
Method Article
Yeni nesil Griggs tipi cihazlar kullanarak yüksek basınç, yüksek sıcaklık deformasyon deney
Bu Makalede
Özet
Rock deformasyon yüksek basınçta sayısal gerekiyor. Yeni tasarlanmış bir katı-orta Griggs tipi cihaz deformasyon deneyleri gerçekleştirmeye yordamın açıklaması burada verilir. Bu teknolojik olarak genişleyebilir baskılar gelecekteki rheological çalışmaları 5'e kadar not ortalaması.
Özet
Büyük derinliklerde adresi jeolojik süreçler için sırayla rock deformasyon ideal yüksek basınç (> 0,5 not ortalaması) ve yüksek sıcaklık (> 300 ° C) test edilmelidir. Ancak, mevcut basınç ve katı-orta çizgisel düşük stres çözünürlüğü nedeniyle yüksek çözünürlükte ölçümler bugün gaz basınç orta aparatı deneylerde alçak basınç deformasyon kısıtlanır. Katı-orta piston-silindir ("Griggs-type") cihazları yeni nesil burada açıklanmıştır. Gerçekleştirmek mümkün yüksek basınç deformasyon 5'e kadar deneyler not ortalaması ve bir dahili yük hücresi uyum için tasarlanmış, yeni bir cihaz yüksek basınç Reolojisi için teknolojik bir temel kurmak için potansiyel sunmaktadır. Bu inceleme video tabanlı ("geleneksel" katı tuz derleme kullanarak) yordamı detaylı belgelenmesi yüksek basınç, yüksek sıcaklık deneyleri yeni tasarlanmış Griggs-türü aparatı ile gerçekleştirmek için sağlar. 700 ° C'de, 1.5 deforme Carrara mermer örneği temsil edici bir sonuç not ortalaması ve 10-5 s-1 yeni basın ile de verilir. İlgili stres-zaman eğrisi Griggs-tip deney tüm adımları göstermektedir, basınç ve sıcaklık ne zaman Şoklama örnek için artan deformasyon durduruldu. Gelecekteki gelişmeler ile birlikte kritik adımlar ve sınırlamalar Griggs cihazları sonra ele alınmıştır.
Giriş
Rock deformasyon en önemli jeolojik süreçler biridir. Güçlü insan zaman ölçekli olaylar, depremler veya toprak kaymaları, gibi aynı zamanda sağlam dış kabuk telluric gezegenler Plaka tektoniği Earth1de dahil olmak üzere içinde büyük ölçekli kitle hareketlerinin katkıda bulunur. Örneğin, kabuk gibi Yerkabuğu Reolojisi bağlı olarak hangi tanımlar kabuk ve alt solidus manto gücü ( 1200 ° C), levha tektoniği ve ilgili özellikleri düzeninin2,3 önemli ölçüde değişebilir ,4,5. Bir yandan, bir güçlü en üst manto ve/veya alt kabuk varlığı dağ kemerleri sürdürmek veya yitim bölgeleri6stabilize etmek için gereklidir. Ama öte yandan, sayısal modeller de Yerkabuğu üzerinde Venüs7gözlemlediği gibi sert kapak davranış sebebiyet veren çok güçlü ise sınırları manto konveksiyon geliştirmek can't tabağı göstermiştir. Böylece, rock Reolojisi tarafından dikte edildiği gibi Yerkabuğu etkin gezegenler plaka benzeri davranışını doğrudan bir denetimde gücünde.
1200 ° C), levha tektoniği ve ilgili özellikleri düzeninin2,3 önemli ölçüde değişebilir ,4,5. Bir yandan, bir güçlü en üst manto ve/veya alt kabuk varlığı dağ kemerleri sürdürmek veya yitim bölgeleri6stabilize etmek için gereklidir. Ama öte yandan, sayısal modeller de Yerkabuğu üzerinde Venüs7gözlemlediği gibi sert kapak davranış sebebiyet veren çok güçlü ise sınırları manto konveksiyon geliştirmek can't tabağı göstermiştir. Böylece, rock Reolojisi tarafından dikte edildiği gibi Yerkabuğu etkin gezegenler plaka benzeri davranışını doğrudan bir denetimde gücünde.
Yarım asırdır, rock Reolojisi yüksek sıcaklıklarda (> 300 ° C), esas olarak onlar elde edebilirsiniz basınç aralığında farklı state-of--art teknikleri sebebiyet veren araştırıldı. Bu nispeten düşük basınç, gaz-orta Paterson-tipi cihaz8 içerir (< 0,5 not ortalaması), orta ve yüksek basınç, katı-orta Griggs tipi cihazlar9,10,11 (0.5-5 not ortalaması), ve Deformasyon-Dia aparatı12,13 (demir: 20 ~ not ortalaması) veya diamond anvil hücre çok yüksek basınç14 (100'den fazla kadar not ortalaması). Böylece, basınç ve sıcaklık derin Earth'te karşılaştı günümüzde deneysel olarak elde edilebilir. Ancak, rock deformasyon da bünye ilişkileri formüle edilebilir böylece yüksek doğruluk ve kesinlik, ölçülecek ihtiyacı fark stres dayanır. Onun gaz hapsetmesi orta sayesinde, Paterson aparatı, bugün sadece teknik bir yeterli doğrulukta stres ölçümleri yapmak mümkün (± 1 MPa) verileri ulaşmak için 6 büyüklük gerilme oranı, ama sadece deformasyon keşfedebilirsiniz düşük basınç, süreçleri. Bunun tersi olarak, katı-orta çizgisel kayalar yüksek basınç, ancak daha düşük doğruluk stres ölçümler ile deforme. Stres doğruluk tahmini süre ± 30 MPa Griggs-türü aparatı15,16, sinkrotron tabanlı demir için mekanik yasaları ile ± 100 MPa17' in bir hata üretir. Griggs tipi cihaz stres de ile ilgili stres ölçüm sonuçları Paterson bir%1536'e kadar tarafından fazla hesaplamış. Yüksek basınç - ve yüksek sıcaklık - doğru ve hassas stres ölçülerde performans bu nedenle yer bilimleri büyük bir meydan okuma kalır.
Nerede baskılar 5 aşabilir derin yitim plaka hariç GPa, Griggs tipi cihazlar olduğunu şu anda çalışma basıncı (< 4 not ortalaması) üzerinde deformasyon işlemleri ve sıcaklık daha uygun tekniği ( 1200 ° C) büyük bir kısmı aralıkları Yerkabuğu. Bu temelde, önemli çabalar stres ölçümleri, özellikle örnek11,18çevresinde kısıtlayıcı bir ortam olarak eutectic tuz karışımları kullanarak sürtünme etkilerini azaltmak için geliştirmek için 1990 üstlenmiş oldu. Erimiş tuz bir derleme stres ölçümü, daha iyi bir doğruluk için hata ± 30 ± 10 MPa15,19' a azaltarak doğuran, ama bu tür bir derleme başvurusu sırasında ek dezavantajları karşılaştı. Bu çok daha düşük bir başarı oranı, koaksiyel (kesme) deneyleri, gerçekleştirmek için büyük zorluklar ve daha karmaşık bir örnek derleme. Ayrıca, stres ölçümlerin doğruluğu on kat alçak basınç Paterson-türüne aygıtının daha düşük kalır. Bu sorunlar bugün daha yaygın olarak deformasyon işlemleri ve onların ilgili microstructures keşfetmek için uygulanan Griggs tipi cihazlar kullanarak rheological işlemlerinin miktar sınırı. Yeni bir yaklaşım bu nedenle yüksek lithospheric baskılar, rheological miktar gerçekleştirmeye yönelik.
Bu yazıda yeni tasarlanmış katı-orta Griggs tipi cihazlar kullanarak yüksek basınç deformasyon deneyleri gerçekleştirmek için "geleneksel" yordam ayrıntılı belgeler verir. Bilim adamları tüm alanlardan karar verebilirsiniz ISTO (Orléans, Fransa) ve ENS (Paris, Fransa), uygulanan yeni "Griggs" laboratuvarları çerçevesinde temel amacı düzgün ayrıntıları, protokolünde her adımında göstermektir aparatı uygun ya da değil çalışma kendi amaçları için olup olmadığı. Kritik adımlar ve bu state-of--art teknik sınırlamaları da, yeni yaklaşımlar ve olası gelecekteki gelişmeler ile birlikte ele alınmıştır.
Yeni Griggs-türü aparatı
Piston-silindir teknolojisini temel alan, Griggs tipi cihazlar eskiden David T. Griggs tarafından 1960'lı yıllarda9' tasarlanmış ve sonra (esas olarak yüksek basınç deformasyon sırasında elde etmek için 1980 's11 Harry W. Green tarafından modifiye deneyler). Her iki durumda da içeren bir metal çerçeve tarafından Griggs aparatı ile karakterize: 1) üç yatay fotokopiler dikey sütunlar üzerinde monte edilmiş, orta panel ve 3) bir deformasyon vites kutusu ve piston askıya (basınç ram hapsetmesi) 2) bir ana Hidrolik silindir üst panel (şekil 1) üzerine sabit /actuator. "Sıkıcı" ram ve deformasyon aktüatör her örnek derleme bir basınç gemi içinde kuvvetlerinin iletimi bağımsız pistonlar bağlanır. Böyle bir gemi ile deformasyon, basıncı aparatı ve çapı örnek derleme bağlı olarak 2 veya 5 not ortalaması en hapsetmesi de elde edilebilir.
Bir direnç fırın sayesinde Joule etkisi (en ≈1300 ° C20) numune sıcaklığı artırılır, basınç gemi iken su soğutmalı olarak üst ve alt. Green'in tasarımında Griggs cihaz aynı zamanda basınç gemi (şekil 1) öncesi stres homogenizes bir sonu-yük sistemi içerir. Bu deformasyon deneyler, yüksek basınç elde etmek için izin verir (max. 5 not ortalaması), özellikle kullanarak küçük bir delik basınç gemi. Griggs basın hakkında daha fazla ayrıntı için okuyucuların Rybacky vd tarafından değiştirilmiş Griggs aparat tasarım mükemmel açıklaması denir 19.
Institut des Sciences de la Terre d'Orléans (ISTO, Fransa) ve École Normale Supérieure de Paris (ENS Paris, Fransa), arasında yakın bir işbirliği--dan doğan yeni nesil Griggs tipi cihazlar doğrudan H tasarımdan dayanır . Güvenliği yüksek basınç deney için Avrupa standartlarına uymak için W. yeşil11ama bazı iyileştirmeler yapılmıştır. Bu yeni Basında hapsetmesi ve deformasyon aktüatörler hidrolik şırınga servo kontrollü Pompalar, sabit yük veya sabit deplasmanlı deneyler, yüksek basınç imkanı veren tarafından tahrik edilmektedir (5 not ortalaması). Düştüm (izostatik) basınç, kuvvet ve deplasman sırasıyla yağ basınç sensörleri, yük hücresi kullanarak izlenir (azami 200 kN) ve deplasman dönüştürücüleri (şekil 1). Basınç gemi 1 ° konik çelik yüzük eklenen ve sarma tekniği21şerit kullanarak önceden vurguladı bir iç tungsten karbür (WC) çekirdek yapılır. Kuvvetler iletmek için basınç gemi ve örnek derleme piston (σ3), son yükleme piston ve taban plakası (şekil 1) hapsetmesi bir deformasyon piston (σ1), dahil WC çıkarılabilir pistonları arasında yalan. Düzenli üst ve alt kısımlarında basınç gemi üzerinde soğutma ile birlikte, daha iyi (şekil 1) soğutma için 6 mm çapında delik içinde tungsten karbür çekirdek çevresinde çelik gemi yoluyla su akar. Hidrolik silindir için kısıtlayıcı basınç da silikon yağı akış tarafından soğutulur. İn addition, daha büyük örnek boyutu kadar 8 mm çapına, böylece 1) microstructures daha iyi olabilir Orléans istihdam deformasyon cihaz geliştirdi ve gelecekteki karşılaştırmalar için ortak bir örnek Boyut 2) Griggs basın ve Paterson basın paylaşın. Bu WC artan bir çapı delik basınç gemi (1 inç, yani 25,4 mm yerine 27 mm) gerektirir 3'e en fazla ulaşılabilir basınç düşürme not ortalaması.
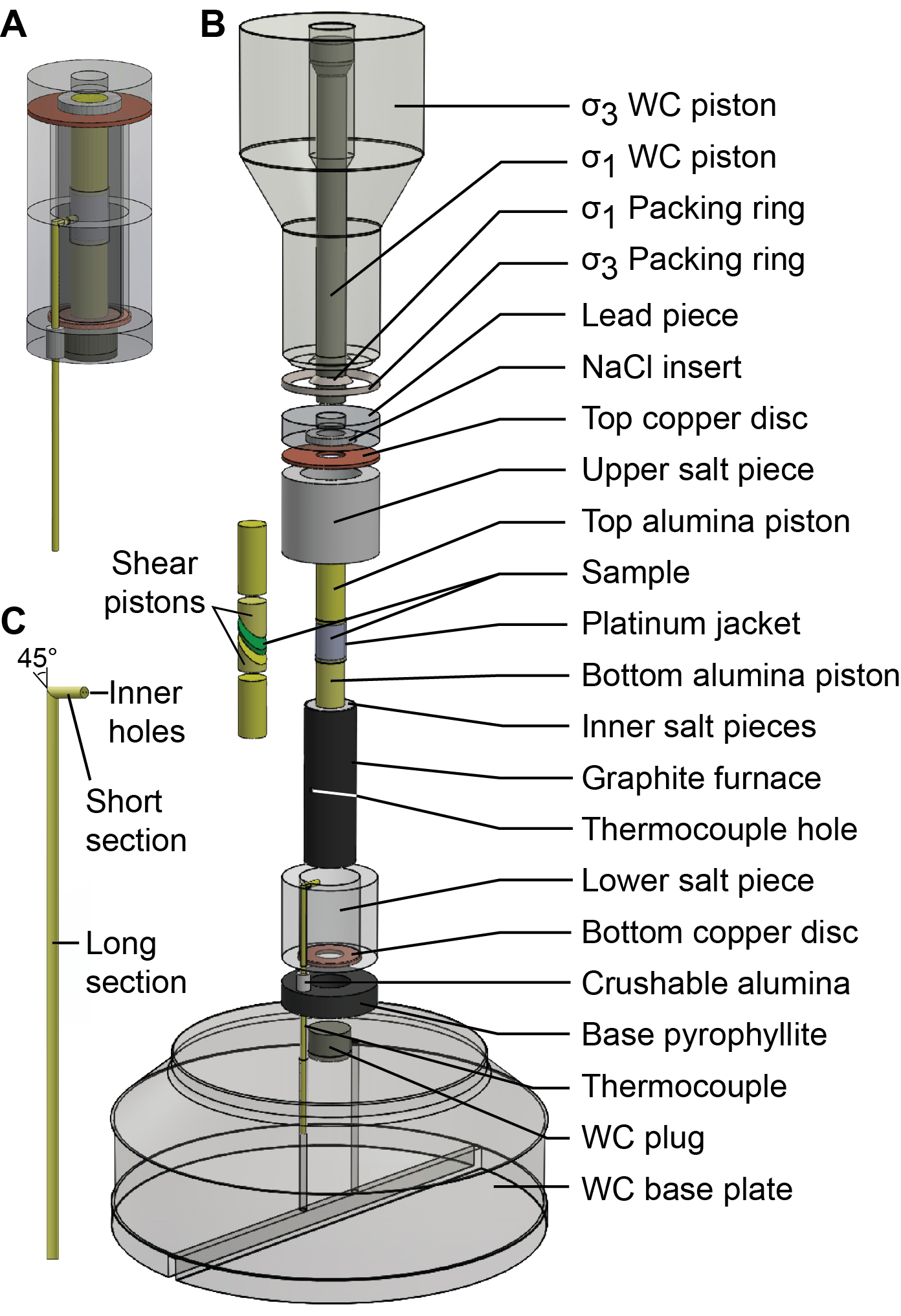
Mevcut Kağıt alüminyum piston (2Bşekil 2A ve kullanarak geleneksel katı tuz örnek derleme oluşturmak tüm parçaları açıklaması vardır yeni Griggs-türü aparatı ile bir deney yapmak ile ilgili yordamı açıklamaktadır ), hem de onları üretmek ve onları basınç gemi tanıtmak için art arda gelen adımları. Bu açıklama büyük parçalar Prof Jan Tullis ve Brown Üniversitesi (R.I., ABD) ortak çalışanlar tarafından uzun yıllar rutin geliştirilen izler. Elde edilen örnek derleme koaksiyel (saf kesme) veya koaksiyel (genel kesme) deformasyon deneyler baskılar bütün dizi ve sıcaklıklar Griggs-türüne aygıtının üzerinde gerçekleştirmek tam uygundur. Saf kesme deneyi genellikle belirli bir uzunlukta özlü matkap örneği gerektirir iken (yaygın olarak ≈2 defa örnek çapı), genel kesme deformasyon genellikle piston eksen (şekil 2B) 45 ° kesilmiş bir bölgeye uygulanır. Örnek malzeme ya da Çekirdek numunesi bir dilim veya seçilen tane boyutu, ince taneli barut olabilir. Tüm parçaları metal folyo sarılı ve platin bir tüp içinde ceketli kaynaklı (ya da düz katlanmış), her iki taraf. Sıcaklık genellikle S-type (Pt%90Rd% 10 alaşım) ya da K-tipi (Ni alaşım) ısıl kullanarak izlenir ama sadece hazırlık mullit 2 delikli kaplama tüp işte kullanmanın bir S-type ısıl (şekil 2C) nitelendirdi.
Protokol
1. örnek derleme hazırlayın
- En az 60 gr NaCl tozu (% 99.9 saflık) seramik havan mermisi eziyet.
Not: Pişirme için NaCl toz pudra şekeri gibi görünmelidir. Derleme diğer parçalarını hazırlarken, tuz toz fırın 110 ° c nem pompalama tuz önlemek için saklayın. - Soğuk basın tuz parçalar (alt ve üst dış ve iç tuz parçaları; Şekil 2B) örnek derleme (şekil 3) boyutu için uyarlanmış özel araçlarını kullanma.
- Daha düşük dış tuz elde etmek üzere, sabunla (parmak) basarak araçlarıyla kat. Bu yüzeylerin piston bileşenleri (Araçlar sayısı #2, #5 ve #6 şekil 3A) ve sondaj yüzey gemi bileşenlerinin (aracı bileşenleri #3 ve #4 şekil 3A/) içerir.
- Koymak 17,5 gram NaCl toz bir ölçek zemin. ≈0.1 mL distile su ekleyin ve tuz ve su iyi karışık emin olun.
- Basarak araya aracı bileşenleri #3 ve #4, #5 #6 ve 40 tonluk hidrolik Pres piston koydu.
- Islak tuz toz bileşenleri #3 ve #4 sondaj doldurun ve #1 ve #2 şekil 3A / piston bileşenleri tuz toz üstüne koymak.
- Basın, 30 s ve sonra boşaltma tuz parça için 14 ton toz.
- Alt gemi bileşeni olan şekil 3A#4 al, delik delik altında bir boşluk bırakarak iki metal parçalar #3 bileşeni yerleştirilir, bileşeni #1 bileşen #8 tarafından değiştirmek ve Hidrolik Pres tekrar tuz parça (şekil 3A aşağıdan ayıklamak için kullanın. ).
- Üst tuz elde etmek üzere, bileşen #7 yerine şekil 3A bileşen #5 kullanarak ve 16,5 g zemin doldurma ama §1.2.6 için §1.2.1 gelen adımları yineleyin NaCl toz haline sondaj gemisi (bileşenleri #3 ve #4).
- Orta-kum (400) zımpara grafit fırın (Yani, grafit tüp iki pirofilit ateş hortumlar tarafından korunan) için alt ve üst tuz parçaların uzunluğunu ayarlamak için kullanın. Daha düşük tuz parça ≈24 mm uzunluğunda olmalıdır, ancak üst ≈22.5 mm uzun etmesi gereken (veya ≈19 mm ≈18 mm için düzenli 1-inç sondaj basınç ve gemi, sırasıyla).
- Alümina pistonlar çevresinde iç tuz parçalar üretmek için §1.2.4 ama aracı bileşenleri kullanarak §1.2.1 gelen adımları yineleyin #1-#4 şekil 3B ve NaCl toz artı ≈0.05 mL 8 g tuşuna basmaya distile su 30 6 ton, piston bileşen #7 kullanarak s. şekil 3B, §1.2.6 iç tuz parça aşağıdan ayıklamak için adımları yineleyin. Bilbo'yu ≈40 mm uzunluğunda olmalıdır, ancak bu kesmek ve protokol grafit fırında için ayarlanabilir.
- §1.2.9 iç tuz parça etrafında ceketli örnek oluşturmak için adımları yineleyin, ancak aracı bileşenleri #5 (#2) yerine kullanarak ve şekil 3B(#4) yerine #6.
- İki metal teller kesim tarafından S-type ısıl yapmak (Ø 0.3 mm) yaklaşık 350 mm uzunluğunda, saf Platin (Pt%100) yapılan ve ikinci bir platin/Rodyum (Pt%90Rh% 10) yapılan
- Her tel bir ipucu birlikte kaynak için bir güç % 15 ve kaynak vakit 7 MS bir PUK 5 kaynak mikroskop (veya eşdeğeri) kullanın. Düz bir mikro-pense kullanarak kaynak boncuk dümdüz ve çapraz bir mikro-kesici kullanarak kaynaklı uç üst kısmındaki ¾ kaldırın.
- Düşük hızlı elmas (1.6 mm çaplı mullit yuvarlak çift geçişli boru) kaplama, mullit iki bölümden kesmek için su banyosu ile gördüm kullanımı yaklaşık 10 mm uzun bir ve ikinci bir yaklaşık 80 mm uzun.
- Düşük hızlı ile gördüm, 45 ° iç delikleri ile elde edilen eliptik bölümünün (şekil 2C) eksen kısa hizalandığından emin yapma uzun eksenin her mullit parçanın bir ucu kesilmiş. 6.8 mm kısa olan ve 76 mm (veya normal 1-inç sondaj basınç gemi için 56 mm) için ısıl (şekil 2C) uzun bölümünün mullit bölümlerine boyutlarını ayarlayın.
- Elmas testere kalınlığı 1 mm civarında küçük bir oluk kesme derin kısa mullit tüp düz ucunda. Oluk iç delikleri hizalama için paralel olmalıdır.
- Dikkatle her tel ısıl mullit onların anılan sıraya göre deliğe iplik. İki mullit bölümleri birbirinden 90 ° ayarlamak için birkaç derece teller viraj, onları uzun bölümüne konu, biraz daha teller viraj, onları bir daha, ve benzeri kadar iki konu 45° yüzeyleri mümkün olduğunca yakın birbirlerine karşı karşıya.
- Seramik yapıştırıcı kısa bölümü ucu doldurmak için ve sağlam ısıl kaplama iki bölümden 90 ° dirsek, düzeltmek için kullanın.
- Freze makinesi, paslanmaz çelik matkap 1.8 mm Ø ve şekil 4 ' te gösterilen aracı daha düşük tuz parça uzunluğu boyunca 2 mm çapında bir delik için kullanın.
- Daha düşük tuz parça üstündeki bir neşter ile üçgen bıçak kullanın ve bir küçük kanala (yaklaşık 1 mm derin ve 2 mm büyük) ısıl delik delik bölmek nokta keskin.
Not: ısıl kısa bölümü tam orada tuz parça üst yüzeyine mümkün olduğunca yakın sığdığından emin olun (bkz. şekil 2B). - Aluminalı bloklar (yalnızca için bir genel kesme deneyi) zorlama yamultmak yaklaşık 13 mm uzun bir 8 mm çaplı alüminyum piston kesmek için düşük hızlı elmas testere kullanarak yapın.
- Bir elmas aracıyla (veya eşdeğeri) ipucu yüzeyleri birbirine paralel hale getirmek için bir Torna kullanın (≈ ± 0.002 mm) ve 12 ± Alümina piston uzunluğunu azaltmak için 0,1 mm.
- 1.6.2. kullanım düşük hızlı elmas su banyosu ile piston piston eksen 45 ° de iki parçalar halinde kesmek için gördüm. Herhangi bir örnek ve Alümina piston, grind(gently) arasında orta-kum (800) zımpara kullanarak her piston 45 ° yüzeyine kayan önlemek için.
- Ceketli örnek boyutu ve örnek derleme boyutları dayalı üst ve alt Alümina pistonlar boyutlarını hesaplamak.
Not: Koaksiyel bir deneme için ceketli örnek boyutu yalnızca çekirdek ve iki kez platin (ya da altın) kalınlıkları ceket (0.15 mm kalınlığında) uzunluğunu içerir. Bir genel kesme deneyi için örnek iki tarafından değiştirilir blokları ve yaygın ≈1 mm kalın biri örnek dilim zorlama makaslama (Yani, yaklaşık 1.4 mm piston ekseni boyunca ölçülen). Burada, ceketli örnek ≈13.5 mm, üst piston ≈19.5 mm ve alttaki ≈16.6 mm uzun. - Kullanın iki alüminyum pistonlar ≈20 ve ≈17 mm uzun kesmek için düşük hızlı gördüm ve §1.6.1 doğru boyutları (burada 19.5 ve 16.6 mm), onların uzunluğunu ayarlamak için ve onları parallelize adımları tekrarlayın (≈ ± 0.002 mm).
- Örnek ceket için 0.15 mm kalınlığında bir platin folyo iki yuvarlak yüzey-in 10 mm çap (için bir 8 mm çapında örnek) ayıklamak için bir yuvarlak şekilli içi boş yumruk (Ø 10 mm) kullanın. #1, #2 ve #3 şekil 5A/ araç bileşenleri kullanarak bir fincan şekil 1 mm jant her disk bükme tarafından iki Platin bardak (şekil 5A) yapmak.
- ≈3 mm (1-1.5 mm "tam" s her taraftan yapışkanlık dışarı artı bir platin tüp (Yani, sadece bir saf makaslama deneyi veya örnek + kesme blok bir genel kesme deneyi için zorlamak için Çekirdek numunesi) "tam" örnek uzunluğu kesmek için bir boru kesici kullanın geniş). En az 30 dk 900 ° C'de Pt tüp tavlamak için Benchtop Muffe fırın kullanın
- Bir fincan Platin tüp içine uygun, tüp ve Kupası düz, eziyet ve platin Kupası kaynak ve birlikte şekil 5B PUK 5 kaynak mikroskop görüldüğü aracını kullanarak tüp için bir dosya aracını kullanın (güç: % 18; kaynak zaman : 10 s).
- (El ile) "tam" örnek 0.025 mm kalınlığında bir nikel folyo sarın ve bunları Platin tüpe uygun. İkinci Platin Kupası ile tüp kapatın ve (dosya aracı ile) eziyet. Kupası ve tüp birlikte şekil5B aracı bileşenleri kullanarak kaynak.
Not: 45 ° örnek için ısıl de (grev) boyunca örnek tarafında oturan böylece kaynak sonrası, örnek konumunu hatırlamak Platin ceket (kalıcı bir kalem kullanarak) bir işareti koymak unutmayın. - Böylece her alüminyum piston (üst ve alt olanlar) mümkün olduğunca Platin tüpe uygun biraz düz iğne burun mikro-Kerpeten, bir çift kullanarak Platin tüp ipuçları viraj. Aynı düz pense çifti kullanarak, tüp Alümina her yerinde küçük bir toplam çap korumak için piston üzerine basın.
- Düşük hızlı elmas kullanarak (su banyosu) gördüm, iç tuz parçaları piston (8 mm iç çap) için iki tüp ve ceket (8.8 mm iç çap) için bir tüp kesti. Orta-kum (800) zımpara kullanarak kendi uzunluğunu ayarlayın.
Not: iç tuz parça örnek etrafında tamamen Platin ceket kapsaması gereken, alt ve üst iç tuz parçaları sırasıyla grafit fırın uzunluğu tüm alt ve üst alüminyum pistonlar cover. Örneğin, 10 mm Uzunluk "tam" örneği ile alt ve üst iç tuz parçaları sırasıyla ≈14.40 mm ve ≈15.20 mm uzun olduğunu. - El ile ve aşağıdaki sırada araya: alt dış tuz parça, alt bakır disk ve grafit fırın (2B rakam). Bir nokta fırın dış pirofilit kolunda ısıl beklenen konumda işaretlemek için bir kalem kullanın.
- Dış tuz parça çıkar ve grafit fırın içinde iç tuz parçalar (çevresi, Pistonlar ve ceket) el ile ekleyin.
- El ile grafit fırın, iç tuz parçaları ve alt bakır disk birlikte, inebilecek freze makinesi kullanmak Bakımı ise ≈2 mm çap (paslanmaz çelik matkap 1.8 mm Ø) nerede ısıl konumunu oldu bir delik (nokta işareti) tahmini. Matkap yarısını fırın ve iç tuz parça bölümler (eklenen örnek) gitmeli.
- Kurşun parça seramik alıcı, 50 gr kurşun koyarak hazırlamak ve alıcı için yaklaşık 30 dk 400 ° C'de bir Benchtop Muffe fırın içine bırakın.
Dikkat: nitril eldiven kurşun işlemek için kullanın.- Ne zaman müşteri adayı tamamen erimiş vardır, hızlı bir şekilde aracı bileşeni # bileşenlerini #3 ve #4 Şekil6 otururken 2 üzerine dökün.
- §1.12.1 adımdan sonra 30 4 ton kurşun basmanıza 40 tonluk hidrolik Pres kullan s şekil 6aracı bileşeni #1 kullanarak.
- Kurşun parça §1.2.6 adımları tekrar ama şekil 6Baracı bileşenleri kullanarak alın.
- Kullanım düşük hızlı elmas (su banyosu) NaCl Ekle (şekil 2B) üretmek için 2 mm kalınlığında bir iç tuz parçası (piston çevresinde iç çap) bir bölümünü keserek gördüm. NaCl kurşun parçası haline yerleştirin ve neşter, her türlü kullanarak bir kurşun itmek NaCl arasında uyum takın ve parça birlikte onları korumak için kurşun. Orta-kum (400) zımpara NaCl Ekle'nin üzerine kurşun parça ayarlamak için kullanın.
2. şarj örnek derleme
- El ile bir araya üst bakır disk dışında örnek derleme oluşturmak tüm parçaları barış ve yüzük ambalaj yol açar. Teflon (teyp veya yağ PTFE) ile dış tuz parçaları, kurşun parça ve temel pirofilit parça (2B rakam) sarın.
- Taban plakası bir ağaç dikme basın tabanında yer, arbor basın piston üzerinde basınç gemi mount ve 27 mm çaplı çelik silindir basınç gemi ile taban plakası hizalamak için kullanın.
- Taban plakası yukarıda mümkün olduğunca yüksek askıya gemi bırakın ve taşırken örnek derleme dikkatle uygun ısıl taban plakası ısıl deliğe. Örnek derleme taban plakası merkezinde yerleştirin.
- Bir kez yere, bir konserve Mylar arası derleme etrafında temel plaka ve basınç gemi için ekleyin.
Not: yüzeyi tam örnek derleme etrafında Bazal piston üst yüzeyi kapsadığından emin olun. - Arbor basın dikkatle taban plakası üzerine basınç gemi daha düşük ve örnek derleme sondaj basıncı geminin içine sığdırmak için kullanın.
Not: mullit kılıf Bu adımda kesilmez emin olun. Kırılırsa, §1.3 adım §1.3.6 için yinelenmelidir. - (Bkz. Şekil 7) adapte kelepçeler basınç gemi tamir ve plaka birlikte sıkıca, temel ve üst bakır disk eklemek için parça ve σ (σ3 WC piston kullanarak) halka örnek derleme üzerine ambalaj3 kurşun için kullanın.
- (El veya bir sepeti kullanarak) basınç gemi baş aşağı taşımak ve bir tezgah koydu.
- Onları herhangi bir metal parça izole etmek için ısıl her tel üzerinde plastik tüpler (1,5 mm dış Ø; 1 mm iç Ø) slayt ve bir S-type evrensel düz uçlu ısıl konnektör her tel düzeltin.
- Eğil ve taban plakası Bazal oluk içine teller uygun ve bir normal kağıt levha birbirlerine, özellikle ısıl kılıf ucu arasında herhangi bir temas önlemek için iki tel arasında bir parça koy.
- Basınç gemi dik çevirmek ve son-yük piston, σ3 WC piston ve σ1 WC piston (σ1 yüzük ambalaj dahil olmak üzere) örnek derleme üzerine yerleştirin.
- Taban plakası, basinç ve pistonlar Griggs cihazları alt panel üzerine yerleştirin ve sıcaklık düzenleme sistemi ısıl konektöre takın.
3. gerçekleştirmek deformasyon deney
- Hidrolik pompalar (ekranın düzeni şekil 8' de gösterilen) izlemek için yazılım Şahin (veya eşdeğeri) başlatmak
- Elektro vanalar açarak deformasyon piston alt EV2 ve EV6 (fare sol tıklayın ekran üzerinde) ve V4 (el ile Kontrol Paneli'nde) Vana. (Bir elektro-kapak kapatmak için ekran görüntüsünü sağ tıklatın) diğer vanaları kapatın.
- Yazılım, "kaçak" deformasyon pompa tarafından sol tıklatın ve "Sabit akış oranı" seçeneğini seçin. 150 mL/dk için akış oranını ayarlamak, "Ekleme" sol tıklatın ve sonra "Start"'ı tıklatın.
- Deformasyon piston yaklaşık 3-4 mm σ1 pistonlu yukarıda olduğunda, üzerinde "pompa durdurmak ve σ1 pistonlu Griggs-türüne aygıtının deformasyon aktüatörlü hizalamak için basınç gemi el ile taşımak için kes" sol tıklatın.
- Denize indirmek bilgisayar yazılımı CatmanEasy-AP, sol tıklayın "açık bir proje" ve "Griggs_exp" projesini seçin.
- Sol üst sol tıklayın "start" ve "Güç, fark stres/sıcaklık" panosunu seçin "Kuvvet" grafik bir göz atmak.
- Yine, ama 20 mL/dk akış hızında deformasyon pompa başlatmak için §3.2.1 adımı yineleyin. Deformasyon aktüatör σ1 pistonlu dokunuyor-kuvvet keskin artan - "dur" Şahinüzerinde sol tıklatın.
- Hapsetmesi ve son-yük aktüatörler kapanış EV6 ve V4 ve EV3, V5 ve V6 açarak indirin.
- CatmanEasyüzerinde "Basınç/stres /"ram basınç hapsetmesi"grafik bir göz atmak LVDT" panelde sol tıklatın.
- §3.2.1 150 mL/dk akış hızında deformasyon pompası ile yineleyin. Zaman hapsetmesi ve son-yük aktüatörler σ3 piston ve son-yük piston, sırasıyla dokunuyorsun - kısıtlayıcı ram basınç gerekir keskin artan-, "dur" deformasyon pompa durdurmak için sol tıklatın.
- CatmanEasy "dur" sol üst köşede sağ tarafından durdurmak.
- 8 mm çaplı plastik tüpler çift-öz-sızdırmazlık bağlaştırıcı ile gemi ve pistonlar soğutma sistemi için fiş için kullanın.
Şekil 8, gösterildiği gibi Not: soğutma suyu pistons çevresinde ve gemi ile ve sonra akış metre ile alttan akar emin olun.- V7 ve V8, soğutma sisteminde basınç gemi (mavi yolundaki şekil 8), geçiş ve AKIS METRESI (su akışı 3 L/dk olması gerekir), kontrol edin.
- Soğutma sistemi hapsetmesi/son-yük RAM (sarı yolundaki şekil 8) geçiş.
- Kısıtlayıcı pompa EV2, EV3 ve V4 kapatarak ve EV4 açarak tekrar doldur.
- Sıkıcı hava basınç kullanarak, basınç valfi üstüne yağ tankı (basınçta artırmak için,şekil 8) 0.4 MPa açın.
- Şahinüzerinde kısıtlayıcı pompa, o zaman seçme "sabit akış oranı" için "kaçak" sol tıklatın. 20 mL/dak sol tıklayın sol "Dolgu" ve sonra "Başlat" için akış hızı ayarlayın.
- Pompa otomatik olarak durur, EV4 kapatın, EV1 açın ve deformasyon pompa debisi 150 mL/dk, doldurmak için §3.5.2 adımı yineleyin.
- Kısıtlayıcı pompa dolduğunda EV4 açın ve yağ tankı hava basıncı serbest bırakmak için basınç tahliye vanası kapatmak.
- EV1 ve EV4 kapatıp açın EV2, EV5, EV6 V4.
- CatmanEasy_AP, Masası "ölçme kanallar (Voies de mesure)" seçin, iki deplasman güç çeviriciler (LVDT) dijital kanallar'ý seçin ve onları en üst pencere sayılmaz, sıfır sıfır (sol) için ayarlayın. "Ölçme işleri (işleri de mesure)", sonra "İş parametrelerini (paramètres du iş)", panelde sol tıklatın ve deneme adı "iş adı" kutusuna girin. CatmanEasy (sol üstünde başlamak) yeniden başlatın.
- Şahin, Tarih Timeline tarafından "denir basınç pompası için ve sonra"Sabit akış oranı"seçerek Çalıştır" pompalamaya başlayın. 1 mL/dk için akış oranını ayarlamak, "Ekleme" ve sonra "Başlat" sol tıklatın.
- Kısıtlayıcı basınç yaklaşık 10 MPa olduğunda, kısıtlayıcı basınç pompa durdurun ve deformasyon pompa kuvvet keskin CatmanEasyüzerinde artan zaman deformasyon pompa §3.2.1 3 mL/dak durdurmak akış hızında adımı yineleyerek başlatın.
Not: σ3 piston ilerleyen iken, σ1 pistonlu ilk σ3 piston tarafından başlangıçta odaklı olacaktır, ancak bir noktada bitecek. - §3.7.1 10 MPa basınç 50 MPa, ulaşmıştır kadar σ1 pistonlu kurşun parça temas tutar, basınç hapsetmesi her artışı yineleyin. Kısıtlayıcı basıncıdır 50 MPa, pompa (sol "dur" üzerinde) durdurur.
- Taban plakası basınç gemi (Şekil 7) sabitleme kelepçeleri üst kısmı sökün ve her kelepçe ve basınç gemi arasında bir folyo Teflon kaydırın.
- Kısıtlayıcı basınç yaklaşık 10 MPa olduğunda, kısıtlayıcı basınç pompa durdurun ve deformasyon pompa kuvvet keskin CatmanEasyüzerinde artan zaman deformasyon pompa §3.2.1 3 mL/dak durdurmak akış hızında adımı yineleyerek başlatın.
- Fırın (sıcaklık kontrol panelindeki yeşil düğmeye) geçerek Isıtma başlatın ve elektrik çıkış arasında 6 ve % 7 ayarlamak için sıcaklık denetleyicisi okları kullanın.
Not: Sıcaklık yavaş yavaş artacaktır.- Sıcaklık yaklaşık 30 ° C'de ayarlamak için sıcaklık denetleyicisinin oklarla oynamak ve o zaman "adam" bir kez basarak Otomatik ("auto") moduna geçer.
- Bir kez üstünde belgili tanımlık düğme "prog", itme istenen Isıtma programı seçin (yazılımı kullanarak önceden Eurothermitools)ve bir kez daha programı başlatmak için "prog" itin. Sıcaklık yaklaşık 0,3 oranında artırması gerektiğini ° C/s.
- Sıcaklığı 200 ° C ulaştığında, program tutmak için iki kez "prog" itin.
- (Başlatıp durdurma yoluyla) pompalama devam alternatingly (tekrarlamak belgili tanımlık merdiven §3.7 ve §3.2.1) her iki pompa ve 2 mL/dk'ya kısıtlayıcı pompa ve 3 mL/dk akış hızı için deformasyon pompa kullanarak.
Not: Her iki pistonları birbirlerine kurşun akı nedeniyle tepki olmalıdır; bir piston ilerleyen iken, ikinci bir geri dönüyor.
Dikkat: σ1 2 ve 3 σ3, arkasında mm arasında kalır emin olun ama fazla 3 mm halka ambalaj σ1 striping önlemek için. σ1 piston halka ambalaj σ1 şeritler, bir kritik yol sızıntı ortaya çıkar ve deneme başından örnek derleme hazırlanması da dahil olmak üzere yinelenmelidir.- Pompalama sırasında kısıtlayıcı pompa boş olduğunda, V4 kapatıp EV5, EV4 açın ve §3.5.1 ve §3.5.2 pompa yeniden doldurmak için adımları yineleyin.
- Pompa dolduğunda EV4 kapatın ve 3 mL/dak durdurmak pompa pompa basınç basınç değeri kısıtlayıcı RAM eşit olduğunda belirtilen akış hızında kısıtlayıcı pompa CatmasEasy üzerinde ("ram basınç hapsetmesi" grafik) başlatın.
- Petrol tankı basınç ve EV5 ve V4 açın.
- Pompalama ve hedef basınç ve sıcaklık ulaşana kadar alternatingly Isıtma devam ediyor. Ne zaman hedef sıcaklık elde Isıtma programı tutmak için iki kez "prog" itin.
Not: pompalama ve Isıtma sırasında NaCl erime eğrisi ve deney (aşamalı olarak basınç sıcaklık kararlılığını dikkate alarakörneğin, amacı bağlı olarak basınç ve sıcaklık yaylalar tanımlamak için seçilen değerleri değişebilir örnek). Böylece NaCl değil erir her durumda, yaylalar seçilir (bkz: Li ve Li22 NaCl erime Curve). - Bozulmayı başlatmak için "kaçak" denir pompa sol, "Sabit basınç" seçin, "ram basınç hapsetmesi" grafikte ( CatmanEasy) ve sol tıklayın "Başlat" hedefe düzenleyen belirtildiği basınç değeri için pompa basınç ayarlı basınç.
- §3.2.1 istenen yer değiştirme hızı (örneğin, 4.71 mL/dk 10-2 mm/s bir deplasman hızına eşit bir akış hızı) karşılık gelen bir akış hızı deformasyon istasyonlarında başlatmak için yineleyin.
- Örnek zorlanma istenen değere ulaşmıştır, hızlı bir şekilde ≈300 ° C/dk hızında 200 ° c sıcaklık azaltmak için hem deformasyon ve kısıtlayıcı Pompalar ve iki kez "prog" sıcaklık Yani, Şoklama, başlatmak için denetleyicisinin push durdurur.
- Sıcaklık azalıyor olsa da, her iki kısıtlayıcı basınç ve deformasyon pompa "Çalışma" ve seçme "sabit akış oranı üzerinde" iki pompa için Timeline tarafından başlatın. 0.5 mL/dk'ya kısıtlayıcı pompa ve 0.1 mL/dk'ya deformasyon pompa akış oranını ayarlamak için "Dolgu" ve sonra "Başlat" her bir pompa için sol tıklatın.
- Sıcaklığı 200 ° C ulaştığında Isıtma programı tutmak için iki kere üstünde belgili tanımlık düğme "prog" sıcaklık denetleyicisinin itin.
- Kullanın "+" ve "-" her iki pompa debisi 1) basınç ≈5 MPa/dak oranında azalır ve 2) deformasyon ram basınç ≈50 MPa kısıtlayıcı ram basınç yukarıda kalır ayarlamak için Şahin üzerinde artış Windows.
- Dekompresyon sırasında kısıtlayıcı pompa dolu olduğunda, deformasyon pompa durdurmak, EV5 kapatın, EV4 açın ve yağ hacmi ≈5% kalan zaman içinde pompa pompa §3.7 20 mL/dak durdurmak akış hızında, adımı yineleyin.
- EV4 kapatın ve §3.7 3 mL/dak durdurmak pompa pompa basınç basınç değeri kısıtlayıcı basınç RAM eşit olduğunda belirtilen akış hızında pompa CatmanEasy üzerinde ("basınç ram hapsetmesi" grafik) başlatmak için yineleyin.
- EV5 açıp yeniden akış hızı 0.5 ve 0.1 mL/dk, sırasıyla kullanarak basınç ("Dolgu" seçeneği) azaltmak için hapsetmesi ve deformasyon pompaları başlatmak ve §3.11.5 adımı yineleyin.
- Kısıtlayıcı basınç ≈100 MPa ulaştı, iki kere üstünde belgili tanımlık düğme "prog" sıcaklık denetleyicisi ile 30 ° c sıcaklık azaltmak itmek İki kez tekrar "prog" programı durdurmak için itin.
- Ne zaman 0.1 MPA'da yapılan her iki pompa basınç civarındadır, pompalar durdurmak ve fırın (sıcaklık kontrol paneli üzerindeki kırmızı düğme) ve soğutma sistemleri kapatmak.
4. örnek kaldırma
- Taban plakası basınç gemisine adapte kelepçeler (Şekil 7) kullanarak yeniden takın.
- Yakın EV5, EV6, V4, V5, V6, V7 ve V8, V1, V2 ve V3 açın ve ısıl ve tüpler basıncı geminin soğutma sisteminin çıkarın.
- El pompası mümkün olduğunca hapsetmesi ve son-yük aktüatörler kaldırmak için kullanın.
- §3.2.1 deformasyon pompa debisi 150 mL/dk, başlatmak ve deformasyon aktüatör birkaç milimetre daha fazla kısıtlayıcı çalıştırıcı yukarı kaldırmak için adımı yineleyin.
Dikkat: Deformasyon aktüatör daha--dan 10 mm ile ilgili iç O-halkaları sıyırma önlemek için kısıtlayıcı aktüatör geri çekilmek değil. - (El veya bir sepeti kullanarak) gemi ve Griggs-türü gelen pistonlar (σ1, σ3, son yükleme ve taban plakası) çıkar.
- Çıkarın σ1, σ3 ve son-yük Pistonlar ve gemi baş aşağı tezgah koydu. S-type ısıl bağlayıcı sökün, İZOLELİ plastik tüpler kaldırın, kelepçeler sökün ve taban plakası ve Mylar folyo götürün.
- Gemi dik, ambalaj σ3 üzerine kurşun bir parça koy halka ve 40 tonluk hidrolik Pres örnek derleme basın için aşağıdan kullanın açın.
- Pense ve eğri kenar kesim neşter kullanarak örnek derleme dikkatlice sökünüz.
Not: örnek derleme sırasında sökülmesi, ısıl ipucu tam konumunu ve olası ceket sızıntı herhangi bir iz için deneme sırasında kontrol. Bu mekanik veriler (sıcaklık ofset, kirlenme, vs) yorumlanması için önemli olabilir. Sadece kurşun parça (aracılığıyla erime), ısıl tel ve WC tak tekrar sonraki deneme için kullanılan.
Sonuçlar
Şekil 9 yeni nesil Griggs tipi cihazlar Carrara mermer (8 mm uzun Çekirdek numunesi) 10-5 s-1bir sıcaklık bir zorlanma oranda saf makaslama (koaksiyel) deformasyon sırasında ortaya çıkan bir stres-zaman eğrisi gösterilmektedir 700 ° C ve sıkıcı bir basınç 1.5 not ortalaması. Böyle bir deneme sırasında basınç ve sıcaklık ilk alternatingly, esas olarak erime gelen NaCl önlemek için artmıştır. Erimiş NaCl örnek için çok aşındırıcı ve geri dönüşümsüz ısıl telefona zarar verebilir. Basınç ve sıcaklık - burada "pompalama sahne" anılacaktır artan birbirini izleyen adımları boyunca (Şekil 9) – kurşun parça örnek üzerinden σ3 σ1 ' den gerilmeler aktararak deforme olma önleme işlevi vardır ve diğer taraftan, daha fazla veya daha az izostatik stres durumu örnek derleme içinde Bakımı.
Ne zaman hedef basınç ve sıcaklık elde "sıcak-basıldığında" bir süre uygulanabilir. İsteğe bağlı olsa da, bu adım-yaygın olarak 24 saat süreli-deformasyon önce örnek toz varsa sinter gerekebilir. σ1 pistonlu/aktüatör sonra sözde için sebebiyet veren örnek deforme gelişmiş "deformasyon sahne". Bu ikinci ilk 1 tarafından indüklenen sürtünme nedeniyle fark stres (σ1 - σ3), bir dik nazik artışı ile karakterize) Salmastıra halkaları ve 2) artan yüzeyine temas σ1 piston ve kurşun parça arasında σ1 kurşunun ötesini hareketli iken. Bu "yan yana" Bölüm isabet noktası (σ1 piston ve üst alüminyum piston arasında temas) doğru (Şekil 9) uygun eğri tarafından belirlemek için yeterli bir süre olması gerekir. Bu amaçla, önemli bir kurşun kalınlığı (≥ 2 mm) σ1 piston ve Alümina arasında piston σ1ilerleyen başlamadan önce gereklidir. Üst alüminyum piston yaklaşırken, kurşun kurşun sertleştirme ve σ1 pistonlu örnek sütun üzerinde bastırıyor kadar bir ilerici stres artışı teşvik zorlanma neden bir ince örnek kalınlık olarak daha hızlı kalıptan çekilmiş. Stres eğrisi sonra dik verim stres koşulları kadar teorik olarak plastik davranışlar (Şekil 9) elastik geçiş tanımlayan artırır. Fark stres tanımlamak için gerektiği şekilde denemenin isabet noktası daha sonra "elastik" eğrisi ve "yan yana" eğrisi (Şekil 9) uzantıları arasındaki kavşak dan çıkarılabilir.
Deformasyon sonunda durduğumda, sıcaklık çok hızlı bir şekilde azalır (≈ 300 ° C/dak) microstructures korumak için. Önemli bir damla baskı mutlaka "Şoklama örnek" sırasında oluşur, ancak bu bırakma, σ1 ve σ3 piston takip taşınır geri yavaş yavaş hidrolik rams yağ basıncı azaltarak (≈ 5 MPa/dak). Her ne kadar bazı çatlama kaçınılmazdır bu boşaltma çatlaklar, oluşumu sınırlamak için gereklidir. Deneyden sonra stres-zaman eğrisi daha sonra vuruş noktasından (bkz. Şekil 9iç metin) kadar deforme örnek bir stres gerginlik eğrisini üretmek için düzeltilmiştir. Bu düzeltmeleri dahil et 1) sertlik/uzatma aparatı ve 2) sürtünme Salmastıra halkaları ve kurşun parça15,19tarafından indüklenen. Şekil 10 da bir Çekirdek numunesi Carrara mermer (şekil 10A ve 10B) ve ikinci bir bir olivin toz içeren Sinterlenmiş ve genel olarak kesme 900 ° c deforme sonrası deney yapma örnek derleme iki örnek gösterir ve 1.2 eski Griggs tipi cihazlar23 (şekil 10C ve 10 D) kullanarak not ortalaması.

Şekil 1: yeni nesil Griggs tipi cihaz. Şematik çizimler Griggs tipi cihaz Institut des Sciences de la Terre d'Orléans (ISTO, Fransa) ve École Normale Supérieure de Paris (ENS Paris, Fransa) şimdi elde edilebilir. Örnek derleme içinde basınç gemi yatıyor iken, yüksek kısıtlayıcı basınç ve diferansiyel stres bağımsız şırınga pompalar hidrolik rams ve piston/Çalıştırıcılar tarafından uygulanır. Sıcaklık düşük voltaj/yüksek amper elektrik akımı aşağıdaki derleme enjekte kullanarak artırılır (bkz: yan görüntüleme) bir direnç grafit fırın aracılığıyla. Basınç gemi tungsten karbür (WC) die korumak için aynı zamanda üst soğutma plakaları/kutuları ve gemi yoluyla alttan su akımını soğutulur. Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.
{kind=link}

Şekil 2: örnek derleme. Örnek derleme oluşturmak parçalar ayrıntılı görünümünü. De σ1 pistonlu, σ3 piston ve taban plakası-saydamlık onlardan part-her parça Griggs tipi cihazlar ile ilgili olarak konumunu bulmak için gösterilir. A) örnek bir eş eksenli deney Meclisi. B) örnek derleme, ya bir "koaksiyel" (beyaz) için şemayı göster veya "genel kesme" örnek (yeşil). Kurşun parça ve daha düşük tuz parça şeffaflık gösterilir. C) bir deneme sırasında sıcaklık izlemek için kullanılan bir mullit 2 delikli kaplama S-type ısıl 3D görüş. WC tungsten karbür =. Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.
{kind=link}

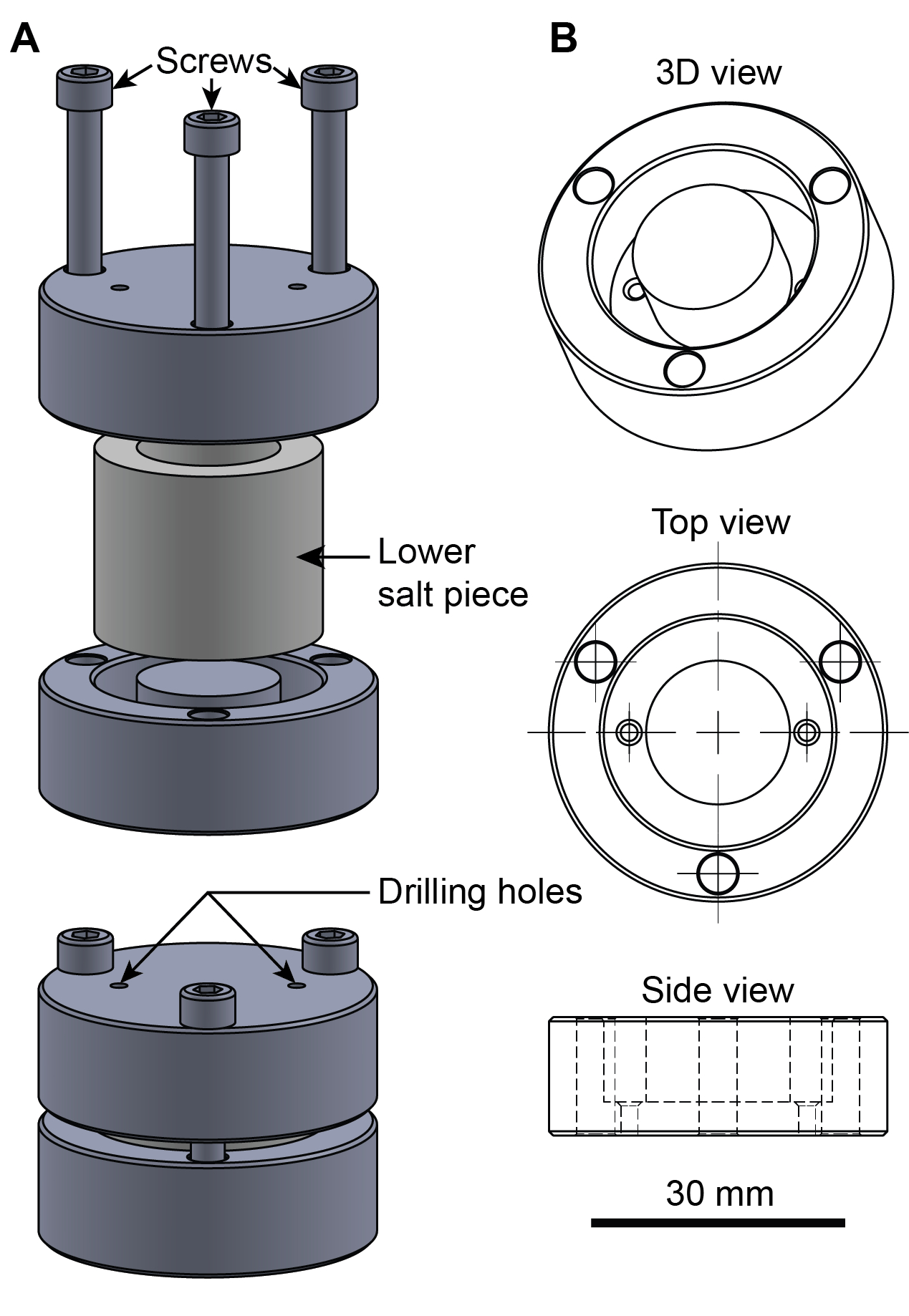
Şekil 3: Araçlar gerekli soğuk basına dış ve iç tuz adet NaCl toz. A) basarak sırasında 3D görünümleri (30 14 ton s) ve dış tuz çıkarımı adet (solda) ve ilgili aracı bileşenleri (sağda) çizimlerinin ölçekli. B) basarak sırasında 3D görünümleri (30 6 ton s) ve iç tuz çıkarımı parça (solda) ve ilgili aracı bileşenleri (sağda) çizimlerinin ölçekli. Bazı bölümleri şeffaflık gösterilir. Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.
{kind=link}

Şekil 4: Aracı gerekir alt dış tuz parça inebilecek. A) önce (üst) 3D görünümleri ve (alt) Delme sırasında. B) ölçekli çizimler (3D, üst ve yan kez) Aracı'nın (sadece bir kısmı gösterilir). Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.
{kind=link}

Şekil 5: Platin ceket üretmek için gereken araçları. A) 3B görünümü (sol) ve çizimler (sağda) Platin su bardağı üretmek için gerekli Aracı'nın ölçekli. Böylece sığabilir ve 8 mm çaplı Platin ceket ile birlikte kaynaklı 10 mm çaplı Platin disk üzerinde iterek, onun dış kısmı yere 1 mm kalınlığında bir fincan şekil içine kadar eğildi. B) (en iyi parça sadece yarısı gösterilir) Platin ceket Platin kupasına kaynak için gereken 3B Görünüm (üst) ve ölçekli çizimler (alt) aracı. Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.
{kind=link}

Şekil 6: kurşun parça oluşturmak için gereken aracı. A) basarak sırasında 3B Görünüm (30 4 ton s) erimiş kurşun (50 g). #2 bileşeni şeffaflık gösterilir. B) kurşun parça çıkarılması sırasında 3B Görünüm (boyutları üst sol iç metininin içinde gösterilir). C) aracı bileşenleri çizimlerinin ölçekli. Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.
{kind=link}

Şekil 7: Bazal pistonlu basınç gemi düzeltmek için kelepçeler. 3D görüş-in basinç, Bazal piston ve kelepçeler (üst) ve bir kelepçe 3B görünümü (alt) dahil olmak üzere, üst ve alt bölümlerinin ölçekli çizimler. Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.
{kind=link}

Şekil 8: Hidrolik pompa ve soğutma sistemleri. Hidrolik pompa (turuncu) hapsetmesi, sistem basıncı geminin (açık mavi) soğutma ve soğutma sistemi hapsetmesi/son-yük RAM (sarı) vanaları (V), elektro-Vana (EV) ve yağ tankı (T)-deformasyon pompa (mor), dahil olmak üzere-şeması. Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.
{kind=link}

Şekil 9: temsilcisi sonuç. Stres-zaman eğrisi yeni nesil Griggs tipi cihazlar kullanarak bir deformasyon deney örneği. Bu deney coaxially Carrara mermer 700 ° c, 1.5 Çekirdek numunesi (8 mm uzun) üzerinde sahne aldı not ortalaması ve 10-5 s-1yük oranı. Artış basınç ve sıcaklık, 2) bir "sıcak presleme sahne" için 1) bir "pompalama sahne" içerir Griggs-tip deney birbirini izleyen adımları bu sonucunu gösterir örnek, uygulanabilir, 3) bir "deformasyon sahne Eğer" sinter için örnek, deforme ve 4) bir "sahne azalma basınç ve sıcaklık Şoklama". Deformasyon sırasında σ1 piston ilk kurşunun ötesini ("yan yana" adım) ilerler ve sonra düzgün örnek deforme Alümina pistonu iter (hit noktasından yukarı), elastik-o-plastik davranış veren yükselmeye (bkz: metin). Stres-zaman eğrisi sürtünme üzerinden düzeltilmesi ve sertlik/uzantı cihazları sonra bir stres gerginlik eğrisi isabet noktasından (gömme) kadar üretilmektedir. Σ1 = σ1 piston tarafından; uygulanan stres Σ3 σ3 piston tarafından; uygulanan stres = P (izostatik) basıncı; hapsetmesi = T = sıcaklık. Σ1- σ3 farklı stres =. Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.
{kind=link}

Şekil 10: örnek çıkarma. A) alt Şekil 9' da açıklanan deneme sonra çıkarılan örnek derleme bir parçası. B) (hala onun Platin ceket sarılmış) örnek Carrara mermer 700 ° C ve 1.5 saf kesme deformasyon sonra yeni Griggs tipi cihazlar içinde not ortalaması. C) olivin toz örneği içeren bir örnek derleme alt kısmı Sinterlenmiş ve genel olarak kesme 900 ° C ve 1.2 deforme not ortalaması ile eski Griggs tipi cihazlar23. D) olivin örnek ve Alümina çekme--dan örnek derleme sonra piston (hala Platin ceket sarılmış) kesme. TC ısıl =. Bu rakam daha büyük bir versiyonunu görüntülemek için buraya tıklayınız.
{kind=link}
Tartışmalar
Başlangıçta, Griggs tipi cihazlar deformasyon deneyler yaklaşım jeolojik zorlanma fiyatlar diğer teknikleri, Yani, daha yakın mümkün olduğunca yavaş yavaş üzerinden haftalar, aylar hatta yıllar9gerçekleştirmek için tasarlanmıştır. Böylece, Griggs-tip deneyleri elektrik ihtiyacı olduğu sürece çalışabilir ve su soğutma işleyen, özellikle gece işleç gerekli olduğunda. Daha önce belirtildiği gibi Griggs basın basınç ve sıcaklık Yerkabuğu içinde karşılaşılan çoğu da keşfedebilirsiniz. Ancak, bu teknik şu anda stres belirlenmesi doğruluğunu azaltabilir bazı sınırlamalar tabi tutulur.
Griggs-tip deney başarısı özellikle ısıl kılıf, Salmastıra halkaları şekli ve yamultma piston (yalnızca için genel kesme deneyler) hizalamasını kalitesini dahil birkaç kritik noktaları kullanır. Gerçekten de, ısıl tel de birbirinden ve (NaCl) denir ortamdan izole. Aksi takdirde, sıcaklık kayıt ya da sıcaklık (Bu basınç gemi sonu olabilir), dramatik bir artış için önde gelen örnek odası dışında iki tellerin dokunmadan aracılığıyla değiştirilebilir veya ısıl bozabilir ve deneme başarısız olabilir . Her ambalaj halka (σ1 ve σ3) üst yüzeyi düz ve yeterince büyük olmalıdır (yaklaşık yarım bir milimetre). Bu herhangi bir kurşun sızıntı sırasında basınç artışı önlemek için gereklidir. Böylece deneme sırasında asimetrik hiçbir deformasyon oluşur genel kesme deneyler, üst ve alt için kesme pistonlar mükemmel, uyumlaştırılması gerekmektedir. Eğer değilse, örnek denir orta olası bulaşma ve örnek başarısızlık sebebiyet veren bir ceket sızıntı yoluyla temas. Buna ek olarak, böyle bir ceket sızıntı büyük olasılıkla deformasyon pistonlu yeterince erken durdurulmazsa bir genel kesme deneyi ortaya çıkar. Herhangi bir bozmadan deforme içinde Platin ceket kapasitesini önemli ölçüde bir deneyden diğerine değişebilir. Yine de, her ne kadar kesme deformasyon zaten daha fazla gama, elde etti 2 mm kalınlığında, (bir örnek Heilbronner ve Tullis24' te verilir) örnekleri üzerinde 7 = bir Gama = 5 rutin olarak uygulanan bir iyi bir başarı oranı ve anlamlı olarak daha yüksek kesme suşları örnek kalınlığı azaltarak elde edilebilir.
Günümüzde, özellikle "nokta vurmak" eğri uydurma tarafından tanımlanır stres ölçümlerin doğruluğu azaltmak sürtünme etkileri Griggs basın tabidir. Çoğu sürtünme oluşur deformasyon piston σ1 ambalaj halka aracılığıyla ilerleyen süre parça ve kısıtlayıcı orta (NaCl) kurşun. Bu deformasyon Sahne Alanı'nda (Şekil 9) "yan yana" adımında sırasında değil, aynı zamanda isabet noktadan sonra yükleme sırasında stres-zaman eğrisi görülebilir. Elastik davranışı üzerinde örnek sertlik bağımlı değildir, ancak yükleme eğrinin eğimini Griggs tipi cihazlar örnek gücü artar. Kurşunun ötesini σ1 pistonu iter ise esas olarak olmayan-elastik örnek zorlanma nedeniyle olmasıdır. Nitekim, yükü eğimi verim stres koşulları temsil değil önce saf elastik yükleme örnek, sürtünme ve bazı örnek deformasyon/sıkıştırma içeren farklı bileşenleri bir arada ama eğri. Ne yazık ki, yüksek sıcaklıkta düşüktür, örnek gücüne bağlı olarak bu tür davranış pek tekrarlanabilir ve hata şiddetle 3'ten % 9-18değişir sürtünme tarafından indüklenen. İndiyum, bizmut veya teneke gibi bazı diğer zayıf malzeme kurşun19yerine kullanılan, ama onlar her zaman bazı sızıntı, 1'den daha yüksek basınç ortaya çıkmasına not ortalaması. Km ölçekli nesneleri ve çok yavaş zorlanma oranları (10-15-10-12 s-1) jeolojik amaçlar için dikkat edilmesi gereken, Ayrıca, Griggs tipi cihazlar - gibi herhangi bir diğer deformasyon aparatı - örnek boyutu () açısından sınırlı ise En fazla. Griggs basın için 8 mm çapında) ve gerilme oranı (min. 10-8 s-1). Bu jeolojik koşullar gerçekten de gerçekçi olmayan kuvvetler ve uygulanması için deney pratik süresi gerektirir. Mekanik yasaları laboratuar tabanlı tahminlerim tamamen geçerli olması koşuluyla yine de, deformasyon deneyleri ve jeolojik koşullar arasında kaçınılmaz bu boşluğu kısmen sayısal modeller tarafından yerine olabilir. Bunun kesinlikle az gaz basınç ortamı türü aparatı biri kadar iyi, daha iyi doğruluk ile yüksek basınç için aygıtlar geliştirmek gerekir (örneğin, ± 1 MPa).
Şu anda, sadece gaz-orta çizgisel rheological deneyler gerçekleştirmek için doğru olduğundan ve çoğu mevcut mekanik yasalarının gelir 0,3 baskısı hapsetmesi, Paterson gelen not ortalaması. Stres ölçümlere yüksek doğruluk aksine sadece oda basınç ve izin verilen bir gaz basınç gemi ile onun birlikte uğrar bir dış bir kısıtlayıcı basınç uğrar bir dahili yük hücresi varlığı esas olarak dayanan olarak transfer edilemez belirli bir tasarım uygula-katı-orta basın. Bugün, katı-orta aparatı sadece bir dış yük hücresi kullanır-bazıları bile fark stres sebebiyet veren bir yoksul çözünürlük ve önemli tahmindi sürtünme nedeniyle ölçmek için herhangi bir yük hücresi – yok.
Griggs tipi cihaz bir erimiş tuz Meclisi kullanarak önemli ölçüde örnek etrafında sürtünme (3 kat) azaltabilir. Ama daha önce de belirtildiği gibi aynı zamanda diğer sorunları için artış verir ve stres ölçüm doğruluğunu 10 kat daha Paterson aparatı içinde düşük kalır. Başka bir yaklaşım bir dahili yük hücresi veya benzeri Griggs Basında sürtünme etkilerinden kurtulmak için uygulanmasında oluşacak. "Normal" yük hücreleri gibi içinde belgili tanımlık endüstri, buldum, kapasiteleri ve boyutu göz önüne alındığında biraz-in onları içinde basınç gemi örnek TMMOB dahil etmek gerçekçi görünüyor. Onlar sıkıcı basınç ve yüksek kapasiteli yük hücresi dayanabilir değil (azami 200 kN), gibi Griggs tipi cihazlar olarak yüksek basınç deneyler için gerekli ve örnek odasında dahil üzere çok büyük olurdu. Ancak, bir olasılık (Andreas K. Kronenberg, kişisel iletişim) ölçülen şartıyla, deformasyon-ebilmek var olmak tam bir iç hücre25, örnek sütun Bazal piston kullanılması anlamına gelir. Bu yeni Griggs tipi cihazlar (şekil 1) beklenen bir belirli yük hücresi adapte taban plakası aşağıda bir oda gerektirir. Ama bugün, uygulanacak böyle bir dahili yük hücresi katı-orta deformasyon aparatı içinde kalır.
Açıklamalar
Yazarlar ifşa gerek yok.
Teşekkürler
Bu çalışmada Prof. Harry W. Green, kime olmadan bunların hiçbiri mümkün olurdu anısına adanmıştır. Biz Ayrıca Jörg Renner ve Sébastien Sanchez tasarlama ve cihazlar, yanı sıra Andreas K. Kronenberg, Caleb W. Holyoke III ve verimli tartışmalar ve Yorumlar için üç adsız yorumcular uygulama içinde onların etkileri için teşekkür ederiz. Bize ve çok sayıda öğrenci temelleri ve katı-orta deformasyon deney birçok yararlı hileler öğretmek için Jan Tullis için minnettarız. Bu çalışmada ERC RHEOLITH (grant 290864), Labex Voltaire (ANR-10-LABX-100-01), Equipex PlaneX (ANR-11-EQPX-0036) ve ANR DELF (ANR-12-JS06-0003) tarafından finanse edilmektedir.
Malzemeler
| Name | Company | Catalog Number | Comments |
| Griggs-type apparatus | Sanchez Technologies (Corelab) | TRI-X 6/1500 SD | Solid-medium Griggs-type deformation apparatus |
| Sanchez Technologies (Corelab) | Stigma pumps 1000/300 and 100/1500 | hydraulic syringe pumps to apply pressure | |
| Arbor press | Schiltz | PA.WZ.5000.530 | Arbor press required to insert the sample assembly into the pressure vessel |
| Low-speed saw | Presi | Mecatome T180 | Law-speed saw to cut alumina piston and mullite sheath |
| Presi | LR02033 | Diamond saw blade | |
| 40 tons hydraulic press | CompaC | APA 9040EH1-D | 40-ton hydraulic press to press salt/lead pieces and extract the sample |
| Pressure vessel (and pistons) | STRECON | vessel A4071 | Inner tungsten-carbide core inserted into a 1° conical steel ring and pre-stressed using the strip winding technique |
| STRECON | Deformation piston | Tungsten carbide piston to apply deformation | |
| STRECON | Confining piston | Tungsten carbide piston to apply confining pressure | |
| STRECON | End-load piston | Tungsten carbide piston to pre-stress the pressure vessel | |
| PUK U3 | Lampert | PUK 5 welding microscope | Fine welding system to weld the thermocouple and platinum jacket |
| Cooling system Ultracool | Lauda | UC 4 E1 PI5 SR BSP °C | Cooler for the pressure vessel |
| Lauda | Proline RP850 | Cooler for the confining/end-load ram | |
| Leath | Schneider electric | Eurotherm 2704 | Temperature controller |
| Milling machine | Enerpac | P-142 | Hand pump to lift up the confining/end-load ram |
| HBM | 1-P3TCP/2000 bar | Pressure transducer | |
| HBM | 1-P3TCP/500 bar | Pressure transducer | |
| HBM | WA/10 mm | Displacement transducer | |
| HBM | WA/50 mm | Displacement transducer | |
| HBM | 1-C2/200 kN | Load cell | |
| Geoscience instrument | Graphite furnace: graphite tube inserted between two pyrophyllite sleeves (custom-made) | ||
| McDanel | MRD028330018858 | Mullite Round Double Bore Tubing | |
| Morgan Advanced Materials | WH-Feuerfestkitt | Ceramic glue | |
| PRECIS | T90 L | Lathe | |
| NSK | EM-255 | Diamond tool to parallelize alumina piston using the lathe | |
| Mecanelec | CDM – IP 1 – 5L/mn | Flow meter for water cooling (pressure vessel) | |
| Hedland | H602A-0005-F1 | Flow meter for oil cooling (confining/end-load ram) | |
| Legris | Série 21 | double-self-sealing coupler for tube of the water cooling system | |
| Corelab | Falcon | Software to monitor the hydraulic syringe pumps | |
| HBM | CatmanEasy-HP | Software to record data | |
| Schneider electric | Eurotherm itools | Software to set programs for the temperature controller | |
| VWR | 410-0114 | Ceramic mortar | |
| VWR | 231-2322 | Microspatule | |
| VWR | 459-0206 | Ceramic recipient | |
| VWR | AnalaR NORMAPUR 27810.364 | Sodium Chloride 99.9% purity | |
| VWR | Barnstead/Thermoline 48000 furnace | Benchtop Muffle furnace for melting lead | |
| DP/Précision | Custom made | Tools needed to produce the salt and lead pieces | |
| Cincinnati | TYPE PE-5 | Milling machine | |
| Memmert | UNB 400 | Oven to stock salt powder and salt pieces | |
| Otelo | Otelo 65220023 | Tubing cutter for Platinum | |
| Otelo | BAITER 51600202 | File tool | |
| Otelo | VADIUM 65172600 | Diagional micro-cutter | |
| Otelo | VADIUM 65172620 | Flat needle nose micro-pliers | |
| SAM | EMP-13J | Round screw hollow punch | |
| Professional Platic | Chemfluor MFA Tube | Minitube for isolating thermocouple wires | |
| Radiospar | RS 370-6717 | S-type flat pin thermocouple connector | |
| LEMER | Lead (bulk) | ||
| Goodfellow | FP301305 | Polytétrafluoroéthylène - Film ; 0.15 mm thickness | |
| Heraeus | 81128696 | Pure Platinum wire | |
| Heraeus | 81128743 | Platinum90%/Rhodium10% wire | |
| Alfa Aesar | M11C056 | Nickel foil 0.025 thickness annealed 99.5% | |
| DP/precision | Tools to produce the salt pieces and lead piece (custom-made) | ||
| Polyco Bodyguards | GL890 | Blue Nitrile Medical Examination gloves |
Referanslar
- Le Pichon, X. Sea-Floor Spreading and Continental Drift. J. Geophys. Res. 73 (12), 3661-3697 (1968).
- Buck, W. R. Modes of continental Lithospheric Extension. J. Geophys. Res. 96 (B12), 20161-20178 (1991).
- Bercovici, D. The generation of plate tectonics from mantle convection. EPSL. 205 (3-4), 107-121 (2003).
- Frederiksen, S., Braun, J. Numerical modelling of strain localisation during extension of the continental lithosphere. EPSL. 188 (1-2), 241-251 (2001).
- Gueydan, F., Morency, C., Brun, J. -. P. Continental rifting as a function of lithosphere mantle strength. Tectonophysics. 460 (1-4), 83-93 (2008).
- Burov, E. B., Watts, A. B. The long-term strength of the continental lithosphere: "Jelly sandwich" or "crème brûlée". GSA today. 16 (1), 4-10 (2006).
- Tackey, P. J. Mantle Convection and Plate Tectonics: Toward an Integrated Physical and Chemical Theory. Science. 288 (5473), 2002-2007 (2000).
- Paterson, M. S. A high-pressure, high-temperature apparatus for rock deformation. Int. J. Rock Mec. Min. Sci. Geomec. Abs. 7 (5), 517-524 (1970).
- Griggs, D. J. Hydrolytic weakening of quartz and other silicates. Geophys. J. Int. 14 (1-4), 19-31 (1967).
- Tullis, T. E., Tullis, J., Hobbs, B. E., Heard, H. C. Experimental Rock Deformation Techniques. Mineral and Rock Deformation: Laboratory Studies: The Paterson Volume. Geophys. Mono. Series. 36, 297-324 (1986).
- Green, H. W., Borch, R. S. A New Molten Salt Cell for Precision Stress Measurements at High Pressure. Eur. J. Mineral. 1 (2), 213-219 (1989).
- Wang, Y., Durham, W. B., Getting, I. C., Weidner, D. J. The deformation-DIA: A new apparatus for high temperature triaxial deformation to pressures up to 15 GPa. Rev. Sci. Instrum. 74, 3002-3011 (2003).
- Kawazoe, T., Ohuchi, T., Nishiyama, N., Nishihara, Y., Irifune, T. Preliminary deformation experiment of ringwoodite at 20 GPa and 1700 K using a D-DIA apparatus. J. Earth. Sci. 21 (5), 517-522 (2010).
- Nomura, R., Azuma, S., Uesugi, K., Nakashima, Y., Irifune, T., Shinmei, T., et al. High-pressure rotational deformation apparatus to 135 GPa. Rev. Sci. Instrum. 88 (4), 044501 (2017).
- Holyoke, C. W., Kronenberg, A. K. Accurate differential stress measurement using the molten salt cell and solid salt assemblies in the Griggs apparatus with applications to strength, piezometers and rheology. Tectonophysics. 494 (1-2), 17-31 (2010).
- Kido, M., Muto, J., Nagahama, H. Method for correction of differential stress calculations from experiments using the solid salt assembly in a Griggs-type deformation apparatus. Tectonophysics. 672-673, 170-176 (2016).
- Mei, S., Suzuki, A. M., Kohlstedt, D. L., Dixon, N. A., Durham, W. B. Experimental constraints on the strength of the lithospheric mantle. J. Geophys. Res. 115, B08204 (2010).
- Gleason, G. C., Tullis, J. A flow law for dislocation creep of quartz aggregates determined with the molten salt cell. Tectonophysics. 247 (1-4), 1-23 (1995).
- Rybacky, E., Renner, J., Konrad, K., Harbott, W., Rummel, F., Stöckhert, B. A Servohydraulically-controlled Deformation Apparatus for Rock Deformation under Conditions of Ultra-high Pressure Metamorphism. PAGEOPH. 152, 579-606 (1998).
- Zhang, J., Green, H. W. Experimental Investigation of Eclogite Rheology and Its Fabrics at High Temperature and Pressure. J. Metam. Geol. 25 (2), 97-115 (2007).
- Groenback, J. Application of stripwound tools in high and low volume cold-forging production, (7th Int. Cold Forging Congress, Birmingham 1985). Drahtwelt. 72, 10-11 (1985).
- Li, Z., Li, J. Melting curve of NaCl to 20 GPa from electrical measurements of capacitive current. Am. Min. 100 (8-9), 1892-1898 (2015).
- Précigout, J., Stünitz, H. Evidence of phase nucleation during olivine diffusion creep: A new perspective for mantle strain localization. EPSL. 455, 94-105 (2016).
- Heilbronner, R., Tullis, J. Evolution of c axis pole Figures and grain size during dynamic recrystallization: Results from experimentally sheared quartzite. J. Geophys. Res. 111, B10202 (2006).
- Blacic, J. D., Hagman, R. L. Wide-band optical-mechanical system for measuring acoustic emissions at high temperature and pressure. Rev. Sci. Instrum. 48, 729-732 (1977).
Yeniden Basımlar ve İzinler
Bu JoVE makalesinin metnini veya resimlerini yeniden kullanma izni talebi
Izin talebiThis article has been published
Video Coming Soon
JoVE Hakkında
Telif Hakkı © 2020 MyJove Corporation. Tüm hakları saklıdır