
Method Article
Ag Nanopaste lazer kaynaklı İleri Transferi
Bu Makalede
Özet
We demonstrate the use of the Laser-induced forward transfer technique (LIFT) for the printing of high-viscosity Ag paste. This technique offers a simple, low temperature, robust process for non-lithographically printing microscale 2D and 3D structures.
Özet
Geçtiğimiz on yıl içinde, metalik mürekkep ya da diğer işlevsel malzemelerin baskı olmayan litografik yöntemler 1-3 kadar bir gelişme olmuştur. Böyle inkjet 3 ve lazer kaynaklı ileri transferi (LIFT) 4 olarak bu süreçlerin çoğu büyüdü yazdırılabilir elektronik ve maskesiz desen ilgi olarak giderek daha popüler hale gelmiştir. Daha geleneksel yarı iletken işleme tekniklerine göre bu, üretim prosesleri, ucuz, çevre dostu ve hızlı prototipleme için uygundur katkı maddesi. En doğrudan yazma işlemleri iki boyutlu yapılara sınırlı ve yüksek viskozite (özellikle mürekkep püskürtmeli) olan malzemeler edemesek düzgün yapılmaması halinde, ASANSÖR hem kısıtlamaları aşabiliriz. Lazer etiket aktarımı (Ldt), 5-9 şu şekilde de ifade üç boyutlu bir piksel (denilen vokseller), birbirini örten transferi, kaldırma tekniği son derece ağdalı Ag nanopast kullanılarak gösterilmiştires ayaklı bağlantılarını, karmaşık voksel şekiller ve yüksek boy oranına yapıları imal etmek. Bu yazıda, mikro ve makro ölçekli Ag yapıların çeşitli üretmek için basit ama çok yönlü işlemi gösterilmektedir. Yapılar ticari dijital micromirror cihazı (DMD) çip kullanan basit elektrik kontakları desenlendirme için şekiller, köprü ve konsol yapıları, yüksek boy oranına yapıları ve tek çekim, geniş bir alan transferleri dahil.
Giriş
Katkı baskı teknikleri çeşitli substratlar üzerine fonksiyonel materyallerin desenlendirme için önemli bir ilgi bulunmaktadır. Micropen 10, doğrudan yazma montaj 11, inkjet 12 ve KALDIRIN 4 de dahil olmak üzere, bu sözde "doğrudan yazma" süreçleri, alt mikron 1,2 macroscale değişen özellik çeşitli boyutlarda imalatı için uygundur . Bu tekniklerin başlıca avantajları düşük maliyetli, çevre dostu ve prototip kavram hızlı geri dönüş vardır. Gerçekten de, prototip tür işlemler için birincil kullanılmasıdır. Bu işlemler tarafından kullanılan malzemeler tipik olarak, bir çözücü içindeki bir nanopartikül süspansiyon oluşur ve genel olarak fonksiyonel özelliklerini gerçekleştirmek için çökelme aşamasından sonra sertleştirme bir fırın gerektirir. micropen ve doğrudan yazma düzeneği uygulamak nispeten basit olmasına rağmen, her iki alıcı alt-tabaka ile bir sürekli filamentli temas itimatdağıtma esnasında. Mürekkep, basit, temassız doğrudan yazma yöntem olmasına rağmen, bu, genellikle, dağıtma memeleri tıkanma ve / veya korozyonu önlemek amacıyla, düşük viskoziteli, kimyasal olarak iyi huylu nanopartikül süspansiyonlar transferi sınırlıdır. Buna ek olarak, mürekkep püskürtmeli iyi tanımlanmış kenar özellikleri ile baskı kalıpları nedeniyle ıslatıcı etkileri 13 farklı yüzeylere ve elde edilen istikrarsızlık Sıvılar değişken davranışları göz önüne alındığında çok zordur. Ne olursa olsun, mürekkep püskürtmeli şimdiye kadar araştırmacıların en dikkat kazanmıştır.
ASANSÖR Öte yandan, iyi tanımlanmış kenarlara sahip yüksek viskoziteli macun aktarma yeteneğine sahip bir temassız, meme katkısız bir işlemdir. Bu işlemde, kompleks maddelerin kontrollü miktarlarda, yüksek viskoziteli bir macun kullanırken., Bu bir olası olan, Şekil 1 'de şematik olarak gösterildiği gibi, lazer impulslarından 4 kullanarak bir alıcı alt-tabaka (veya "şerit") bir verici alt-tabaka aktarılırolay lazer darbe kesitli 5 boyutunu ve şeklini maç basılı voksel için ible. Bu süreç lazer etiket transferi (LDT) olarak adlandırılır ve gibi geniş bir uygulama yelpazesi için yapıların olmayan litografik nesil izin voksel şekli ve boyutu kolayca kontrol parametreleri olan doğrudan-yazma benzersiz bir yaklaşım sunuyor edilmiştir devre onarım 14, metamalzemeler 7, birbirine 8 ve serbest duran yapılar 15. bir aktarım aşamasında karmaşık şekiller yatırmak yeteneği büyük ölçüde işleme süresini azaltır ve çoklu vokseller, çoğu dijital baskı tekniklerinin ortak bir sorun birleştirilmesi ile ilgili sorunları önler. Dinamik bireysel lazer darbeleri 17 mekansal profilini ayarlamak için yeteneği diğer lazer direkt yazma (LDW) teknikleri ile karşılaştırıldığında LDT yazma hızını artırmak için hizmet vermektedir. olarak, bu işlem avantajları Sonuç olarak, LDT işleminden bahsederlertek bir paralel birine birden fazla seri yazma aşamalarının kombinasyonunu tanır çünkü "kısmen parallelized". paralelleştirme derecesi sonuçta hızlı lazer enine kesit profili değiştirme yeteneği, ve bu nedenle elde edilen voksel şekline bağlıdır ve şerit ve substrat tercüme için kullanılabilecek hızına bağlıdır.
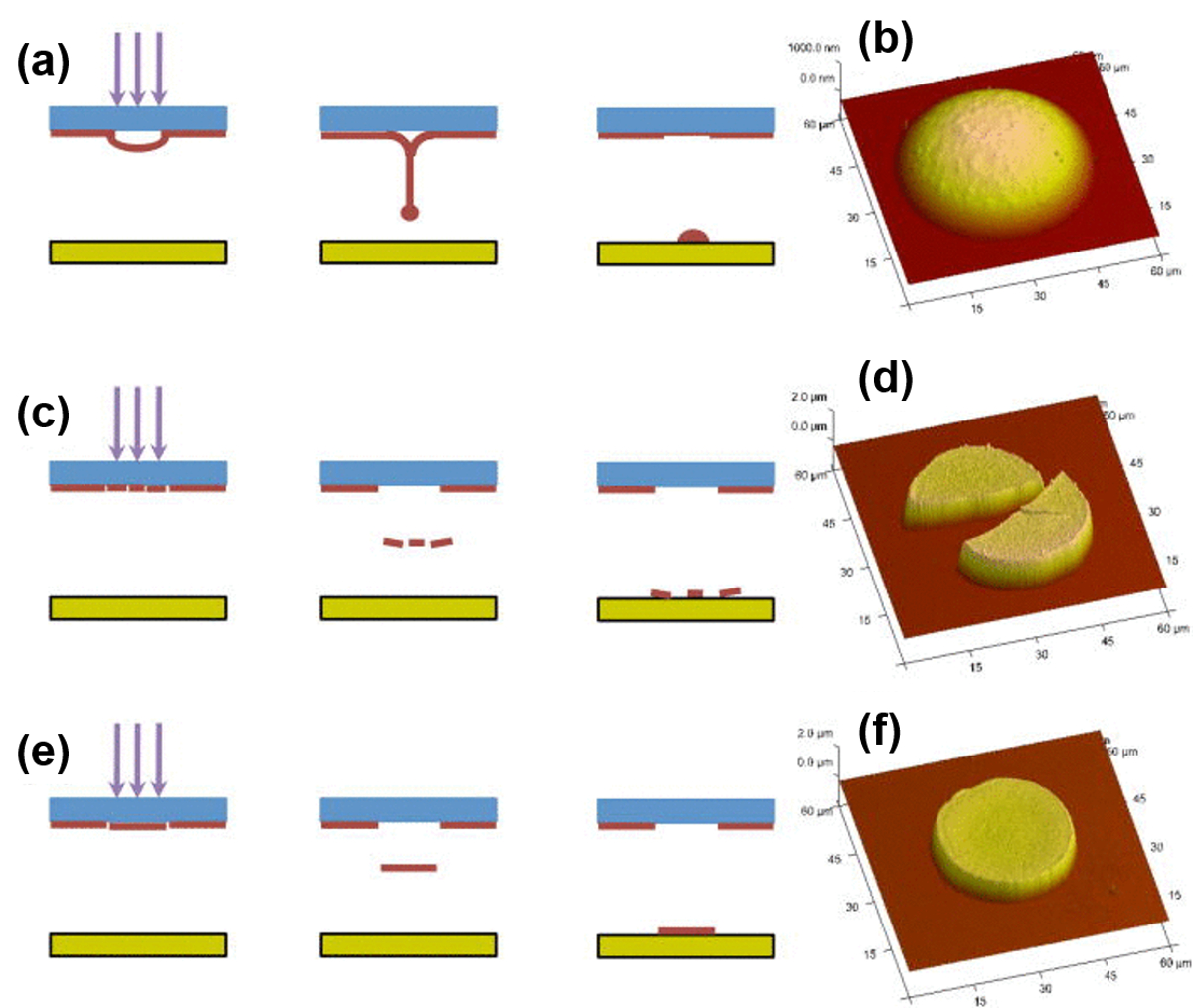
Işlem görselleştirmek için, asansör işlemi sırasında malzemenin davranışı üç farklı yapıştırma viskoziteler için Şekiller 2A, 2C, ve 2E şematik olarak tasvir edilmiştir. düşük viskoziteli mürekkepler için (Şekil 2A) 9, transfer işlemi, yuvarlak, yarı küresel vokseller (Şekil 2B) oluşumu ile sonuçlanarak, davranış jeti izler 18. Şekil 2C püskürtülen voksel ne benzer parçalanma uğradığı çok yüksek viskozite süspansiyonlar için aktarımı, tasvir öylesine ASANSÖR gözlemlenmiştirKapak, seramik tabakalar 19. Şekil 2E serbest voksel gerilimi etkileri yüzey nedeniyle şekil deformasyonu tabi değildir ve bozulmamış alıcı alt-tabakanın ulaştığı olup, burada uygun bir ara viskoziteye sahip nanopaste arasında LDT transferi gösterir. Transfer voksellerin şekline viskozite etkisi Şekil 2B, 2D ve 2F'de atomik kuvvet mikroskopisi (AFM) görüntüleri gösterilir. Şekil 2F görüldüğü gibi, genellikle, viskoziteleri uygun bir aralığı için, keskin ve iyi tanımlanmış vokseller elde etmek mümkündür ~ 100 Pa Ag nanopaste 5 sn.
Genel olarak, mikron çözünürlüklü 3D yapıları için potansiyeli olan temassız baskı birleştiren yöntemler az sayıda rapor olmuştur. LDT yöntemi ultra-ince perde yapıştırma yetenekleri ile bağlantılarını imalatı yapabilen bir serbest formlu işlemi sunar. hassas elektronik cihazlar, organik elektronik gibi uygulamaların bir diziVe mikroelektromekanik sistem (MEMS) bu tür bir işlem yararlanabilir. Burada yüksek viskoziteli Ag nanopaste olmayan temas üç boyutlu baskı yanı sıra (DMD chip aracılığıyla) tek lazer atış, geniş bir alan baskı için bir süreç göstermektedir.
Protokol
1. Donör Alt Tabakalar yapma
- Bant kaplanmamış cam merkezi bir bölgeyi terk bir cam slayt kenarlar maskesi.
- 3-15 dakika için: (su içinde% 40 su içinde NH4 F 1 oranında 48 ila% HF 6) Tamponlu HF slayt daldırın. Not: Bu iyi oluştururken, maskesiz olduğu slayt merkezi iz bırakacaktır. Üreticinin talimatlarını kullanarak bir kalem profilometre ve AFM ile tespit edilebilir, um 1 ile 5 oyuk derinliği olmalıdır.
- bant maskesi çıkarın.
2. Mürekkep Şeridi Oluşturma
- oyuk bir tarafında Ag macun bir miktar yay. yaklaşık 10 mg aralığında, kuyu doldurmak için yeterli olduğundan emin olun. Ancak, birinci miktarının ölçülmesi gerekli değildir.
- Sıkıca bütünüyle karşısında macun ince bir tabaka yayılması, kuyunun boyunca düz bir metal bıçağı sürükleyin. Düzgün herhangi bir ince noktalar olmadan macunu dağıtmak. Thi nihai ürünüs süreci - küçük de içeren Ag mürekkep - "kurdele" denir.
- silme bir laboratuara sahip kuyunun dışında yayılan herhangi bir macun silin.
3. Şerit Kurutma
- Düşük nemli bir ortamda şerit yüzü yukarı bakacak şekilde yerleştirin. kuru azot ile doldurulmuş bir kutu en iyi şekilde çalışır.
- Oda sıcaklığında en az 2 saat boyunca şerit bırakın. Bu noktada, mürekkep viskozitesi yazdırmak için yeterince yüksek olmalıdır.
Not: Yeterli kurutulduktan sonra, mürekkep şeritleri başka bir cam slayt kuyu yüzü aşağıya bakacak şekilde yerleştirin ve bir kuru azot ortamında saklayarak kabaca bir ay boyunca saklanabilir. Bu şekilde depolanan sonra, uzun süre gözetimsiz mürekkep şeritleri bırakmak alright.
4. Baskı vokseller
- Bir vakum aynasını ya da çift taraflı bant kullanarak bir XY translasyonel aşamasına alıcı substrat takın. Alıcı Yüzey düz olmalıdır, ancak başka hiçbir sınırlama vardır: Not. Silikon gofret, gleşek slaytlar, ya da 200 ° C uyumlu polimerler tüm kabul edilebilir alıcı substratları vardır.
- Alıcı substrat üzerine mürekkep şerit yüzü aşağı bakacak şekilde yerleştirin.
- oyuk içinde bulunan mürekkep arka yüzeyi üzerine verici alt-tabakanın geri aracılığıyla optik kurulum Odak.
NOT: Bu işlem için optik düzenlemek için birçok yolu vardır, ancak aşağıdaki adımlar / bileşenler gereklidir:- (Gauss aksine) bir "üst-şapka" mekansal enerji dağılımına sahip bir kiriş ile bir darbeli UV lazer kullanın. kontrollü bir acousto-optik modülatör gerekebilir bireysel bakliyat, ateş edebilen bir lazer kullanın. acousto-optik modülatör kullanıcı bireysel darbelerin ateş kontrol etmenizi sağlar.
- istenen şekle kirişin kesiti şekillendirme, bir delik aracılığıyla ışını geçirin. açıklığın şekli vokselin şeklini belirleyen unutmayın. Yani, diyafram esasen donör substrat üzerine görüntülü söylemek mas benzerdirk projeksiyon.
- baskılı voksel büyüklüğünü belirler kiriş kesiti, boyutunu azaltmak için mikroskobik amacı kullanın. Örneğin, 50 mikron yanal boyutlara sahip 10X objektif verimlerle kare vokseller, daha sonra bir 50X objektif aynı şekil (kare) yazdırmak eğer 10 mikron yanal boyutlarıyla vokselleri.
- mikroskobik amacı ile (ışın ayırıcı ile) doğrultusunda bir video kamera yerleştirin. Bu mürekkep şeridinin aktif izlenmesine olanak sağlar.
- Donör tabaka üzerine tek bir lazer darbesi ateşleyin. Lazer akıcılığa için makul bir başlangıç değeri 40-60 mJ / cm2 aralığındadır. voksel çıkartıldığı lazer ışını kesitinde şeklinde görünür bir delik olduğundan emin olun. delik görünmüyorsa, birkaç olası nedeni vardır:
- Odak dışı.
- odaklama objektif yüksekliğini ayarlayın. Bu odak noktası haline delik getirebilir.
- Düşük enerji.
- yavaş incSerbest Bırakma 60-80 mJ / cm2 bir akıcılığa karşı lazer kadar enerji. Kalın mürekkep şeritleri yüksek akıcılık değerleri gerektirebilir.
- Mürekkep Viskozite Çok Düşük.
- Bir voksel atılır ama mürekkep şeridindeki delik hemen ardından mürekkep viskozitesi hala çok düşük, doldurur ise, bu nedenle 3. adımda talimatlara göre başka bir 30 dakika için şerit kurumasını ve sonra tekrar 4. adımı başlar.
- Odak dışı.
- X boyunca XY translasyonel sahne taşıyın ve Y yeni bir noktaya eksenleri.
- Bir voksel fırlatıp ve voksel mürekkep şeritten çıkartıldığı bir keskin tanımlanmış delik bırakarak, yine donör substrat üzerine tek bir lazer darbesi ateşleyin.
5. Baskı Kompleks Yapılar
- Şu şekilde komşu vokseller araya bağlayarak hatları oluşturun:
- 4.1-4.4 de tarif edildiği gibi, bir voksel aktarın.
- X veya Y doğrultusu boyunca XY translasyonel sahne bir voksel uzunluğu taşı.
- 4.1-4.4 de tarif edildiği gibi, bir voksel aktarın.
- yeterince uzun hat elde edilene kadar bu işlemi tekrarlayın.
- Şu şekilde yapıları köprü veya konsol oluşturun:
- ışını hizalamak püskürtülen voksel verici alt-tabaka üzerinde geometrik arasında köprü şekilde TD voksel bir kısmı, bir geometrik boşluk kenarından çıkıntı olacak şekilde.
- 4.1-4.4 de tarif edildiği gibi, bir voksel aktarın. Not: yapıştırma viskozitesi çok düşükse, voksel altındaki yerine köprü veya konsol oluşturma özelliklerine uygun olabilir.
- Şu şekilde yüksek boy oranı yapılar oluşturmak:
- 4.1-4.4 de tarif edildiği gibi, bir voksel aktarın.
- Alıcı substrat hareket ettirmeden, mürekkep şeridi üzerinde taze bir noktaya donör alt tabakayı hareket.
- 4.1-4.4 de tarif edildiği gibi, bir voksel aktarın.
- Tekrarlayın yeterli hei bir özelliği kadar 5.3.2 ve 5.3.3 adımlarıGHT elde edilir. yapı 3-5 um ~ daha uzun inşa edilirse voksel yığını ve mürekkep şeridi doğrudan temas etmeyecek şekilde, periyodik olarak donör ve alıcı substrat arasındaki aralayıcılar yerleştirin. Donör alt tabaka yüksekliği değişikliği açıklamak için bölüm 4.4.1 açıklandığı gibi optik odakladı gerekecektir unutmayın.
DMD Chip aracılığıyla 6. Baskı Kompleks Görüntüler
- Beraberlik veya istediğiniz voksel şeklin resim yüklemek. resim dosyasının biçimi bitmap olduğundan emin olun. Not: vokseldeki büyüklüğüne çizim büyütmek için optik sistemin basılacak demagnification faktörünü kullanmak çok önemlidir. DMD esas çıkıntı maske açıklığı, bunun yerine esas olarak ne kirişi görüntülenmesi yerini micromirrors bir dizi ışın şeklinin için kullanılır.
- Uygun lazer (UV veya yeşil) seçin.
- DMD açın ve DMD yazılımını açın.
- "Açık Görüntü" ve yük bitmap patte tıklayınrn. Yük seçin ve sıfırlayın.
- "Ekle" yi tıklayın. Bitmap dosyasının adı sağ panelde görünmelidir.
- "Bir kez çalıştır" ı tıklayın. Bitmap desen şimdi DMD yüklenir.
- adımlara 4.3'e 4.1 belirtildiği gibi donör ve alıcı yüzeyler düzenleyin. adımlara 4.6 4.4 özetlendiği gibi mürekkep aktarın.
- transferler başarılı kez gerekirse tekrarlayın 6.4 6.3 adımları; Daha sonra 7. adıma geçin.
7. Fırını
Tüm vokseller basılır sonra, bir fırın içinde iyileştirmeye.
- fırında alıcı substrat yüzü yukarı bakacak şekilde yerleştirin.
- 2 saat boyunca 180 ° C'de tedavi bırakın.
Sonuçlar
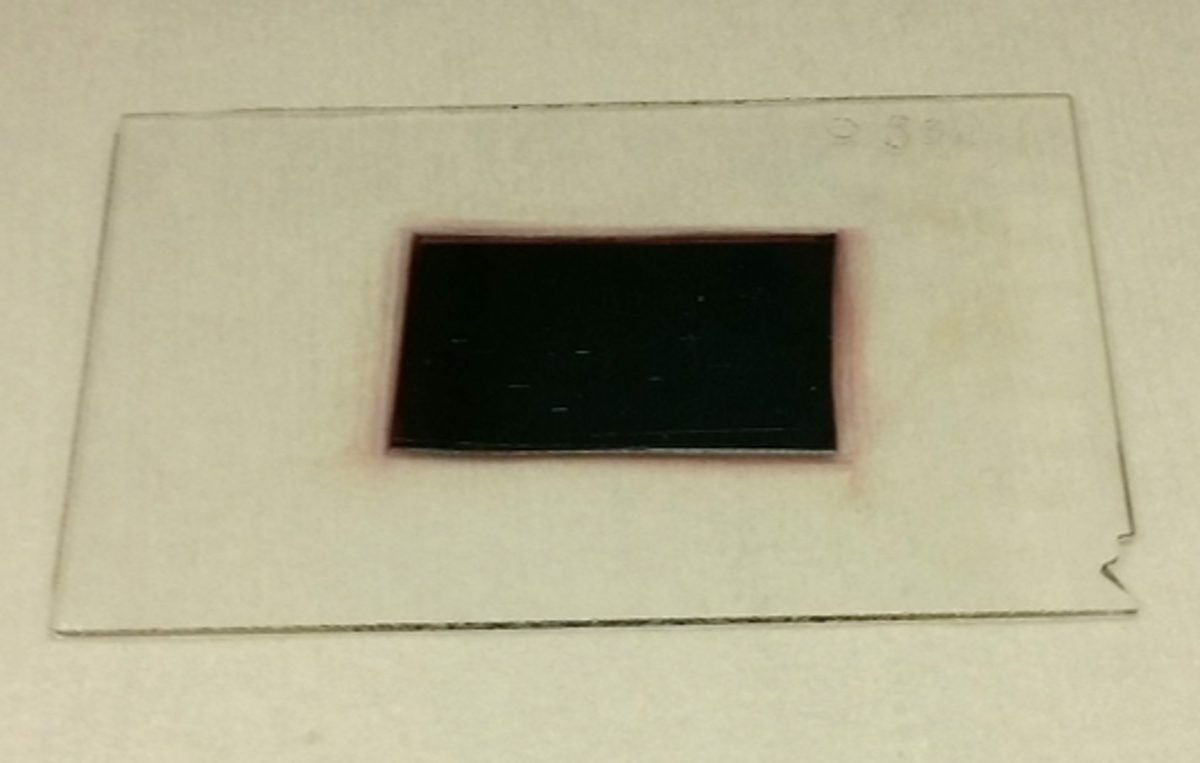
Şekil 3, merkezi bir oyuk olan bir Örnek verici alt tabakasını gösterir. Standart bir cam slayt, verici alt-tabaka için kullanılır ve bu durumda, oyuk derinliği 1 um dir. Ag nanopaste her dikdörtgen oyuk ile sınırlıdır ve alt-tabaka arasında kalan temiz olduğuna dikkat edin. Kabaca üniforma macun kalınlığı gösteren renklenme üniforma olduğuna dikkat etmek de önemlidir. Hafif renk ile bölgeler en iyi kaçınılmalıdır ince noktalar, gösterir. 4 x 20 mm kare vokseller çıkmış oldu 20 um 6x6 dizisi sonra donör substrat 20X optik görüntü göstermektedir. Bu ideal bir durumda, boşlukları Resim yapıştırma Tortu yoktur ve vokseller tam şerit püskürtülen edildi. Enerji yetersiz veya kiriş profilinde önemli sıcak noktalar varsa, vokseller sadece kısmen ayırmak ve kurdele arka yapışmış kalırsa.
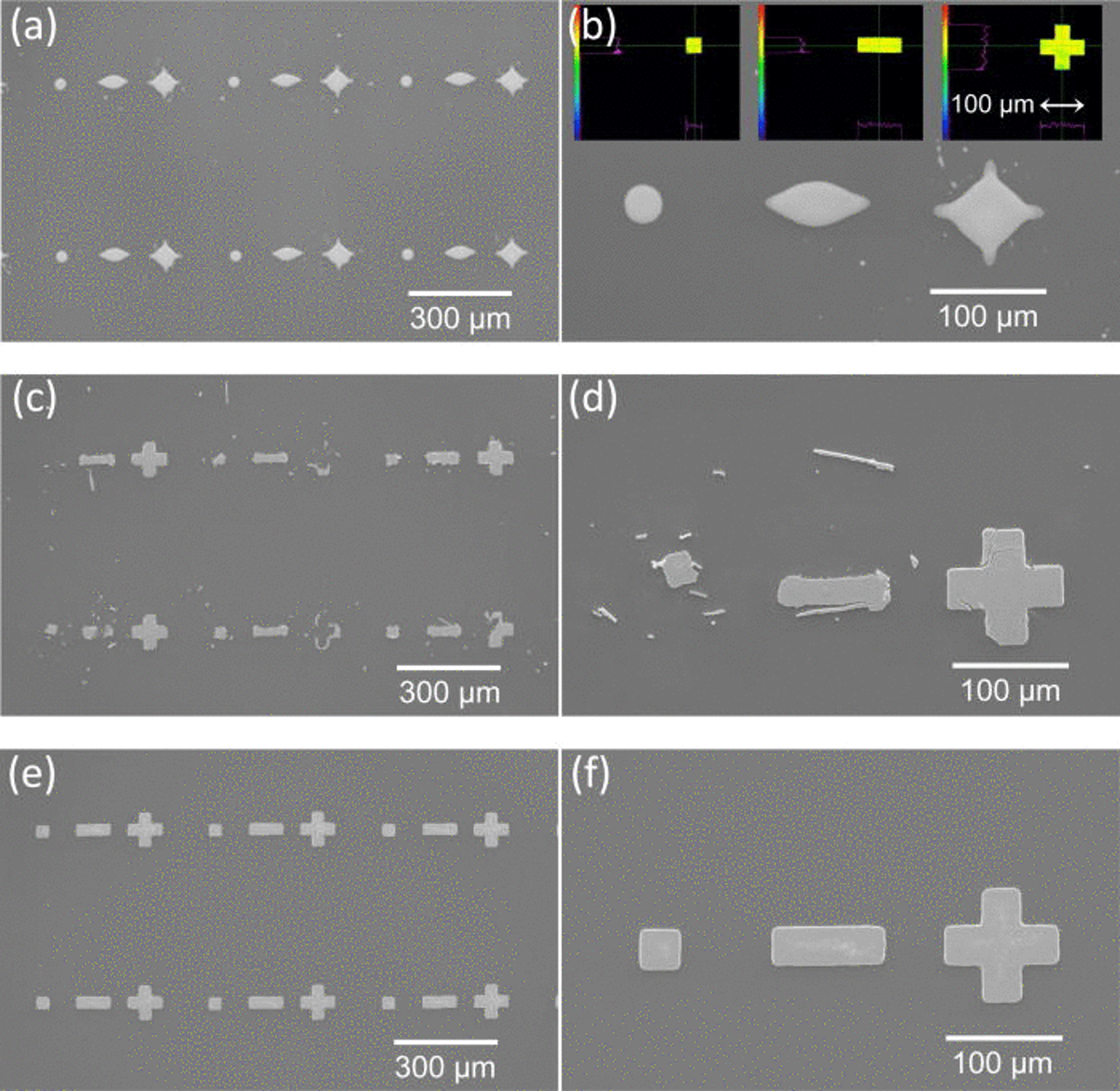
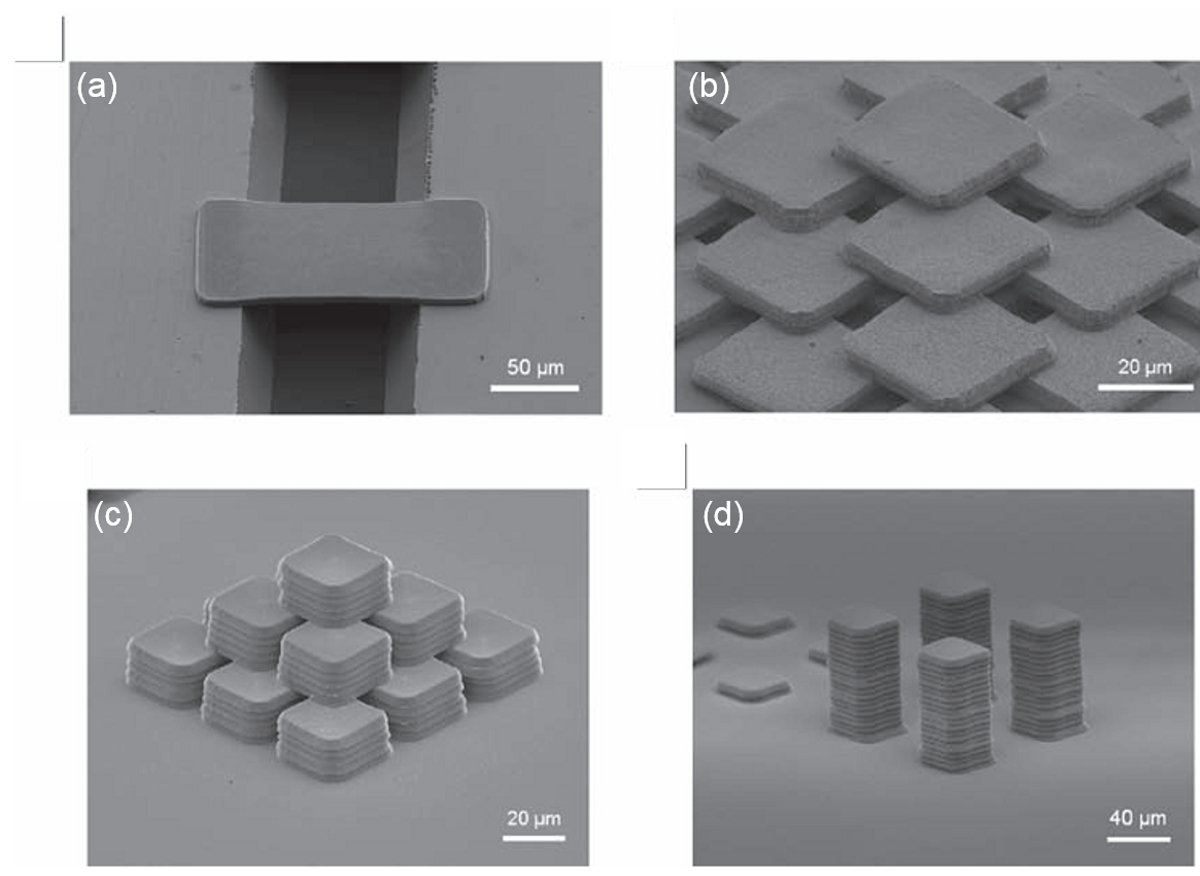
Voksellerini pa dışarı atılırfarklı viskoziteye, yani yapıştırma viskozitesi düşük olan Şekil 5'te 9., bulunabilir forum açmak yeterince vokselleri neden olur yüzey gerilimi Şekil 5A ve B de görüldüğü gibi (orijinal şeklini kaybederek daha yuvarlak olmak kurutuldu edilmemiştir ). Şekil 5B voksel şekilleri (Şekil 5B yerleşsin görüntülenir) ışın şekilleri farklı olduğuna dikkat edin. Yapıştırma viskozitesi, yani, yüksek olduğu zaman, diğer uç üzerine, üzerinde kurutuldu-, vokseller Şekil 5C ve D'de görüldüğü gibi, çıkış konumunda iken kırılma eğilimi olmuştur. Bu nedenle, Şekil 5E ve F 'de, kiriş profilinin şeklini muhafaza unfractured voksel aktarılmasını sağlayan bir ara viskozite aralığı vardır. Biz uzun iletken çizgiler oluşturmak voksel zincirlerinin iki çeşit göstermektedir. İlk yüklenebileceğini basit uç uca zincir olduH 40 x 60 um 2 vokseller birbirinden (Şekil 6A ve B) 20 bitişik transfer edilmiştir. Genel olarak, bu bağlantı yöntemi (Şekil 6B'de görüldüğü gibi), 100 ° C'de bir yumuşak tedavi sonrasında ortaya çıkan kısmen ya da tamamen kırık arayüzler ile biraz güvenilmez. Kullanılan ikinci yöntem, uçtan uca (Şekil 6C ve D) aktarılır vokseller birbirine çentikli. Arayüzü yüksek kaliteli görsel bireysel şekiller çözmek zor yapar gibi Şekil 6C'de noktalı çizgiler, voksel orijinal şeklini özetlemektedir. Bu etki vokseller arasındaki dikiş neredeyse görünmez Şekil 6D, çok açıktır. Çentikli geometri neredeyse tüm arabirimler 100 ° C kür sonra sürekli kalan, basit uçtan uca daha güvenilir oldu. 7 farklı istifleme geometrileri, desen ve boy oranları göstermektedir Şekil. Bir tek100 mikron genişliğinde Si hendekler geçme voksel doğru viskoziteyi Edinme sarkma ya da alıcı yüzeye geometrisine uygun gelen voksel önlemek amacıyla köprü veya müstakil uygulamalar için büyük önem taşımaktadır. Şekil 7A bulunabilir. Kompleks, çok-katmanlı yapıları iki istif piramitler ve yüksek en-boy oranı, mikro sütunlar da dahil olmak üzere Şekil 7B-D görülebilir. Bu geometriler ve dikey uzanan bağlantılarını gerektiren uygulamalar için önemlidir. Son olarak, Şekil 8A, diyagramda "dijital ayna cihazı" olarak ifade edilen bir ticari bir DMD çip, kullanan bir alternatif, optik kurulumunu göstermektedir. aşama 6'da tarif edildiği gibi, büyük, karmaşık ve görüntüler bilgisayara yüklenir ve tek bir lazer darbesi ile aktarılabilir. Bir başarılı basılmış NRL logo Şekil 8B bulunabilir. Biz tek bir atış ile biz 1 mm uzunluğunda ve özellik r bir macun yapısını aktarabilirsiniz unutmayın~ 20 um esolution.

Şekil LDT kurulum 1. şeması. Voksel şekil sadece yüksek viskoziteli mürekkep için kesit kiriş şekline göre belirlenir unutmayın. Bu rakamın büyük halini görmek için lütfen buraya tıklayınız.
{kind=link}

Şekil 2 Şematik voksel ejeksiyon. Şeması (A) ve düşük viskoziteli, (c) yüksek viskoziteli, ve (E) ara viskozite transferi evrimini göstermektedir. Elde edilen voksellerin AFM araziler sırasıyla (B), (D) ve (F) 'de verilmiştir. Bu rakam modifiye edilmiştir [9] 'den. Bu rakamın büyük halini görmek için lütfen buraya tıklayınız.
{kind=link}

Ag nanopaste donör substrat Şekil 3. resmi. Alt tabaka kendisi derin kuyu merkezinde 1 mikron olan bir cam slayt. Bu rakamın büyük halini görmek için lütfen buraya tıklayınız.
{kind=link}

Voksel transferi. Sharp sonra şeridi (donör alt-tabaka) üzerine yapıştırma tabakasının 4. 20x optik görüntü Şekil, iyi tanımlanmış kenarları ve artık olmaması yeterli yapıştırma kurutma ve şerit malzemenin tamamlanmasma göstermektedir.jove.com/files/ftp_upload/53728/53728fig4large.jpg "target =" _ blank "> bu rakamın daha büyük bir versiyonunu görmek için lütfen buraya tıklayınız.

Şekil birkaç farklı Voksellerden 5. taramalı elektron mikroskobu (SEM) görüntüleri. Işın profilleri içerlek (B) tasvir edilmektedir. Üç farklı voksel şekiller, düşük viskozitesi (A, B), yüksek viskoziteli (C, D), ve ara madde viskozitesi (E, F) ile bastırılmıştır. yüksek viskoziteli voksel çatlatma neden olurken düşük viskoziteli şekli ve voksel netlikte bir kaybına yol açar unutmayın. Bu rakam [9]. Modifiye edilmiş bu rakamın daha büyük bir versiyonunu görmek için lütfen buraya tıklayınız.
{kind=link}

. Şekil yapışık voksel zincirlerinin 6. SEM görüntüleri iki köprü geometrisi tasvir edilmiştir: Basit uçtan uca (A, B) ve (C, D), çentikli-kilitleme. Genel olarak, çentikli birbirine uç uca basit bir fırın aşamaları esnasında büzülmeye bağlı çatlamaya meyilli varken geometrileri daha güvenilir olduğu bulunmuştur. Bu rakam [20] modifiye edilmiştir. Bu rakamın büyük halini görmek için lütfen buraya tıklayınız.
{kind=link}

. Şekil 7. SEM birden kompleks voksel yapıların görüntüleri Geometriler şunlardır: 100 mikron genişliğinde hendek (A) köprüleme bir dikdörtgen voksel, çok katmanlı s caffold (B), yüksek bir görünüm oranı, piramit (C) ve çok sayıda yüksek en-boy oranı, mikro sütunlar (D). Bu rakam [8]. Modifiye edilmiş bu rakamın daha büyük bir versiyonunu görmek için lütfen buraya tıklayınız.
{kind=link}

Şekil 8 şematik diyagramı ve DMD chip ile LDT sonuçları. Şematik bir diyagram (A), lazer diyafram mikro aynalar büyük bir montaj olup DMD yongası ile değiştirilmiştir. Bir görüntü dosyası desen sadakatle tek seferde vokseller desen tam bir kopyası fırlatıp, donör substrat üzerine görüntülenebilir. Bir örnek olarak, bir NRL logosu (B) tek bir lazer atış aktarılmıştır.ig8large.jpg "target =" _ blank "> bu rakamın daha büyük bir versiyonunu görmek için lütfen buraya tıklayınız.
Tartışmalar
Bu yazıda yüksek viskoziteli Ag nanopaste olmayan temas üç boyutlu baskı yanı sıra (DMD chip aracılığıyla) tek lazer atış, geniş bir alan baskı için bir süreç ortaya koymuştur. Inkjet gibi doğrudan yazma teknikleri, farklı olarak, burada tarif edilen LDT tekniği tek bir adımda, bir lazer ışını, örneğin, kompleks voksel şekiller baskı sağlar. prosedürün birçok yönleri basit görünse de, optimize etmek için tekrarlı test gerektiren birden adımlar vardır. İlk olarak, macun kuruluk ve viskozite başarılı transfer için en önemli faktörlerdir. Bu noktalar zaten metinde defalarca vurgulanmıştır olmasına rağmen, biz öneminin altını burada noktayı yinelemek. Mürekkep viskozitesi çok düşük ise, o keskin, iyi tanımlanmış voksel şekilleri yazdırmak için imkansız olacaktır. Bir voksel çıkarmak için çalışırken mürekkep viskozitesi çok düşük bir sahte işareti oluşur. Lazer darbeli tetiklendiğinde,voksel an çıkarmak için görünür, ancak mürekkep donör substrat sol deliğe hızla geri dolduracaktır. Bu durumda, kullanıcı, lazer atışı durmalıdır ve adım 3.1 ve 3.2 de tarif edilen mürekkebin ayrıca tedavi edilmelidir. Mürekkep viskozitesi çok yüksek ise, voksel transfer işlemi şerit başarılı görünecektir. Alıcı substrat üzerindeki vokseller incelerken Ancak, önemli yırtılma, kırılma veya enkaz olacak. Bu durumda, kullanıcının geçerli kurdele imha ve voksel transferi girişimleri kalitesini değerlendirmek suretiyle gerçekleştirilebilir gereken mürekkep viskozitesi ve kuruma süresi bölüm 2. Optimizasyon belirtildiği gibi yeni bir şerit yapmak gerekiyor. Biz herhangi bir noktada macun kıvamını ölçmeye çalışırken önermiyoruz. İkincisi, lazer akıcılık süreci üzerinde önemli bir etkiye sahip olabilir mürekkep viskozitesi ve akıcılığa çok küçük değişiklikler olarak neredeyse kadar önemlidir. enerji çok düşük olduğunda çok net olmalı - VokselDonör alt tabakadan çıkmayabilir. Adımda 4.4 önerilen fluens yelpazesi ile başlamak tavsiye ve daha sonra çok aşamalı değerini artırmak olduğunu. Tam transfer sonuçlanır düşük enerji "eşik akıcılık" denir. Genellikle yüksek akıcılık değerleri vokseller kırılmasına veya yırtılmasına eğiliminde olacaktır çünkü eşik akıcılığa veya buna yakın çalışmak en iyisidir. Son olarak, işlem için kullanılan lazerin çeşitli bağlı lazer profilinde sıcak noktalar olabilir. Bu kirişin daha homojen bir bölge örnek açıklığın ayarlanmasını gerektirebilir. püskürtülen voksel şekli çarpık ya da kötü kiriş kesitinin şeklini eşleşirse, lazer hotspot veya mürekkep tabakası kalınlığı ya da tekdüzelik sorumlu olabilir.
sorun giderme ötesinde, tekniğine birkaç sınırlamalar vardır. Son fırın kür adımı zor veya imkansız olmayan yüksek t istenilen fonksiyonel özelliklere sahip vokseller ulaşmak için yaparuyumlu substratlar emperature. Genel olarak, bu metinde kullanılan Ag nanopaste uygun iletkenlik değerleri elde etmek üzere en az 150 ° C bir sertleştirme sıcaklığı gerektirir. Donör alt tabaka üzerinde mürekkep tabakası imalatı ayrıca kalınlık tekdüzelik, alansal kapsamı ve işleme süresini artırmak için optimize edilmesi gerekmektedir. Mürekkep tabakası kalınlığı 20 mikron x 20 mm daha küçük vokseller aktarırken, özellikle transfer işlemi zorlaştırabilir eşik akıcılığa ve transfer kalitesi ve homojen olmayan kalınlığı üzerinde önemli bir etkiye sahiptir. Donör yüzey için güncel tasarım zor geniş alan hacmini sınırlayan cm, 10s daha büyük şeritler oluşturmak için yapar. Bu durumda, bu makara makaradan veya diski döndürme gibi alternatif verici alt-tabaka tasarımları, gelişimi, geliştirilmiş otomasyon ve daha büyük alan işleme için gerekli olacaktır.
LDT tekniğin gücü yüksek olan sıvı aktarma yatmaktadırdiğer drop-on-demand teknikleri işleyemez viskoziteleri. LDT avantajları öncelikle baskı yüksek viskozite macun yüksek viskozite macunu ile baskı düşük viskoziteli baskı için erişilebilir değildir yapılar sağlayan durumlarda, kalitesinde bir iyileşme sunuyor ya ikincisi düşük viskoziteli macun ve baskı üzerine hız iki durumda ayrılabilir . Birinci kategoride avantajları örnekleri şunlardır: diğer kaldırma işlemleri (ve dolayısıyla düşük transfer hızı) göre ıslatıcı etkileri, olgunlaştırma işlemi esnasında voksel şekli ve büyüklüğü, en az çekme üzerindeki kontrol yüksek ve düşük lazer enerjisinden az voksel değişkenliği. İkinci kategorideki örnekleri şunlardır: yüksek boy oranına sahip yapıların baskı, köprü yapıları, dirsekleri ve iyi voksel şekil tutma gerektiren herhangi bir diğer yapı. DMD çip ile LDT sürecini birleştirerek, karmaşık şekiller ve desenler paralel baskı büyük ölçüde genel sürecini hızlandırır, hangi etkindir. Bundan başka, TO vokseller şekillendirmek için bir DMD kullanmak izin verir tasarımları, dinamik yeniden yapılandırılabilir vokseller hızlı baskı sağlayan, lazer darbeleri arasında güncellenmesi. Genel olarak konuşursak, DMD (33 kHz) tazeleme hızı lazer (100 kHz veya daha yüksek) maksimum tekrarlama oranı biraz daha yavaştır, ancak baskı hızı faktörü sınırlayıcı oranı sahne çevirisidir.
LDT sistemi ile ilerlemesi için birincil yollar şerit üretim sürecinin iyileştirilmesi ve bu DMD çip dijital ışık işleme (DSP) teknolojisini entegre yoluyla sürecini büyütmek için devam ilave malzemelerin sürekli gelişme göstermektedir. Metalik ve yalıtıcı malzemeler başarılı bu işlemi edilmiş olsa da, bazı aktif maddeler geliştirilmiştir. muazzam teknolojik olanaklar açabilir LDT süreci ile, piezoelektrik, manyetik veya optoelektronik malzemelerin yazdırmak için yeteneği. o, donör subst geometrisini haliyleoran sınırları ölçeklenebilirlik. makara makara-veya disk donör substratları dönen gelişimi önemli ölçüde süreçlerini düzene sokacak. Son olarak, DLP teknolojisi ile LDT kombinasyonu son derece paralel bir süreç içine önceden seri süreç dönüm dijital üretim alanı için bir potansiyel yıkıcı bir gelişmedir. Bu hedefe doğru önemli bir meydan okuma birden ölçeklerde iyi bir özellik çözünürlükte vokseller yazdırmak için yeteneğidir. Yani, demek ki 10 saniye veya 1-5 mikron mertebesinde mikron içeren özelliklerin 100 sn sırasına yanal boyutlara sahip vokselleri. Birlikte ele alındığında, bu gelişmeler elektronik bileşenler geniş alan katkı üretimi için önemli fırsatlar sunmaktadır.
Açıklamalar
Yazarlar ifşa hiçbir şey yok.
Teşekkürler
This work was funded by the Office of Naval Research (ONR) through the Naval Research Laboratory Basic Research Program.
Malzemeler
| Name | Company | Catalog Number | Comments |
| Silver Nano-paste for Screen Printing | Harima Chemicals Group, http://www.harima.co.jp/en/ | NPS Type HP | Store at 10 °C, do not allow to freeze; before using, wait 1 hour for paste to reach room temperature. |
| Buffered HF Solution | http://transene.com/sio2/ | BUFFER HF IMPROVED | Etch rate may vary depending on material structure |
Referanslar
- Park, J. U., et al. High-resolution electrohydrodynamic jet printing. Nature Mater. 6, 782-789 (2007).
- Hon, K. K. B., Li, L., Hutchings, I. M. Direct writing technology - Advances and developments. CIRP Ann. 57, 601-620 (2008).
- Calvert, P. Inkjet Printing for Materials and Devices. Chem. Mater. 13, 3299-3305 (2001).
- Arnold, C. B., Serra, P., Piqué, A. Laser direct-write techniques for printing of complex materials. MRS Bulletin. 32, 23-31 (2007).
- Park, J. U., et al. High-resolution electrohydrodynamic jet printing. Nature Mater. 6, 782-789 (2007).
- Hon, K. K. B., Li, L., Hutchings, I. M. Direct writing technology - Advances and developments. CIRP Ann. 57, 601-620 (2008).
- Calvert, P. Inkjet Printing for Materials and Devices. Chem. Mater. 13, 3299-3305 (2001).
- Arnold, C. B., Serra, P., Piqué, A. Laser direct-write techniques for printing of complex materials. MRS Bulletin. 32, 23-31 (2007).
- Piqué, A., Auyeung, R. C. Y., Kim, H. K., Metkus, M., Mathews, S. A. Digital microfabrication by laser decal transfer. J. Laser. Micro. Nanoeng. 3, 163-168 (2008).
- Auyeung, R. C. Y., Kim, H., Birnbaum, A. J., Zalalutdinov, M., Mathews, S. A., Piqué, A. Laser decal transfer of freestanding microcantilevers and microbridges. Appl. Phys. A. 97, 513-519 (2009).
- Kim, H., Melinger, J. S., Khachatrian, A., Charipar, N. A., Auyeung, R. C. Y., Piqué, A. Fabrication of terahertz metamaterials by laser printing. Opt. Lett. 35, 4039-4041 (2010).
- Wang, J., Auyeung, R. C. Y., Kim, H., Charipar, N. A., Piqué, A. Three-dimensional printing of interconnects by laser direct-write of silver nanopastes. Adv. Mater. 22, 4462-4466 (2010).
- Mathews, S. A., Auyeung, R. C. Y., Kim, H., Charipar, N. A., Piqué, A. High-speed video study of laser-induced forward transfer of silver nano-suspensions. J. Appl. Phys. 114, 064910 (2013).
- King, B. H., Dimos, D., Yang, P., Morissette, S. L. Direct-write fabrication of integrated, multilayer ceramic components. J. Electroceram. 3, 173-178 (1999).
- Lewis, J. A. Direct ink writing of 3D functional materials. Adv. Funct. Mater. 16, 2193-2204 (2006).
- Calvert, P. Inkjet printing for materials and devices. Chem. Mater. 13, 3299-3305 (2001).
- Kang, H., Soltman, D., Subramanian, V. Hydrostatic Optimization of Inkjet-Printed Films. Langmuir. 26, 11568-11573 (2010).
- Piqué, A., et al. Laser decal transfer of electronic materials with thin film characteristics. Proc. SPIE. 6879, 687911 (2008).
- Auyeung, R. C. Y., Kim, H., Birnbaum, A. J., Zalalutdinov, M., Mathews, S. A., Piqué, A. Laser decal transfer of freestanding microcantilevers and microbridges. Appl. Phys. A: Mater. Sci. Process. 97, 513-519 (2009).
- Soltman, D., Smith, V., Kang, H., Morris, S. J. S., Subramanian, V. Methodology for inkjet printing of partially wetting films. Langmuir. 26, 15686-15693 (2010).
- Auyeung, R. C. Y., Kim, H., Charipar, N., Birnbaum, A., Mathews, S., Piqué, A. Laser forward transfer based on a spatial light modulator. Appl. Phys. A: Mater. Sci. Process. 102, 21-26 (2011).
- Duocastella, M., Fernandez-Pradas, J. M., Serra, P., Morenza, J. L. Jet formation in the laser forward transfer of liquids. Appl. Phys. A: Mater. Sci. Process. 93, 453-456 (2008).
- Feinaueugle, M., Alloncle, A. P., Delaporte, P., Sones, C. L., Eason, R. W. Time-resolved shadowgraph imaging of femtosecond laser-induced forward transfer of solid materials. Appl. Surf. Science. 258, 8475-8483 (2012).
- Breckenfeld, E., Kim, H., Auyeung, R. C. Y., Charipar, N., Serra, P., Piqué, A. Laser-induced forward transfer of silver nanopaste for microwave interconnects, A. Appl. Surf. Science. 331, 254-261 (2015).
Yeniden Basımlar ve İzinler
Bu JoVE makalesinin metnini veya resimlerini yeniden kullanma izni talebi
Izin talebiDaha Fazla Makale Keşfet
This article has been published
Video Coming Soon
JoVE Hakkında
Telif Hakkı © 2020 MyJove Corporation. Tüm hakları saklıdır