
Difusividade Térmica e Método do Flash de Laser
Visão Geral
Fonte: Elise S.D. Buki, Danielle N. Beatty, e Taylor D. Sparks, Departamento de Ciência e Engenharia de Materiais, Universidade de Utah, Salt Lake City, UT
O método de flash laser (LFA) é uma técnica usada para medir a difusividade térmica, uma propriedade específica do material. A difusividade térmica (α) é a razão de quanto calor é realizado em relação à quantidade de calor armazenado em um material. Está relacionado à condutividade térmica (  ), quanto calor é transferido através de um material devido a um gradiente de temperatura, pela seguinte relação:
), quanto calor é transferido através de um material devido a um gradiente de temperatura, pela seguinte relação:
 (Equação 1)
(Equação 1)
onde ⍴ é a densidade do material e Cp é a capacidade de calor específica do material na determinada temperatura de interesse. Tanto a difusividade térmica quanto a condutividade térmica são importantes propriedades materiais utilizadas para avaliar como os materiais transferem calor (energia térmica) e reagem às mudanças de temperatura. As medidas de difusividade térmica são obtidas mais comumente pelo método de flash térmico ou laser. Nesta técnica, uma amostra é aquecida pulsando-a com um laser ou flash de xenônio de um lado, mas não do outro, induzindo assim um gradiente de temperatura. Este gradiente de temperatura resulta em propagação de calor através da amostra para o lado oposto, aquecendo a amostra como ela vai. No lado oposto, um detector infravermelho lê e relata a mudança de temperatura em relação ao tempo na forma de um termograma. Uma estimativa da difusividade térmica é obtida após a comparação desses resultados e apta a previsões teóricas utilizando um modelo de menos quadrados.
O método de flash laser é o único método suportado por múltiplos padrões (ASTM, BS, JIS R) e é o método mais amplamente utilizado para determinar a difusividade térmica.
Princípios
No método de flash laser, uma amostra com superfícies planas, paralelas superiores e inferiores é colocada em uma atmosfera controlada (ar, oxigênio, argônio, nitrogênio etc) dentro de um forno selado. As amostras são frequentemente discos finos com diâmetro de 6mm a 25,4 mm e espessuras entre 1mm e 4mm. Um laser com potência em torno de 15 J/pulse fornece um pulso de energia instantânea para a face inferior da amostra. Um detector infravermelho está acima da face superior da amostra; este detector registra a mudança de temperatura com o tempo da face superior da amostra após cada pulso de laser. Pulsos de laser e dados resultantes de mudança de temperatura são registrados para pontos de medição de temperatura definidos, dentro da faixa de -120°C a 2800°C, dependendo do instrumento. Entre cada medição tomada, a temperatura da amostra é permitida para o equilíbrio. O LFA pode ser executado em amostras em pó, líquido, a granel, composto, em camadas, porosas e semitransparentas (algumas modificações podem ser necessárias dependendo do tipo de amostra).
Os dados resultantes são apresentados na forma de um termograma e são comparados a modelos analíticos de transporte térmico 1-dimensional, que assumem opacidade amostral, homogeneidade e perda mínima de calor radial. Esses modelos também assumem que as propriedades térmicas e a densidade amostral permanecem constantes dentro das faixas de temperatura medidas. Desvios experimentais de premissas de modelos muitas vezes requerem cálculos de correção.
Existem vários modelos matemáticos usados para obter difusividade térmica a partir de resultados do método de flash laser. O modelo original (modelo ideal de Park) envolve a resolução de uma equação diferencial com condições de limite que assumem temperaturas constantes e que nenhum calor escapa do sistema durante a medição. Ambas são falsas suposições para medições reais. O Netzsch LFA 457 é frequentemente executado usando o modelo Cowan. Este modelo corrige o modelo ideal; leva em consideração a perda de energia e calor e dá um ajuste mais preciso para muitas varreduras materiais diferentes. Este modelo é usado aqui para um material padrão de ferro.
Procedimento
- Ligue a máquina e espere o processo de aquecimento terminar (aproximadamente 2 horas).
- Encha o compartimento do detector com nitrogênio líquido usando um pequeno funil até que o vapor de nitrogênio possa ser visto vindo do detector. Deixe o líquido se instalar até que não haja mais vapor saindo e feche o detector.
- Meça a espessura da amostra com um micrômetro sobre vários pontos e calcule a espessura média e o desvio padrão. As bordas da amostra devem estar entre 6mm e 25,4 mm, com geometria plana, redonda ou retangular. Além disso, a espessura da amostra deve ser uniforme e entre 1mm e 4mm. Amostras de alta difusividade térmica funcionam melhor com amostras mais grossas. Aqui, estamos usando uma amostra padrão de disco de ferro.
- Para maximizar a absorvência da amostra e garantir a emissividade uniforme, pulverize um fino revestimento de grafite na amostra usando grafite coloidal. Repita três vezes permitindo que a amostra seque entre os passes. Uma vez feito com o primeiro lado, vire cuidadosamente a amostra e pulverize o outro lado.
- Uma vez seco, coloque a amostra na metade inferior do pequeno suporte amostral e cubra-a com a metade superior do suporte amostral.
- Abra o forno pressionando simultaneamente o botão de segurança no lado direito da máquina e o botão na parte frontal do forno rotulado pela máquina com uma seta para baixo. Gire o detector no sentido horário olhando para baixo para ter mais mobilidade ao redor do forno.
- O estágio amostral no forno tem três locais projetados para conter as amostras. Coloque o suporte amostral contendo a amostra em um dos três locais (tome nota de qual) em seguida, realinhar o detector e o forno antes de fechar o forno. Para isso, pressione o botão de segurança e o forno rotulado com uma seta para cima.
- Antes de ligar a bomba de vácuo, certifique-se de que a válvula de ventilação localizada à direita atrás do detector esteja fechada. Uma vez fechado, ligue a bomba de vácuo. Abra lentamente a válvula de vácuo e bombeie um vácuo até que a luz indicadora de pressão na parte frontal da máquina seja estabilizada ao seu nível mais baixo. Um vácuo é puxado para remover todo o ar da câmara antes de purgar com gás inerte.
- Abra o regulador no cilindro argon e certifique-se de que a pressão esteja definida entre 5 psi e 10 psi. Feche a válvula de vácuo, abra a válvula de enchimento traseiro e pressione o botão de expurgo para limpar o espaço da amostra para que não haja gás preso da amostra.
- Repita os passos 8 e 9 três vezes para ter certeza de que não há ar na câmara. Isto é para eliminar a chance de oxigênio, nitrogênio ou outros constituintes do ar reagirem com compostos presentes na superfície da amostra, particularmente a temperaturas elevadas.
- O forno deve ser deixado com uma leve pressão positiva do gás de purga, a fim de garantir que o ar não flua de volta para o forno.
- Inicie o software da máquina a partir do ícone da área de trabalho rotulado como "LFA 457". Selecione Serviço → Informações de hardware → Switches e clique na caixa para ativar o expurgo. Isto deve acender a luz de expurgo na parte frontal do LFA-457.
- Abra a válvula de ventilação enquanto a luz de purga estiver acesa.
- Abra um banco de dados ou crie um novo e insira todas as informações necessárias, incluindo todos os campos necessários nas guias Geral, Posição do Autosampler, Condições Iniciais, Etapas de Temperatura e Condições Finais.
- Se o experimento demorar mais de 8 horas, o detector precisará ser preenchido novamente. Isso pode acontecer, especialmente se várias amostras estiverem sendo executadas.
- As amostras são então removidas de forma semelhante à forma como foram inseridas. O software exibe automaticamente os resultados, aqui mostrados a partir de um material padrão de ferro.
Resultados
As figuras 1, 2 e 3 mostram os dados de uma execução LFA de uma amostra padrão de ferro. As figuras 1 e 2 mostram pulso laser vs parcelas de tempo para duas temperaturas (48,2°C e 600°C); o traço azul mostra o pulso laser coletado da amostra de ferro e a fina linha vermelha mostra o pulso calculado do modelo Cowan. Ambos os pulsos de temperatura se encaixam bem no modelo porque este é um material padrão bem definido. Geralmente, os valores calculados experimentalmente correspondem melhor ao modelo Cowan em altas temperaturas, como mostrado pelo maior desvio do traço do modelo para os pulsos de laser a baixas temperaturas(Figura 1) vs altas temperaturas(Figura 2). As baixas temperaturas se encaixam relativamente bem no modelo para este material padrão, mas desviam-se mais do que os resultados de alta temperatura, porque as temperaturas mais baixas podem não ser alcançadas no tempo permitido para o equilíbrio entre cada pulso. Cada ponto de dados (círculo vermelho) na Figura 2 representa um pulso laser; quanto mais próximos os pontos de dados se encaixam no modelo Cowan, melhor e mais precisos os valores de difusividade térmica resultantes.
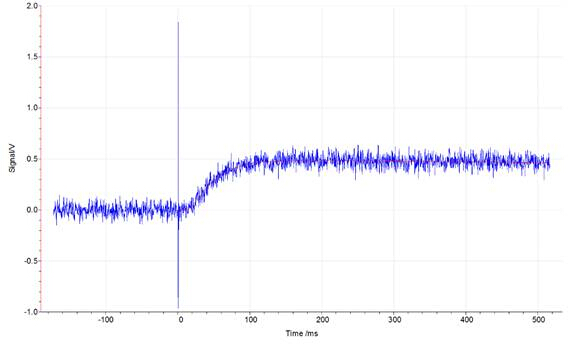
Figura 1: Sinal laser vs gráfico de tempo a 48,2 °C para uma execução padrão de ferro no LFA 457. O traço azul representa o sinal do laser atingindo a amostra. A fina linha vermelha representa o pulso calculado para o modelo Cowan.
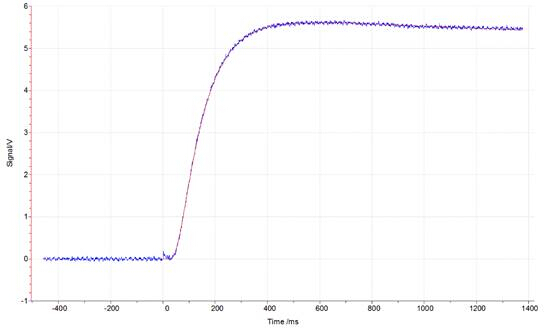
Figura 2: Sinal laser vs gráfico de tempo a 600,6 °C para uma execução padrão de ferro no LFA 457. O traço azul representa o sinal do laser atingindo a amostra. A fina linha vermelha representa o pulso calculado para o modelo Cowan.

Figura 3: Difusividade térmica (α) versus gráfico de temperatura para um disco padrão de ferro, executado no LFA 457. Cada círculo vermelho representa um pulso laser.
Aplicação e Resumo
O método de flash laser é uma técnica amplamente utilizada para determinação da difusividade térmica que consiste em irradiar um lado de uma amostra com energia térmica (de uma fonte de laser) e colocar um detector de IR do outro lado para captar o pulso. A ampla gama de temperaturas de diferentes modelos permite a medição em vários tipos de amostras. O LFA requer amostras relativamente pequenas. Outras ferramentas que medem diretamente a condutividade térmica, em vez de difusividade térmica, incluem a placa quente guardada, medidor de fluxo de calor e outras. O sistema placa quente guardada pode conter amostras quadradas relativamente grandes (300mm x 300mm) e requer uma calibragem cuidadosa para calcular o fluxo térmico necessário para o cálculo da condutividade térmica. Nenhuma dessas ferramentas pode medir a difusividade térmica a altas temperaturas e normalmente operar abaixo de 250oC.
A difusividade térmica é uma propriedade importante que precisa ser conhecida na escolha do material apropriado para quaisquer aplicações que envolvam fluxo de calor ou que sejam sensíveis às flutuações de calor. Por exemplo, a condutividade térmica, aong com difusividade, também desempenham um papel importante no isolamento. Ao selecionar um material para usar para isolamento, é importante poder medir e comparar as propriedades térmicas de diferentes materiais. Essas propriedades térmicas são ainda mais críticas no espaço aéreo. As telhas de proteção térmica desempenham um papel importante na reentrada atmosférica bem sucedida de uma nave espacial. Ao entrar na atmosfera, uma espaçonave é exposta a temperaturas extremamente altas e derreteria, oxidaria ou queimaria sem uma camada protetora. As telhas de proteção térmica são tipicamente feitas de fibras de vidro de sílica puras com pequenos poros cheios de ar. Estes dois componentes têm baixa condutividade térmica e, portanto, minimizam o fluxo de calor através das telhas. A condutividade térmica de materiais com alta porosidade (  ) pode ser calculada com a seguinte relação de Maxwell:
) pode ser calculada com a seguinte relação de Maxwell:
 (Equação 2)
(Equação 2)
Pular para...
Vídeos desta coleção:

Now Playing
Difusividade Térmica e Método do Flash de Laser
Materials Engineering
13.2K Visualizações

Materialografia Óptica Parte 1: Preparação da Amostra
Materials Engineering
15.4K Visualizações

Materialografia Óptica Parte 2: Análise de Imagens
Materials Engineering
11.0K Visualizações

Espectroscopia de fotoelétrons de raios-X
Materials Engineering
21.6K Visualizações

Difração de raios X
Materials Engineering
89.0K Visualizações

Feixes de Íons Focalizados
Materials Engineering
8.9K Visualizações

Solidificação Direcional e Estabilização de Fase
Materials Engineering
6.6K Visualizações

Calorimetria exploratória diferencial
Materials Engineering
37.6K Visualizações

Galvanoplastia de filmes finos
Materials Engineering
20.1K Visualizações

Análise da Expansão Térmica via Dilatometria
Materials Engineering
15.7K Visualizações

Espectroscopia de Impedância Eletroquímica
Materials Engineering
23.2K Visualizações

Materiais Compósitos de Matriz Cerâmica e Suas Propriedades de Flexão
Materials Engineering
8.1K Visualizações

Ligas Nanocristalinas e Estabilidade de Tamanho de Nano-grão
Materials Engineering
5.1K Visualizações

Síntese de hidrogéis
Materials Engineering
23.7K Visualizações
Copyright © 2025 MyJoVE Corporation. Todos os direitos reservados