
Spannungs-Dehnungs-Eigenschaften von Aluminium
Überblick
Quelle: Roberto Leon, Department of Civil and Environmental Engineering, Virginia Tech, Blacksburg, VA
Aluminium ist eines der am häufigsten vorkommenden Materialien in unserem Leben, wie es in alles von Getränkedosen, Flugzeugbauteile allgegenwärtig ist. Seine weit verbreitete Verwendung ist relativ neu (1900AD), vor allem, weil Aluminium nicht im freien Zustand, sondern in Kombination mit Sauerstoff und anderen Elementen, oft in Form von Al2O3auftritt. Aluminium aus Bauxit Mineralvorkommen in tropischen Ländern ursprünglich gewonnen und seine Raffinesse erfordert sehr energiereichen Verbrauch. Die hohe Kosten der Herstellung von hochwertigen Aluminium ist ein weiterer Grund, warum es sehr weit Recyclingmaterial.
Aluminium, vor allem, wenn mit einem oder mehreren aus mehreren gemeinsamen Elementen legiert wird zunehmend in Architektur, Transport, chemische und elektrische Anwendungen. Heute ist Aluminium nur von Stahl in seiner Verwendung als Strukturmaterial übertroffen. Aluminium ist zur Verfügung, wie die meisten anderen Metalle als Flacherzeugnisse, Extrusionen, Schmiede- und Gussteile. Aluminium bietet überlegene Stärke-zugewicht Verhältnis, Korrosionsbeständigkeit, einfache Herstellung, nicht-magnetischen Eigenschaften, hohe thermische und elektrische Leitfähigkeit, sowie einfache legieren.
Grundsätze
Seine Position in der periodischen Tabelle, mit der Ordnungszahl 13 an der Grenze zwischen den metallischen und nichtmetallischen Elementen, sowohl aus seiner flächenzentrierter Kubik Struktur (FCC) ist es klar, dass Aluminium eines der am meisten chemisch aktiven Elemente ist. In der Tat hat es eine sehr starke Affinität für Sauerstoff, die scheinen zu Aluminium leicht anfällig für Korrosion machen. Interessanterweise wird die Oberfläche der ein neu produziertes Aluminium sofort reagieren mit Sauerstoff, produzieren eine dünne, relativ stabil und inerte Oxidschicht, die das Grundmetall sowohl vor Oxidation und anderen Arten von chemischen Angriffen schützt. Diese Oberflächeneigenschaft, neben seiner relativ leichten Art und Härte, macht Aluminium einen sehr wünschenswerte Baustoff.
Die Oxidschicht auf Aluminium-Oberflächen ist in der Regel sehr dünn (etwa 50 bis 100 Å) und hält sich eng an das Grundmaterial, im Gegensatz zu den typischen Eisenoxide, die häufig in Stählen. Die Oxidschicht ist so dünn, dass es hat keinen Einfluss auf die mechanischen Eigenschaften von Aluminium und fast transparent für das Auge ist, damit nicht die ästhetischen Qualitäten des Materials zu beeinträchtigen. Es gibt eine Reihe von Eloxal-Techniken, die verwendet werden, um die Stärke dieser oxid-Schicht, die Korrosion und Abrieb Widerstand zu verbessern zu erhöhen. Ein möglicher Nachteil von Aluminium zu prüfen, bevor es mit ist, dass es bei einer relativ niedrigen Temperatur schmilzt und somit eignet sich nicht für Hochtemperatur-Anwendungen.
Aluminium ist leicht, mit einer Dichte etwa 1/3 von Stahl; Dieses Verhältnis 1/3 gilt auch für den Elastizitätsmodul, die oft über 70GPa genommen wird (10.000 Ksi) für Aluminium. Seine Stärke und andere mechanischen Eigenschaften, die in reinem Zustand sehr niedrig sind, können durch Legierung und Wärmebehandlung, wesentlich verbessert werden, so wie bei Stahl der Fall ist. Stärkung kann auch erreicht werden, durch kalte Arbeits- oder Belastung Härten, wo das Material gerollt oder durch stirbt, was zu einer Verringerung im Bereich der Blatt oder Bars gezogen.
Das wichtigste Legierungsmetall Aluminium sind Kupfer, Mangan, Silizium, Magnesium und Zink. Andere Elemente sind auch in kleineren Mengen für Kornfeinung und spezielle Eigenschaften entwickeln hinzugefügt:
- Kupfer verfügt über nennenswerte Löslichkeit in Aluminium und vermittelt eine erhebliche stärkende Wirkung durch die Alter-Härten Eigenschaften der Legierung. Viele Aluminium-Legierungen enthalten Kupfer als wichtige Ergänzung oder unter die wichtigsten Legierungselemente in Konzentrationen von 1 bis 10 %.
- Mangan hat eine begrenzte feste Löslichkeit in Aluminium, aber in einer Konzentration von etwa 1 % bildet eine wichtige Reihe von nicht-Wärmebehandlungs-treatable geschmiedete Aluminium-Legierungen.
- Silizium senkt den Schmelzpunkt und erhöht die Fließfähigkeit des Aluminium. Eine moderate Erhöhung der Festigkeit wird durch Silizium Ergänzungen geboten.
- Magnesium bietet erhebliche Stärkung und Verbesserung der Kaltverfestigung Eigenschaften von Aluminium. Es hat eine relativ hohe Löslichkeit in massivem Aluminium aber Al-Mg-Legierungen, die weniger als 7 % Mg zeigen keine nennenswerte Wärmebehandlung Eigenschaften. Magnesium ist auch in Kombination mit anderen Elementen, vor allem Kupfer und Zink, für noch größere Verbesserungen in der Stärke hinzugefügt.
- Zink ist in Verbindung mit Magnesium in Knetlegierungen und Gusslegierungen eingesetzt, um aushärtbare Legierungen haben die höchste Festigkeit unter den Aluminium-Legierungen herzustellen.
- Tin verbessert die fachbezogene charakteristisch für Aluminium und Besetzung, die Al-Sn-Legierungen werden häufig für Lager verwendet.
- Kupfer und Silizium sind zusammen in der häufig verwendete 3xx.x-Serie-Gusslegierungen legiert. Wünschenswert reicht von Merkmalen und Eigenschaften sind in beiden aushärtbare erhalten und nicht - Wärme behandelbar Legierungen.
- Magnesium und Silicium werden in einem ungefähren Verhältnis bilden hinzugefügt, Mg2Si, die eine Grundlage für das Alter-Härten in beiden gewirkt und Gusslegierungen.
Zwei allgemeine Arten von Aluminium-Produkte sind allgemein bekannt: Schmiedeeisen und gegossen. Alle Aluminium gebildet durch flüssiges Material in eine Sand oder dauerhafte Form, Druckguss sein, oder von einem anderen Prozess ausgestoßen zu werden wo das Casting die endgültige Form ist wird als ein Aluguss; ein anderes Produkt wird als geschmiedete Produkt genommen. In den USA Aluminium-Knetlegierungen (Blatt, Platte, Extrusionen und Schmiedestücke) eine vierstellige Identifikationsnummer haben-Gusslegierungen eine dreistellige Zahl links vom Dezimaltrennzeichen Punkt und einer Ziffer, die rechts vom Dezimaltrennzeichen Punkt (siehe Tabelle 1). Die erste Ziffer definiert Legierungsmetall Hauptbestandteil für geschmiedete und Guss-Legierungen. Legierungsmetall Hauptbestandteil ist in der Regel 5 Prozent oder weniger (nach Gewicht) in Knetlegierungen und die gleiche oder eine höhere in-Gusslegierungen. Die meisten der Legierungen enthalten zwei bis vier andere Elemente aber in eine viel kleinere Menge als Legierungsmetall Hauptbestandteil. Die geschmiedete Aluminium-Bezeichnung geben die beiden letzten Ziffern der 1XXX Serie die minimale Aluminium Prozentsatz über 99,00 %. Die letzten beiden Ziffern geben Sie in die 2XXX durch 9XXX Serie der einzelnen Legierungen für die Serie angemeldet. Die zweite Ziffer kennzeichnet eine Änderung der ursprünglichen Legierung. Die Bezeichnung legierungssystems ähnelt für Gussteile. In diesem Fall geben die zweite und dritte Ziffer den minimale Aluminium-Anteil über 99,00 % für die lXX.X Legierungen. In der 2XX. X durch 9XX. X-Serie, die nächsten beiden Zahlen sind die einzelnen Legierungen registriert in der Serie. Für Gusslegierungen, gibt die Zahl auf der rechten Seite des Dezimalkommas Produktform: 0 für Gussteile, und 1 und 2 (schmaler Zusammensetzung Grenzen als 1) für Barren. Legierungen in den Gruppen 2, 6 und 7 sind Hitze behandelbar.
Tabelle 1: Geschmiedete und gegossenen Aluminium-Legierung Bezeichnungssystem.
| Knetlegierungen | Gusslegierungen | ||
| Legierung | Legierungsmetall Hauptbestandteil | Legierung | Legierungsmetall Hauptbestandteil |
| 1XXX | mindestens 99 % Aluminium | lXXX.X | mindestens 99 % Aluminium |
| 2XXX | Kupfer | 3XX. X | Silizium, mit Kupfer und/oder magnesium |
| 3XXX | Mangan | 4XX. X | Silizium |
| 4XXX | Silizium | 5XX. X | Magnesium |
| 5XXX | Magnesium | 7XX. X | Zink |
| 6XXX | Magnesium und Silicium | 8XX. X | Zinn |
| 7XXX | Zink | ||
| 8XXX | Andere Elemente | ||
Darüber hinaus ist etliche Temperament verwendet, um anzugeben, wie das Produkt hergestellt wurde, und gilt für geschmiedete und gegossenen Produkte. F und O Gemüter gelten für alle Legierungen und Produktformen. Gemüter bezeichnet TXXXX gelten für Legierungen und Produktformen, die empfangen und beantworten einer thermischen Behandlung nach der Herstellung. Diese Legierungen werden als Vergütungsstahl. Knetlegierungen in der 2XXX, 6XXX und 7XXX Serie und den Darstellern, die Legierungen in der Regel in dieser Gruppe sind. Non-Hitze-behandelbar Legierungen gewinnen ihre Stärke und andere Eigenschaften durch Kaltverfestigung und ein Temperament H angegeben. In dieser Gruppe enthalten sind 1 XXX und 3XXX 5XXX-Serie. Weitere Informationen über Gemüter sind in verschiedenen Aluminum Association Referenzdokumente enthalten.
Die einfache Gemüter sind:
- "F" oder fabriziert: bezieht sich auf Produkte von Umformprozessen, in denen keine spezielle Kontrolle über thermische oder Kaltverfestigung Bedingungen beschäftigt.
- "0" oder geglühten: gilt für Schmiedeerzeugnisse, welche Wirkung Rekristallisation und produzieren die niedrigste Stärke Zustand geheizt worden sind, sowie für Gussprodukte, die getempert werden, um Duktilität und Dimensionsstabilität zu verbessern.
- "H" oder Stamm-gehärteten: gilt für Schmiedeerzeugnisse, die durch Kaltverfestigung durch Kälte arbeitende; gestärkt werden die Kaltverfestigung kann durch zusätzliche thermische Behandlung folgen, die eine Verringerung der Stärke produziert. Die H folgt immer zwei oder mehr Ziffern. Gibt es drei Grundkategorien Kaltverfestigung: HI, H2 und H3, wo die erste Ziffer die grundlegenden Operationen gibt (1 = Stamm nur gehärtet; 2 = Stamm verhärtet und teilweise geglüht; 3 = Stamm verhärtet und stabilisiert). Die zweite Ziffer gibt den Grad der Kaltverfestigung (1 = Quartal; 2 = Hälfte; 3 = voll; und 4 = extra hart).
- "W" oder wärmebehandelt-Lösung: ein instabiles Temperament gilt nur für Legierungen, die spontan bei Raumtemperatur nach Lösung Wärmebehandlung Alter.
- "T" oder thermisch behandelten: bezieht sich auf Produkte die wärmebehandelte, manchmal mit zusätzlichen Kaltverfestigung, um ein stabiles Temperament als F oder 0 zu produzieren sind. Die T folgt immer eine oder mehrere Ziffern. Grundsätzlich, aushärtbare Aluminiumlegierungen altert natürlich bei Raumtemperatur nach abschrecken und durch Niederschlag-Verhärtung gestärkt werden.
Abb. 1 zeigt eine typische Spannungs-Dehnungs-Kurve für 6061 T6 Aluminium. Dies ist ein Material mit guter Festigkeit und Steifigkeit, einfach zu beenden und Eloxieren. 6061 T6 Aluminium wird häufig in Gehäusen für viele elektronische Produkte, wie Laptops und Fernsehgeräten verwendet.
Die Spannungs-Dehnungs-Kurve in Abb. 1 wird keine scharfe Fließgrenze, sondern eher eine allmähliche Abnahme der Elastizitätsmodul aufweisen. Um eine Fließgrenze für technische Zwecke zu bestimmen, haben ASTM und anderen Organisationen die 0,2 % Offset Ansatz. Wie in Abb. 2 dargestellt, erfordert dies Bestimmung eine Best-fit-Linie für den linearen Teil des Verhaltens, und zeichnen eine Linie mit einem ähnlichen Hang Anfang bei 0,2 % Dehnung. Die Kraft, an der diese zweite Zeile der Spannungs-Dehnungs-Kurve schneidet, ist willkürlich definiert als die Streckgrenze.

Abbildung 1: Typische Spannungs-Dehnungs-Kurve für ein Wärmebehandeltes Aluminium.
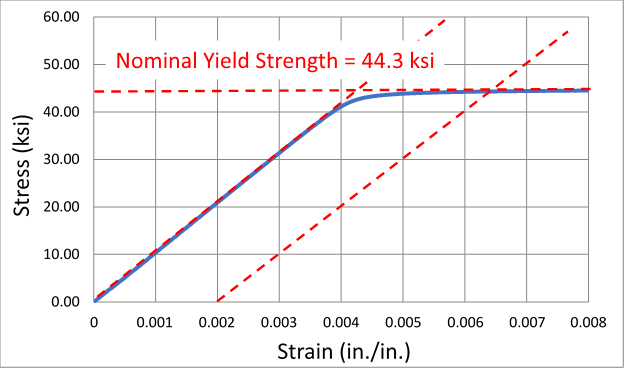
Abbildung 2: Definition der Streckgrenze für Materialien ohne eine offensichtliche Streckgrenze.
Verfahren
Spannung zu testen, aus Aluminium
Der Zweck dieses Experiments ist:
- Studenten mit der standard-Labor-Test zur Bestimmung der Zugeigenschaften metallischer Werkstoffe in irgendeiner Form (ASTM E8), vertraut zu machen
- Vergleichen Sie die Eigenschaften des allgemein verwendet metallischen Werkstoffen (Stahl und Aluminium), und
- Um die getesteten Eigenschaften von Metallen zu vergleichen veröffentlichten Werte.
Es ist anzunehmen, dass eine Universalprüfmaschine (UTM) mit Verformung Kontrolle und damit verbundenen Tests und Daten Akquisition Fähigkeiten zur Verfügung steht. Folgen Sie Schritt für Schritt Verfahren durchzuführen Zugversuchen des Herstellers von UTM, wobei besonderes Augenmerk auf die Sicherheitshinweise. Fahren Sie nicht fort, wenn Sie über jeden Schritt unsicher sind; irgendwelche Zweifel mit Ihrem Labor Lehrer zu klären, wie Sie sich selbst oder Menschen in Ihrer Umgebung ernsthaft verletzen können, wenn die entsprechenden Vorsichtsmaßnahmen nicht befolgt werden. Stellen Sie außerdem sicher, Sie wissen, alle Not-Halt-Verfahren und, dass Sie mit der Software der Maschine vertraut sind.
Das folgende Verfahren ist generisch und wichtigsten Schritte abdecken soll; Möglicherweise gibt es erhebliche Abweichungen je nach den verfügbaren Geräten.
1. Probe vorbereiten:
- Erhalten Sie eine zylindrische Probekörper für eine gemeinsame Aluminium wie 6061T6.
- Messen Sie den Durchmesser des Prüflings, die nächste 0,002 Zoll an mehreren Standorten in der Nähe der Mitte mit einem Bremssattel.
- Festhalten Sie die Probe und markieren Sie, mit einer Datei, eine ungefähre 2 Zoll Gage Länge. Hinweis: Markieren Sie die Gage Länge sorgfältig so dass es klar geätzt, aber nicht so tief wie eine Spannungskonzentration geworden, die zum Bruch führen können.
- Messen der tatsächlichen Gage Länge zu den nächstgelegenen 0,002 Zoll mit einem Bremssattel gekennzeichnet.
- Wenn möglich, installieren Sie längs DMS das Jupiter-Video auf "Material Constants" beschrieben.
- Sammeln Sie alle verfügbaren Informationen über die Kalibrierdaten und Auflösung aller Instrumente, die verwendet wird, um experimentelle Fehlermöglichkeiten und Vertrauensgrenzen zu beurteilen. Diese beiden Fragen sind Schlüssel für aussagekräftige Ergebnisse zu erhalten, jedoch würde den Rahmen sprengen, was hier diskutiert wird.
(2) testen Sie die Probe:
Schalten Sie die Prüfmaschine und Initialisieren der Software. Stellen Sie sicher, dass Sie keine entsprechende grafische Darstellung und Daten Akquisition-Funktionen innerhalb der Software eingerichtet haben. Zumindest zeigt die Spannungs-Dehnungs-Kurve nehmen und Sie Displays für die Last und Belastung.
- Wählen Sie eine geeignete Prüfverfahren innerhalb der Software, die mit der ASTM E8 Testprotokoll kompatibel ist. Bitte beachten Sie die Umformgeschwindigkeit verwendet wird und ob zwei Preise für die elastischen und unelastischen Bereich verwendet werden. Setzen Sie geeigneten Maßnahmen in der Software (z. B. der Maschine, bei 5 % Dehnung zu stoppen, so dass Sie sicher die Extensometer entfernen können und den maximale Wert der Belastung zu halten, die erreicht wird).
- Erhöhen Sie die Traverse manuell so, dass die volle Länge der Probe zwischen den Griffen passt. Legen Sie die Probe in die oberen Griffe auf ca. 80 % der Tiefe Griff; richten Sie die Probe in die Griffe und ziehen Sie leicht an, um die Probe zu verhindern. Hinweis: Ziehen Sie den Griff, um seinen vollen Druck nicht zu diesem Zeitpunkt.
- Senken Sie langsam die obere Traverse. Sobald die Probe innerhalb von etwa 80 % der unteren Griff Tiefe ist, sicherzustellen, dass die Probe erscheint in der unteren Griffe ausgerichtet (d.h. mit den unteren griffen in die vollständig geöffnete Position die Probe sollte "schweben" in der Mitte der unteren Öffnung der Zinken). Probe Fehlstellungen, die Biege- und Torsionssteifigkeit zusatzspannungen während des Tests führen wird, ist eines der häufigsten Fehler beim Spannung Tests durch. Wenn die Ausrichtung des Instrumentes selbst schlecht, ist Arbeit mit einem Techniker, die Griffe richtig auszurichten.
- Wenden Sie entsprechenden seitlichen Druck auf die Probe durch die Griffe um sicherzustellen, dass kein Verrutschen während des Tests auftritt an Hinweis: Es werden eine kleine Axiale Last an dieser Stelle wie festziehen eine Vorspannung in der Probe führt; Ihre Prüfmaschinen möglicherweise Software-Anpassungen, diese Vorspannung zu minimieren. Notieren Sie sich die Vorspannung Wert.
- Befestigen Sie die elektronische Extensometer sicher auf die Probe nach Angaben des Herstellers. Hinweis: Die Extensometer klingen müssen nicht genau auf die Gage Markierungen auf dem Probestück positioniert werden aber sollte ungefähr zentriert werden, auf die Probe.
- Vergewissern Sie sich, dass Sie alle Verfahren bis zu diesem Zeitpunkt korrekt ausgeführt haben; Wenn möglich, haben Sie einen Vorgesetzten überprüfen, ob die Probe zum Testen bereit.
- Starten Sie der Laden zunächst Anwendung der Zugbelastung auf die Probe und beobachten Sie die Lesung der angewendeten Last auf dem Computerdisplay zu. Hinweis: Wenn die gemessene Belastung nicht steigt, die Probe rutscht durch die Griffe und muss wieder angenäht werden. Wenn dies auftritt, beenden Sie den Test und starten Sie das Experiment aus Schritt 2.3.
- Manchmal vor der Probe scheitern wird der Test automatisch angehalten werden, ohne Entladen der Probe (Schritt 2.7). An dieser Stelle entfernen Sie die Extensometer. Wenn die Proben mit der Extensometer im Ort zu brechen, zerstören Sie Extensometer, ein sehr teures Gerät.
- Lebenslauf mit Zugbelastung bis zum Versagen. Bei Erreichen der maximalen Last, beginnt die gemessenen Belastungen zu verringern. An dieser Stelle die Probe beginnt Einschnürung und endgültigen Bruch sollte innerhalb dieser necked Region durch duktile oder semi-duktile reißen kommen.
- Nach Abschluss des Tests erhöhen Sie die Kreuzkopf, lösen Sie die obere Griffe und das gebrochene Stück der Probe aus dem oberen Griff herausziehen. Sobald die obere Hälfte der Probe entfernt ist, lösen Sie den unteren Griff und entfernen Sie die andere Hälfte der Probe.
- Nehmen Sie den Wert auf die maximale Zugbelastung und ein gedrucktes Exemplar der Spannungs-Dehnungs-Kurve. Sichern Sie die Daten auf der Festplatte und auf mindestens ein Wechselmediengerät digital aufgezeichnet.
- Sorgfältig zusammenpassen Sie Enden des gebrochenen Probe und Messen Sie den Abstand zwischen den Gage-Markierungen an den nächstgelegenen 0,002 In. Die endgültige Gage Länge aufzeichnen.
- Messen Sie den Durchmesser der Probe bei der kleinsten Querschnitt an den nächstgelegenen 0,002 In.
- Die gebrochene Exemplar mit Bildern und Diagrammen zu dokumentieren.
(3) Datenanalyse
- Anhand der Daten aus Tabelle 1, berechnen Sie die % Dehnung und Einschränkung des Bereichs für jede Art von metallischen Werkstoff.
Dehnung = = 8,6 %
= 8,6 %
Einschränkung des Bereichs = = 36,5 %
= 36,5 % - Beschreiben, kategorisieren und Aufzeichnen des vorherrschende Fraktur-Modus für jede Probe.
- Bestimmen Sie die Materialeigenschaften JoVE Video auf "Spannungs-Dehnungs-Eigenschaften der Stähle" beschrieben. Die Daten in eine Tabellenkalkulation zu organisieren, so dass die Belastung bis 0,004 von DMS und 0,004 bis 0,05 von der Extensometer gegeben ist (die Obergrenze für die Extensometer ist der Wert der Belastung an, es wurde entfernt aus dem Test; dieser Wert ändert sich je nach die Verformung Kapazität der Probe). Verwenden Sie Kreuzkopf Verschiebung und % Dehnung, um ultimative Dehnung zu schätzen. Wenn ein DMS nicht verwendet wird, achten Sie darauf, für jede erste Schlupf der Extensometer korrigieren. Plätze in der Grafik, die Zähigkeit (Fläche unter der Spannungs-Dehnungs-Kurve) zu erhalten kann man rechnen.
- Mit einem Lehrbuch oder andere geeignete Referenz, bestimmen der Elastizitätsmodul, Ertrag, Stärke und Bruchfestigkeit der verwendeten Materialien. Vergleichen Sie die veröffentlichten Werte auf die Testergebnisse.
Ergebnisse
Aus den Messungen und Abb. 3, Wärme behandelt Aluminium, wie die 6061T6 in diesem Test verwendet werden in der Regel % Dehnungen im Bereich von 8-13 % aufweisen. Es ist wichtig zu beachten, dass fast alle die Verformung in einem kleinen Volumen lokalisiert ist und damit die % Dehnung nur durchschnittlich; vor Ort konnte die Belastung wesentlich höher sein. Beachten Sie auch, dass die % Verringerung der Bereich auch eine sehr schwierige Messung ist zu machen, wie unebenen Untergründen; somit reicht dieser Wert erheblich.
| Probe-Nenndurchmesser | 0.335 | in. |
| Zentrum-Durchmesser | 0.340 | in. |
| Länge der Probe | 10.0 | in. |
| Länge der konischen Abschnitt | 4.0 | in. |
| Gage Ursprungslänge | 1.987 | in. |
| Abstand in den Griff bekommen | 5.471 | in. |
| Kreuzkopf Geschwindigkeit Rendite | 0.05 | Zoll/min |
| Kreuzkopf Geschwindigkeit nach Ertrag | 0,5 | Zoll/min |
| Vorspannung | 200 | lbs. |
| Zugfestigkeit Ertrag Last | 3800 | lbs. |
| Max. Zugbelastung | 4100 | lbs. |
| Laden am Bruch | 3000 | lbs. |
| Endgültige Gage Länge | 2,157 | in. |
| Enddurchmesser | 0.271 | in. |
Tabelle 1. Ergebnisse der Spannung Untersuchungen an circular 6061 T6 Aluminium Exemplare.

Abbildung 3 - In Aluminium Probe Einschnürung.

Abbildung 4 -Typische Semi-duktilen fehlerfläche.
Im Allgemeinen werden diese von einer duktilen Scherung (Cup-Konus) Fraktur, eine spröde Spaltung Fraktur variieren. Das Scheitern in Abb. 3 und Abb. 4 gezeigt steht im Einklang mit diesem Prozess, aber weniger Duktilität kann in diesem Aluminium im Vergleich zu der heißen Walzstahl in Jupiter video auf "Spannungs-Dehnungs-Eigenschaften der Stähle" gesehen werden. Somit kann dieser Fehler als Semi-duktile charakterisiert werden, selbst wenn die % Dehnung relativ groß ist. Typische Ergebnisse sind in Abb. 1 dargestellt.
Anwendung und Zusammenfassung
Dieses Experiment beschrieben, wie man eine Spannungs-Dehnungs-Kurve für eine typische Aluminium zu erhalten. Unterschiede in den Spannungs-Dehnungs-Kurven können entweder Unterschied in der Verarbeitung (z. B. Gießen, Extrudieren, Wärmebehandlung oder Kaltverformung) und chemische Zusammensetzung (z. B. Typ und Prozent der Legierungen) zugeordnet werden. Diese Prozesse und Legierungen erhöhen die Festigkeit von Aluminium um einen Faktor von 20 bis 60-mal das des reinen Materials. Die Tests zeigten, dass Aluminium ein duktiles Material in einachsigen Spannung geladen ist.
Aluminium ist ein sehr vielseitiges und harten Material. Der Aluminium Association heißt es "... seine Anwendungen reichen von Alltagsgegenständen wie Kraftstoff sparende Fahrzeuge, smart-Phones, Reißverschlüsse und Folie zur Verdrahtung der Nation Stromnetz, die Spitze des Washington Monument und Gehäuse der internationalen Raumstation. ... Eine erstaunliche 75 Prozent aller Aluminium immer ist noch gebräuchlich produziert. Produktion von recyceltem Aluminium benötigt nur 8 Prozent der Energie und 8 Prozent der Emissionen im Vergleich zu Primärproduktion schafft."
Die wichtigste Anwendung der hier beschriebenen Zugversuch ist im Prozess Qualitätskontrolle bei der Herstellung von Aluminium. ASTM-Standards verlangen, dass dieser Test auf repräsentative Proben von jedem Wärme aus Aluminium ausgeführt werden müssen, und solche Ergebnisse rückführbar auf etablierten Benchmarks. Aluminium-Hersteller verwenden Standards wie ISO/TS 16949 und ähnliche für QC/QA von Materialien für die Automobil- und Verwandte.
Alufolie in der Küche Industrie stützt sich auf Zugversuchen um sicherzustellen, dass die Folie geschmeidig genug, um leicht von hand zu manövrieren ist. Das gleiche gilt für Getränkedosen-stark genug bleiben wenn gehalten, aber leicht brechbaren, wenn gewünscht.
pringen zu...
Videos aus dieser Sammlung:

Now Playing
Spannungs-Dehnungs-Eigenschaften von Aluminium
Structural Engineering
89.1K Ansichten

Materialkonstanten
Structural Engineering
23.5K Ansichten

Spannungs-Dehnungs-Eigenschaften von Stahl
Structural Engineering
110.3K Ansichten

Kerbschlagbiegeversuch an kaltgeformten und warmgewalzten Stählen unter verschiedenen Temperaturbedingungen
Structural Engineering
32.4K Ansichten

Rockwell-Härteprüfung und der Einfluss der Behandlung auf den Stahl
Structural Engineering
28.4K Ansichten

Knicken von Stahlstützen
Structural Engineering
36.2K Ansichten

Baudynamik
Structural Engineering
11.5K Ansichten

Ermüdung von Metallen
Structural Engineering
41.2K Ansichten

Zugversuche an Polymeren
Structural Engineering
25.6K Ansichten

Zugversuch an faserverstärkten polymeren Werkstoffen
Structural Engineering
14.6K Ansichten

Gesteinskörnungen für Beton und Asphaltmischungen
Structural Engineering
12.2K Ansichten

Prüfung von Frischbeton
Structural Engineering
25.8K Ansichten

Druckfestigkeit von Festbeton
Structural Engineering
15.2K Ansichten

Prüfung von Festbeton unter Spannung
Structural Engineering
23.5K Ansichten

Prüfung von Holz
Structural Engineering
33.0K Ansichten
Copyright © 2025 MyJoVE Corporation. Alle Rechte vorbehalten