Method Article
Proceso de fabricación de elastómeros dieléctricos actuadores basados en silicona
En este artículo
Resumen
This manuscript shows the fabrication process for the manufacture of dielectric elastomer soft actuators based on silicone membranes. The three key stages of production are presented in detail: blade casting of thin silicone membranes; pad printing of compliant electrodes; and the assembly of all the components.
Resumen
Esta contribución muestra el proceso de fabricación de transductores de elastómeros dieléctricos (dets). DETs son condensadores estirables que consisten en una membrana dieléctrica de elastómero intercalada entre dos electrodos compatibles. Las grandes deformaciones de actuación de estos transductores cuando utilizan como actuadores (más del 300% de deformación zona) y su naturaleza suave y complaciente ha sido explotadas para una amplia gama de aplicaciones, incluyendo la óptica eléctricamente ajustables, dispositivos de retroalimentación háptica, la cosecha de onda de energía, células deformable dispositivos -cultura, pinzas compatibles, y la propulsión de un pez similar dirigible bio-inspirado. En la mayoría de los casos, DETs están hechos con un elastómero acrílico patentado comercial y con electrodos aplicados a mano de polvo de carbono o grasa de carbono. Esta combinación da lugar a actuadores no reproducibles y lentos expositoras fluencia viscoelástico y una corta vida. Presentamos aquí un flujo de proceso completo para la fabricación reproducible de DETs basado en silicio elastomérica delgadapelículas e, incluyendo la fundición de las membranas de silicona finas, de liberación de la membrana y estiramiento previo, de modelado de sólidos compatible electrodos, montaje y pruebas. Las membranas se cuelan en tereftalato de polietileno (PET) flexible de sustratos recubiertos con una capa de sacrificio soluble en agua para la facilidad de liberación. Los electrodos consisten en partículas de carbón negro dispersos en una matriz de silicona y modelados utilizando una técnica de estampación, lo que conduce a definido con precisión-electrodos de cumplimiento que presentan una alta adherencia a la membrana dieléctrica sobre la que se aplican.
Introducción
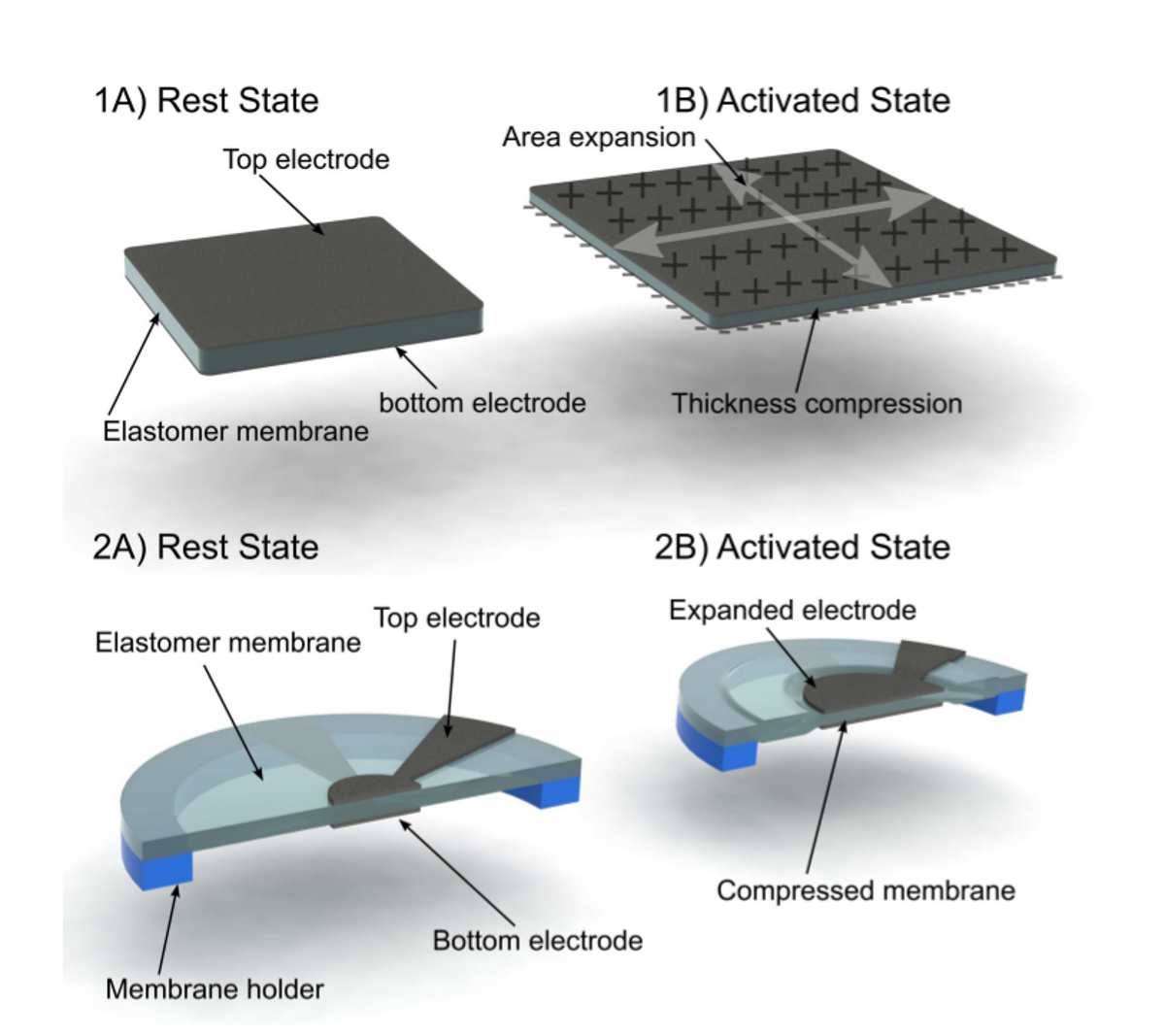
Transductores de elastómero dieléctricas (dets) son dispositivos blandas que consisten en una membrana de elastómero dieléctrico (típicamente de 10-100 m de espesor), intercalada entre dos electrodos compatibles, formando así un condensador de goma 1. DETs pueden ser utilizados como actuadores capaces de producir cepas muy grandes (hasta 1,700% de deformación superficie ha sido demostrado) 2, sensores de tensión suaves 3, o generadores de energía como suaves 4. Cuando se utiliza como actuadores, se aplica un voltaje entre los dos electrodos. La fuerza electrostática generada aprieta la membrana dieléctrica, reduciendo su espesor y aumentando su área de superficie (Figura 1) 1. Además de los actuadores, la misma estructura básica (membrana de elastómero delgada y los electrodos estirables) se puede utilizar como dispositivos de sensor de deformación o de recolección de energía, aprovechando el cambio de capacitancia inducida por deformación mecánica. Las grandes deformaciones generadas por un elastómero dieléctricoctuators (DEAs) y su naturaleza suave y conforme se ha utilizado para muchas aplicaciones, tales como lentes eléctricamente sintonizables 5, 6 motores rotativos, los dispositivos de cultivo celular deformables 7, y la propulsión de un bio-inspirado peces como dirigible 8.
La mayoría de los DETs reportados en la literatura usar una película de elastómero acrílico patentado con nombre de 3M VHB como membrana de elastómero dieléctrico, porque se ha demostrado para exhibir muy grandes cepas de accionamiento 1. La disponibilidad de este material en forma de película es también un factor clave en su amplio uso para aplicaciones de DET, aunque (cepa actuación de lado), que tiene una serie de inconvenientes importantes, como las pérdidas mecánicas y fluencia viscoelástico que limitan su velocidad de respuesta , un pequeño rango de temperatura operativa, y una propensión para desgarrar. En comparación, los elastómeros de silicona también se pueden utilizar como membrana dieléctrica para DETs, dando lugar a dispositivos con una velocidad de respuesta más rápido 1.000 vecesde elastómeros acrílicos, debido a sus pérdidas mecánicas muy reducidos 9. Además, están disponibles en una amplia gama de durezas, lo que da libertad de diseño adicional. Sin embargo, las siliconas se venden generalmente en forma de base viscoso, que debe ser aplicado en el membranas delgadas para ser utilizado para DETs. Sin embargo, esto proporciona todavía un grado adicional de libertad, ya que el espesor de la membrana puede ser elegido libremente y no se impone por el fabricante, como es el caso para las películas prefabricados.
Este protocolo se muestra la fabricación de un actuador de elastómero dieléctrico. Sin embargo, también se puede aplicar con poca o ninguna modificación para la fabricación de transductores de elastómeros dieléctricos en un sentido más amplio, incluyendo los dispositivos de captación de energía y sensores de tensión. Se presenta aquí un método para área grande (A4) de colada de películas delgadas (10-100 micras) de silicona sobre sustratos flexibles de PET recubiertas con una capa de sacrificio soluble en agua. La capa de sacrificio reduce las fuerzas reqpedirá otra para separar la membrana de silicona a partir del sustrato, reduciendo así la deformación mecánica de la membrana durante la liberación. La deformación de la película puede conducir a propiedades mecánicas anisotrópicas debido al estrés inducido por ablandamiento (efecto Mullins) 10 y por lo tanto debe evitarse. Los electrodos son el segundo componente clave de un DET. Su función es distribuir las cargas eléctricas en la superficie de la membrana elastomérica. Para producir un actuador fiable, los electrodos deben ser capaces de soportar repetidos cepas superiores a 20% sin agrietarse, degradantes, deslaminación, o perder la conductividad; Además, deben ser compatibles para no endurecer mecánicamente la estructura 11. Entre las diferentes técnicas que existen para hacer electrodos que cumplen, las partículas de negro de humo aplicado a mano o grasa de carbono son los dos métodos más utilizados 11. Sin embargo, estos métodos tienen un buen número de desventajas: aplicación a mano impide la miniaturización del dispositivos, conduce a resultados no reproducibles y consume mucho tiempo. Además, polvo de carbono o grasa no se adhiere a la membrana y los electrodos producidos por este método están sujetos a desgaste y la abrasión mecánica. También, en el caso de la grasa, el fluido de unión puede difundirse en la membrana dieléctrica y modificar sus propiedades mecánicas. La vida útil de polvo o grasa electrodos de carbono un-encapsulado, en consecuencia, bastante corto. A continuación, presentamos el patrón de electrodos que cumplen mediante una técnica llamada impresión de esterilla de sellado en la que un diseño preciso se transfiere a la membrana a través de un sello de silicona suave, permitiendo así a los electrodos rápidamente y reproducible patrón preciso, con características de hasta 0,5 mm. La solución aplicada consiste en una mezcla de negro de carbono en una matriz de silicona, que se reticula después de la aplicación, lo que conduce a electrodos curados con una fuerte adhesión a la membrana elastomérica, lo que son muy resistentes y resistentes a la abrasión mecánica y el desgaste.
El siguiente protocolo describe todos los pasos necesarios para la fabricación de DEAs rápidos y fiables con electrodos que cumplen precisamente estampados. Esto incluye la fundición de la membrana y estiramiento previo, los patrones y la alineación de los electrodos, el montaje, la conexión eléctrica y pruebas. Para el propósito del video, fabricamos de un simple accionador en el plano con un electrodo de forma de engranaje, como se muestra en la Figura 2. El actuador consiste en una membrana de silicona delgada estirada sobre un soporte de la membrana, en la que se modelan dos electrodos compatibles. Se ha insertado un marco de actuador a continuación, para proporcionar contacto eléctrico con el electrodo de fondo. La figura 3 muestra una vista en despiece del conjunto con los diferentes componentes del actuador. Aunque el dispositivo realizado en el vídeo no tiene ninguna aplicación práctica más allá de lo que demuestra el principio básico de DEAs, diferentes actuadores destinados a aplicaciones específicas se han hecho usando el mismo proceso exacto, talescomo pinzas blandas, lentes ajustables, sintonizables variadores de fase de onda mm, etc.
Protocolo
1. Membrana de silicona Producción
- De fundición capa de sacrificio
- Cortar una larga hoja de 400 mm de alta calidad 125 PET micras de grosor del rollo.
- Preparar la solución sacrificial (ácido acrílico poli 5% en isopropanol en peso): mezclar 32 g de isopropanol y 8 g de la solución de poli ácido acrílico (25% en agua) en un tubo de plástico de 50 ml. Agitar bien.
- Limpie el sustrato PET con conexión pelusa toallitas impregnadas con isopropanol.
- Limpie la mesa de vacío con conexión pelusa toallitas impregnadas con isopropanol.
- Coloque el sustrato de PET en la mesa de vacío y encienda la bomba de vacío.
- Inspeccione visualmente la mesa de vacío para asegurarse de que no hay grandes partículas de polvo se encuentran atrapados entre la mesa de vacío y el sustrato de PET. Repita los pasos de limpieza anteriores si se identifican las partículas de polvo.
- Limpie la superficie superior del sustrato PET con conexión pelusa toallitas impregnadas con isopropanol.
- Colocar la varilla un perfilpplicator en el dispositivo de recubrimiento de película automática y ajustar la velocidad de recubrimiento de 5 mm / seg.
- Poner 2 ml de solución de capa de sacrificio en frente de la barra de perfil y arrancar la máquina revestidora.
- Cuando la barra de perfil ha llegado al final de la elevación sustrato PET fuera del revestidor y límpielo frotando con un trapo sin pelusa humedecido en agua caliente.
- Retraer el aplicador de película, pero dejar la bomba en marcha de vacío y dejar el substrato de PET en el plato vacío. Deje que la capa seca al aire durante 2 min.
- De fundición membrana de silicona
- Precaliente el horno a 80 ° C.
- Añadir 15 g de base de silicona y 1,5 g de agente de reticulación a una olla de mezcla. Añadir 10 g de disolvente de silicona para disminuir la viscosidad.
- Mezclar la mezcla de silicona con un mezclador planetario. Use un ciclo de mezcla 2 min a 2000 rpm, más un ciclo de desgasificación 2 min a 2200 rpm.
- Ajuste la altura del aplicador universal a 225 micras. Coloque el aplicador en la parte superior de la lámina de PET y establecer tque filmar velocidad aplicador de 3 mm / seg.
- Transferencia de 15 ml de mezcla de silicona de la olla de mezcla sobre el sustrato PET con una jeringa.
- Iniciar el aplicador automático para aplicar silicona sobre el sustrato PET completa (Figura 4A).
- Apague la bomba y esperar 5 minutos para dejar que se evapore el disolvente de la capa de yeso.
- La transferencia de la membrana sobre una placa de vidrio y colocar en el horno durante 30 minutos a 80 ° C.
- Limpie el aplicador y el plato vacío con toallitas sin pelusa impregnados con isopropanol.
- Después de 30 minutos, retire la membrana del horno, dejar enfriar a temperatura ambiente durante otros 5 minutos y se cubre con una lámina delgada de PET para proteger la superficie de los contaminantes.
2. Emisiones y estiramiento previo de elastómeros Membranas
- Fabricación de soporte pre-estiramiento
- Cortar un rectángulo de tamaño A4 desde el rollo de adhesivo de transferencia de silicona seco.
- Retire uno of las cubiertas protectoras del adhesivo de transferencia de silicona seca y manualmente aplicar el adhesivo sobre una película de transparencia A4, teniendo cuidado de evitar la formación de burbujas durante la aplicación.
- Cortar el patrón de apoyo pre-estiramiento en la película de la transparencia adhesivo cubierto mediante un control numérico (CNC) grabador láser (Figura 4B) según el protocolo del fabricante.
- La fabricación de soporte de membrana
- Cortar unos 500 mm por 290 mm rectángulo en el rollo de adhesivo de transferencia de silicona seco.
- Despegue una de las cubiertas de protección del adhesivo de transferencia de silicona seco y laminar la lámina en un 3 mm de espesor de poli (metacrilato de metilo) (PMMA) plato.
- En el marco de PMMA, anillos de corte de 52 mm de diámetro exterior y 44 mm de diámetro que servirá como titulares de la membrana interior.
- Liberación de membrana
- Cortar la membrana de silicona fundido / PET sándwich sustrato desde el paso 1 en círculos de 55 mm de diámetroeter usando un láser grabador CNC (Figura 4B) según el protocolo del fabricante y retire la película protectora.
- Fijar el láser de corte pre-estiramiento de soporte sobre el lado adhesivo círculo membrana de silicona cortada hacia abajo, de manera que el adhesivo está en contacto con la superficie de silicona (Figura 4C).
- Preparar un baño de agua hirviendo y sumergir el conjunto (membrana de silicona y apoyo adhesivo) en ella.
- Mientras sumergido, suave y lentamente pelar el sustrato PET lejos de la membrana de silicona (Figura 4D).
- Retire la membrana de silicona del baño de agua y deje que se seque al aire o utilice una pistola de nitrógeno para acelerar el proceso de secado.
- Medición del espesor de la membrana y pre-estiramiento
- Medir el espesor de la membrana con un interferómetro de transmisión de acuerdo con el protocolo del fabricante.
- Ajuste el prestretcher a un diámetro de 45 mm, y colocar el prestrmembrana de soporte de silicona grabado en los dedos de camilla, con el lado adhesivo hacia abajo.
- Cortar el apoyo pre-estiramiento entre los dedos de camilla (Figura 4E).
- Aumentar el diámetro de la prestretcher a 58,5 mm de pre-estiramiento equi-biaxialmente la membrana por un factor de 1,3 (30% pre-estiramiento) girando el anillo prestretcher en sentido antihorario (Figura 5).
- Retire la película de la cubierta del soporte de la membrana PMMA exponer el adhesivo y pegar el soporte de la membrana de PMMA en la superficie de la membrana pre-estirado (Figura 4F).
- Cortar alrededor del soporte de la membrana para eliminar la membrana pre-estirado de la camilla.
- Mida el espesor final de la membrana pre-estirado con un interferómetro de transmisión.
3. Patterning Cumplimiento de electrodos por tampografía
- Preparación tinta conductora
- En un recipiente mezclador de plástico de 125 ml, colocar 0,8 g de carbono negro wITH 16 g de isopropanol y 6 bolas de acero de 12 mm de diámetro. Mezclar a 2000 rpm durante 10 min en un mezclador planetario.
- Añadir 4 g de elastómero de silicona en la parte A, 4 g de la parte B, y 16 g de isooctano. Mezclar a 2000 rpm durante 10 min en un mezclador planetario.
- Configuración de la máquina de tampografía
- Instale el cliché con el patrón de electrodo deseada en el bloque magnético (Figura 4G).
- Llene el inkcup con la tinta a base de silicona conductora.
- Coloque el bloque de cliché (cliché fijo en el bloque magnético) en la parte superior del inkcup tinta lleno e instalar la asamblea en la máquina.
- Fijar la almohadilla de silicona en la máquina.
- Alineación
- Coloque la placa de alineador (Figura 4H) sobre la base de la impresora.
- Iniciar un ciclo de impresión en la máquina de tampografía, que se aplicará el diseño de electrodos en la placa de alineador de acuerdo con el protocolo del fabricante.
- Visualmenteinspeccionar el solapamiento del electrodo impreso y la estructura de referencia grabada de la placa de alineador. Mueva la etapa xy θ para corregir cualquier desalineación.
- Limpie la placa alineador e imprimir otro electrodo.
- Inspeccione visualmente la alineación con la estructura de referencia y continuar moviendo la posición de la plataforma y de impresión electrodos hasta obtener una superposición perfecta del patrón impreso en la estructura de referencia (Figura 4H).
- Impresión de electrodos compatibles
- Coloque una membrana pre-estirado sobre la base de la impresora.
- En la máquina de tampografía, poner en marcha un ciclo de impresión para estampar el electrodo en la parte superior de la membrana (Figura 4E). Sello de la membrana dos veces para asegurar un espesor suficiente electrodo de alrededor de 4 micras.
- Retire la membrana de la base de la impresora, coloque la siguiente membrana pre-estirado sobre la base de la impresora y repita el proceso de impresión hasta que todo mem pre-estiradobranas se estampan.
- Coloque las membranas con el electrodo de sellado en un horno a 80 ° C durante 30 min.
- Después de 30 min, quitar las membranas del horno.
- Coloque una de las membranas impresos boca abajo sobre la base de la impresora, la exposición de la parte posterior de la membrana.
- Iniciar un ciclo de impresión de patrón de electrodo inferior.
- Retire la membrana de la base de la impresora, coloque la siguiente membrana sobre la base de la impresora y repita el proceso de impresión hasta que todas las membranas están estampados en ambos lados.
- Coloque las membranas en el horno a 80 ° C durante 30 min para reticular el electrodo inferior.
4. Creación de Conexiones eléctricas
- Marcos Cut actuador que servirán de marco para la celebración del actuador en la misma placa de PMMA utilizado para el soporte de la membrana (cf 2.2) usando un grabador láser CNC.
- Peel-off el respaldo del adhesivo en la parte superior del marco del actuador.
- Aplicar un 18 mm x 2,5 mm trozo de cinta conductora en la parte del bastidor de actuador que entrará en contacto con el electrodo de fondo, y doblar hacia el lado del bastidor para proporcionar el contacto eléctrico (Figura 3).
- Deslice el marco del actuador en el interior del soporte de la membrana, y presionar suavemente la membrana con los dedos que se pegue al adhesivo de la trama actuador.
- Con un escalpelo, cortar la membrana en la frontera entre el soporte de la membrana y el marco actuador y retirar la antigua.
- Aplicar una segunda pieza de 18 mm cinta conductora x 2,5 mm en la zona de contacto del electrodo superior.
- Coloque un cable en cada pedazo de cinta conductora para hacer una conexión eléctrica. Conectar los dos cables a una fuente de alta tensión, y aplicar una señal cuadrada de 2 Hz de amplitud 2 kV. Observar la expansión periódica del dispositivo.
Resultados
De fundición membrana de silicona
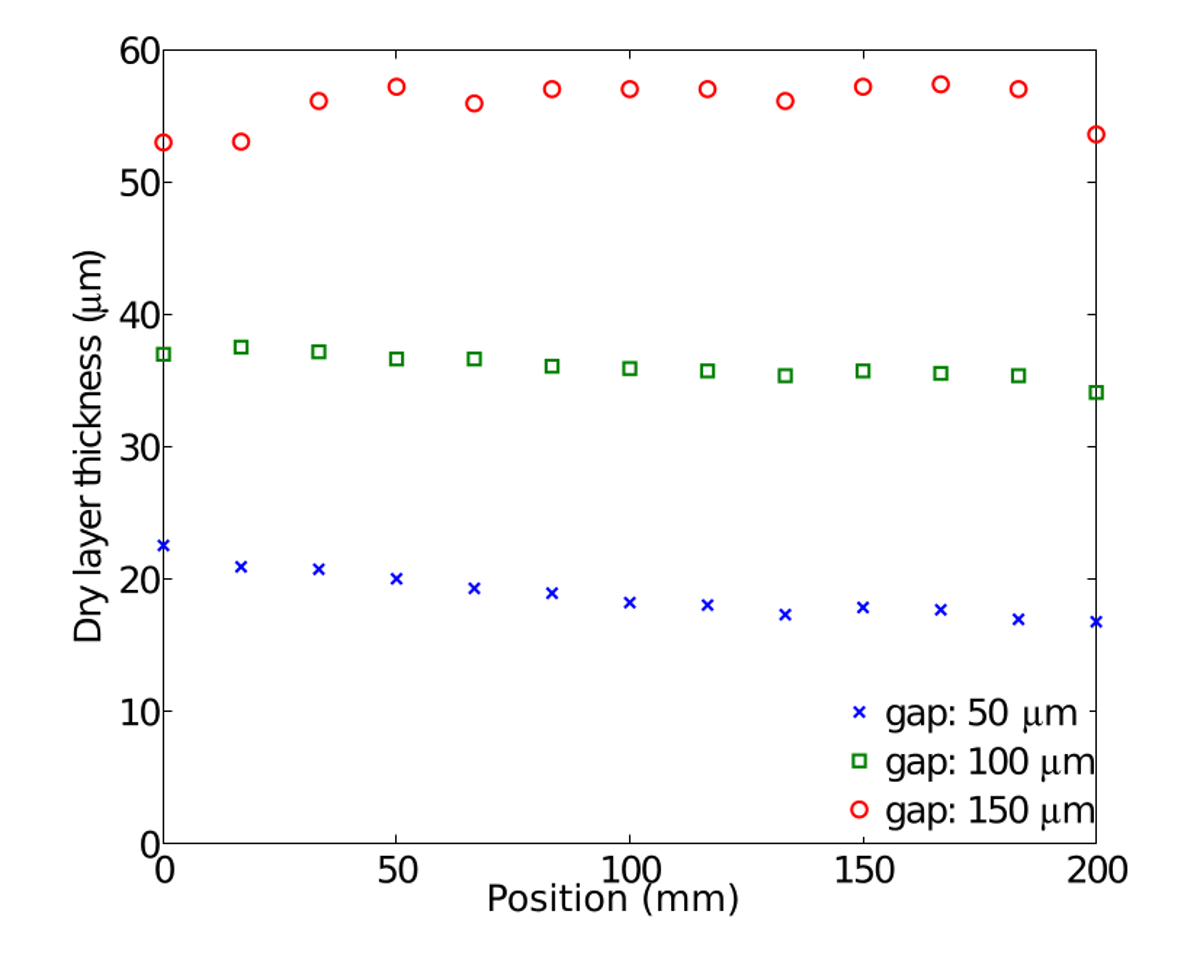
Una vez que las membranas de silicona son liberados desde el sustrato de PET y son independientes sobre un bastidor (al final de la etapa 2.2), su espesor puede ser medido, por ejemplo, mediante interferometría de transmisión. La Figura 6 muestra la homogeneidad espesor de una capa de silicona a través del ancho del sustrato de PET 200 mm por 3 alturas Gap efectiva diferentes (50, 100 y 150 micras) a una velocidad de colada de 1 mm / seg (tenga en cuenta que debido a que el aplicador es más ancho que el sustrato PET, los pies del resto del aplicador en el La brecha efectiva entre el aplicador y el sustrato de vacío y no en el sustrato de PET en sí, como puede verse en la figura 4A. es por lo tanto igual a la altura aplicador menos el espesor del sustrato PET. Por ejemplo, un sustrato de PET de 125 micras y una altura de 225 m aplicador, como se usa en el protocolo, conduce a una separación efectiva de 100 micras). porel 50 micras altura brecha eficaz, existe una diferencia de altura clara entre el lado izquierdo y derecho de la capa de silicona. Esto es debido a la altura del aplicador debe ajustarse manualmente en el lado izquierdo y derecho, y algunos de error es inevitable. Sin embargo, con ajuste cuidadoso del aplicador, por lo general obtenemos membranas con una desviación estándar grosor de menos de 1 m, que es el caso para la altura efectiva brecha de 100 micras (σ = 0,81 micras). Cuando la altura del aplicador se vuelve demasiado grande, la ondulación comienza a aparecer en la membrana, causada por la evaporación del disolvente en la mezcla de silicona, como es visible en la membrana fundido con un hueco de 150 micras efectiva (Figura 6).
La relación entre el espesor de la película seca obtenida y la altura del aplicador depende de la mezcla de silicona y la velocidad de colada. La mezcla de silicona utilizado en este artículo consiste en una silicona 2-partes, y un disolvente para disminuir la viscosity de la mezcla. Como el disolvente se evapora de la membrana antes del curado, una estimación del espesor de la película se puede obtener multiplicando la altura efectiva brecha por la fracción de volumen de sólidos en la mezcla de silicona. Sin embargo, hay efectos dinámicos en el arrastre del aplicador, lo que lleva a la creación de un menisco y un espesor delgado de lo esperado. La relación entre la altura hueco, y el espesor de la membrana seca resultante depende de la velocidad de colada, la altura del aplicador, y por la forma del aplicador. La figura 7 muestra los resultados de un experimento donde las membranas fueron emitidos a diferentes velocidades y alturas para mostrar cómo estos parámetros afectan espesor de película seca. Se puede observar que la fundición a altas velocidades conduce a membranas más delgadas, y que el efecto de la velocidad se hace más pronunciado a medida que aumenta la altura brecha.
Actuación Actuación
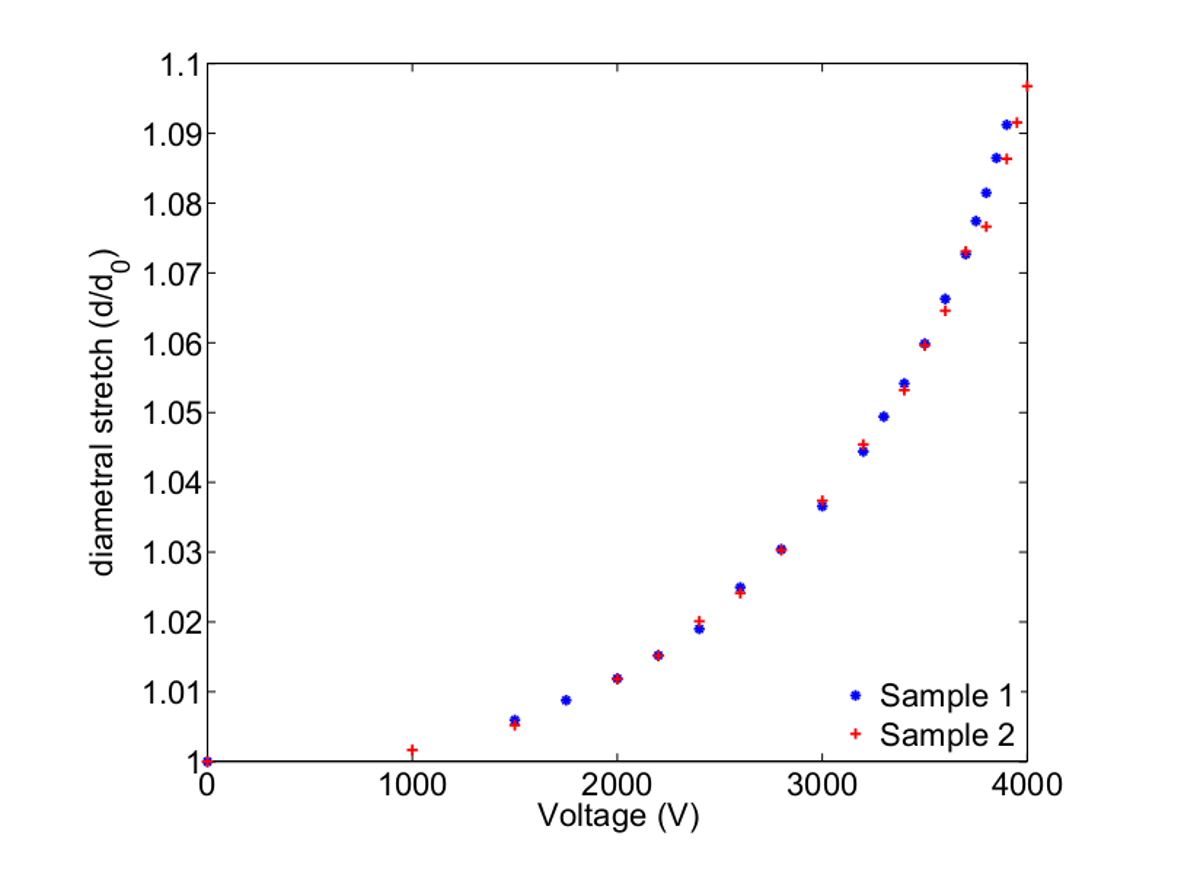
El actuador fabricado aquí se caracteriza por measuring el diámetro exterior del electrodo-cog como como una función del voltaje aplicado. Una cámara en un soporte fijo se utiliza para tomar fotos del actuador a medida que aumenta la tensión. Las imágenes se analizaron con una secuencia de comandos de procesamiento de imágenes (Vision, National Instruments) para cuantificar la expansión del actuador. Esto se hizo mediante el ajuste de un círculo para el perímetro exterior de la rueda dentada como electrodo (Figura 8). El aumento en el diámetro del círculo del estado de relajación se presenta como tramo diametral (es decir, el diámetro accionado dividido por el diámetro del actuador cuando está relajado). Los resultados de dos actuadores separados de espesor idéntico (34,5 micras) se muestran en la Figura 8. Ambos dispositivos funcionan de manera similar con estiramiento diametral de 10% a una tensión de accionamiento de 4 kV.
La velocidad de respuesta del actuador se midió mediante la aplicación de una señal cuadrada de 2 Hz 3 kV, lo que lleva a una cepa de aproximadamente 4%. La expansión de la actuator fue filmado con una cámara de alta velocidad con una resolución de tiempo de 0,25 ms. Un flanco ascendente fue capturado, con 200 marcos (50 ms) antes del disparador de tensión, y 200 marcos después. Las imágenes en las que luego analizadas para extraer la deformación dependiente del tiempo (Figura 9). El tiempo de subida (tiempo necesario para alcanzar 90% de la deformación final) es 3,75 mseg, y no hay fluencia viscoelástico observable antes y después de la etapa de voltaje, a diferencia de lo que se observa cuando elastómeros acrílicos se utilizan como membranas, para lo cual los tiempos de subida de varios cientos de segundos se observan generalmente 12.
Aplicación del flujo del proceso a otros dispositivos
El actuador fabricado en este artículo demuestra nuestro proceso de fabricación, así como el principio de funcionamiento básico de un DEA con un aumento en el área superficial de los electrodos tras la aplicación de un voltaje, y por lo tanto es un buen ejemplo para este tutorial. Sin embargo, esteactuador tiene ningún fin específico aparte de demostrar el principio de actuación de un DEA. Sin embargo, el proceso que aquí se presenta es muy versátil y se puede utilizar para fabricar una amplia variedad de transductores suaves destinadas a aplicaciones específicas. Presentamos aquí algunos ejemplos seleccionados de las aplicaciones que hemos desarrollado en base a los actuadores fabricados utilizando la metodología presentada.
Lentes ajustables bio-inspirados suaves se han fabricado (Figura 10A). Estos son capaces de cambiar la longitud focal por 20% en menos de 200 microsegundos 9. El dispositivo puede ser accionado durante más de 400 millones de ciclos sin disminución notable en el rendimiento de accionamiento, lo que demuestra que la combinación de materiales adecuados y buenos procedimientos de fabricación resultan en DEAs con velocidades de respuesta rápidos y una larga vida útil. Las lentes de geometría similar pero hecho con el elastómero acrílico comercial ampliamente utilizado VHB tiene un ancho de banda más de 3 órdenes de magnitud más pequeña 9.
Modelar los electrodos compatibles con tampografía permite hacer electrodos muy definidas con precisión-, lo que permite la fabricación de electrodos independientes a pequeña escala en la misma membrana. Este es, por ejemplo demostrado a través de la fabricación de un motor rotativo a base de DEA que comprende tres electrodos eléctricamente independientes (Figura 10B). El eje y la masa de prueba en el centro del motor puede girar a 1.500 rpm 13. El concepto de motor ha sido empujado más para demostrar que tampografía también puede producir actuadores confiables. Un robot de laminado auto-conmutación fue construido para correr vueltas a lo largo de una pista circular (Figura 10C). El robot viajó más de 25 km a una velocidad media de 15 cm / seg 13.
Otras aplicaciones que han sido producidos con el presente procedimiento (o ligeras variaciones de los mismos) incluyen sistemas de cultivo celular deformables 14, generadores de elastómero dieléctricas 15, multi-segmento pinzas blandas 16, o sintonizables variadores de fase de frecuencia de radio de onda mm 17.

Figura 1. Principio básico de actuadores elastómeros dieléctricos Top:. (1A) En su forma más simple, un DEA consiste en una membrana de elastómero blando entre dos electrodos compatibles. (1B) Cuando se aplica un voltaje de corriente continua entre los electrodos, las cargas electrostáticas presentadas en los electrodos crean un esfuerzo de compresión que aprieta la membrana, conduciendo a una reducción de espesor y una expansión de la superficie. Abajo: (2A) el actuador se describe en el protocolo consiste en una membrana estirada sobre un bastidor. Electrodos circulares están a ambos lados de la membrana con extensiones a la frontera de la membrana para permitir conexiones eléctricas. El ar activoEA es la zona donde los dos electrodos se superponen, es decir, el círculo en el centro. (2B) Cuando se aplica un voltaje, la fuerza electrostática comprime la membrana. Esto provoca una disminución del espesor de la membrana en el área activa, y un aumento de la superficie del electrodo. Debido a que la membrana está pretensado, la zona pasiva alrededor del electrodo se relaja para dar cabida a la expansión de la región activa central. Por favor haga clic aquí para ver una versión más grande de esta figura.
{kind=link}

. Figura 2. demostrador actuador fabricado en este protocolo Izquierda: dispositivo acabado que comprende una membrana de silicona estirado sobre un bastidor fijo, un par de electrodos compatible modelado en ambos lados de la membrana, y las conexiones eléctricas. Rhode Islandlucha: imagen compuesta que muestra el estado de reposo (negro) y el estado activado (cian). Un aumento del 10% en el diámetro de la estructura se observa con 4 kV aplicado a través de los electrodos. Por favor haga clic aquí para ver una versión más grande de esta figura.
{kind=link}

Figura 3. Vista del actuador de despiece. Los diferentes componentes que forman el accionador fabricado en el video. El soporte de la membrana retiene la membrana de silicona pre-estirado y se utiliza para manipular la membrana durante la etapa de impresión de electrodo. Una vez que los electrodos se curan, el marco actuador se inserta en el interior del soporte de la membrana y proporciona un marco estructural para mantener el accionador, y un contacto eléctrico con el electrodo inferior. Una vez que la membrana está fijado al bastidor actuador, el metitular mbrane se puede quitar. Por favor haga clic aquí para ver una versión más grande de esta figura.
{kind=link}

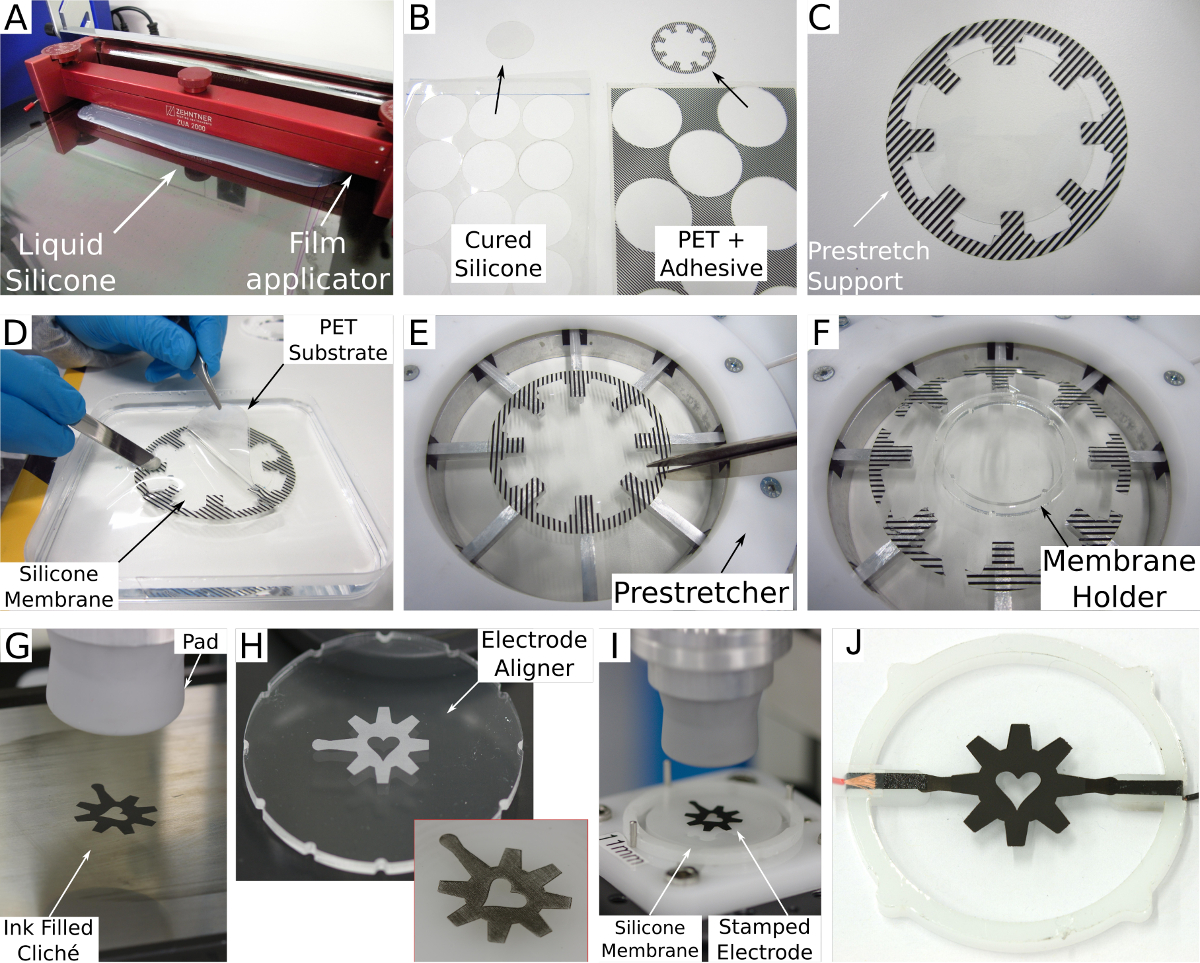
Figura 4. Vista general de proceso de fabricación. (A) Fundición de membranas de silicona utilizando un dispositivo de recubrimiento automático aplicador de película. (B) de corte por láser de la membrana de silicona curado y soportes de pre-estirado. (C) La colocación de membrana de silicona sobre el apoyo pre-estiramiento. (D) La liberación de la membrana de silicona a partir de sustrato PET mediante la disolución de la capa de sacrificio PAA en agua caliente. (E) El corte de secciones de soporte de pre-estirado unen los dedos. (F) pre-estiramiento y adherencia de soporte de la membrana a la superficie de la membrana. (G) Cliché llena de condtinta uctive. (H) Laser grabado alineador electrodo, figura recuadro muestra ejemplo de un electrodo bien alineada. (I) de la membrana de silicona con electrodo estampado. (J) Dispositivo de acabado. Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}

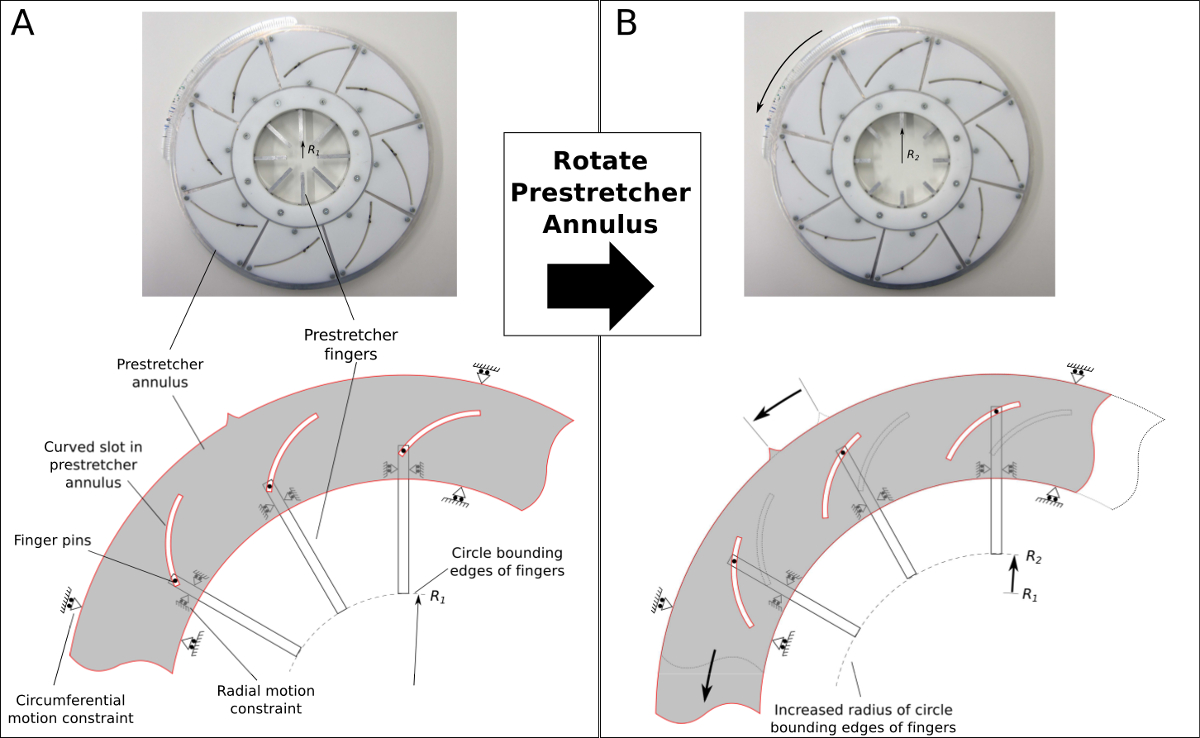
Figura 5. Principio de funcionamiento de la prestretcher membrana. (A) de varios dedos metálicos están unidos a un anillo de plástico y están obligados a moverse en un (radial) de forma lineal a lo largo de su longitud. El anillo está obligado a moverse circunferencialmente. El anillo de plástico ha ranuras mecanizadas en ella, en la que las patillas de metal de los dedos residen varias curvas. Radio de un círculo que delimita el borde de los dedos es R 1 . (B) El anillo prestretcher se gira hacia la izquierda, los dedos se traducen simultáneamente, aumentando el radio del círculo que delimita el dedo bordes de R 1 a R 2. Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}

Figura 6. homogeneidad espesor de las capas de silicona fundidas. Medición del espesor de la membrana de silicona curada a través del ancho del sustrato de PET 200 mm, para tres ajustes diferentes de la brecha del aplicador. La velocidad de colada es de 1 mm / seg. Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}

Figura 7. Espesor de película seca como una función de parámetros de colada. Espesor de la película seca obtenida para diferentes alturas de aplicador y velocidad para una mezcla disolvente de silicona con 62% de contenido de sólidos en volumen. Una velocidad más alta conduce a membranas más delgadas para los ajustes de la igualdad de aplicadores y la influencia de la velocidad aumenta con el aumento de espesor de la membrana. Por favor haga clic aquí para ver una versión más grande de esta figura.
{kind=link}

Figura 8. El accionamiento del demostrador. Tramo diametral exterior como una función de la tensión aplicada durante dos dispositivos con un espesor (después de pre-estiramiento) de 34,5 micras. Un aumento de diámetro de aproximadamente 10% se observa a la tensión máxima aplicada. Por favor haga clic aquí para ver una versión más grande de esta figura.
{kind=link}

Figura 9. respuesta Strain a una entrada escalón de tensión. Un cuadrado, 3 kV señal de 2 Hz se aplica al dispositivo, la generación de una cepa de alrededor de 4% (véase la Figura 8). La expansión de la superficie se observa con una cámara de alta velocidad a 4000 cuadros por segundo. Se tarda menos de 4 mseg para el actuador para alcanzar 90% de su dimensión final. Antes y después de la transición, la dimensión del actuador se mantienen estables y no muestran la fluencia viscoelástico. Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}

Figura 10. actuadores de elastómero dieléctricas hechas con el flujo del proceso presentado. Tres ejemplos de actuadores de elastómero dieléctricas hechas siguiendo la metodología descrita en este documento. (A) objetivo rápido y blandos sintonizables capaces de cambiar su longitud focal por 20% en menos de 200 microsegundos. (B) elastómero Rotary micro-motor capaz de girar a 1.500 rpm. (C) Auto-conmutación robot rodante. Haga clic aquí para ver una versión más grande de esta figura.
{kind=link}
Discusión
El proceso de fabricación se puede resumir como sigue. Comience por la aplicación de una capa de sacrificio soluble en agua sobre el sustrato PET utilizado para la colada de la membrana. Esto evita la deformación excesiva durante el proceso de liberación que potencialmente puede dañar la membrana. La silicona es fundido luego en una capa delgada y se curó en un horno. La hoja A4 PET con revestimiento de silicona se corta en discos circulares de 55 mm de diámetro, y se pegó a soportes de pre-estirado flexibles. Los soportes de pre-estirado se utilizan para manipular la membrana durante las etapas de liberación capa de pre-estiramiento y de sacrificio. Para separar la membrana del sustrato PET, se sumerge en agua caliente para disolver la capa de sacrificio. Este proceso permite que la membrana se liberó sin tener que tirar de él de manera significativa. Una vez que la membrana está separado de la pared, puede ser pretensado. Estiramiento previo consiste en estirar mecánicamente la membrana en el plano antes de fijarla en la celebración de los marcos. Este paso genera enlas fuerzas externas de tracción en la membrana y es necesario para actuadores de elastómero dieléctrico en el plano, tales como el demostrador se producen aquí. En el protocolo, se utiliza equi-estiramiento biaxial, es decir, un valor que se extiende igual en ambas direcciones en el plano. Sin embargo, dependiendo de la aplicación, diferentes configuraciones de pre-estiramiento pueden ser utilizados, tales como uniaxial (estiramiento solamente a lo largo X o Y, mientras que se permite que la membrana para relajarse en la otra dirección), o anisotrópico (diferentes valores a lo largo de x y y).
A tampografía técnica llamada se utiliza para precisamente patrón de un electrodo compatible en la membrana de silicona pre-estirado, lo que permite definir con precisión los electrodos mm de tamaño en la membrana. En este proceso, la tinta se aplica con una rasqueta sobre un cliché (una placa de acero en la que el diseño a imprimir se grabado al agua fuerte, y posteriormente se recogió en el cliché por un sello de silicona suave antes de ser transferido a la membrana 13). Siemprediseño y requiere su propio cliché. Estos pueden ser solicitados a empresas especializadas, que los producen a partir de un dibujo electrónico de la geometría. Para hacer un electrodo conductor estirable, dispersar negro de carbono en una matriz de silicona por fuerzas de cizallamiento utilizando molino de bolas, que es una técnica bien conocida para romper las aglomeraciones de negro de carbón y homogéneamente dispersar el polvo en una matriz polimérica 18,19.
Al imprimir, es importante que el diseño se imprime con un posicionamiento preciso y orientación relativa a la estructura de la membrana. Para ello, utilice una etapa de precisión xy θ y un alineador. El alineador es una pieza de PMMA en la misma forma que el marco de la membrana y tiene el diseño del electrodo grabada en su superficie usando un grabador láser CNC. Antes de imprimir en la membrana imprimimos en la placa de alineación para comprobar la alineación. Si el diseño impreso no coincide con el diseño grabado ajustamos la etapa xy θ hasta que el overl dos diseñosap (Figura 4H). En el protocolo, la parte superior e inferior del electrodo tienen el mismo diseño, por lo que la máquina de tampografía se pueden dejar sin tocar entre las aplicaciones de los dos electrodos. Sin embargo, en algunos casos, las geometrías de electrodos son diferentes para el electrodo superior e inferior. En ese caso, mientras que las membranas están en el horno durante el curado del electrodo superior (es decir, entre los pasos 3.4.3 y 3.4.4), es necesario quitar el bloque de cliché (el conjunto que consiste en el cliché mantiene en su sitio en un bloque magnético) con el tintero de la máquina de tampografía. Entonces, el cliché instalada debe ser cambiado por el que tiene el diseño del electrodo inferior. Debido a que el bloque de cliché se ha movido, es necesario llevar a cabo un nuevo procedimiento de alineación (paso 3.3), utilizando una placa de alineador grabado con el diseño de la segunda electrodo. Una vez que se aplican los dos electrodos, que necesitan para ser conectado a un circuito de accionamiento externo que suministra los cargos fo accionamiento. Existen diferentes soluciones para hacer las conexiones eléctricas entre los electrodos que cumplen y la electrónica de conducción. Aquí, se muestra un método muy adecuado para la creación de prototipos, el uso de marcos adhesivas cubiertas y cinta conductora (Figura 3). Para la producción por lotes, el uso de placas de circuitos impresos con almohadillas de cobre en contacto con los electrodos es una mejor alternativa (véase la Figura 10A para un ejemplo de un dispositivo hecho con un PCB comercial).
Utilice equipos comerciales o productos para la mayoría de los pasos del flujo de procesos. Las dos excepciones son la medición del espesor de las membranas de silicona y los pasos pre-estiramiento. Para la medición del espesor, utilizar un interferómetro de transmisión de la luz blanca casera que consiste en una fuente de luz blanca colimada (tamaño de punto <1 mm) que atraviesa la membrana y se recogió mediante un espectrómetro. El período de las franjas de interferencia de la intensidad de la luz transmitida como funcio de longitud de onda se utiliza para calcular el espesor de la membrana 20. Tenga en cuenta que otros métodos pueden ser utilizados para medir el grosor, pero deben ser no destructiva, e idealmente sin contacto para evitar la deformación de la membrana muy delgada. Para el pre-estiramiento de las membranas, utilizar un prestretcher radial hecha en casa, que consta de 8 dedos metálicos que se pueden desplazar radialmente. Para pre-estiramiento de una membrana, los dedos se mueven hacia dentro de manera que el soporte pre-estiramiento puede ser pegado a los dedos de la camilla (Figura 4E). Para pre-estiramiento de la membrana, los dedos se mueven hacia el exterior, lo que aumenta efectivamente el diámetro de la membrana de silicona, dando lugar a equi-pre-estiramiento biaxial de la membrana. Los ocho dedos están conectados a una corona circular, cuya rotación define la separación radial de los dedos (Figura 5).
Tener un flujo de proceso eficiente y bien establecida como el que aquí se presenta es importantepara la fabricación de dispositivos reproducibles que son robustos y fiables. En comparación con la compra de películas pre-hechos, echando membranas de elastómero delgadas da mucha libertad de diseño, ya que permite elegir y adaptar las propiedades de las membranas a la aplicación. Por ejemplo en el caso de elastómeros de silicona, la dureza y alargamiento a la rotura se pueden elegir mediante la selección de productos con diferente longitud de cadena y la densidad de reticulación, y el espesor pueden variarse ajustando el proceso de fundición. Este último punto permite, por ejemplo para elegir grosor de la membrana final y pre-estiramiento independientemente, lo que no es posible con películas pre-hechos.
La capacidad de patrón precisamente el electrodo en una escala pequeña (cm a sub-mm) es también un requisito importante para DEAs, como la mayoría de los dispositivos constan de zonas activas y pasivas en la misma membrana. Esto implica que la forma del electrodo se debe definir con precisión en la membrana. Además, como electrodos deben aplicarse en ambos ladosde la membrana, es necesario alinear los dos electrodos respecto a la otra: además de una forma definida con precisión, los electrodos también deben ser posicionadas con precisión en la membrana. El proceso de estampado se presenta aquí cumple estos dos requisitos. Por otra parte, tampografía es un proceso rápido, ya que se requieren sólo unos pocos segundos para imprimir un electrodo, y actuadores puede ser fácilmente procesado por lotes usando este método. A diferencia de la grasa de carbono ampliamente utilizado electrodos o polvo suelto aplicado manualmente, nuestro enfoque conduce a la definida con precisión electrodos que presentan una fuerte adhesión a la membrana sobre la que se aplican. Son muy resistentes al desgaste, y no pueden ser deslaminadas de la membrana 13. A pesar de que la impresión del cojín es un método de contacto, que puede ser utilizado para aplicar tinta sobre membranas de silicona delgadas y frágiles, porque la única parte que entra en contacto con la membrana es un sello de silicona suave. Sin embargo, hay una cierta fricción estática inevitable entre el sello y la THe membrana, lo que provoca una ligera deformación de la membrana una vez que el sello se mueve hacia atrás hacia arriba. Si la membrana es demasiado delgada, esto puede conducir a la ruptura de la membrana. Esto limita efectivamente la aplicación del método de impresión del cojín a las membranas más grueso que 10 micras. Para las membranas delgadas, los métodos de modelado sin contacto se deben utilizar, tales como la impresión de inyección de tinta.
Aunque DEAs se han estudiado durante más de 15 años, la mayoría de DEAs de hoy todavía están basados en películas de poliacrilato ya hechas en combinación con electrodos de grasa aplicados a mano. Estos métodos hechos a mano han causado DEAs permanezca en su mayoría en el estado de prototipos de laboratorio, con la adopción limitada por la industria, a pesar de la actuación interesante de DEAs en términos de tensión y el consumo de energía. Aunque los procesos de fabricación fiables ya se han publicado, que se refieren a la fabricación de actuadores contráctiles unprestretched, apilados obtenidos con configuraciones automatizadas dedicadas 21,22. El proceso fluimos presentamos aquí es un proceso de uso versátil que describe todos los pasos importantes necesarios para fabricar un DEA, y que se puede aplicar fácilmente para adaptarse a una aplicación de destino definido.
Divulgaciones
The authors have nothing to disclose.
Agradecimientos
This work was partially funded by the Swiss National Science Foundation, grant 200020-153122. The authors wish to thank the member’s of our soft transducers group – past and present – for their contribution to the refining of our fabrication process flow.
Materiales
| Name | Company | Catalog Number | Comments |
| High quality PET substrate, 125 um thick | DuPont Teijin | Melinex ST-506 | low surface roughness and absence of defects |
| Isopropanol 99.9% | Droguerie Schneitter | ||
| Poly(acylic acid) solution (25%) | Chemie Brunschwig | 00627-50 | Mw=50kDa |
| Automatic film applicator | Zehntner | ZAA 2300 | with vacuum table |
| Profile rod applicator | Zehntner | ACC378.022 | 22.86 um |
| Oven | Binder | FD 115 | |
| Dow Corning Sygard 186 silicone kit | Dow Corning | Sylgard 186 | silicone used for casting membranes |
| Dow Corning OS-2 silicone solvent | Dow Corning | OS2 | environmentally-friendly solvent. Mixture of 65% Hexamethyldisiloxane and 35% Octamethyltrisiloxane |
| Thinky planetary mixer | Thinky | ARE-250 | |
| container PE-HD 150 ml | Semadeni | 1972 | Container to mix the silicone for the membrane |
| Medical grade 125ml PP wide mouth jar with cap | Thinky | 250-UM125ML | Container to mix the ink |
| Bearing-Quality steel balls 12 mm | McMaster-Carr | 9292K49 | |
| Universal applicator with adjustable gap | Zehntner | ZUA 2000.220 | |
| Transparency film for overhead projector | Lyreco | 978.758 | |
| Dry silicone transfer adhesive (roll) | Adhesive Research | Arclear 8932 | |
| poly(methyl methacrylate) plate 500mmx290mmx3mm | Laumat | Plexi 3mm | |
| Prestretching rig | "home made" | ||
| USB spectrometer for visible light | Ocean Optics | USB4000-VIS-NIR | Spectrometer for the thickness measurement |
| Tungsten halogen white light source | Ocean Optics | LS-1 | Light source for the thickness measurement |
| 400 micrometer optical fiber | Ocean Optics | QP400-2-VIS-NIR | Optical fiber on the spectrometer side for the thickness measurement |
| 600 micrometer optical fiber | Ocean Optics | P600-2-VIS-NIR | Optical fiber on the light source side for the thickness measurement |
| Carbon black | Cabot | Black Pearl 2000 | |
| Silicone Nusil MED-4901 | Nusil | MED-4901 | silicone used in conductive ink |
| Pad-printing machine | TecaPrint | TCM-101 | |
| Thin steel cliché 100mmx200mm | TecaPrint | E052 100 200 | Steel plate etched with the design you need to print. The etching is performed by the company selling the cliché. |
| 96 mm inkcup | TecaPrint | 895103 | Component of the pad printing machine in which the ink is contained |
| Soft silicone 30mm printing pad | TecaPrint | T-1013 | Printing pad for the pad printing machine |
| 60 W CO2 Laser engraving machine | Trotec | Speedy 300 | To cut frames and foils |
| Carbon conductive tape | SPI supplies | 05081-AB | For electrical connections to the electrodes |
| 4 channels 5 kV EAP controller | Biomimetics laboratory | low power high voltage source to test the actuators. http://www.uniservices.co.nz/research/centres-of-expertise/biomimetics-lab/eap-controller |
Referencias
- Pelrine, R., Kornbluh, R., Pei, Q., Joseph, J. High-speed electrically actuated elastomers with strain greater then 100%. Science. 287 (5454), 836-839 (2000).
- Keplinger, C., Li, T., Baumgartner, R., Suo, Z., Bauer, S. Harnessing snap-through instability in soft dielectrics to achieve giant voltage-triggered deformation. Soft Matter. 8 (2), 285-288 (2012).
- Böse, H., Fuss, E. Novel dielectric elastomer sensors for compression load detection. Proc. of SPIE. 9056, 905614 (2014).
- Koh, S., Keplinger, C., Li, T., Bauer, S., Suo, S. Dielectric Elastomer Generators: How Much Energy Can Be Converted?. IEEE. ASME. Trans. Mechatron. 16 (1), 33-41 (2012).
- Carpi, F., Frediani, G., Turco, S., De Rossi, D. Bioinspired Tunable Lens with Muscle-Like Electroactive Elastomers. Adv. Funct. Mater. 21 (21), 4152-4158 (2011).
- Anderson, I., et al. A thin membrane artificial muscle rotary motor. Appl. Phys. A Mater. Sci. Process. 98 (1), 75-83 (2010).
- Akbari, S., Shea, H. R. An array of 100um x 100um dielectric elastomer actuators with 80% strain for tissue engineering applications. Sens. Actuators A-Phys. 186, 236-241 (2012).
- Jordi, C., et al. Large planar dielectric elastomer actuators for fish-like propulsion of an airship. Proc. SPIE. 7642, 764223 (2010).
- Maffli, L., Rosset, S., Ghilardi, M., Carpi, F., Shea, H. Ultrafast all-polymer electrically tuneable silicone lenses. Adv. Funct. Mater. 25 (11), (2015).
- Rosset, S., Maffli, L., Houis, S., Shea, H. R. An instrument to obtain the correct biaxial hyperelastic parameters of silicones for accurate DEA modeling. Proc. SPIE. 9056, 90560M (2014).
- Rosset, S., Shea, H. R. Flexible and stretchable electrodes for dielectric elastomer actuators. Appl. Phys. A Mater. Sci. Process. 110 (2), 281-307 (2013).
- Rosset, S., O’Brien, B., Gisby, T., Xu, D., Shea, H. R., Anderson, A. Self-sensing dielectric elastomer actuators in closed-loop operation. Smart Mater. Struct. 22 (10), 104018 (2013).
- Rosset, S., Shea, H. Towards fast, reliable, and manufacturable DEAs: miniaturized motor and Rupert the rolling robot. Proc. SPIE. 9430, (2015).
- Poulin, A., Rosset, S., Shea, H. Toward compression of small cell population: Harnessing stress in passive regions of dielectric elastomer actuators. Proc. SPIE. 9056, 90561Q (2014).
- McKay, T., Rosset, S., Anderson, I., Shea, H. Dielectric elastomer generators that stack up. Smart Mater. Struct. 24 (1), 015014 (2015).
- Araromi, A., et al. Rollable Multisegment Dielectric Elastomer Minimum Energy Structures for a Deployable Microsatellite Gripper. IEEE. ASME. Trans. Mechatron. 20 (1), 438 (2015).
- Romano, P., Araromi, O., Rosset, S., Shea, H., Perruisseau-Carrier, J. Tunable millimeter-wave phase shifter based on dielectric elastomer actuation. Appl. Phys. Lett. 104 (2), 024104 (2014).
- Awasthi, K., Kamalakaran, R., Singh, A., Srivastava, O. Ball-milled carbon and hydrogen storage. Int. J. Hydrogen Energy. 27 (4), 425-432 (2002).
- Leong, C. K., Chung, D. Carbon black dispersions as thermal pastes that surpass solder in providing high thermal contact conductance. Carbon. 41 (13), 2459-2469 (2003).
- . Transmission Measurements of Polymer Thin Films. Ocean Optics application note. , (2014).
- Lotz, P., Matysek, M., Schlaak, H. Fabrication and application of miniaturized dielectric elastomer stack actuators. IEEE. ASME. Trans. Mechatron. 16 (1), 58-66 (2011).
- Tepel, D., Hoffstadt, T., Maas, J. Automated manufacturing process for DEAP stack-actuators. Proc. SPIE. 9056, 905627 (2014).
Reimpresiones y Permisos
Solicitar permiso para reutilizar el texto o las figuras de este JoVE artículos
Solicitar permisoThis article has been published
Video Coming Soon
ACERCA DE JoVE
Copyright © 2025 MyJoVE Corporation. Todos los derechos reservados