
Method Article
Produzione di tridimensionalmente microstrutturate nanocompositi attraverso Microfluidic Infiltration
In questo articolo
Riepilogo
Tridimensionali (3D) travi composte microstrutturata sono fabbricati mediante l'infiltrazione diretta e localizzata di nanocompositi in reti microfluidici porosi 3D. La flessibilità di questo metodo di fabbricazione consente l'utilizzo di diversi materiali termoindurenti e nanocariche al fine di ottenere una varietà di 3D funzionale rinforzati nanocompositi prodotti macroscopiche.
Abstract
Travi composte microstrutturato rinforzati con complesso tridimensionale (3D) microfilamenti nanocompositi a motivi geometrici sono fabbricati con nanocompositi infiltrazione del 3D interconnesse reti microfluidica. La fabbricazione delle travi rinforzate inizia con la fabbricazione di reti microfluidica, che prevede la deposizione layer-by-layer di filamenti di inchiostro fuggitive usando un robot di erogazione, riempiendo lo spazio vuoto tra filamenti usando una resina a bassa viscosità, indurimento della resina ed infine rimuovendo la inchiostro. Strutture 3D autoportanti con altre geometrie e molti strati (ad esempio, a poche centinaia di strati) potrebbero essere costruite utilizzando questo metodo. I risultanti reti microfluidica tubolari sono poi infiltrati con sospensioni termoindurente nanocompositi contenenti nanocariche (ad esempio nanotubi a parete singola carbonio), e successivamente curate. L'infiltrazione avviene applicando un gradiente di pressione tra due estremità del vuoto nRETE (sia applicando un vuoto o microiniezione vuoto-assistita). Prima della infiltrazione, le sospensioni nanocompositi sono preparati disperdendo nanocariche in matrici polimeriche mediante ultrasuoni e tre rulli metodi di miscelazione. I nanocompositi (ovvero materiali infiltrati) vengono poi solidificati sotto cura esposizione UV / termico che determina una struttura composita 3D rinforzato. La tecnica qui presentata consente la progettazione di nanocompositi prodotti macroscopici funzionali per applicazioni MicroEngineering come attuatori e sensori.
Introduzione
Nanocompositi polimerici con nanomateriali, in particolare i nanotubi di carbonio (CNT) incorporati in matrici polimeriche dotate di proprietà multifunzionali 1 per potenziali applicazioni come materiali compositi strutturali, 2, 3 sistemi microelettromeccanici (ad es microsensori), e polimeri intelligenti 4. Diverse fasi di lavorazione, tra cui il trattamento CNT e nanocompositi metodi di miscelazione può essere richiesto di desiderabile disperdere CNT nella matrice. Poiché proporzioni CNT ', il loro stato e trattamento superficiale dispersione influenza principalmente le prestazioni elettriche e meccaniche, la procedura di elaborazione nanocomposito variare a seconda delle proprietà desiderate per un'applicazione mirata 5. Inoltre, per particolari condizioni di carico, allineando CNT lungo una direzione desiderata e anche il posizionamento dei rinforzi nei punti desiderati consentire un ulteriore miglioramento delle proprietà meccaniche e / o elettriche di questi nanocomposites.
Alcune tecniche quali il flusso di shear 6-7 e campi elettromagnetici 8 sono stati utilizzati per allineare i CNT lungo una direzione desiderata in una matrice polimerica. Inoltre, l'orientamento CNT indotta da vincolo dimensionale, in particolare in una dimensione (1D) e due dimensioni (2D), è stata osservata durante la trasformazione / formatura di materiali nanocompositi 9-11. Tuttavia, nuovi progressi sui processi di fabbricazione sono ancora necessari per consentire il controllo sufficiente della tridimensionale (3D) orientamento e / o il posizionamento del rinforzo nanotubo durante la fabbricazione di un prodotto per condizioni ottimali.
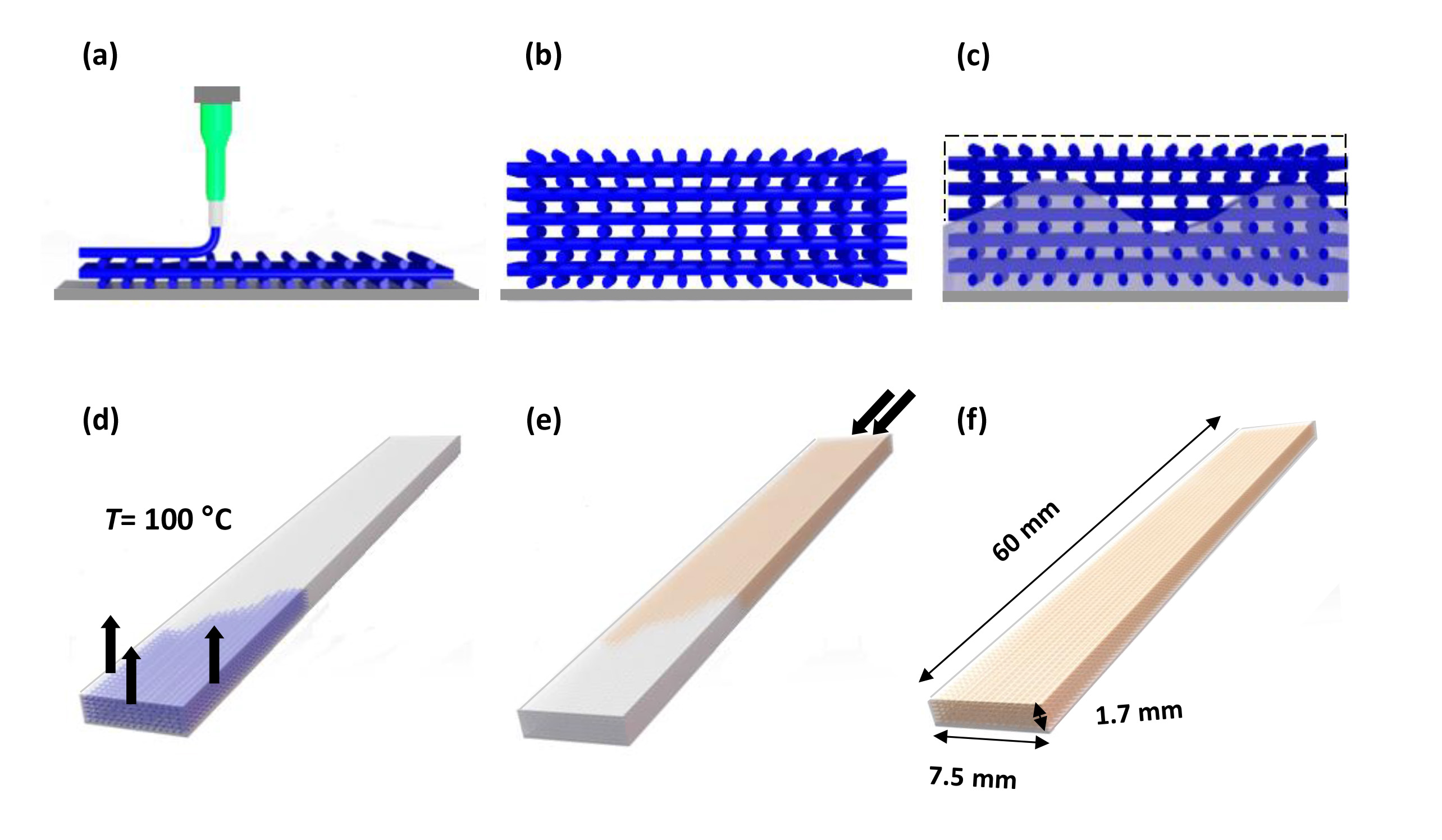
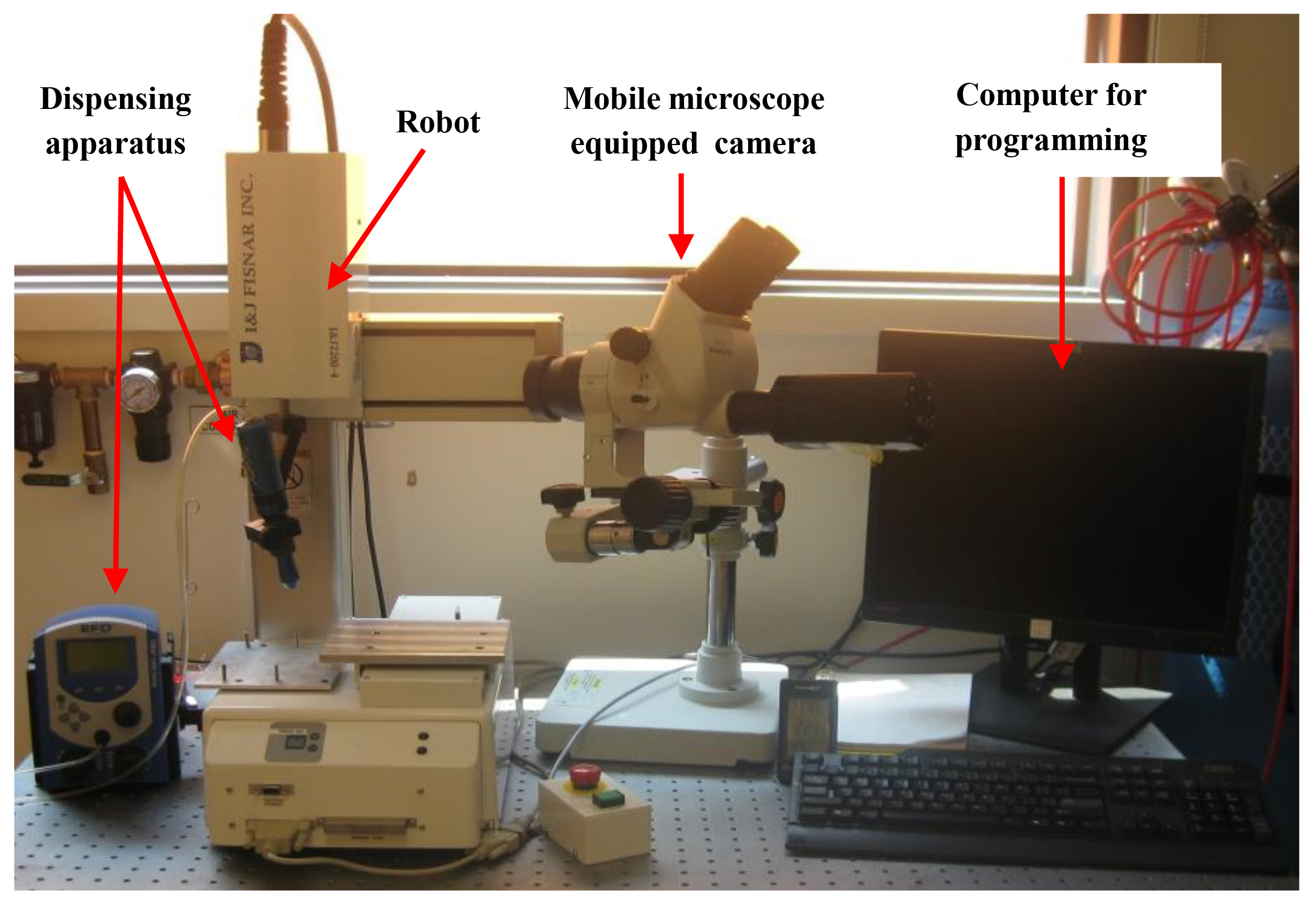
In questo articolo presentiamo un protocollo per la produzione di travi composte 3D rinforzato via diretta e localizzata infiltrazione di una rete microfluidica 3D con sospensioni nanocompositi polimero (Figura 1). In primo luogo, la fabbricazione di un 3D interconnesso microfluidicarete è dimostrato, che prevede la realizzazione diretta-scrittura dei filamenti di inchiostro fuggitive 12-13 su substrati epossidiche (figure 2a e 2b), seguita da incapsulamento epossidico (figura 2c) e la rimozione di inchiostro sacrificale (figura 2d). Il metodo di scrittura diretta è costituito da un robot controllato da computer che muove un erogatore fluido lungo gli assi x, y, e Z (Figura 3). Questa tecnica fornisce un modo veloce e flessibile per fabbricare microdispositivi 3D per fotonici, MEMS e applicazioni biotecnologiche (Figura 4). Quindi, la preparazione nanocomposito è dimostrato, insieme alla sua infiltrazione (o iniezione) nella rete porosa sotto diverse pressioni controllate e costanti per produrre compositi multiscala 3D-rinforzati (figure 2e e 2f). Infine, vengono mostrati alcuni risultati rappresentativi con i loro potenziali applicazioni.
Protocollo
1. Fabbricazione di 3D microfluidici Networks
- Fate sciogliere l'inchiostro fuggitivo a 80 ° C e caricarlo in una siringa da 3 ml.
Nota: L'inchiostro fuggitivo è una miscela binaria di una cera microcristallina e vaselina con una proporzione in peso di 40:60. - Scegliere un ugello di deposizione in funzione del diametro del filamento desiderato (es diametro interno (ID) = 150 pm).
- Installare l'ugello sul cilindro della siringa contenente il materiale di inchiostro e montarlo sul supporto siringa del robot di erogazione.
- Utilizzare un programma Excel per progettare il percorso mobile del robot di erogazione per la fabbricazione della struttura scaffold 3D desideri.
Nota: Le dimensioni complessive della struttura inchiostro 3D e spaziatura filamenti in un dato strato possono essere facilmente programmati, in questo caso, le dimensioni sono 60 mm di lunghezza da 7.5 mm di larghezza, e 1,7 mm di spessore di 0,25 mm in spaziatura orizzontale tra ciascun filamento. - Impostare la pressione di deposizione sul regolatore di pressione e la velocità del robot di erogazione.
Nota: Il diametro del filamento inchiostro fuggitivo varia a seconda del diametro dell'ugello, pressione di deposizione, viscosità dell'inchiostro e la velocità di erogazione. Qui, il diametro del filamento è ~ 150 micron per una velocità di deposizione di 4,7 mm / sec con una pressione di estrusione di 1.9 MPa. - Avviare la fabbricazione del microscaffold con la deposizione dei filamenti a base di inchiostro su un substrato di resina epossidica, che porta ad un modello 2D (Figura 2a).
- Depositare strati successivi in successione incrementando la z-posizione dell'ugello di erogazione di una quantità pari al diametro dei filamenti (Figura 2b).
Nota: strutture 3D autoportanti con altre geometrie e molti strati (ad esempio, a poche centinaia di strati) potrebbe essere costruito. - Mescolare le due parti di resina epossidica (cioè la resina e l'indurente) utilizzati per l'incapsulamento e degassarla epmiscela oxy sotto vuoto per un tempo definito (qui, 0,15 bar per 30 min) per rimuovere le bolle intrappolate durante la miscelazione dei componenti epossidici.
Nota: Il tempo di degasaggio può variare con il tempo di gelificazione della miscela epossidica. Per un sistema epossidico differente, il tempo di degassamento richiesta può essere più o meno lungo. - Caricare la resina epossidica in una siringa 3 ml usando un erogatore fluido applicando una pressione negativa e quindi montare una multa ugello (ad esempio ID = 0,51 millimetri) nel cilindro della siringa.
- Luogo gocce di resina epossidica sulla struttura impalcatura inclinata alla sua estremità superiore utilizzando lo stesso erogatore fluido e montato ugello per minimizzare il rischio di intrappolamento di bolle durante l'incapsulamento epossidico.
Nota: La resina epossidica scorre poi negli spazi vuoti tra filamenti, spinti dalla gravità e forze capillari. - Continua mettendo gocce di resina epossidica sul patibolo fino a quando lo spazio vuoto tra i filamenti ponteggio è completamente riempito.
- Lasciate che l'epo incapsulamentoxy pre-indurimento a temperatura ambiente per 24 ore e poi mettere la struttura in un forno per la post-polimerizzazione a 60 ° C (figura 2c).
Nota: Un programma di cura diverso può essere applicato per un sistema epossidico diverso. - Tagliare le parti in eccesso di resina epossidica con una sega di precisione dopo il completo indurimento.
- Praticare due fori a due estremità della struttura e inserire due tubi di plastica.
- Rimuovere l'inchiostro fuggitivo dalla struttura come segue:
- Mettere i campioni in stufa a 90 ° C per 30 minuti per la liquefazione di inchiostro (figura 2d).
- Poco dopo il prelievo dei campioni dal forno, lavare la rete di canale con l'aspirazione di acqua distillata calda attraverso i tubi collegati ai canali aperti per 5 min seguita da esano per altri 5 min.
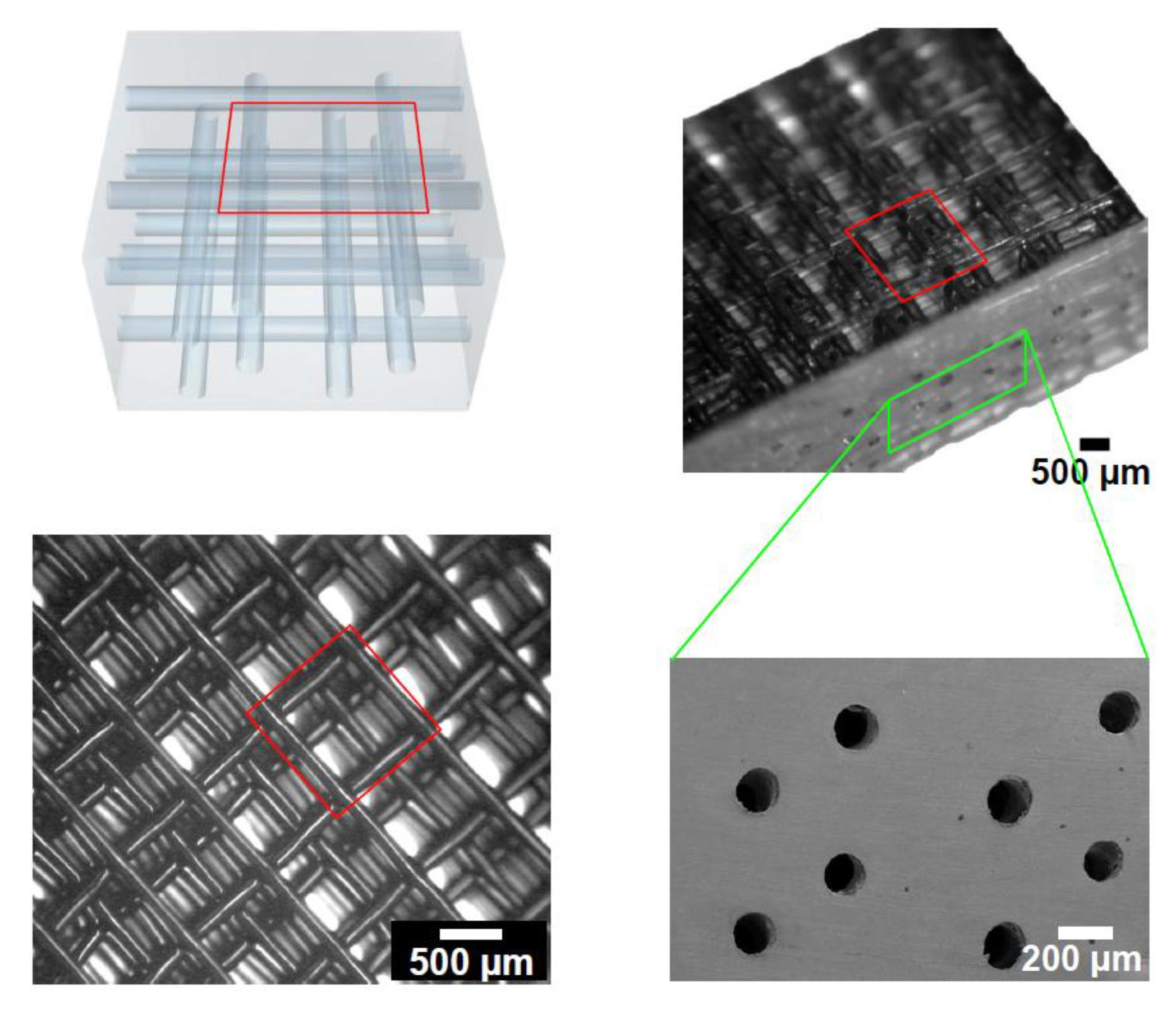
Nota: La rimozione dell'inchiostro produce una rete interconnesso microfluidica 3D (Figura 5). Post-pulizia delle reti utilizzando esano viene eseguita per rimuovere la posbili tracce residue del inchiostro dalle pareti del canale.
2. Nanocompositi Preparazione
Nota: I nanocompositi sono preparati miscelando un doppio indurimento resina (ultravioletto / calore curabile) termoindurente, o una resina epossidica o una resina a base di uretano e nanocariche (qui, nanotubi a parete singola di carbonio) a diversi carichi.
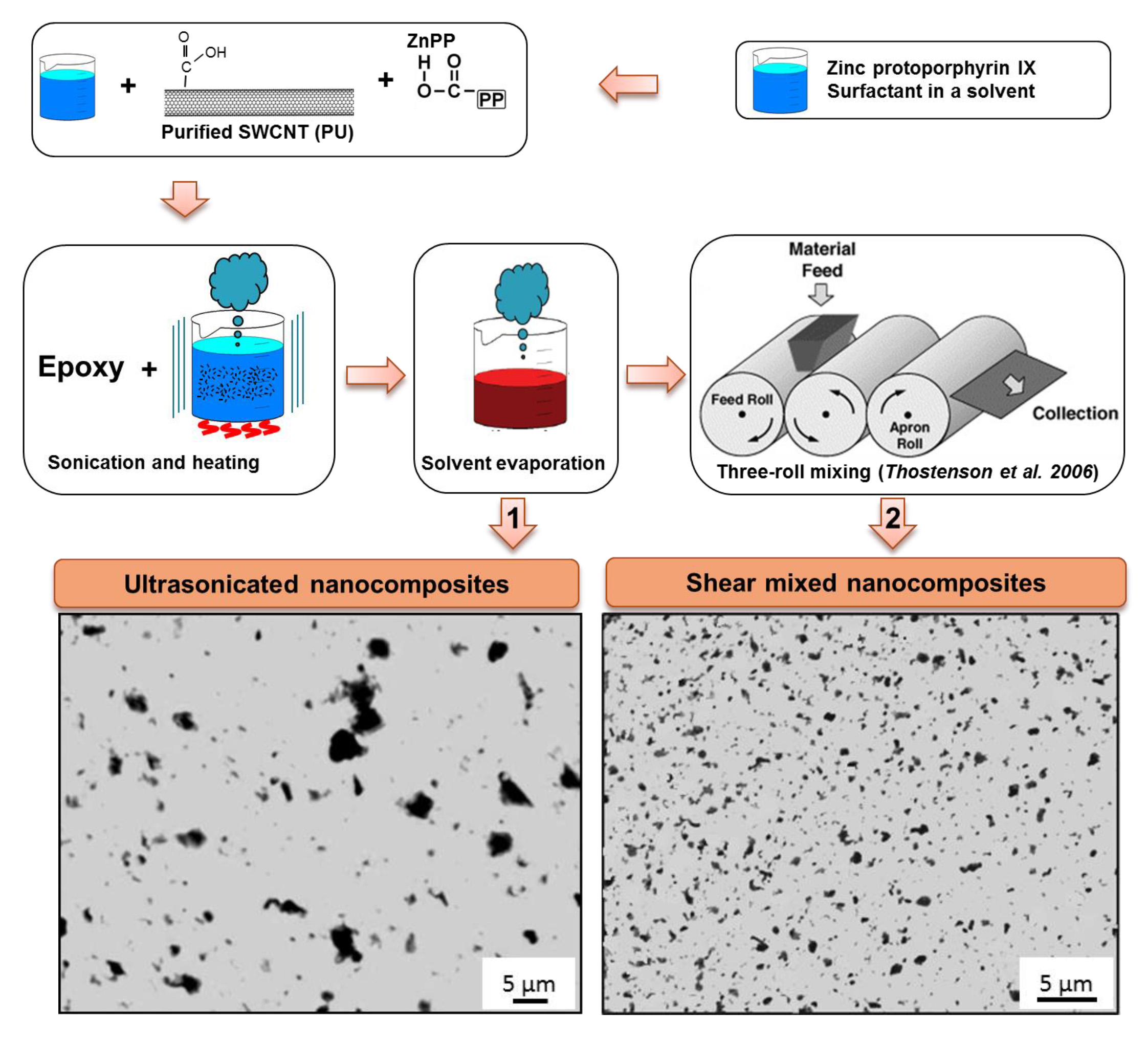
- Aggiungere la quantità desiderata di nanotubi a una soluzione di 0,1 mM di un tensioattivo (zinco protoporfirina IX) sia in acetone o diclorometano 14 (Figura 6).
Nota: Qui, 150 mg di CNT è stato aggiunto alla soluzione (~ 50 ml) per preparare un nanocomposito con una concentrazione finale di nanotubi di 0,5% in peso. Va detto inoltre che l'uso di solventi altobollenti temperatura come DMF dovrebbe essere evitata a causa di possibili termoindurente della UV-epossidica utilizzata in questo studio a temperature superiori a 60 ° C durante l'evaporazione del solvente. - Sonicare il suspension in un bagno ad ultrasuoni per 30 min a debundle aggregati di nanotubi (Figura 6).
Nota: sforzi aggiuntivi come filtrazione o ultracentrifugazione della soluzione nanotubo dovrebbe essere fatto per rimuovere i rimanenti grandi grappoli prima della miscelazione con la resina. - Mescolare la resina (sia epossidica o uretano) con la sospensione di nanotubi su una piastra calda agitazione magnetica ad una temperatura leggermente inferiore alla temperatura di ebollizione del solvente (per esempio 50 ° C per soluzione acetone) per 4 ore.
- Mettere il composto nanocomposito nella vasca ultrasuoni e contemporaneamente applicare la sonicazione e riscaldamento (40-50 ° C) per 1 ora (Figura 6).
- Lasciare evaporare il solvente residuo riscaldando il nanocomposito a 30 ° C per 12 ore e poi a 50 ° C per 24 ore sotto vuoto (~ 0,1 bar).
- Taglio miscelare i materiali nanocompositi facendoli passare attraverso un piccolo spazio tra i rulli in un mixer mulino a tre rulli in order per rompere grandi aggregati di nanotubi (Figura 6). Mantenere una porzione di nanocomposito prima tre rulli di miscelazione per confronto basale.
- Impostare i parametri di miscelazione a tre cilindri (cioè lacune e velocità di rotazione).
Nota: Qui, una velocità costante di 250 rpm viene utilizzato per il rotolo grembiule. Tuttavia, il divario tra rulli sono ridotti in lavorazione in tre fasi come segue: 5 passaggi a 25 micron, 5 passaggi a 10 micron e 10 passa a 5 micron, rispettivamente. - Degassare la miscela finale sotto vuoto di ~ 0,1 bar per 24 ore utilizzando un essiccatore per rimuovere le bolle d'aria durante la miscelazione.
3. Nanocompositi Infiltration (Injection)
- Caricare i nanocompositi, preparate nella sezione 2, in una siringa da 3 ml con il dispenser fluido applicando una pressione negativa.
- Inserire una multa ugello (ad esempio ID = 0,51 millimetri), che si inserisce nei tubi di plastica attaccati ai canali aperti (stessi tubi utilizzatiper la rimozione di inchiostro) e montarlo nel cilindro della siringa contenente i materiali nanocompositi.
- Impostare la pressione desiderata (cioè pressione positiva) sul dispensatore pressione.
Nota: Qui, la pressione di iniezione nanocomposito è pari a 400 kPa.
Nota: Un vuoto (pressione negativa) potrebbe essere applicato all'altra estremità (cioè lato di uscita) per assistere il riempimento rete. Una volta applicata la pressione, la rete microfluidica, costruita nel protocollo 1, viene riempita con la sospensione nanocomposito, che entra nella rete attraverso i tubi di plastica. - Poco dopo l'iniezione, esporre le travi composte nanocompositi-riempite di illuminazione UV di una lampada UV per 30 minuti per prestagionatura.
Nota: Questa operazione prestagionatura è pensato per ridurre l'effetto del moto browniano sul possibile orientamento CNT. Si riduce anche la contrazione indotta dal calore (Figura 7) - Post-curare le travi prodotte nel fornoa, nel caso di UV-epossidico, 80 ° C per 1 ora seguito da 130 ° C per circa 1 ora (Figura 7).
- Tagliare le parti di resina epossidica in eccesso con una sega e poi lucidare le travi alle dimensioni desiderate (qui, ~ 60 mm di lunghezza, ~ 6,8 millimetri in larghezza, e ~ 1,6 millimetri di spessore delle travi sono state prodotte per facilità di caratterizzazione meccanica).
Risultati
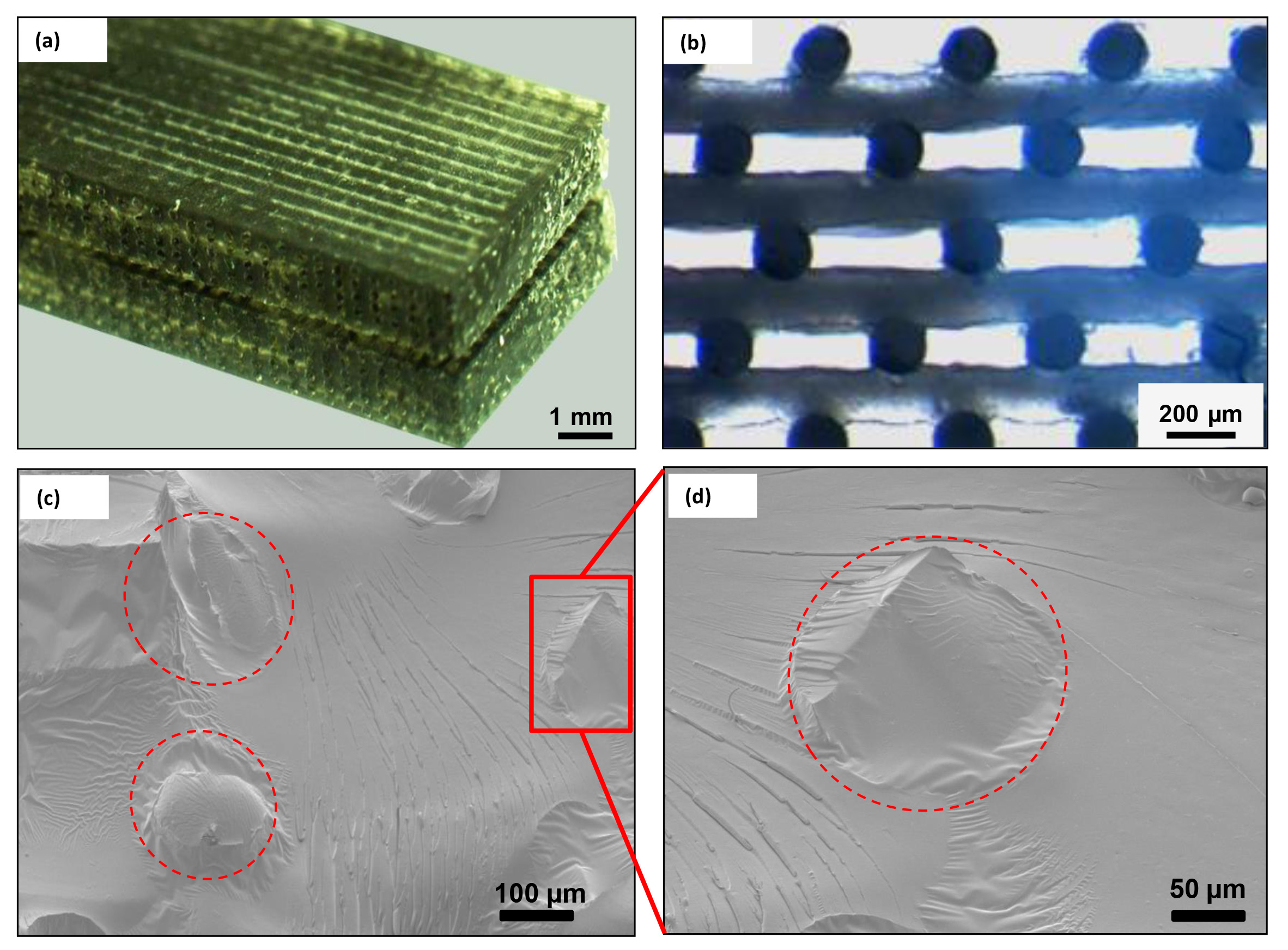
Figure 8a e 8b mostrano una immagine rappresentativa di travi fabbricati e un'immagine ottica della sua sezione trasversale, formato da nove strati di filamenti nanocompositi.
Le figure 8c e 8d mostrano immagini tipiche SEM di una superficie di frattura prodotta travi e un'immagine ingrandimento maggiore di canali pieni (cioè microfibre nanocompositi embedded), rispettivamente. Poiché nessun debonding è visto dalla parete canali, è giusto dire che la resina epossidica circostante e materiali infiltrati sono ben rispettati come risultato della corretta pulizia dei canali con esano dopo la rimozione dell'inchiostro.
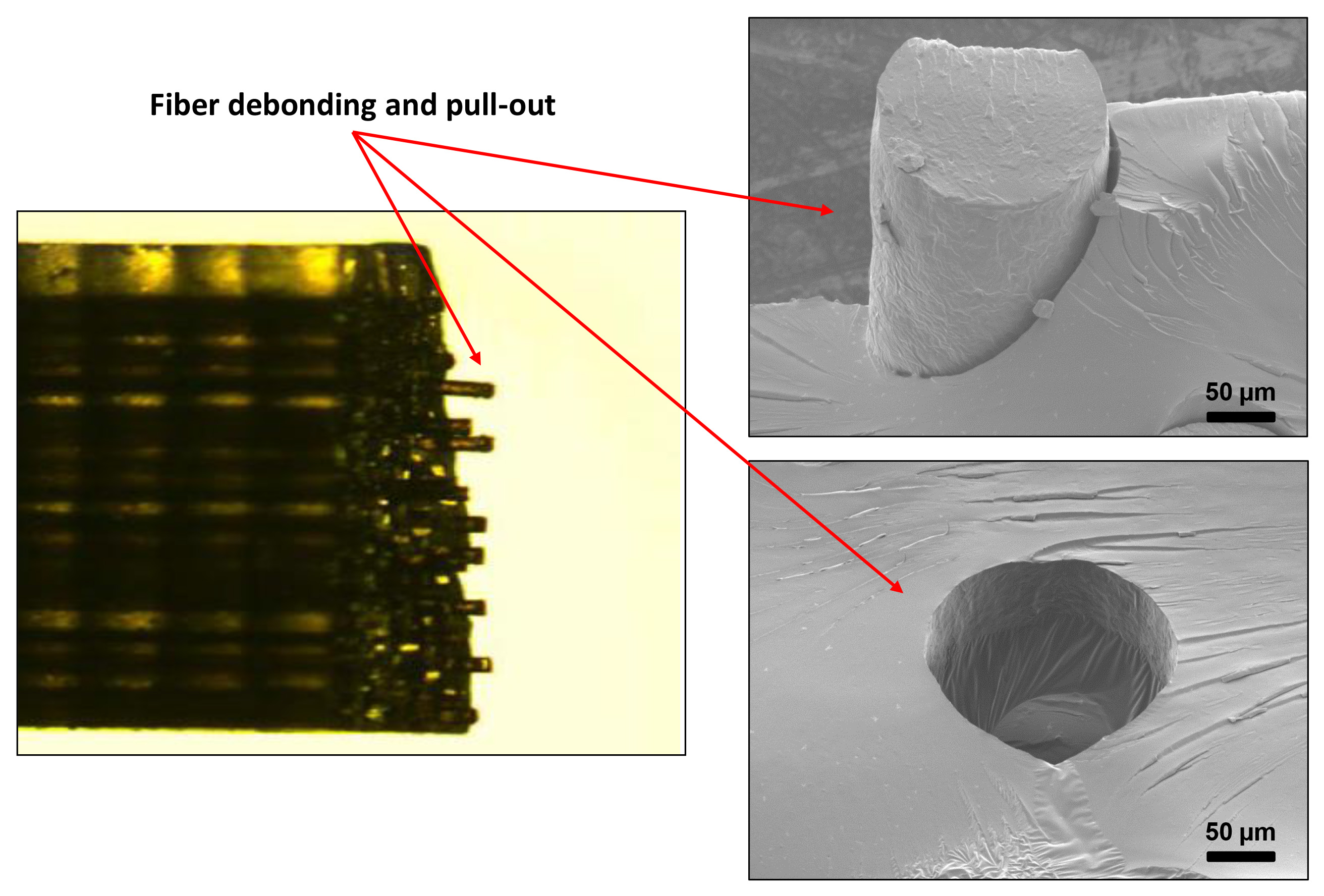
La Figura 9 mostra un'immagine rappresentativa ottica di un raggio interrotto durante il test meccanici in cui esano non viene utilizzato durante la rimozione dell'inchiostro. Fibra debonding, a causa della scarsa interfaccia meccanica si osserva che potrebbe essere dovutotracce di inchiostro fuggitive rimaste dopo la pulizia della rete.
Figura 10 mostra il modulo di accumulo, E ', dei campioni stampati rinfusa epossidiche (come benchmark) e le travi 3D rinforzato. I risultati mostrano andamenti unici per le travi fabbricati che sono la combinazione del embedded e materiali epossidici circostanti con proprietà superiori con la presenza di solo ~ 0,18 wt. % CNT.
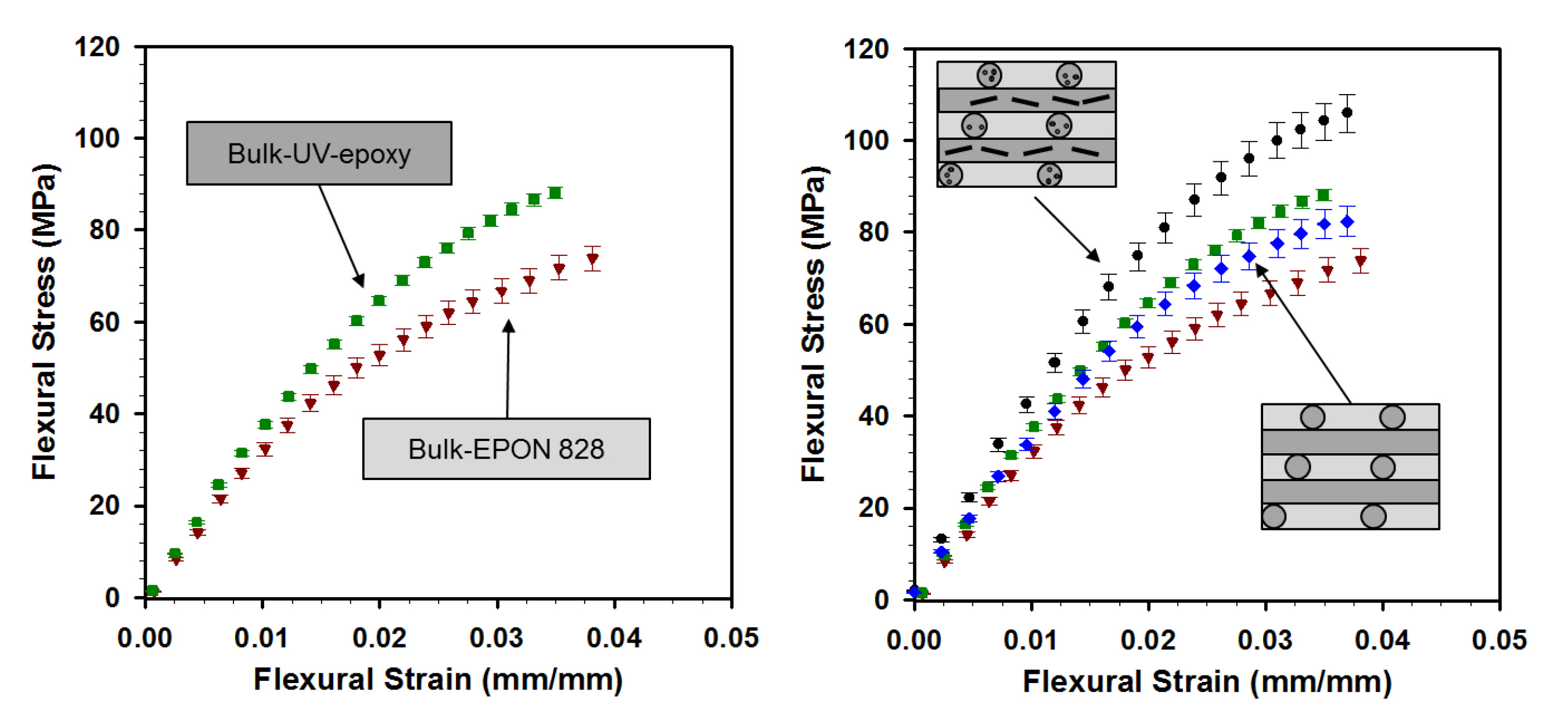
La Figura 11 mostra i tre punti di piegatura risultati di prova delle travi composte trasformato mediante DMA. Come risultato di posizionamento CNT, il modulo di flessione del 3D rinforzato travi hanno mostrato un aumento del 34% rispetto al puro epossi-infiltrato (intero epossidica) aste.

Figura 1. Rappresentazione schematica di un 3D-rnanocompositi einforced prodotto da un approccio microinfiltrazione. Clicca qui per vedere l'immagine ingrandita.
{kind=link}

Figura 2. Rappresentazione schematica della produzione di travi 3D-rinforzate. (A) filamento inchiostro deposizione diretta usando un robot di erogazione, (b) deposizione di più strati uno sopra l'altro incrementando l'ugello di erogazione in direzione z, (c ) Riempimento pori fra filamenti usando una resina a bassa viscosità, (d) Prendendo l'inchiostro fuori dalla rete per sua liquefazione, conseguente fabbricazione di canali microfluidici. (E) Riempire la rete vuota conla sospensione nanocompositi seguita da curare, e (f) Tagliare le parti in eccesso epossidiche. Clicca qui per vedere l'immagine ingrandita.
{kind=link}

Figura 3. Una foto del palco deposizione robotico costituito da un robot controllato da computer, un apparecchio di distribuzione, e una macchina fotografica dal vivo. Clicca qui per vedere l'immagine ingrandita.
{kind=link}

Figura 4. Alcune immagini di microstrutture prodotte dalla mon-scrittura direttaBly. Clicca qui per vedere l'immagine ingrandita.
{kind=link}

Figura 5. Un punto di vista isometrica ed una immagine SEM della rete vuota microfluidica 3D collegato. Clicca qui per vedere l'immagine ingrandita.
{kind=link}

Figura 6. Nanocompositi miscelazione strategie compresi nanotubo funzionalizzazione non covalente, ultrasuoni, e / o tre rulli mulino di miscelazione che portano a nanotubi dispersioni con differenti qualità (immagini ottiche dei film di nanocompositi). Clicca qui per vedere l'immagine ingrandita.
{kind=link}

Figura 7. Nanocompositi indurimento sotto illuminazione UV di una lampada UV seguita da post-vulcanizzazione in forno. Clicca qui per vedere l'immagine ingrandita.
{kind=link}

Figura 8. (A) I sometric immagine di una trave 3D rinforzato, (b) Tipico sezione trasversale di una trave nanocomposito-iniettato, (c) Una immagine frattura superficie fascio SEM, e ( g> d) Una vista del primo piano di (c). Clicca qui per vedere l'immagine ingrandita.
{kind=link}

Immagine Superficie Figura 9. Frattura di una trave nanocompositi-infiltrato in poliuretano. Clicca qui per vedere l'immagine ingrandita.
{kind=link}

Figura 10 proprietà meccaniche. Dipendenti dalla temperatura (modulo di stoccaggio) delle resine epossidiche sfusi e le travi fabbricati utilizzando un analizzatore dinamico meccanico./ Www.jove.com/files/ftp_upload/51512/51512fig10highres.jpg "target =" _blank "> Clicca qui per vedere l'immagine ingrandita.

Figura 11. Proprietà quasi-statiche meccaniche (flessione) delle resine epossidiche sfusi e le travi prodotte (prova di flessione a tre punti). Clicca qui per vedere l'immagine ingrandita.
{kind=link}
Discussione
La procedura sperimentale qui presentato è un nuovo e flessibile metodo di fabbricazione al fine di adattare le prestazioni meccaniche di materiali polimerici per la progettazione materiali. Usando questo metodo, proprietà desiderate potrebbero essere realizzati basato sulla corretta scelta dei componenti (materiali cioè infiltrati e matrice principale) e progettando strutture composite. In primo luogo, la tecnica permette la fabbricazione di un unico materiale, composto da diversi polimeri termoindurenti, che rappresenta una caratteristica unica funzione della temperatura che è diverso da quelli dei componenti bulks 15. Un altro vantaggio della presente tecnica rispetto ad altre tecniche di fabbricazione nanocomposito con cui le nanocariche sono distribuiti uniformemente attraverso matrice intera è la possibilità di collocare spazialmente i rinforzi nei punti desiderati in queste travi composte 3D rinforzato. A causa di questa capacità di posizionamento, una minore quantità di costosi possibilmente nanoriempitivi è necessario per ottenere una determinata prestazione meccanica 13. Poiché il pattern rinforzo obbedisce originale-scrittura diretta del ponteggio inchiostro, la spaziatura dei filamenti in un dato strato è limitato a circa dieci volte il diametro filamenti di inchiostro a causa delle proprietà viscoelastiche del inchiostro fuggitivo. D'altra parte, una piccola distanza può limitare il flusso di resina epossidica liquida durante la fase di incapsulamento epossidico. Inoltre, il diametro del filamento inchiostro deve essere sufficientemente grande (ad esempio, superiore a 50 micron) per facilità di fabbricazione (ad esempio estrusione di alta inchiostro viscoso) e successive fasi di lavorazione come nanocomposito infiltrazione nelle reti microfluidici.
Un altro potenziale del presente metodo potrebbe essere la capacità di allineare i singoli CNT o altri nanocariche nella direzione di flusso sotto flusso di taglio 16 da infiltrazioni nanocomposito a maggiori velocità / pressioni, se le nanocariche sono ben-Disperso durante il processo di miscelazione nanocomposito. Tuttavia, un elevato grado di allineamento potrebbe essere raggiunto solo a pressioni molto elevate infiltrazione (a causa di piccolo diametro canale), che possono causare l'intrappolamento di aria nella rete durante l'infiltrazione.
Immagini ottiche Rappresentante in Figura 6 mostrano i nanocompositi preparati dalla procedura di miscelazione presentata al protocollo 2 (due immagini nella parte inferiore della figura). Le macchie scure osservati sono considerati aggregati di nanotubi. Per il nanocomposito ultrasonicated, gli aggregati micron dimensioni con un diametro fino a ~ 7 micron sono presenti mentre un drastico cambiamento delle dimensioni degli aggregati (con una media di circa 1 micron) viene osservato per il nanocomposito shear-mista. Poiché la dispersione nanoriempitivo influisce sulle proprietà meccaniche ed elettriche dei fasci nanocompositi 3D fabbricati, una dispersione migliorata dovrebbe essere realizzato per trarre il massimo vantaggio di posizionamento 3D nanofillers utilizzando la presente tecnica di fabbricazione. Pertanto, è necessario un ulteriore studio per esaminare sistematicamente gli stati di dispersione dei nanotubi e l'uso di altri nanocariche, che possono essere facilmente disperse nella matrice epossidica.
L'attuale tecnica di produzione potrebbe consentire la progettazione di prodotti 3D nanocompositi funzionali per applicazioni microtecnica 17. La tecnica non è limitata ai materiali utilizzati in questo studio. Pertanto, l'applicazione di questa tecnica può essere estesa l'utilizzazione di altri materiali termoindurenti e nanocariche. Tra le diverse applicazioni, monitoraggio strutturale, prodotti di assorbimento delle vibrazioni e della microelettronica può essere menzionato.
Divulgazioni
Nessun conflitto di interessi dichiarati.
Riconoscimenti
Gli autori riconoscono il sostegno finanziario FQRNT (Le Fonds Quebec de la recherche sur la nature et les Technologies). Gli autori desiderano ringraziare il supporto consulenziale del Prof. Martin Levesque, Prof. mio Ali El Khakani e il dottor Brahim Aissa.
Materiali
| Name | Company | Catalog Number | Comments |
| Dispensing Robot | I & J Fisnar | I & J2200-4 | |
| Robot software | I & J Fisnar | JR-Point Dispensing | |
| Syringe Barrel | Nordson EFD Inc. | 7012072 | 3 ml |
| Dispensing Nozzle | Nordson EFD Inc. | 7018225 | Stainless Steel Tip (ID: 0.51 mm) |
| Dispensing Nozzle | Nordson EFD Inc. | 7018424 | Stainless Steel Tip (ID: 0.15 mm) |
| Fluid Dispenser | Nordson EFD Inc. | HP-7X | |
| Fluid Dispenser | Nordson EFD Inc. | 800 | |
| Live camera | MediaCybernetics | QI, Cool, Color | 12 Bit, Qimaging |
| Live Camera Software | Image-Pro Plus | Version 6 | |
| Precision Saw | Buehler (IsoMet) | 622-ISF-03604 | Low-Speed Saw |
| Flexible plastic tube | Saint-Gobain PRL Corp. | Tygon 177936 | |
| Stirring hot plate | Barnstead International | SP131825 | |
| Vacuumed-oven | Cole-Parmer | EW-05053-10 | |
| Ultrasonic cleaner | Cole-Parmer | EW-08891-11 | |
| Three-roll mill mixer | Exakt Technologies | Exakt 80E | |
| Dynamic Mechanical Analyzer | TA Instruments | DMA Q800 | |
| UV-lamp | Cole Parmer | RK-97600-00 | Intensity of 21 mW/cm² |
Riferimenti
- Endo, M., et al. Applications of Carbon Nanotubes in the Twenty-First Century. Philosoph. Trans. Math. Phys. Eng. Sci. 362 (1823), 2223-2238 (2004).
- Ear, Y., Silverman, E. Challenges and opportunities in multifunctional nanocomposite structures for aerospace applications. MRS Bull. 32 (4), 328-334 (2007).
- Mirfakhrai, T., Krishna-Prasad, R., Nojeh, A., Madden, J. D. W. Electromechanical actuation of single-walled carbon nanotubes: an ab initio simulation study. Nanotechnology. Nanotechnology. 19 (31), 1-8 (2008).
- Sahoo, N. G., Jung, Y. C., Yoo, H. J., Cho, J. W. Influence of carbon nanotubes and polypyrrole on the thermal, mechanical and electroactive shape-memory properties of polyurethane nanocomposites. Comp. Sci. Technol. 67 (9), 1920-1929 (2008).
- Coleman, J. N., Khan, U., Gun'ko, Y. K. Mechanical reinforcement of polymers using carbon nanotubes. Adv. Mater. 18 (6), 689-706 (2006).
- Fan, Z. H., Advani, S. G. Characterization of orientation state of carbon nanotubes in shear flow. Polymer. 46 (14), 5232-5240 (2005).
- Abbasi, S., Carreau, P. J., Derdouri, A. Flow-induced particle orientation and rheological properties of suspensions of organoclays in thermoplastic resins. Polymer. 51 (4), 922-935 (2010).
- Kimura, T., Ago, H., Tobita, M., Ohshima, S., Kyotani, M., Yumura, M. Polymer composites of carbon nanotubes aligned by a magnetic field. Adv. Mater. 14 (19), 1380-1383 (2002).
- Chronakis, I. S. Novel nanocomposites and nanoceramics based on polymer nanofibers using electrospinning process-A review. J. Mater. Process. Technol. 167 (2-3), 283-293 (2005).
- Zhou, W., et al. Single wall carbon nanotube fibers extruded from super-acid suspensions: preferred orientation, electrical, and thermal transport. J. Appl. Phys. 95 (2), 649-655 (2004).
- Sandler, J. K. W., et al. A comparative study of melt spun polyamide-12 fibres reinforced with carbon nanotubes and nanofibres. Polymer. 45 (6), 2001-2015 (2004).
- Therriault, D., Shepherd, R. F., White, S. R., Lewis, J. A. Fugitive inks for direct-write assembly of three-dimensional microvascular networks. Adv. Mater. 17 (4), 395-399 (2005).
- Therriault, D., White, S. R., Lewis, J. A. Chaotic mixing in three-dimensional microvascular networks fabricated by direct-write assembly. Nat. Mater. 2 (4), 265-271 (2003).
- Lebel, L. L., Aissa, B., Khakani, A. E., Therriault, D. Preparation and mechanical characterization of laser ablated single-walled carbon-nanotubes/polyurethane nanocomposite microbeams. Comp. Sci. Technol. 70 (3), 518-524 (2010).
- Farahani, R. D., Dalir, H., et al. Micro-infiltration of three-dimensional porous networks with carbon nanotube-based nanocomposite for material design. Comp. A. Appl. Sci. Manufact. 42 (12), 1910-1919 (2011).
- Farahani, R. D., et al. Manufacturing composite beams reinforced with three-dimensionally patterned-oriented carbon nanotubes through microfluidic infiltration. Mater. Design. 41 (5), 214-225 (2012).
- Volder, M. D., Tawfick, S. H., Copic, D., Hart, A. J. Hydrogel-driven carbon nanotube microtransducers. Soft Matter. 7 (21), 9844-9847 (2011).
Ristampe e Autorizzazioni
Richiedi autorizzazione per utilizzare il testo o le figure di questo articolo JoVE
Richiedi AutorizzazioneThis article has been published
Video Coming Soon
Personale delle biblioteche
Copyright © 2025 MyJoVE Corporation. Tutti i diritti riservati