del raccordo) può aiutare a inclinare le telecamere di 15 gradi per aumentare l'angolo sulla superficie di saldatura. La procedura proposta è stata applicata anche agli irrigiditori longitudinali. Nonostante la tacca relativamente affilata sulla stesura è stato possibile rilevare in modo affidabile l'avvio della fessura.
Le crepe macroscopiche si presume quando vengono raggiunti ceppi dell'1% o più. In uno studio condotto da Kovràràk et al.20, DIC è stato applicato per rilevare crepe su esemplari rivestiti a spruzzo termico e non notificati. È stato dichiarato che il valore soglia per il rilevamento delle crepe potrebbe essere fissato nell'intervallo dello 0,5% e dell'1% senza influire in modo significativo sui risultati. Questi valori sono confermati dal confronto con i marchi di spiaggia (Figura 4 e Figura 5). Un valore inferiore porterà a un rilevamento di crack precedente, ma potrebbe essere più incline alle incertezze e produrre risultati meno comparabili. Un valore più alto porterà ad un successivo riconoscimento dell'avvio del crack, ma i risultati saranno probabilmente più comparabili e riproducibili.
L'applicazione statica del primo ciclo di carico (passaggio 3.3) può richiedere molto tempo quando vengono eseguiti molti test. Se non si verificano ceppi di plastica alla stecche (nota) potrebbe anche essere omesso e la condizione scaricata (passaggio 3.2) utilizzata come riferimento per i calcoli di deformazione. In caso contrario, una delle immagini acquisite all'inizio del test dinamico può essere utilizzata se la qualità dell'immagine è adeguata (vedere Figura 6).
Se vengono testati solo pochi campioni, il tempo di setup non deve essere sottovalutato. Potrebbe richiedere un po 'di tempo e loop iterativi per installare e impostare le telecamere con precisione ed eseguire la calibrazione per ottenere immagini adeguate per la valutazione DIC.
La preparazione degli spronei, d'altra parte, è rapida e poco costosa. Gli esemplari devono essere puliti e spruzzati solo con il colore per applicare il patter macchia. Ciò comporta un costo minimo e rende pratica la procedura basata su DIC proposta, in particolare se verrà testato un gran numero di campioni.
Un ulteriore vantaggio, soprattutto per grandi serie di campioni o test in esecuzione durante la notte, è che le telecamere vengono attivate automaticamente e i test non devono essere interrotti.
Una restrizione della procedura DIC è che come metodo ottico è limitato alle crepe superficiali. Inoltre, richiede che l'area sia monitorata sia visibile dalle telecamere mentre il campione è montato nella macchina di prova.
La procedura presentata è stata utilizzata principalmente per rilevare l'inizio delle crepe tecniche. Ma come dimostrato, permette anche la valutazione della crescita delle crepe (ad esempio, per determinare i tassi di propagazione delle crepe). Il risultato sarà la lunghezza visibile sulla superficie. Tuttavia, la curvatura anteriore della fessura non può essere rilevata.
La procedura ha dimostrato la sua applicabilità su campioni saldati presentando una topologia di superficie relativamente complicata. Dovrebbe anche essere applicabile ai campioni non saldati, in quanto l'assenza di tacche geometriche dovrebbe facilitare le misurazioni DIC. Una procedura simile è stata applicata in Kovaràk et al.20 su esemplari non notificati.
Inoltre, la procedura potrebbe essere applicata anche per le prove di fatica su macchine di prova servo-idrauliche. In questo caso, la frequenza di test sarebbe inferiore rispetto a una macchina di prova di risonanza. Il tempo di esposizione delle telecamere potrebbe quindi essere più lungo, il che dovrebbe facilitare la configurazione della fotocamera.
In conclusione, la procedura presentata offre un modo semplice per studiare lo sviluppo di crepe nei test di fatica. Permette di rilevare le crepe tecniche e il monitoraggio della propagazione delle crepe (ad esempio, per determinare i tassi di propagazione delle crepe nei test di fatica). La natura illustrativa dei risultati ne facilita l'interpretazione e la valutazione. La tecnica è applicabile alle macchine per i test di risonanza con alte frequenze di caricamento senza interrompere i test. Le misurazioni sono completamente automatizzate, quindi non è necessaria una supervisione continua. È applicabile su esemplari saldati che presentano una geometria relativamente complicata nella regione di interesse. Su campioni su piccola scala, permette la copertura di tutta la larghezza del campione. Inoltre, la procedura è caratterizzata da una semplice configurazione e post-elaborazione di base, rendendola un'alternativa pratica ai metodi esistenti.
Divulgazioni
Gli autori non hanno nulla da rivelare.
Riconoscimenti
Finanziato dalla Deutsche Forschungsgemeinschaft (DFG, German Research Foundation) EH 485/4-1.
Materiali
| Name | Company | Catalog Number | Comments |
| ARAMIS 5M | gom | DIC system including two 5 megapixel cameras and control unit | |
| ARAMIS | gom | v6.3.1-2 | DIC software |
| Calibration object | gom | CP 20 | MV 30 x 24 mm2 |
| Camera objectives, 50 mm | Titanar 2.8 / 50 | ||
| Hydraulic Wedge Grip | MTS | 647.25A02 | |
| Hydraulic Grip Supply | MTS | 685.10 | 10,000 Psi |
| LED lights | Diana LEDscale | KSP0495-0001A | 4 x 16 W LED lights |
| Polarization filters | Schneider-Kreuznach | 52,0 AUF (2 x for cameras) | |
| Polarization filters | Schneider-Kreuznach | 67,0 AUF (4 x for lights) | |
| Resonance testing machine | Schenck | 200 kN resonance testing machine | |
| Resonance testing machine control unit | Rumul | v 2.5.3 | Resonance testing machine control unit and software |
| Spray paint | Black and white spray paint, matt |
Riferimenti
- Belloni, V., et al. Digital image correlation from commercial to FOS software: a mature technique for full-field displacement measurements. The International Archives of the Photogrammetry, Remote Sensing and Spatial Information Sciences. XLII-2, 91-95 (2018).
- Shrama, K., Clarke, A., Pullin, R., Evans, S. L. Detection of cracking in mild steel fatigue specimens using acoustic emission and digital image correlation. 31st Conference of the European Working Group on Acoustic Emission. , Dresden, Germany. (2014).
- Carroll, J. D., Abuzaid, W., Lambros, J., Sehitoglu, H. High resolution digital image correlation measurements of strain accumulation in fatigue crack growth. International Journal of Fatigue. 57, 140-150 (2013).
- Malitckii, E., Remes, H., Lehto, P., Bossuyt, S. Full-field strain measurements for microstructurally small fatigue crack propagation using digital image correlation method. Journal of Visualized Experiments. (143), e59134(2019).
- Rabbolini, S., Beretta, S., Foletti, S., Cristea, M. E. Crack closure effects during low cycle fatigue propagation in line pipe steel: An analysis with digital image correlation. Engineering Fracture Mechanics. 148, 441-456 (2015).
- Carroll, J. D., et al. Multiscale analysis of fatigue crack growth using digital image correlation. Proceedings of the XIth International Congress and Exposition on Experimental and Applied Mechanics. , Orlando, FL. (2008).
- Durif, E., Fregonese, M., Rethore, J., Combescure, A. Development of a digital image correlation controlled fatigue crack propagation experiment. EPJ Web of Conferences. 6, 31012(2010).
- Maletta, C., Bruno, L., Corigliano, P., Crupi, V., Guglielmino, E. Crack-tip thermal and mechanical hysteresis in Shape Memory Alloys under fatigue loading. Materials Science & Engineering A. 616, 281-287 (2014).
- Rupil, J., Roux, S., Hild, F., Vincent, L. Fatigue microcrack detection with digital image correlation. The Journal of Strain Analysis for Engineering Design. 46 (6), 492-509 (2011).
- Risbet, M., Feissel, P., Roland, T., Brancherie, D., Roelandt, J. M. Digital image correlation technique: application to early fatigue damage detection in stainless steel. Procedia Engineering. 2, 2219-2227 (2010).
- Tavares, P. J., Ramos, T., Braga, D., Vaz, M. A. P., Moreira, P. M. G. P. SIF determination with digital image correlation. International Journal of Structural Integrity. 6 (6), 668-676 (2015).
- Hasheminejad, N., et al. Digital image correlation to investigate crack propagation and healing of asphalt concrete. Proceedings of the 18th International Conference on Experimental Mechanics. , Brussels, Belgium. (2018).
- Poncelet, M., et al. Biaxial high cycle fatigue of a type 304L stainless steel: cyclic strains and crack initiation detection by digital image correlation. European Journal of Mechanics / A Solids. 29 (5), 810-825 (2010).
- Corigliano, P., et al. Fatigue assessment of Ti-6Al-4V titanium alloy laser welded joints in absence of filler material by means of full-field techniques. Frattura ed Integrità Strutturale. 43, 171-181 (2018).
- Corigliano, P., Crupi, V., Guglielmino, E., Sili, A. M. Full-field analysis of AL/FE explosive welded joints for shipbuilding applications. Marine Structures. 57, 207-218 (2018).
- Koster, M., Kenel, C., Lee, W., Leinenbach, C. Digital image correlation for the characterization of fatigue damage evolution in brazed steel joints. Procedia Materials Science. 3, 1117-1122 (2014).
- Vanlanduit, S., Vanherzeele, J., Longo, R., Guillaume, P. A digital image correlation method for fatigue test experiments. Optics and Lasers in Engineering. 47, 371-378 (2009).
- Lorenzino, P., Beretta, G., Navarro, A. Application of Digital Image Correlation (DIC) in resonance machines for measuring fatigue crack growth. Frattura ed Integrità Strutturale. 30, 369-374 (2014).
- Kovárík, O., et al. Resonance bending fatigue testing with simultaneous damping measurement and its application on layered coatings. International Journal of Fatigue. 82, 300-309 (2016).
- Kovárík, O., et al. Fatigue crack growth in bodies with thermally sprayed coating. Journal of Thermal Spray Technology. 25 (1-2), 311-320 (2016).
- Friedrich, N., Ehlers, S. A simplified welding simulation approach used to design a fatigue test specimen containing residual stresses. Ship Technology Research. 66 (1), 22-37 (2019).
- Full-field measurements and identification in solid mechanics. Grédiac, M., Hild, F. , ISTE and Wiley. London, UK; Hoboken, NJ. (2013).
Ristampe e Autorizzazioni
Richiedi autorizzazione per utilizzare il testo o le figure di questo articolo JoVE
Richiedi AutorizzazioneThis article has been published
Video Coming Soon
Personale delle biblioteche
Copyright © 2025 MyJoVE Corporation. Tutti i diritti riservati