
Method Article
Лазерно-индуцированное вперед Передача Ag Nanopaste
В этой статье
Резюме
We demonstrate the use of the Laser-induced forward transfer technique (LIFT) for the printing of high-viscosity Ag paste. This technique offers a simple, low temperature, robust process for non-lithographically printing microscale 2D and 3D structures.
Аннотация
За последнее десятилетие, было много развитие не литографических методов 1-3 для печати металлических чернил или других функциональных материалов. Многие из этих процессов , таких как струйных 3 и лазериндуцированной вперед переноса (СПФ) 4 становятся все более популярными , как интерес к электронике и печатаемые maskless кучность вырос. Эти дополнительные производственные процессы являются недорогими, экологически чистые, и хорошо подходит для быстрого прототипирования, по сравнению с более традиционными методами обработки полупроводника. В то время как большинство процессов прямой записи ограничиваются двумерными структурами и не может обрабатывать материалы с высокой вязкостью (в частности, для струйной печати), ЛИФТ может выйти за пределы ограничений, если оба выполнены должным образом. Конгруэнтное передача трехмерных точек (называемых вокселей), называемых также передачи лазерной деколи (LDT) 5-9, недавно была продемонстрирована методика LIFT с использованием высоковязкой Ag nanopastэс изготовить Корпусная межсоединений, сложные воксельных формы и высокого соотношение сторон структуры. В этой статье мы покажем простой, но универсальный процесс для изготовления различных микро- и макроскопических структур Ag. Структуры включают в себя простые формы для структурирования электрических контактов, мостов и консольные конструкции, высокой соотношение сторон структуры и одиночными выстрелами, передачу больших районов с использованием коммерческого цифрового Micromirror устройства (DMD) чип.
Введение
Аддитивные технологии печати представляют значительный интерес для структурирования функциональных материалов на различных подложках. Эти так называемые "прямой записи" процессы, в том числе micropen 10, монтаж прямой записи 11, 12, струйных и СПФ 4, хорошо подходят для изготовления различных художественных размеров от субмикронного до макромасштабная 1,2 , Основные преимущества этих методов являются низкая стоимость, экологичность, и быстрый поворот от концепции до прототипа. Действительно, быстрое прототипирование является первичное использование для таких процессов. Материалы, используемые этими процессами, как правило, состоят из суспензии наночастиц в растворителе, и как правило, требуют печи стадии отверждения после осаждения для реализации их функциональных свойств. Хотя micropen и сборка прямой записи относительно просты в реализации, как полагаться на постоянный контакт накаливания с приемной подложкойво время отпуска. Хотя для струйной печати является простой, бесконтактный метод прямой записи, он обычно ограничивается передачей низкой вязкости, химически доброкачественных наночастицами суспензий для того, чтобы избежать засорения и / или коррозии раздаточного сопел. Кроме того, печатные структуры с четко определенными функциями краевых по струйной очень сложно , учитывая переменная поведение жидкостей на различных поверхностях и их результате нестабильности из - за увлажняющих эффектов 13. Независимо от того, для струйной печати пользуется наибольшее внимание исследователей до сих пор.
ЛИФТ, с другой стороны, является бесконтактным, сопло-свободный процесс добавка, которая способна передавать высокой вязкости пасты с хорошо определенными краями. В этом процессе, контролируемые количества сложных материалов переносятся из субстрата - донора (или "лента") на принимающую подложку с использованием лазерных импульсов 4 , как схематично показано на фиг.1. При использовании высокой вязкости пасты, она ПОССкими отпечатанная вокселом с учетом размера и формы в поперечном сечении импульса падающего лазерного 5. Этот процесс называется передачей лазера на наклейке (LDT), и предлагает уникальный подход к прямого письма, в котором форма и размер вокселе, легко контролируемыми параметрами, что позволяет без литографических генерацию структур для широкого спектра применений, таких как схема ремонта 14, метаматериалы 7, 8, межсоединений и свободно стоящие конструкции 15. Возможность вносить сложные формы за один шаг передачи значительно сокращает время обработки и позволяет избежать проблем, связанных со слиянием нескольких вокселей, общей проблемой в большинстве цифровых технологий печати. Способность динамически регулировать пространственный профиль отдельных лазерных импульсов 17 служит для увеличения скорости записи LDT по сравнению с прямой записи методов других лазерных (LDW). В результате этих преимуществ обработки, мы имеем в виду процесс LDT как"Частично распараллеливается", так как она позволяет сочетать несколько стадий последовательного записи в один параллельную. Степень распараллеливание, в конечном счете, зависит от способности быстро изменять лазерный профиль поперечного сечения и, следовательно, форма полученного воксела, так и на скорость, с которой лента и подложка может быть переведен.
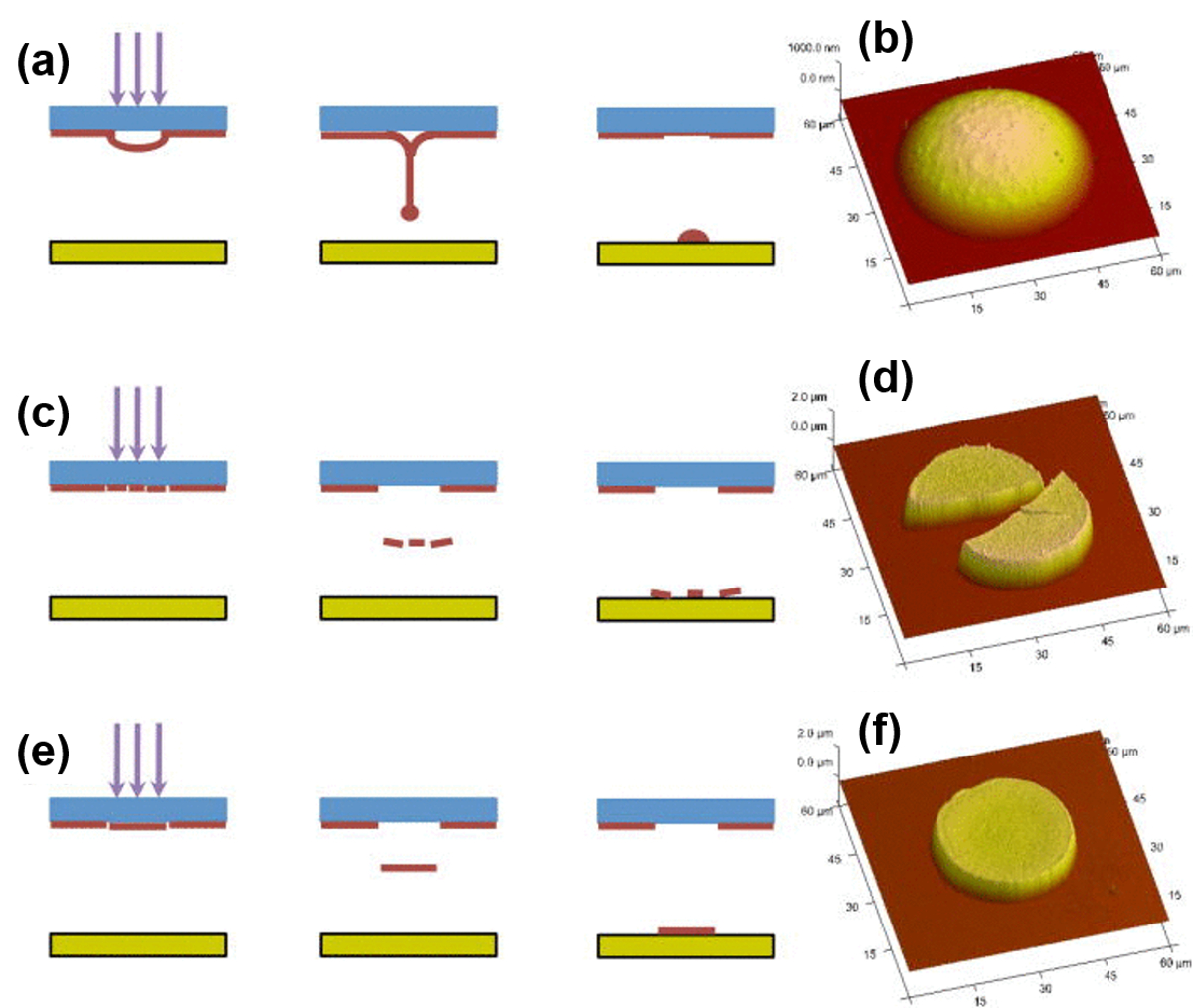
Чтобы помочь визуализировать процесс, поведение материала во время процесса ЛИФТ изображен схематически на фиг 2А, 2С, 2Е для трех различных пастообразных вязкостей. Для низких чернил вязкости (Рисунок 2А) 9, процесс передачи следующим образом струйное поведение, что приводит к образованию округлых, полусферических вокселей (Фигура 2В) 18. На рис 2С изображает передачу для очень высоких суспензий вязкости, в котором извлеченный вокселей испытывает фрагментацию подобно тому , что наблюдается с подъемником таккрышка керамические слои 19. Рисунок 2E изображает передачу LDT из nanopaste с подходящим, промежуточной вязкости, в котором выпущен воксельная не подлежит сформирует деформацию за счет поверхностного натяжения и эффектов достигает приемной подложки нетронутыми. Влияние вязкости на форму переданных вокселей показана в атомно - силовой микроскопии (АСМ) изображений на рисунках 2В, 2D и 2F. Как показывает рис 2F, можно получить четкие, хорошо определенные вокселей для соответствующего диапазона вязкостей, как правило , ~ 100 Па · с для Ag nanopaste 5.
В целом, было несколько сообщений о методах, которые сочетают в себе бесконтактную печать с потенциалом для разрешения микрона 3D структур. Метод LDT предлагает процесс произвольной формы, способный фабрикации межсоединений с ультра-тонких возможностей основного тона скрепления. Ряд приложений, включая деликатных электронных устройств, органической электроникиИ микроэлектромеханических систем (МЭМС), могут извлечь пользу из такого процесса. Здесь мы показываем процесс бесконтактно, трехмерной печати, а также одно- лазерного выстрела, большой площади печати (через чип DMD) с высокой вязкостью Ag nanopaste.
протокол
1. Создание доноров Субстраты
- Маска края предметного стекла с лентой, оставляя центральную область непокрытого стекла.
- Погрузите слайд в буферном HF (6: 1 соотношение 40% NH 4 F в воде до 48% HF в воде) в течение 3-15 мин. Примечание: Это протравить центр слайда, который изобличен, создавая хорошо. Глубина скважины должна составлять от 1 до 5 мкм, которые могут быть определены с помощью стилуса или профилометре AFM с помощью инструкции производителя.
- Снимите маску ленты.
2. Создание красящей ленты
- Нанесите небольшое количество пасты Ag на одной стороне скважины. Убедитесь в том, что есть достаточно, чтобы заполнить колодец, примерно в пределах 10 мг. Не обязательно, чтобы измерить количество первых, однако.
- Плотно перетащить прямой металлическое лезвие через скважину, распространяя тонкий слой пасты через полностью. Равномерно распределить пасту без каких-либо тонких пятен. Конечный продукт Тзиs процесс - небольшой колодец, содержащий Ag чернил - называется "лента".
- Вытрите пасту, которая распространилась за пределы скважины с лабораторией протирать.
3. Сушка ленты
- Поместите ленты лицевой стороной вверх в среде с низкой влажностью. Ящик заполнен сухим азотом лучше всего работает.
- Оставьте ленту в течение не менее 2 ч при комнатной температуре. На данный момент, вязкость краски должна быть достаточно высокой, чтобы напечатать.
Примечание: После достаточного высыхания, красящие ленты можно хранить в течение примерно одного месяца путем размещения колодца лицом вниз на другом предметном стекле и хранение в среде сухого азота. После сохранения таким образом, это нормально, чтобы оставить чернильные ленты без присмотра в течение длительного периода времени.
4. Печать Воксели
- Прикрепите подложку приемника к стадии трансляционной XY с помощью вакуумного патрона или двухсторонней ленты. Примечание: Основание приемника должна быть плоской, но нет никаких других ограничений. Кремниевые пластины, Г.Л.попка горки, или 200 ° C совместимые полимеры являются все приемлемые субстраты приемника.
- Поместите красящей ленты лицевой стороной вниз на подложку приемника.
- Фокус оптическую установку через заднюю часть подложки-донора, на задней поверхности чернил внутри скважины.
Примечание: Есть много способов организовать оптики для этого процесса, но следующие шаги / компоненты необходимы:- Использование импульсного УФ-лазера с лучом, имеющим "шляпообразных" пространственное распределение энергии (в отличие от гауссовой). С помощью лазера, способного контролируемо стрельбы отдельных импульсов, которые могут потребовать акустооптический модулятор. Акустооптический модулятор позволяет пользователю контролировать срабатывание отдельных импульсов.
- Пропускают луч через отверстие, формованием поперечное сечение пучка в нужную форму. Обратите внимание, что форма апертуры определяет форму воксела. То есть, отверстие, по существу, отображается на субстрат донора, аналогично MÁSк проекции.
- Используйте микроскопическую цель, чтобы уменьшить размер поперечного сечения пучка, который определяет размер печатного вокселе. Например, если 10х объективные урожаи квадратных вокселей с 50 мкм поперечными размерами, то цель 50X будет печатать ту же форму (квадрат) вокселей с 10 мкм поперечными размерами.
- Поместите видеокамеру в линии (через светоделитель) с микроскопической цели. Это позволяет активный мониторинг красящей ленты.
- Огонь одного лазерного импульса на подложку со стороны доноров. Разумный начальное значение для плотности энергии лазерного излучения находится в диапазоне 40-60 мДж / см 2. Убедитесь в том, что есть видимое отверстие в форме поперечного сечения лазерного луча, где выброшенного воксела. Если отверстие не видно, есть несколько возможных причин:
- Вне фокуса.
- Отрегулируйте высоту фокусировки объектива. Это может привести отверстие в фокус.
- Мало энергии.
- Медленно вклrease энергия лазера до флюенса 60-80 мДж / см 2. Толстые ленты чернил может потребовать высоких значений плотности энергии.
- Чернила Вязкость слишком низкая.
- Если воксельная выбрасывается, но отверстие в красящей ленты сразу же пополняет, то вязкость чернил все еще слишком низок, поэтому просушить ленту еще в течение 30 мин на основе инструкции в шаге 3, а затем начать шаг 4 снова.
- Вне фокуса.
- Переместить сцену трансляционной XY вдоль осей Х и У на новое место.
- Огонь одного лазерного импульса на подложку донора снова, выбрасывая вокселя и оставляя резко определенную дыру, где воксельная была извлечена из красящей ленты.
5. Печать комплексные структуры
- Создание линии путем соединения соседних вокселей следующим образом:
- Передача вокселя, как описано в 4.1-4.4.
- Перемещение XY этап поступательной длину один воксельной вдоль X или Y.,
- Передача вокселя, как описано в 4.1-4.4.
- Повторите этот процесс до тех пор, пока не будет получено достаточно длинная линия.
- Создание моста или консольные конструкции следующим образом:
- Align луч таким образом, что выброшенный вокселей мостиками геометрическую зазор на подложке донор или таким образом, что часть воксела будет нависать за край геометрической щели.
- Передача вокселя, как описано в 4.1-4.4. Примечание: Если вязкость пасты слишком низкая, то вокселей может соответствовать особенностям под ним, вместо создания моста или кантилевера.
- Создание высокого соотношения сторон структуры в следующим образом:
- Передача вокселя, как описано в 4.1-4.4.
- Без перемещения подложки приемника, переместите субстрат донора на свежий пятно на красящей ленте.
- Передача вокселя, как описано в 4.1-4.4.
- Повторите шаги 5.3.2 и 5.3.3, пока особенность достаточной хейGHT получается. Если структура построена выше ~ 3-5 мкм, периодически вставить распорки между донором и приемником подложки таким образом, чтобы стек воксельная и красящая лента не вступают в непосредственный контакт. Обратите внимание, что оптика должны быть переориентированы, как описано в разделе 4.4.1, чтобы учесть изменение высоты донора подложки.
6. полиграфический комплекс Изображения через DMD чип
- Draw или загрузить изображение желаемой формы вокселов. Убедитесь в том, что формат файла изображения представляет собой растровый. Примечание: Очень важно, чтобы использовать фактор уменьшения, оптической системы в масштабе чертеж с размером воксела для печати. ДМД по существу заменяет отверстие, так что вместо визуализации луча с тем, что, по существу, маска проекции, массив микрозеркал используется для формирования луча.
- Выберите подходящий лазер (УФ или зеленый).
- Включите МДД и программное обеспечение с открытым DMD.
- Нажмите кнопку "Открыть изображение" и загрузка растровых изображений Паттер-н. Выберите Load и сброс.
- Нажмите кнопку "Добавить". Имя файла растрового должен появиться в правой панели.
- Нажмите кнопку "Выполнить один раз". Растровый рисунок теперь загружается на МДД.
- Устройте доноров и приемника субстраты, как описано в пунктах 4.1 до 4.3. Передача чернил, как описано в пунктах 4.4 до 4.6.
- После того, как трансферы успешно, повторите шаги 6.3 до 6.4, если это необходимо; затем перейдите к шагу 7.
7. печь
После того, как все вокселей распечатываются, вылечить их в печи.
- Поместите приемник подложки лицевой стороной вверх в печи.
- Оставьте застывал при температуре 180 ° C в течение 2 часов.
Результаты
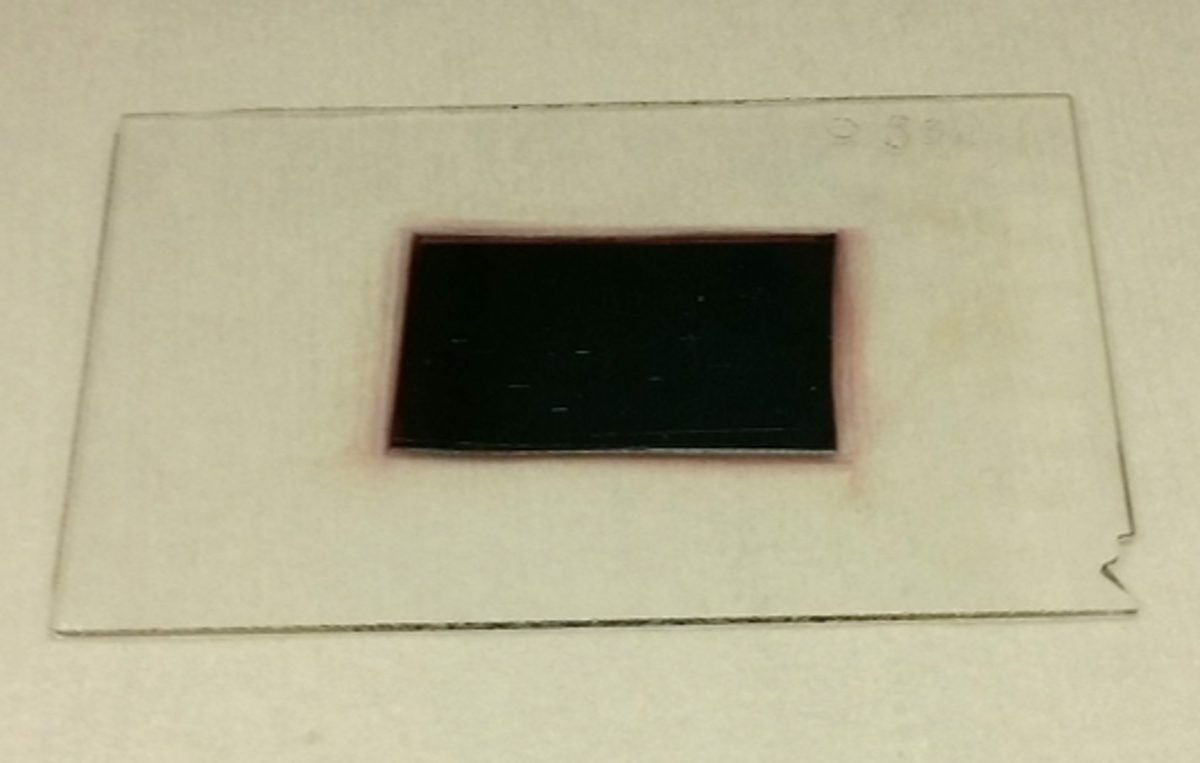
На рисунке 3 показана репрезентативная субстрат донора с хорошо в его центре. Стандартный Предметное стекло было использовано для субстрата-донора, а глубина скважины в данном случае составляет 1 мкм. Обратите внимание, что все nanopaste Ag ограничивается прямоугольной ямы и остальная часть подложки чист. Важно также отметить, что окраска равномерна, что указывает на примерно одинаковую толщину пасты. Области с более светлой окраской указывают тонкие пятна, которые лучше не использовать . На рисунке 4 показан оптическое изображение 20X субстрата - донора после того, как 6х6 матрицу из 20 мкм х 20 мкм , квадратные вокселей были выброшены. В этом идеальном случае, не существует пасты остаток в зазорах и все вокселей были полностью выброшены из ленты. Если энергии недостаточно, или если имеются значительные горячие точки в профиле пучка, Вокселы будет только частично отсоединиться и застревают на обратную сторону ленты.
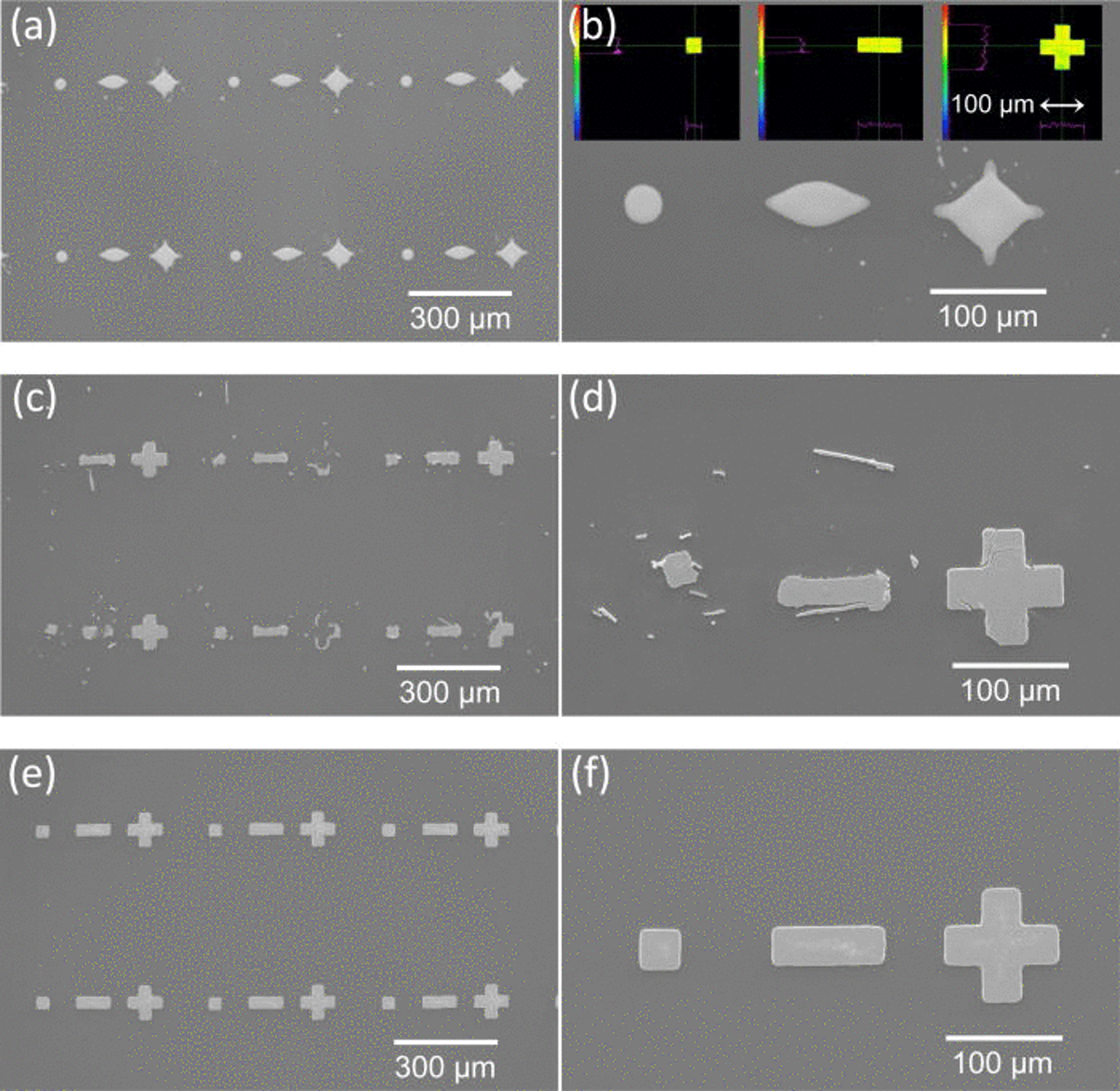
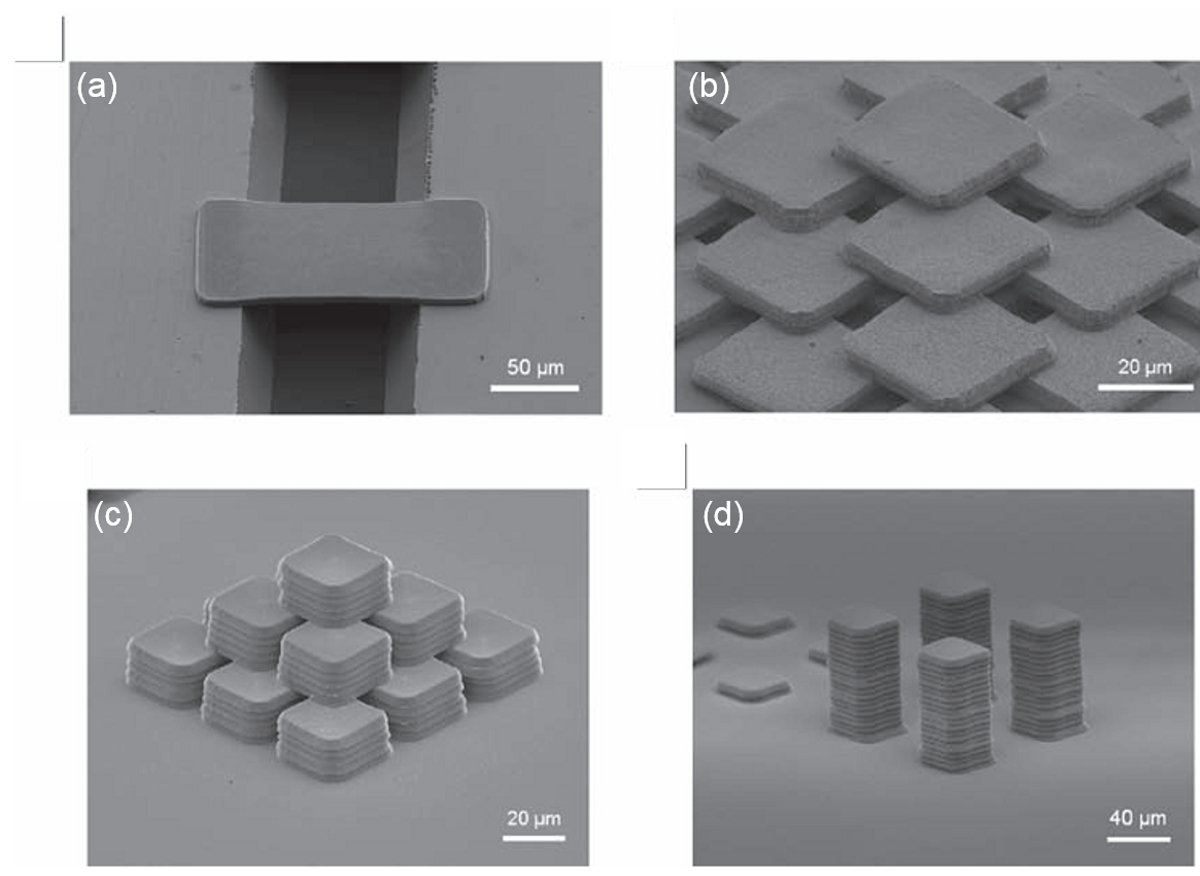
Воксели выбрасываются из раSTES с различными вязкостями , можно найти на рисунке 5 9. Когда вязкость пасты низкий, то есть, не достаточно высушенного, поверхностное натяжение заставит Вокселы стать более округлыми, теряя свою первоначальную форму (как показано на рисунке 5А и В ). Обратите внимание , как формы вокселов на рисунке 5B отличаются от форм луча (отображается на вставке рис 5б). С другой крайности, когда вязкость пасты высока, то есть, было пересушенные, вокселей имеют тенденцию к разрушению , когда выбрасываются , как показано на рисунке 5С и D. Таким образом, существует промежуточный диапазон вязкости , которая позволяет передавать unfractured вокселей , которые сохраняют форму профиля пучка , как показано на рисунке 5E и F. Мы демонстрируем две разновидности воксельных цепей, которые образуют длинные проводящие линии. Первым был простой цепью от конца до конца в whicч 40 х 60 мкм 2 вокселей были переданы рядом друг с другом ( на фиг.6А и В) 20. Как правило, этот метод связи был несколько ненадежны, с частично или полностью разорвана интерфейсов , появляющихся после мягкого отверждения при 100 ° С (как показано на рисунке 6 , б). Второй метод , используемый с надрезом, переплетение вокселей перенесенные из конца в конец (6С и D). Пунктирные линии на рисунке 6C очертить первоначальную форму вокселей, как высокое качество интерфейса делает его трудно визуально разрешить отдельные формы. Этот эффект очень ясно , на рисунке 6D, где шов между вокселей почти невидимым. Срезанный геометрия была более надежным , чем простой конец от конца до, причем почти все интерфейсы оставаясь непрерывной после кесарева отверждения 100 °. Рисунок 7 демонстрирует различные штабелирования геометрии, узоры и соотношения сторон. Одинвокселей обходе широкий желоб 100 мкм Si можно найти на фиг.7А. Получение права вязкость имеет огромное значение для преодоления или автономных приложений для того , чтобы предотвратить воксельных от провисания или в соответствии с геометрией подложки приемника. Комплекс, многослойные структуры можно увидеть на рисунке 7b-D, в том числе двух сложенных пирамид и высоким соотношением микро столбов. Эти геометрические формы имеют большое значение для применений, требующих вертикальных и охватывающих межсоединений. И, наконец, на рисунке 8A показан альтернативный оптическая система , которая использует коммерческий чип DMD, называемый как "цифровое зеркало устройства» на диаграмме. Как описано на шаге 6, большие, сложные изображения могут быть загружены на компьютер и передается с помощью одного лазерного импульса. Успешно распечатаны NRL логотип можно найти на рисунке 8B. Отметим, что с одного выстрела, мы можем передать структуру пасты длиной 1 мм и функцию гesolution из ~ 20 мкм.

Рисунок 1. Принципиальная схема установки LDT. Обратите внимание , что форма воксельная определяется поперечного сечения формы пучка только для чернил с высокой вязкостью. Пожалуйста , нажмите здесь , чтобы посмотреть увеличенную версию этой фигуры.
{kind=link}

Рисунок 2. Принципиальная схема выбрасывание воксельная. Диаграммы иллюстрируют эволюцию передачи данных для (А) с низкой вязкостью, (C) с высокой вязкостью, и (Е) промежуточной вязкости. AFM участки полученных вокселей предусмотрены в (В), (D) и (F) соответственно. Эта цифра была изменена из [9]. Пожалуйста , нажмите здесь , чтобы посмотреть увеличенную версию этой фигуры.
{kind=link}

Рисунок 3. Изображение Ag донора nanopaste подложки. Сама подложка представляет собой предметное стекло с 1 мкм глубокий колодец в центре. Пожалуйста , нажмите здесь , чтобы посмотреть увеличенную версию этой фигуры.
{kind=link}

Рисунок 4. 20X оптическое изображение слоя пасты на ленте (донора подложки) после передачи воксельная. Sharp, четко определенные края и отсутствие осадка указывают на достаточную сушку пасты и полного переноса материала с ленты.jove.com/files/ftp_upload/53728/53728fig4large.jpg "целевых =" _blank "> Пожалуйста, нажмите здесь, чтобы посмотреть увеличенную версию этой фигуры.

Профили балок Рисунок 5. с помощью сканирующей электронной микроскопии (SEM) изображения нескольких различных вокселей. Изображены на вставке (B). Три различные формы воксельных были напечатаны с низкой вязкостью (А, В), высокой вязкости (C, D) и промежуточной вязкости (E, F). Обратите внимание, что низкая вязкость приводит к потере формы и воксельном резкости в то время как высокая вязкость приводит к воксельном разрыва пласта. Эта цифра была изменена с [9]. Пожалуйста , нажмите здесь , чтобы посмотреть увеличенную версию этой фигуры.
{kind=link}

. Рисунок 6. СЭМ изображения соединенных воксельных цепей , связывающих две геометрические формы изображены: простой из конца в конец (А, В) и зубчатым-блокировки (C, D). В общем, с надрезом-переплетение геометрий оказываются более надежными в то время как простой из конца в конец, имеют тенденцию к растрескиванию из-за усадки в процессе стадий печи. Эта цифра была изменена с [20]. Пожалуйста , нажмите здесь , чтобы посмотреть увеличенную версию этой фигуры.
{kind=link}

. Рисунок 7. СЭМ изображения нескольких сложных вексельных структур Geometries включают в себя: Прямоугольный вокселя мостовую 100 мкм в ширину траншеи (А), многослойные ы caffold (В), высокое соотношение сторон пирамиды (С), а также несколько высоким отношением высоты к микро столбы (D). Эта цифра была изменена с [8]. Пожалуйста , нажмите здесь , чтобы посмотреть увеличенную версию этой фигуры.
{kind=link}

Рисунок 8. Схема и результаты LDT через чип DMD. На схематическом (А), апертуру лазера была заменена на чип DMD, который представляет собой большой сборка микро-зеркал. Шаблон из файла образа может быть точно отображены на субстрат донора, выбрасывая точную копию рисунка вокселей в одном кадре. В качестве примера, NRL логотип (B) был передан один лазерный выстрел.ig8large.jpg "целевых =" _blank "> Пожалуйста, нажмите здесь, чтобы посмотреть увеличенную версию этой фигуры.
Обсуждение
В данной работе мы продемонстрировали процесс бесконтактно, трехмерной печати, а также одно- лазерного выстрела, большой площади печати (через чип DMD) с высокой вязкостью Ag nanopaste. В отличие от других методов прямого записи, такие как струйные, метод LDT , описанный здесь позволяет печати сложных форм вокселей с одним лазерным импульсом, то есть, в одну стадию. Хотя многие аспекты процедуры может показаться простым, Есть несколько шагов, которые требуют итеративного тестирования с целью оптимизации. Во-первых, паста сухость и вязкость являются наиболее важными факторами для успешной передачи. Хотя эти точки уже неоднократно подчеркивалось в тексте, мы повторяем пункт здесь, чтобы подчеркнуть важность. Если вязкость чернил является слишком низкой, то это будет невозможно печатать четкие, хорошо определенные формы воксельных. Характерным признаком того, что вязкость чернил слишком низкая происходит при попытке извлечь вокселя. Когда лазерный импульс выстрелевоксельная появится на мгновение вытолкнуть, но чернила заполнят обратно быстро в отверстие слева в подложке со стороны доноров. В этом случае пользователь должен прекратить стрелять лазером и чернила должны быть дополнительно обработаны, как описано в пунктах 3.1 и 3.2. Если вязкость краски слишком высока, то процесс передачи вокселей появится успешным на ленте. Тем не менее, при рассмотрении вокселей на подложке приемника, будет значительным слезотечение, гидроразрыва, или мусор. В этом случае пользователь должен распоряжаться текущей ленты и сделать новую ленту, как описано в разделе 2. Оптимизация вязкости чернил и времени сушки должно быть достигнуто путем оценки качества попыток передачи вокселей. Мы не рекомендуем пытаться измерить вязкость пасты в любой момент. Во-вторых, плотности энергии лазерного излучения почти так же важна, как вязкость краски и очень небольшие изменения в плотности энергии может оказывать значительное влияние на процесс. Это должно быть очень ясно, когда энергия слишком низка - вокселане извлекается из подложки-донора. Рекомендуется начать с диапазоном плотности энергии, предложенной в пункте 4.4, а затем очень постепенно увеличивать значение. Самая низкая энергия, которая приводит к полной передаче называется "пороговой дозы". Часто лучше работать на или вблизи пороговой плотности энергии, поскольку более высокие значения флюенса будут иметь тенденцию к разрушению или разорвать вокселей. И, наконец, в зависимости от сорта используемого лазера для процесса, там может быть горячие точки в лазерном профиле. Это может потребовать корректировки диафрагмы к образцу более однородной области пучка. Если форма выброшенного вокселе деформирован или плохо соответствует форме поперечного сечения пучка, лазерные точки доступа или толщины слоя краски или единообразие может нести ответственность.
Помимо устранения неполадок, есть несколько ограничений техники. Конечная стадия печи отверждения делает трудным или невозможным достижение вокселей с желаемыми функциональными свойствами на не-высокотемпературномемпера тура совместимые подложки. Как правило, nanopaste Ag используется в этой рукописи необходима температура отверждения по меньшей мере 150 ° С, чтобы получить приемлемые значения проводимости. Изготовление слоя краски на подложке доноров должна быть оптимизирована для повышения толщины однородность, площадное покрытие и время обработки. Толщина слоя краски оказывает значительное влияние на пороговой плотности энергии и качества передачи данных и неоднородной толщины может сделать процесс передачи трудно, особенно при передаче вокселей размером менее 20 мкм х 20 мкм. Электрических параметров для подложки-донора затрудняет создание ленты размером более 10с сантиметров, что ограничивает большой площади пропускную способность. Таким образом, развитие альтернативных конструкций подложки-доноров, таких как катушки на катушку или вращающийся диск, потребуется для повышения автоматизации и обработки большей площади.
Сила техники LDT заключается в способности передавать жидкости с высокимвязкости, что другие методы раскрывающихся по требованию не может справиться. Преимущества LDT могут быть разделены на две ситуации, когда, во-первых, печать высокой вязкости пасты предлагает улучшение качества или скорости относительно печатания низкой пасты вязкости и во-вторых, в тех ситуациях, когда печать с высокой пасты вязкости позволяет структуры, которые не доступны для печати с низкой вязкостью , Примеры преимуществ в первой категории являются: минимальная изменчивость воксельная от намокания эффектов, высокая степень контроля над формой и размером воксела, минимальной усадкой в процессе отверждения и низкой лазерной энергии по сравнению с другими процессами подъема каретки (и, таким образом, с низкой скоростью передачи). Примеры во второй категории являются: печать высокого соотношение сторон структур, мостовые конструкции, кронштейны, и любая другая структура, которая требует хорошего воксельной-образную форму удержания. Объединив процесс LDT с чипом DMD, параллельная печать сложных форм и узоров включена, что значительно ускоряет общий процесс. Кроме того, тон использует из ДМД формировать вокселей позволяет конструкции быть обновлены между лазерными импульсами, что позволяет быструю печать динамически перестраиваемой вокселей. Вообще говоря, частота обновления ДМД (33 кГц) немного медленнее, чем максимальная частота повторения лазера (100 кГц или выше), но скорость ограничивающим фактором для скорости печати является этап перевода.
Основные возможности для продвижения с системой LDT являются дальнейшее развитие дополнительных материалов, совершенствование процесса изготовления ленты, и продолжает наращивать процесс за счет интеграции технологии цифровой обработки света (DLP), такие как чип DMD. Несмотря на то, металлические и изоляционные материалы были успешно переданы через этот процесс, были разработаны несколько активных материалов. Возможность печати пьезоэлектрические, магнитные, или оптоэлектронных материалов с процессом LDT может открыть огромные технологические возможности. Как можно заметить, геометрию доноров SUBSTОграничения скорости масштабирования. Развитие катушки на катушку или вращающиеся субстраты доноров диска упорядочит процессы значительно. И, наконец, сочетание LDT с технологией DLP является потенциально разрушительным для развития области цифрового производства, превращая ранее последовательный процесс в очень параллельный процесс. Ключевой задачей к достижению этой цели является возможность печати вокселей с хорошим разрешением признаков в различных масштабах. То есть, вокселей с поперечными размерами порядка 10 сек или 100 сек в мкм, содержащие особенности порядка 1-5 мкм. Взятые вместе, эти события предлагают значительные возможности для большой площади аддитивного производства электронных компонентов.
Раскрытие информации
Авторы не имеют ничего раскрывать.
Благодарности
This work was funded by the Office of Naval Research (ONR) through the Naval Research Laboratory Basic Research Program.
Материалы
| Name | Company | Catalog Number | Comments |
| Silver Nano-paste for Screen Printing | Harima Chemicals Group, http://www.harima.co.jp/en/ | NPS Type HP | Store at 10 °C, do not allow to freeze; before using, wait 1 hour for paste to reach room temperature. |
| Buffered HF Solution | http://transene.com/sio2/ | BUFFER HF IMPROVED | Etch rate may vary depending on material structure |
Ссылки
- Park, J. U., et al. High-resolution electrohydrodynamic jet printing. Nature Mater. 6, 782-789 (2007).
- Hon, K. K. B., Li, L., Hutchings, I. M. Direct writing technology - Advances and developments. CIRP Ann. 57, 601-620 (2008).
- Calvert, P. Inkjet Printing for Materials and Devices. Chem. Mater. 13, 3299-3305 (2001).
- Arnold, C. B., Serra, P., Piqué, A. Laser direct-write techniques for printing of complex materials. MRS Bulletin. 32, 23-31 (2007).
- Park, J. U., et al. High-resolution electrohydrodynamic jet printing. Nature Mater. 6, 782-789 (2007).
- Hon, K. K. B., Li, L., Hutchings, I. M. Direct writing technology - Advances and developments. CIRP Ann. 57, 601-620 (2008).
- Calvert, P. Inkjet Printing for Materials and Devices. Chem. Mater. 13, 3299-3305 (2001).
- Arnold, C. B., Serra, P., Piqué, A. Laser direct-write techniques for printing of complex materials. MRS Bulletin. 32, 23-31 (2007).
- Piqué, A., Auyeung, R. C. Y., Kim, H. K., Metkus, M., Mathews, S. A. Digital microfabrication by laser decal transfer. J. Laser. Micro. Nanoeng. 3, 163-168 (2008).
- Auyeung, R. C. Y., Kim, H., Birnbaum, A. J., Zalalutdinov, M., Mathews, S. A., Piqué, A. Laser decal transfer of freestanding microcantilevers and microbridges. Appl. Phys. A. 97, 513-519 (2009).
- Kim, H., Melinger, J. S., Khachatrian, A., Charipar, N. A., Auyeung, R. C. Y., Piqué, A. Fabrication of terahertz metamaterials by laser printing. Opt. Lett. 35, 4039-4041 (2010).
- Wang, J., Auyeung, R. C. Y., Kim, H., Charipar, N. A., Piqué, A. Three-dimensional printing of interconnects by laser direct-write of silver nanopastes. Adv. Mater. 22, 4462-4466 (2010).
- Mathews, S. A., Auyeung, R. C. Y., Kim, H., Charipar, N. A., Piqué, A. High-speed video study of laser-induced forward transfer of silver nano-suspensions. J. Appl. Phys. 114, 064910 (2013).
- King, B. H., Dimos, D., Yang, P., Morissette, S. L. Direct-write fabrication of integrated, multilayer ceramic components. J. Electroceram. 3, 173-178 (1999).
- Lewis, J. A. Direct ink writing of 3D functional materials. Adv. Funct. Mater. 16, 2193-2204 (2006).
- Calvert, P. Inkjet printing for materials and devices. Chem. Mater. 13, 3299-3305 (2001).
- Kang, H., Soltman, D., Subramanian, V. Hydrostatic Optimization of Inkjet-Printed Films. Langmuir. 26, 11568-11573 (2010).
- Piqué, A., et al. Laser decal transfer of electronic materials with thin film characteristics. Proc. SPIE. 6879, 687911 (2008).
- Auyeung, R. C. Y., Kim, H., Birnbaum, A. J., Zalalutdinov, M., Mathews, S. A., Piqué, A. Laser decal transfer of freestanding microcantilevers and microbridges. Appl. Phys. A: Mater. Sci. Process. 97, 513-519 (2009).
- Soltman, D., Smith, V., Kang, H., Morris, S. J. S., Subramanian, V. Methodology for inkjet printing of partially wetting films. Langmuir. 26, 15686-15693 (2010).
- Auyeung, R. C. Y., Kim, H., Charipar, N., Birnbaum, A., Mathews, S., Piqué, A. Laser forward transfer based on a spatial light modulator. Appl. Phys. A: Mater. Sci. Process. 102, 21-26 (2011).
- Duocastella, M., Fernandez-Pradas, J. M., Serra, P., Morenza, J. L. Jet formation in the laser forward transfer of liquids. Appl. Phys. A: Mater. Sci. Process. 93, 453-456 (2008).
- Feinaueugle, M., Alloncle, A. P., Delaporte, P., Sones, C. L., Eason, R. W. Time-resolved shadowgraph imaging of femtosecond laser-induced forward transfer of solid materials. Appl. Surf. Science. 258, 8475-8483 (2012).
- Breckenfeld, E., Kim, H., Auyeung, R. C. Y., Charipar, N., Serra, P., Piqué, A. Laser-induced forward transfer of silver nanopaste for microwave interconnects, A. Appl. Surf. Science. 331, 254-261 (2015).
Перепечатки и разрешения
Запросить разрешение на использование текста или рисунков этого JoVE статьи
Запросить разрешениеСмотреть дополнительные статьи
This article has been published
Video Coming Soon
Авторские права © 2025 MyJoVE Corporation. Все права защищены