
El efecto de la relación de reflujo en la eficiencia de destilación de bandeja
Visión general
Fuente: Kerry M. Dooley y Michael g. Benton, Departamento de ingeniería química, Universidad Estatal de Louisiana, Baton Rouge, LA
Bandeja y columnas llenas ambas se utilizan para la destilación, absorción y stripping de las operaciones de separación. 1 , 2 el objetivo de este experimento es destilar una mezcla de alcoholes (metanol, isopropanol) y agua en una columna de la bandeja del tamiz y examinar teorías cómo simples de destilación basado en equilibrio hipótesis siguen. Bandejas de tamiz proporcionan máxima área interfacial entre el líquido y el vapor. Un diagrama P & ID de la bandeja del tamiz (cada bandeja contiene agujeros en una placa de apoyo) sistema de la destilación se puede encontrar en el apéndice A.
En esta demostración, la unidad de destilación de bandeja (TDU) se inicia en el modo de reflujo total. Después se alcanza un nivel de tambor de reflujo constante, se realiza una conmutación al modo de reflujo finito mediante el ajuste de los fondos, controladores de velocidad de flujo reflujo y destilado como necesario para mantener niveles constantes en el tambor de reflujo y el reboiler y mantener una relación de reflujo objetivo R D = L/D. Cuando se alcanza el estado estacionario (tarda menos de 90 min), líquido se tomarán muestras del tambor de reflujo, caldera y en cada bandeja y analizó en un cromatógrafo de gases. Un protocolo típico es investigar los efectos de la relación de reflujo en una amplia gama. Desde el análisis de las muestras, se puede determinar la eficiencia de la bandeja para los tres componentes en todas las seis bandejas asumir desbordamiento molar constante (método de McCabe-Thiele). Los resultados también se pueden simular usando un simulador de proceso de equilibrio, si está disponible. Estos dos métodos pueden utilizarse también para determinar la eficiencia global de la bandeja. Además, reconciliación de datos de los balances de masa se puede realizar para determinar si existen errores de medición bruta. Cualquier libro de separaciones u operaciones unitarias cubre los fundamentos de la destilación como conceptos básicos, como la relación de reflujo, eficiencias de Murphree y el método de McCabe-Thiele y diagrama. 2
Principios
Todos los procesos de destilación dependen de la composición las diferencias entre las fases líquidas y vapor en contacto que están intercambiando masa. En una columna de destilación, diferencias de densidad provocan vapor fluya hacia arriba a la etapa anterior, y la gravedad hace que el líquido fluya hacia abajo a la bandeja de abajo. Para hacer la vaporización parcial en cada bandeja en un proceso práctico de separación, el líquido y el vapor deben fluir countercurrently a través de varias etapas. También debe haber suficiente área interfacial en cualquier escenario dado. Columnas de destilación llenas utilice material de embalaje especializado con pequeños canales para aumentar el contacto líquido-vapor en cuartos más pequeños. 1 , 2 Estas columnas de destilación se utilizan a menudo para recuperar disolventes y fluidos corrosivos porque embalaje más fácilmente puede ser fabricado con materiales resistentes a la. 1 una gran diferencia entre columnas llenas de destilación y columnas de destilación de la bandeja es que columnas llenas son generalmente más costo-eficiente en columnas de menor diámetro (decir, < 0,6 m), mientras que las columnas de la bandeja son generalmente más rentables en diámetros más grandes. 1 columnas llenas pueden funcionar bajo presión baja, pero no pueden manejar lo más alto de las tasas de flujo de líquido como columnas de la bandeja. 1 , 2 sin embargo, ambos tipos pueden inundar (se llenan de líquido y tienen un aumento significativo en la caída de presión) en alta suficiente caudal de gas o líquido. 1 , 2 existen muchos tipos especializados de destilación, incluyendo destilación de vacío, extractiva, reactivo y criogénico. 1 , 2
La columna de destilación de Scott consta de seis bandejas de tamiz, que incluye dos conductos semi-cilíndricas (GEA-DELTA) para el líquido a flujo de la bandeja de arriba y a la bandeja de abajo. La pared de la columna de destilación de Scott está hecha de vidrio; por lo tanto, el flujo de líquido en la columna puede observarse a simple vista. Un diagrama de la unidad se encuentra en el apéndice A.
Los componentes más ligeros (más volátiles) (por ejemplo, metanol) finalmente concentrarse en el vapor, mientras que los componentes más pesados se concentran finalmente en el líquido. Parte del vapor condensado debe devolverse a la columna como reflujo para obtener la separación más allá de eso dado por una etapa de equilibrio simple. El resto del vapor condensado es recogido como destilado. Esto se llama reflujo parcial. En la parte inferior de la columna, parte del líquido de la bandeja inferior (#6) se vaporiza en una caldera para generar vapor (el boilup) para la bandeja inferior. La relación de reflujo es la relación de reflujo a Flujo molar del destilado:
 (1)
(1)
donde RD es la relación de reflujo, L es la tasa de reflujo y D es la tasa de destilado para ambos flujos molares. Cuando opera a reflujo total (RD → ∞), la separación de los componentes es máximo, pero producto no es recogido. Todas las destilaciones prácticas se deben operar a una relación de reflujo finitas, que es a menudo cerca de 1.2 veces el mínimo RD, para lograr un óptimo económico. El mínimo RD apenas puede alcanzar la separación especificada y requeriría un número infinito de bandejas.
La eficacia de la bandeja de fase de líquido de Murphree se define como el cambio en la composición del líquido sobre una bandeja dividida por el cambio que habría ocurrido si el líquido sale fuera en equilibrio con el vapor de salida. La eficiencia de Murphree para una bandeja única viene dada por:
 (2)
(2)
donde EML es la eficiencia de Murphree, Xn-1 es la composición de líquido entrando en bandeja n, Xn es la composición de líquido dejando la bandeja n y Xn* es la composición líquida en equilibrio con el vapor dejar n de la bandeja. Hay que encontrar la composición del vapor Y de la solución para el balance de masa del componente (la línea de trabajo) y Xn* se encuentra y asumiendo equilibrio. Eficiencias de Murphree a menudo se comportan cualitativamente similares a las tasas de transferencia de masa, es decir, baja eficiencia a menudo asociado con las áreas interfaciales bajas o bajas velocidades superficiales. Sin embargo, una excepción a esta regla general es que las tasas de flujo muy alta también pueden causar baja eficiencia debido al arrastre de líquido por el vapor como gotitas en la parte superior de una bandeja. Por lo tanto, los ingenieros utilizan las eficiencias de Murphree para señalar problemas en columnas de destilación y para mejorar el diseño interno mejor enfoque 100% de eficiencia en todas las bandejas.
Procedimiento
El TDU es operada desde una interfaz de computadora de un sistema de control distribuido. La interfaz es completamente gráfica. La columna contiene 6 bandejas, un condensador total y un reboiler parcial (Apéndice A). La mezcla está contenida en el depósito de alimentación, y la alimentación nominal consiste en metanol (~ 50 wt.%), isopropanol (~ 30 wt.%) y el agua (~ 20 wt.%).
1. a partir de modo de reflujo Total
- Encienda el agua de enfriamiento. Si el nivel de líquido del reboiler es insuficiente, añadir feed Si es demasiado alta, utilice la bomba de fondos regresar líquido al tanque de alimentación.
- Encienda el calentador caldera principal de la interfaz y los calentadores de tira con el interruptor de la unidad en la parte superior derecha. Poner el regulador de temperatura de caldera manual (MAN), le dan una salida (OP) de al menos 60%, luego esperar a que el vapor de arriba se condense y el tambor de reflujo para empezar a llenar, como se ve en la interfaz. La energía del precalentador de reflujo se iniciará con el calentador de la caldera.
- Cuando el tambor de reflujo alcanza 50%, poner el regulador de caudal de reflujo en el AUTO, le dan un valor deseado (SP) del 20% y encienda la bomba de reflujo.
- Tan pronto como se mide una corriente de reflujo en el controlador, disminuir gradualmente el punto de ajuste en pasos de un por ciento cada pocos segundos hasta que el caudal de reflujo es 12-13% del palmo (palmo = el rango total del transmisor).
- Poner el reflujo Precaliente el controlador en automático y le dan un valor de ~ 65 ° C, o algún otro valor conveniente cerca de la temperatura de la bandeja superior.
- Espere a que el nivel del tambor de reflujo alcanzar al menos el 50% antes de ajustar manualmente la tasa de reflujo cambiando el punto de referencia en el controlador de flujo reflujo según sea necesario para proporcionar un nivel de tambor de reflujo constante de 25-75%.
- Cuando todos los flujos, niveles, temperaturas y composiciones están cerca de sus puntos de referencia y no cambian significativamente durante 2 min, se ha alcanzado estado estacionario.
2. transición al modo de reflujo finitas
- Que el controlador de flujo de alimentación AUTO y le dan un punto de referencia correspondiente a ~ 120 cm3/min.
- Encienda la bomba de alimentación y precalentador de alimentación. Poner la alimentación Precaliente el controlador en automático y le dan un valor de ~ 65 ° C u otra temperatura cerca de la temperatura de la bandeja de alimentación.
- Poner el controlador de tasa de flujo de reflujo en el AUTO y le dan un valor de ~ 80% de los casos de reflujo total como punto de partida.
- Empezar a retirar el producto destilado (ajustar el controlador de flujo > flujo 0) para mantener un nivel de 25-75% en el tambor de reflujo. Ponga el regulador de flujo de destilado en el AUTO y ajustar su valor a menos que las demás instrucciones que llaman específicamente para el control MANUAL. Trate de 3 relaciones de reflujo diferentes alrededor de 1 (p. ej., 0.8, 1.2, 1.6), pero mantener la constante de velocidad de boilup manteniendo el deber de calor constante en un valor que da flujo de destilado.
- Inicio retirando fondos de producto (ajustar el controlador de flujo > flujo 0) para mantener un nivel constante de 60-80% en el reboiler. Ponga el regulador de flujo de fondos en el AUTO, encienda la bomba de fondo y ajustar su punto de referencia, a menos que las demás instrucciones que llaman específicamente para el control MANUAL. Ambos productos deben fluir hacia el depósito de alimentación.
- Cuando todos los flujos, niveles, temperaturas y composiciones están cerca de sus puntos de referencia, se ha alcanzado estado estacionario. Los controladores de flujo pueden ser necesario ajustar; recordar, F = B + D (alimentación = destilado sobre una base molar, fondos y el destilado será sobre todo el metanol).
- Recoger algunas muestras de mL volumen del alimento, fondos y el destilado en el mismo tiempo (ver figura 3, Apéndice A). Para recolectar el alimento, inserte una pipeta a través del puerto superior del tanque de alimentación. Se necesita solamente un conjunto de muestras por estado estacionario. También es posible probar líquido en cada bandeja a través de su puerto de tabique utilizando jeringas de aguja curvada esto como solamente uno de los Estados de equilibrio.
3. puesta en funcionamiento del cromatógrafo de gases
La ghromatograph de gas (GC) se opera a través de software del proveedor. La columna de Porapak Q es, 1/8" de diámetro y 2 pies de largo.
- Seleccione la ventana de ejecutar Control y método. En la barra de menú lleno de icono, seleccione el método de y escoger el inicio. Método de M.
- En el panel frontal de la GC, presione el botón de entrada de frente. La presión debe ajustarse a 4,5 psi.
- Inyectar un 0.1 microlitro muestra (mismo volumen cada vez) y presione el botón Start en el panel frontal del GC. El software mostrará 'Run' en progreso / adquisición de datos, con el tiempo transcurrido contando.
- Resultados aparecerán en un informe en la pantalla de software después de aproximadamente 3 minutos en forma de un gráfico que contiene picos de GC. Desplácese hacia abajo el informe para ver los resultados de % de área.
4. cierre de la columna de destilación
- Apague todos los tres calentadores, la bomba de fondos y la bomba de alimentación.
- Poner todos los controladores excepto el caudal de reflujo en el hombre y sus salidas (OP) a 0%.
- Poner el controlador de tasa de flujo de reflujo en el hombre y su OP a 20%.
- Encienda la anulación de la bomba de reflujo y deje la bomba de reflujo hasta que el tambor de reflujo está vacío.
- Tan pronto como el tambor de reflujo está vacío, sacar la anulación de la bomba de reflujo, apague la bomba de reflujo, poner el controlador de tasa de flujo de reflujo en el hombre y establecer su OP 0%.
- Deje el agua de enfriamiento hasta que todas las temperaturas bandeja seis están por debajo de 60 ° C y luego apagar.
Resultados
El factor de respuesta apropiada (RFi) para cada componente, que es el cociente de la intensidad de la señal a la cantidad de analito inyectado y se proporciona en el software, se utiliza para determinar el % en peso de cada muestra.
 (3)
(3)
Relación de reflujo (RD = L/D) tiene un efecto tremendo en ambas eficiencias de bandeja de columna (a precios constante de alimentación y destilado) y en la composición del destilado y fondos. Una menor tasa de reflujo reduce grandemente la pureza del metanol del destilado. Por lo tanto, un aparato de destilación bandeja operando a una tasa mayor de reflujo pero destilado constante y las tasas de fondos será más eficiente para la separación. Sin embargo, reflujo adicional aumenta los costos operativos mediante la adición de más calefacción (caldera) y adicionales (condensador) costes de enfriamiento.
Murphree eficiencia de líquido se calcularon en un intermedio RD de las composiciones de muestra líquida para todos seis bandejas usando datos de equilibrio para encontrar xn*. Para estos cálculos, se aplicó la asunción del desbordamiento molar constante en las tasas de vapor y líquido en cada sección. Un diagrama de McCabe-Thiele representativo de estos cálculos se muestra en la figura 1. Una alimentación líquida saturada (q = 1) se asume, como la alimentación se calienta cerca de su burbuja punto. Las fracciones de topo reales alimentación, destilado y fondos fueron 0.53, 0.76 y 0.39, respectivamente. El número predicho de etapas de equilibrio es de ~ 4. El número de bandejas es 6 + 1 = 7, por lo que la eficiencia global de la columna es ~ 57%. Refiriéndose a la ecuación (2), un bloque de balance de masa en un simulador de proceso podría ser utilizado para calcular la ynde lande x ' s. Entonces un punto de burbuja o bloque flash podría utilizarse para determinar la xn* valores de la sn' s.

Figura 1 : Construcción de McCabe-Thiele-binario (sólo fracciones de mol de metanol) para una destilación a F = 2.12, D = 1,19 y R = 1.45 global/min (RD = 1.2), alimentación para la bandeja 3.
Las tendencias en las eficiencias de Murphree pueden explicarse en términos de lo que se conoce general sobre eficacias de bandeja tamiz, especialmente sobre las tasas de transferencia de masa y arrastre en las bandejas de tamiz. Para una columna de vidrio, es fácil observar donde la tasa de flujo de líquido es demasiado baja (una bandeja casi "seca") o demasiado alta (arrastre de líquido). Cualquier estado puede atribuirse a eficiencias de bandeja baja.
Hay una gama de Murphree eficiencia, los rendimientos más bajos están relacionados con tasas de transferencia de masa lenta o llorando (bandeja "seca") o arrastre de líquido en el vapor, o alguna combinación de estos (cuadro 1). Dependiendo de la posición de la bandeja, si es en la parte superior, puede existir arrastre o llorando en las bandejas inferiores. En las condiciones del cuadro 1, bandeja 2 fue significativamente más eficientes que sus contrapartes, y observación visual demostró que es muy espumoso, tan alto en el área interfacial. Bandeja 1 era aún más espumosa, pero podría observarse algún arrastre. Este comportamiento es consecuencia de una baja tensión superficial para una mezcla alcohólica; en las parte superior dos bandejas, se había quitado casi toda el agua dejando atrás principalmente metanol con algunos isopropanol. La bandeja de debajo muestra eficacia sólo en 18% metanol; una eficacia tan pobres a veces se encuentra cuando un compuesto diferente (aquí, agua) sufre un cambio de concentración profunda en la bandeja.
Tabla 1: eficiencias de Murphree de fase líquida bandeja, metanol 1
| Número de bandeja (de tapa) | XM
fracción molar |
YM
fracción molar |
XM*
fracción molar |
EML |
| 0 (destilado) | 0,76 | |||
| 1 | 0.69 | 0,76 | 0,61 | 43 |
| 2 | 0.58 | 0.70 | 0.54 | 74 |
| 3 | 0,56 | 0,64 | 0.48 | 18 |
| 4 | 0.53 | 0,63 | 0.47 | 33 |
| 5 | 0.51 | 0,61 | 0.44 | 29 |
| 6 | 0.49 | 0.57 | 0.40 | 29 |
| 7 (fondos) | 0.39 | 0.55 |
1 Condiciones iguales en cuanto a la figura 1.
Los resultados experimentales también se simularon utilizando termodinámico NRTL (coeficiente de actividad) parámetros y un simulador de equilibrio con una eficiencia constante bandeja media que reproduce más o menos medición composiciones (fondos, destilado, alimentación). La pérdida de calor media columna ~ 400 W y se incorporó a la simulación como una variable medida. Como se ve en la figura 2, suponiendo que el 100% de eficiencia (perfecto equilibrio en todas las bandejas) captura el comportamiento de la columna no cuantitativa sino cualitativa con respecto a la creciente tasa de flujo de vapor. El mismo debe ser verdadero a las variaciones de la relación de reflujo.

Figura 2 : Composiciones de destilado experimental y simulada en función de la tasa de vapor sección rectificación (L + D). F = 2.12 global/min, RD = 1.2, 3 la bandeja de alimentación.
Figura 2 compara composiciones de destilado experimental (vs tasa de vapor en el condensador) a los resultados predichos de equilibrio y no equilibrio simulaciones de esta columna. El objetivo de las simulaciones fue coincidir con composiciones de destilado y fondos lo más cerca posible. El simulador de equilibrio no da predicciones mejor porque asume y luego calcula tasas finitas de transferencia de masa. Ninguna simulación puede capturar el comportamiento exacto, posiblemente porque ni representa el arrastre, que como se ha mencionado fue claramente visto en las bandejas de dos. También puede haber leves errores experimentales (especialmente para el punto experimental medio), porque ninguna teoría predice un mínimo a una tasa intermedia de vapor. Entre las posibles causas de error experimental, es difícil medir con precisión las velocidades de flujo bajo reflujo con el medidor de turbina en la corriente de reflujo.
Aplicación y resumen
Columnas de destilación de la bandeja son a menudo del tipo tamiz con orificios pequeños para el flujo de vapor y GEA-DELTA más grande para el líquido de la bandeja por gravedad. Componentes más volátiles sobre todo salir en el destilado, aunque algunos del vapor superior es condensado y devuelto a la columna como reflujo líquido. Fue demostrado que determinar la Murphree eficiencia de bandeja puede ser importante en localizar problemas en bandejas específicas en columnas de destilación, tales como tasas de transferencia de masa baja, llorando o inundaciones. Mientras más vapor/reflujo tarifas (mayor RD) pueden mejorar las tasas de transferencia de masa y eliminar llorando, si son demasiado altos, la bandeja de eficiencia disminuirá debido al arrastre de líquido. En un experimento anterior, se observó (Figura 2) que los beneficios de tasas más altas del vapor fueron compensados por el mayor arrastre en las bandejas superiores. Esto es porque la fracción destilado experimental el metanol ligero componente realmente disminuyó ligeramente con respecto a la tarifa del vapor. Por supuesto, a baja RD, incluso cálculos de equilibrio, como método de McCabe-Thiele, predicen pobre separación de componente. Por lo tanto, datos tomados en diferentes proporción de reflujo pueden mostrar más variación en la composición del destilado.
Una aplicación común de la destilación de la placa es en refinerías de petróleo. Muchas refinerías de petróleo usan destilación bandeja para separar el crudo en múltiples productos. Por lo general los primeros pedazos importantes de equipo en una refinería de petróleo son los alambiques crudos (generalmente uno a presión atmosférica y uno o más de funcionamiento en vacío), que separan el crudo en GLP (gas licuado de petróleo, sobre todo propano-butano), nafta (que puede reformarse a la gasolina), keroseno (combustible de jet), diesel y gasóleo y pesados. Los puntos que hierven atmosféricos en estas fracciones varían de 30-400 ° C. 3 otras destilaciones se utilizan para refinar los productos. 4 ingenieros químicos trabajan en estos procesos se centran en la obtención de la mezcla de producto deseado y optimizar la eficiencia de la bandeja.
Columnas de destilación de la bandeja también se utilizan para destilar etanol. 5 a través de procesos estrechamente relacionados, una variedad de productos como etanol grado combustible, cerveza y licor pueden ser destilada (así el nombre "destilería"). 5 mientras que la separación de etanol/agua es la más importante, productos de fermentación más pesados también se eliminará en los fondos. A presión atmosférica, el destilado se limita a la composición azeotrópica (95.5 wt % de etanol en 78,1 ° C). Más destilación requiere un tipo separado de destilación conocido como destilación azeotrópica, aunque más separación de etanol/agua es posible usando un agente de extracción o un buen vacío. 5
La separación de aire en N2, O2, Ar etc. requiere destilación criogénica. 6 el aire debe ser refrigerado por debajo de la temperatura crítica de O2 (-119 ° C a 5,04 MPa) para obtener una fase líquida. A destilación el O2 es sobre todo en las partes inferiores y la N2 en el destilado. Cualquiera puede enviar luego en gas (gasoducto) o en formas de líquido (tankcar refrigerado o camión). 6 el argón es el otro componente del aire comúnmente separado para obtener un producto prácticamente puro.
APÉNDICE A
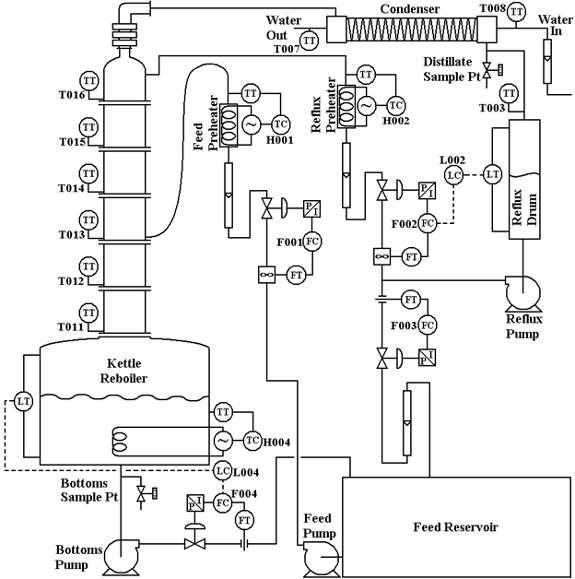
Figura 3. Diagrama P & ID del sistema de destilación de Scott
Referencias
- Encyclopedia of Chemical Engineering Equipment. Distillation Columns. http://encyclopedia.che.engin.umich.edu/Pages/SeparationsChemical/DistillationColumns/DistillationColumns.html. Accessed 10/01/16.
- W.L. McCabe, J.C. Smith, and P. Harriott, Unit Operations of Chemical Engineering, 7th Ed., McGraw-Hill, New York, 2005, Ch. 21 & 22, C.J. Geankoplis, Transport Processes and Unit Operations, 3rd Ed., 1993, Ch. 12, or J.D.Seader, E.J. Henley, D.K. Roper, Separation Process Principles, 3rd Ed., Wiley, 2010, Ch.6 & 7.
- Processing & Refining Crude Oil. Chevron Inc. http://pascagoula.chevron.com/abouttherefinery/whatwedo/processingandrefining.aspx . Accessed 10/01/16.
- A Simple Guide to Oil Refining. ExxonMobil Inc. http://www.exxonmobileurope.com/europe-english/files/simple_guide_to_oil_refining.pdf Accessed 10/14/16.
- R. Katzen, P.W. Madson and G.D. Moon Jr, Ethanol distillation: the fundamentals, in The Alcohol Textbook 3rd ed., K. Jacques, T.P. Lyons, and D.R. Kelsall, eds. Nottingham University Press, Nottingham, UK, pp. 269-288 (1999).
- History and Technological Progress: cryogenic Air Separation. The Linde Groups. https://www.linde-engineering.com/internet.global.lindeengineering.global/en/images/AS.B1EN%201113%20-%20%26AA_History_.layout19_4353.PDF. Accessed 10/01/16.
Tags
Saltar a...
Vídeos de esta colección:

Now Playing
El efecto de la relación de reflujo en la eficiencia de destilación de bandeja
Chemical Engineering
77.9K Vistas

Prueba de la eficiencia de transferencia de calor de un intercambiador de calor de tubos con aletas
Chemical Engineering
17.9K Vistas

Uso de una bandeja de secado para investigar la transferencia de calor convectiva y conductiva
Chemical Engineering
44.0K Vistas

Viscosidad de las soluciones de propilenglicol
Chemical Engineering
33.1K Vistas

Porosimetría de un polvo de alúmina de sílice
Chemical Engineering
9.6K Vistas

Demostración del modelo de ley de energía a través de extrusión
Chemical Engineering
10.2K Vistas

Amortiguador de gas
Chemical Engineering
36.8K Vistas

Equilibrio vapor-líquido
Chemical Engineering
89.4K Vistas

Eficiencia de la extracción líquido-líquido
Chemical Engineering
48.5K Vistas

Reactor de fase líquida: Inversión de sacarosa
Chemical Engineering
9.7K Vistas

Cristalización del ácido salicílico mediante modificación química
Chemical Engineering
24.3K Vistas

Flujo monofásico y bifásico en un reactor de lecho compacto
Chemical Engineering
19.0K Vistas

Cinética de la polimerización por adición de polidimetilsiloxano
Chemical Engineering
16.2K Vistas

Reactor catalítico: Hidrogenación de etileno
Chemical Engineering
30.5K Vistas

Spin y Chill
Chemical Engineering
7.4K Vistas
ACERCA DE JoVE
Copyright © 2025 MyJoVE Corporation. Todos los derechos reservados